papermaking! - pita archive/papermaki… · cover all aspects of papermaking science. it ......
TRANSCRIPT

Volume 1 / Number 1 / 2015
making! PAPERThe e-magazine for the Fibrous Forest Products Sector
Produced by:
The Paper Industry Technical Association

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 1 Contents
CONTENTS: FEATURE ARTICLES:
1. Chemistry: An Analytical Chemist’s View of Lignocellulose Biomass
2. Environment: Characterisation and Feasibility Assessment of Recycled Paper Mill
Sludges for Land Application in Relation to the Environment
3. Hygienic Papers: Effect of Cationic Polyacrylamide and Antibacterial Nanosilver on
Banknote Paper Properties
4. Leadership: 5 Obstacles Guaranteed to Slow You Down
5. Marketing: Customer Desertion: A Soaring Down Impact on Business World
6. Tissue: Crepe Structure Measurement
SUPPLIERS NEWS SECTION:
Products & Services: Extended information on the latest products and services from: ABB Dynamic Ear Co. Konecranes Röchling Bete GL&V Mahendra Patel (books) SKF Cargill Jarshire Midland Pallet Trucks Valmet Cortec Key Note Ltd Nipman Voith
(PITA Corporate Members)
DATA COMPILATION:
Installations: Overview of equipment orders and installations since the start of 2015.
Research Articles: Recent peer-reviewed articles from the technical paper press
Technical Abstracts: Recent peer-reviewed articles from the general scientific press.
PITA Calendar of World Events: Latest calendar of national and international events.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 3 Article 1 – Chemistry (biomass)
An Analytical Chemist's View of
Lignocellulosic Biomass
Sílvio Vaz, Jr., Embrapa Agroenergy, Parque Estação Biológica, Av. W3 Norte (final), s/n,
Asa Norte, CEP 70770-901, Brasília/DF, Brazil; Email: [email protected]
Lignocellulosic biomass comprises wood and agricultural residues, which are sources of
cellulose, hemicellulose, and lignin (the lignocellulosic fractions), and represents the major
biomass source. Each of these types of lignocellulosic fractions has its own particular
structural characteristics and chemistry, which can be exploited in chemical analyses. For
a general approach, the quality of the biomass used determines the product quality.
Therefore, reliable information is required about the chemical composition of the biomass
to establish the best use (e.g., most suitable conversion process and its conditions), which
will influence harvest and preparation steps. Then, analytical chemistry is required to
understand and control these processes, their raw materials, products, and residues.
Vaz et al. (2015). “Lignocellulosic biomass,” BioResources 10(3), 3815-3817.
DOI: 10.15376/biores.10.3.3815-3817
Copyright: © 2015 Vaz, S et al. This is an open-access article distributed under the terms of the Creative Commons
Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original
author and source are credited.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 3 Article 1 – Chemistry (biomass)
Lignocellulosic Biomass and Its Usages
The estimated worldwide production of renewable biomass for use in biofuels, fibres, and
agriculture is currently 210.7 x 106 tons per year. An exact value is difficult to obtain
because there is a large variation in production between countries. However, the
importance of biomass to the modern economy is clear. Lignocellulosic biomass
comprises wood and agricultural residues, which are sources of cellulose, hemicellulose,
and lignin (the lignocellulosic fractions), and represents the major biomass source; since
plants can contain high amounts of lignin (18% to 35% w/w), cellulose (40% to 50% w/w),
and hemicellulose (10% to 35% w/w), lignocellulosic biomass are considered as one of the
most promising sources of industrial raw material. Each of these types of lignocellulosic
fractions has its own particular structural characteristics and chemistry, which can be
exploited in chemical analyses.
The biorefinery concept is an important strategy in the development of biomass usage and
is based on the concept of a productive biomass chain similar to the petrochemical chain:
fuels, energy, materials, bulk chemicals, and fine chemicals. Biorefineries use a large
number of conversion processes (chemical, biochemical, and thermochemical) as a result
of the chemical diversity of biomass and the high content of oxygen and water; analytical
chemistry is required to understand and control these processes, their raw materials,
products, and residues. The increase in the demand for bio-derived chemicals not only
offers a great number of opportunities for green technologies and processes which use
lignocellulosic biomass in biorefineries, based on the green chemistry principles, but it also
presents several challenges related to market prices and replacement of non-renewable
products (e.g., petrochemicals) for a renewable chemistry.
Analytical Techniques and their Application
For a general approach, the quality of the biomass used determines the product quality.
Therefore, reliable information is required about the chemical composition of the biomass
to establish the best use (e.g., most suitable conversion process and its conditions), which
will influence harvest and preparation steps. Conversion processes should be monitored
for their yield, integrity, safety, and environmental impact. Effluent or residues should be
monitored and analysed for environmental control. Co-products need to be monitored to
avoid interference with the product yield and product purity; however, co-products are also
a good opportunity to add value to the biomass chain. Finally, products need to be
monitored and analysed to determine their yields and purity and to ensure their quality. A
recent review summarises the main techniques and their application for the analysis of
biomass and its products (Vaz Jr. 2014). The most widely used analytical techniques for
lignocellulosic biomass and products are briefly described below:
Gravimetry - determination of water content, by means of drying and weighing the
material. Gravimetry can be applied for feedstock and product quality control;
Thermal analysis - determining the water content and ash, loss of mass for
constituents versus temperature, thermal stability, among other parameters
associated with temperature effects on the material: thermal gravimetric analysis

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 3 Article 1 – Chemistry (biomass)
(TGA) and differential scanning calorimetry (DSC) can be applied for processes,
feedstock, and products;
Chromatography (liquid and gas) - identification and quantification of organic
compounds (volatile, semi-volatile, and non-volatile) and inorganic, polar, and
nonpolar, such as sugars from cellulose and hemicellulose, and their products of
conversion processes: high performance liquid chromatography (HPLC) or ultrahigh
performance liquid chromatography (UPLC) with refractive index, ultraviolet–visible,
diode array, fluorescence, mass spectrometry, and light scattering detectors; gas
chromatography (CG) with flame ionisation, thermal conductivity, electron
conductivity, and mass spectrometry detectors can be applied for feedstock,
processes monitoring, and quality control of products;
Spectroscopy and spectrometry - identification and quantification of organic and
inorganic compounds or materials, polar and nonpolar, such as metals and by-
products, by means of radiation interaction or radiation production: nuclear
magnetic resonance, Fourier transform infrared, X-ray diffractometry and
fluorescence, ultraviolet and visible spectrophotometry, atomic absorption
spectrometry (AAS), optical emission spectrometry can be applied for feedstock,
process monitoring, and quality control of products;
Mass spectrometry - identification and quantification of organic compounds, by
means of molecular fragmentation - can be applied for process monitoring, to verify
the product purity, and for metabolic engineering approaches of plants to improve
fractions content (e.g., cellulose);
Microscopy (e.g., scanning electron microscopy, transmission electron microscopy,
and atomic force microscopy) - observation of surface atomic composition and
disposition of biomass components (morphology) – are frequently used for
lignocellulosic polymers (e.g., cellulose).
Conclusion
From the viewpoint of an analytical chemist, chemical analyses of lignocellulosic biomass
can provide information about its constitution for feedstock usage in conversion processes,
and information about its products, by-products (or co-products), and residues. Then,
analytical chemistry as part of chemical sciences can contribute to a bioeconomy based on
biomass use instead of non-renewable raw sources, as the oil, and an advance in biomass
knowledge to develop the best uses of each source material.
Reference
Vaz Jr., S. (2014) “Analytical techniques for the chemical analysis of plant biomass and biomass products,”
Analytical Methods 6, 8094-8105.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 15 Article 2 – Environment (sludge)
Characterisation and Feasibility
Assessment of Recycled Paper
Mill Sludges for Land Application in
Relation to the Environment
Rosazlin Abdullah 1, Che Fauziah Ishak 2, Wan Rasidah Kadir 3 and Rosenani Abu Bakar
2
1. Institute of Biological Sciences, Faculty of Science, University of Malaya, Kuala Lumpur
50603, Malaysia; Author to whom correspondence should be addressed; E-Mail:
[email protected]; Tel.: +60-3-7967-4360
2. Department of Land Management, Universiti Putra Malaysia, Serdang 43400, Selangor
Darul Ehsan, Malaysia; E-Mail: [email protected] ; [email protected]
3. Soil Management Branch, Forest Research Institute Malaysia, Kepong 52109, Selangor
Darul Ehsan, Malaysia; E-Mail: [email protected]
The disposal of industrial paper mill sludge waste is a big issue and has a great
importance all over the world. A study was conducted to determine the chemical properties
of recycled paper mill sludge (RPMS) and assess its possibilities for land application.
RPMS samples were collected from six different paper mills in Malaysia and analysed for
physical and chemical properties, heavy metals, polycyclic aromatic hydrocarbons, 13C-
NMR spectra and for the presence of dioxins/furans. Data show the RPMS therefore
contains significant amount of nutrients with safe levels of heavy metals and PAHs for
environment and can be used as a fertiliser and soil amendment for land application.
Int. J. Environ. Res. Public Health 2015, 12, 9314-9329; doi:10.3390/ijerph120809314
Copyright: © 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed
under the terms and conditions of the Creative Commons Attribution license
(http://creativecommons.org/licenses/by/4.0/).
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 15 Article 2 – Environment (sludge)
1. Introduction
The industrial sector plays a significant role in the growth of the world economy. The paper
recycling process produces a considerable amount of organic waste, which is not suitable
for the production of new paper. A huge quantity of the sludge produced by paper mills
with large usage of paper is considered as one of the most serious environmental
problems [1]. The increasing amount of sludge and its consequent treatments are very
sensitive environmental problems [2]. In Malaysia, the amount of mill solid waste produced
increased from 16,200 tons per day in 2001 to 19,100 tons in 2005 or an average of 0.8
kilogram per capita per day. The industrial sector in Malaysia produced about 30% of solid
wastes and this amount is increasing by about 4% annually [3]. The waste is also known
as recycled paper mill sludge (RPMS). Recycled paper mill sludges are complex mixtures
of fibrous recycled paper, inorganic solids and chemical additives used in the paper
manufacturing. This sludge is the final processed waste from the pulp and paper industries
which are generated from different stages of the paper making process, including the
sorting, pulping, screening, cleaning, deinking, refining, colour stripping and bleaching
processes. Paper mill sludges are composed of organic matter (mainly cellulose fibre from
wood or recycled paper) in which organic compounds are added to the paper or pulp while
inorganic compounds (mainly calcium carbonate, kaolinite and talc) are also utilised [4].
The disposal of RPMS is an inevitable problem for these industries. It has also been
reported that the main contributors to the escalating costs of waste disposal include
transportation and tipping fees and the process has a negative impact on the environment,
especially concerning odour and leachate. The present disposal practice is via landfill,
which might not be viable in the long run as land is getting scarce with escalating cost, and
this industry also faces increasingly stringent environmental regulations [5]. However,
several industries take irresponsible actions to decrease the cost of disposal by illicitly
dumping their waste. This situation will cause the negative pollution effect to the soil, water
and air.
The utilisation of waste material in a suitable manner of application will balance the
increasing demands of limited natural resources [6]. The high capital cost that is beyond
the ability of small capacity mills and even then, the surplus amount of sludge is still large
and has to be disposed as landfill [7]. Furthermore, direct applications on land are the
preferred method of utilising paper mill sludge which is also cost effective.
Paper mill sludge is an active organic material that has potential benefits as a source of
nutrients for crops, but potentially can pose significant environmental and public health
hazards. There is also limitation for spreading paper mill sludge on agricultural land. In
order to appropriately manage organic residues, it is important to thoroughly characterise
their chemical and physical properties and accurately assess the impacts of these
properties on soil fertility and site quality. Hence, this study was undertaken to determine
the chemical properties of recycled paper mill sludges (nutrients, heavy metals content
and organic contaminants) and to assess the possibilities of recycling this waste for
agricultural land application in a safer manner.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 15 Article 2 – Environment (sludge)
2. Experimental Section
2.1. Recycled Paper Mill Sludge Sampling
Recycled paper mill sludge (RPMS) was collected from six different paper mills from
Malaysia (Figure 1) in sufficient amount for the purposes of characterisation. The six
samples were assigned as PM1, PM2, PM3, PM4, PM5 and PM6. Recycled paper mill
sludge which was collected from the waste treatment plants of each mills was analysed for
physical and chemical characteristics. During the collection, the RPMS were in wet solid
form. They were brought to the laboratory, air dried and ground to pass through a 2mm
sieve for the analyses of the chemical properties.
Figure 1. Map of the sampling locations in Peninsular Malaysia for the paper mill sludges
used in this study.
2.2. Physical and Chemical Characteristics of Paper Mill Sludges
The dried paper mill sludges were analysed for moisture content, pH, organic carbon, total
N and total heavy metals. The laboratory analyses were performed on the sub-samples,
each in five replicates. The pH of the sludge was determined from the supernatant of the
mixed sample and distilled water ratio of 1:2.5 using a Beckman Digital pH meter
(Beckman Instruments Inc., CA, USA). EC was measured from a solution collected from
the saturated paste using the EC meter. Total carbon was measured by the combustion
technique [8] using a CR-412 carbon analyser (LECO Corporation, St. Joseph, MI, USA).

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 15 Article 2 – Environment (sludge)
Organic matter (OM) content was calculated from loss on ignition (correction factor of
1.78) by using following formula:
OM = 1000 × (mass of oven dry soil – mass of ignited soil) / mass of oven dry soil.
Total nitrogen was determined using the modified Kjeldahl method [9]. Soil CEC was
determined by the NH4OAc (pH 7.0) method [10].
2.3. Determination of Total Heavy Metals in Recycled Paper Mill Sludge
The aqua regia method was used to extract total heavy metals in the sludge and soil [11].
Aqua regia is a mixture of concentrated hydrochloric acid (HCl) and nitric acid (HNO3) in
the ratio of 3:1. Evidently, aqua regia is the only extractant that can release most of the
components bound in the silicate matrix (residual fraction) [12]. Total metal concentrations
were determined using a PE5100 atomic absorption spectrophotometer (Perkin Elmer,
Wellesley, MA, USA) except for phosphorus (P) concentration in the extract which was
determined using the Quikchem FIA 8000 auto-analyser (Lachat Instruments, Loveland,
CO, USA).
2.4. Analytical Procedure for Polycyclic Aromatic Hydrocarbons
Determination of PAHs was carried out at the Centre of Excellence for Environmental
Forensics, Faculty of Environmental Studies, Universiti Putra Malaysia (UPM). The
samples were purified and fractionated according to the method for polycyclic aromatic
hydrocarbons (PAHs) [13]. Glassware for the experiment were rinsed sequentially with
methanol, acetone and hexane to remove any organic contaminants and kept in an oven
at 60°C. About 20g dry weights of the sludge samples were homogenised with anhydrous
sodium sulphate (Na2SO4) to remove excess water. Cellulose thimbles were filled with the
samples and then transferred into the glass chamber. Round-bottom flasks were filled with
300mL dichloromethane (DCM) and then set up together with the glass chamber and
heater in the extraction unit. The samples were then extracted using dichloromethane for
8h. The extracts were transferred into a pear-shape vial from the round-bottom flask after
volume of the extract was reduced to dryness by a rotary evaporator. Extracted samples
were purified and fractioned into aromatic fraction through silica gel column
chromatography. About 50μL of the PAH surrogate internal injection standard mixture
(10ppm each component; anthracene-d10 and chrysene-d12) were added to the extracts.
The extracts were transferred onto the top of 5% H2O deactivated silica gel column. The
flasks with reduced sample were rinsed with 20mL hexane: DCM (3:1v/v). The volume of
sample extracts was reduced to 2mL using a rotary evaporator for the next step which was
injection into the column chromatography. In the second step of sample introduction into
the column chromatography, fully activated silica gel was used to pack the column. The
PAHs fractions were eluted with 16mL of dichloromethane/hexane (1:3v/v). Each PAH
fraction was evaporated to approximately 1mL, transferred to a 1.5mL amber ampule, and
evaporated to dryness under a gentle stream of nitrogen, then re-dissolved in 50μL of
isooctane containing p-terphenyl-d14 which was used as an internal injection standard
(IISTD) for PAHs analysis for quantification and to eliminate errors due to variation in

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 15 Article 2 – Environment (sludge)
sample injection. PAHs analyses were performed using an Agilent Technologies 5973A
quadrupole mass spectrometer integrated with an Agilent 6890 gas chromatograph
(Agilent Technologies, Santa Clara, CA, USA). A 30 m fused silica capillary column of
0.25mm i.d. and 0.25μm film thickness using helium as carrier gas was carried in the
analysis. GC-MS operating conditions were set at 70eV ionization potential with the source
at 200°C and electron multiplier voltage at ~2000eV. The injection port was maintained at
310 °C and the sample was injected with splitless mode followed by purging for 1min after
the injection. Column temperature was held at 70°C for 2min, then programmed at
30°C/min to 150°C, and then 4°C/min to 310°C and held for 10min. A selected ion
monitoring method was employed after a delay of 4min. PAHs were monitored at:
m/z = 178 (phenanthrene anthracene),
m/z = 192 (3-methylphenanthrene, 2-methylphenanthrene, 2-methyl-anthracene, 9-
methylphenanthrene, 1-methylphenanthrene),
m/z = 202 (fluoranthene, pyrene),
m/z = 216 (1-methylpyrene),
m/z = 228 (chrysene, benzo[a]anthracene),
m/z = 252 (benzo[k]fluoranthene, benzo[e]acephenanthrylene, benzo[e]pyrene,
benzo[a]pyrene),
m/z = 278 (dibenzo[a,h]anthracene).
2.5. Analytical Procedure for Dioxin/Furan
Determination of Dioxin/Furan was carried out by the Doping Control Centre (DCC),
Universiti Sains Malaysia (USM), Pulau Pinang, Malaysia. MA modified method was
developed according to USEPA 8290 and 1613. The dioxin/furan analyses were carried
out using gas chromatography-high resolution mass spectrometry (GC-HRMS). Only one
paper mill sample was used to determine the dioxin/furan levels, which was then used to
represent the dioxin/furan content for sludge produced in Malaysia. Paper Mill 2 (PM2)
was selected because this sludge was also used for further studies (laboratory,
glasshouse and field conditions).
3. Results and Discussion
3.1. Physico-Chemical Characteristics of Paper Mill Sludges
The paper mill sludges produced by the paper industries in Malaysia were wet, sticky and
had a strong odour (Figure 2). Almost all mill sludges which were collected from the
various mills has similar characteristics, except for the contents of nutrients and heavy
metals which varied from each other. The moisture content in the sludge ranged from
45.78%–78.32% with an average of 65.08%. Pulp and paper mill sludges were generally
dewatered mechanically to increase the solids content, reduce the volume and weight and
improve their handling properties (Table 1). The composting of paper mill is recognised as
the most adequate pre-treatment in order to obtain a material which may respond more
efficiently with reduced odour and can help sanitise the material [14].
The mean pH value of the paper mill sludges was 7.09 (Table 1). The alkalinity of paper
mill sludges typically arises from causticising materials used in the pulping process and/or

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 6 of 15 Article 2 – Environment (sludge)
CaCO3 used in the paper finishing process. Most of the agricultural soils in Malaysia are
acidic in nature with low soil pH. Hence, in the sludge contains CaCO3 that could be
helpful for the soil improvement. In addition, paper sludge is suitable for land application
because CaCO3 can help neutralise soil acidity due to the cellulosic fibre content that can
hold moisture in the soil system. The electrical conductivity values of the six paper mill
sludges ranged from 0.51–3.08mS·cm−1. An EC level of < 2mS·cm−1 in soil and irrigation
water is generally considered a safe level for plants. However, most of the plants can
tolerate soils with an EC of 3–4mS·cm−1.
Figure 2. Physical appearances of different paper mill (PM) sludges from Peninsular
Malaysia.
The CEC values of paper mill sludges ranged from 3.33–28.07cmol (+) kg–1. Average CEC
content is 14.43cmol (+) kg–1 (Table 1). Reported CEC values of paper mill sludges from
earlier studies varied widely from 5.3 to 297cmol (+) kg–1 [15–19]. Differences in CEC may
reflect differences in sludge composition, organic matter fraction and/or clay content [20].
The N content of the paper mill sludges ranged from 0.31% to 4.05%. Average N content
was 1.45% (Table 1). In this study, the P content of paper mill sludges ranged from 0.02 to
0.78% with an average P content is 0.18%. Nitrogen and P, which are essential for
microbial metabolism, are typically added to wastewater during the secondary treatment
process which increases the N and P concentrations of the paper mill sludges [21] with N
contents ranging from 0.6% to 8.8% with a median value of 2.3% [22]. Industrial
wastewaters from operations like detergent manufacturing and metal coating processes
may present P levels higher than 10mg·L−1 [23]. The carbon content of the paper mill
sludges ranged from 18.92% to 33.67% with an average value of 25.61%. The C:N ratios
of the paper mill sludges were calculated to be 8.31–75.48. The National Council for Air

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 7 of 15 Article 2 – Environment (sludge)
and Stream Improvement [24] reported that the C:N ratios for paper mill sludge can range
from 6 to 115:1. The organic matter content of paper mill sludges ranged from 32.54% to
57.91% with an average value of 44.04%. The high organic matter content is an extra
benefit for the soils that will improve soil fertility and enhance the soils’ physical properties.
Table 1. Physico-chemical characteristics of paper mill sludges from different paper mill
industry sites. (*PM = Paper mill)
Table 2. Heavy metals content of recycled paper mill sludges of different paper mill sites.
* PM = Paper mill, # Classifications were followed for land spreading of pulp and paper mill
sludge by the British Columbia Pulp and paper Association [25],
** Investigation Level for Malaysian soils which the level is taken at the 95th percentile of
the heavy metals data for agricultural soils [26].
The K content of the paper mill sludges ranged from 0.02% to 0.42% with an average K
content of 0.12% (Table 1) that shows its lower quantity. Generally, pulp and paper mill
sludges do not provide significant quantities of K [27].
The Ca and Mg contents ranged from 0.36%–1.28% and 0.41%–1.06%, respectively
(Table 1). Pulp and paper mill sludges, often contain significant quantities of Ca, and
sometimes Mg, in the form of carbonates and hydroxides, and have been proven to
effectively neutralise soil acidity. In projects where pulp and paper mill sludges were used
to reclaim mine tailings, the liming effect of the pulp and paper mill sludges have proven to
be one of the primary benefits to soil fertility [28].

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 8 of 15 Article 2 – Environment (sludge)
In the paper mill sludge, Na content ranged from 0.64% to 0.88%. Meanwhile, the Al
content ranged from 1.09%–1.68% (Table 1). Sodium and Al can occur in pulp and paper
mill sludges at levels higher than would typically be found in non-amended soils. However,
some studies to monitor these higher contents of Na and Al have been carried out for land
application with these residuals [29]. Sodium is used in the pulping process as sodium
hydroxide and Al is associated with the use of clays in the paper making process and the
use of Al salts (e.g., aluminium sulphate) in the wastewater treatment process [30].
3.2. Heavy Metals Concentrations of Recycled Paper Mill Sludges
The heavy metals concentrations in the paper mill sludge is one of the major issues as it
needs to be proven that either heavy metals are above the critical limits or not, which may
increase the concentration in the soil. After the analysis it was found that the concentration
of heavy metals in the paper mill sludge varied among different paper mills (Table 2). In
this study, guidelines for land spreading of pulp and paper mill sludge which were followed
by the British Columbia Pulp and paper Association, Lands and Parks [25] were used.
From the regulation, only paper mill sludges of Class 1 and Class 2 can be allowed for
application on agricultural lands.
Total concentrations of heavy metals in the six paper mills, with the exception of Cr, were
above the Investigation Level for Malaysian soils [26], which is the level taken at the 95th
percentile of the heavy metals data for agricultural soils of Malaysia. Camberato et al. [21]
surveyed several organic residues, including pulp and paper mill sludges and biosolids,
and reported that the levels of the regulated heavy metals in pulp and paper mill sludges
were lower than those found in biosolids, but slightly higher than the “background” levels
of these metals in soils.
The Cu content of paper mill sludges ranged from 83 to 199mg·kg−1 with an average of
130.38 mg·kg−1 which is above the Class 1 limit of 100mg·kg−1. Beauchamp et al. [31]
reported that concentration of Cu in paper mill sludge varied between 84 and 118mg·kg−1.
Copper was determined in different chemical additives in the paper making process, and
the analyses of the inks (cyan ink) showed a concentration of 10,685μg·g−1 of Cu.
Therefore, the source of Cu content in the paper mill sludge is likely due to the presence of
cyan ink.
The lead (Pb) content of paper mill sludges ranged from 43 to 328 mg·kg−1 with an
average of 126.5mg·kg−1 which is also above the Class 1 limit of 150mg·kg−1. In this study,
the Cd content of paper mill sludges ranged from 1.3 to 4.09mg·kg−1 (which is above the
Class 1 limit of 3mg·kg−1) with an average Cd content of 2.34%. Concentrations of Cr, Zn
and Ni in the paper mill sludge of the six mills were well below the standard concentration
of Class 1.
The average total concentration of Mn and Fe in six paper mill sludges analysed were
203mg·kg−1 and 0.34%, respectively. No standard was available for concentrations of Mn

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 9 of 15 Article 2 – Environment (sludge)
and Fe. However, these metals are valuable micronutrients, therefore, the agronomic
application rates were taken into consideration. According to Murray [32], the presence of
Fe is more likely linked to the addition of kaolin, the clay used to coat paper which contains
1% Fe2O3. Furthermore, Fe content in paper mill sludge is negligible compared to the level
found in soil, that is lesser than 50,000μg·g−1 [33].
Heavy metal levels in pulp and paper mill sludges are generally low enough that the
application rates to soil will not be limited by the heavy metals content [34,35]. According
to Camberato et al. [21], paper mill sludges generally have lesser metal concentrations
than municipal waste biosolids and well within regulatory limits.
Similar results were reported by Li et al. [36] and Lu et al. [37] in that the metals of
prepared paper mill sludges the major toxic metal was Ba, followed by Cu, Zn, Pb and Cr,
which were lower than the thresholds prescribed in GB 5085.3-2007. The use of these
types of sludges is not harmful for the soil and plants due to have less concentrations of
the heavy metals and could be useful as soil amendments.
3.3. Organic Contaminants of Polycyclic Aromatic Hydrocarbons
Seventeen polycyclic aromatic hydrocarbons (PAHs) were analysed in this study (Table 3).
The PAHs have received special attention since they have long been recognised as
hazardous environmental chemicals. The total concentrations of the 17 PAHs found in the
six paper mill sludges were within the range of 218.04 to 3646.67ng·g−1. The highest
concentration of total PAHs were recorded for sludge from Paper Mill 3 and the lowest was
recorded for Paper Mill 2. The total PAHs in raw paper mill sludge was less than 6ng·g−1
(the value recommended by the draft directive of the European Union for the land disposal
of sludges) [31]. Seventeen PAHs were detected at concentrations below the standard of
Class 2 followed by the British Columbia Pulp and paper Association, Lands and Parks
[25]. In addition, the paper mill sludges showed lower PAHs concentration than some
Canadian sewage sludges (traced to 100ng·g−1) that were used in agriculture [38].
3.4. Dioxins and Furans
The presence of trace organic components in pulp and paper solid residues either as
contaminants or by-products of the particular process has been an area of concern for
regulatory agencies and the general public. A primary concern in the land application of
pulp and paper mill residues is due to the presence of trace amounts of chlorinated dioxins
and furans. The concentration of dioxins and furans in the Paper Mill 2 sludge was
4.32pg·g−1, which is well below the Class 1 standard (10pg·g−1). The low dioxin content
makes paper mill sludge a potential organic material for land application in Malaysia. The
presence of total dioxin equivalents varied from 1 to 48ng·TEQ·kg−1 in Ontario (39) and
from 2 to 14ng·TEQ·kg−1 in Quebec. Meanwhile, the Maine Department of Environmental
Protection (USA) has stated that sludges containing 27pg·g−1 or lower are approved for
agricultural applications, while levels of 28–250pg·g−1 are restricted to non-agricultural
uses [39]. The RPMS has good potential to manage industrial wastes as a resource
through waste recovery that will create alternative resources for landfilling [40] and will
minimise the negative impact of waste on the environment and human health.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 10 of 15 Article 2 – Environment (sludge)
Table 3. Concentrations (ng·g−1, dry weight) of individual polycyclic aromatic hydrocarbons
compounds in recycled paper mill sludges of different Malaysian paper mills.
* PAHs = polycyclic aromatic hydrocarbons (PAHs), # PM = paper mill, n.d. the value of
the PAHs were not detected in the analysis. Classifications were followed for land
spreading of pulp and paper mill sludge by the British Columbia Pulp and paper
Association [25].
3.5. 13C-NMR Spectra of Paper Mill Sludge
Among the various paper mills it was found that PM2 was the better sludge compared to
the other as it has high in moisture content, pH, EC, C, OM, CEC, lower in heavy metals,
PAHs, and dioxins and furans. With these all properties it can be utilised for the
improvement of acidic soils (most of the agricultural soils in Malaysia) and can be selected
for further use in laboratory, glasshouse and field studies. Hence, only PM2 was chosen to
record the 13C-NMR spectra due to its better suitability for land application (Figure 3). The
spectrum of raw RPMS showed the presence of peaks at 20, 23, 31, 56, 63, 65, 72, 75,
83, 89, 102, 106 and 174ppm. Jackson and Line [41] reported a similar 13C-NMR
spectrum for paper mill sludge in their study. The peaks at 20, 23 and 31ppm are
attributable to non-substituted alkyl carbons. The most prominent peak was centred at
31ppm, which suggests the presence of methylene (-CH2) groups in long aliphatic chains,
with a possible contribution from lipids and proteins too. Since no phenolic signals were
present in the spectrum (145–160), the RPMS could be assumed to contain little or no
lignin. The only signal that may indicate the presence of lignin was at 56ppm which is
usually assigned to methoxyl groups (OCH3) associated to lignin and lignin-like products
[41].

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 11 of 15 Article 2 – Environment (sludge)
Figure 3. The 13C-NMR spectra of raw RPMS.
The presence of N alkyl C may also contributed to this resonance region. The large
doublet between 72 and 75ppm was due to the C-2, C-3 and C-5 carbons of cellulose and
the peak at 63 and 65ppm was due to the cellulose C-6 carbon. The signal at 89ppm and
highly shielded shoulder at 83ppm were due to presence of cellulose carbon C-4. Usually
the peaks at 72 and 106ppm are thought to correspond to resonance of carbons in
polysaccharides rings and to anomeric carbons in polysaccharides [42]. Furthermore,
Schmidt et al. [43] observed the signal at 72 and 106ppm together with a shoulder around
65 to 90ppm, most likely due to polysaccharides. The peak at 103ppm was due to
hemicellulose. The high resonance at 174ppm may arise from phenolate, carboxylic and
amide groups [44]. The 13C NMR obtained in this study suggested that the RPMS
consisted of chemically isolated cellulose and contains little lignin plus hemicellulose-like
material. The high cellulose content in the paper mill sludge may be accounted for in part
by mechanical and chemical degradation occurring during paper manufacture and
bleaching. The lack and comparatively low level of lignin was due to the bleaching
process. The mechanical degradation of polysaccharides during paper manufacturing may
thus be responsible for the production of paper mill sludge with a high cellulose and low
lignin content.
3.6. FTIR Spectra of Paper Mill Sludge
The FTIR spectrum complemented the structural information obtained in the 13C-NMR
spectrum. Infrared spectroscopy is a technique used to identify various functional groups
in unknown substances via the identification of bond vibrations at designated wavelengths.
The FTIR spectrum for the raw RPMS of Paper Mill 2 (PM2) (Figure 4) showed a broad
band around 3389cm−1 corresponding to OH stretching of phenolic OH groups. The band
attributed to the hydroxyl group and water at 3700–4000cm−1 was also detected in the raw
and RPMS compost. The moisture of raw and RPMS compost was found to be higher than
the mineral soil. However, the intensity was too weak and considered insignificant. A
distinct peak at 2924cm−1 corresponding to C-H stretching of the CH2 groups, indicates

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 12 of 15 Article 2 – Environment (sludge)
the presence of various amino acids. This band may also be the characteristic for the
presence of aliphatic methylene groups in these compounds. The weak C≡C stretching
band of alkyne molecules normally occurs in the region of 2231cm−1. The C=O stretching
at peak 1642cm−1 was protein of amide I’s origin. Giovanela et al. [45] suggested that
nitrogen bands in the IR spectrum are mostly due to the presence of amide groups.
Aliphatic C-H bending was observed with the peak at 1420cm−1. The band at 1260cm−1
can be assigned to the C-O stretch of carboxylic acids and to the C-N stretch of amides
amide III). According to the findings of Matias et al. [46], the peaks detected around
1260cm−1 were typical of lignin. A very strong peak detected near 1014cm−1 was assigned
to C-O stretching of polysaccharide-like substances. A sharp band at 875cm−1 was
assigned to the C-O out of plane bend of carbonates [47]. The stretching vibration
assigned to the C-S linkage occurred in the region at 700–600cm−1. Meanwhile,
brominated compounds appeared in the 600–500cm−1 infrared band region [48].
Figure 4. The FTIR spectrum of paper mill sludge.
4. Conclusions
The study demonstrated that recycled paper mill sludge has potential and can be used as
a fertiliser applied for soil amendment. The application of recycled paper mill sludge to
tropical acidic soils can provide substantial benefits such as neutralisation of soil acidity,
increased organic matter and other essential nutrients. Composting may be a viable option
for recycled paper mill sludge as it can enhance its quality, since the physical properties of
paper mill sludge are practical. However, the uptake of heavy metals by crops and the fate
of these heavy metals in soils should be monitored to avoid the potential for soil and water
pollution.
Acknowledgements
This research was supported financially by the Fundamental Research Grant Scheme
(FRGS) of Ministry of Education Malaysia (01-09-09-678FR).

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 13 of 15 Article 2 – Environment (sludge)
Author Contributions
Rosazlin Abdullah, Che Fauziah Ishak, Wan Rasidah Kadir and Rosenani Abu Bakar
designed research; Rosazlin Abdullah and Che Fauziah Ishak performed research and
analyzed the data; Rosazlin Abdullah, Che Fauziah Ishak and Rosenani Abu Bakar wrote
the paper. All authors read and approved the final manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References 1. Suriyanarayanan. S.; Mailappa, A.S.; Jayakumar, D.; Nanthakumar, K.; Karthikeyan, K;
Balasubramanian, S. Studies on the Characterization and Possibilities of Reutilization of Solid Wastes
from a Waste Paper Based Paper Industry. Glob. J. Environ. Res. 2010, 4, 18–22.
2. Xu, G.; Yang, X.; Spinosa, L. Development of sludge-based adsorbents: Preparation, characterization,
utilization and its feasibility assessment. J. Environ. Manag. 2015, 151, 221–232.
3. Nasir, M.H.; Kamil, M.Y.; Azmin, S.N.; Rakmi, A.R. Issues and problems of solid waste management. In
National Review on Environmental Quality Management in Malaysia; Towards the Next Two Decades;
Institute for Environment and Development, Universiti Kebangsaan Malaysia: Bangi, Malaysia, 1998;
pp.179–225.
4. Hojamberdiev, M.; Kameshima, Y; Nakajima, A.; Okada, K.; Kadirova, Z. Preparation and sorption
properties of materials from paper sludge. J. Hazard. Mater. 2008, 151, 710–719.
5. Feldkirchner, D.C.; Wang C.; Gower, S.T.; Kruger, E.L.; Ferris, J. Effects of nutrient and paper mill
biosolids amendments on the growth and nutrient status of hardwood forests. For. Ecol. Manag. 2003,
177, 95–116.
6. Abdul Nasir, A.Z. Institutionalising Solid Waste Management in Malaysia; Department of National Solid
Waste Management, Ministry of Housing and Local Government Malaysia: Kuala Lumpur, Malaysia,
2007.
7. Wan Rasidah, K.; Mahmudin, S.; Wan Asma, I.; Rosazlin, A. Properties of sludge from paper mill
processing recycle paper. In Proceedings of the 7th Pacific Rim Bio-Based Composites Symposium,
Nanjing, China, 31 October–2 November, 2004; pp.53–58.
8. Merry, R.H.; Spouncer, L.S. The measurement of carbon in soils using a microprocessor-controlled
resistance furnace. Comm. Soil Sci. Plant Anal. 1988, 19, 707–720.
9. Bremner, J.M.; Mulvaney, C.S. Nitrogen-total. In Methods of Soil Analysis (Part 2). Chemical and
Microbiological Properties-Agronomy, 2nd ed.; Page, A.L., Miller, R.H., Keeney, D.R., Eds.; Monograph
No. 9; American Society of Agronomy: Madison, WI, USA, 1982; pp.595–622.
10. Thomas, G.W. Exchangeable cations. In Methods of Soil Analysis (Part 2). Chemical and
Microbiological Properties-Agronomy, 2nd ed.; Page, A.L., Miller, R.H., Keeney, D.R., Eds.; Monograph
No. 9; American Society of Agronomy: Madison, WI, USA, 1982; pp.159–165.
11. Zarcinas, B.A.; Cartwright, B.; Spouncer, L.R. Nitric acid digestion and multi-element analysis of plant
material by inductively coupled plasma spectrometry. Comm. Soil Sci. Plant Anal. 1987, 18, 131–146.
12. Esakku, S.; Selvam, A.; Kurian J.; Palanivelu, K. Assessment of heavy metal species in decomposed
municipal solid waste. Chem. Spec. Bioavailab. 2005, 17, 95–102.
13. Zakaria, M.P.; Takada, H.; Tsutsumi, S.; Ohno, K.; Yamada, J.; Kouno, E.; Kumata, H. Distribution of
Polycyclic Aromatic Hydrocarbons (PAHs) in rivers and estuaries in Malaysia: A Widespread Input of
Petrogenic PAHs. Environ. Sci. Technol. 2002, 36, 1907–1918.
14. Barkey, A.V. Composition and uses of compost. In Agricultural Uses of By-Products and Wastes; ACS
Symposium Series 668; Rechcig, J.E., MacKinnon, H.C., Eds.; ACS: Washington, DC, USA, 1997;
pp.141–162.
15. Field, G.; Carroll, B.; Fasth, W. Beneficial use of primary sludges from a recycle/tmp newsprint mill—A
case study. In Proceedings of TAPPI Environmental Conference; TAPPI Press: Atlanta, GA, USA, 1996;
pp. 539–544.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 14 of 15 Article 2 – Environment (sludge)
16. Feagley, S.E.; Valdez, M.S.; Hudnall, W.H. Bleached primary papermill sludge effect on bermudagrass
grown on a mine soil. Soil Sci. 1994a, 157, 389–397.
17. Campbell, A.G.; Zhang, X.; Tripepi, R.R. Composting and evaluating a pulp and paper sludge for use as
a soil amendment/mulch. Comp. Sci. Utilization. 1995, 3, 84–95.
18. Cavaleri, M.A.; Gilmore, D.W.; Mozaffari, M.; Rosen, C.J.; Halbach, T.R. Hybrid poplar and forest soil
response to municipal and industrial by-products: A greenhouse study. J. Environ. Qual. 2004, 33,
1055–1061.
19. Fierro, A.; Angers, A.A.; Beauchamp, C.J. Restoration of ecosystem function in an abandoned sand pit:
Plant and soil response to paper de-inking sludge. J. Appl. Ecol. 1999, 36, 244–253.
20. Bellamy, K.L.; Chong, C.; Cline, R.A. Paper sludge utilization in agriculture and container nursery
culture. J. Environ. Qual. 1995, 24, 1074–1082.
21. Camberato, J.J.; Vance, E.D.; Someshwar A.V. Composition and land application of paper
manufacturing residuals. In Agricultural Uses of By-Products and Wastes; Rechcig, J.E., MacKinnon,
H.C., Eds.; ACS: Washington, DC, USA, 1997.
22. Mezenner, N.Y.; Bensmaili, A. Kinetics and thermodynamic study of phosphate adsorption on iron
hydroxide-eggshell waste. Chem. Eng. J. 2009, 147, 87–96.
23. NCASI (National Council of the Paper Industry for Air and Stream Improvement). The Land Application
and Related Utilization of Pulp and Papermill Sludges; Technical Bulletin. 439; NCASI: New York, NY,
USA, 1984.
24. Feagley, S.E.; Valdez, M.S.; Hudnall, W.H. Papermill sludge, phosphorus, potassium, and lime effect on
clover grown on a mine soil. J. Environ. Qual. 1994b, 23, 759–765.
25. Organix Waste Solutions Inc. Final Report—Pulp and Paper Mill Residual Chemistry and Options for
Regulations; Prepared for the British Columbia Pulp and Paper Association; Organix Waste Solutions
Inc.: Vancouver, BC, Canada, 2000; p.20.
26. Zarcinas, B.A.; Che Fauziah, I.; McLaughlin, M.J.; Cozens, G. Heavy metals in soils and crop in
Southeast Asia. Environ. Geochem. Health. 2004, 26, 343–357.
27. Pichtel, J.R.; Dick, W.A.; Sutton, P. Comparison of amendments and management practices for long-
term reclamation of abandoned mine lands. J. Environ. Qual. 1994, 23, 766–772.
28. Howe, J.; Wagner, M. The effect of papermill wastewater and organic amendments on sodium
accumulation by potted cottonwoods. Environ. Poll. 1996, 92, 113–118.
29. Shepard, R.K. Sludge and ash. In Maine Agricultural and Forest Experiment Station Miscellaneous
Report 397; University of Maine: Orono, ME, USA, 1996.
30. Thacker, W.E. Silvicultural land application of wastewater and sludge from the pulp and paper industry.
In The forest Alternative for Treatment and Utilization of Municipal and Industrial Wastes; Cole, D.W.,
Henry, C.L., Nutter, W.L., Eds.; University of Washington Press: Seattle, WA, USA, 1986; pp.41–54.
31. Beauchamp, C.J.; Charest, M.H.; Gosselin, A. Examination of environmental quality of raw and
composting de-inking paper sludge. Chemosphere 2002, 46, 887–895.
32. Murray, H.H. Clay. In Pigments for Paper; Hagemeyer, R.W., Ed.; TAPPI Press: Atlanta, GA, USA,
1984; pp.95–141.
33. Kabata-Pendias, A.; Pendias, H. Trace Elements in Soils and Plants, 2nd ed.; CRC Press: Boca Raton,
FL, USA, 1992.
34. Watson, M.E.; Hoitink, H.A.J. Utilizing papermill sudge: Longterm effects in stripmine reclamation.
BioCycle. 1985, volume, 52–53.
35. Cabral, F.; Vasconcelos, E. Agricultural use of combined primary/secondary pulpmill sludge.
Agrochimica. 1993, 37, 409–417.
36. Li, D.; Wu, Y.; Feng, L.; Zhang, L. Surface properties of SAC and its adsorption mechanisms for phenol
and nitrobenzene. Bioresour. Technol. 2012, 113, 121–126.
37. Lu, H.; Zhang, W.; Yang, Y.; Huang, X.; Wang, S.; Qiu, R. Relative distribution of Pb2þ sorption
mechanisms by sludge-derived biochar. Water Res. 2012, 46, 854–862.
38. Webber, M.D.; Goodin, J.D. Studies on the fate of organic contaminants in sludge treated soils. In
Effects of Organic Contaminants in Sewage Sludge on Soil Fertility, Plants and Animals; Hall, J.E.,
Sauerbeck, D.R., L’Hermite, P., Eds.; Commission of the European Communities: Luxembourg,
Luxembourg, 1992; pp.54–69.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 15 of 15 Article 2 – Environment (sludge)
39. Maine Department of Environmental Protection. Chapter 567. In Rules for Land Application of Sludge
and Residuals; Maine Department of Environmental Protection: Augusta, ME, USA, 1986.
40. Diamantis, V.; Erguder, T.H.; Aivasidis, A.; Verstraete, W.; Voudrias, E. Wastewater disposal to landfill-
sites: A synergistic solution for centralized management of olive mill wastewater and enhanced
production of landfill gas. J. Environ. Manag. 2013, 128, 427–434.
41. Jackson, M.J.; Line, M.A. Organic composition of a pulp and paper mill sludge determined by FTIR, 13C
CP MAS NMR ad chemical extraction techniques. J. Agri. Food Chem. 1997, 45, 2354–2358.
42. Sierra, M.M.D.; Giovanela, M.; Parlanti, E.; Esteves, V.I.; Duarte, A.C.; Fransozo, A.; Soriano-Sierra,
E.J. Structural description of humic substances from subtropical coastal environments using elemental
analysis, FT-IR and 13C-Solid state NMR data. J. Coastal Res. 2005, 42, 370–382.
42. Schmidth, M.W.I.; Knicker H.; Hatcher, P.G.; Kogel Knabner, I. Improvement of 13C and 15N NMR
spectra of bulk soil, particle size fraction and organic material by treatment with hydrofluoric acid (10%).
Eur. J. Soil Sci. 1997, 48, 319–328.
43. Amir, S.; Hafidi, M.; Merlina, G.; Hamdi, H.; Revel, J.C. Elemental analysis, FTIR and 13C-NMR of
humic acids from sewage sludge composting. Agronomic. 2004, 24, 13–18.
44. Giovanella, M.; Parlanti, E.; Soriano-sierra, J.; Soldi, M.S.; Sierra, M.D. Elemental compositions, FT-IR
spectra thermal behavior of sedimentary fulvic and humic acids from aquatic and terrestrial
environments. Geochem. J. 2004, 38, 255–264.
45. Matias, M.C.; Orden, M.U.; Sanchez, S.G.; Urreaga, J.M. Comparative spectroscopic study of the
modification of cellulose materials with different coupling agents. J. Appl. Pol. Sci. 2000, 75, 256–266.
47. Reig, F.B.; Adelantado, J.V.G.; Moreno, M.C.M.M. FTIR quantitative analysis of calcium carbonate
(calcite) and silica (quartz) mixtures using the constant ratio method. Application to geological samples.
Talanta. 2002, 58, 811–821.
48. Muruganantham, S.; Anbalagan G.; Ramamurthy, N. FT-IR and SEM-EDS comparative analysis of
medicinal plants, Eclipta Alba Hassk and Eclipta Prostrata Linn. Romanian J. Biophys. 2009, 19, 285–
294.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 12 Article 3 – Hygiene (nanosilver)
Effect of Cationic Polyacrylamide and
Antibacterial Nanosilver on Banknote
Paper Properties Omid Yazdani,a,* Ghasem Asadpour,a Esmaeil Rasooly Garmaroody,b and Reza Imani c
a: Department of wood and paper, agriculture and natural resource university, Sari, Iran;
b: Department of Cellulose and Paper Technology, Faculty of New technologies and
Energy Engineering, Shahid Beheshti University, Campus 1, Mazandaran, Iran;
c: Graduate Ph.D. of Islamic Azad University, science and research branch, Tehran Iran;
* Corresponding author: [email protected]
Banknotes have been an integral part of buying and selling for many years. There are
about 7 billion Banknote leaves in Iran that have been in circulation in a 5-year period.
This amount of Banknotes and the frequency with which they are touched can promote
transmission of many pathogenic factors, especially bacteria. Based on scientific research
results, Banknotes are seriously contaminated and must be considered a potential danger
to society. In this study, for antibacterial Banknote paper production, 100ppm of Nanosilver
was used as an antibacterial agent accompanied by cationic polyacrylamide as retention
aid. The results showed that handsheets strengths decreased with increasing of
Nanosilver absorption, but antibacterial properties of handsheets increased by increasing
of Nanosilver absorption so that the most antibacterial properties for handsheets were
achieved at the 1% level of retention aid addition.
Yazdani et al. (2014). “Banknote Paper Properties,” Lignocellulose 3(1), 3-14.
Copyright: © 2014 Yazdani, O et al. This is an open-access article distributed under the terms of the Creative Commons
Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original
author and source are credited.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 12 Article 3 – Hygiene (nanosilver)
INTRODUCTION
Banknotes have been a part of commercial exchanges from the long past. Perhaps no
other object has been in such frequent daily use within societies. But there has been an
unfortunate lack of proper maintenance of Banknotes, which are a likely cause of many
hygienic problems (Pinner and Teutsch 1996). Studies concerned with the recognition of
pathogenic factors affecting Banknotes have shown that there are Gram-positive
Staphylococcus aureus and Gram-negative Escherichia coli on 13% of coins and 42% of
Banknotes in the US (Abrams and Waterman 1972). Also, investigations in China and
Germany have shown that most microbes can remain viable on Banknotes for long periods
and feed on the fatty materials that have accumulated on them (Zhang 1984). On the other
hand, studies of Banknote contamination in Egypt have shown that 65% of the Banknotes
were contaminated with intestinal bacteria (Dave 2005). Escherichia coli bacteria belong to
a big and various family of bacteria, some species of which cause diseases such as
diarrhoea, urinary channel infections, and respiratory conditions. This type of bacteria is
one of the important factors of traveller’s diarrhoea. It has been reported that Escherichia
coli bacteria was observed on 60% of Banknotes in butcheries, 10% in poultry shops, and
5% in fish food shops and confectioneries (Zarei et al. 2008). The other pathologic factor is
the Staphylococcus aureus family. The toxin of this bacteria causes vertigo, diarrhoea,
vomiting, skin infection, marrow infection, and blood infection (Leyinson et al. 2000). It was
further reported that 55% of Banknotes in butcheries, 40% in ice-cream shops, 30% in
bakeries, 25% in fast food establishments, and 10% in confectioneries were polluted with
Staphylococcus aureus bacteria (Zarei et al. 2008). Due to pathogenic factors resistant
against medications and antibiotics, it is difficult to effectively inhibit infectious diseases.
Development of tolerance by bacteria against the available antibiotics is a serious problem
affecting the general health. In this regard, nanotechnology opens new ways to fight and
prevent diseases by confronting the problem at an atomic scale (Kermanshahi 2008).
Among the best nanomaterials with antimicrobial properties, nano-metals that show high
chemical activities by surface crystallographic structure are especially significant. Among
these materials are products incorporating silver ions and silver-based compounds.
Nanosilver particles have antibacterial, antifungal, and antiviral properties, and
antibacterial surfaces can be created by adding small amounts of this material; even a
small quantity equates to many particles per unit area (Kermanshahi 2008). It has been
found that a Nanosilver suspension was able to eliminate many of the recognised bacteria
and even HIV viruses (Csreen et al. 2007). Nanosilver particles elliminate bacteria by
closing up respiratory tracts and by affecting the metabolism and reproduction of the
microorganism (Kelasen 2000).
An investigation was performed on two materials, chitosan and Nanosilver particles to
produce filter paper (Imani et al. 2011). Nanosilver particles were applied as negatively
charged layers over the fibres (LBL). It was found that with increasing numbers of the
layers, there were increases antibacterial properties, so that bacteria growth at eight layers
of the mentioned materials, as measured by a turbidity test, reached to zero. Also, the
antibacterial property of papers was assessed against five types of bacteria. The effects of
different antibacterial materials were different. Chitosan showed a better effect on Basibs

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 12 Article 3 – Hygiene (nanosilver)
Sobtilitis bacteria. By contrast, Nanosilver particles were more efficacious against
Staphylococcus aureus and Escherichia coli (Imani et al. 2011). In another investigation to
achieve better performance of silver particles, CFGI compound was produced on fibres
pretreated with the chelating monomer glycidyl methacrylate-iminodi acetic acid (Gma-
ida), and this treatment caused more bonding of Nanosilver particles to the fibres.
Antibacterial performance was improved. With increasing concentration of Gma-ida
solution, more silver was absorbed to fibres. Nanosilver with a particle size of 75nm was
said to have better performance (Chen and Chiang 2008). Also, Nanosilver particles with
size of 25nm and concentration of 25 and 50ppm on the basis of ethanol were used for
making antibacterial cloth fibres that were added to cloth before and after dyeing. When
cloth was examined with an antibacterial test after dyeing, it showed more efficacy. The
suitable concentration of Nanosilver suspension to cloth treatment was reported as 50ppm
(Lee and Yeo, 2003).
Despite the fact that most infectious diseases can be transferred by touching biotic objects
such as Banknotes (Pinner and Teutsch 1996), no research has been reported about
making antibacterial Banknote paper. So the present study may be unique in its
consideration of Nanosilver particles due to antibacterial properties, non-toxicity, and
environmental friendly character as an antibacterial agent in Banknote paper production.
EXPERIMENTAL
Materials
Industrial cotton pulp was provided with a Schopper-Riegeler (oSR) value of 51, a
consistency of 3.1%, and a pH of 7.2. Also, Nanosilver (with 4000ppm concentration and
50nm particle size made by Rangdane Sharif company) and cationic polyacrylamide (with
medium cationic charge with Farinret K325 trademark made by Degussa Co.) were used
as antibacterial agent and retention aid, respectively. For antibacterial test of papers, the
two bacteria including Gram-negative Escherichia coli ATCC: 25922 and Gram-positive
Staphylococcus aureus, ATCC, which were provided by Dr. Ghahari of the medical
diagnosis laboratory in Babolsar city, were used. Brain Heart Infusion Broth (BHIB) and
Nutrient agar both made by Biolife company were used as liquid and solid culture medium,
respectively.
Methods
The pulp consistency was decreased to 0.3% and stirred to homogenise it for 15 minutes.
Cationic polyacrylamide (CPAM) with 1% concentration was added at the levels of 0, 0.3,
0.5, 0.7, and 1%, and then a constant level of 100ppm Nanosilver was added to the pulp.
Standard handsheets were made according to ISO 5269/1 and tested to evaluate physical
and mechanical properties (Table 1). Surface fibres in Banknote paper must have good
bonding so that they will not separate from the paper when the metal surface bearing the
tacky ink is separated from it during printing. Hence, a wax test was carried out, in which
the end part of a series of wax pieces is softened over a flame and put over the paper. The
wax pieces are separated from the paper surface rapidly, after 15 minutes. So the most
highest number of wax (representing higher strength) that doesn’t result in damage to the
paper is accepted as wax test.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 12 Article 3 – Hygiene (nanosilver)
Test Paper basis weight
Tear strength
Folding strength
Smooth- ness
Breaking length
Ash content
Unit gr/m² mN - % m %
Test method
ISO 536:1976
ISO 1974
ISO 5626
ISO 5627
ISO 2493
ISO 2144:1997
Table 1. Tests and Standards
Antibacterial properties of handsheets were also assessed with a turbidity test, using a
Spectrophotometer 6300. Culture medium (BHIB) was placed in an autoclave (15min at
121°C), and treated and untreated handsheets were sterilised in an oven (0.5g, 2h and
150°C). Sterilised papers were inserted into a tube containing sterilised culture; then
0.05mL with 0.05% concentration of Escherichia coli and Staphylococcus aureus were
added separately and put into a shaker incubator (160rpm and 37°C) over one night.
Controls were also run in parallel. All experiments were conducted in triplicate. Also, some
pieces of paper were exposed on the solid cultures for evaluation of bacterial growth on
papers by optical microscope.
Statistical Analysis
All results were analysed by analysis of variance, and the Duncan test was used to
compare of averages. SPSS software was used for all analyses.
RESULTS AND DISCUSSION
Ash Content
As can be seen in Figure 1, ash content was increased with increasing CPAM level at a
95% confidence level. This can be due to amine groups on cationic polyacrylamide that
join well to fibre, leading to some fine flocks of the fibres and also trapping and retaining
the Nanosilver particles. This finding confirmed the results of Mokhtari (2011).
Figure 1. Effect of CPAM and Nanosilver on ash content of Banknote paper
Bulk Density

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 12 Article 3 – Hygiene (nanosilver)
Effects of CPAM and Nanosilver addition on the bulk density of handsheets are shown in
Figure 2. It is clear that by increasing the CPAM level, the bulk density was decreased.
This is probably due to fines retention between fibres. When dry strength agents such as
polyacrylamide adheres to fibres, it forms bridges between fibres and increases bonding
among the fibres (Scott 2006). The polyacrylamide, due to its cationic charge, adsorbs
fines and Nanosilver. Filling of empty space between fibres with Nanosilver may help
account for the observed decline in caliper. Also, cationic polyacrylamide causes hydrogen
bonding between fibres and prevents fines from being removed.
Figure 2. Effect of CPAM and Nanosilver on bulk of Banknote paper
Due to Interactions of CPAM and Nanosilver, fines absorb more and by forming of hard
and tiny flocks, caliper and subsequently bulk density of paper decrease. These results
also confirmed the finding of Ebrahimi (2011).
Smoothness
Smoothness of paper surface is an important property for printed paper such as
Banknotes, which need more smoothness compared to other grades of paper (Scott
2006). As Banknote paper is printed on both sides, there should be little difference
between the two sides.
Figure 3 shows that by adding CPAM and Nanosilver particles, smoothness of the paper
was increased compared to the control. It is worth noting that by adding of CPAM,
smoothness appeared to be decreased, but the apparent effect was not statistically
significant. Also, the difference between the two sides of paper is decreased by adding
CPAM level that it might be related to more absorption of fines (Miyanishi, 1998).
Smoothness difference between two sides of paper is decreased with an increasing
addition of retention aid.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 6 of 12 Article 3 – Hygiene (nanosilver)
Wax Test for the Surface Strength of Paper
Surface fibres should be firmly bonded to the sheet when detaching steel printing plates
and offset blankets from the surface, not separated or removed. One of the most common
methods of determining of paper strength in the Z-direction is the wax test. The wax
standards are numbered from 2A to 26A based on their adhesion power. In this study, the
wax index was 10A for all samples and without meaningful difference between all by
increasing in CPAM and Nanosilver levels (Figure 4).
Figure 3. Effect of CPAM and Nanosilver on smoothness of Banknote paper
In evaluation of raw material efficacy in banknote paper production, Erfani (2011) reported
a wax index of 16A. Due to use of a trimming refiner and also surface sizing in the final
step of a paper machine during Banknote production, a value of 10A could be accepted for
surface strength of handsheets.
Figure 4. Effect of CPAM and Nanosilver on wax index of Banknote paper

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 7 of 12 Article 3 – Hygiene (nanosilver)
Breaking Length
The most important factors affecting the breaking length of paper are the number and
quality of bondings between fibres (Testova 2006). Tensile strength directly shows a key
aspect of the durability and final functionality of many products such as Banknote.
According to the Figure 5, the breaking length decreased with the increase of CPAM level.
Reduction of breaking length due to retention aids addition can be attributed, at least in
part, to more absorption of Nanosilver and also increasing porosity or flocculated character
of Banknote paper (Roberts et al 1986). By increasing of bonding involving the fibre-
CPAM-silver combination, fibre-fibre bonding decreased, resulting in a considerable
decline in breaking length. Also, weak formation and flock formation decreases the
breaking length. As tensile strength decreased even without retention aids, much of the
decrease can be attributed to Nanosilver as a major factor (Imani 2011).
Figure 5. Effect of CPAM and Nanosilver on breaking length of Banknote paper
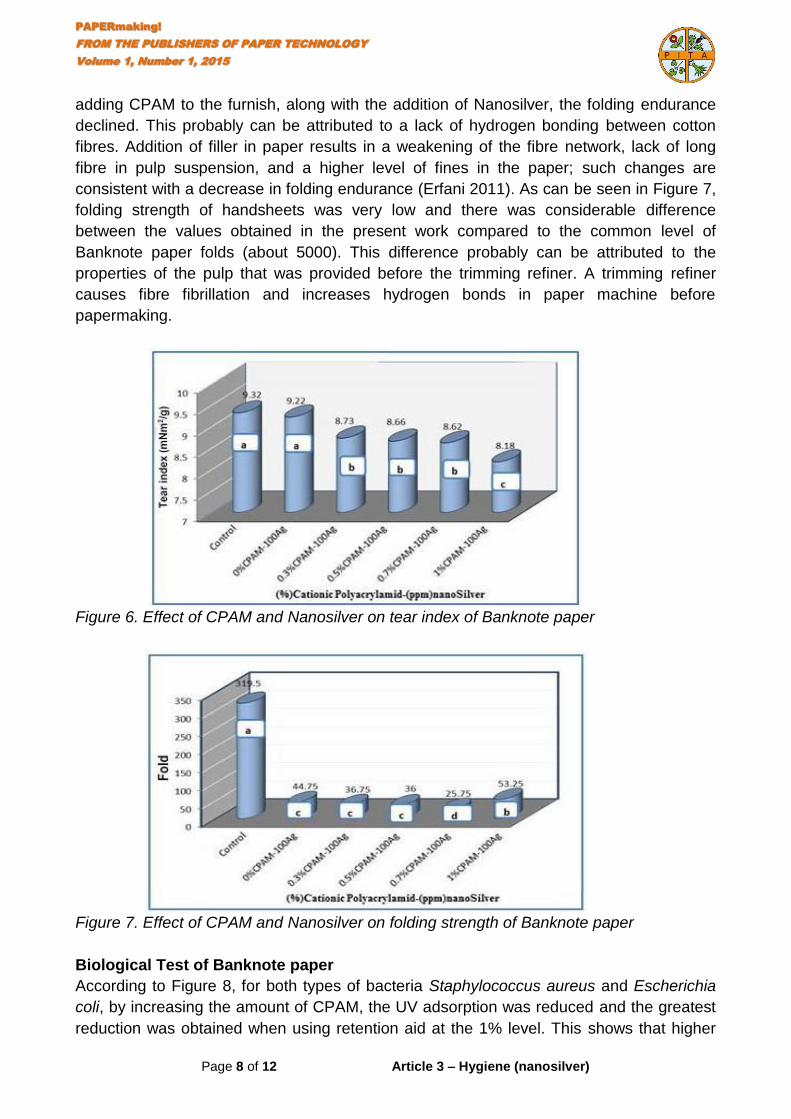
Tear Strength
Tear index depends on fibre length, individual fibre strength, and Relative Bonding Area
(RBA). In the case of a sheet having low RBA, tear strength is more dependent on fibre-
fibre bondings, whereas by increasing of bonding, individual fibre strength becomes crucial
in tear index (Testova 2006). Tear index is one of the paper quality parameter that affects
the runnability of a paper machine.
As can be seen in Figure 6, tear index was decreased with increasing consumption of
retention aid. This can be related to increased retention of fines as well as decreasing in
average fibre length. On the other hand, the presence of Nanosilver between fibres will
tend to reduce fibre bonding, leading to a decrease in tear strength. These results
confirmed Ebrahimi’s report (2011), which indicated that by increasing filler retention on
CMP fibre, tear strength was reduced.
Folding Endurance
This test involves a combination of tensile strength, elongation, flexibility, compatibility,
shear stresses, and relative fibre length change (Erfani 2011). According to Figure 7, by
PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 8 of 12 Article 3 – Hygiene (nanosilver)
adding CPAM to the furnish, along with the addition of Nanosilver, the folding endurance
declined. This probably can be attributed to a lack of hydrogen bonding between cotton
fibres. Addition of filler in paper results in a weakening of the fibre network, lack of long
fibre in pulp suspension, and a higher level of fines in the paper; such changes are
consistent with a decrease in folding endurance (Erfani 2011). As can be seen in Figure 7,
folding strength of handsheets was very low and there was considerable difference
between the values obtained in the present work compared to the common level of
Banknote paper folds (about 5000). This difference probably can be attributed to the
properties of the pulp that was provided before the trimming refiner. A trimming refiner
causes fibre fibrillation and increases hydrogen bonds in paper machine before
papermaking.
Figure 6. Effect of CPAM and Nanosilver on tear index of Banknote paper
Figure 7. Effect of CPAM and Nanosilver on folding strength of Banknote paper
Biological Test of Banknote paper
According to Figure 8, for both types of bacteria Staphylococcus aureus and Escherichia
coli, by increasing the amount of CPAM, the UV adsorption was reduced and the greatest
reduction was obtained when using retention aid at the 1% level. This shows that higher

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 9 of 12 Article 3 – Hygiene (nanosilver)
adsorption of Nanosilver led to higher anti-microbial effects in handsheets. Also, turbidity in
samples including Staphylococcus aureus was lower. As a rule, Gram-positive bacteria are
more sensitive to Nanosilver particles than Gram-negative bacteria due to a difference in
the cell walls. In Gram-positive bacteria, the cell wall is rich in mucopeptide component,
while in Gram-negative ones the cell wall just contains a thin layer of mucopeptide and is
primarily composed of lipoproteins and lipoprotein polysaccharides. Therefore, Escherichia
coli shows more resistance to antibacterial materials (Tassou and Nychas 1995). The
present findings confirmed the other results reported by Sondi et al. (2004) and Giange et
al. (2004). It is clear in Figure 8 that treated paper showed higher resistance to bacteria
than the reference samples.
Figure 8. Effect of CPAM and Nanosilver in Banknote paper on turbidity of bacterial
medium
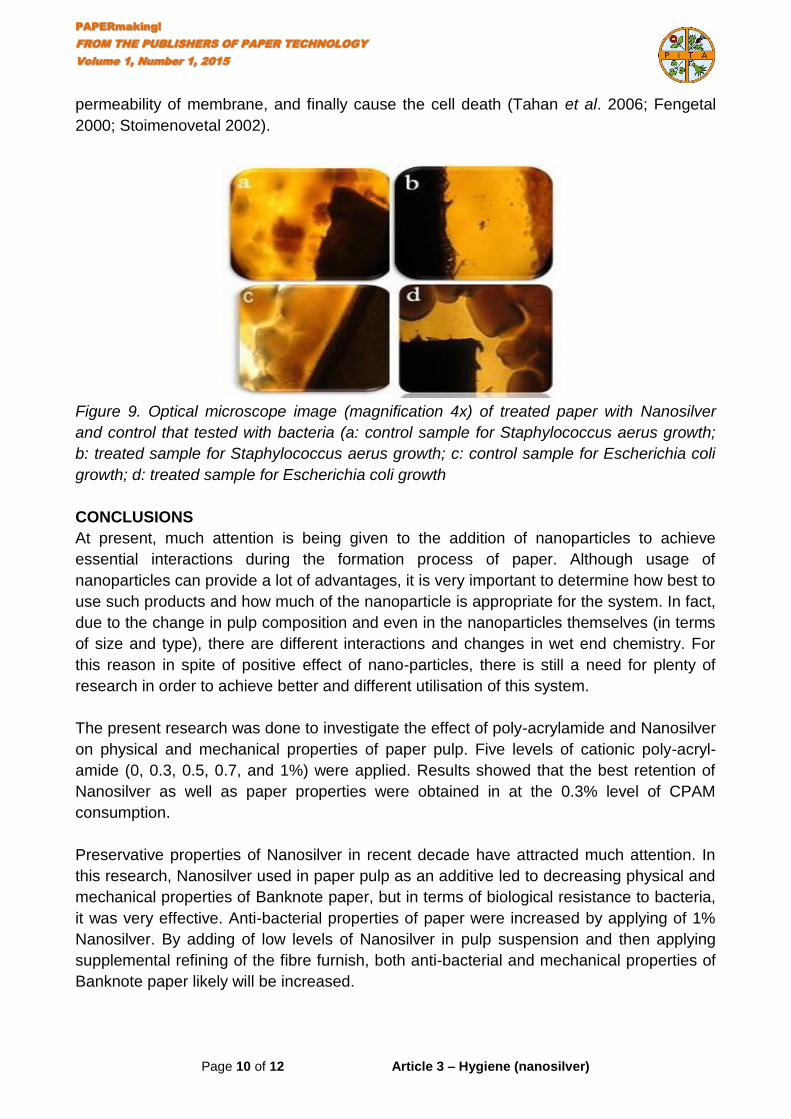
Microscopic Investigation
Figure 9 shows the optical microscope images of papers on the solid culture in the vicinity
of bacteria. As can be seen, Esherichia coli was able to grow more abundantly and closer
to paper due to greater resistance to Nanosilver than Staphylococcus aureus. Therefore,
the inhibition zone in S. aureus was larger. These images confirm the results of the
previous section. The present findings are consistent with the results of Haji Mirza Baba et
al. (2011). The results provide evidence of the reaction mechanism of Nanosilver with
biological macromolecules, inhibition zone formation, and also the transformation of
microorganism by conversion of SH bond of proteins that are present on the bacterial
surfaces. These proteins give rise to a bulge in the outside of cell membranes and allow
passage of nutrients through the cell wall (Baumgartner and Cooper 1996; Sung Kaworn
et al. 2007). In this mechanism, Nanosilver particles release silver ions over time. These
ions convert SH bonds to SA-g bonds in the microorganism membrane during the
substitution reaction. In this way, Nanosilver particles deactivate protein, reduce
PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 10 of 12 Article 3 – Hygiene (nanosilver)
permeability of membrane, and finally cause the cell death (Tahan et al. 2006; Fengetal
2000; Stoimenovetal 2002).
Figure 9. Optical microscope image (magnification 4x) of treated paper with Nanosilver
and control that tested with bacteria (a: control sample for Staphylococcus aerus growth;
b: treated sample for Staphylococcus aerus growth; c: control sample for Escherichia coli
growth; d: treated sample for Escherichia coli growth
CONCLUSIONS
At present, much attention is being given to the addition of nanoparticles to achieve
essential interactions during the formation process of paper. Although usage of
nanoparticles can provide a lot of advantages, it is very important to determine how best to
use such products and how much of the nanoparticle is appropriate for the system. In fact,
due to the change in pulp composition and even in the nanoparticles themselves (in terms
of size and type), there are different interactions and changes in wet end chemistry. For
this reason in spite of positive effect of nano-particles, there is still a need for plenty of
research in order to achieve better and different utilisation of this system.
The present research was done to investigate the effect of poly-acrylamide and Nanosilver
on physical and mechanical properties of paper pulp. Five levels of cationic poly-acryl-
amide (0, 0.3, 0.5, 0.7, and 1%) were applied. Results showed that the best retention of
Nanosilver as well as paper properties were obtained in at the 0.3% level of CPAM
consumption.
Preservative properties of Nanosilver in recent decade have attracted much attention. In
this research, Nanosilver used in paper pulp as an additive led to decreasing physical and
mechanical properties of Banknote paper, but in terms of biological resistance to bacteria,
it was very effective. Anti-bacterial properties of paper were increased by applying of 1%
Nanosilver. By adding of low levels of Nanosilver in pulp suspension and then applying
supplemental refining of the fibre furnish, both anti-bacterial and mechanical properties of
Banknote paper likely will be increased.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 11 of 12 Article 3 – Hygiene (nanosilver)
REFERENCES
Abrams, B. L., and Waterman, N. G. (1972). "Dirty money," Associ 219, 1202-1203.
Asadpour, G. (2010). “Nano silica cationic colloidal particles and the effect of fiber fines and filler retention
characteristics of CMP pulp newsprint,” Ph.D. Thesis, Department of Wood and Paper Engineering,
Gorgan University of Agricultural Sciences and Natural Resources.
Baumgartner, J. N., and Cooper, S. l. (1996). “Bacterial adhesion on polyurethane surfaces conditioned
with thrombus components,” J. of Amer. Society of Artific. Internal Org. 42(5), 476-479.
Chen, C. Y., and Chiang, C. I. (2008). “Preparation of cotton fibers with antibacterial silver nanoparticles,”
Materials Letters 62(21-22), 3607-3609.
Ebrahami, M. (2011). “The effects of the filler retention on the optical and strength properties of CMP
pulp,” Master thesis. Faculty of New technologies and Energy Engineering, Shahid Beheshti University,
Tehran.
El-Dars, F. M., and Hassan, W. M. (2005). “A preliminary bacterial study of Egyptian paper money,” Int. J.
Environ.Healt.Res. 15(3), 235-239.
Erfani, A. (2010). “Evaluation of the possibility of Varamin cotton and kolyber use in the production of
banknotes,” M.Sc. thesis. Faculty of Agriculture and Natural Resources, Islamic Azad University Branch.
Feng, G. L., Chen, G. Q., Cui, F. Z., and Kim, T. N. (2000). “A mechanistic study of the antibacterial effect
of silver ions on Escherichia coli and Staphylococcus aureus,” J. of Biomed Mater. Resear. 52(4), 662-
668.
Giang, H. S., and Manolaches, S. (2004). “Plasma-enhanced deposition of silver nanoparticles onto
polymer metal surfaces for the generation of antimicrobial characteristics,” J. of Appl. Polymer Sci. 93(3),
1411-1421.
Green, F., and Arango, R. A. (2007). “Wood protection by commercial silver formulations against eastem
subterranean termites,” paper prepared for the 38th annual meeting Jackson Lake Lodge, Wyoming,
USA, 20-24 May, IRG secretariat, http://www.irg-wp.com.
Haji Mirza Baba, H., Montazer, M., and Rahimi, M. K. (2011). “Evaluation of antibacterial coatings
containing nano silver nylon,” Islamic Azad University Journal of Medical Sciences 21(2), 101-107.
Imani, R., Talaiepour, M., Dutta, J., Ghobadinezhad, M., Hemmasi, A., and Nazhad, M. (2011).
“Antibacterial filter paper,” BioResources. 6(1), 891-900.
Kasra Kermanshahi, R. (2008). “Nano-bio-technology viewpoint of microbiology,” Isfahan University
Press.
Kelasen, H. J. (2000). “A historical review of the use of silver in the treatment of burns: Part I, Early uses,”
Burns 26(2), 117-130.
Lee, H. J., Yeo, S. Y., and Jeong, S. H. (2003). “Antibactrial effect of nano-sized silver collodial solution
on textile fabrics,” Journal of Material Science 38(10), 2199-2204.
Miyanishi, T. (1998). “Optimization of paper machine wet-end neutral, PCC filled newsprint,” TAPPI
Coating / Papermaking Conference.
Mokhtari Georgi, M. (2011). “Effects of bentonite particles on the properties of CMP pulp,” Master thesis.
Faculty of New technologies and Energy Engineering, Shahid Beheshti University, Tehran.
Pinner, R. W., Tutsch., S. M., Simonsen., L., Klug., L. A., Graberj, M., and Brekelman, R. L.(1996).
“Trends in infectious diseases mortality in the united states,” JAMA. 275(3), 189-193.
Pope, T. W., Ender, P. T., Woelk Korroscil, M. A., and Korocil, T. M. (2002). “Bacterial contamination of
paper currency,” South Med J. 95(12), 1408-1410.
Roberts, J. C., Au, C.O., Clay, G. A., and lough, C. (1986). “The effect of C14-labelled cationic and native
starches on dry strength and formation,” Tappi J. 69(10), 88-93.
Scott, W. (2006). Basic Paper Features. Translation: Elias Afra. Tehran.
Sondi, I., and Salopek-sondi, B. (2004). “Silver nano particles as antimicrobial agent: A case study on
E.coli and model for Gram-negative bacteria,” J. Colloids Interfacial Sci. 275(1), 177-182.
Stoimenov, R. L., Klineger, G. L., Marchin, S., and Klabunde, K. J. (2002). “Metal oxide nano pareticles
as bactericidal agents,” Langmuir 18(17), 6679-6688.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 12 of 12 Article 3 – Hygiene (nanosilver)
Sung Kaworn, T., Triampo, W., Nalakarn, P., Triampo, D., Tang, I. M., and Lenbury, Y. (2007). “The
effects of Cdo nano particles on tumor cell colonies: Fractal dimension and morphological properties,” Int.
J. Biomed. Sci. 2, 67-74.
Tahan, C., Leung., R, Zenner., G. M., Ellison., K. D., Crone., W. C., and Miller, C. A. (2006).
“Nanotechnology and improving packaged food quality and safety: Part 2. Nanocomposites,” Am. J.
Physics. 74(5), 443-448.
Tassou, C. C., and Nychas, G. J. (1995). “Antimicrobial activity of the essential oil of mastic fun on gram–
positive and gram–negative bacteria in broth and model food systems,” Int. Biodeterio. Biodegard. 36,
411-420.
Testova, L. (2006). “Hemicelluloses extraction from birch wood prior to kraft cooking, Extraction
optimization and pulp properties investigation,” Master’s thesis, Lulea University of Technology,
Continuation Courses, Department of Chemical Engineering and Geosciences, Division Of Chemical
Technology, 70 pages.
Warren, Levinson, Ernest, and Javtz (2000). Medical Microbiology, Translation: Amir Ebrahim
safarZadeh, omid Mousavi. Releases tamadon novin, page 274.
Zakaya, D., Fkih-Tetouani., S., and Hajji, F. (1993). “Chemical composition essential oils,” Plants
Medicinal et Phytothrapie 26, 319-330.
Zarei, M., Khajehali, E. and Shekarforush, S. (2008). “Contamination of the common ocurrency of Iran,
Journal environment,” Journal of Environmental Health Society 1(2), 88-81.
Zhang, J. P. (1984). “A survey of the sources of contamination of Chinese paper money and the
disinfective activity of microwaves,” Zhonghua Liu Xing Bing Xue Za Zhi 5(4), 237-241.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 3 Article 4 – Leadership (obstacles)
5 Obstacles Guaranteed to Slow You
Down
Keith Johnston, www.truleadership.com
Many start-ups invest time, energy and money in setting the stage for rapid growth. They
develop elaborate marketing plans and hire a sales team to get the message out. They
also ensure that they will have the production capacity to deliver their solution to all the
customers who are going to rush to buy their products and services. With all this planning
and preparation 80% of them will not make it past the first 18 months, and 80% of those
that remain will be gone before they celebrate their 5th anniversary. There are many
reasons companies fail to reach the acceleration speed required to launch themselves into
the small elite group of companies that are successful. Most of those companies that fail in
the first 18 months had good plans, were well funded and had a promising value
proposition. So why do they lose momentum and fall back? What keeps them from
growing? In my experience with technology and IT service organisations, there are five
reasons start-ups fail to develop and maintain the momentum required to be successful.
This short item, aimed predominantly at entrepreneurs and start-up businesses, contains
much general ‘management’ information that can be translated to any type of business.
Copyright: © 2015 Johnson, K. This is an open-access article distributed under the terms of the Creative Commons
Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original
author and source are credited.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 3 Article 4 – Leadership (obstacles)
1. Ability to attract and retain high quality people: A company may start with a strong core
team when they launch their business, but to grow they need to be able to attract and retain a
steady stream of talented professionals. To attract top talent they need a compelling vision of
where the company is going and how the company’s growth will generate opportunities for
people to grow. Unfortunately the vision of and by itself will not retain top talent if the founders
do not have the leadership skills to keep their people engaged and motivated. Those
companies who find it difficult to retain top talent will frequently attribute this to an inability to
meet the compensation demands of the market. This is rarely the problem. People who are
engaged, learning new skills, empowered to make decisions, and are recognised for their
contribution will rarely seek greener pastures. It is incumbent upon the company’s leadership
team to ensure that the people they recruit see the company as a place where they can build a
career and have some fun doing it.
2. Communication Skills: The best vision and the best business plan are worthless if they
cannot be communicated in a compelling way. Customers will not agree to buy, and talented
people will not agree to work for you if you are unable to communicate your vision and the
value you offer. I recently received a phone call from the CEO of a start-up technology
company in Vancouver. He was in need of an immediate cash infusion to keep his company
alive and was asking my help in finding investors. As I listened to his plea for help, I did not
hear one compelling reason I could provide potential investors as to why they should part with
their money to bail this company out. He kept repeating that his technology would revolutionise
the industry, but he could not articulate how his technology was any different from what was
already in the market or what would cause his technology to develop a market share which
would generate the kind of cash flow that would provide investors with a satisfactory return on
their investment. He was not exciting or even confident. He sounded desperate and I could not
help but wonder if his communication skills were the reason he was finding himself in the
position he was in.
3. People Not Prepared for Rapid Acceleration: All too often I have been caught in rapidly
growing businesses where the business was growing faster than the people who were running
it. New staff were being hired and supervised by people with very little experience in managing
people. Young bright but inexperienced people were being thrown into situations where their
interpersonal skills were not adequate to deal with demanding customers or hard charging
staff. I saw a major consulting firm lose millions of dollars in fees during a period of rapid
growth as a result of promoting people into positions they were not prepared to handle.
Companies are quick to provide technical training but are slow to provide training in critical
interpersonal skills like communications, conflict management, negotiations etc. The result is
that their staff are not prepared to deal with people. They were unable to establish
relationships with the people who report to them or the customers who are looking to them to
solve their problems. In my experience, spanning more than thirty years, the biggest problems,
and in some cases biggest setbacks, came as a result of promoting people into positions of
responsibility without providing them with the skills needed to deal effectively with other
people.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 3 Article 4 – Leadership (obstacles)
4. Living in the weeds: I once worked for an executive who was constantly reminding me to
“get out of the weeds”. He was concerned with the amount of time I was spending managing
the people who reported to me. He told me that I should be spending more time with him
discussing strategy than I was dealing with tactical issues. I needed to do a better job of
empowering my staff and focus my attention on bigger longer term issues. I have noticed this
problem a lot with the clients I have worked with. In particular, I have seen entrepreneurs and
corporate executives who micro manage and take their eye off the vision they have for their
company. Living in the weeds results in missed opportunities, missed deadlines and a loss of
focus which results in arriving at your destination later than you thought or getting off track and
wasting time and resources recovering from setbacks which could have been avoided.
5. Strangling Innovation: It goes without saying that innovation is the fuel which drives the
success of any start-up company. Customers will not be attracted to new products and
services unless they have a compelling reason to do so. The companies that succeed are not
only innovative in their product and services, they have a culture of innovation and employ
innovative approaches to marketing, sales, production and how they treat employees. Given
the importance of innovation it is surprising how many companies strangle innovation by
placing weak or inexperienced leaders in positions of responsibility. Among the key factors
which strangle innovation are: micro management, tight control, inflexible processes, and
failure to empower the members of your team.
How prepared are you and your people to handle rapid growth? Do your people understand
the skills required to engage and motivate new staff? Do they know how to address the
interpersonal needs of customers, recruits, investors and other stake holders? In my recent
book, A Garage Full of Ferraris, I highlight the successes of 15 people who were able to
achieve their success by addressing the obstacles outlined above.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 8 Article 5 – Marketing (customers)
Customer Desertion: A Soaring Down
Impact on Business World
Harvinder Singh, Assistant Professor School of Business, Lovely Professional University, Punjab, India. E-mail: [email protected] The study of desertion provides insight into how to improve products and services offered to the targeted market by developing effective retention programs and consequently creating long-term relationships. But why is retention so important? It is not only because retaining a customer is cheaper than acquiring a new one, or because of the necessity of retaining customers until they are profitable. Rather, client retention is important because it is a value generation strategy for the business firm. Customer desertion is a major area of concern for today’s business world. As more and more customers are absconding, it affects the soaring down of business. This article focuses mainly on telecoms and financial services sectors, but contains much that is applicable to general business environments, including paper manufacture and merchanting. Singh H (2015) Customer Desertion: A Soaring Down Impact on Business World. J Account Mark 4: 126. doi: 10.4172/2168-9601.1000126 Copyright: © 2015 Singh H. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 8 Article 5 – Marketing (customers)
Research problem The following study relates to customer desertion & retention. The major problem is that, the customer’s switchover to other companies and brands due to some factors, this affects the organisation’s sales and profitability. So, an attempt has been made to deeply examine the problem, factors and causes of customer desertion. Objectives of the study 1. To analyse the customer desertion factors and causes. 2. To recommend benchmarks for retention measurement and monitoring. Scope of the study This study will be helpful to the business organisations to analyse the causes of desertion. It will be very helpful to the entrepreneurs, organisations and management students to know the hidden facts of customer retention strategies and desertion and also reveal why customers leave a particular organisation. Literature Review Jacqueline Urquizo has emphasised that monitoring only desertion and retention index is not enough to improve the retention rate; comprehensive monitoring of the causes (internal and external) that provoke desertion is needed in order to track an effective change. Retention depends on the creation of a solid market by helping the customer to grow. The success of the customers is the success of the organisation. Ahmed et al. [1] studied the best strategies for retaining the customer and the practices one should follow to keep customers active and attached with the organisation for the profitability. Bob Thompson CEO, Customer Think Corporation [2], examined the secrets of retaining a customer and increasing profits. He suggested some strategies to retain customers in this modern era of competition. Janelle [3] studied the direct effect of perceived value dimensions (monetary, convenience, social emotional, conditional and epistemic value) on attitudinal and behavioural component of loyalty: commitment and behavioural intentions to use location based mobile services. This study revealed that the behavioural intentions were most influenced by conditional value, the context in which the service is used, followed closely by commitment and to some extent monetary value. Churchill et al. [4] investigated the choice criteria for a mobile phone operator in the Malaysian mobile Telecom market by the customers. Structural equation models were applied to test the propositions by means of a survey of a random sample of 400 mobile telecom customers from major cities in Malaysia. It was found that the price and service (quality hypothesis) are more important than the brand image hypothesis. Network quality is one of the important factors of overall service quality. Churchill et al. [5] explored the strategies that have been employed by the cell phone companies in South Africa in order to retain subscribers. This study evaluated the retention strategies that have been adopted by the cellular industry, where players are battling to retain customers or recruit new ones. The evaluation is based on the perceptions of the customers of the five cell phone network providers that operate in South Africa.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 8 Article 5 – Marketing (customers)
Doyle [6] conducted a study to investigate the variables which can help retain existing customers. The study identified price reasonability and call clarity as the strongest determinants of customer retention for the cellular industry of Pakistan. This study reveals that customer support services, value added services, user friendliness and customer complaints all had effects on customer satisfaction [7-9]. Causes of Desertion The causes of desertion are numerous and sometimes inter-related. To study them in greater detail and see their relative importance, this article analyses them separately. Figure 1 shows the general framework to analyse the causes of customer desertion. Desertion due to industry structure Growing competition: As a result of low entry barriers create a fragmented market with
numerous and diverse competitors. In general, the industry operates in fragmented markets, in which diverse participants in nature and size compete; as a result, the market share of each industry is diluted. A small business organisation may compete with a larger one, since they may not have significant cost disadvantages considering;
➢ The high level of personalised service
that is, in general, used throughout the industry which is difficult to automate or scale up.
➢ The very local clients.
Product and market adequacy: The basic model assumes a market that has to be developed, i.e. potential customers do not know the benefits of product company offers and that they have to be trained through an almost missionary activity where the representative visits nearby small towns. The implication of these conditions is that the customer is not profitable after the first visit but from subsequent ones, to recover expenses incurred in their product education. However, in the mature markets studied, customers have learned rapidly about the operation, convenience, advantages, and disadvantages of product and services. Many potential and current customers are well informed about the existence of the product offer, also having established an attitude towards it. Accordingly, business houses looking for new markets turn to segments with lower income or higher risk, where there is not necessarily the most adequate product, resulting in high attrition levels due to the lack of sustainability that incompatible product produces, or due the vulnerability of customers being approached. Regional economic factors: The micro entrepreneur’s regional economy also commonly influences desertion; this factor is related to the intuitive projection that the micro-entrepreneur makes on his or her future sales. The regional economy is an essential consideration in the decision to renew credit, regardless of the quality of the product offer. Although micro-entrepreneurs are capable of overcoming unemployment and managing

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 8 Article 5 – Marketing (customers)
economic fluctuations, not all of them have the same proclivity towards risk, which is related to their self-perception of capacity to handle these challenges. Desertion generated by business performance The reasons for desertion resulting from business performance are related to the value proposition it offers its customers. The satisfaction components show results of quantitative studies on the customer level of satisfaction. The graph (Figure 2) shows the components of customer satisfaction. The lowest satisfaction level was related to product features.
Satisfaction with product features: The market research uncovered the following issues related to dissatisfaction with the product features.
➢ Model centred on a single product: The single-product approach results in processes
and a culture that make the offer inflexible and limited in reach. Considering the nature of the micro-entrepreneur’s activity, flexibility is one key element to promoting client retention.
➢ Product perceived as standard: Customers perceive that price, amounts, and the
methodology (accessibility) are more or less the same among the operating organisations. The new product developments have limited innovations and add little value to the customer, however complicated the business control and operation.
➢ Changing product features: The customers are very much concerned about the new
product in the market and new features. So, the customer does not stick with one company for long; instead they shift most often for the use and desire of new features. In the case of mobiles and banking service we have found the major shift by the consumers.
➢ Company policies and norms: There are companies which change their policies very
quickly; in return the customers feel cheated. So, the customers like to change and their desertion is likely.
➢ Competitive prices by the companies: When companies, in an effort to increase
profitability, increase the price of the product, so, customers switch from one company to another as an advantage to buy product from other company. Satisfaction with customer service: Though the industry still has a lot of ground to cover with respect to improving customer service, since customers have lower expectations

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 8 Article 5 – Marketing (customers)
about service this makes it a less important cause for desertion. In addition, the personalisation and emotional involvement of the customer frequently replaces the service weaknesses. Substantial improvement in customer service in most cases requires significant investments in infrastructure, such as speedy IT systems, alternative channels for more convenience, bigger branches, which the companies often do not have the resources to build in the short term. Desertion caused by institution image Brand strategy is a factor that receives minimal attention in the industry given that a strong or renowned brand is not a key element for offering credit. It becomes relevant once the institution tries to enter into other markets such as the savings or insurance market or when faced with retention problems in some market segments. Desertion due to the characteristics of micro-entrepreneurs Many institutions take for granted their customers need to grow or to be successful. However, given the customer’s nature and business characteristics, this is not always true. Micro entrepreneurs have a variety of financial needs such as insurance or savings, or others such as training, networking, business advisory services and related micro business services. It is frequently overlooked that, for the customer is a means and not an end in and of itself. Customers do not seek product as such: rather they are looking for solutions to their needs. For example, an appliance store that helps the client finance the purchase through interest-bearing instalment payments is selling solutions. Customers have diverse attitudes towards credit, different personal and family goals, different entrepreneurial capacity, etc., so understanding the segments being served is important in order to know who the customer of the current value proposition would match better, so that there will be fewer desertions. Considering that goals drive peoples’ behaviour, fully understanding them as well as existing segments and their decision making process, is a basic element for developing an effective retention strategy. Which customer to retain Most business organisations wish to retain all their customers, without discrimination. However, considering that they must efficiently use their resources, focus is required to retain better customers who are at risk of leaving. In choosing who to focus its efforts upon, the organisation faces the dilemma of identifying who the most “valuable customers” are - the most profitable customers or the needy customer. The risk/value matrix shown illustrates a segmentation combining these variables (Figure 3). As per the above matrix, out of approximately 14865 customers, 47% are having low value/risk, 28% having medium value/risk. 24% having high value/risk, which developed with the purpose of focusing retention efforts on valuable customers who are at risk of leaving. Probability of leaving: The probability of leaving was established using the Arbitrary Variables Method, which is a mixture of qualitative and quantitative analysis combining numerical desertion data with appropriate weighting. The main quantitative information

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 6 of 8 Article 5 – Marketing (customers)
was the time the customer was working with the organisation, the accumulated delinquency days, and his business activity. This axis can also be statistically determined with a desertion score whereby key variables are input into a statistical model that estimates the probability of desertion of other customers with similar characteristics. Below are some considerations that should be factored in when deciding whom to retain as a priority: Strategic importance: Opinion leaders, those belonging to the segment that fits well with the competencies of the business organisation or other potential growth segments. Profitability: Customer relevance often follows the “Pareto” rule, whereby 20% of the customers provide for 80% of profitability. It is important to differentiate whom to retain versus whom to reward. Retention and rewarding strategies are not equal; one could be necessary, the other being optional. Loyalty: Some customers are inherently more loyal than others, for reasons having to do with their profiles rather than something attributable to the organisation. Life time value (LTV): The discounted present value of future revenues that the customer would give to the organisation should he decide to stay, i.e. since the customer value is measured with respect to its future sale potential and not the current potential. It should be noted that not all organisations have information on customer related costs, so that proxies could be obtained while adequate information is captured on issues such as desertion. Desertion due to service dissatisfaction by customers Many customers are dissatisfied with the services offered by the organisation or company. The customers are very much service conscious and if the quality of service is poor then the customers will not opt for that company; neither will they refer somebody to visit the company, due to the poor service. Therefore the customer desertion will be high. Monitoring the Desertion In measuring performance with respect to client desertion, it is important to distinguish between monitoring (continuous measurement) and other basic forms of information gathering related to market research (undertaken at a specific point in time). In both cases, more important than the method of measurement is to define what is going to be done with the results. Collecting information on consumer behaviour and/or reasons for desertion causes from exit interviews or suggestion boxes, for example, are useless if these are not supported by a market intelligence system that would permit it to flow through and analyse at a strategic decision level. Moreover, the reasons for desertion do not substantially vary over time because customers’ behaviour and attitudes develop over time and therefore do not change quickly; market research efforts are a good alternative to analyse issues relating to desertion instead of regular monitoring of data which will not provide new information. Some business houses should have considered investing in sophisticated information systems – like customer relationship management (CRM) programs, which use data warehouses to mine information about clients (Figure 4).

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 7 of 8 Article 5 – Marketing (customers)
Market Research versus Desertion Monitoring What is researched? Reasons for exit including external causes outside the organisational control, such as: competition market penetration, customer profile, organisational image, and the decision making process pertaining to leaving, among others. The purpose of the investigation is diagnosis. What is monitored? The effects of modifying a root cause. The idea of monitoring is to measure the impact and effectiveness of addressing a desertion driver. Monitoring ensures that retention measures are targeted at root causes. Desertion rate calculation The calculation of desertion rate and adjusting the desertion rate is done through a formula mentioned below.
where: DR = Desertion Rate.
EDR = Effective desertion rate (Customer Rate). N = New customers joined in period of analysis. CAb = Active customer at the beginning of the analysis period. CAe = Active customer at the end of the analysis period. CR = Customer left during the analysis period.
Considerations in the Measurement Process The following considerations are recommended to establish benchmarks and baselines for retention measurement. 1. Set a target What is the number you wish to reach? If you do not have a goal, then why monitor? 2. Observe the curve and not the measurement itself The curve indicates trends; an isolated number shows only one piece of information that could be contingent on other factors or temporary.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 8 of 8 Article 5 – Marketing (customers)
3. Apply the Pareto principle as a general rule Recognise that 20% of the customers contribute to 80% of the profits, or which 20% of the causes are resulting in 80% of the complaints or desertion, etc. 4. Use absolute numbers as well as percentages The percentage, being relative, must be supplemented with the factual value in numbers (e.g., indicate that a 15% desertion is the equivalent 3,500 customers). 5. Shortening the measurement period lowers the desertion index To avoid underestimating the amount of desertion, make the measurement period equivalent to the longest credit term of the MFI (e.g. 18 months). 6. Use moving averages to eliminate temporality and see the tendencies The average of the previous 12 months has to be measured on a monthly basis, thereby removing the seasonal desertion and considering that most customers had at least the chance not to renew during the last 12 months. 7. Define desertion in terms of customers and not products If you have more than one product or service such, as insurance, savings, or training, include the use of all products in the desertion index and not just credit products. 8. Make measurements in the same time To allow valid comparisons, use the same time period (be it day, week, month, or quarter). For instance, make measurements in the first week of May, and then the first week of June. Conclusions Desertion is endemic throughout industry and is a forewarning about the mismatch between the value offer delivered by the companies and the objectives of the entrepreneurs. The majority of former clients are not going to the competition nor are they resting, which suggests the causes have to do with industry weaknesses that will not be fixed by just letting all the players compete. Rather, dual measures are necessary: adjustments in market target as well as the value offer delivered. It is important to keep in mind that successful micro entrepreneurs are people who choose financing options based on the relative cost/benefit of any offer. Their intuitive rationale takes into consideration the convenience of credit renewal. References 1. Ahmad R, Buttle F (2002) International Journal of Bank Marketing 20: 5-16. 2. Ahn JH, Han SP (2006) Customer churn analysis: Churn determinants and mediation effects of partial
defection in the Korean mobile telecommunications service industry. Telecommunications Policy 30: 552-568.
3. Janelle B (2009) Emotional Value: Creating Strong Bonds with Your Customer. Berreneet-Koehler Publisher Inc, USA.
4. Churchill, CF (2010) Banking on Customer Loyalty. 5. Churchill, CF, Sahra SH (2011) Building Customer Loyalty. Microfinance Network. 6. Doyle, M (2000) Value Based Marketing, Wiley, England. 7. Kotler, P (1997) Marketing Management. Ninth edition, Prentice-Hall, Inc. 8. Pawlak K, Matul M (2004) Client Desertion in Microfinance: How To Diagnose It Successfully?
Microfinance Centre. 9. Wilson, K (2001) Exodus: Why the Customer Leaves.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 5 Article 6 – Tissue (crepe structure)
Crepe Structure Measurement
Experion MX Platform Experion MX is a fully integrated quality control and process knowledge system that
provides superior visibility into the papermaking process while it simplifies your operational
efforts and is easy and cost effective to maintain and service. Crepe Structure
Measurement is a completely new, unique sensor for Experion MX to optimise creping in
real-time for improved production quality and efficiency. Improve paper quality, reduce raw
material, energy, services and maintenance costs, and increase production efficiency with
a package of solutions that provides the lowest total lifecycle cost available – Experion MX
Make sure you read the full technical article in the next edition of Paper Technology,
which will describe the theory and practical use of this equipment in greater depth.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 5 Article 6 – Tissue (crepe structure)
Crepe Structure Measurement - Model Q4224-50
Honeywell’s Crepe Structure measurement analyses tissue quality by capturing high
resolution images of a moving sheet to identify important variables on creping process.
These allow optimisation of creping blade life while maintaining consistent quality. Longer
blade running time means less blade changes and more quality production without
process upsets. The sensor allows mill personnel to monitor tissue structure
characteristics online throughout the entire production process, facilitating immediate
corrective action if the quality deviates from targeted. Crepe Structure Measurement
provides an excellent tool for tissue process optimisation, troubleshooting and test runs for
selecting optimal chemicals and process operating points in real-time.
The image control unit inside the sensor controls both the camera and the illumination unit
for optimal image quality with varying machine speeds. Single-sided construction houses
camera and illumination on same side of the sheet. The captured image is analysed with
proprietary algorithms, producing numeric indicators characterising tissue crepe structure.
Imaging and analysis computation are done by sensor processor unit in real-time. Numeric
values of the measurements are then transferred to the system server for display, profiling
and trending. Captured images are periodically transferred to the Experion MX system
server for display.
Features & Benefits
The sensor measures the following crepe structure characteristics:
o Folds/length
o Macro Crepe
o Micro Crepe
o Impurity
o Caliper (this is an application dependent additional measurement)
Sensor module camera and illumination automatically adapts to different machine
speeds for the optimal image quality
Standard sensor modular design allows installation in any slot inside the measuring
head
There are no moving parts in the sensor module, which minimises maintenance
needs and ensures a long lifetime
Up to four images per scan are available in Experion MX from operator-defined
cross direction locations for visual analysis and trouble-shooting
An “Image Gallery” display shows 8 images each representing reel average crepe
structure characteristics. These are displayed around grade dependent reference
image for comparison
In single point operation, images are transferred periodically at a fixed rate for
operator observation

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 5 Article 6 – Tissue (crepe structure)
Description
The measurement is designed for online use in the challenging tissue machine
environment. Fast image capture allows reel speeds up to 2600 m/min (8530 ft/min)
without reduction of image quality. The measurement automatically adjusts illumination
and imaging parameters for varying speeds. An intelligent operating algorithm mitigates
the effect of uneven illumination, ambient light, and dirt/dust build-up. Images are captured
and analysed at the rate of 10 Hz.
Folds/length reports crepe folding per length unit (typically inches or centimetres). This
correlates with creping blade wear: new blade produces high folds/length and worn blade
low values. Macro and Micro Crepe indicate folding types categorised as in long and short
wavelengths. Caliper indicates crepe dominant sheet thickness. With new blade macro
and caliper are typically low and micro high. As the blade wears, macro and caliper will
increase and micro decreases.
The system displays the latest captured surface image to operator for visual analysis.
Folds per inch. Upward peaks occur after creping blade change

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 5 Article 6 – Tissue (crepe structure)
Macro Crepe. Reading drops after creping blade change
Micro Crepe. Reading jumps up after creping blade change

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 5 Article 6 – Tissue (crepe structure)
Specifications, Model Q4224-50
Category Specification
Measurement range Folds/Length Range 0 - 2000
Macro Crepe Range 0 - 50000
Micro Crepe Range 0 – 50000
Impurity Range -100 - 100 15 x 15 millimetres
Measurement speed 10 Hz
Maximum ambient temperature See scanner and measuring head enclosure
specifications
Machine speed range 0 – 2600 m/min
For more information on Crepe Structure Measurement, visit www.honeywell.com or
contact your Honeywell account manager.
Honeywell Process Solutions
Honeywell 1250 West Sam Houston Parkway South Houston, TX 77042
Honeywell House, Arlington Business Park Bracknell, Berkshire, England RG12 1EB
UK
Shanghai City Centre, 100 Junyi Road Shanghai, China 20051
www.honeywellprocess.com
A longer technical article on this subject will appear in Paper Technology, Volume 57, Number 1, 2016.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 29 Products & Services
Products & Services
Page 2 Agilon lifting equipment system solution Konecranes
Page 4 Books for Pulp, Paper and Allied Industries Mahendra Patel
Page 9 C✩iFilm® coating starch Cargill
Page 10 Disc Couplings enhance service in high torque applications SKF
Page 11 EcoSol® Water Soluble Film Technology Cortec
Page 12 ELF Electric Lift Tables M. P. Trucks
Page 13 FormMaster 120 breast roll shaker Valmet
Page 14 Induction Heater TIH L33 for roller bearings SKF
Page 15 Industry 4.0 - The future of intelligent paper production Röchling
Page 17 IQ on-line quality management solution Valmet
Page 19 Market Research – Hygiene Products Key Note Ltd
Page 20 New catalogue from the Spray Nozzle People Bete
Page 21 Nipman Paper Technology – new in the UK Nipman
Page 22 ProTect ensures safe press felt measurement Voith
Page 23 Protect Your Employees to Protect Your Business Dynamic Ear Co
Page 24 Reduce your operating cost GL&V
Page 26 Taurus slitting system Jarshire
Page 27 Ultrasonic measurement predicts paper performance ABB
Page 29 UniFilm and UniSize roll covers Voith
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 29 Products & Services
AGILON LIFTING EQUIPMENT SYSTEM SOLUTION Ahead of Konecranes' official launch of its latest service innovation, Agilon, next month, the world’s leading lifting equipment manufacturer has announced that is has installed and commissioned the system solution within its own parts operation here in the UK. In addition to accommodating some 70% of Konecranes’ existing parts inventory, utilisation of Agilon has also served deliver a key benefit that the materials management solution has the capability of providing, a significant footprint gain. As Paul Nagy, General Manager for Agilon, comments: “Whilst Agilon has the capability of delivering many operational benefits, the fact that it utilises height is set to be one of its prime drivers. Indeed the situation within our own parts operation is a perfect example. Using a 22m x 6m, two-piece system with connecting tunnel that has a height of 5.6m has helped free up more than 30% additional floor space.” The same sentiments are also shared by Konecranes’ head of its UK parts operation, Pamela Severn-Dabbs. “Agilon is helping transform our parts operation, and in many ways; however, the additional floor space that it has freed up is already proving a real benefit. We have a progressive and forward thinking strategy in place for the parts operation, which represents an increasingly significant aspect of Konecranes’ operation here in the UK, and Agilon is set play an instrumental part in this,” she said. Despite the fact that the decision to launch Agilon was only announced at the end of May, it has already attracted significant attention from a number of leading single and multi-site organisations across many industry sectors. As Paul Nagy adds: “Interest in the system has more than exceeded our expectations, and what is particularly pleasing is that this has emanated from a variety of sources, and not just across our existing customer base. Not surprisingly, since the Agilon system was installed at Castle Donington, we have used this opportunity to showcase its real potential in totally transforming the materials management process to a number of potential customers with whom we are now in the advanced stages of negotiation.” Serving to embrace the era of the emerging industrial Internet, Agilon is a patented, fully–automated and modular intelligent solution that is designed to deliver added value to the materials management process. This is achieved by the revolutionary way in which components are managed, stored, picked and replenished, irrespective of end-use application. The Agilon materials management solution consists of a net portal, user access point, a shelving system and one or several robots that travel within the system to pick parts and deliver them quickly and efficiently to one or more service points. The user interface shows the availability of parts or components, whilst also displaying an image of the specific part’s package that is needed. A fully modular system, Agilon can also be supplied with transportation tubes that can be used to connect multiple modular shelf systems, even when located on different floors.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 29 Products & Services
In addition to being able to accommodate parts in original packaging and capable of handling goods or components from matchbox size to 60cm x 40cm x 45cm and weighing up to 25 kilogrammes, Agilon is supplied under a service lease contract that not only includes the modular, upgradeable system, but maintenance and spare parts. “Whilst supplying the system within a service lease contract not only negates significant initial capital or large-scale investment, it ensures that the customer is guaranteed to receive Agilon system updates on a real-time basis, which future proofs their ability to ensure that ongoing production efficiencies are realised,” concludes Paul Nagy. Each Agilon system is designed to meet the specific needs and objectives of each individual customer, the only requirements being suitable premises, internet connectivity and power supply. All Agilon system components are delivered to site in a fully enclosed container, with installation time of a typical 22m x 5.6m primary structure taking just 3 – 5 days. Not surprisingly, Agilon is truly universal in that it can be deployed across the fields of warehousing of production parts, production assembly, internal logistics, e-commerce and retailing. In terms of system robustness, Konecranes claims that over a two-year test period Agilon delivered 99% uptime. Being built around self-aware operating software, the system not only has the capability to monitor its own operating performance, but a Konecranes Global Technical Support (GTS) Team is in place to provide remote back up. Anyone seeking further information relating to Konecranes’ Agilon should use Freephone + 44 (0) 808 2929756, or Email: [email protected]

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 29 Products & Services
Books for Pulp, Paper and Allied Industries Micro and Nanotechnology in Paper Manufacturing Author: Dr. Mahendra Patel, (37 chapters, 530 pages) Published in 2010; ISBN No. 978-81-923542-2-4); Foreword for the book Micro and Nanotechnology in Paper manufacturing, written by Prof. Rene Van Grieken, Editor-in-Chief, X-ray Spectrometry and Director, University of Antwerp, Belgium.; Congratulation letter by: Prof. Dominique Lachenal, International School of Paper, Grenoble, France. This book explains for the first time authentically the applications of Nanotechnology in Pulp and Paper manufacturing. Many existing processes and technologies are explained to have bearings on micro and nano phenomena and concepts. On reading this book, you will be astonished and tempt to initiate interpreting and applying everything in terms of micro and nanotechnology. The author invites interactive discussions to further knowledge on Nanotechnology. Nanotechnology and Concepts Definitions, Scope in the industry and different Concepts/ Mechanisms concerned with Micro to nano technology. Nano Concepts in Raw Materials Wood, trees (Genetically modified lignin-deficient trees), agro-residues and recycled fibre (stickies etc) with micro structures. Nano Concepts in Fibreline Mechanisms in Modern Pulping and Bleaching ( ECF/TCF) technologies are explained in terms of micro and nano phenomena. Nano Concepts in Wet-end and Paper-making Micro particle and micro polymer technologies for better retention and drainage properties at the wet end are the first application of nanotechnology. Micro and nano size high-performance engineered minerals and oxides imparting superior optical, surface and printability properties to the paper, are cited. It covers also Paper Machinery manufacturing namely rolls and fabrics with a micro and a nano base. Coating, Packaging, Specialty Papers and Printing Section 3 covers nanotechnology in coating, packaging, printing and in specialty papers. Production of intelligent wood and composites and packaging materials for security, counterfeiting, safety and antimicrobial purpose; New types of antibacterial paper, tissue paper and newsprint have recently been produced using nanotechnology. Nanotechnology in Energy and Environment Section 4 covers nanotechnology in production techniques, environmental and in energy issues including Pulp mill as a biorefinery, wind and solar energy. Production Technologies and Systems Topics covered here are R & D, Economics, Roadmap, Electron Microscopy, X-ray Spectrometry, STM, AFM, Micro techniques with Online quality measurements using micro sensors and Future of Nanotechnology. Price: $ (USA) 120 + delivery charge Contact : [email protected] / [email protected] For details visit: www.industrypaper.net / www.nanoindustry.in
PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 29 Products & Services
Operations and Recycling in Paper Mills with Micro and Nano Concepts Author: Dr. Mahendra Patel; (22 chapters- 500 pages) Published in 2012, ISBN No.978-81-923542-3-1); Foreword for the book by: Dr. Frank Miletzky, President, The Paper Technology Specialists; Papiertechnische Stiftung, Munich, Germany. Harsh Environments in Operations Are you confronted with operational problems due to the harsh environments-abrasion, corrosion, fouling, scaling, pitch, stickies, DCS (Dissolved and colloidal substances), NPE (Non-process elements), chemicals, thermal treatment etc? With increasing need for recycling water to achieve zero-liquid discharge, use of more and more recycled fibre and recycling of chemicals, these problems are bound to increase further and Operations of pulp and paper mills are going to be more and more difficult with time. Formation and Control This book discusses separately the causes of formation and control of each of the above harsh environments (Chapters 2-15). You will be able to reduce your maintenance cost and frequent shut-down on following the solution measures, suggested in this book. Nano Concepts If you are looking for having insight into nano concepts in paper manufacturing, many novel concepts are introduced, especially on “Scaling” (Paper presented in “Asian Paper 2012”-Bangkok and to be published in “Paper Technology, U.K. on the Nano Concepts). Recycling: Reducing water consumption The last few chapters are on recycling (Ch.16-21); recycling of water, water closure; different technologies and strategies for reducing water consumption to achieve minimum liquid discharge, are discussed with specific examples of steps taken by the progressive mills. Some of the strategies and technologies, discussed in this book, can probably help you reducing your water consumption. Price: $ (USA) 150 + delivery charge Contact: [email protected] / [email protected] For details visit: www.industrypaper.net / www.nanoindustry.in

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 6 of 29 Products & Services
Minerals in Paper Manufacturing Author: Dr. Mahendra Patel, (32 chapters, 350 pages) Published in 2008,ISBN No. 978-81-923542-1-7). Achieving 30-35% filler/pigment-loading in paper Cost of minerals (Fillers) is as low as one fourth of fibre. Therefore, increasing mineral content in paper and board means reduced cost of manufacturing. Processes with troubleshooting on increasing addition of fillers and pigments up to 30-35% (50% in board) or more are discussed providing solutions in this book. Range of Mineral fillers New filler and coating pigments, available now, are thoroughly reviewed in context with Mineral beneficiation, Properties, Structure of Minerals and Applications, highlighting the Stock preparation and Coating. Topics encompass Fillers and pigments of kaolin, talc, titania, Calcium carbonate-PCC and GCC, aluminium hydroxide, silica, baryte, gypsum, pyrophyllite, wallastonite, zeolite, nonmineral fillers along with compatible chemicals and additives, citing qualities and production in many countries with production technologies High Performance Minerals One section of this book discusses on the “High performance minerals” and finally on the related test procedures. Price: $ (USA) 65 + delivery charge Contact : [email protected] / [email protected] For details visit: www.industrypaper.net / www.nanoindustry.in

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 7 of 29 Products & Services
Ceramics in Paper Manufacturing including Advanced and Nano Materials Author- Dr. Mahendra Patel, 420 pages; 32 chapters, ISBN No: 978-81-923542- 4-8. Use of ceramic materials in pulp and paper manufacturing has augmented enormously in the last two decades mainly because of their intrinsic abilities to combat the harsh environments. Advanced and nano ceramics, included in this book, are the new-generation innovative materials to help enhancing energy saving, environmental benefits and material protection. Some of the ceramic materials available now have strength as high as that of metals and the conventional metals and alloys are slowly being replaced by ceramics wherever possible. For example, the overall enhancement brought out in the paper machine, is essentially because of possibility of substitution of the ductile metallic parts by ceramics. The paper machine former, press and dryer are presently provided with special ceramic substances. The paper machinery manufacturers find now the ceramic parts and components to be the appropriate materials to address the harsh environments. Subject of ceramics in paper manufacturing also encompasses the vital issue of recycling the solid wastes, generated from the mills to ceramic products. Pulp and paper mills generate considerable amount of solid waste products namely fibrous sludge, lime sludge, plastic wastes and coal ash. The developments as well as case studies on production of common ceramic materials such as bricks, tiles and cement also form part of the books as these are subject of vital issues for the mills. One of the chapters is specifically devoted to the production of silicon carbide whiskers and other advanced ceramic materials using agro-residues. This book provides valuable imperatives in commissioning of new plant and in selection of materials for machineries. While the maintenance and instrumentation engineers will be most benefitted on reading this book, it will help in bringing down the cost of maintenance and enhance the quality, productivity and efficiency of the mill, thus going to be very important for the papermakers also. Moreover, the techno-commercial information provided in this book on some of the products of the different machinery manufacturers are likely to help promoting their business and improvising their product profile. Among the ceramic products, alumina, silicon carbide, silicon nitride, sialon, zircon, ceramic composites and coatings as well as ceramic tiles, bricks, cement, glass and refractory with thermal spray coating and future of ceramics in pulp and paper manufacturing, make the book quite useful and interesting for both paper mills and machine manufacturers as well ceramics industries. Price: $ (USA) 220 + delivery charge Contact : [email protected] / [email protected] For details visit: www.industrypaper.net / www.nanoindustry.in

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 8 of 29 Products & Services
Materials for Better Productivity in Pulp and Paper Mills: Metals and Polymers Author: Dr. Mahendra Patel; 616 pages; 36 pages; Publ in 2015; ISBN No.978-81-923542-5-5 Foreword by Mr N. Gopalarantam, Chairman, Seshasayee Paper and Boards Ltd, India Words of Congratulation by: Prof. (Dr.) Pradeep Rohatgi; State of Wisconsin and UWM Distinguished Professor and Director of UWM Centre of Composites and Advanced Materials manufacture, University of Wisconsin Milwaukee, U.S.A. The total annual corrosion costs for the pulp, paper and paperboard industry, determined as a fraction of the maintenance cost, is about 6 billion dollars per year. All pulp and paper mills are confronted with corrosion, incurring huge financial losses and productivity. This book provides solutions to the persistent problem of corrosion and help enhancing productivity and profitability of the pulp and paper mills. Selecting machineries etc with appropriate materials is a baffling issue today because the number and quality of materials have increased enormously, for example, there are more than 3000 grades of steels produced today unlike earlier days. This increase has been due to incorporation of iron scraps, which have quite different compositions from one another. Moreover, lot of developments has taken place in technology and material quality by changing the compositions and microstructure. This book presents the compositions and designations of most of these iron and steel grades, employed in construction of machineries etc in pulp and paper as well as in other industries. Similar is the case with the polymer products such as plastic pipes and other parts, rubber, Teflon and fabrics, used in the pulp and paper mills. Polymer, metal and ceramic composites exhibit exceptional qualities and are now used commonly in many parts of the pulp and paper manufacturing, which are discussed extensively in this book. This book reviews the use of conventional materials such as cast iron, carbon and mild steels, alloy steels like 304,304L, 316, 316L, 309 and 310 etc, which are used still in large quantities by the mills and at the same time presents the new and innovative products such as duplex steel, super duplex steel, super steel, super alloys containing Ni, Cu, Co, Mo etc with examples of applications made in some of the mills. New FRP (Fibre reinforced plastic) and Teflon materials, developed recently can replace metals in many areas. This book has been written to provide these multi-disciplinary science and technologies having commercial applications. No earlier book was devoted to such multidisciplinary fields. This book is going to serve for reference to the paper technologists as well as metallurgists in industries, teaching and research organisations. Machinery manufacturers, on reading this book, are certain to come out with better products by replacing the corrosion-prone materials with products without suffering from corrosion. The book is a must for the maintenance department and those interested for starting new pulp and paper industries. Price- US $240+ Cost of dispatch. Contact : [email protected] / [email protected] For details visit: www.industrypaper.net / www.nanoindustry.in

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 9 of 29 Products & Services
C✩iFilm® coating starch: Customer
focussed development of nature-derived binder for coating of Paper and Board The papermaking industry and especially the coated graphical papers have to face various challenges. Europe is an aging society in a mature market showing quite limited growth rates. People’s life style is changing rapidly especially regarding work environment (e.g. home offices and flexibility of people), communication and electronic media as well as social networking and on-line shopping to name a few. For the paper industry these trends led to an increasing consolidation combined with rationalism of companies, their production processes and product portfolio. During the crises in 2008/9 the graphical paper industry was hit heavily and a further decline of about 3% on year’s average is expected for the future. As a result the paper industry in Europe is focusing nowadays on cost optimisation at maintained quality. The trend towards greener and more environmentally sustainable paper making process led to an increased use of starches in coating during the recent years. Papermakers realised that by using classical coating starches, further cost optimisation has reached its boundaries. Some further developments of nature-derived cost effective coating binders remain today possible thanks to a close cooperation between papermaker and starch supplier fully aware of its specific requirements and needs. Technical optimisation We know paper coating requires fine-tuning of multiple parameters to optimise runnability and performance e.g. coating colour rheology, water retention, coater adjustment. It is about taking a holistic view, rather than looking at the effect of starch in isolation. Advanced instrumentation techniques allow us to understand the rheological behaviour of starch, its interactions with other coating colour components and interactions between the coating colours and the base paper. The positive effects seen for the new products were revealed in coating colour formulations by measuring water retention, high shear viscosity as well as intrinsic coating structure.
The full article about the newly developed C*iFilm coating starch will be published in the PITA Annual Review.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 10 of 29 Products & Services
Disc Couplings enhance service in high torque applications SKF has launched a range of disc couplings that offer cost-effective, lubrication-free service in medium to high torque applications that require torsional rigidity. The SKF Disc Coupling has a capacity range up to 178kNm in a variety of configurations – including single disc, double disc and spacer for both horizontal and vertical mounting – bringing its benefits to a wide range of applications. “In many applications, the challenge posed by exposure to the elements requires quality parts that continue to operate smoothly,” says David Beggs, SKF Power Transmission Global Technical Manager. “The SKF Disc Coupling offers robust performance, with all-steel machined components that allow for high-speed applications to be handled with ease. With two-plane dynamic balancing, higher speeds are often permissible.” The couplings consist of two hubs and a laminated stainless steel disc pack secured by a series of fitted bolts retained by nylon insert lock nuts. The couplings minimise the need for maintenance because they offer some allowance for misalignment and do not require lubrication. Single disc couplings accommodate angular offset, while double disc pack units with a spacer will allow for angular, parallel or combined offset. The disc pack, or spacer may be removed and re-installed radially, meaning the prime mover and driven machine need not be moved at all. With hub pilot bores to simplify boring to requirements SKF Disc Couplings bring cost-effective high performance to a range of applications and industries, including petro-chemical (direct drive fan drives, pumps and compressors), printing and paper (positioning), plastics, power generation (high speed turbine type drives, alternators, pumps), refrigeration (compressors) and marine. www.skf.co.uk

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 11 of 29 Products & Services
EcoSol® Water Soluble Film Technology EcoSol® is a water soluble, biodegradable, polyvinyl alcohol (PVOH) film ideally suited for various packaging applications. Water soluble PVOH bags, sachets, or pouches created from this unique, technically advanced film provide a convenient, safe, and economical delivery system for a wide range of products; including detergents and cleaners, degreasers, concrete additives, pigments, biocides, water-treatment products, agricultural products and others. EcoSol® film has excellent organic solvent resistance, which allows EcoSol® pouches and bags to be used not only for dry powders, but also for liquid products. This contemporary film offers very good mechanical properties: tensile strength, tear strength and puncture resistance. These properties allow EcoSol® to be used in a wide variety of rigorous applications. EcoSol® expands Cortec’s rich line of biodegradable materials: after a few minutes of immersion at the specified temperature, the environmentally safe film dissolves in water leaving a harmless, non-toxic, aqueous solution of polyvinyl alcohol. Once the liquid solution of PVOH comes into contact with common microorganisms, such as those found in water-treatment plants, conversion to carbon dioxide and water takes place within about 30 days. EcoSol® bags are chemically resistant to: mineral, vegetable and animal oils as well as aliphatic hydrocarbons – and ethers, esters, ketones. EcoSol® can be used for packaging of: • Detergents and cleaners • Degreasers • Concrete additives • Pigments • Water-treatment products • Biocides • Agricultural products • Soil remediation • Bathing products • Cosmetic industry (disposable cases) • Laundry bags for hospitals EcoSol® bags were a part of a “green” initiative conducted by Wright Patterson Air Force Base where all products and processes were being evaluated for environmental impact. They decided to change applications for cooling and heating systems to “green” and safer alternatives. They selected Cortec's products: Boiler Lizard® and Cooling Loop Gator® packed in EcoSol® bags and got a clean, reliable, efficient, and environmentally safe solution that provided excellent corrosion protection. Mechanical properties of EcoSol® packaging conform to the normative of ASTM D 882-02 for Braking factor, Tensile Strength of break, Elongation and Yield Strength; Its Tear Strength is tested according ASTM D 1922-06a and Dart Drop Impact resistance - per ASTM D 1709-04.
Cortec® Corporation is the global leader in innovative, environmentally responsible VpCI
® and MCI
® corrosion control technologies for
Packaging, Metalworking, Construction, Electronics, Water Treatment, Oil & Gas, and other industries. Our relentless dedication to
sustainability, quality, service, and support is unmatched in the industry. Headquartered in St. Paul, Minnesota, Cortec® manufactures
over 400 products distributed worldwide. ISO 9001, ISO 14001:2004, & ISO 17025 Certified.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 12 of 29 Products & Services
ELF Electric Lift Tables
British businesses are set to enjoy new heights of efficiency with
the introduction of ELF electric lift tables to the Midland Pallet
Trucks inventory. Simple yet sturdy, the new products are must have equipment investments
for any workplace transporting heavy loads on a daily basis.
Phil Chesworth, Managing Director of Midland Pallet Trucks, “ELF electric lift tables are a
fantastic productivity booster for any industrial workplace. Whether used in a supermarket
storeroom, a warehouse depot, a construction site or any other goods oriented environment,
the units are a sure-fire way to simultaneously enhance efficiency and augment on-site
safety.”
For small scale piece work, production line and assembly applications, the HTFG0.5 Static
Scissor Lift Platform 500kg is a categorical productivity booster. The static electric lift table is
a simple solution to elevating loads of up to 500kg, with a generous platform size of 1015 x
610mm.The unit features a minimum table height of 80mm and maximum elevation of
760mm. A high pressure cylinder powers the three phase platform which offers dual safety
functions including an emergency cut-off switch and three metre long control cable.
Workplaces handling medium sized loads will benefit vastly from the increased power of the
ELF10A-24X48 Stationary Scissor Lift Platform. The static lift table boasts an ultra-sturdy
construction that provides multiple uses for lifting and lowering loads of up to 1000kg. The
platform itself measures in at 1220 x 610mm, with a lowered height minimum of 200mm and
a maximum of 990mm. A 0.75kw motor powers the compact hydraulic machine which
features hard chrome plated piston rods, a high pressure cylinder and safety components
complying to EN1570 standards. The unit is CE rated / ISO9001 / ISO14001.
Equipment manager wanting to arm sites with a little more scope can consider upgrading to
heavier duty units such as the 1500kg ELF15A-36X48 Stationary Scissor Lift Platform or the
2000kg ELF20A-48X48 Stationary Scissor Lift Platform. Both are static models that boast
sturdy construction and a myriad of uses in commercial and industrial environments.
When it comes to enhancing efficiency in heavy duty environments, the brawny ELF25A-
48X72 Stationary Scissor Lift Platform is a must have site companion. With a maximum load
capacity of 2500kg it’s more than capable of taking on substantial loads in factories,
warehouses and construction plants. A formidable 1.5kw motor powers the static lift table
which is capable of lowering loads to a minimum of 220mm and a maximum of 1220mm.
To find out more about Midland Pallet Trucks and browse the new range of ELF electric lift
tables available to purchase online, go to: http://www.midlandpallettrucks.com/
Contact Dakota Digital for Midland Pallet Trucks
Contact: Rebecca Appleton
Email: [email protected] Tel UK: 01623 428996

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 13 of 29 Products & Services
FormMaster 120 breast roll shaker
Valmet has introduced its new FormMaster 120 for board
and paper machine forming sections. It has proven to offer
better board and paper quality with a smoother surface and better printability with reduced
raw material costs and lower power consumption.
Improved formation and strength properties
Valmet's new FormMaster 120 improves paper and board formation through even longer
strokes and higher shaking force than its predecessor. This self-balancing breast roll shaker
can achieve the same strength properties with a lower basis weight, improving the visual
appearance of the final product.
With an axial shaking force of 120kN - double that of the original FormMaster - the new
FormMaster 120 improves strength properties and formation by optimising fibre web structure
on the wire. FormMaster 120 makes it possible to use less refining energy, minimise starch
usage and reduce calendering, while still achieving the same final quality of board and paper.
”FormMaster 120 is an excellent tool for paper
machine operators to optimise the properties of their
board and paper. The extended stroke length,
achieved with this new breast roll shaker, is key to
improved formation and available with a wide range
of shaking frequencies,” says Pekka Hirsilä, Product
Sales Manager at Valmet.
Maintenance issues were also addressed in the
design of FormMaster 120 by improving access to
the main maintenance points. Customers all over the world have found FormMaster 120 safe,
easy and reliable to use and maintain.
Both visual and strength properties of
board have clearly improved.
Further information, please contact:
Pekka Hirsilä, Product Sales
Manager, Paper Technology Sales,
Valmet, tel. +358 10 672 6626, or
Markku Pohjola, Senior Chief
Engineer, Paper Mills, Valmet, tel.
+358 10 672 6354.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 14 of 29 Products & Services
Induction Heater TIH L33 for roller bearings
SKF has announced the introduction of the SKF Induction Heater
TIH L33. The smallest in the TIH L series, this induction heater is
capable of heating large rolling bearings weighing up to 700 kg (1,543 lb.) and completes the
product line between SKF’s TIH 220m and the TIH L44, providing an attractive
price/performance ratio.
The TIH L33 features advanced power electronics with an accurate electric current control to
help regulate the temperature rate increase. Its two-step, power setting option of 50 and 100
percent enables smaller bearings to be heated safely with lower power consumption. Also,
the TIH L33 has thermal overheating protection to reduce the risk of damage to the induction
coil and electronics, enhancing reliability and safety. Designed for vertical or horizontal
heating, these induction heaters feature automatic demagnetization to reduce the risk of
ferrous debris contamination.
Induction heating is a fast, safe and efficient way to mount large bearings. It is preferred over
other mounting
methods, such as
oil baths, ovens,
presses or open
flame, and helps to
reduce damage to
the shaft and
bearing, achieve
long service life
and increase
operator safety.
The TIH L series of
induction heaters is
suitable for
industries such as
metals, mining, pulp and paper, construction, fluid machinery, industrial transmission, marine,
wind and power generation. In addition, these heaters are available in voltage variations to
suit most operating voltages worldwide and can be transported easily with a standard forklift.
For heating solid components, SKF recommends the use of its TIH L MB series of induction
heaters.
For further information, please contact: Phil Burge, Country Communication Manager,
SKF (U.K.) Limited T: +44 (0)1582 496433 M: +44 (0)7770 647591 E: [email protected]

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 15 of 29 Products & Services
Industry 4.0 - The future of intelligent paper
production
The total digitisation of production, already called the “fourth industrial revolution” by experts,
is now also making its appearance in Austria. Röchling Leripa Papertech – leading innovator
of wear parts made of plastic for paper machines – was the first company to address the
forward-looking theme of Industry 4.0, and developed a new “smart” product line called
ROBASMART.
Most people are now already familiar with the common term “smart” from mobile phones
(smartphone) and home automation systems (smart living). But even the working world of the
future in Austria, or indeed worldwide, will be defined by the total digitisation of production.
“Smart” machines that are equipped with processors, sensors and wireless connections and
can thus communicate independently with one another will support production and
manufacturing in future. They will organise themselves independently and optimise the flows
and the manufacturing of the products. Thus, stock levels and production levels will be
checked by the smart technology and the production machines will independently re-order
and re-tool themselves. In addition, the reaction to faults or failures can be fast, flexible and
autonomous.
ROBASMART also works according to the “smart” principle. Individual values are read by
means of a mini-server specially developed for the purpose from the wireless devices and
sensors with which the wear parts are equipped, and passed on to the control cabin of the
paper machine. Any corrections that are found to be necessary can then be carried out
manually or fully automatically with the SMART system, which can be switched on and off.
The familiar surface design is retained and is expanded with additional information. The
individual components of the paper machine can be fitted separately and also retrofitted at
any time.
Röchling Leripa has its own in-house centre of excellence equipped with testing machines,
so that the latest findings from research and development can be immediately tested in
realistic conditions that are close to what is encountered in actual practice. The
ROBASMART products were also tested and inspected in this manner before the market
launch.
Apart from the user-friendliness of the system, above all, the safety and economy of the
smart products are very important. Preventive maintenance is not required any more, since
the corresponding notification and warning systems allow action to be taken only when
required, which in turn ensures longer production uptimes. Wear parts are replaced when
necessary, maintenance intervals are controlled exactly and the order planning improved as
a result. The smart products can be employed as decision aids and have a positive effect on
the economic viability of the entire production process. In addition, they contribute
significantly to increasing the paper quality and significantly reduce the consumption of water,
energy and fibre.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 16 of 29 Products & Services
A start is being made with the two product lines SMARTROLL and SMARTTABLE. In the
area of the forming section, sealing strips are fitted with sensors that measure the
temperature, wear and noise (SMARTROLL). As regards the press section, dewatering
elements - which can be adjusted horizontally and vertically - are digitised. This facilitates
customised and qualitatively even better production of individual paper grades. All the
information on the new smart product line can be found at www.robasmart.com.
“It is our vision to make many wear parts in the paper machine ‘smart’ in the coming five
years”, says Peter Eckerstorfer, CEO of Röchling Leripa Papertech, about the future of
Industry 4.0 and ROBASMART.
Robasmart – the future of intelligent paper production
The relevant values are acquired from the wear parts, which are
fitted with a large number of sensors, and passed on to the
control cabin of the paper machine. Then, using ROBASMART,
the machine settings can be matched and optimised manually or
fully automatically.
Smartroll – intelligent suction roll system
In the zone of the suction rolls, wear parts with sensors that measure
the temperature, wear, water flow quantity and noise are controlled
through software.
Smarttable – intelligent forming section
In the area of the forming section, dewatering elements are
controlled; they are adjusted manually or automated, horizontally or
vertically, to enhance the paper quality.
Röchling Leripa Papertech GmbH & Co. KG, Mrs. Anita Prieschl (Marketing)
Phone: +43/7289/4611-218 Mail: [email protected]

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 17 of 29 Products & Services
IQ on-line quality management solution
Valmet launches renewed Valmet IQ product family to
the pulp and paper industry customers. Valmet IQ is a scalable, on-line quality management
solution to optimise the production processes and the end product quality.
Valmet IQ is designed with the experience of thousands of system deliveries by Valmet over
longer than half a century. The renewed solution consists of a quality control system (QCS),
profilers, web monitoring (WMS) and web inspection systems (WIS).
“The launch of Valmet IQ Quality Management Solution marks a new milestone in pulp and
paper quality management featuring a number of innovations like on-line softness
measurement for tissue. The new Valmet IQ is a beneficial solution whether our customer is
looking to replace aging or obsolete quality control systems or to build up an entirely new
quality management solution,” says Jari Almi, Director, Quality Management Solutions at
Valmet.
Valmet IQ provides innovative solutions in paper quality management
Valmet IQ product family features a number of innovations as well as evolutionary product
improvements. New first-in-the-market measurements include: an on-line softness
measurement for tissue; a non-nuclear basis weight measurement for pulp drying; camera-
based measurements and control for fibre orientation, and a topography-based surface
properties and printability prediction.
The profilers, WIS and WMS, are renewed in many areas as well: innovations in air-water
spray nozzles for re-moisturising, fully removable diffuser plate with advanced steam injection
technology, new advanced solutions for improved image quality, detection and classification.
New Valmet IQ user interface with integrated performance reporting takes the user
experience to a new level revealing a clear view of the past, present and the future of the
process and product quality through intuitive navigation. It also allows for easy grade
management.
The Valmet IQ MD Optimizer brings all process and quality measurements into a single
controller for maximising production efficiency and achieving optimum product quality.
Advanced tools for process analysis and adaptive scanning make the life of the operators
easier.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 18 of 29 Products & Services
Valmet IQ helps to move business performance forward
All Valmet IQ products are based on vast process knowledge and long experience in the pulp
and paper industry supported by local expert services to assure lifelong performance at the
lowest total cost of ownership. Valmet expertise is also available remotely for all customer
mills through remote connections.
All components of Valmet IQ solution are designed to work together. The forward and
backward compatibility helps to future-proof the investment and maximise the effectiveness
of existing equipment. The products are designed to work seamlessly also with other
automation systems and all paper machines regardless of manufacturer. The easy
connectivity with any system allows replacements even piece by piece.
For further information, please contact:
Jari Almi, Director, Quality Management Solutions, Automation business line, Valmet,
Tel: +358 40 764 7512, or Helena Lamberg, Director, Marketing & Planning, Automation
business line, Valmet, Tel. +358 40 568 1055

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 19 of 29 Products & Services
Market Research – Hygiene Products Population Growth Drives Demand for Disposable Paper Products Demand for disposable paper products — including toilet tissue, facial tissue, kitchen towels, disposable nappies, baby wipes, sanitary towels, etc. — has been increasing in recent years as the UK’s population has grown in size. Figures from National Statistics reveal that the UK resident population has grown by 14.1% since 1985, to reach 64.6 million in 2014. According to a new Market Report entitled Disposable Paper Products, published by market intelligence provider Key Note, retail sales of disposable paper products in the UK witnessed moderate increases over the past 5 years, rising by 1.5% overall between 2010 and 2014. The recent economic downturn forced hard-pressed consumers to seek better deals on household products and buy items in bulk. This has restricted growth in the disposable paper product market. The disposable tissue products sector — comprising toilet tissues, facial tissues, kitchen towels and baby wipes — accounted for the largest share of disposable paper product sales, at almost three-fifths of the market in 2014, followed by disposable nappies and trainer pants (a quarter) and then sanitary products. Rising awareness among consumers about climate change and environmental degradation has forced more companies to adopt sustainable ethics in their operations. In recent years, an increasing number of disposable paper products made using recycled paper or eco-friendly materials have been launched into the market. For the future, Key Note forecasts the UK market for disposable paper products will grow by a moderate 0.4% in 2015. Key Note’s 2015 Market Report, Disposable Paper Products, analyses the market for disposable tissue products, disposable nappies and sanitary protection products in the UK. Key Note’s 2015 Market Report, Disposable Paper Products, is available to purchase from Key Note on 0845 504 0452, by e-mail at [email protected] or at www.keynote.co.uk, priced £575. Key Note Ltd has been providing commercially relevant market information to libraries, academia and businesses since 1978. With over 1,000 titles available across 22 market sectors, and new or updated titles published every month, Key Note is one of the UK’s most prolific and respected business information providers. Within the range, some reports are written in response to particular market conditions, whereas other reports will be produced regularly year on year.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 20 of 29 Products & Services
New Catalogue from the Spray Nozzle People
The Spray Nozzle People (BETE Ltd) are pleased to announce the
publication of a new comprehensive catalogue for the Quik Fit spray
system from Uni-Spray.
The Quik Fit system is
acknowledged as the industry’s
leading range of spray nozzles,
adjustable holders, pipe couplers
and complete riser systems for use
in pre-treatment spray tunnels.
Essential for those working in the
finishing, surface treatment and
process industries, this new 60
page catalogue contains all the
new product updates and
improvements developed over the
last 5 years.
In addition to details on all the
current products the new
catalogue has an improved section
on system design and a new
product selection guide allowing
for the easy design of spray
tunnels.
Hard copies of the catalogue are available from:
The Spray Nozzle People.
Tel: +44(0) 1273 400092
email: [email protected]
Or download an easily managed PDF version at: www.bete.co.uk/unispray

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 21 of 29 Products & Services
Nipman Paper Technology – New in the UK Founded in the year 2000, Nipman Paper Technology has now become an established and successful supplier to the Scandinavian paper industry market. From late 2015 Nipman Paper Technology will be active in the English paper industry. Nipman will represent a number of companies with advanced products for process optimisation, as well as providing service, measurement, analysis and troubleshooting services. The companies are:
Tasowheel, CD profile system.
Rollresearch, roll measuring and grinding technology.
Coater Service & Protest engineering, providing maintenance and measurement services.
Flow Control, central lubrication systems.
AFT Aikawa, POM short circulation. World class paper technology and service from Finland, through people, technology & dedication. More than 40 paper industry professionals at your service. For more information: Nipman Paper Technology Robert Clayhills Telephone: +44 (0)161 818 8835 Mobile: 00358 400 216 702 Skype: nipmanx1 Email: [email protected] Website: www.nipman.uk
For further details see the PITA Annual Review

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 22 of 29 Products & Services
ProTect ensures safe press felt measurement
In the last 24 month Voith has already installed 37 of its
ProTect systems that enable press felt measurements to be taken safely while the machine is
running. Another 32 such systems have been ordered by various customers in Europe and
overseas.
Measurements of the
running press fabrics are
absolutely indispensable
for efficient paper
production. They monitor
the condition of the felts
and from the data
conclusion about
irregularities are drawn, so
that age-related wear or
variations in the felt can be
reliably identified during
operation. Previously,
these measurements could
only be done manually. For
safety reasons, various
paper manufacturers and
governments have recently
started to prohibit these
kinds of manual
measurements.
With ProTect, Voith has developed a solution to replace the manual measuring work
conducted by service personnel. It consists of a stand-alone self-propelled carriage on fixed
cross beams that can accommodate conventional manual measuring devices for safe use
outside the felt run. ProTect can be mounted even in very confined spaces. The system
features a battery and integrated water tank, so it does not have to be connected to a power
or water supply.
In combination with Voith’s OnV FeltView measuring system, ProTect covers the entire
spectrum of felt measurement requirements. OnV FeltView can also be integrated into the
OnView information system.
Further information is available on the Voith website at www.voith.com/paper.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 23 of 29 Products & Services
Protect Your Employees to Protect Your Business New personal protection equipment (PPE) from Crescendo, the PPE 20 and PPE 25, in-ear protection plugs can dramatically reduce employee health problems caused by working in very noisy environments. Twenty percent of the UK population will be affected by hearing problems by 2031, which heralds a multi-billion pound loss to the economy in economic output* and for businesses increased compensation claims. The PPE 20 and PPE 225, reusable and washable, triple flange earplugs, have been developed by Crescendo for industrial, construction and other noisy environments. The design offers the highest level of sound protection normally associated with expensive custom-made in-ear hearing protection. The sound filter technology used ensures a natural sound balance to the wearer, through uniform attenuation. This results in a reduction of sound levels equally across all frequencies, ensuring clear speech and sound recognition is maintained, an essential safety requirement in noisy work places. Designed to be reusable, manufactured in environmentally friendly – 100% organic thermoplastic elastomer (TPE), the earplugs are safe and comfortable for continuous shift working. The replaceable filter design, with its air channel, allows air to circulate in the ear eliminating ‘hot ear’, which can cause irritation and infection. These products are the ideal long term replacement for the millions of disposable one-use foam earplugs sent to landfill each year. The PPE range provides the ultimate universal fit hearing protection product. • The Crescendo PPE 20 reduces sound levels by 20dB (decibel), providing 8 hours
continuous use in any environment up to 105dB – approximately the sound of a jet engine at 1000ft.
• The PPE 25 reduces sound levels by 25dB, making it safe for up to 8 hours continuous use in environments up to 110dB – approximately the sound of a live rock band.
Ready to wear out of the box, with no forming required, Crescendo PPE 20 and PPE 25 are available in two sizes (medium and large). The design helps position the plug correctly within the ear and provides stability and increased retention during extended periods of wear and physical exertion.
No interference with headgear, eyewear or headsets. Compatible with earmuff as dual layer protection in extreme noise environments.
Water resistant carry case
Maintains hygiene and protection when stored.
Passive Operation
No batteries required.
Reusable
Easy to clean, reducing the potential for ear infections.
Crescendo is a trademark of the Dynamic Ear Company BV. www.dynamic-ear.com

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 24 of 29 Products & Services
Reduce your operating cost … with GL&V’s cost saving solutions Celleco Twister® Hydrocyclone The Celleco Twister® Hydrocyclone is a radical new concept in hydrocyclone technology. The concept houses three forward cleaners in a single unit and each unit is equipped with the patented two-stage Celleco Twister Hydrocyclone working together with the patented pending mid-cone dilution technology. The Celleco Twister® Hydrocyclone technology is a high-consistency (up to 2%), high-efficiency (3 in 1), 3"/76 mm diameter Hydrocyclone with Mid-Cone Dilution Technology, optimal for high demand applications. With its energy savings potential of 50% lower applied energy and lower reject rates than conventional Hydrocyclones, our Celleco Twister Hydrocyclone technology can be a true money saver. TamPulper™ Rotor Upgrade TamPulper™ Rotor Upgrades will improve the operation and capacity of existing pulpers. Most pulper installations have been pushed for additional capacity over time. Upgrades to a more efficient rotor design can improve performance and insure reliable operation. Designed around the principal configuration of pump impeller with vanes on a central rotor core, the TamPulper™ impeller provides high circulation in a pulper vat. Taller vanes at the inner diameter reduce bridging of material on the rotor and provide fluid volume movement to feed the outer portion of the vanes to help generate maximum circulation. The fabricate design allows for custom design for a specific application along with fit on most standard pulpers. TamPulper rotors can supplied as part of a rotor retrofit or as a complete pulping unit upgrade. The upgrades can be combined with other improvements such as high capacity extraction grates and directional vanes to maximize the pulper production. WellDrain® Sector The WellDrain® disc sector covering provides a substantial increase in drainage surface area through its unique corrugated shape. The increased surface area enables both a smaller disc filter for new applications and in many cases a considerable increase in capacity for an existing installation. Retrofitting Welldrain® segments onto an existing disc filter is a cost effective way to increase capacity. In many cases this will provide the increased performance or capacity required with the existing filter, eliminating the need for larger capital investments WellBag™ Sector The WellBag™ disc sector covering provides a substantial increase in drainage surface area through its unique corrugated shape. The increased surface area enables both a smaller disc filter for new applications and in many cases a considerable increase in capacity for an existing installation. Disc sector covering provides a substantial increase in drainage surface area through its unique corrugated shape. The increased surface area enables both a smaller disc filter for new applications and in many cases a considerable increase in capacity for an existing installation. Retrofitting WellBag™ segments onto an existing disc filter is a cost effective way to increase capacity. In many cases this upgrade will provide the desired performance or capacity with an existing disc filter, eliminating the need for a larger capital investment.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 25 of 29 Products & Services
GL&V DD 6000 Refiner Stronger Pulp, Higher Efficiency, Lower Maintenance Cost The DD®6000 is the latest refiner series in the 50-year evolution of the DD product line. GL&V’s forward thinking combined with over 150 years of refining knowledge were key ingredients for developing the best performing and lowest operating cost refiner on the market. Innovative enhancements and state-of-the-art technology, found only in the DD6000 refiner, will raise your refining to the next level while utilising less energy. For more details contact: GL&V Sweden AB, Liljeholmsstranden 3, Stockholm, Sweden, 11743. Tel: +46 8 522 444 00. Website: http://glvpulppaper.com

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 26 of 29 Products & Services
Taurus slitting system - efficient slitting for tissue and paper winders The Taurus slitting system from Espo s.r.l. offers maximum spatial nip-point stability derived from the excellent geometry and well-engineered manufacture as well as a range of steel grades for special applications to improve slitting and tools performances. Manual positioning is achieved via a digital read-out and the system has user-friendly and fully customisable automatic positioning with WEB-IN or WEB-OUT configuration; both of these systems having repeatable accuracy. The knifeholders, together with the knives, comprise the main core of the slitting system and are designed and constructed to ensure the necessary stability and body rigidity. Main features include: only one air inlet which, with consecutive, not overlapping, movements, activates the vertical stroke and the axial lateral approach; quick left or right orientation as well as a cant angle setting; axial setting for optimal control of the lateral side load; and the patented pre-loaded flange activated by peripheral spring reactions for optimal stability. Further options or alternatives to the above specifications include a vertical downstroke (overlap) setting by means of a visual depth gauge, and an integrated dust control system. Every Espo slitting system may be tailor-made to meet specific processes; they can be customised by different slitting sizes, also by including the spreader roll and the support rolls that are available in different materials. Fully customisable turnkey projects are undertaken, and an installation, training and slitting workshop is available to customers. Further information available from UK agent Jarshire Ltd. Levels House, Bristol Way, Stoke Gardens, Slough SL1 3QE 01753 825122 [email protected] www.jarshire.co.uk

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 27 of 29 Products & Services
Ultrasonic measurement predicts paper performance
ABB, the leading power and automation technology group, is
providing a unique tool using ultrasonic technology that allows
early prediction of paper and board materials performance, while facilitating the optimisation
of key production processes.
The L&W TSO Tester measures Tensile Stiffness Index (TSI) and Tensile Stiffness
Orientation (TSO) properties on machine- or cross-machine profile paper samples cut out
from the jumbo reel. The device works by sending an ultrasonic pulse across the paper and
measuring velocity in eight different directions. The results predict the performance of paper
used in a sheeting process, in a multi-colour printing process, in laser copying machines and
when manufacturing corrugated board. A paper machine using the tester can easily achieve
specifications for compressive, tensile and bursting strength.
Typical trouble-shooting and prevention facilitated by the tool relate to the headbox, press
and drying sections of the manufacturing process. In the headbox, for example, the device
can help manufacturers to identify quickly whether action is required to manage pressure
pulsations or deviating pressure profiles.
The device can also be used to predict runnability in a range of applications. When making
corrugated board, for example, the device enables manufacturers to avoid warping by
ensuring the TSI/TSO measurement of the single face liner matches that of the double
backer. Or, in multicolour printing where the hygro-expansion orientation needs to be
carefully managed, the instrument’s TSO-angle measurement capabilities can help.
“By providing manufacturers timely access to key measurements,” notes Thomas Fürst,
Product Manager, ABB/Lorentzen & Wettre, “papermakers can save on time and raw
materials by catching potential issues early in the production cycle.”

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 28 of 29 Products & Services
A typical cross-directional measurement is performed within five minutes, and provides
complete information on the full web width, including edges. The TSI and TSO profiles can be
determined at every reel change. Early action can be taken against possible deviations in the
following reel, keeping the TSI and TSO values, as well as any calculated strength
properties, within pre-determined limits.
To use the instrument, a test strip of paper is cut from the reel, using the profile sample cutter
from Lorentzen & Wettre. The strip is attached to the instrument’s feeder and the
measurement sequence is automatically performed by pressing the start button. The
measurement speed is about six seconds per measuring point. Thus, the total time required
for a complete profiling sequence depends on the length of the sample and the distance
between measuring points.
L&W TSO Tester consists of a table-top ultrasonic measuring unit with feeder attachment
and PC software for logging of test results. The colour touchscreen has intuitive menus, user-
friendly interface, and a protective surface for easy cleaning and durability. TSI- and TSO-
values are presented on the touchscreen, either in tabular or graphic form. Results can also
be printed on the built-in printer, on a network printer or exported via Ethernet. The
instrument acts as an FTP-server and test results can be retrieved by an FTP-client. The
complete measuring station can be placed either in the machine control room or in the
laboratory. All results can be stored for further analysis or for transfer to other computers.
For more information please contact: Gunvor Latva Manager Communications Lorentzen & Wettre A Member of the ABB Group Phone: +46 8 477 90 00 Email: [email protected]

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 29 of 29 Products & Services
UniFilm and UniSize roll covers
The market launch of Voith’s UniFilm and UniSize, two rubber
roll covers for film and size presses, is the start of a new product series. The wish to offer
economic benefits to papermakers played an important role in the development of the Uni
series. For example, the development goal for the UniFilm roll cover was to substantially
extend the metering rod service life.
Voith developed the UniFilm rubber roll cover for use in film presses, while UniSize was
specially optimised for the requirements of puddle size presses. Both roll covers feature a
new polymer matrix and new base layer
structure that ensures maximum bonding
to the roll core. Another new feature is the
integration of an innovative filler system
that creates the very uniform and stable
surface roughness that is crucial to
achieving a high-quality coating.
The UniSize roll cover has better
mechanical properties than standard roll
covers and therefore offers greater
resistance in the event of web breaks. The
new UniFilm cover for applicator rolls impresses with its high abrasion resistance and longer
metering rod service life thanks to micro-lubrication. Extensive trials and test series in
European paper mills have provided proof that metering rod service life is actually extended
thanks to UniFilm. Savings can be up
to EUR 50,000 per year.
Further information is available on
the Voith website at
www.voith.com/paper

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 5 Installations
Installations
The following pages contain a summary of the various installations and orders from around
the world of papermaking, wood panel and saw mills, and bio-power generation, received
since January 2015.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 5 Installations
COMPANY, SITE SUPPLIER DESCRIPTION START-UP
Ahlstrom Filtration plant, USA ABB Integrated control system and
scanners
Q3 2015
Akinal Sentetik Tekstil, Turkey Andritz 15ktpy nonwovens line
AMS BR Star Paper, Portugal Toscotec 2.8m, 100tpd Tissue line Q3 2015
Anon, Bulgaria Papcel Stock preparation line for recycled
paper
Q2 2015
Anon, Saudi Arabia Papcel Tissue machine
APP, China (2 sites) A.Celli Five new rewinders, 5.6m wide,
APRIL Group, Pangkalan
Kerinci site, Indonesia
Pöyry Engineering services assessment Q3 2016
Valmet OptiConcept M fine 900tpd paper line Q3 2016
AS Hekotek, Tacuarembo,
Uraguay
Valon Kone
OY
Wood debarkers
Q2 2016
Veisto OY HewSaw saw lines Q2 2016
Aviretta GmbH, Ettringen Mill,
Germany
Bellmer Rebuild PM4 to produce fluting.
Bellmer to rebuild film-press
BillerudKorsnäs, Skärblacka
Pulp Mill, Sweden
Valmet White liquor handling system Q2 2016
Byko-Lat, Valmiera, Latvia tba A fourth saw line Q3 2015
Cascades, Candiac & Kingsley
Falls, Canada
tba New tissue converting plant Q1 2016
Celupaper S.A., (Grupo Vual),
Papelera Nicaragua, Argentina
Toscotec New 75ktpy tissue line (PM3) H2 2015
Clearwater Paper, Lewiston Mill,
USA
Valmet Upgrade project, including pulp
cooking system, a new plant for
generating polysulfide and a minor
upgrade of existing bleach plant
Q3 2017
Crown Timbers, Sawmill,
Hamina, Finland
Valutec Progressive kiln to replace batch kiln H2 2015
Dentaş Dunapack Group,
Prinzhorn Holding, Corlu plant,
Turkey
Bellmer Modernise recycled CCM machine
(PM3), mainly press section, reeler and
rewinder
Q4 2015
Domtar, Ashdown Pulp & Paper
Mill, Arkansas, USA
Valmet To convert PM to fluff pulp
manufacture
Q3 2016
Dongguan Shunyu Paper,
Dongguan Mill, Guangdong
Province, China
PMP Group New headbox and shoe press to PM6 H2 2015
Dunapack Mosburger, Austria tba 2.8m corrugator
EnviRecover, Hartlebury, UK Valmet Automation at waste-to-energy facility Q3 2016
Enviva, North Carolina, USA Andritz Wood yard equipment
Eska Graphic Board,
Hoogezand Mill, The
Netherlands
Leroux & Lotz
Technologies
Gasifier H2 2016
Fábricas de Papel Potosi,
Mexico
A.Celli 2.8m 80tpd tissue line
Felix Schoeller, Günzach mill,
Bavaria, Germany
Bellmer Rebuild PM14 – new headbox, IR drier,
film press and calender
Q4 2015
Fibria, Mato Grosso do Sul Mill,
Brazil
ABB Integrated power and automation
system
Q4 2017
First Quality Tissue, Lock
Haven, PA, USA
Voith TAD tissue machine Q4 2016

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 5 Installations
COMPANY, SITE SUPPLIER DESCRIPTION START-UP
Fortum, Power Plant, Joensuu,
Finland
Valmet Flue-gas cleaning and condensate
plant to CHP biomass plant
H2 2015
Gällö Timber, Sweden tba New saw line
Georgia-Pacific, Broadway Mill,
Green Bay, Wisconsin, USA
tba Natural gas boiler H2 2015
Georgia-Pacific, Palatka Mill,
Putnam County, USA
tba Modernise evaporation and related
equipment in power plant
Grupo Gondi, Nava, Mexico Bobst Seven Mastercut die-cutters and
Expertfold folder-gluers
Hayat Kimya, Yeniköy Mill, near
Izmit, Turkey
Valmet Rebuild TM1 with Advantage DCT
technology
Q4 2015
Hebei Xuesong Paper Co. Ltd,
Hebei Province, China
PMP Group 2.8m 60tpd tissue line (TM2)
Huanggang Chenming Pulp &
Paper, Hubei province, China
Andritz Continuous cooking plant for its
greenfield pulp mill
Iggesund Paperboard, Iggesund
mill, Sweden
Andritz Upgrade TM4 pulp line including new
shoe press, dryer and safety
improvements
Q4 2015
Iggesund Paperboard,
Workington, UK
Andritz New press section. Q2 2016
Irving Pulp & Paper, Canada Atlantic
Controls
Major field instruments
Gardner
Electric
Lighting and electrical services
Guilfords Utility racking
Harris &
Roome
Fibre optic & Ethernet cable
Ocean Steel Bin feed conveyor support
Source
Atlantic
Manual valves
ISMA 2000 S.L., La Torre de
Claramunt, Barcelona, Spain
Toscotec Rebuild dry end of PM1, new Yankee
and expand production to 90tpd
Q1 2016
ITC Bhadrachalam, Telangana
Province, India
Andritz 300tpd BCTMP line Q3 2016
JSC Syassky Pulp & Paper Mill,
Syasstroy, Leningrad Region,
St. Petersburg, Russia
Toscotec 4.2m 125tpd tissue line H1 2016
Kimberly-Clark, Barrow-in-
Furness, UK
tba Biomass boiler and other equipment
Kotkamills Oy, Finland Bellmer Convert PM2 from magazine to FBB Q2 2016
Pöyry Engineering assessment, modelling
and consultancy
Q2 2016
Valmet New coater, reeler and winder, and
automation to PM2. Also process
controls and analysers for pulp mill
Q2 2016
Krishna Tissues, Kolkata, India A.Celli Winder Q2 2015
Kruger Packaging, Trois-
Rivières Mill, Canada
tba Convert PM10 from newsprint to
lightweight packaging
Q2 2017
Kuopion Energia, Kuopio,
Finland
Valmet Modernise automation and remote
control
Q4 2016

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 5 Installations
COMPANY, SITE SUPPLIER DESCRIPTION START-UP
Lee & Man Manufacturing Ltd,
China
Valmet Two 5.6m Advantage tissue lines Q4 2016
LLC Siberwood, Pulp Mill,
Krasnoyrskiy, Russia
Pöyry Engineering assessment for new pulp
mill
Q2 2016
Marusumi Paper Co. Ltd., Ohe
Mill, Japan
Valmet Rebuild the press section utilising
modern shoe press technology
Q4 2016
Metsä Board, Husum Mill,
Sweden
Cellwood
Machinery
Pulper upgrade to FBB line Q3 2015
Tieto Manufacturing Execution System
(TIPS)
Valmet 400ktpy FBB production line Q1 2016
Metsä Fibre, Äänekoski
Bioproduct Mill, Finland
Andritz Wood processing plant and fibreline Q3 2017
GL&V Compact wash press Q3 2017
Pöyry Environmental Impact Assessment
Sweco Design & planning
Valmet Recovery boiler, pulp drying line,
gasification plant, lime kiln and
automation.
Q3 2017
Mondi Group, Frantschach Mill,
St. Gertraud, Austria
Andritz Convert digester and brown stock
washing plant
Q4 2015
New-Indy Containerboard, LLC,
Ontario, California, USA
Valmet Pulp Analyzer, (also known as Valmet
MAP)
Q4 2015
OX Industries, Constantine,
Michigan Paper Mill, USA
Siemens AC sectional drive system
Parenco BV, Renkum, The
Netherlands
Valmet Winding technology to PM2 rebuild Q3 2016
Voith Rebuild stock preparation of PM2 Q3 2016
POSCO E&C, Pohang, South
Korea
Andritz Key equipment to 50MW biomass
boiler
Q2 2018
PT Fajar Surya Wisesa, Tbk,
Indonesia
ABB Automation system to PM3
Renova, Novas Mill, Portugal Valmet Advantage NTT tissue line Q4 2016
Resolute Forest Products,
Calhoun Mill, Tennessee, USA
Valmet Advantage NTT machine Q1 2017
RZ Pellets, Klagenfurt, Austria tba Two 35MWth biomass plants Q4 2015
SCA R&D Centre, Öjvind,
Sundsvall, Sweden
PulpEye AB New unit with CrillEye
Seshasayee Paper and Board,
Tirunelveli Unit, Tamil Nadu,
India
PMT Italia Film press H2 2015
Shandong Huatai Paper, China GAW Coating color and starch preparation
stations for rebuild of PM10
Q4 2015
Siam Cellulose Co., Ltd, Ban
Pong Mill, Ratchaburi, Thailand
Valmet To supply cooking plant to pulp mill Q4 2016
Smiltene Impex, Saw Mill, Latvia Söderhamn
Eriksson
Inline scanning Catech 400 IS edger
optimiser
Q2 2015
Smurfit Kappa, Navarra, Spain Bellmer Convert PM1 from CCM to MG Q1 2016
Södra Cell, Mönsterås Pulp Mill,
Sweden
Valmet Upgrade evaporation plant Q3 2016

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 5 Installations
COMPANY, SITE SUPPLIER DESCRIPTION START-UP
Södra Cell AB, Värö Pulp Mill,
Sweden
Caverion Piping and insulation Q2 2016
Metso Values
Sofidel, Delitissue Mill, Poland Valmet Energy recovery system
Speyside Renewable Energy
Partnership Ltd (SREP),
Scotland
Bruks
Klöckner
GmbH
Chipping line (80tph) for biomass plant
Stora Enso, Fors Bruk Mill,
Sweden
PulpEye AB Two PulpEye units including CrillEye
Stora Enso, Guangxi Mill, China Metso Valves Q1 2016
Stora Enso, Tainionkoski unit,
Imatra Mills, Finland
Valmet Winding technology and auxiliaries for
BM5
Q4 2015
Stora Enso, Varkaus Mill,
Finland
Kemira To supply start-up chemistries Q3 2015
Procemex Procemex-TWIN web monitoring and
web inspection technology for PM3
Suzano Papel e Celulose,
Suzano Mill, São Paulo, Brasil
Andritz Upgrade PM to produce fluff pulp and
CWF/UWF
Q4 2015
Tampere Water, Viinikanlahti,
Tampere, Finland
Valmet Solids measurement and sludge
dewatering optimiser to wastewater
treatment plant
Q3 2015
Tampereen Energiantuotanto,
Naistenlahti Power Plant,
Finland
Valmet flue-gas cleaning and condensation
plant
H2 2015
TRM Packaging, UK tba New pallet press line
Tropik Wood, Fiji Söderhamn
Eriksson
Various saw line equipment Q1 2016
Van Houtum B.V., Swalmen,
The Netherlands
Toscotec Rebuild dry end of PM4 Q3 2015
Vinda Group, Deyang (Sichuan),
China
Toscotec One 30ktpy tissue machine
Vinda Group, Laiwu
(Shandong), China
Toscotec Two 30ktpy tissue machines
Welland Waste Wood,
Northants, UK
Nexterra Gasification technology. 2017
Zhejiang Long Chen Paper,
Dushan Mill, Jiaxing City, China
Valmet Headbox, press section and sizer for
PM7 CCM machine
2015

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 3 Research Articles
Research Articles
Most journals and magazines devoted to the paper industry contain a mixture of news,
features and some technical articles. However, very few contain research items, and even
fewer of these are peer-reviewed.
This listing contains the most recent articles from the five main journals that publish
original research:
APPITA JOURNAL
IPPTA JOURNAL
J-FOR
NORDIC PULP & PAPER RESEARCH JOURNAL
TAPPI JOURNAL
Note in particular the articles in the latest IPPTA Journal, which follow closely the
subject matter in Mahendra Patel’s “Letter from India” column in recent editions of
Paper Technology.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 3 Research Articles
APPITA JOURNAL, Vol.68 No.4 – Oct-Dec 2015 1. Monoethanolamine (MEA) pulping of bagasse 2. Reuse of ultrafiltration membrane permeate and retentate of (EPO) filtrates from a
kraft pulp mill bleaching plant 3. Fenton-based chemical pre-treatment/remediation of poplar APMP pulping effluent 4. Fate of chlorate during ECF-bleached-pulp wastewater treatment 5. Weighted averages and distributions of fibre characteristics of mechanical pulps
Part I: Alternative methods of weighting data from an optical analyser produce averages that rank pulps differently
IPPTA JOURNAL, Vol.27 No.3 – July-Sept 2015 1. Inline Process Water Treatment in Paper Mill Enables Closed Loop Operation – No
Effluent Discharge 2. Managing Effluents in Pulp & Paper Industry 3. Water Management and Recycling Practices 4. Zero Discharge of Industrial Effluent in RCF Base Paper Industry 5. Nitrogen Fixation in Activated Sludge Process of Pulp & Paper Mill 6. Green Manufacturing Practices: TNPL Case Study on Value Addition to Waste 7. UBC (Used Beverage Cartons) Processing – Recovering Fiber out of Waste 8. Water Pinch Analysis – An Innovative Approach towards Water Conservation in
Pulp and Paper Industry 9. Water & Waste Management at Emami Paper Mills Limited, Balasore 10. Utilization of Waste From Recycled Paper Mills 11. Innovation in Energy and Pollution Optimization in Steam Boilers 12. Life Cycle Cost of Centrifugal Pumps in Paper & Pulp Industries for Maximising
Profits 13. Waste Water Management & Saving
J-FOR, Vol.4 No.6 – 2015
1. Experiments on Smelt Shattering and Dissolution 2. Understanding Low-temperature Corrosion in Recovery Boilers: Risk of Sulphuric
Acid Dew Point Corrosion? 3. Modelling and Evaluation of Evaporator Cleaning 4. Advanced On-line Process Analyzers for Chemical Recovery and Pulp Mill Control 5. Electrolytic Conversion of Sodium Salts in a Kraft Pulp Mill, Part I: Experimental
Results 6. Combustion Behaviours of Spent Pulping Liquors
NORDIC PULP & PAPER RESEARCH JOURNAL, Vol.30 No.3 – 2015
1. Tailor-made hemicellulose-based hydrogels reinforced with nanofibrillated cellulose 2. Supporting information: Tailor-made hemicellulose-based hydrogels reinforced with
nanofibrillated cellulose 3. Identification of process bottlenecks with global sensitivity analysis, an application
to papermaking processes 4. Evaluation of the influence of lipophilic extractive residues on dissolving pulp quality
parameters by partial least squares method of chemometrics 5. Vapor pressure and boiling point elevation of black liquor 6. Refiner optimization and control Part III: Natural decoupling in TMP refining
processes 7. Refiner optimization and control Part IV: Long term follow up of control performance
in TMP processes

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 3 Research Articles
8. Amphoteric starch preflocculated talc filler for improving composite tensile index and filler bondability of paper
9. Preparation of individualised lignocellulose microfibrils based on thermomechanical pulp and their effect on paper properties
10. Improving the extensibility of paper: Sequential spray addition of gelatine and agar 11. Two-stage versus one-stage refining of unbleached softwood kraft pulp - effects on
tensile properties and compression strength 12. Size and shape characterization of fines and fillers - a review 13. Influence of kaolin addition on the dynamics of oxygen mass transport in polyvinyl
alcohol dispersion coatings
14. Heat-Induced changes in oil and grease resistant hydroxypropylated-starch-based barrier coatings
15. Characterizing unprinted paperboard surface for predicting optically induced halftone mottle
16. Use of cellulose nanofibrils (CNF) in coating colors 17. Investigation of the friction of flexographic and inkjet prints 18. Ink and dirt behavior in repulping after artificial aging of coldset offset-printed
newspapers at different temperatures 19. Applying image analysis to measure flake content and flake size distribution in
pulping of packaging board 20. Soy flour detackification of stickies from paper recycling
TAPPI JOURNAL – September 2015
1. Guest Editorial: Developing a viable forest biorefinery strategy 2. Surface energy of cellulosic materials: The effect of particle morphology, particle
size, and hydroxyl number 3. Case studies on sugar production from underutilized woody biomass using sulfite
chemistry 4. Eucalyptus fiber modification using dielectric-barrier discharge 5. Reconciling material balances with laboratory test results: The case of the
inorganic-to-organic ratio in black liquor 6. Rheology of pulp suspensions of bleached sugarcane bagasse: Effect of
consistency and temperature 7. Special Feature: Lessons learned: Designing the forest biorefinery

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 1 of 7 Technical Abstracts
Technical Abstracts
The general scientific and engineering press consists of several thousand journals,
conference proceedings and books published annually. In among the multitude of articles,
presentations and chapters is a small but select number of items that relate to
papermaking, environmental and waste processing, packaging, and wood panel
manufacture. The edited abstracts contained in this report show the most recent items
likely to prove of interest to our readership, arranged as follows:
Page 2 Carbohydrate Science
Coating
Novel Products
Page 3 Packaging Technology
Page 4 Papermaking Chemistry
Pigments
Page 5 Power & Energy
Pulp
Page 6 Testing
Waste & Environment
Page 7 Wood Panel
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous
Coating.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 2 of 7 Technical Abstracts
CARBOHYDRATE SCIENCE Hydrated fractions of cellulosics probed by infrared spectroscopy coupled with dynamics of deuterium exchange, C. Driemeier et al, Carbohydrate Polymers, 127. A novel method to selectively probe the non-crystalline, hydrated fractions of cellulosic biomass, using time-resolved infrared spectroscopy. The results provide new insights on molecular and group orientation and on hydrogen bonding in hydrated fractions of cellulosic biomass. A morpholinium ionic liquid for cellulose dissolution, D.G. Raut et al, Carbohydrate Polymers, 130. A new ionic solvent, N-allyl-N-methylmorpholinium acetate, was found to dissolve cellulose readily without any pre-processing of native raw material, and without changing the degree of polymerization of the different celluloses after regeneration. COATING Optimization of synthesis and characterization of oxidized starch-graft-poly(styrene-butyl acrylate) latex for paper coating, S. Cheng et al, Starch – Stärke, 67 (5-6). A three-level, four-variable Box-Behnken design was employed to investigate the effects of the concentration of OS, initiator, monomers, and temperature on the graft copolymerization. Application of the OS-g-P(ST-BA) latex as a binder in paper coating improved the gloss, print gloss, and picking resistance of coated paper. NOVEL PRODUCTS Properties of cellulose/Thespesia lampas short fibers bio-composite films, B. Ashok et al, Carbohydrate Polymers, 127. Cellulose was dissolved in pre cooled environment friendly solvent (aq.7% sodium hydroxide+12% urea) and regenerated with 5%H2SO4 as coagulation bath. Using cellulose as matrix and alkali treated short natural fibers extracted from the newly identified Thespesia lampas plant as fillers the green composite films were prepared. The films were found to be non-toxic. The effect of fibre loading on the tensile properties and thermal stability was studied. Enhanced electromechanical performance of bio-based gelatin/glycerin dielectric elastomer by cellulose nanocrystals, N. Ning et al, Carbohydrate Polymers, 130. In this study, a bio-based gelatine/glycerin (GG) elastomer was used as the DE matrix, and Cellulose nanocrystals (CNCs) were used to improve the mechanical strength of GG elastomer. The results showed that CNCs with a large number of hydroxyl groups disrupted the hydrogen bonds between gelatine molecules and formed new stronger hydrogen bonds with gelatine molecules. Hydrophobic cellulose: a material that expands upon drying, W.C. Chen et al, Cellulose, online. Most known materials shrink upon drying and swell upon wetting, a phenomenon known as dry-shrinkage; and thus are characterised by a dry-shrinkage coefficient either equal or greater than zero. Different from conventional materials, sheets of hydrophobic cellulose fibres expand upon drying, which implies that they exhibit dry-expansion. A mechanism for the dry-expansion of this material is proposed.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 3 of 7 Technical Abstracts
PACKAGING TECHNOLOGY Preparation and characterization of sodium carboxymethyl cellulose/cotton linter cellulose nanofibril composite films, A.A. Oun & J-W Rhim, Carbohydrate Polymers, 127. Crystalline cellulose nanofibril was used as a filler to reinforce sodium carboxymethyl cellulose film. The composite films have a high potential to be used as an edible coating or packaging films for the extension of shelf life of fresh and minimally processed fruits and vegetables. Effect of the addition order and amylose content on mechanical, barrier and structural properties of films made with starch and montmorillonite, C.A. Romero-Bastida et al, Carbohydrate Polymers, 127. This study considered the effect of amylose content (30% and 70%), montmorillonite fraction (5 and 15%) and preparation method on mechanical and barrier properties of starch/clay nanocomposites prepared by casting. Antimicrobial nanostructured starch based films for packaging, A.S. Abreu et al, Carbohydrate Polymers, 129. Montmorillonite modified with a quaternary ammonium salt C30B/starch nanocomposite (C30B/ST-NC), silver nanoparticles/starch nanocomposite (Ag-NPs/ST-NC) and both silver nanoparticles/C30B/starch nanocomposites (Ag-NPs/C30B/ST-NC) films were produced. Results indicated that the starch films incorporated with C30B and Ag-NPs have potential to be used as packaging nanostructured material. Bio-nanocomposite films reinforced with cellulose nanocrystals: Rheology of film-forming solutions, transparency, water vapor barrier and tensile properties of films, N. El Miri et al, Carbohydrate Polymers, 129. This study was aimed to develop bio-nanocomposite films of carboxymethyl cellulose (CMC)/starch (ST) polysaccharide matrix reinforced with cellulose nanocrystals (CNC) using the solution casting method. The as-produced films exhibited good optical transparency, reduced WVP and enhanced tensile properties, which are the main properties required for packaging applications. Antimicrobial polyethylene wax emulsion and its application on active paper-based packaging material, X. Xu et al, Journal of Applied Polymer Science, 132 (27). Antimicrobial polyethylene wax (PEW) emulsions, prepared by emulsifying polyethylene wax grafted with polyhexamethylene guanidine hydrochloride (PEW-g-PHGH), were used as wet-end additives or coating materials for making hydrophobic and anti-mould paper. Modelling of Migration from Printing Inks on Paper Packaging, Z.-W. Wang et al, Packaging Technology and Science, 28 (4). The migration model of contaminants from inks on paper packaging to food is developed based on the penetration of ink in paper and Fick's diffusion. The printed paper is divided as ink layer and paper layer. The model equation is solved, and the migration expression is obtained by using the method of separation of variables. The Potential of NanoCellulose in the Packaging Field: A Review, F. Li et al, Packaging Technology and Science, 28 (6). Nanocellulose particles can be utilised as fillers, in composites manufacture, as coating and as self-standing thin films. Very few of the several reviews that recently appeared on this topic in the scientific literature, however, summarised the potential of cellulose in nanoform specifically for the packaging field. In the present review, the remarkable chemical and physical properties of nanocellulose are introduced and discussed with specific reference to packaging needs.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 4 of 7 Technical Abstracts
PAPERMAKING CHEMISTRY A preparation method of cellulose fiber networks reinforced by glutaraldehyde-treated chitosan, T. Wu & R. Farnood, Cellulose, 22 (3). An eco-friendly polymeric additive was developed to increase the dry and wet strengths of cellulose fibre networks. The surface morphology of cellulose fibres deposited with GA-treated chitosan was examined by scanning electron microscopy. The effects of glutaraldehyde-chitosan treatment on tear resistance and colour properties were also investigated. Biobased polymers and cationic microfibrillated cellulose as retention and drainage aids in papermaking: Comparison between softwood and bagasse pulps, M. Diab et al, Industrial Crops and Products, 72. Water soluble cationic chitosan and surface-modified microfibrillated cellulose were prepared and characterised; both were used with bentonite in order to improve drainage and filler retention in paper handsheets made from softwood and bagasse pulps. Performance was compared with a commercially available cationic polyacrylamide. Preparation and property of waterborne UV-curable chain-extended polyurethane surface sizing agent: Strengthening and waterproofing mechanism for cellulose fiber paper, H. Wang et al, Journal of Applied Polymer Science, 132 (31). Waterborne UV-curable polyurethane (UWPU) dispersions with different hydrophilicity and functionalities were prepared by varying the content of dimethylol butanoic acid and pentaerythritol triacrylate. The obtained UWPU could be directly used as an effective and fast drying surface sizing agent for cellulose fibre paper. Elasto-capillary collapse of circular tubes as a model for cellulosic wood fibres, M. Soleimani et al, Journal of Materials Science, 50 (15). Wood-fibre conformation affects paper properties in various paper-product categories, such as packaging, printing, and absorbents. To quantify this process, the authors theoretically and experimentally investigate deformation of a circular tube under capillary pressure. This elasto-capillary model elucidates the influences of wetting angle, tube-wall flexibility, and hole size on the tube deformation. The results prove that capillarity can collapse the fibre lumen, either partially or completely, depending principally on the fibre-wall flexibility. Preparation and characterization of calcium carbonate–titanium dioxide core–shell (CaCO3@TiO2) nanoparticles and application in the papermaking industry, H. Tao et al, Powder Technology, 283. Carbonization was selected to prepare calcium carbonate, titanium sulphate was the titanium source, and urea was the precipitant to synthesise the target product with the direct precipitation method. The whiteness of the CaCO3@TiO2 filler-containing paper sheet was 73.8%, which is similar to TiO2-incorporated paper (73.16%), and higher by about 3% than pure fibre paper (70.35%). PIGMENTS Fabrication of TiO2/EP super-hydrophobic thin film on filter paper surface, Z. Gao et al, Carbohydrate Polymers, 128. A composite filter paper with super-hydrophobicity was obtained by adhering micro/nano structure of amorphous titanium dioxide on the filter paper surface with modifying low surface energy material. By virtue of the coupling agent, which plays an important part in bonding amorphous titanium dioxide and epoxy resin, the structure of super-hydrophobic thin film on the filter paper surface is extremely stable. This method offers an opportunity to the practical applications of the super-hydrophobic filter paper.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 5 of 7 Technical Abstracts
Click chemistry route to covalently link cellulose and clay, P. Yadav et al, Cellulose, 22 (3). An efficient method for covalently linking of cellulose and clay using a click chemistry based strategy is reported. Azide and alkynyl derivatives of silane were synthesized and used for silanization of cellulose and clay respectively. Functionalised cellulose and clay were then coupled using Cu(I) catalyzed azide–alkyne cycloaddition reaction, resulting in a covalent linkage between them. Modification of wollastonite by acid treatment and alkali-induced redeposition for use as papermaking filler, H. Xue et al, Powder Technology, 276. After acid treatment then alkaline deposition, the wollastonite particles were larger, had a higher zeta potential, and were brighter than were those of the original sample. The properties of paper sheets, especially bulk and brightness, in which a Na2SiO3-induced redeposited wollastonite sample was used as the filler were superior to those in which the original wollastonite sample or other alkali-induced redeposited wollastonite samples were used. POWER & ENERGY The changing nature of life cycle assessment, M.C. McManus & C.M. Taylor, Biomass and Bioenergy, online. LCA has evolved from its origins in energy analysis in the 1960s and 70s into a wide ranging tool used to determine impacts of products or systems over several environmental and resource issues. This paper examines LCA's on-going evolution and its use within bioenergy deployment. Changes seen in bioenergy LCA will bleed into other LCA arenas, especially where it is important that a sustainable solution is chosen. Recycling of Paper Mill Biosolids: A Review on Current Practices and Emerging Biorefinery Initiatives, M. Pervaiz & M. Sain, CLEAN – Soil, Air, Water, 43 (6). This review presents an holistic overview on current practices in dealing with paper sludge and their environmental and economic implications. Also presented is a comprehensive discussion on emerging biorefinery trends leading to value-added utilisation of primary, secondary and mixed biosolids originating from effluent treatments plants, especially from paper mill operations. PULP Biochemical evaluation of xylanases from various filamentous fungi and their application for the deinking of ozone treated newspaper pulp, P. Chutani & K.K. Sharma, Carbohydrate Polymers, 127. Filamentous fungi, Aspergillus oryzae MDU-4 was selected for xylanase production. The implementation of ozone treatment in the deinking of newspaper pulp resulted in high crystallinity index (72.1%) and more fibrillar surface. Furthermore, the xylanase treated pulp showed significant improvement in optical properties such as brightness (57.9% ISO) and effective residual ink concentration (211ppm). Production of recycled cellulose fibers from waste paper via ultrasonic wave processing, X. Guo et al, Journal of Applied Polymer Science, 132 (19). The objective of this article was to study the production of recycled cellulose fibres from waste paper using ultrasonic wave processing. The physical and chemical properties of recycled cellulose fibres, such as water absorption, specific surface area and pore characteristics, etc., were investigated with various testing methods. The results indicated that the ultrasonic cavitation effect was feasible for the preparation of the secondary fibres.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 6 of 7 Technical Abstracts
TESTING 3D analysis of paper microstructures at the scale of fibres and bonds, C. Marulier et al, Cellulose, 22 (3). The evolution of paper microstructure parameters, such as porosity and fibre orientation, as a function of papermaking conditions, is most often studied at a macroscopic scale. However, modelling the physical and mechanical properties of papers using upscaling approaches requires understanding the deformation micro-mechanisms that are induced by papermaking operations within the structure of paper fibrous networks for individual fibres and fibre-to-fibre bonds. This is addressed here by analysing three-dimensional images of model papers obtained using X-ray microtomography. Microrobotic system for multi-rate measurement of bio-based fibres Z-directional bond strength, S.K. Latifi et al, Journal of Micro-Bio Robotics, online. The core content of this study was micro-testing of microscale objects - an emerging application area for microrobotics. This article reports an in-depth study of a measurement method for experimental evaluation of Z-directional individual fibre-fibre bond strength in multiple loading rates using microrobotics and a Polyvinylidene fluoride film microforce sensor. WASTE & ENVIRONMENT Refractory organic pollutants and toxicity in pulp and paper mill wastewaters, P.C. Lindholm-Lehto et al, Environmental Science and Pollution Research, 22 (9). This review describes medium and high molecular weight organic material found in wastewaters from pulp and paper industry; the aim being to review the pollutants and the analysis methods for their determination, including toxicity testing. Evaluation of metals in the residue of paper sludge after recovery of pulp components using an ionic liquid, J.-H. Jeong et al, Journal of Material Cycles and Waste Management, online. The quantity of sludge produced by the paper industry in Japan in 2011 was estimated to be 27.91 million tons wet weight. This amount is the third largest among all industrial wastes. To explore ways of reusing recovered paper pulp and safely disposing of the residue, the authors investigated the distribution of metals in the process of recovery of pulp from two types of paper sludge using an ionic liquid. Development of green nanocomposites reinforced by cellulose nanofibers extracted from paper sludge, H. Takagi et al, Modern Physics Letters B, Condensed Matter Physics; Statistical Physics; Atomic, Molecular and Optical Physics, 29 (06n07). The purpose of this study was to extract the cellulose nanofibers from waste bio-resources; such as waste newspaper and paper sludge. Furthermore, in order to examine the reinforcing effect of the extracted cellulose nanofibers, fully biodegradable green nanocomposites were fabricated by composing polyvinyl alcohol (PVA) resin with the extracted cellulose nanofibers, which were then subjected to tensile tests. Water Reuse Within the Paper Industry, A. Blanco et al, chapter in The Handbook of Environmental Chemistry, Springer, 2015. Pulp and paper industry is still an intensive water consumer, although fresh water use by this sector has decreased by 90% along the last three decades. This review looks at how sustainable water management has been achieved by following the principle of water fit for use, which has mainly been developed through the optimisation of water circuits, the cascade use of water, the implementation of internal water treatments, the optimal treatment of effluents to be reused, and the use of alternative water sources, such as reclaimed water from municipal wastewater treatment plants.

PAPERmaking!
FROM THE PUBLISHERS OF PAPER TECHNOLOGY
Volume 1, Number 1, 2015
Page 7 of 7 Technical Abstracts
WOOD PANEL Optimization of Admixture and Three-Layer Particleboard Made from Oil Palm Empty Fruit Bunch and Rubberwood Clones, S.O.Al-E.S. Azry et al, Agricultural Biomass Based Potential Materials, 2015. Two types of particleboards (admixture and three-layer) with different ratios of the fibrous raw materials, were produced. It was found that admixture particleboards showed superior properties compared to three-layer particleboards, and that the optimum ratios of EFB and both rubberwood clones are found to be 1:1 (50 % EFB: 50 % rubberwood). Use of almond shell powder in modification of the physical and mechanical properties of medium density fiberboard, M. Nazerian et al, BioResources Journal, 10 (1). This study evaluated the effects of almond shell powder content as an extender, as well as the effects of varying paraffin contents, temperature, and press time on the properties of medium-density fibreboard. Manufacture of particleboard based on cement bag and castor oil polyurethane resin, J.C.M. Cravo et al, Construction and Building Materials, 87. This study assessed the potential of cement packaging residues from building site wastes to produce particleboards. The results revealed that the packages have a high cement content and low lignin pulp; thus, the packaging of cement becomes an option for the manufacture of particle board. Optimization of press temperature and time for binderless particleboard manufactured from oil palm trunk biomass at different thickness levels, M. Baskarana et al, Materials Today Communications, 3. A set of experiments was designed with two numerical factors including press temperature and time ranging from 160 to 200 °C and from 20 to 30 min, respectively at three target thicknesses, namely 5, 10 and 15 mm. Based on the findings in this work internal bond strength, thickness swelling and water absorption of the panels improved with reduction of the panel thickness. Influence of technological factors on properties of chipboards based on a cardanol-containing polyurethane binder, S.A. Dozhdikov et al, Polymer Science Series D, 8 (2). To study the influence of technological factors upon physico-mechanical characteristics of chipboards containing a cardanol-containing polyurethane adhesive as a binder, a five-factor experiment was carried out twice in accordance with the Box-Wilson central composite design. The calculated optimal conditions for the chipboard pressing process were proven by experimental data.

November 201518 Tensile & Compression Testing Workshop @ University of Sheffield, UK [email protected]
18 - 19 Technologiekring Workshop @ Hoenderloo, The Netherlands www.technologiekring.nl18 - 19 DITP @ Bled, Slovenia www.danpapirnistva.si18 - 20 Expocorma Concepción @ Coronel, Chile www.expocorma.cl
19 Henkel Webinar on Food Packaging - “Migration - How to restrict its effects” www.henkel-premium-area.com19 New Business Opportunities from Wood @ Helsinki, Finland www.papereng.fi
24 - 25 Treforedlingsforum 2015 (Wood Forum 2015) @ Oslo, Norway www.ptf.no24 - 26 68th ATIP General Congress @ Grenoble, France www.atip.asso.fr
December 20152 - 4 China International Recycled Fiber Conference 2015 @ Shenzhen, China www.risiinfo.com/events
3 PITA AGM @ BillerudKorsnäs Beetham Ltd., UK [email protected] Henkel Webinar “Advanced Migration Testing for Food Safe Packaging Solutions” www.henkel-premium-area.com
9 - 10 2015 European Biopolymer Summit @ London, UK www.wplgroup.com/aciJanuary 2016
20 - 21 Lignofuels 2016 @ Munich, Germany www.wplgroup.com/aci30 - 2 Feb Paperworld @ Frankfurt am Main, Germany http://paperworld.messefrankfurt.
February 20161 - 5 Paperweek Canada 2016 @ Montreal, Canada www.paperweekcanada.ca
8 - 10 The Fundamentals of Papermaking (PITA / Papierzentrum Gernsbach) @ tbc, UK [email protected] - 25 Packaging Innovations @ NEC, Birmingham, UK www.easyfairs.com
29 - 2 March RISI 18th European Conference @ Berlin, Germany www.risiinfo.com/eventsMarch 2016
1 - 3 Paperworld Middle East @ Dubai www.paperworldme.com6 - 8 Paper2016 - AF&PA and NTA joint event @ New York, NY, USA www.gonpta.com9 - 11 25th International Munich Paper Symposium @ Munich, Germany www.paper-online.de
14 - 17 Tissue World New Orleans @ New Orleans, LA, USA www.tissueworld.com/enApril 2016
4 - 6 Specialty Papers Europe 2016 @ Manchester, UK www.smitherspira.com13 - 15 19th International Molded Fiber Seminar @ Vancouver, Canada www.imfa.org14 - 16 SinoCorrugated South 2016 @ Dongguan, China www.sino-corrugated.com/en26 - 28 SPCI 2016 @ Stockholm, Sweden www.spci.se26 - 28 Paper Vietnam 2016 @ Hanoi, Vietnam www.jetro.go.jp
May 201610 - 12 Security Document World 2016 @ London, UK www.sdw2016.com15 - 18 Papercon 2016 @ Cincinnati, Ohio, USA www.papercon.org24 - 26 Bioeconomy Innovation Forum @ Stockholm, Sweden www.adforumworld.com26 - 27 47th Annual Congress of Italian Pulp and Paper Industry @ Milano Marittima, Italy www.aticelca.it
31 - 10 June Drupa @ Messe Düsseldorf, Germany www.drupa.comJune 2016
1 - 3 Asian Paper @ Bangkok, Thailand www.asianpapershow.com28 - 30 Zellcheming @ Frankfurt am Main, Germany https://www.mesago.de
August 201622 - 26 The Progress in Paper Physics Seminar @ Technical University Darmstadt, Germany [email protected]
September 201626 - 29 PEERS 2016 & International Mechanical Pulping Conference @ Jacksonville, FL, USA www.tappi.org27 - 29 Tissue World Istanbul @ Istanbul, Turkey www.tissueworld.com/en
October 201612 - 14 MIAC @ Lucca, Italy www.miactissue.com25 - 28 PAP-FOR @ St Petersburg, Russia http://v2-papfor.rxnova.com/en
November 201619 - 21 Print World 2016 @ Toronto, Canada www.printworldshow.com
December 20167 - 9 Tissue World Shanghai @ Shanghai, China www.tissueworld.com/en
PITA Calendar of World Events