page 1 agoura hills, ca copyright 2006 paul deis - (818) 706-0160 [email protected] capacity &...
TRANSCRIPT

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 1 Agoura Hills, CA
Capacity & MRPWhat To Do About It
By Paul Deiswww.pauldeis.com (818) 706-0160

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 2 Agoura Hills, CA
Who We Are, What We Do
Background – Worked with over 60 companiesConsultant, VP ManufacturingAuthor – Prentice-Hall textRan ERP software company 5 years
Productivity Improvements:Business processes – work flowSystems – ERP, specializedRecruiting, leadership, people, organization

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 3 Agoura Hills, CA
Agenda – What We’ll Cover
MRP Overview – history, why it’s the way it is – impact on capacity management, ability to schedule productionAlternatives – a look at an “ideal” systemScheduling – issues, aspects, ways of generating valid schedules, “in spite of MRP”Ways that Work – other methods that workQ & A.
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 4 Agoura Hills, CA
Some Key Business Issues With MRP
Very Long Software Development Lead-Time - Decades or years.
Very long Software Business development time – develop, sell customers, support past/existing customers, get model & software debuted, sell new, generate new software?
Fact – backwards compatibility is a HUGE drag on innovation
APICS – no vision at all; “in bed with” software companies – result – status quo, no innovation for decades; “Standard MRP” model = one size fits all.
Lack of a Multi-model Standard - No “standard model” for what has become a wide variety of business models.
Fact – selling new model requires “missionary work” (costly, risky).
Complexifier - Need for MRP to be integrated into other business functions (“ERP”).

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 5 Agoura Hills, CA
Business/Industry Changes
1970 – 1985 1986 to 2003 & Beyond
Long lead time production cycles
Short, market-driven lead times
Mass, high-volume production
Small lot with much variation
Large Corp. dominated Agile Company dominates
Vertical Integration “Virtual Business” with partners
Internal, domestic production
Outsourcing, offshore, contract work
Larger margins (cost + markup = Price)
Tremendous margin pressures
Slow technical, market changes
Rapid technical, market changes
Production centered Customer centered
Inventory Control Focus Customer response, cost focus

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 6 Agoura Hills, CA
Our Orientation
Manufacturing exists to serve the customer (& stockholders).
The cost of coordination is an indirect, non-value added cost. Lower is better.
Complex systems INCREASE this cost.
Simpler systems DECREASE this cost.
Software is not the (whole) answer.
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 7 Agoura Hills, CA
What IS the Problem? – MRP:
Not built for rapid changes
Costly to run – manual entry, “control points, steps in cycles.
Complex, bureaucratic “feel”
Major (costly) education required
Assumes a stable organization over time
No “crunch zone” support (inside lead time).
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 8 Agoura Hills, CA
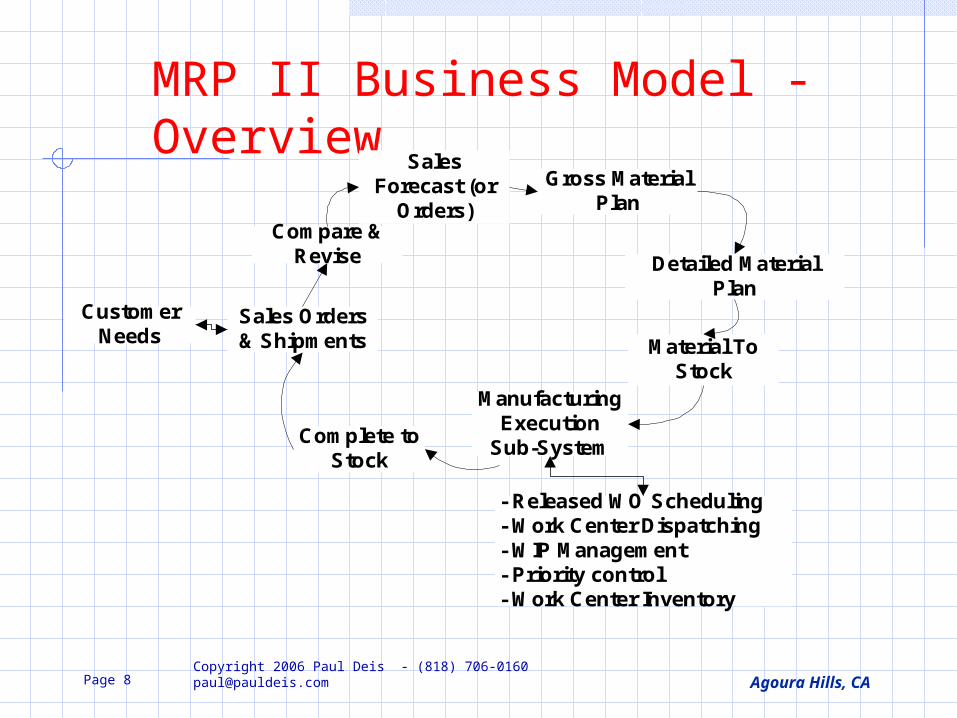
MRP II Business Model - Overview
SalesForecast (or
Orders)
Gross MaterialPlan
Detailed MaterialPlan
Material ToStock
ManufacturingExecution
Sub-SystemComplete to
Stock
Sales Orders& Shipments
CustomerNeeds
Compare &Revise
- Released WO Scheduling- Work Center Dispatching- WIP Management- Priority control- Work Center Inventory

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 9 Agoura Hills, CA
MRP II Process & Actions
Actions1. Review Demand & Supply data.2. Resched Rel'd Work Order in/out.3. Resched PO's in/out.4. Release New Work Orders, PO's from Planned Order data.
CapacityProcess
MRPProcess
Demand & Supply DataPlanned Order table
Action Messages
MPS
Actions1. Review reports, work loads.2. Change WO dates to correct over/ under work center loads; ignore action messages from MRP for these.3. Change MPS.
ForecastDemand
Released WO's
InventoryReleased WO's
PO's

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 10 Agoura Hills, CA
Major MRP Issues
1. Reverse Sequence - of what is needed
2. NO REAL schedule – Can’t just run MRP/CRP & print it.
3. Base “Plan” - Material only.
4. Material Flow – all material assumed to come from stock only, no “outside” flow, as really occurs.
5. Generates dates in the past – How DOES one use this?
6. Extensive manual work required – worse with frequent, rapid schedule changes; if not done, result is garbage.
7. Plan <> Schedule - Can’t reconcile “material plan” to “production schedule.”
8. Manual Updates - If WO’s not manually updated, WIP material requirement dates are WRONG.
9. False priorities - from wrong WO dates, and from ALL material shown as required on WO Start Date

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 11 Agoura Hills, CA
21st Century Business Needs:
Customer First – focused, recognize, handle frequent changes to schedule, configuration.
“Crunch” support – explicitly handle inside lead time changes of everything w/o disruptions.
Operation Complexity – mixed mode, styles
Production Complexity – mixed mode production.Extensive Outsourcing – contract manufacturersLower indirect costs – Effective operations with fewer, lower skilled people
“Soft” company walls – seamless information flow between supply chain elements, companies, partners.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 12 Agoura Hills, CA
21st Century Business Model Customer
NeedsMPS
(Re-) ScheduleProduction- Internal- Extera
(Re-) SchedulePurchased Material &
Services
Receive Material - Stock - WIP - Drop Shipped
Production - Internal - External
Ship

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 13 Agoura Hills, CA
Key Points - 21st Century Business Fluid, fast moving – no fixed cycles, lead timesConstant “Tweaking” – continuous stream of changes flow into schedule, daily needsNo “Firm Plan” – there is only a single schedule that changes constantly. Few or no “time fences” Rapid, short cycles - for response times, product changes.Products - Highly variable, configurable, customized, project oriented, all MIXED in same business.Need – continuous schedule updating & status info.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 14 Agoura Hills, CA
What IS a Schedule?
Schedule – Definition: “Document that relates work to time and resources required to accomplish it.” Schedule – to be useful, MUST be:
No dates in the pastAccurately predict when & what will happenGuide corrective actions when things don’t go as scheduledAccurate enough to support ancillary activities
Current - Be up to date virtually ALL the time.Synchronizes - ALL related activities “mesh”Reliable - Not confuse precision with accuracyFlexible - Handles “sloppiness” in real world.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 15 Agoura Hills, CA
MRP – What It SHOULD Do!
Customer/Production schedule orientedSynchronize & integrate ALL activities “Release-less” work ordersMaterial Tied to Production ScheduleIdentify Where needed – incl. VendorsForward Scheduling“Crunch” zone supportWO to WO Validity

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 16 Agoura Hills, CA
MRP – What It SHOULD Do (cont’d)
WIP Activity Updates Material NeedsWIP can be anywhere in the worldEffective purchasing support–
Identify actions by how urgentWork most urgent actions FIRST!Scheduled vendor support (“PO-less”)Beside what is required – WHERE it’s needed (work center or vendor).Drop ship – off-site material req’d

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 17 Agoura Hills, CA
One “Ideal” System - Background
AIMS/ERP – built 1993 to 1995 for Alesis corporationPrevious efforts (Relevant, QAD, Camlan) failed due to fit issues.Almost all production was outside and offshore, but not “turnkey.”Full ERP system – 950 windows, 6,000 data fields.For details: http://www.essexoakpark.com/AIMSERPOverview.PDF Core – Powerful scheduling tools – “beyond MRP” – synchronized all activitiesSold by AIMS Software, Inc. for several yearsClosed the company in 2000.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 18 Agoura Hills, CA
AIMS/ERP - Overview
Cutting Detail Lists - DImensionable Materials - Pieces don't have part numbers - From Drawing data - Part of work order data
Copyright 2000 AIMS Software, Inc.
Quote/Estimate- Estimate Work orders define Product Structures forDeliverables:: - Routing - Material - Estimated CostMaster Production Schedule
Drives Scheduling Process- End Items- Dates- Quantity
Sales Orders/Jobs- Job/Project or sell from Stock- Deliverables, sales prices- Requested Ship Dates
Sales ForecastMake to Stock Production
- Manual Control or- Auto Generate from: - Sales History or - Demand History
Bills of ManufactureDefine Standard Products
- Product Definition- Routing/Operations- Material Required- Engineering Effectivity
Work OrdersJobs = Work Orders Linked to Job No.
- Actual product definitions- Operation start/complete dates- Estimated, Budget & Actual Cost if Job Function in use- Defines all production schedules, material needed- Substitute, change operations, material anytime as needed.- Scheduling - back, back compressed, forward compressed, forward up product structure methods
Purchasing Processes- Required dates from work order operation scheduling- 3 types of Demand/Supply- 7 PO Types- Auto PO Request & Change Generation- Buyers WorkBenches - quick handling of new PO & changes- Electronic Signature- "Paper-less" purchasing
Job/ProjectDrawing Detail Function
- Handles, calculates dimensionable material requirements & displays- Eliminates Part Numbers for pieces- Linking controls Job/Project Work Orders directly from drawing data- Updates budget cost data- Creates cutting detail lists
Quote Release- Creates all job data- Estimate cost
StandardProduct
Definition &Structure
ReferenceData for MPS
Entry
Job - Sched DatesStock - Reference
to MPS'er
Drawingto
WO Link
Repetitive ProductsSummary
- Automatic Work Order creation from Bills of Mfg- 100% MPS driven
Project/Job Summary- Estimate Work Orders or direct manual entry create Work Orders- Sales Order/Job Drives Schedule- Optional Drawing-Based Control- Optional Dimensionable Material
Repetitive/Standard Product Production Project/Job Non-Standard Product Production

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 19 Agoura Hills, CA
AIMS/ERP Scheduling
MPS Controls ALL independent demandBill of Manufacturing basedScheduling Steps –
Back schedule from MPS (demand dates)If today is encountered – compress operations to fitIf compress to fit fails – forward schedule the WOForward schedule UP product structure from lower levels
Synchronizes operations & material flowWork Centers – properties
Where material is requiredInternal or external (vendor)Outside Services PO = labor
Dates – 2 sets: demand & scheduledKey Output – Projected Days Late
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 20 Agoura Hills, CA
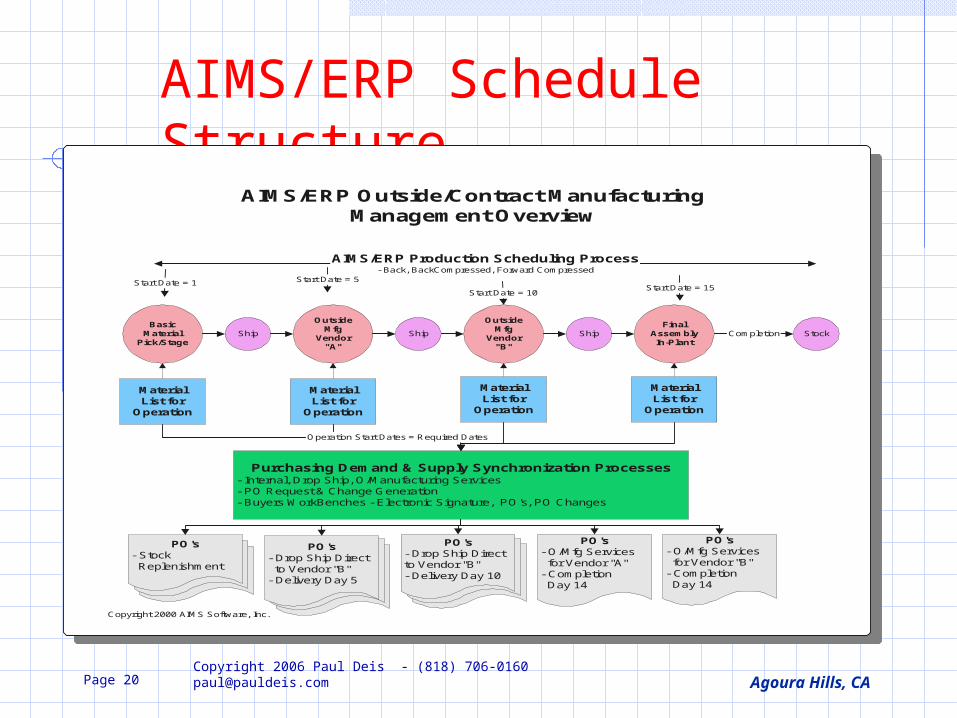
AIMS/ERP Schedule Structure
AIMS/ERP Outside/Contract ManufacturingManagement Overview
BasicMaterial
Pick/StageShip
OutsideMfg
Vendor"A"
OutsideMfg
Vendor"B"
FinalAssemblyIn-Plant
Ship Ship
MaterialList for
Operation
MaterialList for
Operation
MaterialList for
Operation
MaterialList for
Operation
AIMS/ERP Production Scheduling Process- Back, BackCompressed, Forward Compressed
Start Date = 1 Start Date = 5
Start Date = 10Start Date = 15
Purchasing Demand & Supply Synchronization Processes- Internal, Drop Ship, O/Manufacturing Services- PO Request & Change Generation- Buyers WorkBenches - Electronic Signature, PO's, PO Changes
Operation Start Dates = Required Dates
PO's- O/Mfg Services for Vendor "A"- Completion Day 14
PO's- O/Mfg Services for Vendor "B"- Completion Day 14
Completion Stock
Copyright 2000 AIMS Software, Inc.
PO's- Drop Ship Directto Vendor "B"- Delivery Day 10
PO's- Drop Ship Direct to Vendor "B"- Delivery Day 5
PO's- Stock Replenishment

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 21 Agoura Hills, CA
AIMS/ERP Scheduling
Start CompleteStart
CompleteStart Complete
MPS
s c s c s c s c s c
s c s c s c s c s c
s c s c s c s c s c
MRP
AIMS/ERP
Today
Projected Days Late
Time
Forward scheduledCompressed operation timesUp the BOM
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 22 Agoura Hills, CA
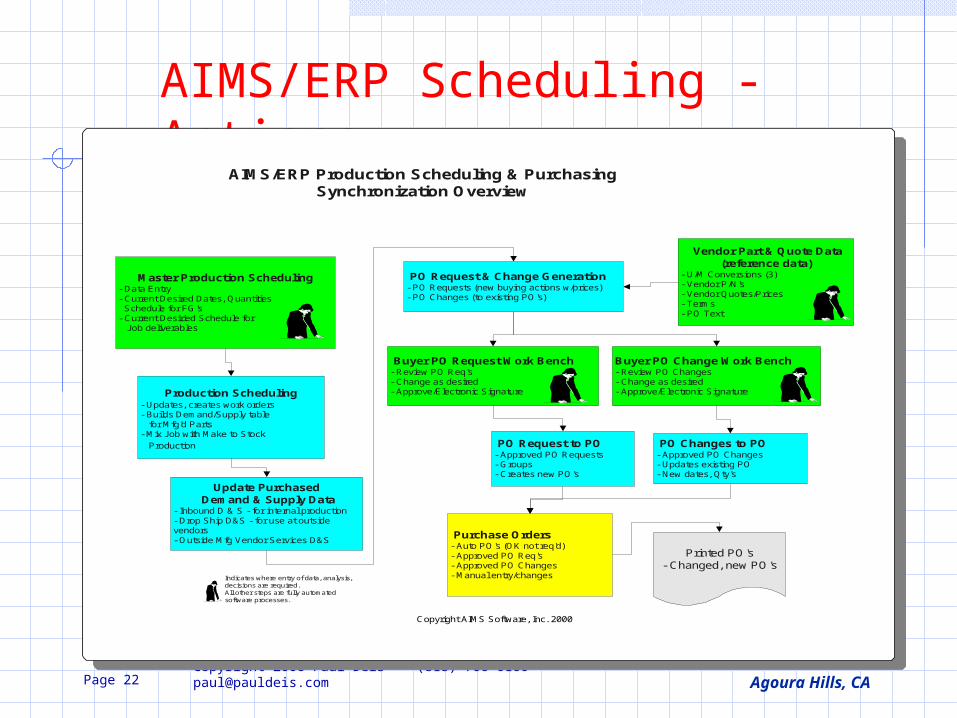
AIMS/ERP Scheduling - Actions
Copyright AIMS Software, Inc. 2000
AIMS/ERP Production Scheduling & PurchasingSynchronization Overview
Production Scheduling- Updates, creates work orders- Builds Demand/Supply table for Mfg'd Parts- Mix Job with Make to Stock
Production
Master Production Scheduling- Data Entry- Current Desired Dates, Quantities Schedule for FG's- Current Desiried Schedule for Job deliverables
Update Purchased Demand & Supply Data
- Inbound D & S - for internal production- Drop Ship D&S - for use at outsidevendors- Outside Mfg Vendor Services D&S
Vendor Part & Quote Data(reference data)
- U/M Conversions (3)- Vendor P/N's- Vendor Quotes/Prices- Terms- PO Text
Buyer PO Request Work Bench- Review PO Req's- Change as desired- Approve/Electronic Signature
Buyer PO Change Work Bench- Review PO Changes- Change as desired- Approve/Electronic Signature
PO Request to PO- Approved PO Requests- Groups- Creates new PO's
PO Changes to PO- Approved PO Changes- Updates existing PO- New dates, Qty's
Purchase Orders- Auto PO's (OK not req'd)- Approved PO Req's- Approved PO Changes- Manual entry/changes
Printed PO's- Changed, new PO's
PO Request & Change Generation- PO Requests (new buying actions w/prices)- PO Changes (to existing PO's)
Indicates where entry of data, analysis,decisions are required.All other steps are fully automatedsoftware processes.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 23 Agoura Hills, CA
AIMS/ERP Scheduling Results
Powerful – one person controls THE scheduleSchedule is updated daily or more; no massive “re-plans” – adjust schedule constantly with new information, priorities, customer changes.No manual updates of Work Orders; no releasing.Use Projected Dates Late info to fix problems before they get worse.Print valid production schedule directly from system.Purchased material actions – tightly coupled to work order dates/schedules – result: on time performance w/o constant expeditingSchedule long-lead actions without plan vs. schedule disconnect – all in one data base

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 24 Agoura Hills, CA
Capacity – Key Points & Issues
Without valid schedule – not possible to project capacity accurately
MRP does not produce a valid schedule
Rough-cut – seldom works well enough
Major data accuracy issues – routings, WC, alternatives, WIP status.
Goal - constraint identification

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 25 Agoura Hills, CA
Why MRP II’s CRP Never Has WorkedNo valid schedule upon which to base projections of work load.Inaccurate routings, work center dataAssumes that the “material plan” equals the schedule.APICS – too inbred with software vendors – kept up myth of “MRP II” for 20+ years.Never changed the “model” to accommodate business reality changes.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 26 Agoura Hills, CA
What To Do About It?
Theory of Constraints – learn basicsRe-think work flow – streamline flow, eliminate buffers, make more visualRepetitively-scheduled job shopIdentify pacing work centers – hand schedule theseLevel-load schedule – wandering constraints are self-caused.Eliminate material constraints in WIP – no shortages in production floor.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 27 Agoura Hills, CA
What to DO – Theory of Constraints
TOC concepts - critical work centers:Plant-pacing work centers – determine total throughput.Non-pacing operations - minor effect on costInduced bottlenecks – caused by scheduling:
Move around, with fluctuating workload, mixOften caused by over-loaded MPS, fluctuating mix
Identify capacity & work load at plant-pacing work centers – schedule carefully

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 28 Agoura Hills, CA
What to DO – Grouping, Sequencing
Basic Capacity Controls – first level the work load on the critical work centers.Group work into families of similar work flows, impact on these key work centersUse something like Available to Promise to sequence & prioritize work through these key work centers.May need to include outside vendor production work centers

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 29 Agoura Hills, CA
What to DO - Repetitively Scheduled Job Shop
Group products with similar work flows
Establish daily rates for these groupings
Level the schedule (repetitive) for these groups
Remove most buffer stocks
Track output, ahead/behind quantities
Manage like a repetitive production line
Sequence work by Work Order No.
Refer to Raypak paper on my web site for details.
Change daily rates up/down by only 10% in one week.
Visual – work centers with capacity limits will cause “starving” of downstream work quickly

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 30 Agoura Hills, CA
What to DO - Synchronized Work Flow
Independent Flow Continuous Flow
F/A Ship
S/A1
S/A2 S/A3
S/A4
S/A5
A B C
D E F
Sequential, linked flow 1 Schedule, many work centers Queues of work only at start Consistent cycle time from start to
end Minimal inventory, mostly moving.
Random, independent flow 6 work centers = 6 schedules Queues through the cycle Inconsistent, variable cycle time

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 31 Agoura Hills, CA
What to DO – Management Points:Face the Truth – “pressure” doesn’t enlarge capacityConstraints are “where they are”Major constraints pace total output.Easiest alternative to massive data maintenance is visual.Level loaded work makes visual easier.Resist pressure to front-load schedule.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 32 Agoura Hills, CA
What to DO - Finite Capacity SchedulingWorks well where:
Long, complex operations are involved (machining).Routing information is accurateCostly machines do the workMistakes are costlyMaterial spends a hours or days at the same operation.Detailed data maintenance is not excessive.
A number of good, cost-effective stand-alone tools are available, easy to use, hard to integrate into other systems.

Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 33 Agoura Hills, CA
What to DO - Advanced Planning Systems
VERY expensive – to acquire, useNot a lot of Success StoriesEssentially scaled up finite capacity scheduling systemsMust model huge numbers of operations and products relatively accurately.Training may be costlyUse where NO OTHER alternative can be made to work, or where potential inventory savings are HUGE.
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 34 Agoura Hills, CA
Conclusions & Summary
MRP & CRP – Myth of the decade(s)CRP – sold, almost never, ever usedWhat MRP could/should doWhat one alternative that worked well.What to DO - Practical suggestions for managing capacityWhen finite capacity scheduling worksAdvanced planning systems
Copyright 2006 Paul Deis - (818) 706-0160 [email protected] 35 Agoura Hills, CA
Paul Deis www.pauldeis.com
(818) 706-0160