part one (processes) - lean construction institute · might adopt for your quality journey ! ......
TRANSCRIPT
1
GROWTH MATRIXUSING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
Michael Vega, PE / CPELCI San Diego, Community of Practices Community of Practices (CoP)January 16, 2014
PART ONE PART ONE (PROCESSES)(PROCESSES)
GROWTH MATRIXUSING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
2
GROWTH MATRIXUSING SIX-SIGMA TO CORRELATE THE TOYOTA 14 PRINCIPLES TO THE USA 3 PRINCIPLES
USA (3 PRINCIPLES)USA (3 PRINCIPLES)
DEPLOYED & POTENTIAL:THIS MANUFACTURINGTHIS MANUFACTURING
ENGINEERS “POINT” OF VIEW ENGINEERS “POINT” OF VIEW
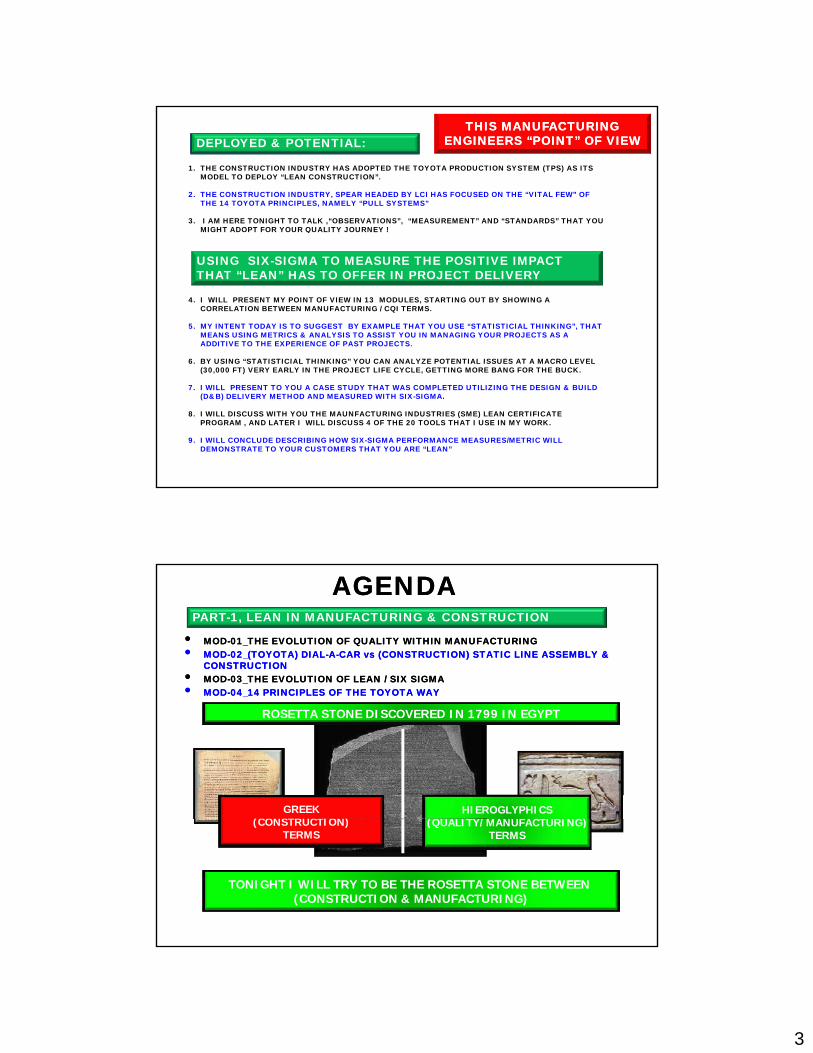
IN TONIGHTS PRESENTATION I WILL CONVINCE YOU TO GO BEYOND “PULL SYSTEMS” AND EMBRACE THE OTHER 13 TOYOTA PRINCIPLES. AND IF I DO A GOOD JOB TONIGHT, YOU WILL SAY “OH, THEY MAKE WIDGETS ITS THE SAME AS CONSTRUCTION”
USING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
THE PRESENTATION COVERS 13 MODULES AND CAN BEST BE DESCRIBED AS A “SAMPLER PLATE”, I AM AVAILABLE BY PHONE TO FILL IN ANY BLANKS THAT I LEAVE !
MY CHALLENGE TONIGHT IS TO TAKE TWO DIFFERENT
THEY MAKE WIDGETS ITS THE SAME AS CONSTRUCTION”
MY CHALLENGE TONIGHT IS TO TAKE TWO DIFFERENT INDUSTRIES AND DEMONSTRATE TO YOU THAT THE PROCESSES AND BUILDING BLOCKS (EXCEPT FOR THE EACH INDUSTRIES SLANG LANGUAGE) ARE THE SAME!
I WILL ALSO DISCUSS “SHOULD WE CONTINUE TO SELF CERTIFY”?
3
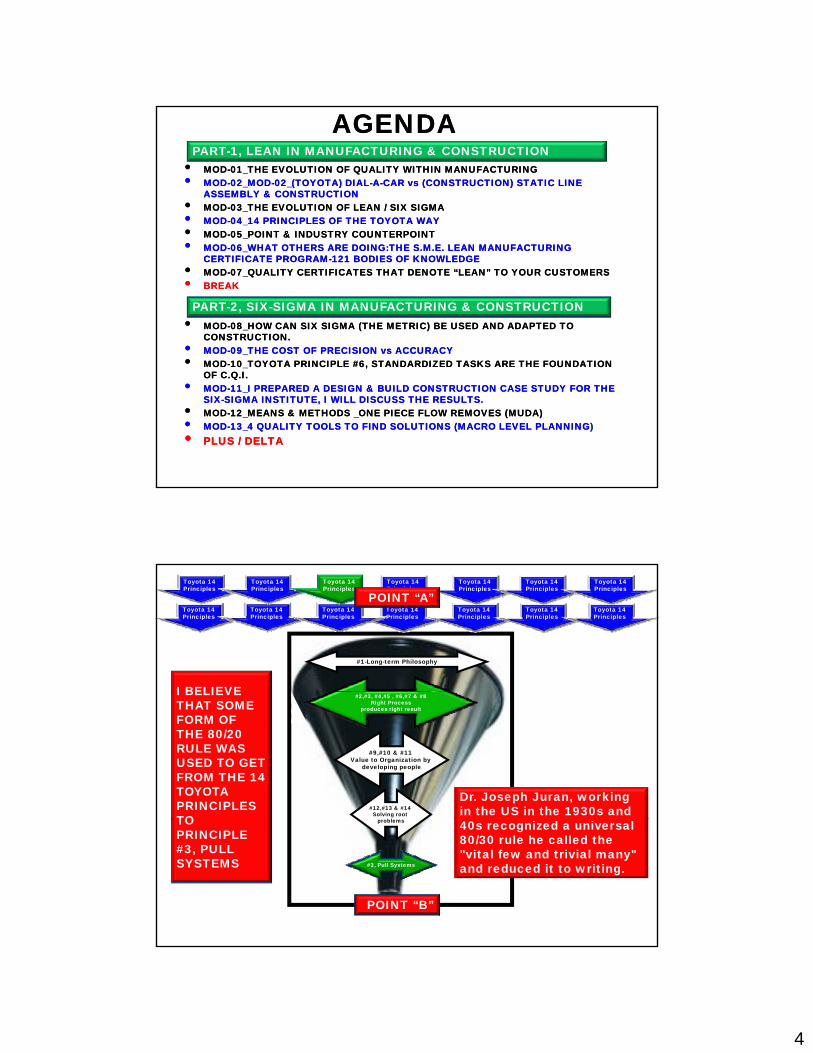
1. THE CONSTRUCTION INDUSTRY HAS ADOPTED THE TOYOTA PRODUCTION SYSTEM (TPS) AS ITS MODEL TO DEPLOY “LEAN CONSTRUCTION”.
2. THE CONSTRUCTION INDUSTRY, SPEAR HEADED BY LCI HAS FOCUSED ON THE “VITAL FEW” OF THE 14 TOYOTA PRINCIPLES, NAMELY “PULL SYSTEMS”
3. I AM HERE TONIGHT TO TALK ,“OBSERVATIONS”, “MEASUREMENT” AND “STANDARDS” THAT YOU MIGHT ADOPT FOR YOUR QUALITY JOURNEY !
DEPLOYED & POTENTIAL:THIS MANUFACTURINGTHIS MANUFACTURING
ENGINEERS “POINT” OF VIEW ENGINEERS “POINT” OF VIEW
4. I WILL PRESENT MY POINT OF VIEW IN 13 MODULES, STARTING OUT BY SHOWING A CORRELATION BETWEEN MANUFACTURING / CQI TERMS.
5. MY INTENT TODAY IS TO SUGGEST BY EXAMPLE THAT YOU USE “STATISTICIAL THINKING”, THAT MEANS USING METRICS & ANALYSIS TO ASSIST YOU IN MANAGING YOUR PROJECTS AS A ADDITIVE TO THE EXPERIENCE OF PAST PROJECTS.
6 BY USING “STATISTICIAL THINKING” YOU CAN ANALYZE POTENTIAL ISSUES AT A MACRO LEVEL
USING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
6. BY USING “STATISTICIAL THINKING” YOU CAN ANALYZE POTENTIAL ISSUES AT A MACRO LEVEL (30,000 FT) VERY EARLY IN THE PROJECT LIFE CYCLE, GETTING MORE BANG FOR THE BUCK.
7. I WILL PRESENT TO YOU A CASE STUDY THAT WAS COMPLETED UTILIZING THE DESIGN & BUILD (D&B) DELIVERY METHOD AND MEASURED WITH SIX-SIGMA.
8. I WILL DISCUSS WITH YOU THE MAUNFACTURING INDUSTRIES (SME) LEAN CERTIFICATE PROGRAM , AND LATER I WILL DISCUSS 4 OF THE 20 TOOLS THAT I USE IN MY WORK.
9. I WILL CONCLUDE DESCRIBING HOW SIX-SIGMA PERFORMANCE MEASURES/METRIC WILL DEMONSTRATE TO YOUR CUSTOMERS THAT YOU ARE “LEAN”
•• MODMOD--01_THE EVOLUTION OF QUALITY WITHIN MANUFACTURING01_THE EVOLUTION OF QUALITY WITHIN MANUFACTURING•• MODMOD--02_(TOYOTA) DIAL02_(TOYOTA) DIAL--AA--CAR CAR vsvs (CONSTRUCTION) STATIC LINE ASSEMBLY & (CONSTRUCTION) STATIC LINE ASSEMBLY &
CONSTRUCTIONCONSTRUCTION•• MODMOD--03_THE EVOLUTION OF LEAN / SIX SIGMA03_THE EVOLUTION OF LEAN / SIX SIGMA•• MODMOD 04 14 PRINCIPLES OF THE TOYOTA WAY 04 14 PRINCIPLES OF THE TOYOTA WAY
AGENDAAGENDAPART-1, LEAN IN MANUFACTURING & CONSTRUCTION
•• MODMOD--04_14 PRINCIPLES OF THE TOYOTA WAY 04_14 PRINCIPLES OF THE TOYOTA WAY
GREEK(CONSTRUCTION)
HIEROGLYPHICS(QUALITY/MANUFACTURING)
ROSETTA STONE DISCOVERED IN 1799 IN EGYPT
(CONSTRUCTION)TERMS
(QUALITY/MANUFACTURING)TERMS
TONIGHT I WILL TRY TO BE THE ROSETTA STONE BETWEEN (CONSTRUCTION & MANUFACTURING)
4
•• MODMOD--01_THE EVOLUTION OF QUALITY WITHIN MANUFACTURING01_THE EVOLUTION OF QUALITY WITHIN MANUFACTURING•• MODMOD--02_MOD02_MOD--02_(TOYOTA) DIAL02_(TOYOTA) DIAL--AA--CAR CAR vsvs (CONSTRUCTION) STATIC LINE (CONSTRUCTION) STATIC LINE
ASSEMBLY & CONSTRUCTIONASSEMBLY & CONSTRUCTION•• MODMOD--03_THE EVOLUTION OF LEAN / SIX SIGMA03_THE EVOLUTION OF LEAN / SIX SIGMA•• MODMOD--04_14 PRINCIPLES OF THE TOYOTA WAY 04_14 PRINCIPLES OF THE TOYOTA WAY •• MODMOD 05 POINT & INDUSTRY COUNTERPOINT05 POINT & INDUSTRY COUNTERPOINT
AGENDAAGENDAPART-1, LEAN IN MANUFACTURING & CONSTRUCTION
•• MODMOD--05_POINT & INDUSTRY COUNTERPOINT05_POINT & INDUSTRY COUNTERPOINT•• MODMOD--06_WHAT OTHERS ARE DOING:THE S.M.E. LEAN MANUFACTURING 06_WHAT OTHERS ARE DOING:THE S.M.E. LEAN MANUFACTURING
CERTIFICATE PROGRAMCERTIFICATE PROGRAM--121 BODIES OF KNOWLEDGE121 BODIES OF KNOWLEDGE•• MODMOD--07_QUALITY CERTIFICATES THAT DENOTE “LEAN” TO YOUR CUSTOMERS07_QUALITY CERTIFICATES THAT DENOTE “LEAN” TO YOUR CUSTOMERS•• BREAKBREAK
•• MODMOD--08_HOW CAN SIX SIGMA (THE METRIC) BE USED AND ADAPTED TO 08_HOW CAN SIX SIGMA (THE METRIC) BE USED AND ADAPTED TO CONSTRUCTION.CONSTRUCTION.
•• MODMOD--09_THE COST OF PRECISION vs ACCURACY09_THE COST OF PRECISION vs ACCURACY•• MODMOD 10 TOYOTA PRINCIPLE #6 STANDARDIZED TASKS ARE THE FOUNDATION 10 TOYOTA PRINCIPLE #6 STANDARDIZED TASKS ARE THE FOUNDATION
PART-2, SIX-SIGMA IN MANUFACTURING & CONSTRUCTION
•• MODMOD--10_TOYOTA PRINCIPLE #6, STANDARDIZED TASKS ARE THE FOUNDATION 10_TOYOTA PRINCIPLE #6, STANDARDIZED TASKS ARE THE FOUNDATION OF C.Q.I.OF C.Q.I.
•• MODMOD--11_I PREPARED A DESIGN & BUILD CONSTRUCTION CASE STUDY FOR THE 11_I PREPARED A DESIGN & BUILD CONSTRUCTION CASE STUDY FOR THE SIXSIX--SIGMA INSTITUTE, I WILL DISCUSS THE RESULTS.SIGMA INSTITUTE, I WILL DISCUSS THE RESULTS.
•• MODMOD--12_MEANS & METHODS _ONE PIECE FLOW REMOVES (MUDA)12_MEANS & METHODS _ONE PIECE FLOW REMOVES (MUDA)•• MODMOD--13_4 QUALITY TOOLS TO FIND SOLUTIONS (MACRO LEVEL PLANNING13_4 QUALITY TOOLS TO FIND SOLUTIONS (MACRO LEVEL PLANNING))•• PLUS / DELTAPLUS / DELTA
#1-Long-term Philosophy
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
POINT “A”
I BELIEVE
#9,#10 & #11 Value to Organization by
developing people
#12,#13 & #14 Solving root
bl
#2,#3, #4,#5 , #6,#7 & #8Right Process
produces right result
Dr. Joseph Juran, working in the US in the 1930s and
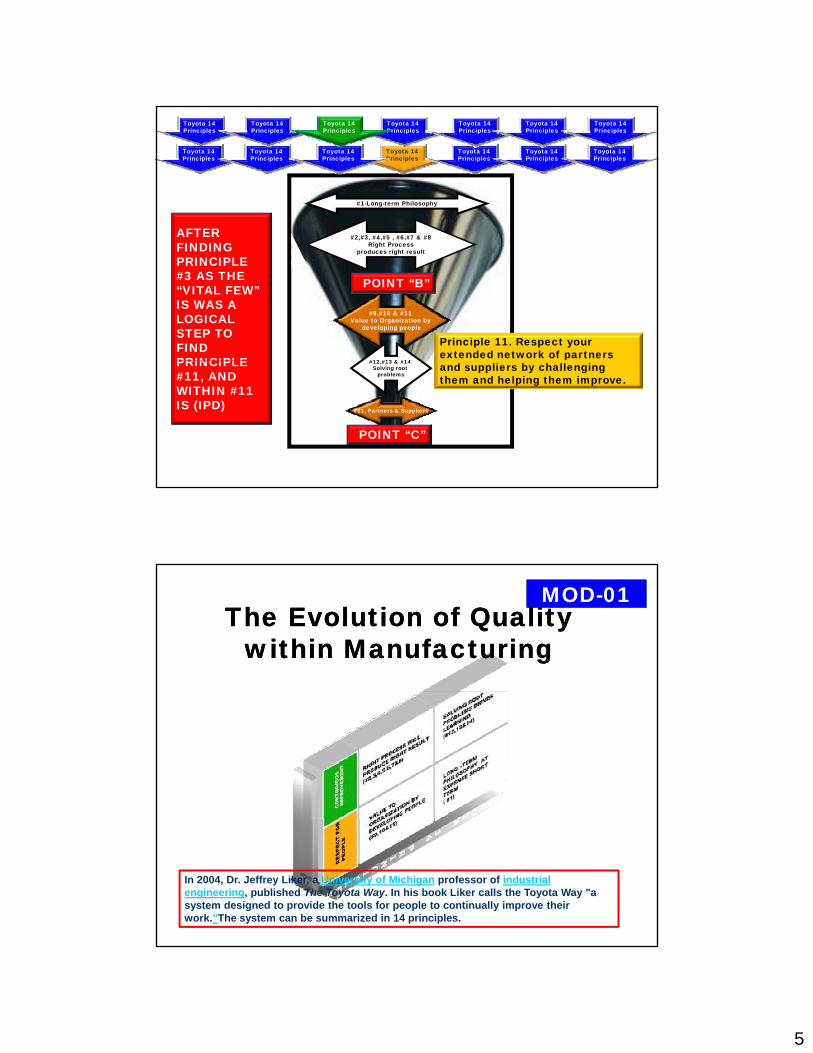
I BELIEVE THAT SOME FORM OF THE 80/20 RULE WAS USED TO GET FROM THE 14 TOYOTA PRINCIPLES TO problems
#3, Pull Systems
POINT “B”
40s recognized a universal 80/30 rule he called the "vital few and trivial many" and reduced it to writing.
TO PRINCIPLE #3, PULL SYSTEMS
5
#1-Long-term Philosophy
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
AFTER
#9,#10 & #11 Value to Organization by
developing people
#12 #13 & #14
#2,#3, #4,#5 , #6,#7 & #8Right Process
produces right result
Principle 11. Respect your extended network of partners
POINT “B”
AFTER FINDING PRINCIPLE #3 AS THE “VITAL FEW” IS WAS A LOGICAL STEP TO FIND PRINCIPLE #12,#13 & #14
Solving root problems
#11, Partners & Suppliers
and suppliers by challenging them and helping them improve.
POINT “C”
PRINCIPLE #11, AND WITHIN #11 IS (IPD)
MOD-01The Evolution of Quality The Evolution of Quality
within Manufacturing within Manufacturing
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
6
VilfredoPareto -80-20 Rule
1
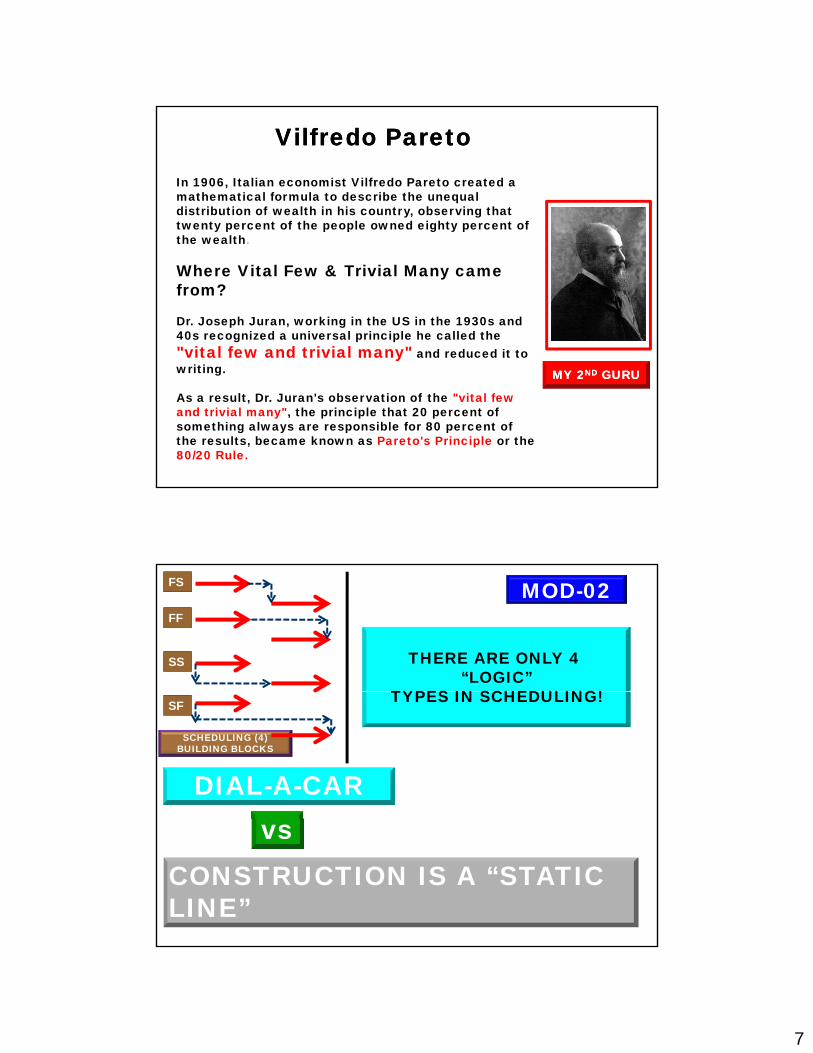
NOTICE THAT 80% OF THE FATHERS OF QUALITY ARE NOTICE THAT 80% OF THE FATHERS OF QUALITY ARE STATISTICIANS & 20% ARE MANUFACTURERSSTATISTICIANS & 20% ARE MANUFACTURERS
Walter Dr DEMING, SPC
Shewhart-SPC
Philip Crosby-Zero Defects
32
Bill Smith –Six SigmaGenichi Taguchi
TPS
Kaoru Ishikawa-Fishbone charts
DR DEMINGS CONTRIBUTION TO JAPAN1950-DEMING TEACHES SPC TO JAPANESS ENGINEERS
1965-TOYOTA WINS DEMING APPLICATION PRIZE
PLAN-DO-CHECK-ACT
MY GURU MY GURU
In 1960, the Prime Minister of Japan (Nobusuke Kishi), acting on behalf of Emperor Hirohito, awarded Deming Japan's Order of the Sacred Treasure, Second Class
The citation on the medal recognizes Deming's contributions to Japan's industrial rebirth and its worldwide success.
7
In 1906, Italian economist Vilfredo Pareto created a mathematical formula to describe the unequal distribution of wealth in his country, observing that twenty percent of the people owned eighty percent of
Vilfredo ParetoVilfredo Pareto
the wealth.
Where Vital Few & Trivial Many came from?
Dr. Joseph Juran, working in the US in the 1930s and 40s recognized a universal principle he called the "vital few and trivial many" and reduced it to ywriting.
As a result, Dr. Juran's observation of the "vital few and trivial many", the principle that 20 percent of something always are responsible for 80 percent of the results, became known as Pareto's Principle or the 80/20 Rule.
MY 2MY 2NDND GURU GURU
GROWTH MATRIX
FS
FF
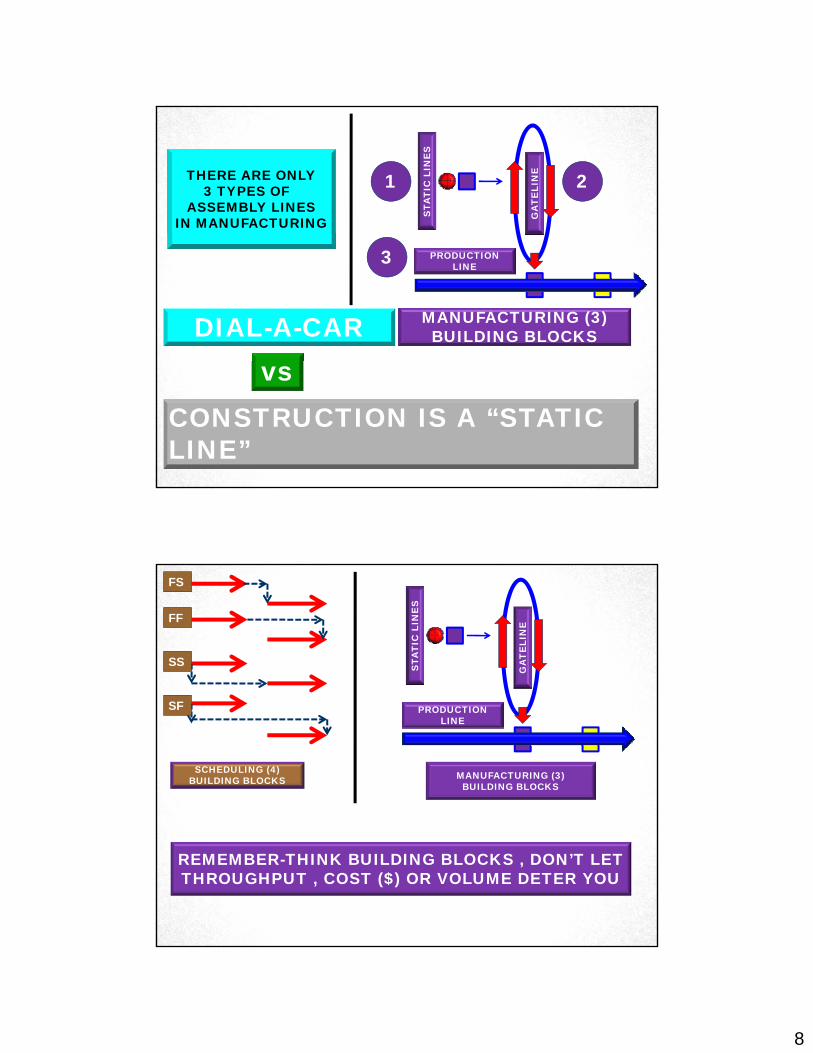
SS THERE ARE ONLY 4 “LOGIC”
TYPES IN SCHEDULING!
MOD-02
DIAL-A-CAR
SCHEDULING (4) BUILDING BLOCKS
SF TYPES IN SCHEDULING!
CONSTRUCTION IS A “STATIC LINE”
vs
8
GROWTH MATRIX
GA
TE
LIN
E
STA
TIC
LIN
ES
THERE ARE ONLY3 TYPES OF
ASSEMBLY LINESIN MANUFACTURING
1 2
DIAL-A-CAR
PRODUCTION LINE
MANUFACTURING (3)BUILDING BLOCKS
3
vs
CONSTRUCTION IS A “STATIC LINE”
GROWTH MATRIX
GA
TE
LIN
E
STA
TIC
LIN
ES
FS
FF
SS
PRODUCTION LINE
SCHEDULING (4) BUILDING BLOCKS
SF
MANUFACTURING (3)BUILDING BLOCKS
REMEMBER-THINK BUILDING BLOCKS , DON’T LETTHROUGHPUT , COST ($) OR VOLUME DETER YOU
9
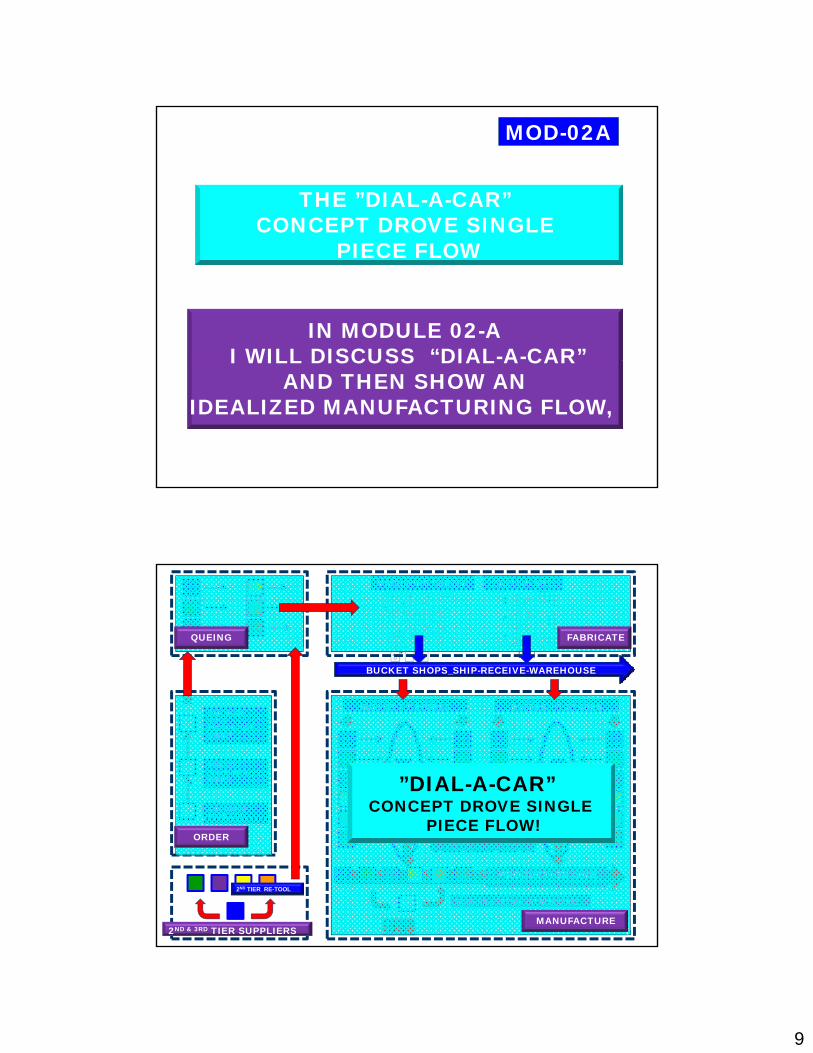
THE ”DIAL-A-CAR” CONCEPT DROVE SINGLE
MOD-02A
PIECE FLOW
IN MODULE 02-AI WILL DISCUSS “DIAL-A-CAR”I WILL DISCUSS DIAL A CAR
AND THEN SHOW AN IDEALIZED MANUFACTURING FLOW,
MACHINING CENTER ”CELLULAR”
BUCKET SHOPS_SHIP-RECEIVE-WAREHOUSE
QUEING FABRICATE
GA
TE
LIN
E
GA
TE
LIN
E
BUFFER-JIT STORES BUFFER-JIT STORES
DEALER TRANSMITS ORDER
CUSTOMER BUYS CAR
CAR MFGR CUTS PRODUCTION ORDER
”DIAL-A-CAR” CONCEPT DROVE SINGLE
REWORK STATION (STATIC LINE)
GATELINE
PRODUCTION LINE2ND TIER RE-TOOL
11MANUFACTURE
2ND & 3RD TIER SUPPLIERS
PIECE FLOW!ORDER
10
MACHINING CENTER ”CELLULAR”
BUCKET SHOPS_SHIP-RECEIVE-WAREHOUSE
FABRICATEQUEING
GA
TE
LIN
E
GA
TE
LIN
E
BUFFER-JIT STORES BUFFER-JIT STORES
DEALER TRANSMITS ORDER
CUSTOMER BUYS CAR
CAR MFGR CUTS PRODUCTION ORDER
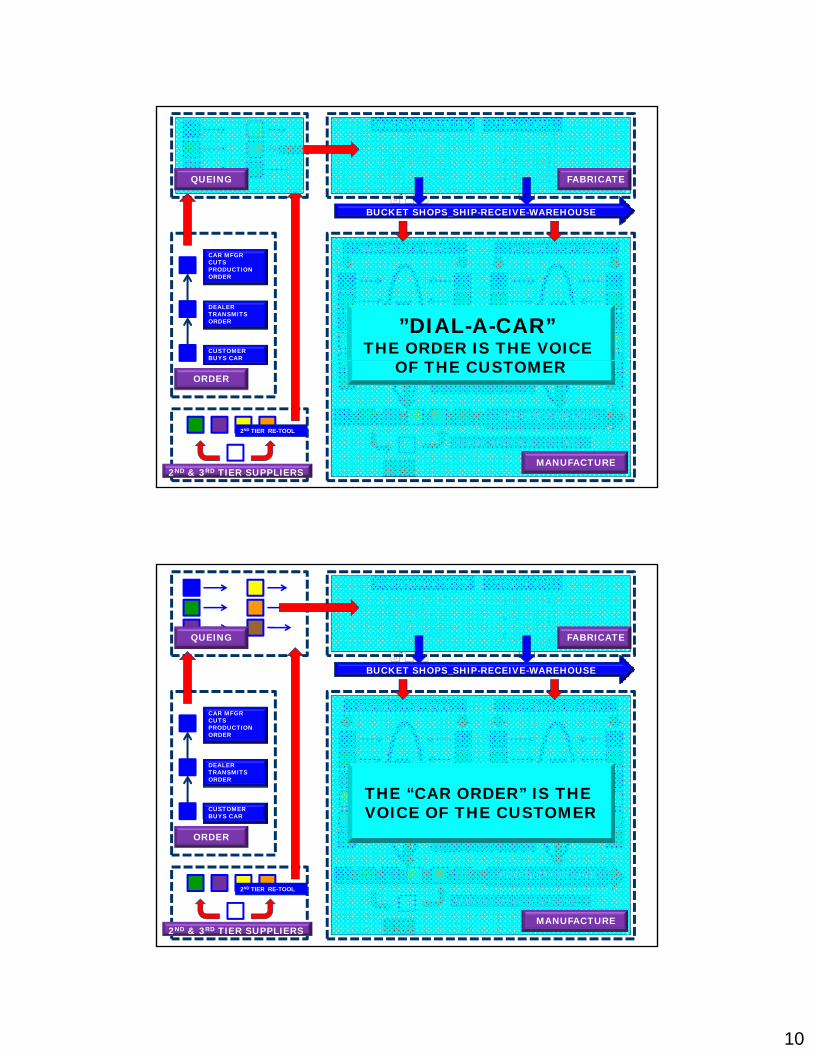
”DIAL-A-CAR” THE ORDER IS THE VOICE
REWORK STATION (STATIC LINE)
GATELINE
PRODUCTION LINE2ND TIER RE-TOOL
11
ORDER
MANUFACTURE2ND & 3RD TIER SUPPLIERS
OF THE CUSTOMER
MACHINING CENTER ”CELLULAR”
BUCKET SHOPS_SHIP-RECEIVE-WAREHOUSE
QUEING FABRICATE
GA
TE
LIN
E
GA
TE
LIN
E
BUFFER-JIT STORES BUFFER-JIT STORES
DEALER TRANSMITS ORDER
CUSTOMER BUYS CAR
CAR MFGR CUTS PRODUCTION ORDER
THE “CAR ORDER” IS THE VOICE OF THE CUSTOMER
REWORK STATION (STATIC LINE)
GATELINE
PRODUCTION LINE2ND TIER RE-TOOL
11
ORDER
MANUFACTURE2ND & 3RD TIER SUPPLIERS
11
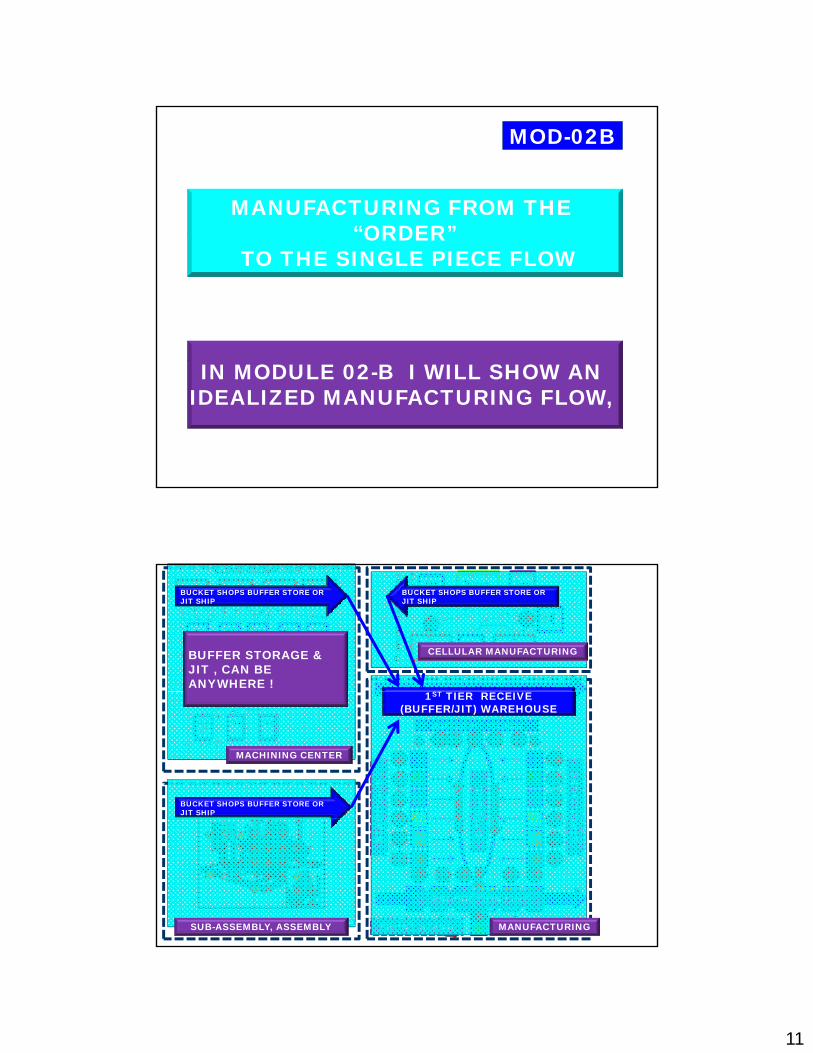
MANUFACTURING FROM THE “ORDER”
MOD-02B
“ORDER”TO THE SINGLE PIECE FLOW
IN MODULE 02-B I WILL SHOW AN IDEALIZED MANUFACTURING FLOW,
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
BUCKET SHOPS BUFFER STORE OR JIT SHIP
BUCKET SHOPS BUFFER STORE OR JIT SHIP
BUFFER STORAGE & JIT , CAN BE ANYWHERE ! BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
MACHINING CENTER
BUCKET SHOPS BUFFER STORE OR JIT SHIP
1ST TIER RECEIVE (BUFFER/JIT) WAREHOUSE
PRODUCTION LINE
STA
T
GA
T
STA
T
SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
12
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
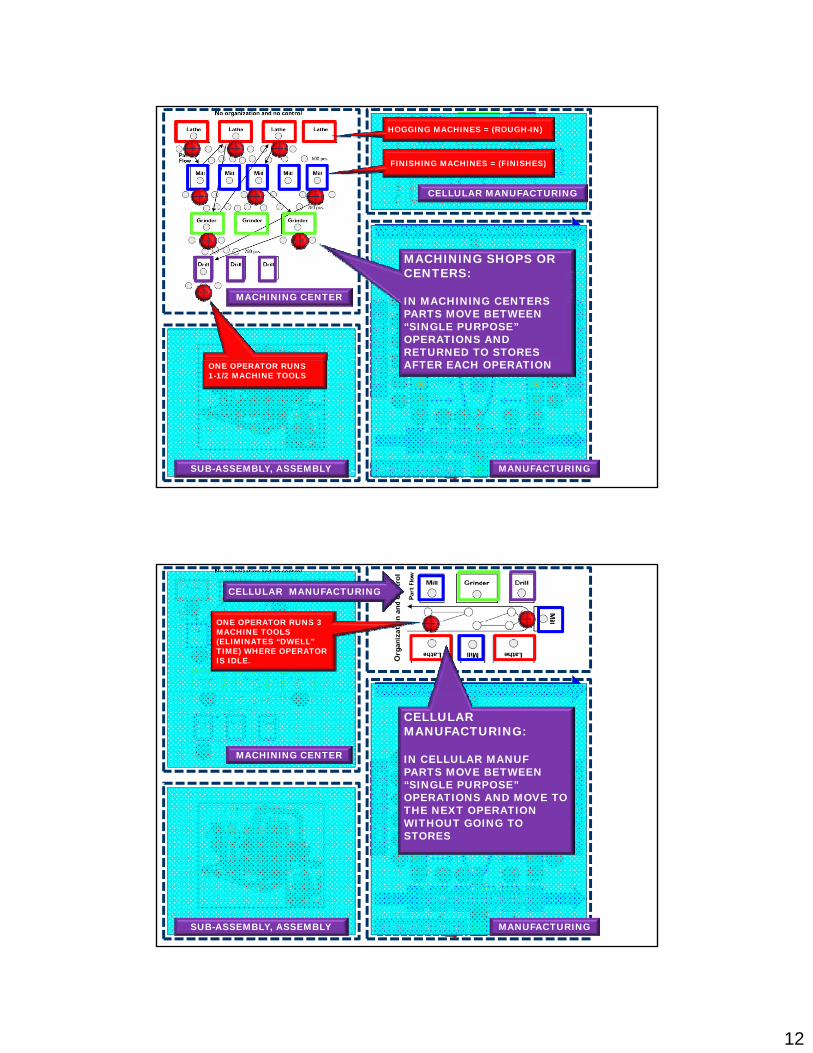
HOGGING MACHINES = (ROUGH-IN)
FINISHING MACHINES = (FINISHES)
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
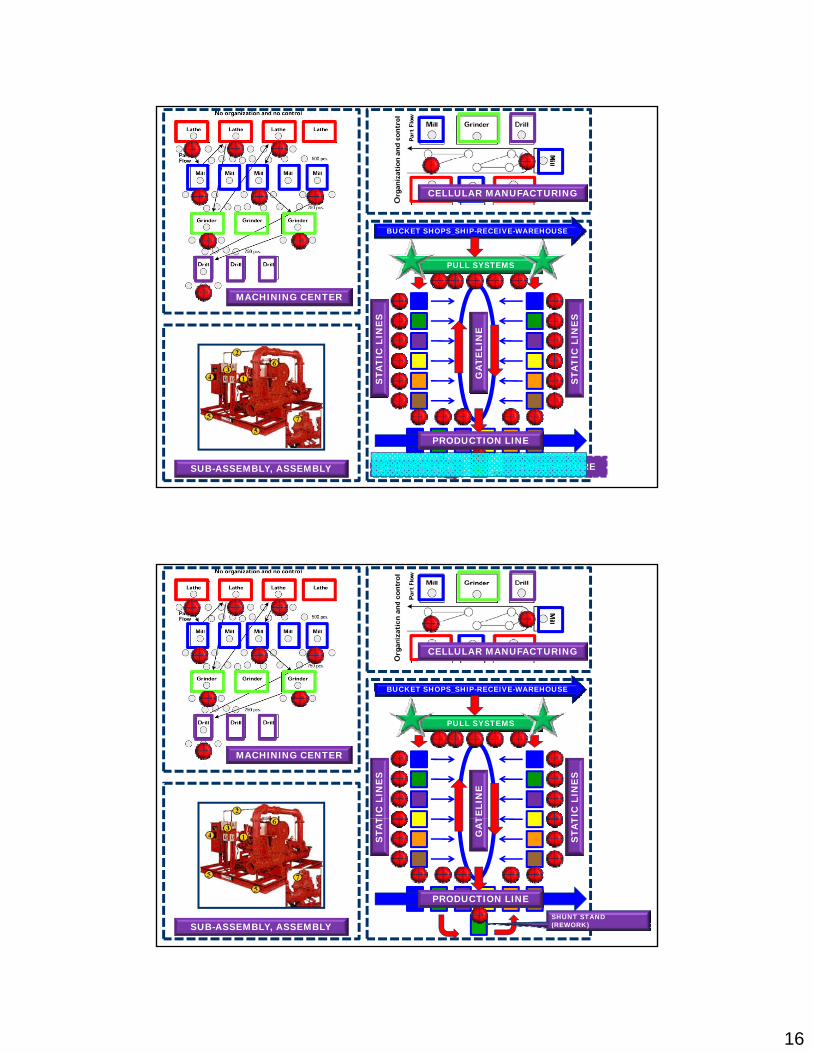
MACHINING SHOPS OR CENTERS:
IN MACHINING CENTERS PARTS MOVE BETWEEN “SINGLE PURPOSE” OPERATIONS AND RETURNED TO STORES
C O O
PRODUCTION LINE
STA
T
GA
T
STA
T
SHUNT STAND
ONE OPERATOR RUNS 1-1/2 MACHINE TOOLS
SUB-ASSEMBLY, ASSEMBLY MANUFACTURING
AFTER EACH OPERATION
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
ONE OPERATOR RUNS 3 MACHINE TOOLS (ELIMINATES “DWELL” TIME) WHERE OPERATOR IS IDLE.
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
MACHINING CENTER
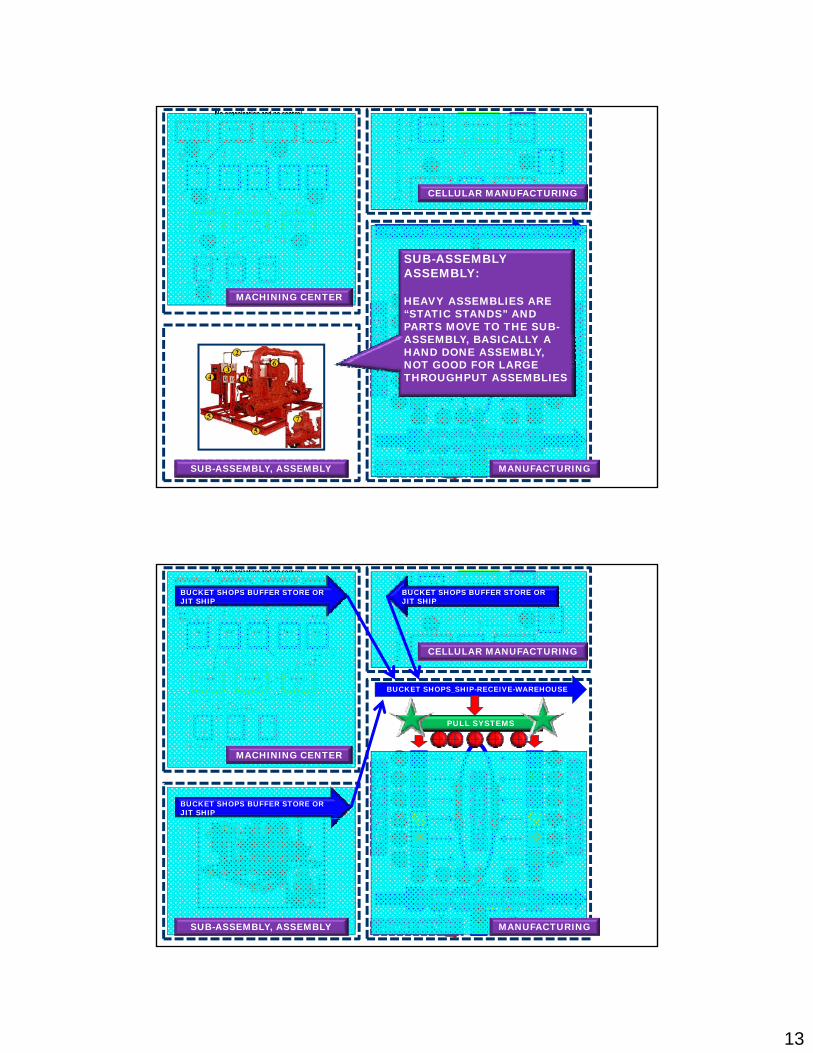
CELLULAR MANUFACTURING:
IN CELLULAR MANUF PARTS MOVE BETWEEN “SINGLE PURPOSE” OPERATIONS AND MOVE TO THE NEXT OPERATION WITHOUT GOING TO
PRODUCTION LINE
STA
T
GA
T
STA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
WITHOUT GOING TO STORES
13
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
MACHINING CENTER
SUB-ASSEMBLY ASSEMBLY:
HEAVY ASSEMBLIES ARE “STATIC STANDS” AND PARTS MOVE TO THE SUB-ASSEMBLY, BASICALLY A HAND DONE ASSEMBLY,
O GOO O G
PRODUCTION LINE
STA
T
GA
T
STA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
NOT GOOD FOR LARGE THROUGHPUT ASSEMBLIES
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
BUCKET SHOPS BUFFER STORE OR JIT SHIP
BUCKET SHOPS BUFFER STORE OR JIT SHIP
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
MACHINING CENTER
BUCKET SHOPS BUFFER STORE OR JIT SHIP
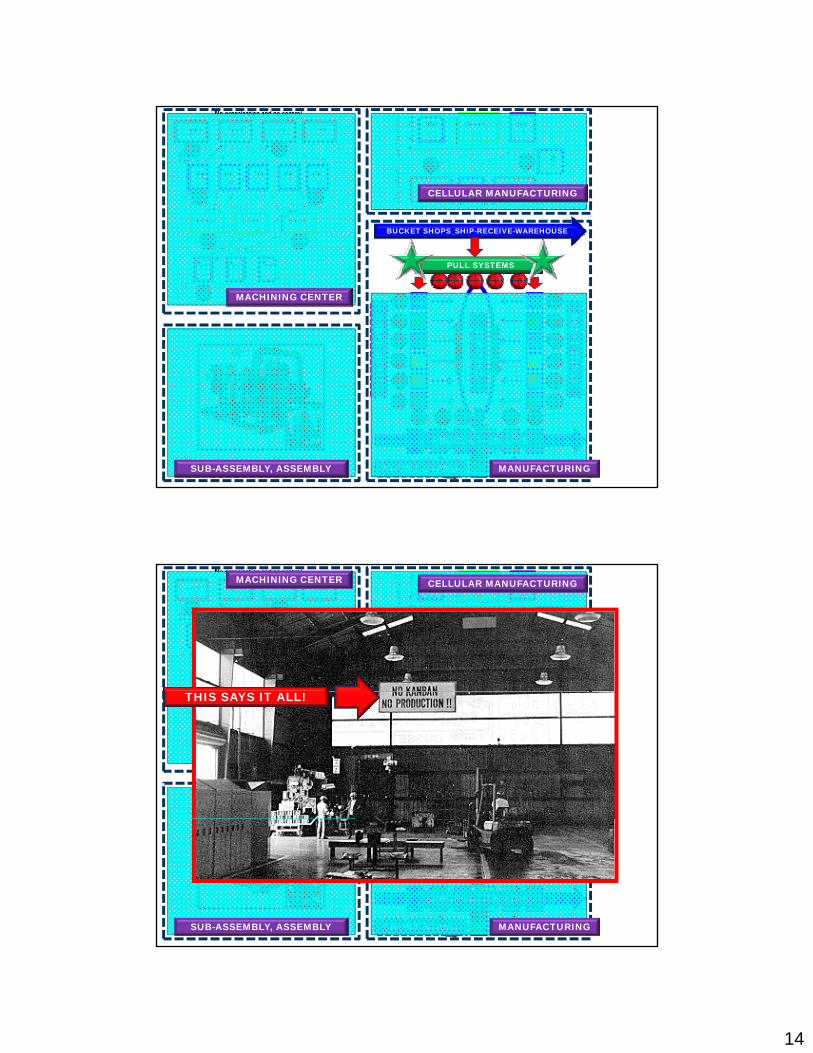
PULL SYSTEMS
PRODUCTION LINE
STA
T
GA
T
STA
T
SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
14
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
PULL SYSTEMS
MACHINING CENTER
PRODUCTION LINE
STA
T
GA
T
STA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
MACHINING CENTER CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
THIS SAYS IT ALL!
PRODUCTION LINE
STA
T
GA
T
STA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
15
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TIC
LIN
ES
TE
LIN
E
TIC
LIN
ES
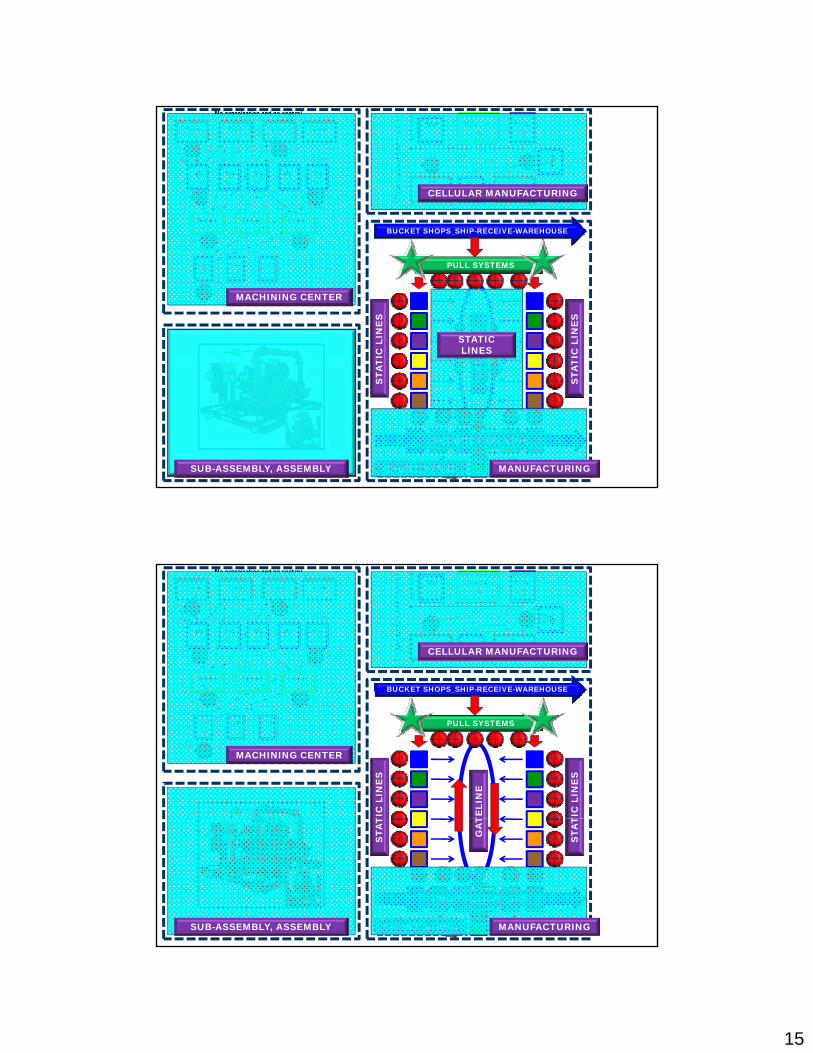
PULL SYSTEMS
MACHINING CENTER
STATIC LINES
PRODUCTION LINE
STA
T
GA
T
STA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
CELLULAR MANUFACTURING
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TE
LIN
E
PULL SYSTEMS
MACHINING CENTER
TIC
LIN
ES
TIC
LIN
ES
PRODUCTION LINE
GA
T
SUB-ASSEMBLY, ASSEMBLY SHUNT STANDSUB-ASSEMBLY, ASSEMBLY MANUFACTURING
STA
T
STA
T
16
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TE
LIN
E
PULL SYSTEMS
TIC
LIN
ES
TIC
LIN
ES
PRODUCTION LINE
GA
TSUB-ASSEMBLY, ASSEMBLY SHUNT STAND MANUFACTURE
STA
T
STA
T
CELLULAR MANUFACTURING
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
MACHINING CENTER
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TE
LIN
E
PULL SYSTEMS
TIC
LIN
ES
TIC
LIN
ES
PRODUCTION LINE
GA
T
SUB-ASSEMBLY, ASSEMBLYSHUNT STAND (REWORK)
STA
T
STA
T
17
BUCKET SHOPS SHIP-RECEIVE-WAREHOUSE
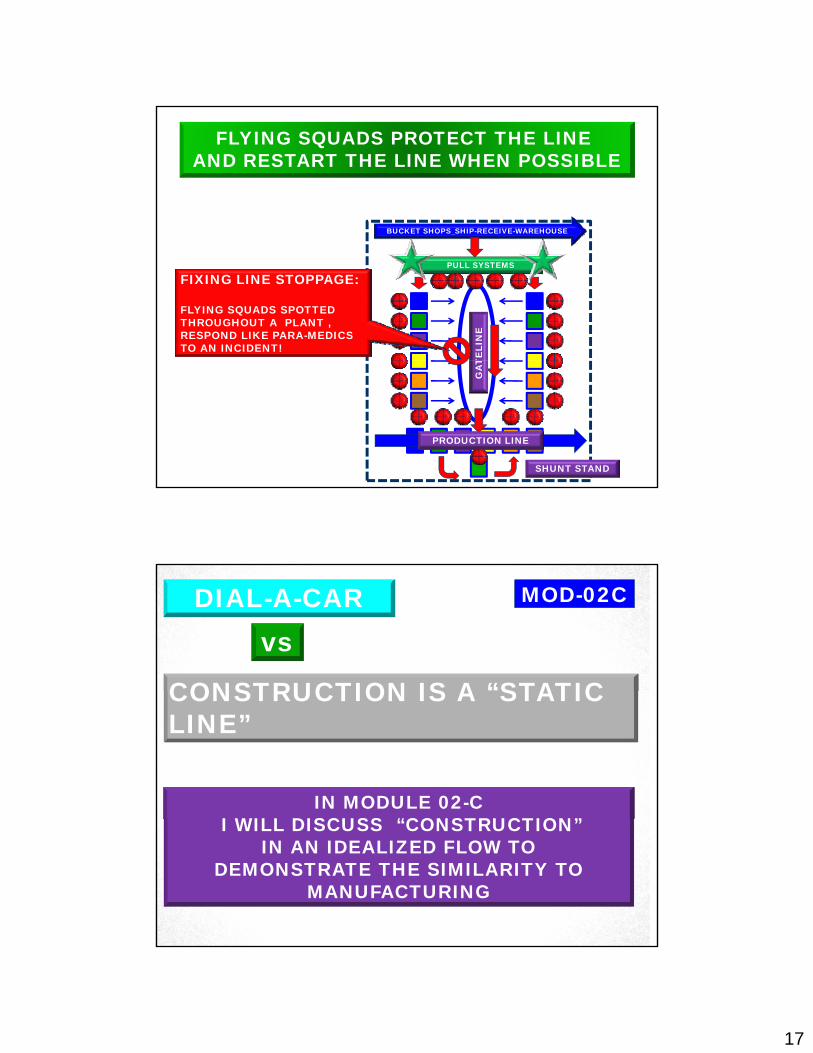
FLYING SQUADS PROTECT THE LINE AND RESTART THE LINE WHEN POSSIBLE
BUCKET SHOPS_SHIP RECEIVE WAREHOUSE
BUFFER-JIT STORES
TE
LIN
E
PULL SYSTEMS
FIXING LINE STOPPAGE:
FLYING SQUADS SPOTTED THROUGHOUT A PLANT , RESPOND LIKE PARA-MEDICS TO AN INCIDENT!
PRODUCTION LINE
GA
TSHUNT STAND
GROWTH MATRIXDIAL-A-CAR MOD-02C
vs
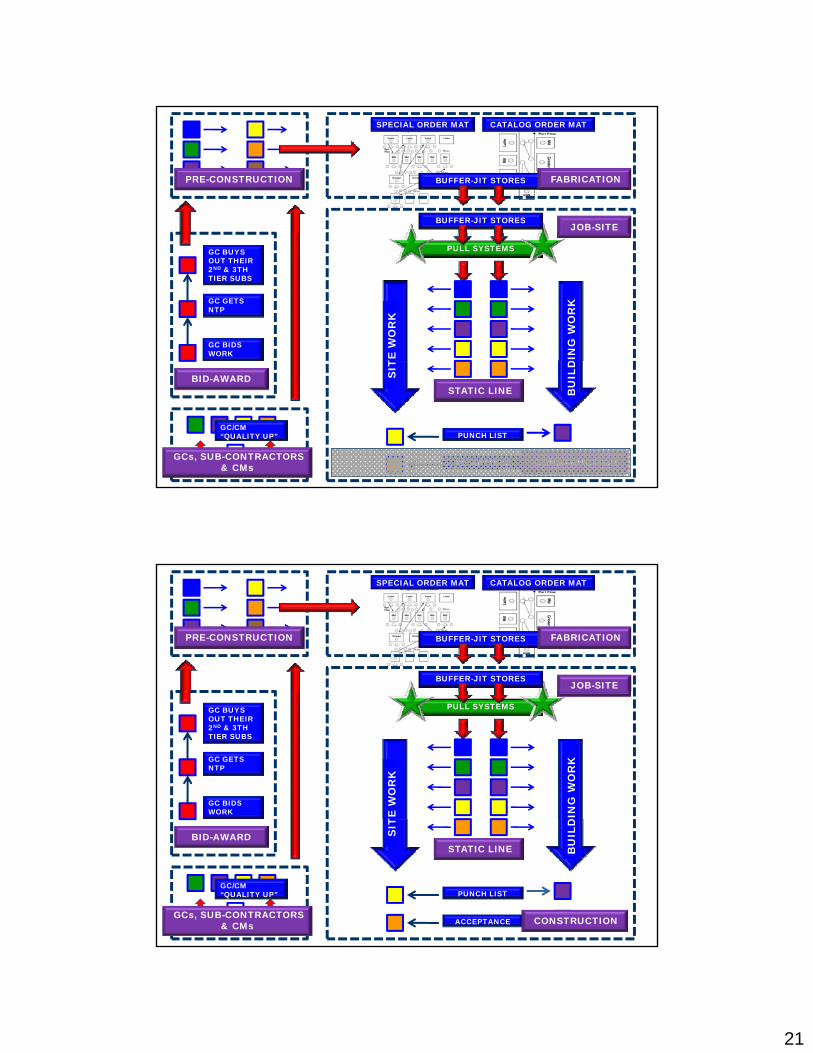
CONSTRUCTION IS A “STATIC CONSTRUCTION IS A “STATIC LINE”
IN MODULE 02-CI WILL DISCUSS “CONSTRUCTION”I WILL DISCUSS “CONSTRUCTION”
IN AN IDEALIZED FLOW TO DEMONSTRATE THE SIMILARITY TO
MANUFACTURING
18
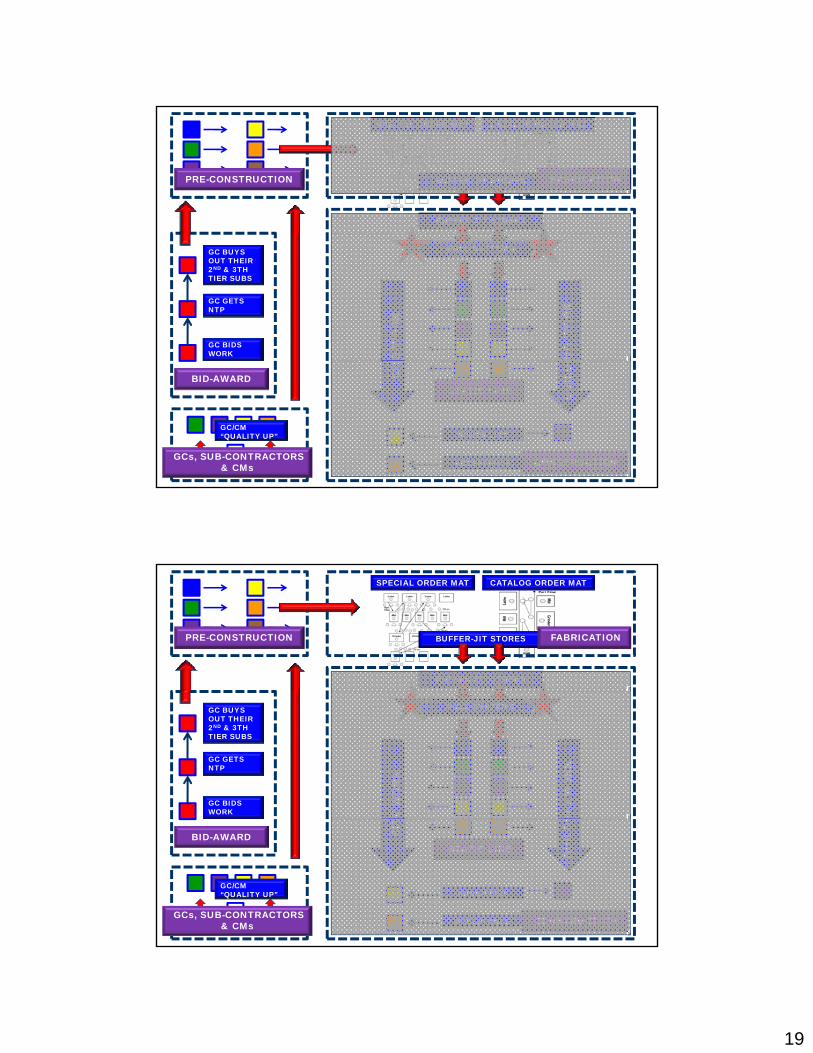
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
ING
WO
RK
PULL SYSTEMS
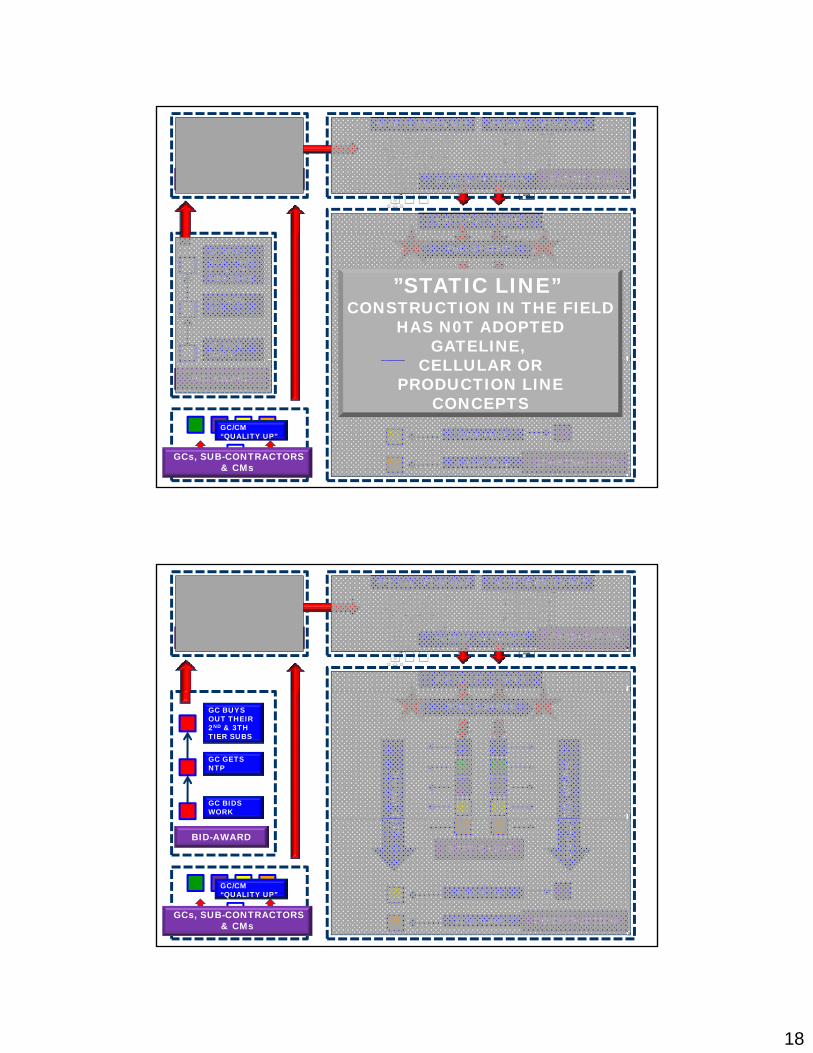
”STATIC LINE” CONSTRUCTION IN THE FIELD
HAS N0T ADOPTED GATELINE,
CELLULAR OR
GC/CM “QUALITY UP”
SIT
BU
ILD
I
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
CELLULAR ORPRODUCTION LINE
CONCEPTS
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
ING
WO
RK
PULL SYSTEMS
GC/CM “QUALITY UP”
SIT
BU
ILD
I
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
19
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
ING
WO
RK
PULL SYSTEMS
GC/CM “QUALITY UP”
SIT
BU
ILD
I
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
ING
WO
RK
PULL SYSTEMS
GC/CM “QUALITY UP”
SIT
BU
ILD
I
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
20
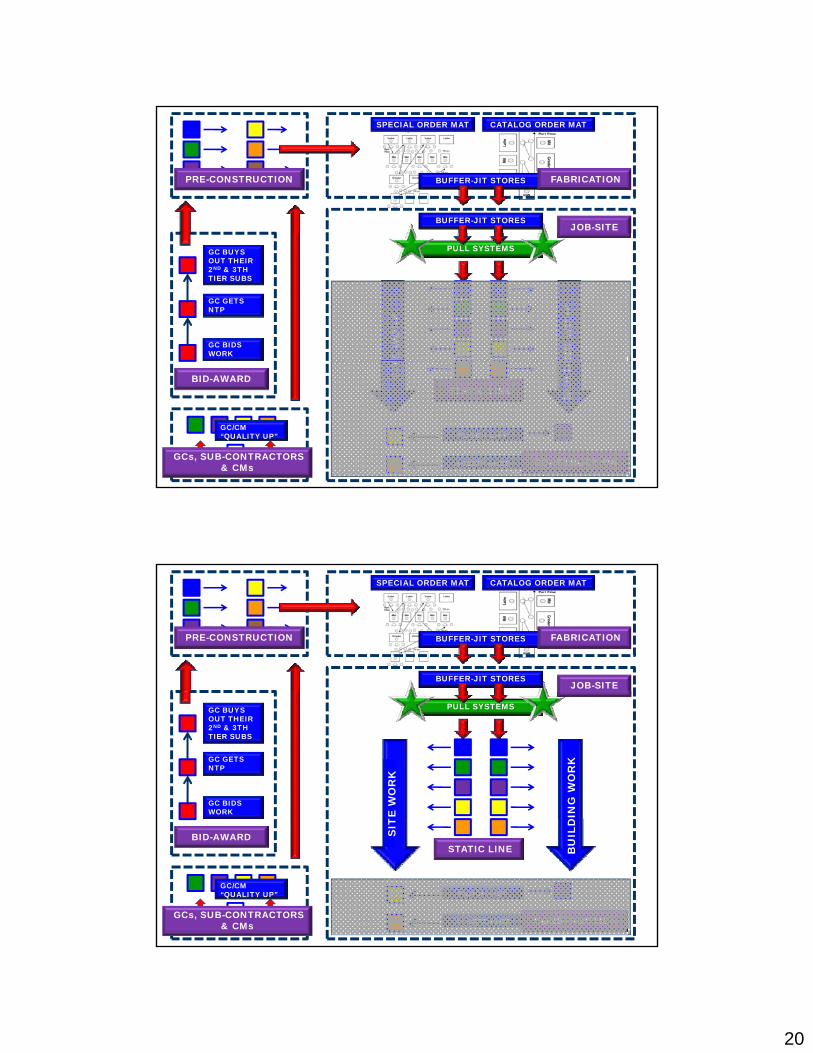
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
JOB-SITE
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
ING
WO
RK
PULL SYSTEMS
GC/CM “QUALITY UP”
SIT
BU
ILD
I
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
JOB-SITE
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
TE
WO
RK
DIN
G W
OR
K
PULL SYSTEMS
GC/CM “QUALITY UP”
SIT
BU
ILD
PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
21
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
JOB-SITE
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
PULL SYSTEMS
TE
WO
RK
DIN
G W
OR
K
GC/CM “QUALITY UP” PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
SIT
BU
ILD
SPECIAL ORDER MAT CATALOG ORDER MAT
PRE-CONSTRUCTION
BUFFER-JIT STORES
BUFFER-JIT STORES FABRICATION
JOB-SITE
GC GETS NTP
GC BIDS WORK
GC BUYS OUT THEIR 2ND & 3TH TIER SUBS
PULL SYSTEMS
TE
WO
RK
DIN
G W
OR
K
GC/CM “QUALITY UP” PUNCH LIST
ACCEPTANCE
STATIC LINEBID-AWARD
GCs, SUB-CONTRACTORS & CMs CONSTRUCTION
SIT
BU
ILD
22
The Evolution ofThe Evolution ofLEAN / SIX SIGMALEAN / SIX SIGMA
MOD-03
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
WHAT IS LEAN SIX SIGMA?
LEAN REMOVES WASTE, FROM ABOVE AND BELOW THE WATERLINE
SIX-SIGMA TOMEASURE WITH
SIX-SIGMA THE PROCESSREMOVES “VARIATION”IN THE PROCESS

23
HOW IS VARIATIONCLASSIFIED
COMMON CAUSE- ISUNASSIGNABLE
SPECIAL CAUSE -ISASSIGNABLEUNASSIGNABLE
NORTH ROOF
RUN CHART
SOUTH ROOF
VARIATION IN NAIL GUN
The Toyota Way is a set of principles and behaviors that
MOD-04
underlie the Toyota Motor Corporation's managerial approachand production system.
Toyota first summed up its philosophy, values and manufacturing ideals in 2001, calling it "The Toyota Way 2001". It consists of principles in y y p ptwo key areas: continuous improvement, and respect for people.
24
Guiding Principles at ToyotaHonor the language and spirit of the law of every nation and undertake open and fair business activities to be a good corporate citizen of the world.
Respect the culture and customs of every nation and contribute to economic and social development through corporate activities in their respective communities.
Dedicate our business to providing clean and safe products and to enhancing the quality of life everywhere through all of our activities.
Create and develop advanced technologies and provide outstanding products and services that fulfill the needs of customers worldwide.
Foster a corporate culture that enhances both individual creativity and the value of teamwork, while honoring mutual trust and respect between labor and management.Pursue growth through harmony with the global community via innovative managementmanagement.
Work with business partners in research and manufacture to achieve stable, long-term growth and mutual benefits, while keeping ourselves open to new partnerships.
Established in 1992, revised in 1997. (Translation from original Japanese)
The Toyota Way is a set of principles and behaviors that underlie the Toyota Motor Corporation's managerial approachand production system.
Toyota first summed up its philosophy, values and manufacturing ideals in 2001, calling it "The Toyota Way 2001". It consists of principles in two key areas: continuous improvement, and respect for people.
MOD-04
14 PRINCIPLES OF14 PRINCIPLES OFTHE TOYOTA WAY THE TOYOTA WAY
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
25
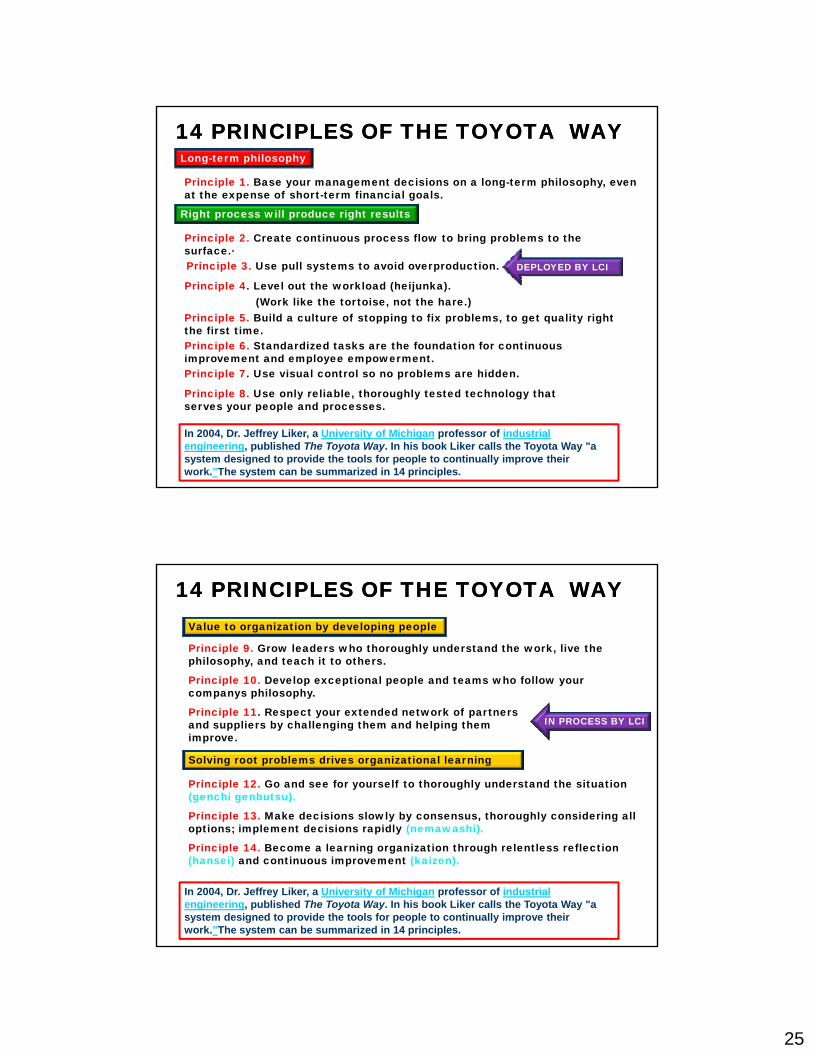
14 PRINCIPLES OF THE TOYOTA WAY14 PRINCIPLES OF THE TOYOTA WAY
Principle 1. Base your management decisions on a long-term philosophy, even at the expense of short-term financial goals.
Long-term philosophy
Right process will produce right results
Principle 2. Create continuous process flow to bring problems to the surface.·Principle 3. Use pull systems to avoid overproduction.
Principle 4. Level out the workload (heijunka).
Principle 5. Build a culture of stopping to fix problems, to get quality right the first time.Principle 6. Standardized tasks are the foundation for continuous improvement and employee empowerment.
(Work like the tortoise, not the hare.)
DEPLOYED BY LCI
improvement and employee empowerment.Principle 7. Use visual control so no problems are hidden.
Principle 8. Use only reliable, thoroughly tested technology that serves your people and processes.
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
14 PRINCIPLES OF THE TOYOTA WAY14 PRINCIPLES OF THE TOYOTA WAY
Principle 9. Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others.
Principle 10. Develop exceptional people and teams who follow your companys philosophy
Value to organization by developing people
companys philosophy.
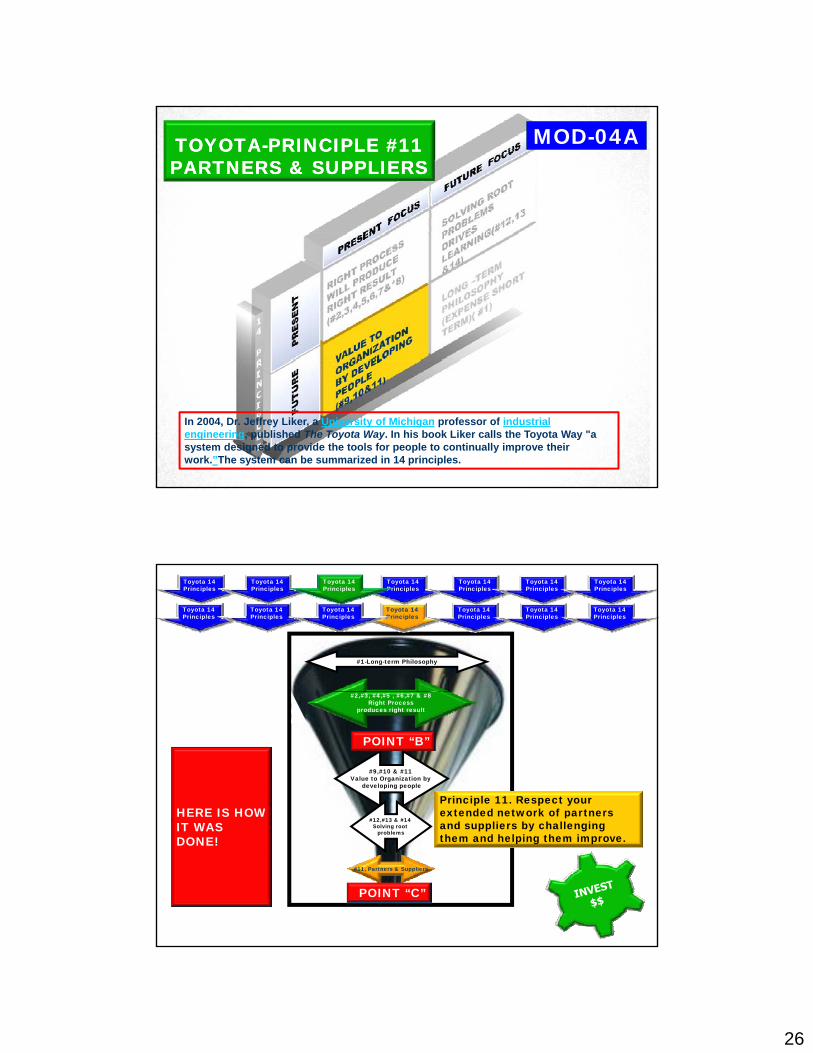
Principle 11. Respect your extended network of partners and suppliers by challenging them and helping them improve.
Principle 12. Go and see for yourself to thoroughly understand the situation (genchi genbutsu).
Principle 13. Make decisions slowly by consensus, thoroughly considering all
Solving root problems drives organizational learning
IN PROCESS BY LCI
Principle 13. Make decisions slowly by consensus, thoroughly considering all options; implement decisions rapidly (nemawashi).
Principle 14. Become a learning organization through relentless reflection (hansei) and continuous improvement (kaizen).
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
26
GROWTH MATRIXTOYOTATOYOTA--PRINCIPLE #11PRINCIPLE #11PARTNERS & SUPPLIERSPARTNERS & SUPPLIERS
MOD-04A
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
#1-Long-term Philosophy
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
Toyota 14 Principles
#9,#10 & #11 Value to Organization by
developing people
#12 #13 & #14
#2,#3, #4,#5 , #6,#7 & #8Right Process
produces right result
Principle 11. Respect your extended network of partners HERE IS HOW
POINT “B”
#12,#13 & #14 Solving root
problems
#11, Partners & Suppliers
and suppliers by challenging them and helping them improve.
IT WAS DONE!
POINT “C”
27
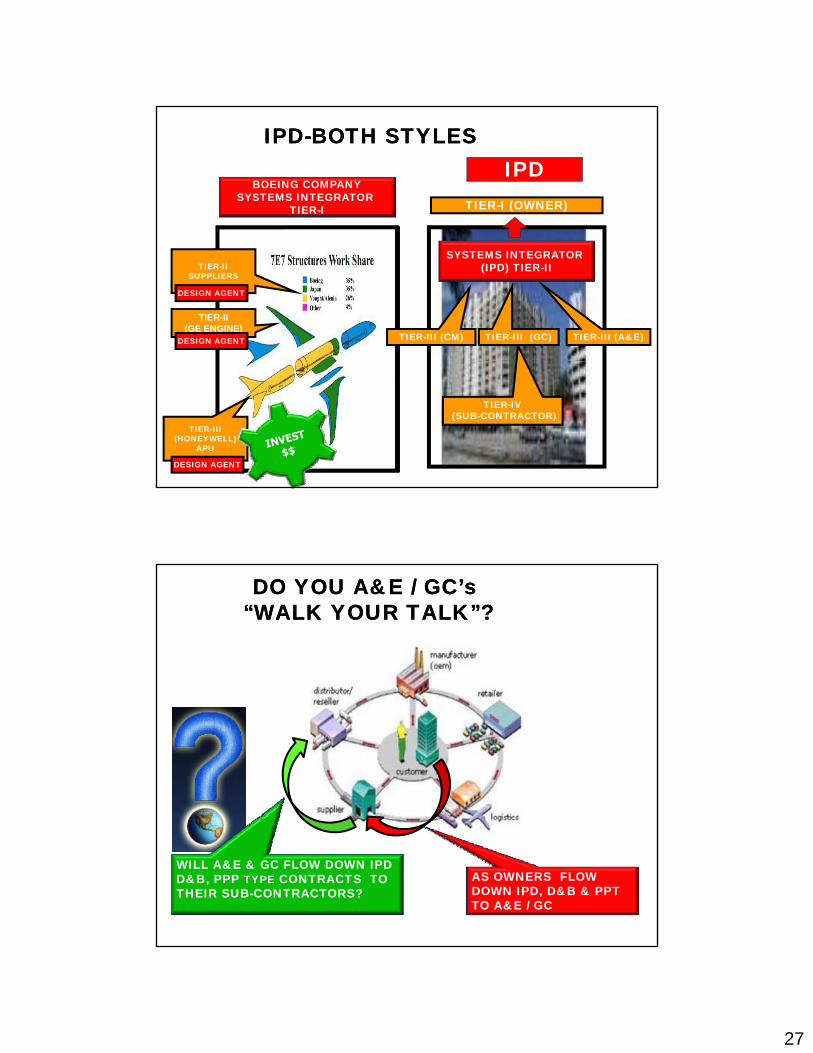
TIER-I (OWNER)
IPDIPDIPD--BOTH STYLESBOTH STYLES
BOEING COMPANYSYSTEMS INTEGRATOR
TIER-I
TIER-II SUPPLIERS
SYSTEMS INTEGRATOR (IPD) TIER-II
TIER-III (GC) TIER-III (A&E)TIER-III (CM)
TIER-II (GE ENGINE)
DESIGN AGENT
DESIGN AGENT
TIER-IV(SUB-CONTRACTOR)
TIER-III (HONEYWELL)
APU
DESIGN AGENT
DO YOU A&E / GC’sDO YOU A&E / GC’s“WALK YOUR TALK”?“WALK YOUR TALK”?
AS OWNERS FLOW DOWN IPD, D&B & PPT TO A&E / GC
WILL A&E & GC FLOW DOWN IPD D&B, PPP TYPE CONTRACTS TO THEIR SUB-CONTRACTORS?
28
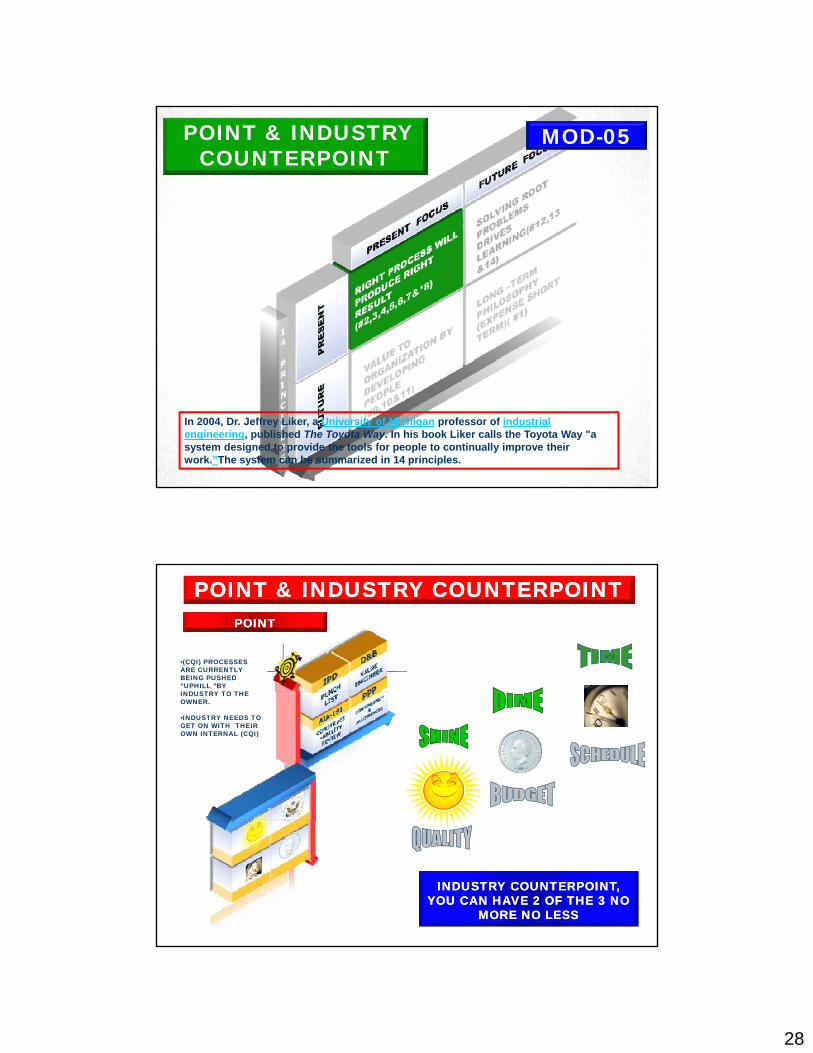
GROWTH MATRIXPOINT & INDUSTRY COUNTERPOINT
MOD-05
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
POINT POINT
•(CQI) PROCESSES ARE CURRENTLY BEING PUSHED “UPHILL ”BY INDUSTRY TO THE
POINT & INDUSTRY COUNTERPOINT POINT & INDUSTRY COUNTERPOINT
INDUSTRY TO THE OWNER.
•INDUSTRY NEEDS TO GET ON WITH THEIR OWN INTERNAL (CQI)
INDUSTRY COUNTERPOINT, INDUSTRY COUNTERPOINT, YOU CAN HAVE 2 OF THE 3 NO YOU CAN HAVE 2 OF THE 3 NO
MORE NO LESS MORE NO LESS
29
POINT POINT INDUSTRY COUNTERPOINTINDUSTRY COUNTERPOINT
••CONTINUOUS QUALITY CONTINUOUS QUALITY IMPROVEMENTS (CQI) LIKE IMPROVEMENTS (CQI) LIKE ISOISO--9001 WILL NOT 9001 WILL NOT BUBBLE UP FROM THE BUBBLE UP FROM THE BOTTOM BOTTOM
POINT & INDUSTRY COUNTERPOINT POINT & INDUSTRY COUNTERPOINT
BOTTOM BOTTOM
••THE CONSTRUCTION THE CONSTRUCTION COMPANIES COMPANIES NEED TO BE NEED TO BE CONVINCED THAT (CQI) IS CONVINCED THAT (CQI) IS A CUSTOMER A CUSTOMER DEMANDDEMAND
••AND THAT AND THAT IT WILL IT WILL IMPROVE THEIR BOTTOM IMPROVE THEIR BOTTOM LINE.LINE.
•MANY A&E, CM’s AND CG’s IN THE MIDDLE-WEST HAVE ISO-9001 CERTIFICATION, FORD QI CERTIFICATIN, LETS NOT BE OBVIOUS BY OUR ABSENCE, SHOULD CUSTOMERS DEMAND DEMONSTRATED CQI
SW
MW
MOD-6What Others are doing:What Others are doing:
The S.M.E., LEAN Manufacturing The S.M.E., LEAN Manufacturing Certificate Program Certificate Program
121 bodies of knowledge121 bodies of knowledge
30
THE THE LEAN ALLIANCE LEAN ALLIANCE
•CONSIDER USING THE S.M.E. ALLIANCE CRITERIA AS A “PICK LIST”, AND LET THE “VOICE OF YOUR CUSTOMER” “VOICE OF YOUR CUSTOMER” (VOC) & THE “VITAL FEW” SELECT THE REQUIREMENTS / CRITERIA
The Society of Manufacturing Engineers (SME), is the world’s leading professional society supporting manufacturing education. (SME0 influences more than half a million manufacturing engineers and executives annually. The Society has members in 70 countries and is supported by a network of hundreds of chapters worldwide. www.sme.org
The Association for Manufacturing Excellence (AME), founded in 1985, is the premier organization for the exchange of knowledge in enterprise excellence. (AME) members come together to explore Lean thinking and other
THE LEAN ALLIANCE IN MANUFACTURING IS BIG! THE LEAN ALLIANCE IN MANUFACTURING IS BIG!
enterprise improvement methods, exchange best practices, and network in order to advance their careers and improve the performance of their organizations. (AME) sponsors the annual International Lean Conference and publishes the award winning Target magazine. www.ame.org
The Shingo Prize, was established in 1988 to promote awareness of lean concepts and to recognize companies that achieve world-class operational excellence status around the globe. The Shingo Prize philosophy is that world-class businessperformance is achieved through a deep understanding and integration of lean principles, lean systems of management, and the wise application of lean tools and techniques to create a sustainable culture of continuous improvement.www.shingoprize.org
American Society for Quality (ASQ) , has been the world’s leading authority on quality for more than 60 years. With more than 85,000 individual and organizational members, the professional association advances learning, quality improvement and knowledge exchange to improve business results and to create better workplaces and communities worldwide. As a champion of the quality movement, ASQ - offers technologies, concepts, tools and training to quality professionals, quality practitioners and everyday consumers. www.asq.org
31
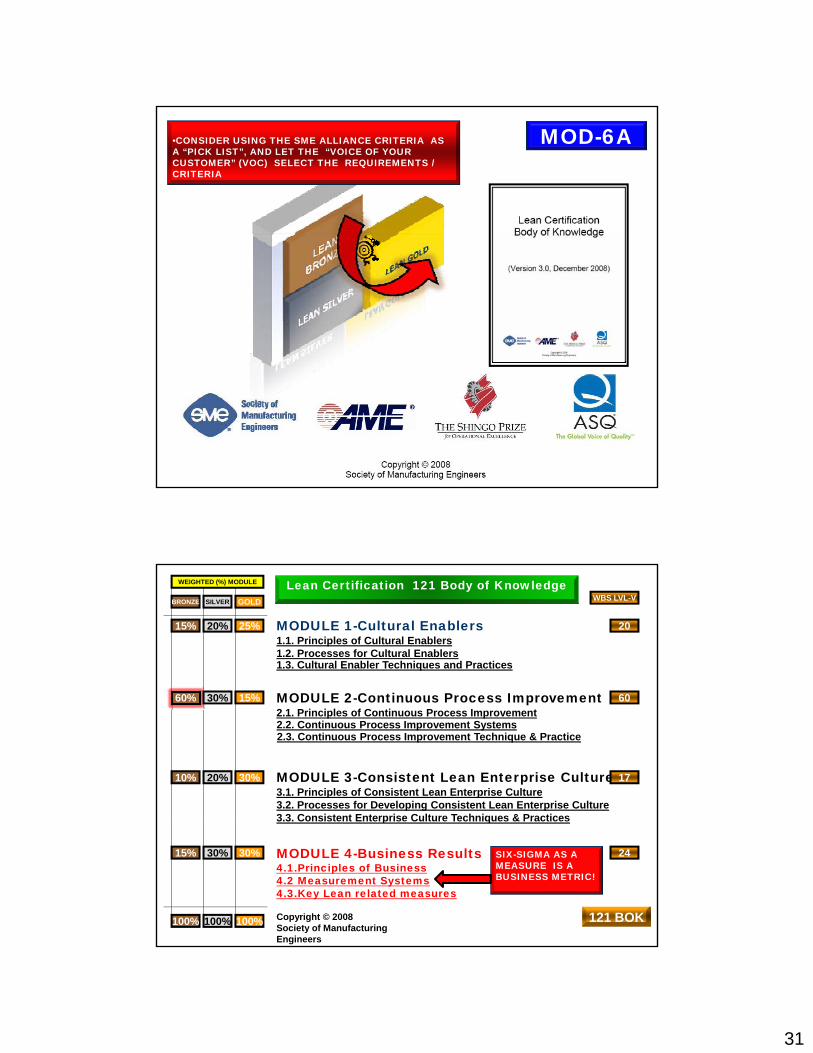
•CONSIDER USING THE SME ALLIANCE CRITERIA AS A “PICK LIST”, AND LET THE “VOICE OF YOUR CUSTOMER” (VOC) SELECT THE REQUIREMENTS / CRITERIA
MOD-6A
MODULE 1-Cultural Enablers1.1. Principles of Cultural Enablers1.2. Processes for Cultural Enablers1.3. Cultural Enabler Techniques and Practices
BRONZE SILVER GOLD
15% 20% 25%
WBS LVL-V
20
WEIGHTED (%) MODULE Lean Certification 121 Body of Knowledge
MODULE 2-Continuous Process Improvement2.1. Principles of Continuous Process Improvement
2.3. Continuous Process Improvement Technique & Practice
MODULE 3-Consistent Lean Enterprise Culture3.1. Principles of Consistent Lean Enterprise Culture3.2. Processes for Developing Consistent Lean Enterprise Culture3 3 Consistent Enterprise Culture Techniques & Practices
60%
10%
30%
20%
15%
30%
60
17
2.2. Continuous Process Improvement Systems
Copyright © 2008 Society of Manufacturing Engineers
3.3. Consistent Enterprise Culture Techniques & Practices
MODULE 4-Business Results4.1.Principles of Business4.2 Measurement Systems4.3.Key Lean related measures
15% 30% 30%
100% 100% 100%
24
121 BOK
SIX-SIGMA AS A MEASURE IS A BUSINESS METRIC!
32
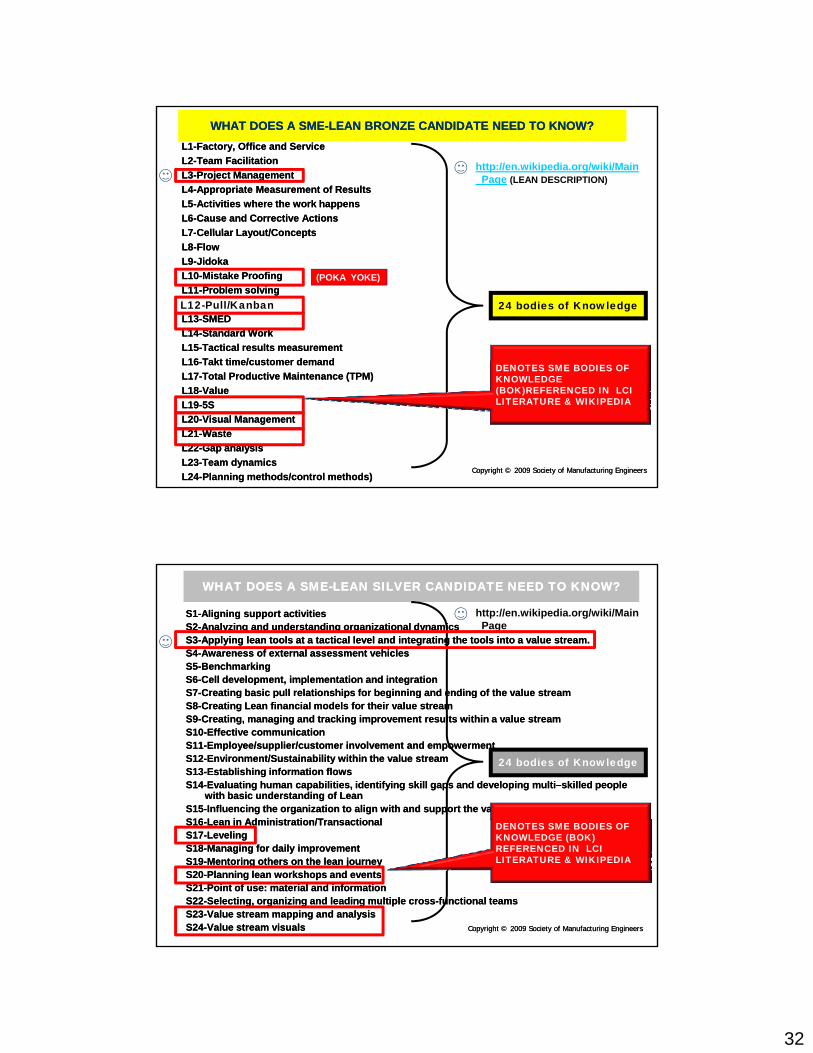
WHAT DOES A SMEWHAT DOES A SME--LEAN BRONZE CANDIDATE NEED TO KNOW?LEAN BRONZE CANDIDATE NEED TO KNOW?L1L1--Factory, Office and ServiceFactory, Office and ServiceL2L2--Team FacilitationTeam FacilitationL3L3--Project ManagementProject ManagementL4L4--Appropriate Measurement of ResultsAppropriate Measurement of ResultsL5L5--Activities where the work happensActivities where the work happensL6L6--Cause and Corrective ActionsCause and Corrective ActionsL7L7--Cellular Layout/ConceptsCellular Layout/Concepts
http://en.wikipedia.org/wiki/Main_Page (LEAN DESCRIPTION)
L7L7--Cellular Layout/ConceptsCellular Layout/ConceptsL8L8--FlowFlowL9L9--JidokaJidokaL10L10--Mistake ProofingMistake ProofingL11L11--Problem solvingProblem solvingL12L12--Pull/KanbanPull/KanbanL13L13--SMED SMED L14L14--Standard WorkStandard WorkL15L15--Tactical results measurementTactical results measurementL16L16 Takt time/customer demandTakt time/customer demand
24 bodies of Knowledge
(POKA YOKE)
L12-Pull/Kanban
L16L16--Takt time/customer demandTakt time/customer demandL17L17--Total Productive Maintenance (TPM)Total Productive Maintenance (TPM)L18L18--ValueValueL19L19--5S5SL20L20--Visual ManagementVisual ManagementL21L21--Waste Waste L22L22--Gap analysisGap analysisL23L23--Team dynamicsTeam dynamicsL24L24--Planning methods/control methods)Planning methods/control methods)
Copyright © 2009 Society of Manufacturing EngineersCopyright © 2009 Society of Manufacturing Engineers
DENOTES SME BODIES OF KNOWLEDGE (BOK)REFERENCED IN LCI LITERATURE & WIKIPEDIA
WHAT DOES A SMEWHAT DOES A SME--LEAN SILVER CANDIDATE NEED TO KNOW?LEAN SILVER CANDIDATE NEED TO KNOW?
S1S1--Aligning support activities Aligning support activities S2S2--Analyzing and understanding organizational dynamicsAnalyzing and understanding organizational dynamicsS3S3--Applying lean tools at a tactical level and integrating the tools into a value stream.Applying lean tools at a tactical level and integrating the tools into a value stream.S4S4--Awareness of external assessment vehiclesAwareness of external assessment vehiclesS5S5--Benchmarking Benchmarking S6S6--Cell development, implementation and integrationCell development, implementation and integrationS7S7 Creating basic pull relationships for beginning and ending of the value streamCreating basic pull relationships for beginning and ending of the value stream
http://en.wikipedia.org/wiki/Main_Page
S7S7--Creating basic pull relationships for beginning and ending of the value streamCreating basic pull relationships for beginning and ending of the value streamS8S8--Creating Lean financial models for their value streamCreating Lean financial models for their value streamS9S9--Creating, managing and tracking improvement results within a value streamCreating, managing and tracking improvement results within a value streamS10S10--Effective communicationEffective communicationS11S11--Employee/supplier/customer involvement and empowermentEmployee/supplier/customer involvement and empowermentS12S12--Environment/Sustainability within the value streamEnvironment/Sustainability within the value streamS13S13--Establishing information flowsEstablishing information flowsS14S14--Evaluating human capabilities, identifying skill gaps and developing multiEvaluating human capabilities, identifying skill gaps and developing multi––skilled people skilled people
with basic understanding of Leanwith basic understanding of LeanS15S15--Influencing the organization to align with and support the value streamInfluencing the organization to align with and support the value streamS16S16 L i Ad i i t ti /T ti lL i Ad i i t ti /T ti l
24 bodies of Knowledge
S16S16--Lean in Administration/Transactional Lean in Administration/Transactional S17S17--LevelingLevelingS18S18--Managing for daily improvementManaging for daily improvementS19S19--Mentoring others on the lean journeyMentoring others on the lean journeyS20S20--Planning lean workshops and eventsPlanning lean workshops and eventsS21S21--Point of use: material and information Point of use: material and information S22S22--Selecting, organizing and leading multiple crossSelecting, organizing and leading multiple cross--functional teamsfunctional teamsS23S23--Value stream mapping and analysisValue stream mapping and analysisS24S24--Value stream visualsValue stream visuals Copyright © 2009 Society of Manufacturing EngineersCopyright © 2009 Society of Manufacturing Engineers
DENOTES SME BODIES OF KNOWLEDGE (BOK) REFERENCED IN LCI LITERATURE & WIKIPEDIA
33
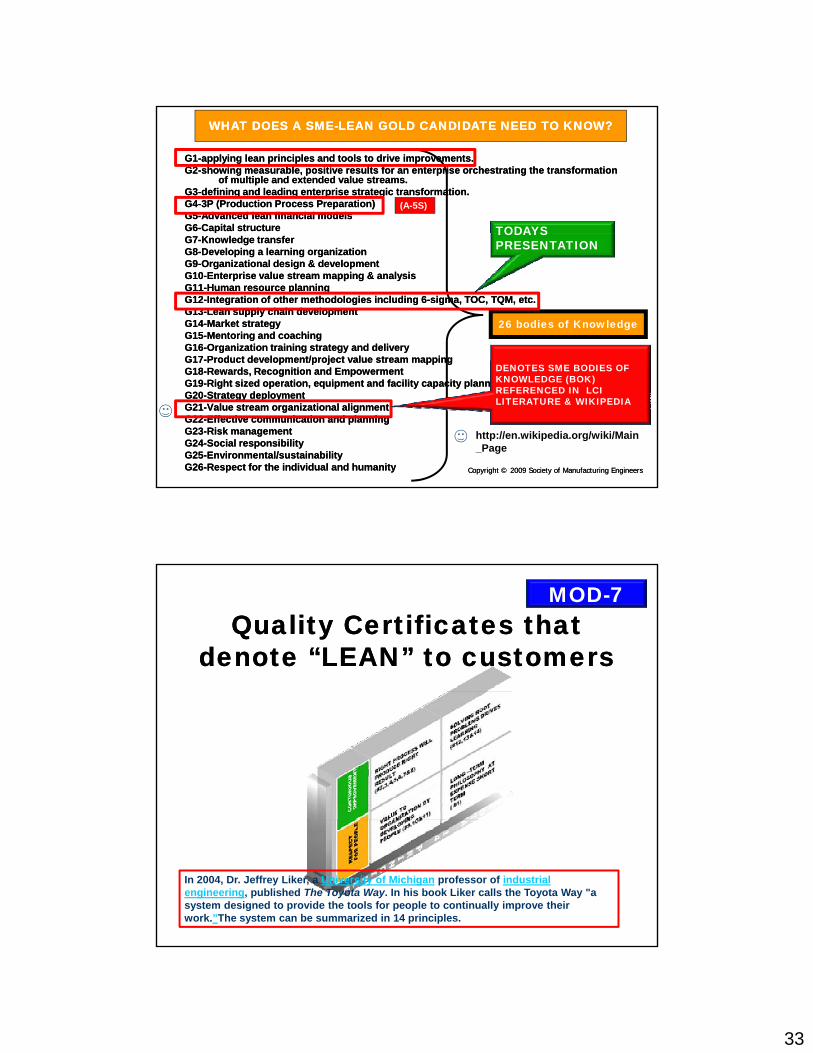
G1G1--applying lean principles and tools to drive improvements.applying lean principles and tools to drive improvements.G2G2--showing measurable, positive results for an enterprise orchestrating the transformation showing measurable, positive results for an enterprise orchestrating the transformation
of multiple and extended value streams.of multiple and extended value streams.G3G3--defining and leading enterprise strategic transformation.defining and leading enterprise strategic transformation.G4G4--3P (Production Process Preparation)3P (Production Process Preparation)G5G5--Advanced lean financial modelsAdvanced lean financial modelsG6G6--Capital structureCapital structure
WHAT DOES A SMEWHAT DOES A SME--LEAN GOLD CANDIDATE LEAN GOLD CANDIDATE NEED TO KNOW?NEED TO KNOW?
(A-5S)
TODAYS G7G7--Knowledge transferKnowledge transferG8G8--Developing a learning organizationDeveloping a learning organizationG9G9--Organizational design & developmentOrganizational design & developmentG10G10--Enterprise value stream mapping & analysisEnterprise value stream mapping & analysisG11G11--Human resource planningHuman resource planningG12G12--Integration of other methodologies including 6Integration of other methodologies including 6--sigma, TOC, TQM, etc.sigma, TOC, TQM, etc.G13G13--Lean supply chain development Lean supply chain development G14G14--Market strategy Market strategy G15G15--Mentoring and coachingMentoring and coachingG16G16--Organization training strategy and deliveryOrganization training strategy and deliveryG17G17--Product development/project value stream mappingProduct development/project value stream mapping
26 bodies of Knowledge
TODAYS PRESENTATION
G17G17 Product development/project value stream mappingProduct development/project value stream mappingG18G18--Rewards, Recognition and EmpowermentRewards, Recognition and EmpowermentG19G19--Right sized operation, equipment and facility capacity planningRight sized operation, equipment and facility capacity planningG20G20--Strategy deploymentStrategy deploymentG21G21--Value stream organizational alignment Value stream organizational alignment G22G22--Effective communication and planningEffective communication and planningG23G23--Risk managementRisk managementG24G24--Social responsibilitySocial responsibilityG25G25--Environmental/sustainabilityEnvironmental/sustainabilityG26G26--Respect for the individual and humanityRespect for the individual and humanity Copyright © 2009 Society of Manufacturing EngineersCopyright © 2009 Society of Manufacturing Engineers
http://en.wikipedia.org/wiki/Main_Page
DENOTES SME BODIES OF KNOWLEDGE (BOK) REFERENCED IN LCI LITERATURE & WIKIPEDIA
MOD-7Quality Certificates that Quality Certificates that
denote “LEAN” to customersdenote “LEAN” to customers
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
34
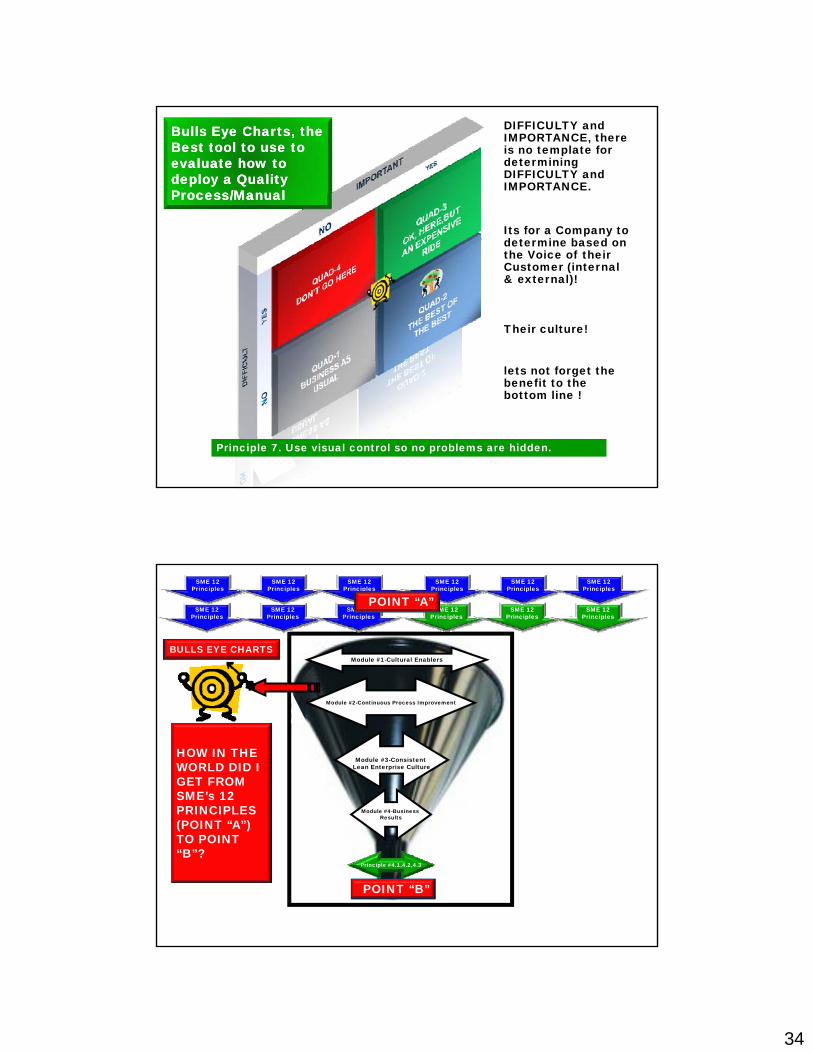
Bulls Eye Charts, the Bulls Eye Charts, the Best tool to use to Best tool to use to evaluate how to evaluate how to deploy a Quality deploy a Quality Process/ManualProcess/Manual
DIFFICULTY and IMPORTANCE, there is no template for determining DIFFICULTY and IMPORTANCE.
Its for a Company to Its for a Company to determine based on the Voice of their Customer (internal & external)!
Their culture!
Principle 7. Use visual control so no problems are hidden.
lets not forget the benefit to the bottom line !
Module #1-Cultural Enablers
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
POINT “A”
BULLS EYE CHARTS
Module #3-Consistent Lean Enterprise Culture
Module #4-Business Results
Module #2-Continuous Process Improvement
HOW IN THE WORLD DID I GET FROM SME’s 12 PRINCIPLES
Results
Principle #4.1,4.2,4.3
POINT “B”
(POINT “A”) TO POINT “B”?
35
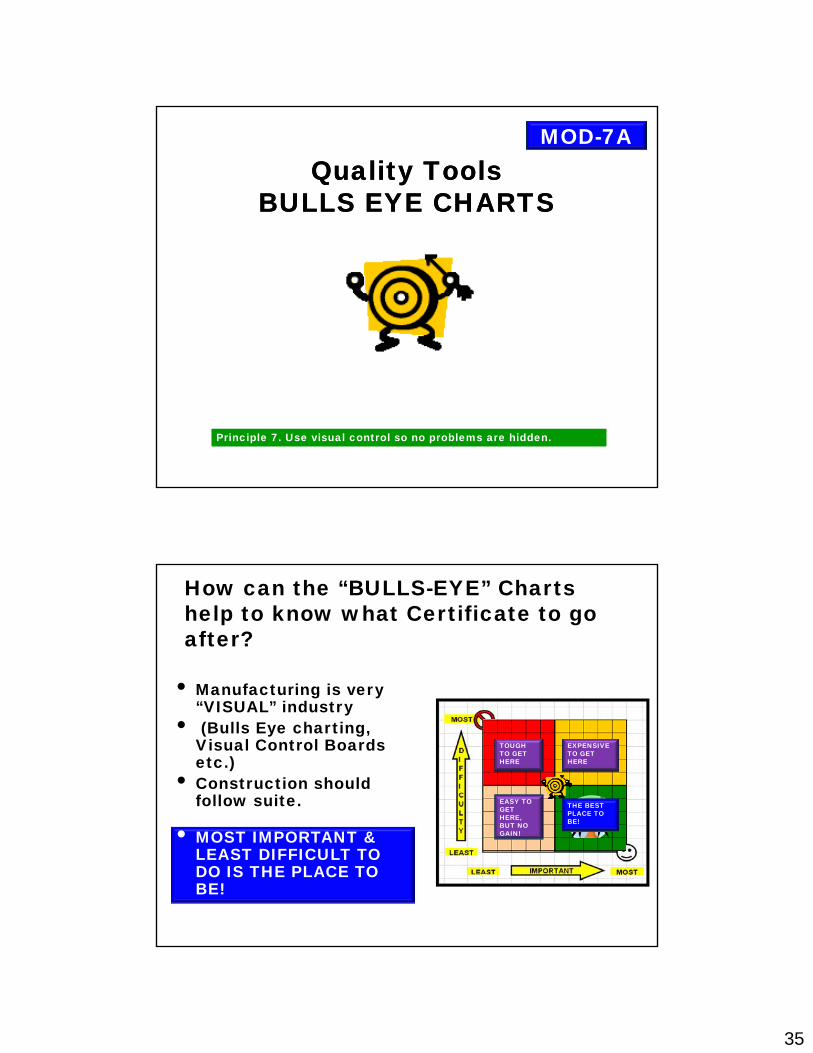
Quality ToolsQuality ToolsBULLS EYE CHARTSBULLS EYE CHARTS
MOD-7A
Principle 7. Use visual control so no problems are hidden.
How can the “BULLS-EYE” Charts help to know what Certificate to go after?
• Manufacturing is very Manufacturing is very “VISUAL” industry
• (Bulls Eye charting, Visual Control Boards etc.)
• Construction should follow suite. EASY TO
GET HERE,
TOUGH TO GET HERE
EXPENSIVE TO GET HERE
THE BEST PLACE TO BE!HERE,
BUT NO GAIN!• MOST IMPORTANT &
LEAST DIFFICULT TO DO IS THE PLACE TO BE!
BE!
36
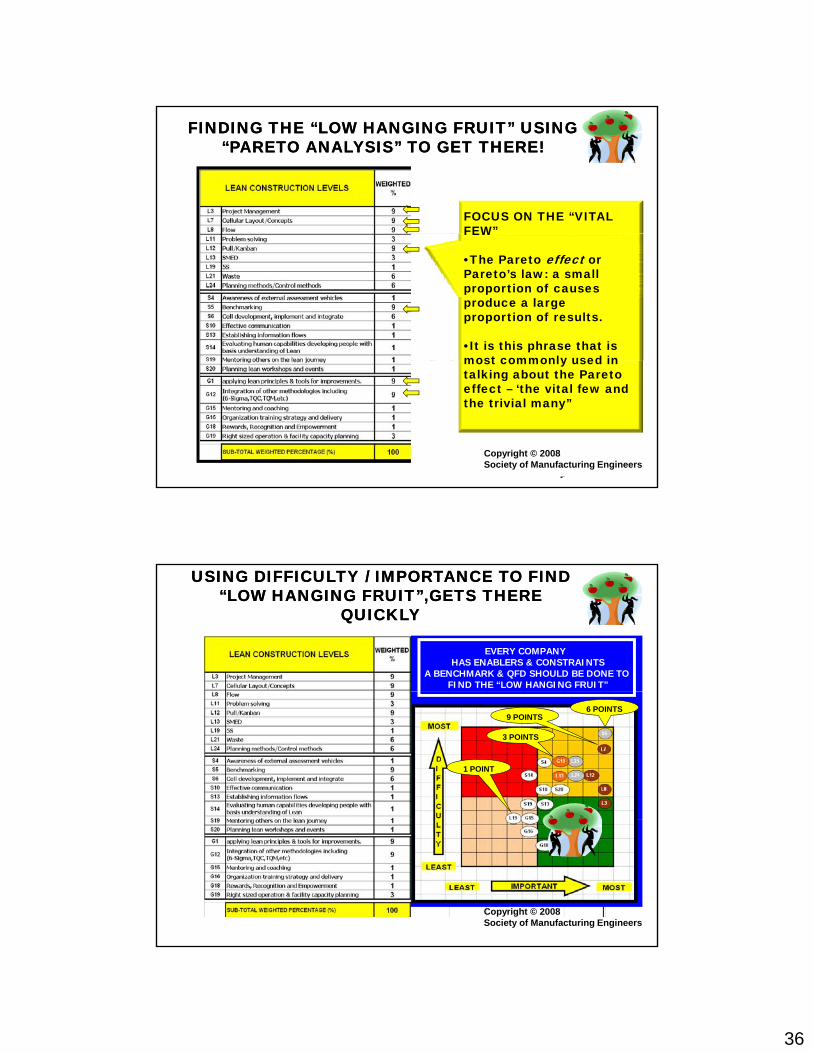
FOCUS ON THE “VITAL FEW”
FINDING THE “LOW HANGING FRUIT” USING FINDING THE “LOW HANGING FRUIT” USING “PARETO ANALYSIS” “PARETO ANALYSIS” TO GET THERE!TO GET THERE!
FEW
•The Pareto effect or Pareto’s law: a small proportion of causes produce a large proportion of results.
•It is this phrase that is most commonly used in
DEPLOYMENT STAGE
most commonly used in talking about the Pareto effect – ‘the vital few and the trivial many”
Copyright © 2008 Society of Manufacturing Engineers
USING DIFFICULTY / IMPORTANCE TO FIND USING DIFFICULTY / IMPORTANCE TO FIND “LOW HANGING FRUIT”,“LOW HANGING FRUIT”,GETS THERE GETS THERE
QUICKLYQUICKLY
EVERY COMPANY HAS ENABLERS & CONSTRAINTS
A BENCHMARK & QFD SHOULD BE DONE TOFIND THE “LOW HANGING FRUIT”
6 POINTS9 POINTS
3 POINTS
1 POINT
Copyright © 2008 Society of Manufacturing Engineers
37
MOD-7BQUALITY FUNCTION DELOYMENT
(QFD)
(THE HOUSE OF QUALITY)
Module #1-Cultural Enablers
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
POINT “A”
QFDBULLS EYE CHARTS
Module #3-Consistent Lean Enterprise Culture
Module #4-Business Results
Module #2-Continuous Process Improvement
HOW IN THE WORLD DID I GET FROM SME’s 12 PRINCIPLES
Results
Principle #4.1,4.2,4.3
POINT “B”
(POINT “A”) TO POINT “B”?
38
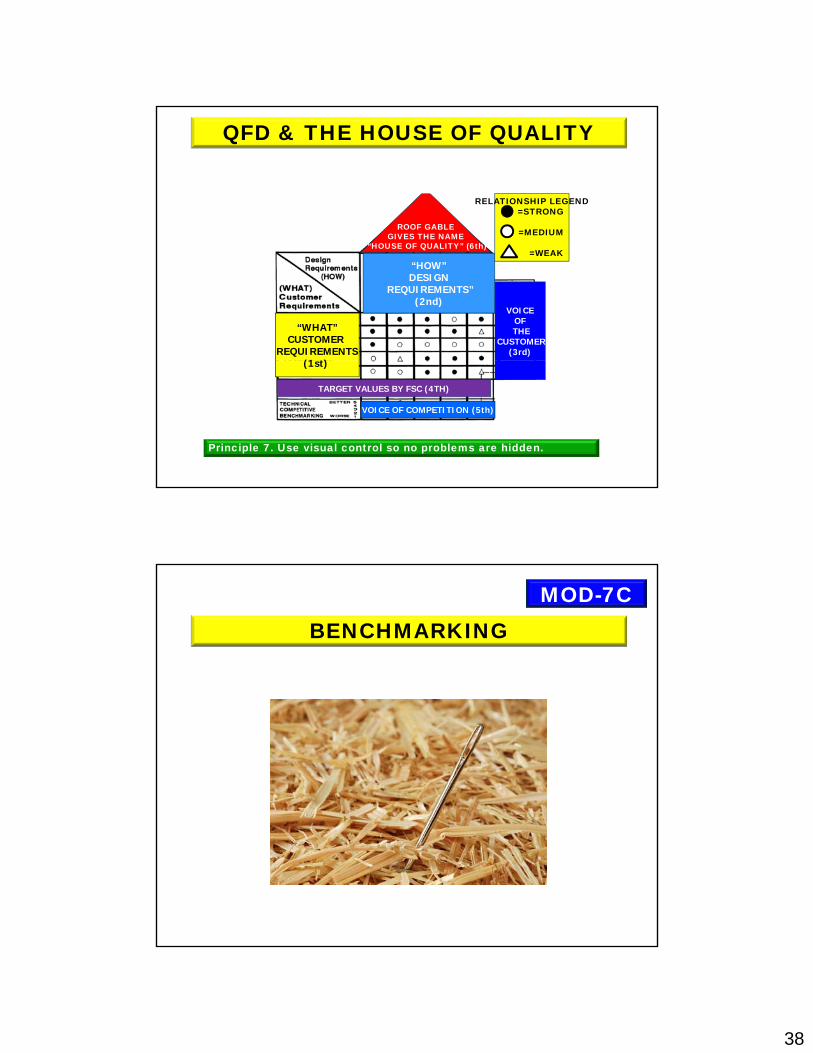
ROOF GABLE
QFD & THE HOUSE OF QUALITY
RELATIONSHIP LEGEND=STRONG
=MEDIUMGIVES THE NAME“HOUSE OF QUALITY” (6th)
VOICEOFTHE
CUSTOMER(3rd)
“WHAT”CUSTOMER
REQUIREMENTS(1 t)
“HOW”DESIGN
REQUIREMENTS”(2nd)
=MEDIUM
=WEAK
VOICE OF COMPETITION (5th)
(1st)
TARGET VALUES BY FSC (4TH)
Principle 7. Use visual control so no problems are hidden.
MOD-7CBENCHMARKING
39
Module #1-Cultural Enablers
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
SME 12 Principles
POINT “A”
QFD (5 TIMES)BULLS EYE CHARTS
Module #3-Consistent Lean Enterprise Culture
Module #4-Business Results
Module #2-Continuous Process Improvement
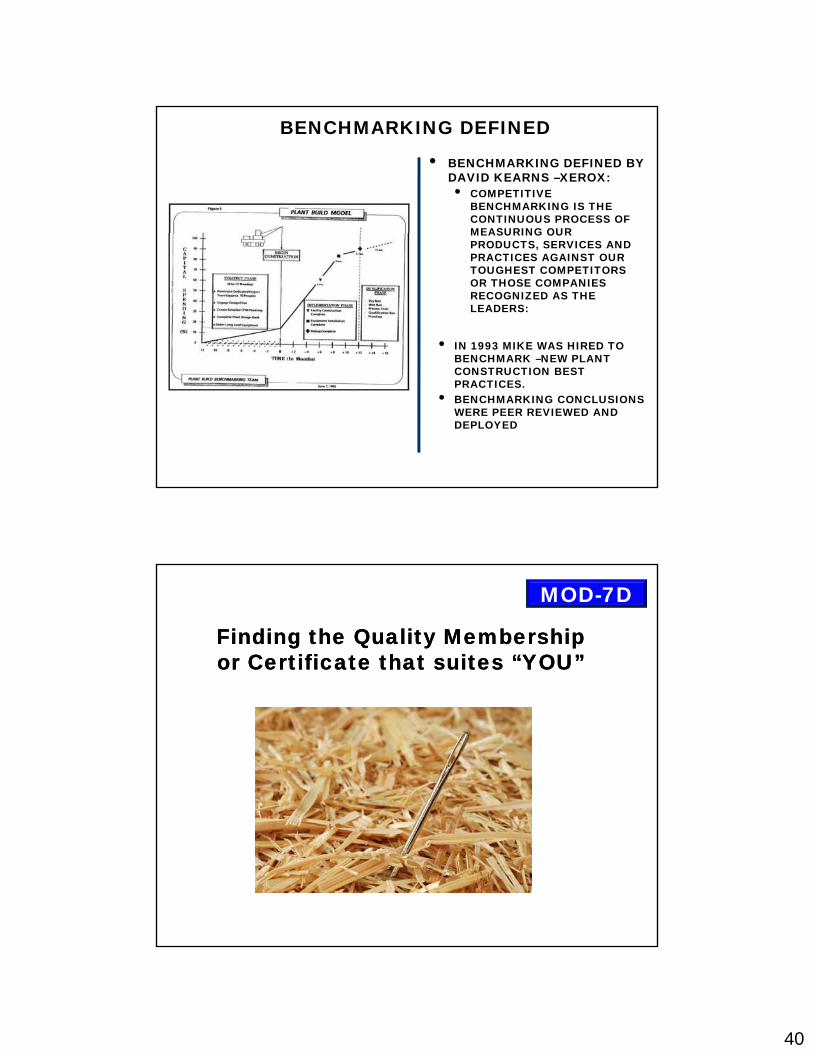
HOW IN THE WORLD DID I GET FROM SME’s 12 PRINCIPLES
Results
Principle #4.1,4.2,4.3 POINT “B” BENCHMARKING
(POINT “A”) TO POINT “B”?
VOICE OF THE CUSTOMER
BENCHMARKINGWHAT IS IT?
INTERNALDATA
EXTERNALDATA
DATA ANALYSIS
CRITICAL SUCCESS FACTORS
ENABLERS
What To Benchmark
How Do We Do It?
Who Is Best?
How Do They Do It?
COMPETITION
Best? They Do It?
40
• BENCHMARKING DEFINED BY DAVID KEARNS –XEROX:• COMPETITIVE
BENCHMARKING IS THE CONTINUOUS PROCESS OF MEASURING OUR
BENCHMARKING DEFINED
MEASURING OUR PRODUCTS, SERVICES AND PRACTICES AGAINST OUR TOUGHEST COMPETITORS OR THOSE COMPANIES RECOGNIZED AS THE LEADERS:
• IN 1993 MIKE WAS HIRED TO BENCHMARK –NEW PLANT BENCHMARK NEW PLANT CONSTRUCTION BEST PRACTICES.
• BENCHMARKING CONCLUSIONS WERE PEER REVIEWED AND DEPLOYED
Finding the Quality Membership Finding the Quality Membership or Certificate that suites “YOU”or Certificate that suites “YOU”
MOD-7D
41
Finding the Finding the Quality Quality
Membership or Membership or PMIPMI COMPANY/INDIVIDUAL, HOW TO MANUAL
LCILCI COMPANY/INDIVIDUAL MEMBERSHIP
TBD
TBD
Membership or Membership or Certificate Certificate that suites that suites
“YOU”“YOU”AGCAGC
SMESME
INDIVIDUAL CERTIFICATE
INDIVIDUAL/CORPORATE & EDUCATOR CERTIFICATE
4 MONTHS
2 YEARS
IS ISO-9001, LIKE “ PRECISION VS. ACCURACY “
ISOISO--90019001
FORD FORD Q1Q1
COMPANY CERTIFICATECOMPANY CERTIFICATE
COMPANY CERTIFICATECOMPANY CERTIFICATE
1 YEAR1 YEAR
2 YEARS2 YEARS
ISO-9001 IS THE HIGH WATER MARK OF QUALITY STANDARDS
IT WILL BE DISCUSSED LATER IN THIS PRESENTATION?
The Principles of Quality Management and ISO 9001 ISO 9001 is based on EIGHT principles of quality management, and these in effect underpin the standard and help to define its purpose and direction. They are:
Process approach Some businesses are seemingly more process oriented than others (e.g. car manufacturing), however it is possible to see virtually all business activities and resources in terms of process. Managing in this way will enable greater efficiencies through a clearer view of what is
Mutually beneficial supplier relationships Traditionally, smaller firms supplied parts or materials to larger manufacturers to meet a specified order. More however can be derived from this kind of relationship by seeing it instead as an interdependent partnership that provides mutual benefits
ISOISO--90019001
COMPANY CERTIFICATECOMPANY CERTIFICATE 2 YEARS2 YEARS
INTERNATIONAL ORGANIZATION FOR STANDARIZATION (ISO) “9001”
its purpose and direction. They are:
Customer focus For any forward thinking business concerned about quality improvement, customers and their requirements should dictate much of their strategy. Without customer satisfaction the the business will ultimately fail, or at best tread water. Organisations should understand their customers' needs and strive to meet or even exceed them.
Leadership The strategy, direction and ultimate success of any business is to a great degree dependent upon its leadership, along with the environment and even the
happening.
System approach to management Management should view all business activities and interrelated processes as an integrated system. This will then encourage greater efficiency and effectiveness throughout the organisation.
Continual improvement This should be a permanent objective of any organisation that really wishes to succeed and excel within its marketplace. Whatever the organisation does to improve quality and performance should
p p pto both sides.
along with the environment and even the culture that they encourage within the organisation. A clearly communicated vision and constancy of purpose on the part of management is key to business improvement.
Involvement of people It is an organisation's people that will actually provide the front line customer service and follow the vision of the leadership, but they need to be encouraged and involved.
improve quality and performance should be subject to a continuing cycle of review, and this should result in the further raising of targets and goals to new levels. This is simply necessary to keep ahead of the competition.
Factual approach to decision making Any key decisions made about direction or strategy should be based on sound data that has been gathered via predetermined business measures.
42
BREAKBREAK
GROWTH MATRIXUSING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
Michael Vega, PE / CPELCI San Diego, Community of Practices Community of Practices (CoP)January 16, 2014
PART TWOPART TWO--(APPLICATION(APPLICATION
43
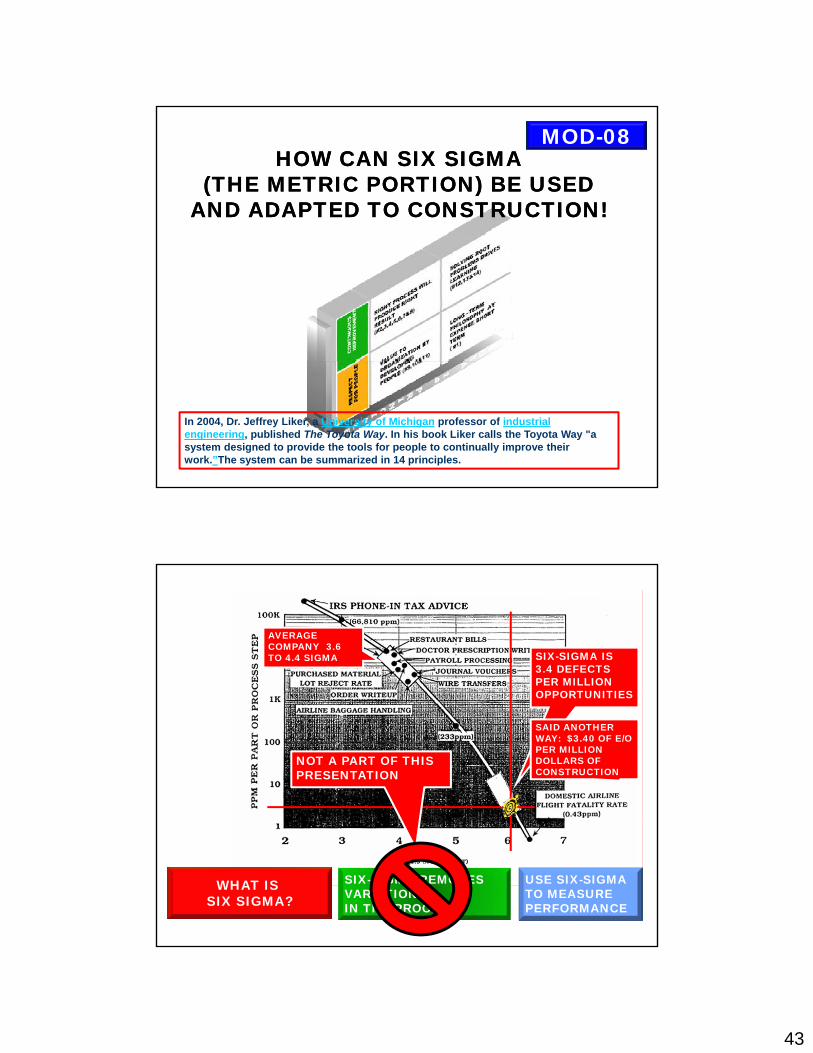
MOD-08HOW CAN SIX SIGMA HOW CAN SIX SIGMA
(THE METRIC PORTION) BE USED (THE METRIC PORTION) BE USED AND ADAPTED TO CONSTRUCTION!AND ADAPTED TO CONSTRUCTION!
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
SIX-SIGMA IS 3.4 DEFECTS PER MILLION OPPORTUNITIES
AVERAGE COMPANY 3.6 TO 4.4 SIGMA
OPPORTUNITIES
SAID ANOTHER WAY: $3.40 OF E/O PER MILLION DOLLARS OF CONSTRUCTION
NOT A PART OF THIS PRESENTATION
WHAT IS SIX SIGMA?
USE SIX-SIGMA TO MEASUREPERFORMANCE
SIX-SIGMA REMOVESVARIATIONIN THE PROCESS
44
SIX SIGMASIX SIGMA--AS A METRICAS A METRIC
USE ONE DOLLAR ($) AS ONE DEFECT PER MILLION OPPORTUNITIES
$1 00 1 D P M O$1.00=1- D.P.M.O.
MOD-08AHOW SIX SIGMAHOW SIX SIGMA(THE METRIC PORTION)(THE METRIC PORTION)WITH A 3.0 SIGMA SHIFT CAN BE ADAPTED WITH A 3.0 SIGMA SHIFT CAN BE ADAPTED
TO CONSTRUCTION TO CONSTRUCTION
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
45
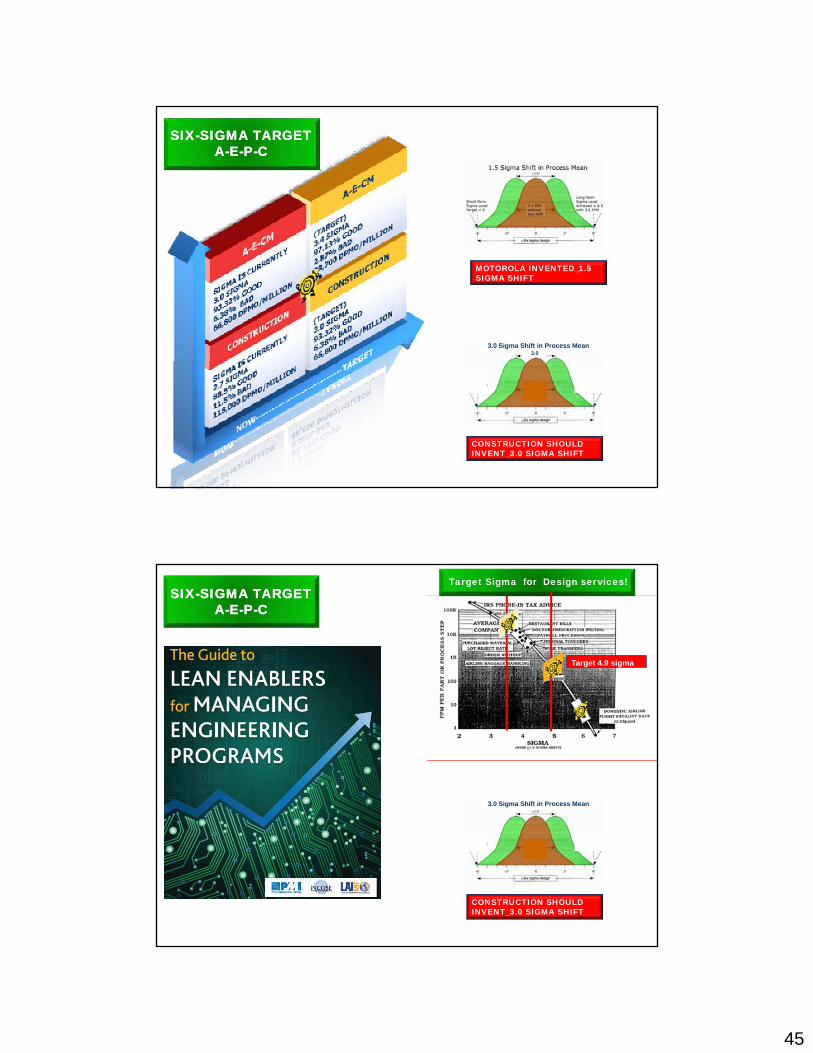
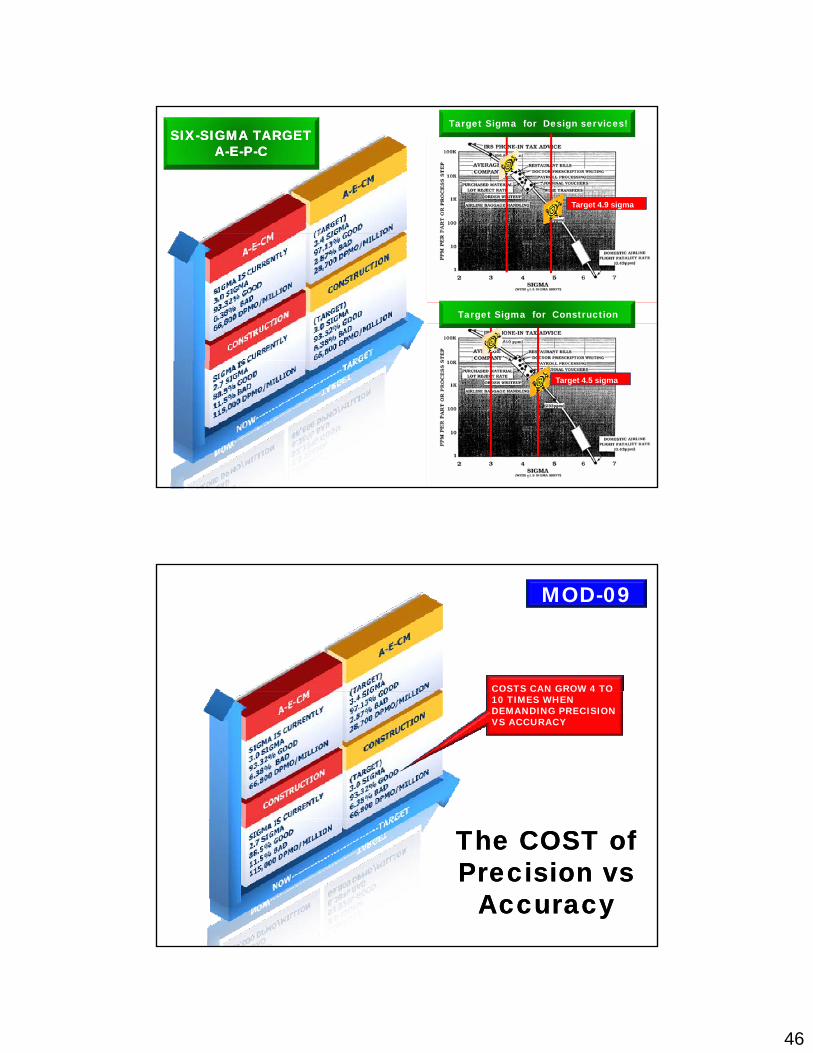
SIXSIX--SIGMA TARGET SIGMA TARGET AA--EE--PP--C C
MOTOROLA INVENTED_1.5 SIGMA SHIFT
3.0 Sigma Shift in Process Mean3.0
CONSTRUCTION SHOULD INVENT_3.0 SIGMA SHIFT
Target Sigma for Design services!
Target 4.9 sigma
SIXSIX--SIGMA TARGET SIGMA TARGET AA--EE--PP--C C
3.0 Sigma Shift in Process Mean
CONSTRUCTION SHOULD INVENT_3.0 SIGMA SHIFT
46
Target Sigma for Design services!
Target 4.9 sigma
SIXSIX--SIGMA TARGET SIGMA TARGET AA--EE--PP--C C
Target Sigma for Construction
Target 4.5 sigma
MOD-09
COSTS CAN GROW 4 TO COSTS CAN GROW 4 TO 10 TIMES WHEN DEMANDING PRECISION VS ACCURACY
The COST of The COST of Precision vs Precision vs
AccuracyAccuracy
47
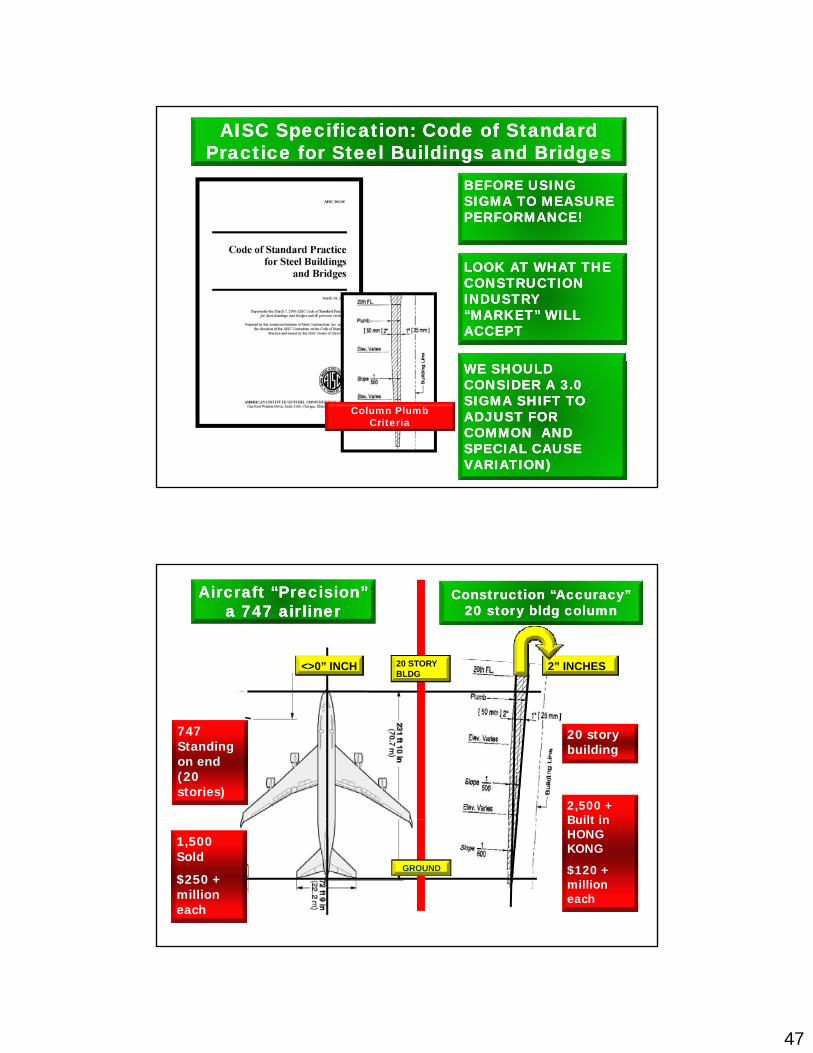
--
BEFORE USING BEFORE USING SIGMA TO MEASURE SIGMA TO MEASURE PERFORMANCE!PERFORMANCE!
AISC Specification: Code of Standard AISC Specification: Code of Standard Practice for Steel Buildings and BridgesPractice for Steel Buildings and Bridges
LOOK AT WHAT THE LOOK AT WHAT THE CONSTRUCTION CONSTRUCTION INDUSTRY INDUSTRY “MARKET” WILL “MARKET” WILL ACCEPTACCEPT
Column Plumb Criteria
WE SHOULD WE SHOULD CONSIDER A 3.0 CONSIDER A 3.0 SIGMA SHIFT TO SIGMA SHIFT TO ADJUST FOR ADJUST FOR COMMON AND COMMON AND SPECIAL CAUSE SPECIAL CAUSE VARIATION) VARIATION)
2” INCHES<>0” INCH 20 STORY BLDG
Aircraft Aircraft “Precision” “Precision” a 747 airlinera 747 airliner
Construction Construction “Accuracy”“Accuracy”20 story bldg column20 story bldg column
747 Standing on end (20 stories)
20 story building
2,500 + Built in
1,500 Sold
$250 + million each
Built in HONG KONG
$120 + million each
GROUND
48
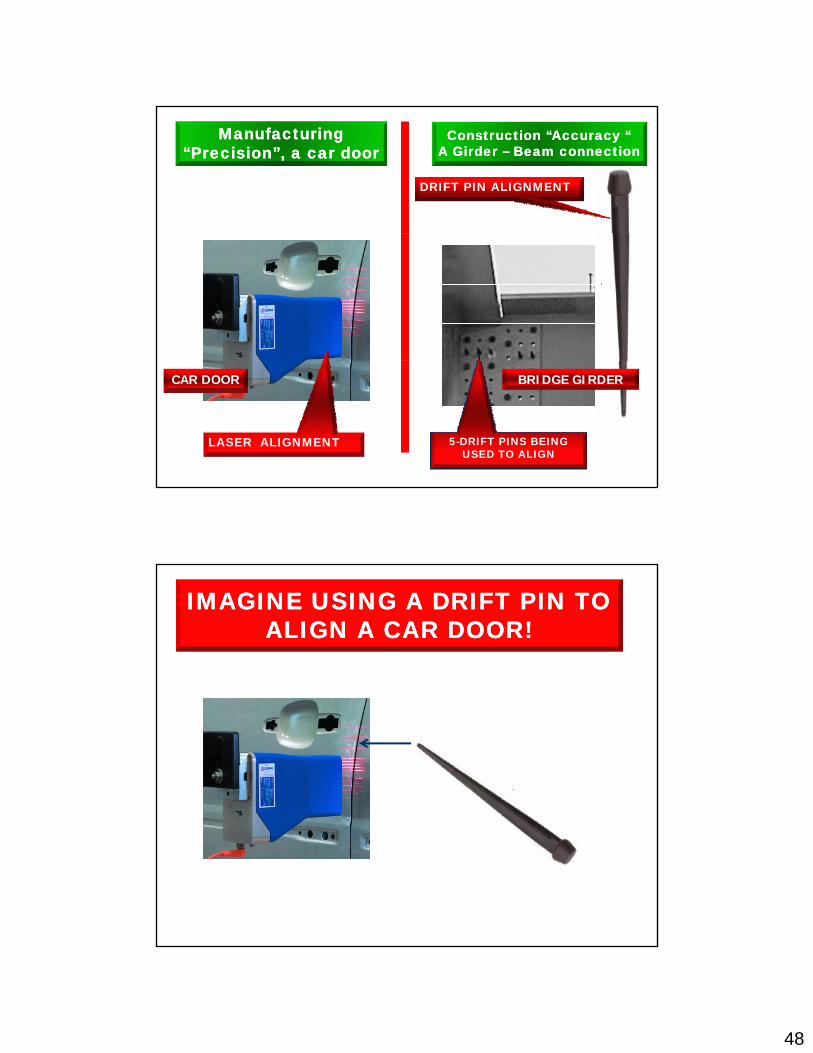
ManufacturingManufacturing“Precision”, “Precision”, a car doora car door
DRIFT PIN ALIGNMENT
Construction Construction “Accuracy ““Accuracy “A Girder A Girder –– Beam connectionBeam connection
CAR DOOR
LASER ALIGNMENT 5-DRIFT PINS BEING USED TO ALIGN
BRIDGE GIRDER
IMAGINE USING A DRIFT PIN TO IMAGINE USING A DRIFT PIN TO ALIGN A CAR DOOR!ALIGN A CAR DOOR!
49
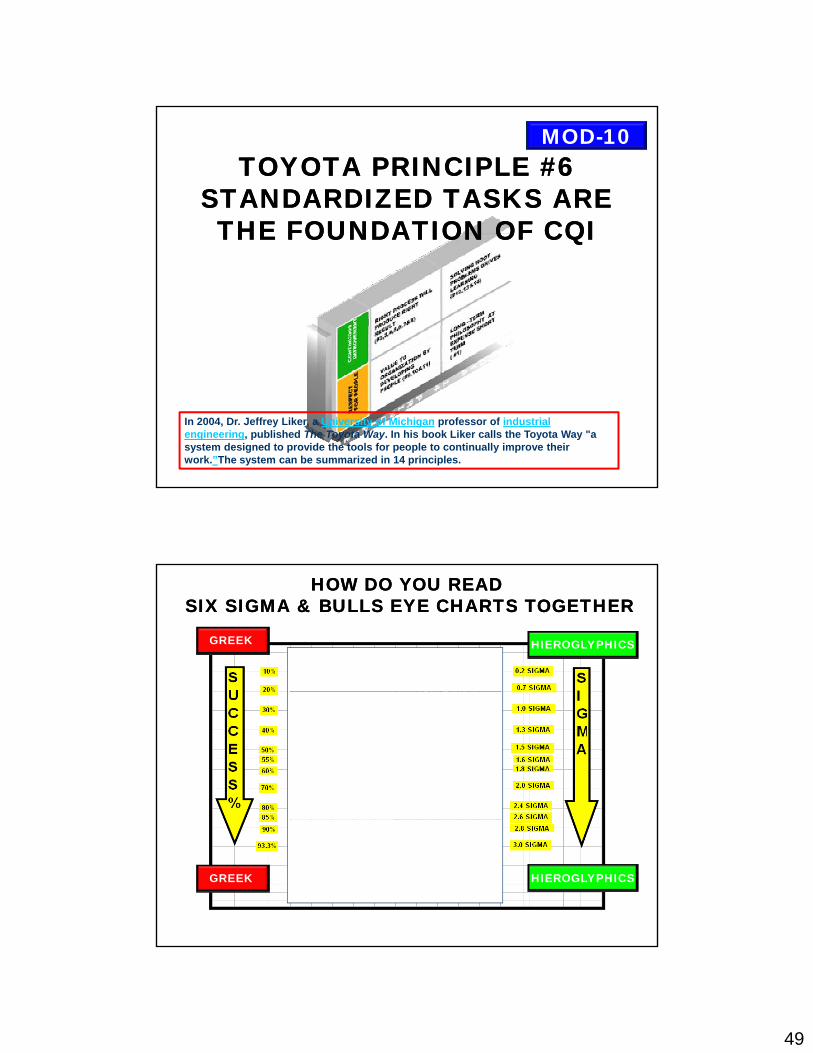
MOD-10TOYOTA PRINCIPLE #6TOYOTA PRINCIPLE #6
STANDARDIZED TASKS ARE STANDARDIZED TASKS ARE THE FOUNDATION OF CQITHE FOUNDATION OF CQITHE FOUNDATION OF CQITHE FOUNDATION OF CQI
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
GREEK HIEROGLYPHICS
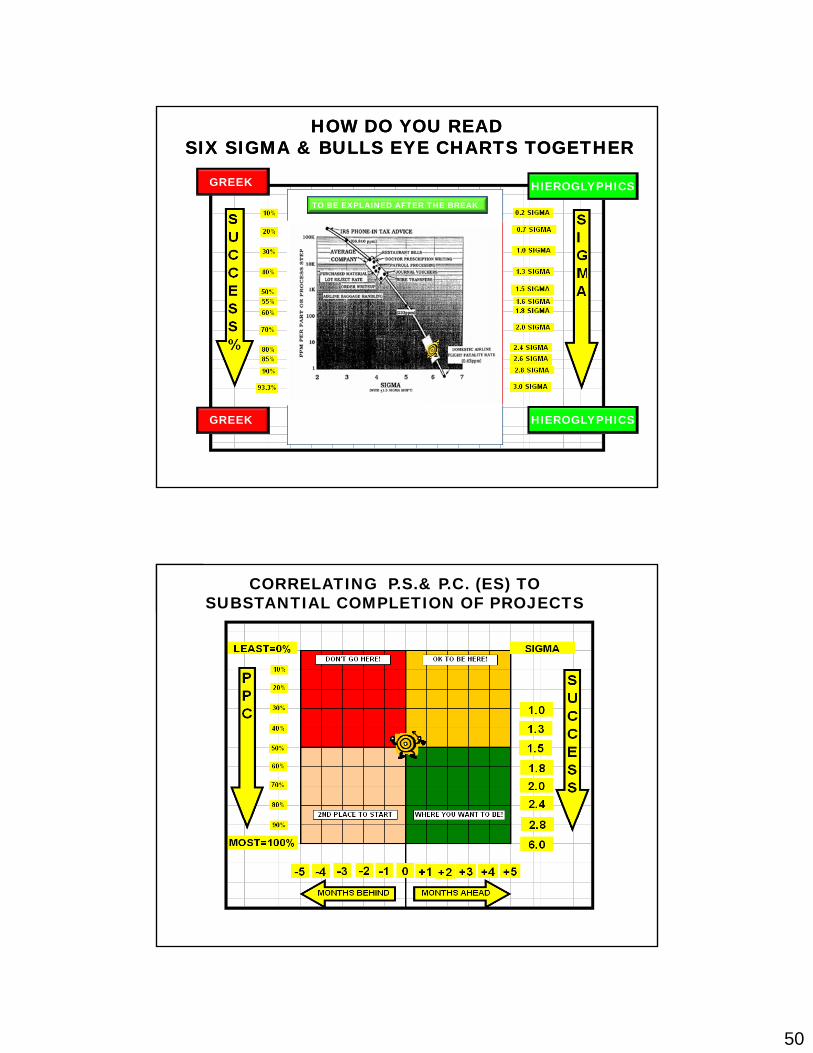
HOW DO YOU READHOW DO YOU READSIX SIGMA SIX SIGMA & BULLS EYE CHARTS TOGETHER& BULLS EYE CHARTS TOGETHER
GREEK HIEROGLYPHICS
50
GREEK HIEROGLYPHICS
HOW DO YOU READHOW DO YOU READSIX SIGMA SIX SIGMA & BULLS EYE CHARTS TOGETHER& BULLS EYE CHARTS TOGETHER
TO BE EXPLAINED AFTER THE BREAK
GREEK HIEROGLYPHICS
CORRELATING P.S.& P.C. (ES) TO SUBSTANTIAL COMPLETION OF PROJECTS
51
MOD-10A
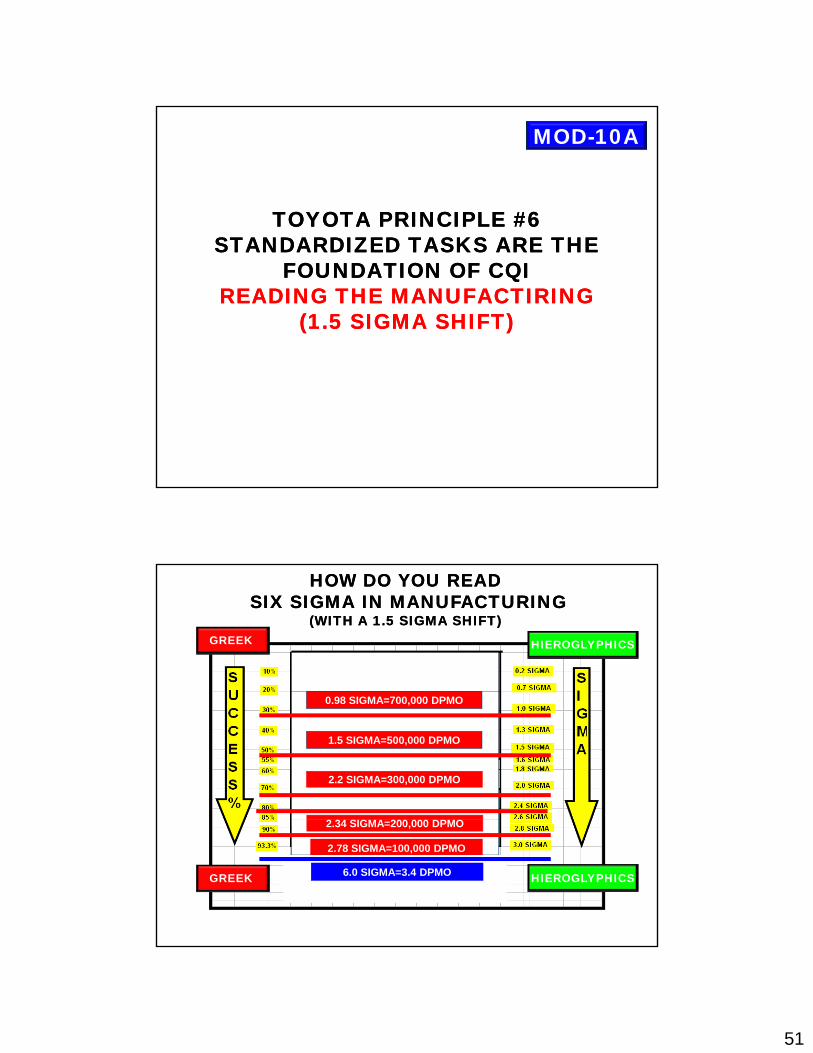
TOYOTA PRINCIPLE #6TOYOTA PRINCIPLE #6STANDARDIZED TASKS ARE THE STANDARDIZED TASKS ARE THE
FOUNDATION OF CQIFOUNDATION OF CQIREADING THE MANUFACTIRINGREADING THE MANUFACTIRING
(1.5 SIGMA SHIFT) (1.5 SIGMA SHIFT)
GREEK HIEROGLYPHICS
HOW DO YOU READHOW DO YOU READSIX SIGMA IN SIX SIGMA IN MANUFACTURINGMANUFACTURING
(WITH A 1.5 SIGMA SHIFT)(WITH A 1.5 SIGMA SHIFT)
0.98 SIGMA=700,000 DPMO
2.2 SIGMA=300,000 DPMO
1.5 SIGMA=500,000 DPMO
2.78 SIGMA=100,000 DPMO
GREEK HIEROGLYPHICS6.0 SIGMA=3.4 DPMO
2.34 SIGMA=200,000 DPMO
52
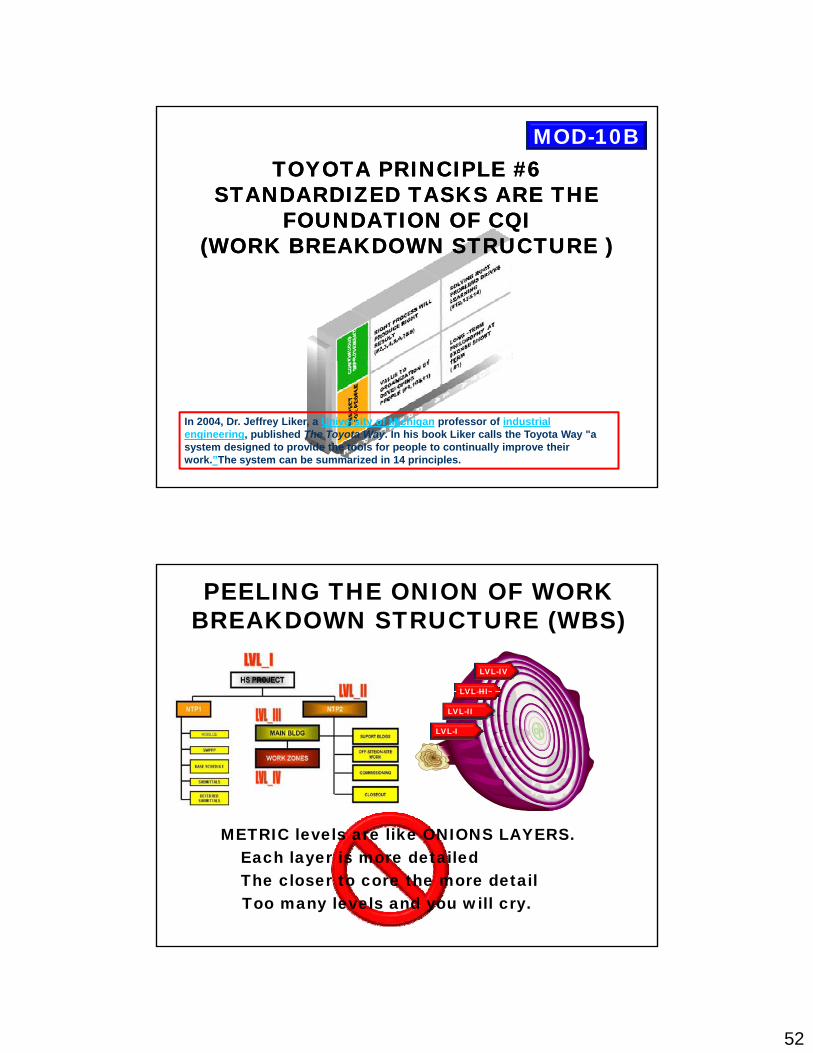
MOD-10BTOYOTA PRINCIPLE #6TOYOTA PRINCIPLE #6
STANDARDIZED TASKS ARE THE STANDARDIZED TASKS ARE THE FOUNDATION OF CQIFOUNDATION OF CQI
(WORK BREAKDOWN STRUCTURE )(WORK BREAKDOWN STRUCTURE )
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
LVL-IV
LVL III
PEELING THE ONION OF WORK BREAKDOWN STRUCTURE (WBS)
LVL-III
LVL-II
LVL-I
METRIC levels are like ONIONS LAYERS.Each layer is more detailedThe closer to core the more detailToo many levels and you will cry.
53
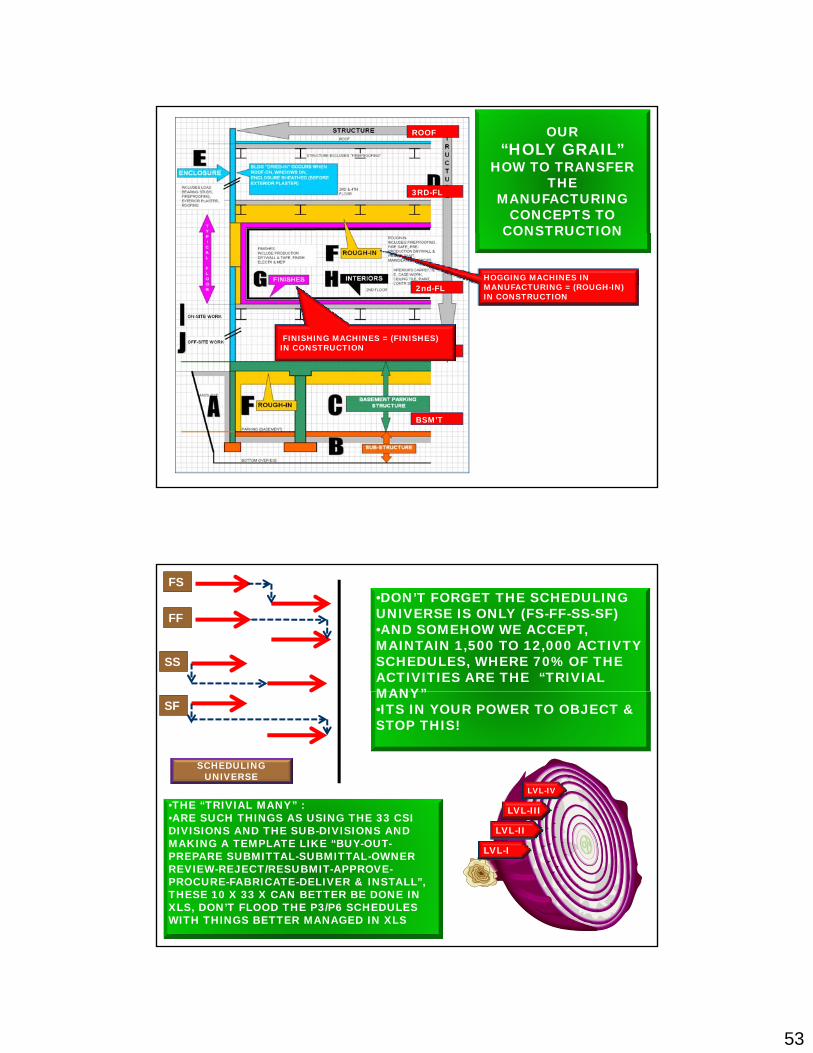
OUR “HOLY GRAIL”
HOW TO TRANSFER THE
MANUFACTURING CONCEPTS TO
CONSTRUCTION
3RD-FL
ROOF
CONSTRUCTION
1ST-FL
2nd-FLHOGGING MACHINES IN MANUFACTURING = (ROUGH-IN) IN CONSTRUCTION
FINISHING MACHINES = (FINISHES) IN CONSTRUCTION
BSM’T
GROWTH MATRIX
FS
FF
SS
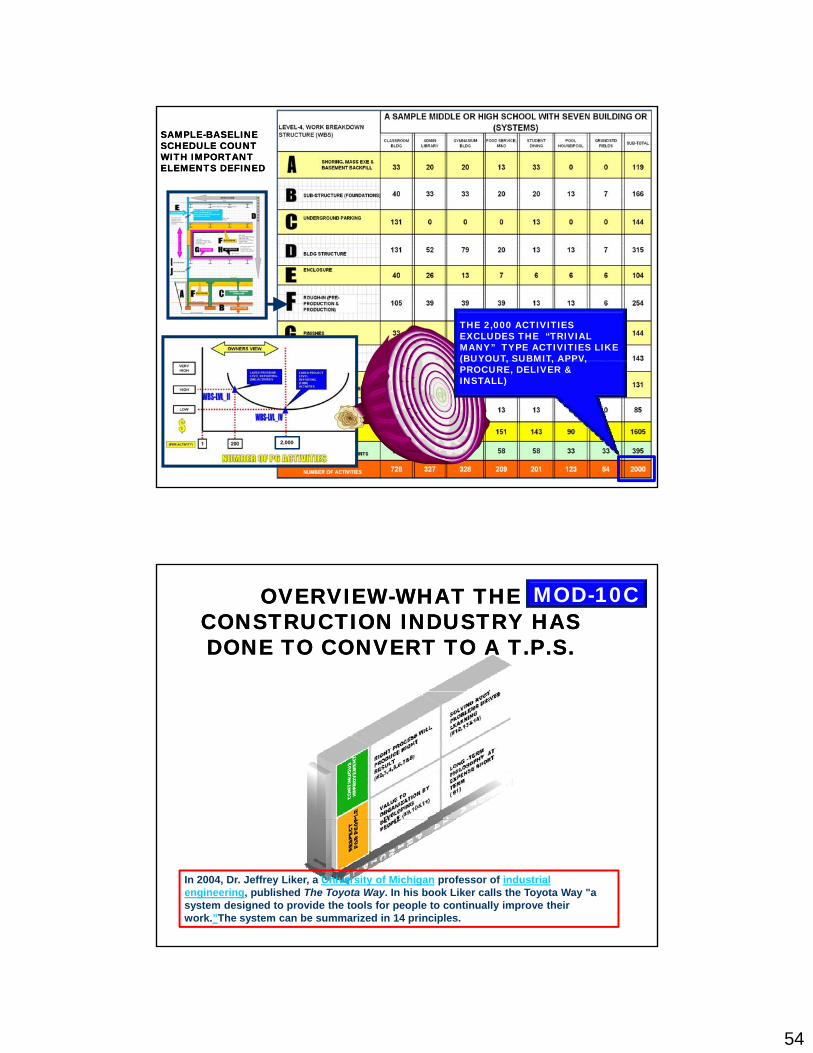
•DON’T FORGET THE SCHEDULING UNIVERSE IS ONLY (FS-FF-SS-SF)•AND SOMEHOW WE ACCEPT, MAINTAIN 1,500 TO 12,000 ACTIVTY SCHEDULES, WHERE 70% OF THE ACTIVITIES ARE THE “TRIVIAL MANY”
SCHEDULING UNIVERSE
SF
LVL-IV
LVL-III
MANY”•ITS IN YOUR POWER TO OBJECT & STOP THIS!
•THE “TRIVIAL MANY” :•ARE SUCH THINGS AS USING THE 33 CSI
LVL-II
LVL-I
•ARE SUCH THINGS AS USING THE 33 CSI DIVISIONS AND THE SUB-DIVISIONS AND MAKING A TEMPLATE LIKE “BUY-OUT-PREPARE SUBMITTAL-SUBMITTAL-OWNER REVIEW-REJECT/RESUBMIT-APPROVE-PROCURE-FABRICATE-DELIVER & INSTALL”, THESE 10 X 33 X CAN BETTER BE DONE IN XLS, DON’T FLOOD THE P3/P6 SCHEDULES WITH THINGS BETTER MANAGED IN XLS
54
SAMPLESAMPLE--BASELINE BASELINE SCHEDULE COUNTSCHEDULE COUNTWITH WITH IMPORTANT IMPORTANT ELEMENTS DEFINEDELEMENTS DEFINED
THE 2,000 ACTIVITIES EXCLUDES THE “TRIVIAL MANY” TYPE ACTIVITIES LIKE (BUYOUT, SUBMIT, APPV,
2,000
(BUYOUT, SUBMIT, APPV, PROCURE, DELIVER & INSTALL)
OVERVIEWOVERVIEW--WHAT THE WHAT THE CONSTRUCTION INDUSTRY HAS CONSTRUCTION INDUSTRY HAS DONE TO CONVERT TO A T.P.S.DONE TO CONVERT TO A T.P.S.
MOD-10C
In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published The Toyota Way. In his book Liker calls the Toyota Way "a system designed to provide the tools for people to continually improve their work.”The system can be summarized in 14 principles.
55
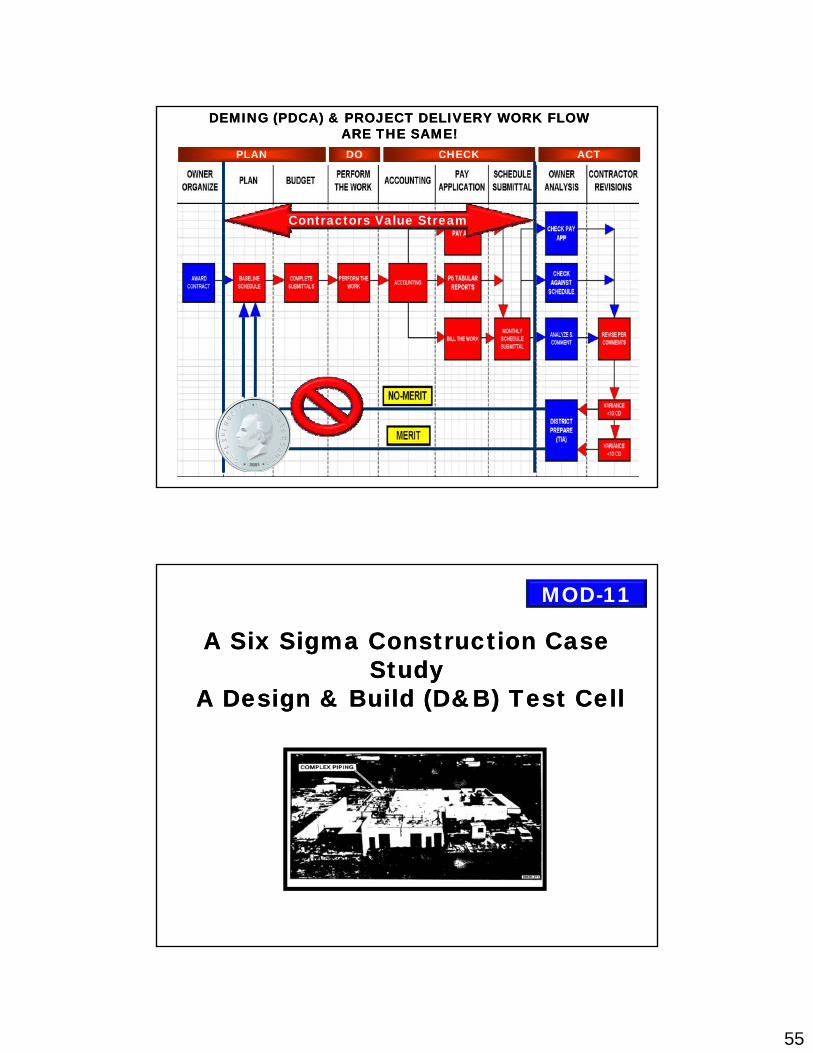
PLAN DO CHECK ACT
DEMING (PDCA) & PROJECT DEMING (PDCA) & PROJECT DELIVERY WORK DELIVERY WORK FLOW FLOW ARE THE SAME!ARE THE SAME!
Contractors Value Stream
MOD-11
A Six Sigma Construction Case A Six Sigma Construction Case StudyStudy
A D i & B ild (D&B) T t C llA D i & B ild (D&B) T t C llA Design & Build (D&B) Test CellA Design & Build (D&B) Test Cell
56
SIX SIGMA SIX SIGMA METRICS MUST METRICS MUST BE “TAILORED” BE “TAILORED”
FORFORCONSTRUCTIONCONSTRUCTION
A CASE STUDYA CASE STUDY
TODAY, LEAN & SIX-SIGMA areInstitutionalized in ManufacturingSo not much is said !
1991 Data 1991 Data -- Design & BuildDesign & Build(D&B) Test Cell(D&B) Test Cell
TEST CELLSTEST CELLS•• DESIGN & BUILD COST $ 9.9 MILLIONDESIGN & BUILD COST $ 9.9 MILLION•• TEST & ENERGIES EQUIPMENT $20.0 MILLIONTEST & ENERGIES EQUIPMENT $20.0 MILLION•• SCHEDULESCHEDULE--12 MONTHS CRITERIA & LONG LEAD 12 MONTHS CRITERIA & LONG LEAD
EQUIP, 24 MONTHS DESIGN & BUILDEQUIP, 24 MONTHS DESIGN & BUILD
57
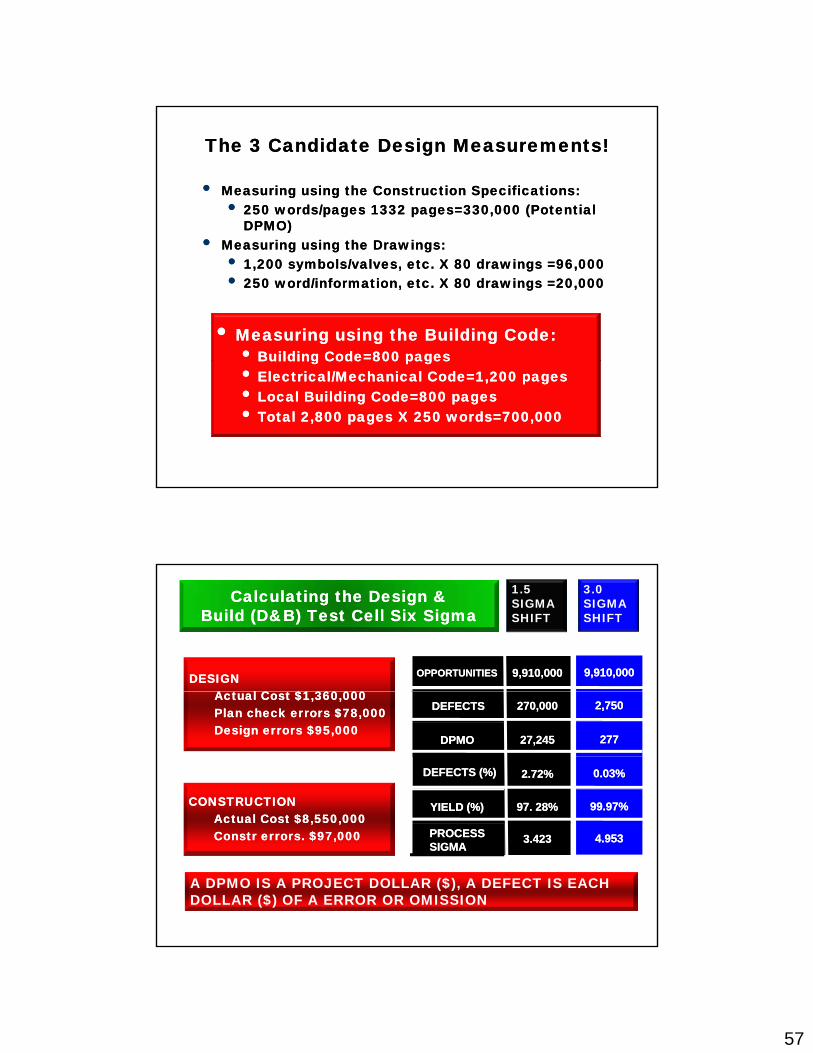
The 3 Candidate The 3 Candidate Design Design Measurements!Measurements!
•• Measuring using the Construction Specifications:Measuring using the Construction Specifications:•• 250 words/pages 1332 pages=330,000 (Potential 250 words/pages 1332 pages=330,000 (Potential
DPMO)DPMO)•• Measuring using the Drawings:Measuring using the Drawings:
•• 1,200 symbols/valves, etc. X 80 drawings =96,0001,200 symbols/valves, etc. X 80 drawings =96,000•• 250 word/information, etc. X 80 drawings =20,000250 word/information, etc. X 80 drawings =20,000
•• Measuring using the Building Code:Measuring using the Building Code:•• Building Code=800 pagesBuilding Code=800 pagesBuilding Code 800 pagesBuilding Code 800 pages•• Electrical/Mechanical Code=1,200 pagesElectrical/Mechanical Code=1,200 pages•• Local Building Code=800 pagesLocal Building Code=800 pages•• Total 2,800 pages X 250 words=700,000Total 2,800 pages X 250 words=700,000
Calculating the Design & Calculating the Design & Build (D&B) Test Cell Six Sigma Build (D&B) Test Cell Six Sigma
DESIGNDESIGNA t l C t $1 360 000A t l C t $1 360 000
OPPORTUNITIES OPPORTUNITIES 9,910,0009,910,000 9,910,0009,910,000
1.5 SIGMA SHIFT
3.0 SIGMA SHIFT
Actual Cost $1,360,000Actual Cost $1,360,000Plan check errors $78,000Plan check errors $78,000Design errors $95,000Design errors $95,000
CONSTRUCTIONCONSTRUCTIONActual Cost $8 550 000Actual Cost $8 550 000
DEFECTSDEFECTS 270,000270,000
DPMODPMO 27,24527,245
DEFECTS (%)DEFECTS (%) 2.72%2.72%
YIELD (%)YIELD (%) 97. 28%97. 28%
2,7502,750
277277
0.03%0.03%
99.97%99.97%Actual Cost $8,550,000Actual Cost $8,550,000Constr errors. $97,000Constr errors. $97,000
A DPMO IS A PROJECT DOLLAR ($), A DEFECT IS EACH DOLLAR ($) OF A ERROR OR OMISSION
PROCESS PROCESS SIGMASIGMA
3.4233.423 4.9534.953
58
MOD-11A
A Six Sigma Construction Case A Six Sigma Construction Case StudyStudy
OTHER CRITERIA & ISSUES TO USE TO OTHER CRITERIA & ISSUES TO USE TO MEASURE PERFORMANCEMEASURE PERFORMANCE
WHERE DID THE TERM “PUNCH LIST” COME FROM:
The phrase takes its name from the historical process of “punching” a hole in the margin of the document, next to one of the items on the list.
This indicated that the work was completed for that particular construction task.
Two copies of the list were “punched” at the same time to provide an identical record for the architect and contractor
WE HAVE MADE A INSTITUTION FOR “DEFECTS” TO RESIDE IN!
59
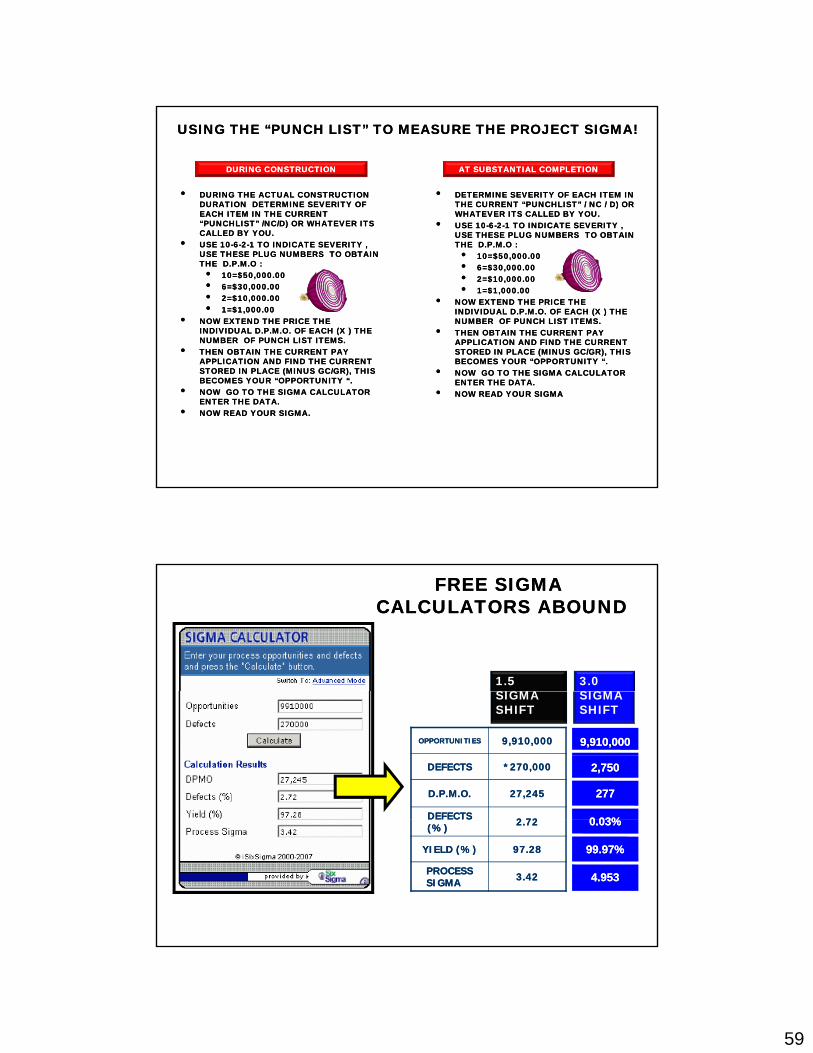
USING THE “PUNCH LIST” TO MEASURE THE PROJECT SIGMA!USING THE “PUNCH LIST” TO MEASURE THE PROJECT SIGMA!
•• DURING THE ACTUAL CONSTRUCTION DURING THE ACTUAL CONSTRUCTION DURATION DETERMINE SEVERITY OF DURATION DETERMINE SEVERITY OF EACH ITEM IN THE CURRENT EACH ITEM IN THE CURRENT “PUNCHLIST” /NC/D) OR WHATEVER ITS “PUNCHLIST” /NC/D) OR WHATEVER ITS CALLED BY YOUCALLED BY YOU
DURING CONSTRUCTIONDURING CONSTRUCTION
•• DETERMINE SEVERITY OF EACH ITEM IN DETERMINE SEVERITY OF EACH ITEM IN THE CURRENT “PUNCHLIST” / NC / D) OR THE CURRENT “PUNCHLIST” / NC / D) OR WHATEVER ITS CALLED BY YOU.WHATEVER ITS CALLED BY YOU.
•• USE 10USE 10--66--22--1 TO INDICATE SEVERITY , 1 TO INDICATE SEVERITY , USE THESE PLUG NUMBERS TO OBTAIN USE THESE PLUG NUMBERS TO OBTAIN
AT SUBSTANTIAL COMPLETIONAT SUBSTANTIAL COMPLETION
CALLED BY YOU.CALLED BY YOU.•• USE 10USE 10--66--22--1 TO INDICATE SEVERITY , 1 TO INDICATE SEVERITY ,
USE THESE PLUG NUMBERS TO OBTAIN USE THESE PLUG NUMBERS TO OBTAIN THE D.P.M.O :THE D.P.M.O :•• 10=$50,000.0010=$50,000.00•• 6=$30,000.006=$30,000.00•• 2=$10,000.002=$10,000.00•• 1=$1,000.001=$1,000.00
•• NOW EXTEND THE PRICE THE NOW EXTEND THE PRICE THE INDIVIDUAL D.P.M.O. OF EACH (X ) THE INDIVIDUAL D.P.M.O. OF EACH (X ) THE NUMBER OF PUNCH LIST ITEMS.NUMBER OF PUNCH LIST ITEMS.
•• THEN OBTAIN THE CURRENT PAY THEN OBTAIN THE CURRENT PAY APPLICATION AND FIND THE CURRENT APPLICATION AND FIND THE CURRENT
USE THESE PLUG NUMBERS TO OBTAIN USE THESE PLUG NUMBERS TO OBTAIN THE D.P.M.O :THE D.P.M.O :•• 10=$50,000.0010=$50,000.00•• 6=$30,000.006=$30,000.00•• 2=$10,000.002=$10,000.00•• 1=$1,000.001=$1,000.00
•• NOW EXTEND THE PRICE THE NOW EXTEND THE PRICE THE INDIVIDUAL D.P.M.O. OF EACH (X ) THE INDIVIDUAL D.P.M.O. OF EACH (X ) THE NUMBER OF PUNCH LIST ITEMS.NUMBER OF PUNCH LIST ITEMS.
•• THEN OBTAIN THE CURRENT PAY THEN OBTAIN THE CURRENT PAY APPLICATION AND FIND THE CURRENT APPLICATION AND FIND THE CURRENT STORED IN PLACE (MINUS GC/GR), THIS STORED IN PLACE (MINUS GC/GR), THIS BECOMES YOUR “OPPORTUNITY “BECOMES YOUR “OPPORTUNITY “APPLICATION AND FIND THE CURRENT APPLICATION AND FIND THE CURRENT
STORED IN PLACE (MINUS GC/GR), THIS STORED IN PLACE (MINUS GC/GR), THIS BECOMES YOUR “OPPORTUNITY “.BECOMES YOUR “OPPORTUNITY “.
•• NOW GO TO THE SIGMA CALCULATOR NOW GO TO THE SIGMA CALCULATOR ENTER THE DATA. ENTER THE DATA.
•• NOW READ YOUR SIGMA.NOW READ YOUR SIGMA.
BECOMES YOUR “OPPORTUNITY “.BECOMES YOUR “OPPORTUNITY “.•• NOW GO TO THE SIGMA CALCULATOR NOW GO TO THE SIGMA CALCULATOR
ENTER THE DATA. ENTER THE DATA. •• NOW READ YOUR SIGMANOW READ YOUR SIGMA
FREE SIGMAFREE SIGMACALCULATORS ABOUNDCALCULATORS ABOUND
1.5 SIGMA
3.0 SIGMA
OPPORTUNITIESOPPORTUNITIES 9,910,0009,910,000
DEFECTSDEFECTS *270,000*270,000
D.P.M.O.D.P.M.O. 27,24527,245
DEFECTSDEFECTS 2 722 72
9,910,0009,910,000
2,7502,750
277277
0 03%0 03%
SIGMA SHIFT
SIGMA SHIFT
DEFECTS DEFECTS (%)(%) 2.722.72
YIELD (%)YIELD (%) 97.2897.28
PROCESS PROCESS SIGMASIGMA 3.423.42
0.03%0.03%
99.97%99.97%
4.9534.953
60
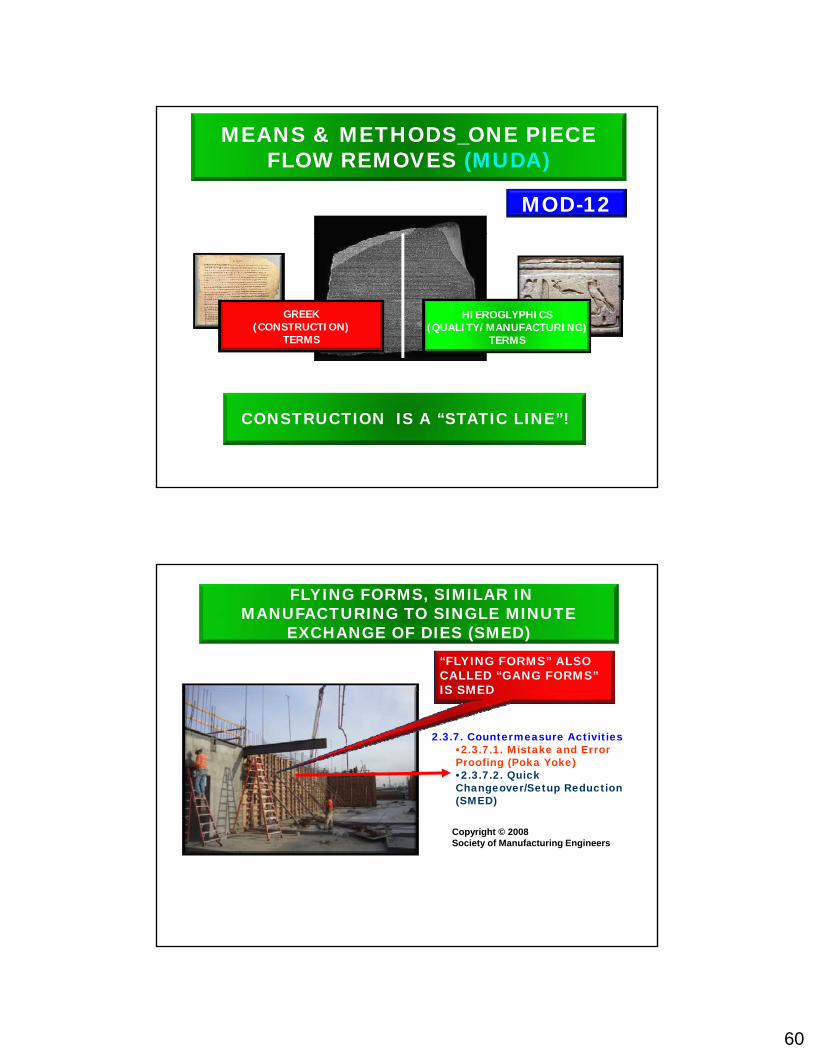
MEANS & METHODS_ONE PIECE FLOW REMOVES (MUDA)
MOD-12
GREEK(CONSTRUCTION)
TERMS
HIEROGLYPHICS(QUALITY/MANUFACTURING)
TERMS
CONSTRUCTION IS A “STATIC LINE”!
“FLYING FORMS” ALSO CALLED “GANG FORMS” IS SMED
FLYING FORMS, SIMILAR IN MANUFACTURING TO SINGLE MINUTE
EXCHANGE OF DIES (SMED)
2.3.7. Countermeasure Activities•2.3.7.1. Mistake and Error Proofing (Poka Yoke)•2.3.7.2. Quick Changeover/Setup Reduction (SMED)
IS SMED
Copyright © 2008 Society of Manufacturing Engineers
61
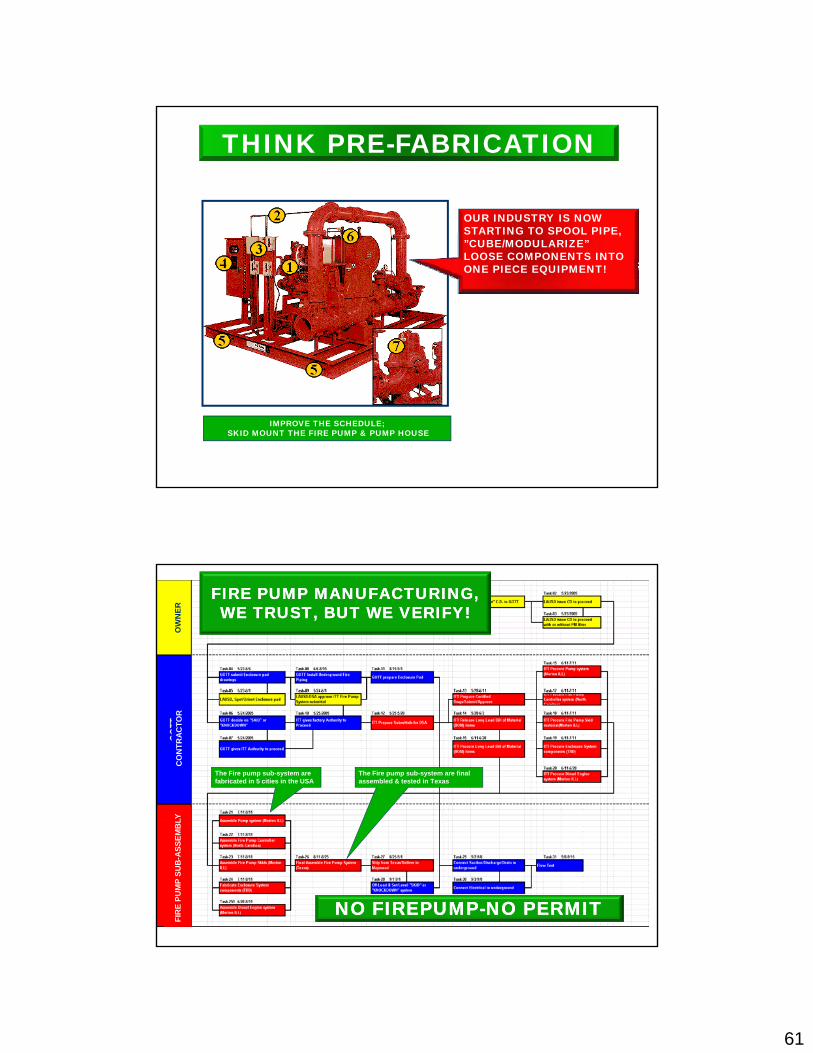
THINK PRE-FABRICATION
OUR INDUSTRY IS NOW STARTING TO SPOOL PIPE, STARTING TO SPOOL PIPE, ”CUBE/MODULARIZE” LOOSE COMPONENTS INTO ONE PIECE EQUIPMENT!
IMPROVE THE SCHEDULE;SKID MOUNT THE FIRE PUMP & PUMP HOUSE
FIRE PUMP MANUFACTURING, FIRE PUMP MANUFACTURING, WE TRUST, BUT WE VERIFY!WE TRUST, BUT WE VERIFY!
OW
NER
The Fire pump sub-system are fabricated in 5 cities in the USA
The Fire pump sub-system are final assembled & tested in Texas
CO
NTR
ACTO
RLY
NO FIREPUMPNO FIREPUMP--NO PERMIT NO PERMIT
FIR
E PU
MP
SUB
-ASS
EMB
LY
62
MOD-134 Quality Tools I use to Find 4 Quality Tools I use to Find
SolutionsSolutions(MACRO LEVEL PLANNING)(MACRO LEVEL PLANNING)(MACRO LEVEL PLANNING)(MACRO LEVEL PLANNING)
Principle 4. Level out the workload (heijunka). (Work like the tortoise, not the hare.)
Quality ToolsQuality ToolsPRIOR ATTEMPTS TO DEPLOY LEAN PRIOR ATTEMPTS TO DEPLOY LEAN
MOD-13A
PRIOR ATTEMPTS TO DEPLOY LEAN PRIOR ATTEMPTS TO DEPLOY LEAN CONSTRUCTION & SIXCONSTRUCTION & SIX--SIGMASIGMA
(THE PROCESS)(THE PROCESS)
JURAN SAIDJURAN SAIDJURAN SAID…..JURAN SAID…..•• “All quality improvement occurs on a project“All quality improvement occurs on a project--
byby--project basis and in no other way.”project basis and in no other way.”
63
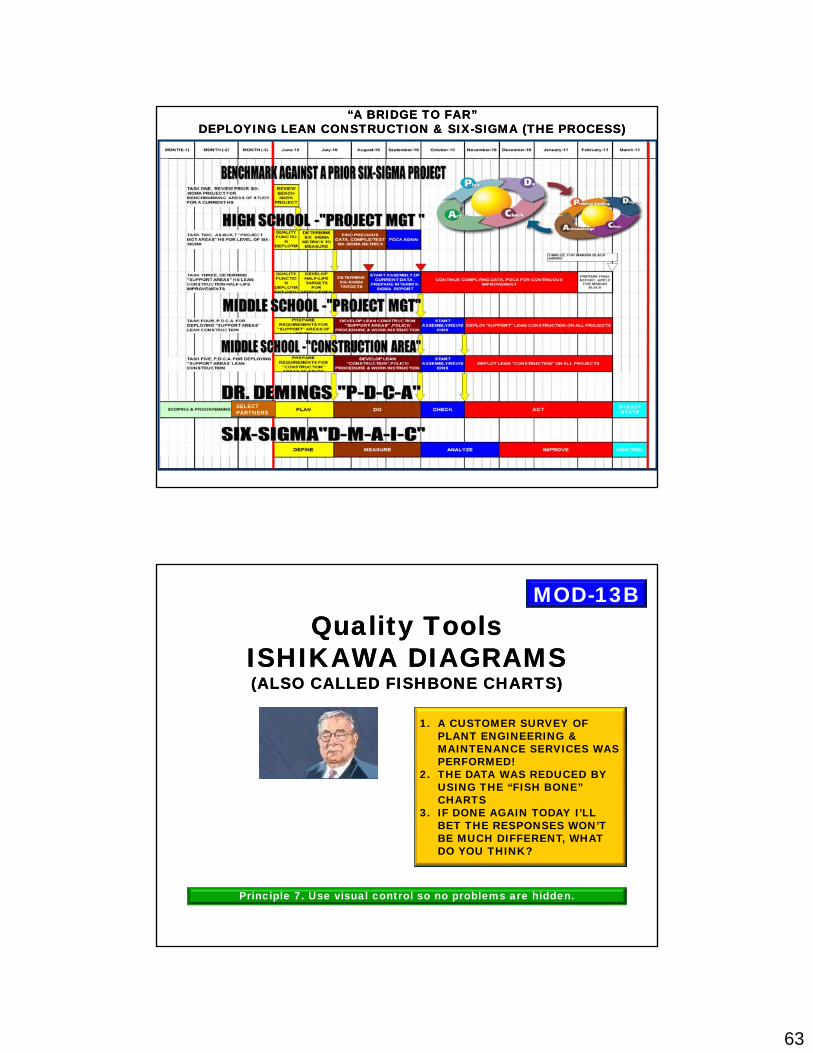
“A BRIDGE TO FAR”“A BRIDGE TO FAR”DEPLOYING LEAN CONSTRUCTION & SIXDEPLOYING LEAN CONSTRUCTION & SIX--SIGMA (THE PROCESS)SIGMA (THE PROCESS)
SELECT PARTNERS
Quality ToolsQuality ToolsISHIKAWA DIAGRAMSISHIKAWA DIAGRAMS(ALSO CALLED FISHBONE CHARTS)(ALSO CALLED FISHBONE CHARTS)
MOD-13B
( )( )
1. A CUSTOMER SURVEY OF PLANT ENGINEERING & MAINTENANCE SERVICES WAS PERFORMED!
2. THE DATA WAS REDUCED BY USING THE “FISH BONE” CHARTS
3. IF DONE AGAIN TODAY I’LL
Principle 7. Use visual control so no problems are hidden.
BET THE RESPONSES WON’T BE MUCH DIFFERENT, WHAT DO YOU THINK?
64
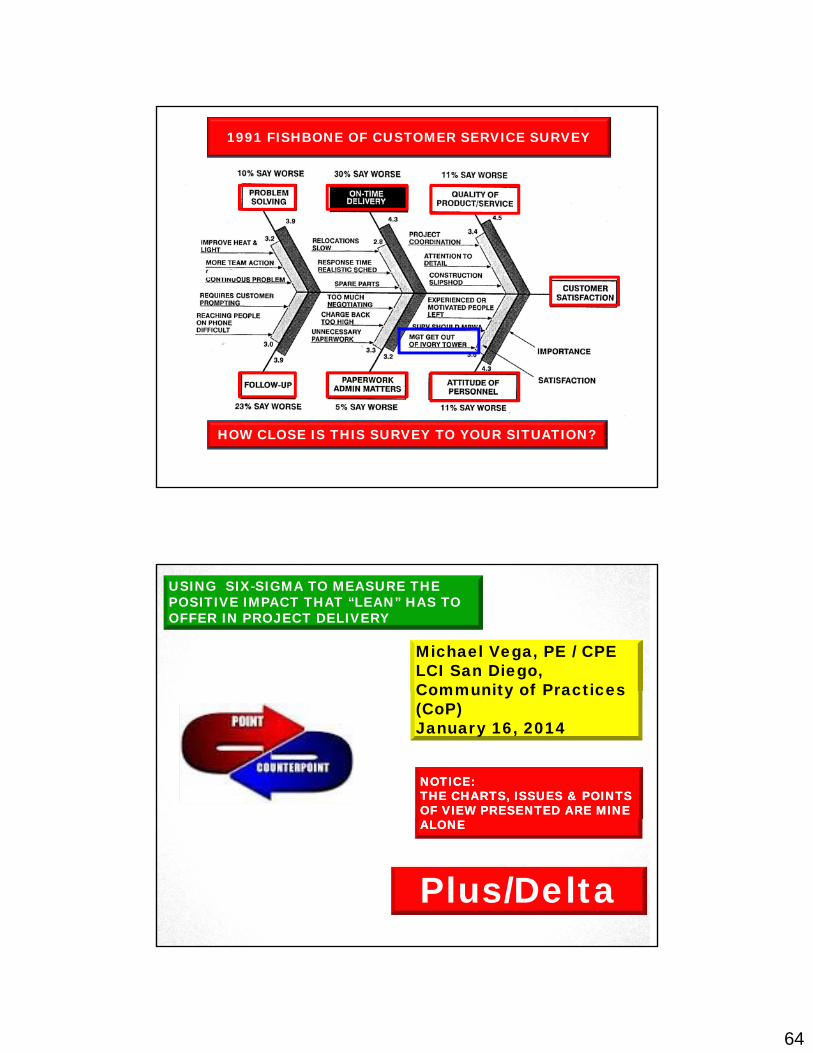
1991 FISHBONE OF CUSTOMER SERVICE SURVEY
HOW CLOSE IS THIS SURVEY TO YOUR SITUATION?
GROWTH MATRIXUSING SIX-SIGMA TO MEASURE THE POSITIVE IMPACT THAT “LEAN” HAS TO OFFER IN PROJECT DELIVERY
Michael Vega, PE / CPELCI San Diego, Community of Practices Community of Practices (CoP)January 16, 2014
NOTICE:NOTICE:THE CHARTS, ISSUES & POINTS THE CHARTS, ISSUES & POINTS OF VIEW PRESENTED ARE MINE OF VIEW PRESENTED ARE MINE ALONE ALONE
Plus/Delta