process~g - fisheries and oceans canada | pêches … an experimental basis this requirement has...
TRANSCRIPT
• ____ ............................ ~n~~MW~~~~~~l~l~!n~R.An.v.~ OA f.Fi.N,~'Jtll;El'ttR·jlrE; ... ~ND M rUNE. Sf.RVICE
" WATER ST. E.AST BIOLOGICAL ITA.. " ST. JOHN'S, NFLD.. ANACA
A1C 1A1
INVESTIGATION OF THE PHYSICAL FEASIBILITY 0 MOBILE FISH PROCESS~G PLANTS
by
W.L. DILK
FISHERIES AND MARINE SERVICE
SERVICE DES PECHES ET DES SCIENCES DE LA MER
TECHNICAL REPORT No. 634 RAPPORT TECHNIQUE N° .
1976 1+ Environment
Canada
Fisheries and Marine Service
Environnement Canada
Service des peches et des sciences de la mer
Technical Reports
Technical Reports are research documents that are of sufficient importance to be preserved, but which for some reason are not appropriate for primary scientific publication. Inquiries concerning any particular Report should be directed to the issuing establishment.
Rapports Techniques
Les rapports techniques sont des documents de recherche qui revetent une assez grande importance pour etre conserves mais qui, pour une raison ou pour une autre, ne conviennent pas a une publication scientifique prioritaire. Pour toute demande de renseignements concernant un rapport particulier, il faut s'adresser au service responsable.
Department of the Environment Fisheries and Marine Service
Research and Development Directorate
TECHNICAL REPORT No. 634
Investigat ion of the physical feasibility of mobile fish processing plants; by W. L. Dilk.
Please mak e the following changes in your copy:
Page vi, Paragraph 6; mateeriellement to be spelled mate·riellement.
Page 3, Line 38: segage to be spelled sewage.
Page 6 , Paragraph 4, Line 10 : replace leI with r in approximately.
Page 7 , Line 3 from bottom: Freezing capacity to read 2500 lbs./2~ hrs.
Page 8: figure mi s s ing, should read I' Capi tal Requirements: Basic Plant $307,550
Page 17, last line: L.Q. F. to read I .Q.F .
Department of the Envi ronment
Fisheries and Marine Service
Research and Development Directorate
TECHNICAL REPORT NO. 634
(Numbers 1-456 in this series were issued as Technical Reports of the Fisheries Research Board of Canada. The series
name was changed with report number 457)
Minis t er e de l ' Env ironnement
Service des Peches et des Sciences de la mer
Direction de la Recherche et Deve16ppement
RAPPORT TECHNIQUE NO. 634
(Les numeros 1-456 dans cette serie fur ent utilises comme Rapports Techniques de l'Of f ice
des recherches sur les pecheries du Canada. Le nom de la serie fut change avec l e
r apport numero 457)
INVESTIGATION OF THE PHYSICAL FEASI BILITY
OF
MOBILE FISH PROCESSING PLANTS
by
W. L. Dilk, P. Eng.
This is the eighty-seventh Ceci est Ie quatre-vingt-septieme
Technical Report from the Rapport Technique de la Direction de la
Research and Development Directorate Recherche et Developpement
Freshwater Institute Institut des eaux douces
Winnipeg, Manitoba ~.Jinnipeg, Manitoba
1976
TABLE OF CONTENTS
LIST OF DIAGRAMS . . • ~ . • . • . . . . . • . . . . . . . . . . iii
FOREWORD • • • • • • • • • ~ • • • • • • • • • • . ' • • • • • • • i v
ACKNOWLEDGEMENTS . • • • . . . . • . • • • . • . • • • . • . •. v
AB S TRA.cr • • • • • • • • • • • • . . • . • • • • . • • • • • • . vi
CONCEPT
PLANT SPECIFICATIONS
Introduction Specifications . . • • • . Logistics . • . Capabilities . . • • . Capital Costs .
Capital Costs Capi tal Reduction Options. Capital Requi rements: Basi c Plant Operating Inp~t Requirements
Mechanization Potential . . . . . • . . • .
OPTIONS
Introduction • . . • . • . . . Fillet Processing Option Fresh Fish Packing Plant Option Fish Meal Option . • . . . . .
CONCLUSIONS
APPENDIX A
1
2
2 2 5 5 8 8 8 8 8 9
17 17 20 24
27
28

iii
L1ST OF DIAGRAMS
1) Layout - Gener a l 10
2) Detail: Receiving Trailer, Preliminary Processing Trailer 11
3) Detail: Pr ocessing Trailer, Power Unit 12
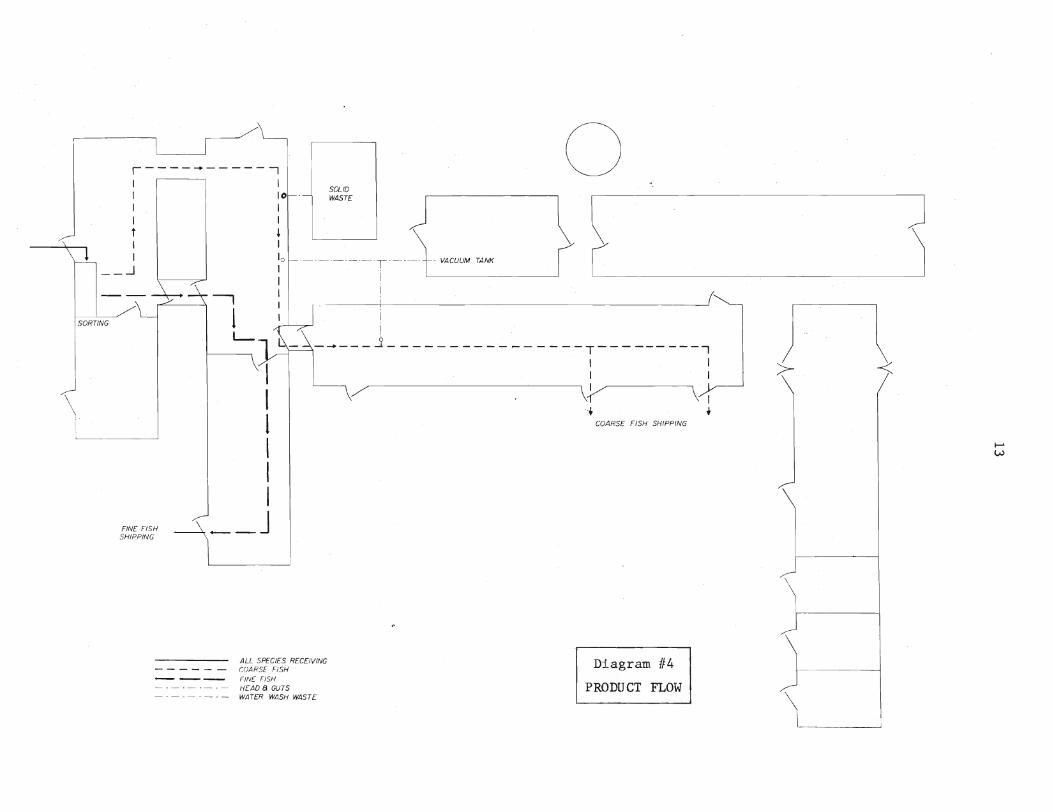
4) Product Flow 13
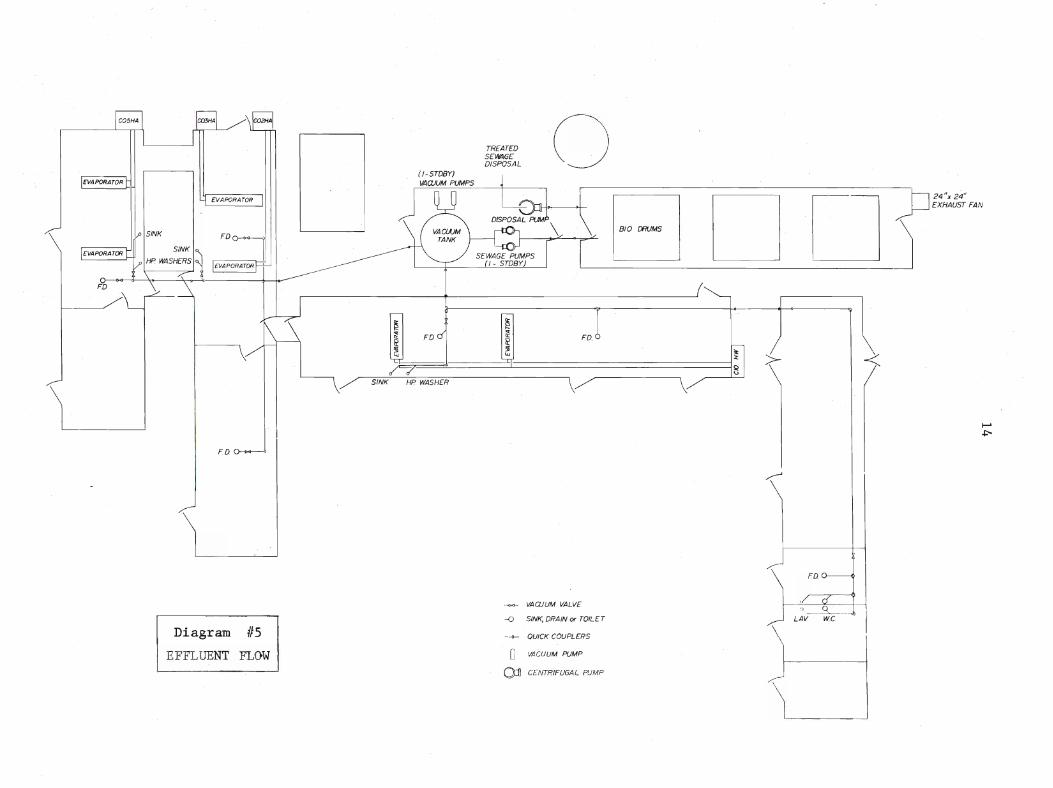
5) Effluent Flow 14
6) Plwnbing 15
7) Structural 16
8) Fille t Processing 18
9) Fresh Fish Packing - Layout 21
10) Fresh Fi sh Packing Units - Detail 22
11) Fish Meal Option 25
12) Mobile Ice Machines 29

iv
FOREWORD
This study has been carried out to establish the physical feasibili t y of mobile fish processing plants. Al l aspects of the Federal Fi sh I nspec tion Regulations Schedule A and B, i.e . construction and operating have been considered excepting one . The Fish Inspection Regulations r equire 9 ft. ceiling height to ensure adequate ventilation and to control condensation. On an experimental basis t his requirement has been exempted b e cause of the expense associated wi th special construction. While it is possible to build trai l ers with a 9 f t. interior clearance, the cost is unwarranted until this type of unit is established as economical ly feasible as a processing plant .
, v
ACKNOWLEDGEMENTS
The author wishes to acknowledge the high quality of assistance given by Mr . J. Ennis of Thermo King ~estern) Ltd.~ Edmonton , i n preparing t he detailed technical specifications for much of thi s report~ the service provided by S. Zettler and his staff in compiling t he drawings, Mr. W. Kozak who conceived mobile fish plants initially and Barbara Anderson for assistance in typing and compiling the r eport .

vi
ABSTRACT
Dilk, W. L., P . Eng . 1976 . Tnves t i gation of the Physical Feasibili ty of Mobile Fish Processing Plan t s. Fi sh. Mar . Serv o Res. Dev. Tech. Rep . No . 6 34 29pp.
A s t udy to determine the physical fe asibility of constructing mobile fish pr ocessing plant s was carried out during 1975 . This t ype of plant could be utili zed in areas where the cos t of permanent land based facilities canno t be j ustified.
The units a s describ ed in t he r eport can be built t o accommodate defleshing, filleting , fish mea l and/or fresh f i sh packing operations. While the physical f eas i bili ty i s prov en , further stud i es mus t relate the economic feasibil i t y to t he g i v en l i fe span, product i on constraints, capital costs and space limi t a tions of mobi l e fish plants .
A system of three mobile units , appropr i ately interconnected forms the bas i c sys tem for a defleshi ng , block f reezing operation , supported by a t ransportable cold stor age system, power unit and an optional Bio-drum l iquid effluent disposab l e sys t em. This basic system can be modified to pro cess f ille t~ i ns t ead of defleshed product.
For fresh f ish packi ng , t wo units a re used i ncluding the power supply. Fish meal ma y be substi tu t ed for the Bio-drum liquid effluent system should concen t rations of solid and liqui o efflu~nt warr ant it.
RESUME
~
Dilk, W. L., Ing. P . 19 76 . Etude sur la Possibili t e de Construire des Usine s Mobiles de Traitement du Poisson . Fish. Mar . Servo Res. Dev. Tech. Rep. No. 634 29pp.
En 1975, on a effec t ue une etude pour determiner s'il etait possible de construire des usi nes mobiles de traitement du poisson. Ce genre d'installations pourrait etre utilise dans les regions ou les usines permanentes ne sont pa s ren tab l es.
Dans les installations decr i tes dans I e rappo r t, on peut effectuer les opera t ions suivantes: depe~age, p r e levement des filets, emballage du poisson frais et du po i sson seche et hache. On a prouve qu'il etait mateeriellement possible de construire ce genre d'usine; il convient toutefois d'en etudier la rentabilite, compte tenu de la duree probable de vie, des problemes de production, des couts d'immobilisation et du volume restreint des usines mobiles.
vi i
La base des instal l at ions de depe~age et de conge l a tion est constituee par un ensemble de trois unites mobiles correc t ement reliees entre elles, auxquelles viennent s ' a j outer un appare il mobile de refrigeration, une generatrice et, eventuellement, un equipment biologique d'elimination des dechets f onctionnant avec un effluent. On peut modifier cette installation de base s i l' on desir e produire des filets au lieu des poissons en mo r ceaux .
Pour l'emballage du poisson frais , on se ser t de deux unites et de la generatrice. La f abr i cation des engrais peut remplacer l'equipement d'elimination des dechets , si les concentrat ions d ' e ffluen t s solides et liquides le justifien t .

because:
1
CONCEPT
The concept of a mobile fish processing plant was developed
1) Quota systems are applied to some lakes; these quotas are of a size that they may be taken in 2 to 6 weeks and do not warrant permanent processing facilities.
2) Underutilized species, such as mullet, are harves ted on a seasonal basis , therefore , one unit could serve up t o 5 areas per calendar year.
The concept was presented to R.P .C . Ltd . , consultants t o the Depar tment of Northern Saskat chewan , as an alternative to permanent land based fac i lities in their study to determine the feasibility of harves t i ng underutilized species in Northern Saskatchewan. In July, 1973, a joint R.P . C. Ltd . and P.M. Associates feasibil ity study was publ ished utilizing preliminary capital costs and operational techniques s upplied by Fisheries and Marine Service .
The analysis indicated that this concept may be viable if properly schedul ed and managed. However , limi tations of the study done were recognized as no detailed engineer i ng work had been carried out on the actual technical and physical feasibility of a mobile proces sing plant.
The I ndustr i al Development component of Fisheries and Marine Servi ce, Wester n Region , undert ook to complete the physical feas ibility study . The deta iled specification work was done by Thermo King (Western ) Ltd., Edmonton , Alberta.
In order to be f easible, the concept would have to incorporate all the existing featur es of l and based plants . Because of environmental concerns, a mobile effluent disposal system that could r educe domestic and liquid effluent B.O. D. l evels to <20 was added . This would negate any need for land based treatment fac i lities exc ep t a di sposal s ystem for solid effluent.
It was dec i ded that the system woul d require S unit s a s depicted in Diagram #1, so arranged to accommodate prop er product flow.
The study investigat ed the concept of const ructing the system using the followi ng des ign criteria:
1 )
2)
Tr a i ler structures, i ncluding 160 lb , /ft. 2 floor loading in fish holding area, and as required in equipment areas: running gear, frames, interior and exterior fini sh t o mee t the requirements of the Federal Fish Inspection Regul a t i ons, trailer i n t e r connections, load i ng platforms and entranceways as r equired . Mechanical and water syst ems incl uding hot water availab l e a t 4SoC, hand s inks , washdown stations, high pr essure water availabili ty at 500 psi , heating systems, drainage, int er-trai l er connect i ons , pumping systems for

3)
4)
5)
6)
7)
8)
INTRODUCTION
2
water supply, filtration, chlorina t ion , sewage accumulation and transfer, sewage treatment, s ol ids d ispo sal, washrooms and toilet facilities. Electrical systems, including powe r generation and dist r i bution, lighting, power supply to specified process equi pment, mechanical and r efrigeration loads , intertrailer connections. Refrigeration systems of 6,000 Ib./24 hrs., cold storage units at ditioned.
including ice making ca pabil ities holding room temperat ures of 4°C,
. 0 -25 C, and process areas air con-
Process equipment including deboning equipment r a ted at 4,000 lb./hr., raw material input, one high pressure belt washer at 500 psi, spiral squirrel cage washer, stainless steel tables and the potential t o incorporate an automatic filleting machine and an aut omat ic heading and gutting machine at a later date. Fresh and processed frozen product transpo r t from plant site to storage including on- site accumulat i on capacity. Logistics associated with site preparation, site to site moving of the complex, processed product transportation and fuel supply. The overall complex to be des i gned for year-round utilization.
PLANT SPECIFICATI ONS
The design criteria and initial layout were fo r war ded t o Thermo King (Western) Ltd., Edmonton, u~der contract to provide necessary details to establish the physical feasibility of the proposed system. Diagrams No.2 to No.7 illustrate the general plot plan of the complex with the self-contained sewage treatment system. Precise equipment locations and associated mechanical and electrical requirements were not developed to the detailed working drawing stage. However, they are sufficiently accurate to project all par ameters of the system including structural and capital requirements. It should be noted that because of the unique concept, specific suppliers and equipment were used in order to familiarize them with the concept so that accurate pricing and capital requirements could be established.
SPECIFICATIONS
The overall projection is based on the following general construction specification and equipment selections:
Trailers (see Diagram No. 7) As per manufacturing specification supplied by Porta-Built
Industries.
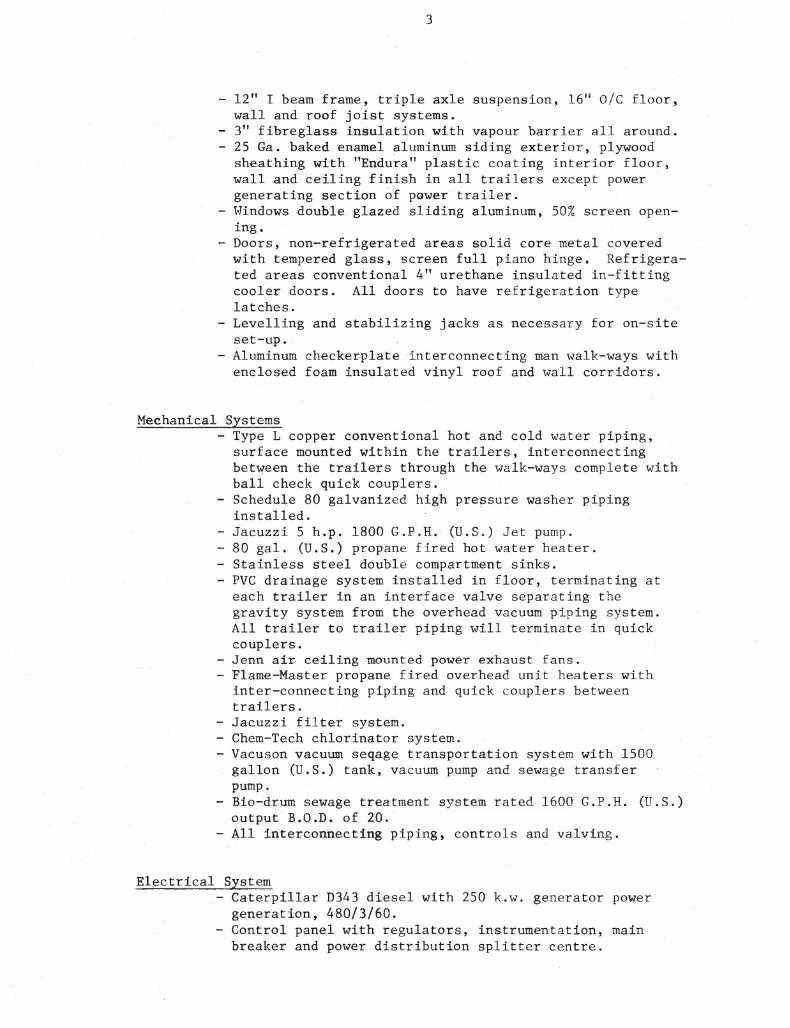
3
12" I beam f rame, triple axle suspension , 16" olc floor, wall and r oof joist systems.
- 3" fibreglass i nsulation with vapo ur bar rier a ll around. - 25 Ga. baked enamel aluminum siding exterio r , plywood
sheathing with "Endura" plastic coating interior floor, wall and ceiling finish in all trailers except power gener ating section of pawer trailer.
- \<lindows double glazed sliding aluminum, 50% scr een opening .
- Doors, non-refrigerated areas solid core meta l covered with tempered glass, screen full piano hinge. Refrigerated areas conventional 4" urethane insulated in-fitting cool er doors. All doors to have refrigeration type latches.
- Levelling and s tabilizing jacks a s necessary for on-site set-up.
- Aluminum checkerplate interconnecting man walk-ways with enclosed foam insulated vinyl roof and wall corridors.
Mechanical Systems Type L copper conventional hot and cold water plplng, surface mounted within the trailers, interconnecting between the trailers through the walk-ways complete with ball check quick couplers. Schedule 80 galvanized high pr essure washer piping installed.
- Jacuzzi 5 h.p. 1800 G.P.H. (U. S. ) Jet pump. - 80 gal. (U.S.) propane fired hot water heater . - Stainless steel double compartment sinks. - PVC drainage system installed in floor, terminating at
each trailer in an interface valve separating the gravity system from the overhead vacuum piping system. All trailer to trailer piping will terminate in quick couplers.
- Jenn air ceiling mounted power exhaust fans. - Flame-Master propane fired overhead unit heaters with
inter-connecting piping and quick couplers between trailers.
- Jacuzzi filter system. - Chern-Tech chlorinator system. - Vacuson vacuum seqage transportation system with 1500
gallon (U.S.) tank, vacuum pump and sewage t ransfer pump.
- Bio-drum sewage treatment system rat ed 1600 G.P.H. (U.S.) output B.O.D. of 20.
- All interconnecting piping, controls and valving .
Electrical System - Caterpillar D343 diesel with 250 k.w. generator power
generation, 480/3/60. - Control panel with regulators, instrumentation, main
breaker and power distribution splitter centre.
4
- Sub panels in each tra i l er f or i nd ividual power and ligh t i ng loads .
- Inte r -trailer twis t l ock connecto r s and cabl e. Waterpr oof ser vice outlet plugs, vapour proof interior lighting, waterproof receptac l es, outdoor lighting as required, swi tching cir cuits.
- Power connections to a l l equipment.
Refrigeration Two 3 ,000 1bs ./day Howe Ice F1akers with one 5 h.p. air cooled condensing uni t per F1aker. 5 h.p. air cooled condens i ng unit and two air handling units for +130 C t emper ature control fo r receiving trailer.
- 3 h.p. and 2 h.p. air cooled condensing units and two air handling unit s fo r +130 C t empera t ure cont r ol of preliminary process i ng unit. 10 h . p . a ir cooled condensing uni t and two air hand1irtg unit s fo r +130 C t emperatur e control of process and freez i ng t railer.
- 10 h. p. a i r cool ed Thermo King electr i c drive r efrigerao t i on system f or 4 C t emperature control of fre s h fish
holding area. - Two Dole 25 h. p. sel f-contained 55" x 39", 8 station
pl ate f r eezer systems . Forced draf t "ej ec tor " cooling tower loca ted in power trailer wi t h pump and i nterconnec t ing piping with quick coup l ers to Dole free zers .
Process Equipment - One Baader 695 deboning machine rated a t 4, 000 1bs./hr.
raw material input. - One high pr essure belt washer at 400 psi, 8 ft. of belt
length, t wo side washings. - One manua l f eed spli t ting machi ne custom-buil t with high
pressure r inse act i on. - One " squirrel" cage rotary washer, with spiral attach
ment oper ating at 40 psi header pressure 6 ft. barrel length.
- Stainless steel or composition board dressing and pack-ing tables.
- 50 ft. aluminum 12" dead roller conveyors. - Over and under scale, 25 1bs. capacity, ~ oz. graduations. - Toledo platform scale , 100 l b. capacity, 2 oz. gradua-
tions.
Product Transportation - Four 26' Fruehauf "pup" trailers with tandem axles, one
convertor, 4" urethane insulation for service at a temperature range of oOe to -30oe. (Two at plant site, two in transit.)
5
- Two Thermo King diesel-electric combinat ion transport refrigeration systems, +20oC to - 30oC operating range.
- One Kenworth tandem axle highway t ractor , Northern suspension, 86" cab .
LOGISTICS
With a self-contained fac i l i ty, incl uding sewage and water system, site preparation would consist of l evelling and gravelling; deletion of the sewage t reatment plan t wo uld necess i tate offal disposal in the manner now c ommon to the industry .
The practical method of rel ocating the complex is contract of several tractor unit s simultaneously in order to eliminate as much site to s ite t r ansfer time as po ss ible .
Fuel supply would r equi r e f ue l tanks of a size dependent upon duration of opera t ion .
Several years ' operation would be r equired to establish production s cheduling in order to achieve maximum utiliza tion .
CAPABIL ITIES
Receiving and Dress ing As i n land based facilities , f ish for in-plant processing as well
as shipping fresh would be received. Space l imitat ions limit dressing capabilities t o 2,000 lbs . /hr. This wO'uld r equ i re species for fresh shipping t o be received in the head l ess , dr essed form, if 2,000 lbs./hr. of species r equire dressing for in-plan t proc essing. Tbi s would vary by location depending upon availability of f ine and coarse1species. However, should coarse species production drop to an unprofitable percentage, the pro cess ing unit would be deleted.
Ice Making Capabilities The i ce machine s provide 6,000 Ibs ./24 hr s. with a bin capacity
of 15,000 l bs. Ice capabil i ties could a c commodate approximately 12,000 lbs. of headless , dressed f ish in t otal per twenty-fo ur hours.
Holding Facility The holding fac i lity can accommodate app r oximately 16 , 000 lbs.
hel d at 4°C at 65 l bs. per box. Assuming an average pr oduc tion capacity input of 2 ,500 lbs . dressed coarse fi sh pe r hour, the holding facility must hold 8 ,000 l bs . of coarse f ish for dail y start-up purposes, prior to receiving more fi sh . This allows the remaining capacity, approximately 8,000 l bs., for headless dressed fine species holding, on a daily basis, however, because of Ice Making limitations, fine species storage
IThe term "coarse" is general l y used in Wes tern Canada for low value and underutil ized species which are often mechanical ly defleshed.

6
would be restricted to 4 , 000 l bs . daily . The f acili ty could therefore hold up to 2 days' fine s pecies produc tion if r equir ed.
Production Fine species may be washed, packed and shipped daily.
Coarse spec i e s would be split, washed and fed i nto the mechanical deflesher which has an i nput capaci t y of 4, 000 lbs./hr. raw material and gener ates appr oximately 65% yield or 2, 600 lbs. /hr . maximum. Due to f reezing and i ced ho ld ing limitations it is assumed that throughput would not exce ed 2 ,000 to 2 , 500 lb s ~ /hr. raw material, or an end-of-line product of 1,200 t o 1, 500 lbs ./hr . Defle shed ~aterial would be packed in appropriate trays and f rozen.
The plate fr eezers have the capability of freezing a 2" block to a centre t emperatur e of -200 C i n a 2~ hour period. Product is withdrawn from freez i ng t rays , packaged in~ividually in l6~ lb. b l ocks, poly wrapped and packaged i nto master cartons . The master cartons a r e then stored in t he cold s t orage. Expected overall fro zen production is a pproximately 1 , 000 lbs. / hr . on a cont i nuous bas i s , per shift.
Cold Storage The "reefer" concept ut ilizes 4 trailers, equipped a s specified,
and offers maximum versa t ility . The reefers will store f r ozen product at - 230 C on a cont i nuous basis. The diesel-electric units on two of the t r a ilers can be utilized as emergency power sources. One of these units with the potent i a l of pr ovidi ng emergency power can be on-sit e at all t i mes. As well, wi thin t he specified operating range , the t wo other "gup " units can be utilized for the storage and shipment of fresh fish at 4 C, if r equired. The combined capac i ty would be 80,000 lbs. This would allow appr oxima tel y 6 day froz en storage capac ity at all times or thr ee days' f rozen stor age with three days ' f resh, fine specie s storage capabilit ies .
Offal Consider a tion Wit h a plant capacity of 8,000 lbs./8 hour shift, end-of-line
coarse species and 4,000 lbs. headless dressed species (based on ice capacity l imi tations) it is estimated that approximately 22,000 lbs./ shift o f r ound coarse species (based on 40% yield) and 6,000 lbs. of round fine species (based on 67% yield) could be handled per day shift for a total of 28 , 000 lbs. round. However, the dressing capacity is l imited to about 16 ,000 lbs . /day shift, and would require r eceiving 8,000 l bs. headles s dress ed (4 ,000 l bs . headl ess dressed fine s pecies and 4 , 000 l bs . coarse species equivalent in t otal to 12 , 000 lbs. r ound). The operation would therefore generate appeoximately 10,000 to 12,000 lbs. of offal per shift or 5 to 6 tons (i.e. 10,000 lbs. from coarse species, heading, gutting and deboning and a further 2,000 lbs. from deboning species already dressed). Fine species received dressed do not produce offal.
7
General Production Parameters and Considerations I n gener al, product flow, available area, e t c. i s s i mila r to
existing land based facilities; however, the uniqueness of t he mob ile opera tion wi ll require modification in operating procedures. Loading and unloading pla te freezers will require coordinat i on and schedul ing with process i ng l i ne techniques as limited room is available for palle t izing, etc . As well, all facets will require car eful coordination with transporta tion systems especially with the limita t ions on fr esh f ish holdi ng capabilities. However, wi th planning , one "reefer pup" unit would be utilize d as fresh fish holding 50% of the time.
It is es timated that one full year of closely monitored operation wil l be r equired to establish the maximum efficiency and profit potential of the system. This monitoring would include:
a) es t ablishing maximum facility utilization, fresh vs. pr ocessed production when considering location scheduling.
b) determination of production control points (primary capacity of f r eezing facility and production equipment in order to determine limiting factors.
c) manpower assessment to achieve maximum production at lowest manpower input for f resh pr oduct VEl. frozen product.
d) determination of possible product f l ow re-orientation. e) a review of transportation and set-up techniques to minimize
down t i me.
(This s t udy assumes that location scheduling as to raw mater ial source, l abour available and water supply are predetermin~d and a r e economically satis f ac tory. )
For quality considerations, fine species shipping would occur daily to t he nearest delivery point in quantities of 4,000 lbs. headless dressed product. Frozen product shipping would occur every 3 to 6 days depending on delivery point, demand and total scheduling requirements; optimization would be determined by the least cost factor.
Ope r ating procedures for set-up of units on site would be supplied by the vendor. All equipment is permanently fixed for transport and structural design would accomodate dynamic loading encountered. Training would be required for operation of the processing equipment.
Physical Capacities - Summary Available area - 2,345
excluding Bio-drum system). Ice making Ice s t orage Holding capacity Freezing capacity Frozen storage Defleshing capacity
ft. 2 (including two "reefer" units only;
6,000 I bs./24 hrs. 15,000 Ips. 16,000 lbs. (250 boxes)
2,500 Ibs./2~ hrs. 80,000 lbs. 4,000 lbs. raw material/hr.
8
CAPITAL COSTS
The economic feasibility of this system must be based on t he capital and operating costs of the system based on an estima ted 10 year longevity . No attempt is made in the scope of this study to es tablish the economic feasibility. Therefore it does not include such f actors as capital recovery, packaging costs , cost incurred other than F. O.B. the system, i.e . transportation and marketing costs have not been included.
Capital Costs (May 1975 pricing) 1) Units including receiving trailer
preliminary processing trailer, process trailer excluding processing equipment
2) Power unit 3)
4)
Frozen product transportation including tractor Processing equipment
Sub Total With Bio-drum sewage system:
system
5) Sewage lift station, vacuum terminal and trailer
6) Bio-drum sewage treatment plant and t railer Total
$186,500 .00 98,000. 00
118, 000 .00 ;32, 000 .00
$4~4, 500 . 00
34,500 .00 183, 000 .00
$65 2, 000. 00 7) Project management costs during construction are est imated at
10%, depending upon purchaser
Capital Reduction Options To be examined for economic and operat i on merit by the purchaser.
1) Deletion of mobile sewage trea tment facil i ty $217 , 500.00 2) Leasing and/or rental of t ransportat i on
system instead of purchase 3) Deletion of air conditioning system for
receiving and preliminary process area Total
Capital Requirements: Basic Plant
118,000 . 00
8 , 950.00 $344, 450.00
Note : the merits of deleting t he transporta t ion sys tem must be es tabl i shed considering t he impac t of lea s e or rental on operating costs, t he availability of equipment within purchasing or ganizat ion and seasons of operation .
Operating Input Requirements Based on units minus mobile sewage treatment . The fol lowing a ssumpt ions are made based on existing conditions;
fina l costs will be dictated by local availability and pr i c ing . 1) Labour : 14 employees including supervision and maintenance
excluding dressers . 2) Maintenance cos t s equal to 7% of capital on a year ly basis. 3) Diesel fuel consumption : 120 gals. Imp . /24 hr s .
4)
5 ) 6 )
9
Propane sonsumption: 30 lbs./hr. max imum winter (-40° C ambient) 5 lbs./hr . in ambients over 100C
Wate r available at 1,800 gals. (U.S.)/hr . Current rates for rental of t rac tors to move individual units a r e SO¢/running mile. This could ult i matel y be r educed by yearly scheduling once movement of t he units became fixed. As wel l , i nclusion of the transportat ion unit would further reduce costs.
MECHANIZATI ON POTENTIAL
Dr essing all fish would require approximately 8 man days available per day. However ; with modification, mechaniza t ion is poss ibl e at an assumed cost of approximately $30,000 (including modifica t ion costs) to replace 3 man days. This type of modif icat i on shoul d be preceded by economic analysis prior to substitution; however, at an assumed cost of $3. 50/hr . labour and a saving of 3 man days (one required t o feed equipment) of $84.00/day, 360 operating days would be r equired for capital recovery . Incorporation of this feature would a t least double t he f ine species potential of the system and increa s e the potential f or processing coarse sp ecies. (Structural and service requirement s are incorporated.)
Investigation to date has reveal ed that avail able equipment cannot handle the varied species and size range requir ed. Current forecasts do not indicate that the Industrial Development Sec tion at Winnipeg will have the available manpower and resources to a llow the necessary engineering stud i es to develop this aspect. Theref ore t he study must be based on manual dressing and heading.

F1;~ 3 COT- 8'-O'T 6'4 16'-0"[
18 . f '~- ,,-," I RECEIVING
, -'I ". SOLID WASTE
Ii CONVEYOR
'<0 INITIAL
PROCESSING -'
RECEIVING
1 r l KEROOM
~ ,I
I ~ I j ~;~_~
,., LI ____ ---l
I J
Diagram 111
LAYOUT - GENERAL
£,I I
" 10 . , 10 I t5'-6'~ r, ~~H~ J C
~
!
RECEIVING
FRESH FINE STORAGE
FRESH FINE U SHIPPING
C,
"' J ----1
I' i
J c
SOLID . WASTE BIN
r] ~..-\ Jl SEWAGE LIFT ."! <, \' STAmv--"l BIO tRUM S,""GE mEATMENT - ~ VACUUM TANK 8 PUMPS I r ~
CLARIFIER HYCRO SIEVE j..J 1~6" '<0 J r -.;,
]2:;Ql PROCESS 8 PLATE FREEZERS 9
FUEL
LIGHT PLANT
'<0 -.;,
~l sj ALL DOORS ~ ~
-f}:~IJ,Lr FROZEN FROZEN J >-I :,-______________ --=,SHIPPING SHIPPING
,+ /l - __ -28c6" V! - --13'-6,,-\- L. l- ,.o'-10-- 52:0"---------------011
CDaING TOWER
LJ c . ' ;;; I

16'-0"_10'-0" '~--
C03 HA C02 HA 12.3FLA 10.8 F/.A 208 V 208 V
COOLER DOOR C/W STAIR
4'. 4 'ALUMINUM CHECKERPLATE L OAOING RAMP
I 18/2255
HAND SINK
HIGH PResS. WASHING STN.
~ 1:.-----, '1( , , , 1 , 1 \ , , ,
45/931SS MANUAL JHEAO 8 GUT TA8L.F- 1 __ "
\
1
1
1
(f-~~ ------~~= 1
1
* 1
I P 100 II'
2/0- 2/0 OffAL CONVEYCR DOOR 80TTOM 24-/ FLOOR
11
3/0- 6/8 RECElVII(G OOOR C/W STAIR
EFFLUENT OUTLET 3"
3" FI8REGLASS --- - -INSULATEO WALL r-WALKWAY-ALUMlhUM
CHECKERPLATE FLOOI/, ROOF SECTIONS, CANVAS SIDES
POWER OIST. PANEL 8 POWER IN rq;··
4R, ~6F "
EFFLUENT OUTLET 2"
3/0-6/8 COOLER DOOR C/W STAIR
r;:==3=/0=S=LI=DJ:IN=G=w.=rN~OO=W3';==:;:;=:::;;~-I' 6 ':0" ----1 I 8 SCREEN I 15A 115/1/60 I
120LBS/FT 2
FLOOR LOADING (OPERA TlNG ONLY)
eVAPORATORS 1
_' I .
" \ "-~,~~- ~ , 1
/ /
/
~ 10"-'4HP Y EXHAUST FAN
~ 0 ! HOSE STN. l
EVAPORATORS ~.,---==
15A 230/1/00
o ICE STORAGE
180LBS/FT FLOOR LOAD
P: 150 II'
I \
* I \ L '
I UIOOW
2x7 HP 2" FLA 208VEAC
FRESH FISH RECEI VING TRAILER
Diagram 112
WALKWAYS ALUMINUM CHECKERPLATE FLOOR, ROOF SECTION, CANVA5 SIDes.
18/2255 HAND SINK
HIGH PRESSURE , WASHER STN j
FFLUENT OUTLET 2
WATER 8 WASHER INLET@ 24 "
:%~~/IJ~:7~, CEMA 4R,@06"
ICE MACHINE 1350 LBS. , 1 OPERATING :.r,HP .
CUTTER, ·'c HP fUMP 23()/l/oO
PRELIMINARY PROCESSING
8 HOLDING TRAILER COOL / HEAT SYSTEM, 71HP + 2 -YzHP. 230/3/60 7100LBS .
DETAIL: RECEIVING TRAILER, PRELIMINARY PROCESSING TRAILER
. _ -_. __ . __ .. _ - ---_._--_.-
I 'b -' ...

CHEM TECH SERIES 100 CHLORINATOR
DEiSEL FUEL TANK
ELECTRICAL DIS'fflIEIlITIO
PANEL
CAT 0343 ENGINE
'lIt"!fl/E JI»O$ 1114 EJECTOR /I TOWER
VIKING 750VD PUMP71W'
JACUZZI MODEL 48K5C FILTER
JACUZZI MODEL _++...::===--.--
3JS4 PUMPS ~======================~
DO . POWER TRAILER
12
HOT a COLD WATER IN/OUT!' 24'
HIGH PRESSURE WASHER INLET 2
GLYCOL IN/OUT @24"
3/0 SLIDING II1NDOW a SCREEN
POWER DIST PANEL a POWER IN, CEMA 4R, 66"
4'x 4' ALUMINUM CHECKERPLATE LOADING RAMPS WITH SUPPORTING LEGS (TRAILER LOADING).
CIOHW 29.6 '-LA
208 V
15A 150/1/60
ISl'LITTER I I P 100W I I I I
/
/ WATER S WASHER / INLEr@24'
I I
/ CONVEYOR DOOR l' 2/0-2/0 OFFAL
/ BOTTOM 24M/F/.OOH
I
, I I
fl4CKAGING Is WE:IGHING ,SCALE
~ 3/ 0 SLIDING I WINDOWS SCREEN
l:{--~ - I
I
~- '':>:-Cc-tt~ .
~~
I .i '"
'tuAf;~fY ~ INL£T~24' I
I
I
PLATE FREEZER 4300 EAlPTY 6300 OPERAnNG h. HP DRIVE 230/1/60
25 HP WC UNITS
1
2/6-6/8 C/W STAIRS a WINDOW
~=:;:::=========:J _ _ _ J fROCESSI@ a FREEZING
JRAlLE~ ___ _
Diagram 113
bET AIL: PROCE~SING TRAILER, poWER UNIT
~ r-----------, 1 [ I 1 1 1 1 t 1
1
IOf- ·---l 1 1
~ 1
SOLIO WASTE
o __ -.J
10 1
__ __ _ :-_~r---. "w~-,,~ ~~ ~ 3 SORTING
~ \
l
[
r""""------', ---,
1 1
i I
("
-----J---------------- T---------,
FINE FISH SHIPPING
I I 1 I I I \r J
ALL SPECIES RECEIVING COARSE FISH FINE FISH HEAD 8 GUTS WATER WASH WASTE
I [ 1 1
/~----------------~\~ ~I . ~ i
COARSE FISH SHIPPING
Di agram 114
PRODU CT FLOW
n >- -<
i--' W
FD~
Diagram 115
EFFL DENT FLOW
~ co
/'7'
TR£ATED SE~GE DISPOSA L
~ ~ !II '"
o
FJ / SINK HP WASHER \/ \
VAWUM VALVE
-D SINK, DRAIN or TOILET
QUICK COUPLERS
Q VACUUM PUMP
Oll CENTRIFUGAL PUMP
>-
/
F D
LAV
J---
-<
~ .po.

\ HOSe- 8'BIf. "L
LPCW
ICE MACHINES
LPCW
RrJrN1Y WASHER _It'
LPHW LPCW
HOSE BIBB LPCW LPHW
LL;:: HAND SINK
HPCW HP
WASHER
~
Diagram 116
PLUMBING
o j . ~ C l I . _~ ( It \
HP WASHER 15
~ .... ~ HAIo()$lNK ~~ :r::
~
~ .... ~., ..,j -~HOS£Bfll8
(JUICK COUPlE
PLATE FREEZERS
~ -- - \
tlO~E ....
$HtIT-Off YAtJlE OUICK ~C{)(JPLC
rYPICAL _TCfl LINE DETAIL
HPCW HIGH PRESSURE' B O PSI COL O WATER UNE
LPe w LOW PRESSURE 20 PSI COLD WArtH LINE
LPHW L OW PRESSURE 20PSI HOT WA TER LINC e r w COOLING rOWER WAreR LINC CT'Rw COOLING rOWER RIIlH1N WATCR LINE
~ I
TlWii. HPCI
cmw· ... rw
IOHP AC ICOMP.
>-
11
<
NOTC.
ALL LINES IN POWER TRAILER TO RUN OVERHEAO EXCEPT FOR WASHROOMS.
'II I LAKE WATER SUPPLY
J--L_
~
...n

\
10 · rRAIU" CHANNEL
AtL """lItlAlfliS INN tlNo["ltnOOif JOl$r$ IN AN INS/lLArCf) sox Wfrl1 ~.LIIKArclt CAlLI.
MJ 51 ON£ PfCC£ WOOF
TYPICAl. (XJICJ(COUPLE
I i I l L
211 6A ALIIM. INTERIOR fMLLS .. CEILING
Diagram 117
STRUCTURAL
17
OPTIONS
INTRODUCTION
It became apparent, when developing this system, that the concept should not be confined to deboning alone. For this reason the study goes beyond the original terms of reference to examine in detail the potential of these units if built for a fresh fish packing operation and as a fillet processing plant. As well, a brief examination of the potential of replacing the Bio-drum system with fish meal processing is included.
Before conclusions are drawn these options will be developed.
FILLET PROCESSING OPTION
Introduction This option consists of substituting the deboning equipment and
plate freezers in the processing trailer with a filleting line and blast freezers as depicted on Diagram No.8. This system can be utilized with the Bio-drum system or the fish meal system as desired.
Because of space limitations, special filleting tables, tillet transfer and rack loading systems are visualized as outlined in Diagram No.8; Working drawings have not been undertaken for this area; however, they are easily within the capabilities of existing technology.
Specif ica tions All specifications are as outlined previously except for the
following additions and deletion of the plate freezers, deboner and splitter:
Four KUC3-35 Keeprite or four BLC-1500 Recold electric defrost blower coils, 7500 C.F.M., 3 x 1/3 h.p. fan assembly each. One Carrier 5H60 condensing unit, 30 h.p. rated at
o 125,000 B.T.U.'s, -35 C evap. temperature, water cooled. Stainless steel filleting and packing tables with over and under electric drive composition belts. 4' x 3' removable mesh racks and appropriate freezer trucks.
Production Capabilities This option could accommodate 8 filleters generating up to 600
podnds per hour fillets. Freezing capacity can accomodate 2,000 lbs. (500 lbs. per blast unit) every 2~ hours or approximately 6,000 lbs. of L . Q.F. Fillets per 8 hr. shift.
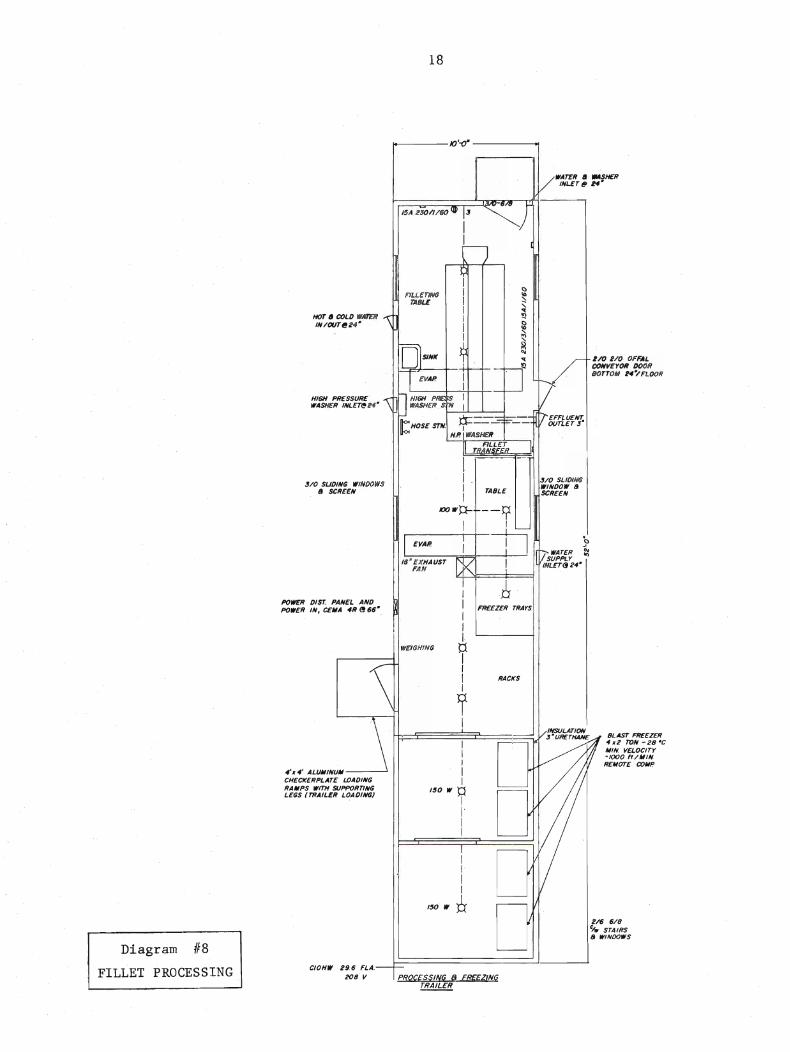
Diagram 118
FILLET PROCESSING
HOT a COLO .. mr IN~OIITeN"
HIGH PRESSURe WASHER INLF:~N"
:J~O SUDING WINDOWS a SCREEN
POWER DIST. PANEL AND POWER IN, CEliA 4R <! 66"
4'K"" ALUMINUM-------' CHECKERPLATE LOADING RAMI'S WITH SUI'f'ORnNG LEGS (TRAILER LOADING)
CIOHW 296 FLA. 208 V
18
I----- /O'-d' - ----
I~A 2:J()~/~«J
WEIGHING
I I I I I
? I I I
~ I
I I I I I
I~O W P I I I I
I I I I
TABLE
FReEZER TRAYS
RACKS
WATER a WlASHER INLET~ N"
:J~O SLIDING WINDOW a SCREEN
I/O 2/0 OFFAL CONVEYOR DOOR BOTTOM H"/ I'I.OOR
BLAST f'17£EZER ., x2 TON -28 -C MIN. VELOCITY -1000 fUMIN. REIIOTE COliI'
1$0 W ~ J 2~ 6/8 c", STAIRS a WINOOWS
~ ----'
PROCESSING a F8£EZING
~
19
The remainder of the ca pabil i ties ar e a s gi ven i n the analysis of the deboning concep t .
Capital Cost Additions:
- Refrigerat i on Sys t em - Tables, trucks , e tc. - Insulation and wall change
Total
Deletions: - Plate freezers - Deboner - Splitt e r
To t a l
'Final Cost: - Tota l cos t as per Capital Requirement :
Basic Plant (Pag e 8) - Total cost Additions (above)
Sub Tot a l - Minus total cos t Delet i ons (above)
Total
Potential for Mechanization
$ 26, 000 .00 11, 500.00
2, 800.00 $ 40, 300 .00
$ 40, 700.00 20,7 00 .00 5, 000.00
$ 66, 400.00
$307, 550.00 40,300.00
$347, 880.00 66, 400.00
$281,480.00
Filleting machines do ex is t t ha t can ac commodate the var i ous size ranges. The machines currently in use in t he Fr eshwater Inst itute are produced by Baader.
The Baader 181 handles fish from 8" t o 20" in length at an average volume of 1,000 lbs. fillet production per hour . . The physical dimensions, 12' long by 3' wide, would fit into the area utilized by the filleting table. This would, however, restrict filleting of fi sh over 20" in length to small quantities in the preliminary process t r ailer .
Cost of the unit is approximately $40,000.00. It should be noted that this unit is designed to operate with head-on dressed fish.
Another al ternat i ve is t he use of t he Baader 189 mach i ne. This unit handles fish from 16" to 32" in l ength a t vo l umes ranging from 1,500 to 2,000 lbs./h2. Floor space r e qui red is 13 ' x 6' and at a fl oor loading of 140 lbs./ft. . Cost of the unit is $55,000.00.
Both units require one per son for operation. Neither place any significant load on electrical or water systems. However, the s ystem cannot accommodate both units unless automated heading and gutt i ng is
20
employed, or the recelvlng trailer is lengthened to 52'. Either machine replaces 7 man days and should an appropriate size range be establ i shed would result in a considerable reduction in operating costs.
Discussion Without automation, this system would appear to require the same
manpower as the deboning plant, and require the same operational input except a reduced volume of fish. Economic analysis would be requir ed to determine the viability of this option as compared to deboning.
For a totally integrated operation both the filleting and deboning units could be purchased at an additional cost of approximately $140,000.00 (cost of filleting unit alone).
Some saving would result in "reefer" purchase or rental cos ts in the filleting operation because of a 25% reduction in end-of-line volume.
FRESH FISH PACKING PLANT OPTION
Introduction Within the total concept, the option exists to utilize the
"receiving" trailer and the "preliminary process" trailer as a mobile fresh fish packing plant, either as a feeder plant for the processing units or as a wholly independent unit replacing land based faciliti es i n much the same principle as the original system does, again, in the seasonal areas or limited quota areas. The logistics would require the same level of planning as the total processing concept but would rep l a ce lakeside packing plants only. In order to be constrained to two unit s , reorientation as depicted in Diagram No. 9 and 10 would be required .
Specifications One 10' by 37' unit and one 10' by 52' unit, each built to
structural, mechanical and electrical specifications as per units util ized in the total processing system and depicted in Diagrams No.9 a nd No. 10, except for the following:
- One 4,000 lb./day Howe Ice Flaker with 7~ h.p. air cooled remote condensing unit.
- One 1 h.p. Crane pressure system, complete with 42 gal. pressure tank rated at 705 g.p.h. (U.S.)
- One 40 gal. hot water tank, 4,500 watt - One 45 Kilowatt, 50 DEG Onan continuous generator syst em
complete with Ford 93 h.p. diesel drive - Trailer inconnections for refrigeration, electrical,
effluent, water, etc. as per previous spec's - Air conditioning deleted - One ice flaker deleted

21
1/O'-O"-r6 -°1=4~I'O-O 3-0 r-a-Ol .f
1 " 1 " 1 " , "
" C) C) ,I ,I MECHANICAL "
ICE STORAGE CI:l SOLID CI:l " C) WASTE C)
~ BIN 1
1':1
J J C) ,I
1 CON VEYOR WASHER BOXING
,rd' '0 3- 1
"O:l -" C) ,I
0\ C\j
j RE-ICING
~
"
DRESSING - 5 1-6"1 C) 1
~
RECeIVING
r- FReSH FISH STORAGE
l " C)
1
10 C\j
FReSH FINe SHIPPING
U Di agram (!9
" FRESH FISH PA C) CKING 1 LAYOUT "iw)
1

COOI.E"R DOOR C/W STAIR
.,'. 4 ' ALUMINUM CHE"CKE"RPLA TF LOADING RAMP
10'·0·
COOl.E"R DOOR 618- 2'6"
j------·---i : SCALE : , , : ' L.. __________ .J
Uft=~
, ~KXiW
7:.Z,ll~Aff C~ LOAD 160IIM/lJri, , , ,
I , ,
* , , , , q'=-~-=-'::'::-:'L-_~:'~
, ¢
, plOOW
ICE' fr/ACHINE" 1»0 11M. Y, HP. DRIVE" CUTTE"R ,.IIP. PIMP 2:10/1/60
COOl./HE"AT SYSTEM, PACKIN6 a HOLDING 7tHP. 2-~HP. 2:10/:1/60
1100 11J6. ~
22
. ~ ..
/JIST. IMNE"L ,
~~ , ~16"-~HP
__ _____ ~ EX1fAIJST FAN.
, , , , , , 6
I
, ,
0"" -- = ---- -, ... ----- -----.
~ 1504 110/1/
FRESH FISH RECEIVING
~
Diagram /110
FRESH FISH PACKING UNITS DETAIL

23
Capabilities Production: This unit could accommodate up to 6 dressers and up to
16,000 lbs. of dressed fish per 24 hours.
However, ice production capacity can only accommodate about 8,000 lbs. production daily, and cannot supply ice to the primary producer . However, ice capacity could be augmented using mobile ice machine s such as those in existence in Northern Saskatchewan (Appendix A). A further 16,000 lbs. daily would be considered maximum and peak efficiency would probably be achieved at about 12,000 to 13,000 pounds daily. At an average yield of 60% this would be 27,000 lbs. round maximum or 20,000 to 21,000 lbs. round weight optimum.
If required further ice making capabilities could be added ; however, the deletion of the one machine is a n effort to minimize electrical demand and fuel consumption.
Physical: Area Ice Production Holding Capacity Water Ice Storage Fuel
Capital Costs - May 1975 dollars 1 - 10' x 37' trailer 2 - 10' x 52' trailers 1 - Chern-Tech Chlorinator 1 - Onan 45 k.w. dies~l generator 1 - Crane pressure syptem Equipment, scales, tables, etc.
Total
Operating Input Requirements
890 ft. 2 4,000 lbs./24 hrs. 16,000 lbs. or 250 boxes maximum 700 gal. per hr. 8,000 lbs. 200 gal.
$ 26,000. 00 49,400 .00
700. 00 9,950. 00
360. 00 9,000. 00
$ 95,410.00
Labour requirements - 2 employees, excluding dressers. Diesel fuel consumption - 50 gal./day. Maintenance costs - 7% yearly of capital costs. Water available at 700 gal./hr. Moving costs at 50c/mile/unit.
Discussion The plant as outlined is functional and would be on a par wi t h
existing land based facilities similarly equipped, as far as capital costs go; however, available space is approximately 50% of an equivalent land based facility and could not cope with overload situations as effectively. The space limitations would have to be overcome by sound planning of production flow.

24
Enlargement of the units is possible without difficulty but should not take place unless production capacities are proven and warrant it.
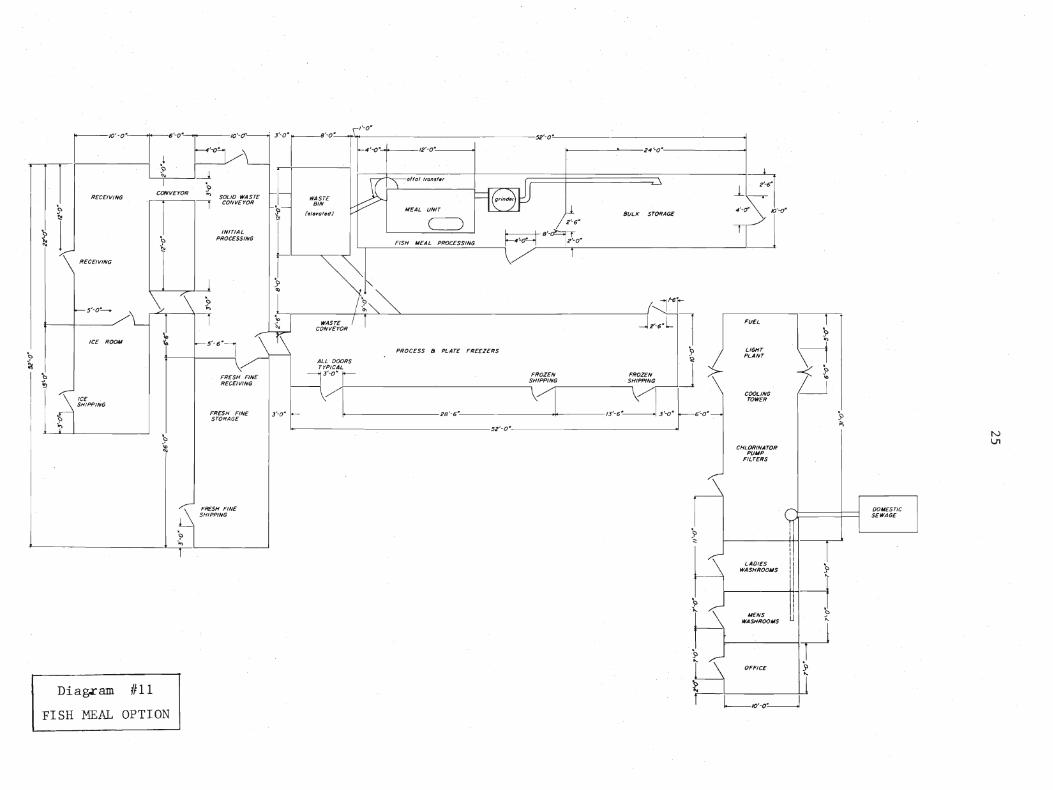
FISH MEAL OPTION
General Because of the high cost of the Bio-drum system which still
requires disposal of solid effluent such as head, carcasses, etc., study included a brie4i examination of mobile fish meal production. examination of this option is hampered by the following aspects:
thi s The
1)
2) 3)
Conversion of the small packaged fishmeal units for use with propane as a heat source instzad of steam. Floor l oads exceeding 210 lbs./ft .• Fluctuation of fish meal prices.
While the economic feasibility situation is not examined, it would appear that probl em2 1) and 2) could be overcome. If required , a floor load of 210 Ibs./ f t can be accommodated. The technique of utilizing propane could require the development of a heat exchanger utilizing hot air instead of steam as a heating medium for the drying air. Available data is based on steam; this data would not appear significantly to affect capital costs, layout, and floor loading. In order to match the environmental protection potential of the Bio-drum system a separ ate system for domestic sewage disposal would have to be incorporated, and s tick water r ecovery would have to be employed.
For the purposes of this study, total capital cost of domestic sewage disposal per location will be considered; available stick water recovery systems will not fit into the units, being of a height above available ceiling dimensions. However, modification is possible. No attempt has been made to assess operating costs or input.
SpecHications This option will include the addition of one la' x 52' unit in
place of the Bio-drum system as depicted in Diagram No. 11. The layou t is based on the Atlas-Stord TWI system. (Some options may be necessary to complete the system.) The capacity is 10 to 15 tons raw material per 24 hrs. The solids offal storage will still be land-based; however, in this case it will be elevated approximately 10 feet above ground level to augment input into the fish meal unit. It is assumed that the end product would be utilized in bulk. The facility contains approximatel y 15 tons storage capacity. The Auger system would allow 24 hour unattended production if the elevated hopper system were utilized. Shipping of bulk meal would be in four to fifteen ton units as required bas ed on a meal production of 1.2 ton/24 hours. Expected yields would be approximately 18% without stick water recovery, with a protein content of approximately 60%. No oil removal would occur unless such species as carp or Burbot are utilized.
RECEIVING CONVEYOR
:c;> !l!
" U I 1.: ~
RECEIVING
5'-0~ Y
~ ICE ROOM ...
.I 5'
ICE SHIPPING
5> :t.:
Diag.z-am #11
FISH MEAL OPTION
~ SOLIO WAS TE
Ii CONVEYOR
I
\
INITIAL PROCESSING
~
~ I
5'-0"1
FRESH FINE RECEIVING
FRESH FINE STORAGE
FRESH FINE SHIPPING
- - 1 IS 2.'-0" 12'-0"- --_· 4'-0"
~~ WASTE 81N
offol Iro(lsf.r
MEAL UNIT (tJltJvoltJd)
FISH MEAL PROCESSING
4 '-(7" /0 '-0"
8ULK STORAGE T~ c=)
" ]1-6" -~ J2'-0"Lll
ALL DOORS PROCESS 8 PLATE FREEZERS t ~II J,."Wf:' ~IJ~ ~ ". VI 'Z1-I "
- . _____ 28_'-_0_"_ _ " •. ,' I " .... ,.,' ~~
~
FUEL
LIGHT PLANT
COOLING TOWER
CHLORINATOR PUIIP
FILTERS
5-
ri ~ ? ~j
:" ;;; N VI

Capital Costs - May 1975 dollars Equipment:
- hopper system fish meal unit
- grinding unit - hasher - miscellaneous
Trailer: Land based facility (per unit)
Total
Discussion
26
Economic analysis based on the above data fish meal must indicate a positive potential before and development of this option would be justified. would include:
$ 6,500.00 142,000.00 18,000.00 5,000.00
10,000.00 31,000.00 3,500.00
$216,000.00
and marketability of fur,ther investigation Further investigation
1) 2) 3)
Investigation and feasibility of propane fired system. Establishment of accurate operating costs. Establishment of fish meal potential vs. the cost of projected offal disposal systems without the fish meal operation.
4) Establishment of viable domestic sewage disposal alter-natives.
Capital costs appear equivalent to the B~o-drum system, however operating costs would be substantially higher as the Bio-drum requires only 10 k.w. while the meal unit and grinder require approximately 30k.w. as well as requiring a heat source. More investigation is required to establish operating costs; however, since fish meal is a recoverable asset with low labour requirements one can conclude that the financial recovery would more than exceed operating costs and since ~apita,l expenditures are roughly equivalent, the fish meal option may be superior to the Bio-drum system. However, no conclusions should be drawn as to the potential profitability of fish meal production.
It should be noted that only two fish meal units are in operation in the freshwater fishing industry; neither utilize the specific type of ~mall unit which incorporates a single screw press, and screened moisture removal, although it was attempted and replaced with a decant system. Whether it would be satisfactory for heads, carcasses, offal, etc. is not known. As well, the unit utilized a roto disc drier instead of the rotating tubular drier because of space limitations, with indirect heat. This allows for reasonable temperature control and eliminates local burning and overheating. It is not known whether this can be accomplished with a propane fired source as it is a much higher temperature heat source than steam. Both of these problems would have to be examined before incorporation of this option.
27
CONCJ,.USIONS
1) The Units are totally or individually feasible structurally and meet all the criteria specified. Life expectancy of the processing unit should exceed 10 years with proper maintenance (the remainder of the units should exceed the lifeon:the processing units).
2) The fresh fish packing option falls close to the potential of land based facilities in capital costs and operational expe~tations. If volumes are larger than the capabilities of the unit, the 10' x 37' unit should be extended to 52' and an ice machine added.
3) The concept of integrating defleshingand filleting will be studied in detail; preliminary figures indicate an additional cost of $140,000.00. Detailed specifications and drawings will be prepared as an I.D.B. project during fiscal 76/77.
4) The fish meal operation does not appear to warrant inclusion initially but should be the subject of further more detailed analys i s.
5) Dry storage space is inadequate, as is area for carton storage and carton makeup.
6) Initial purchase should be limited to the cost outlined in Capital Requirements; Basic Plant (page 8): $307,550.00 for deboning or $281,480.00 for filleting.
. \
7) Production capabilities do not appear capqble of carrying the added costs of the Bio-drum system.
8) The units do not include glazing facilities as end-of-line, I.Q.F. products are bulk packaged. This is now the common practice in some of the industry. Glazing of the product at this point does not allow reconsigning or repackaging into smaller lots before exporting as it contravenes the "net weight" requirement of the National Labelling Act.
The report is not conclusive but rather subjective on equipment selection and variations are possible in all mechanical areas especially freeZing equipment and water systems. Operational and maintenance capabilities appear to limit ownership to a minority of existing fish processing operations in Western Canada.

28
MJ.>ENDIX A
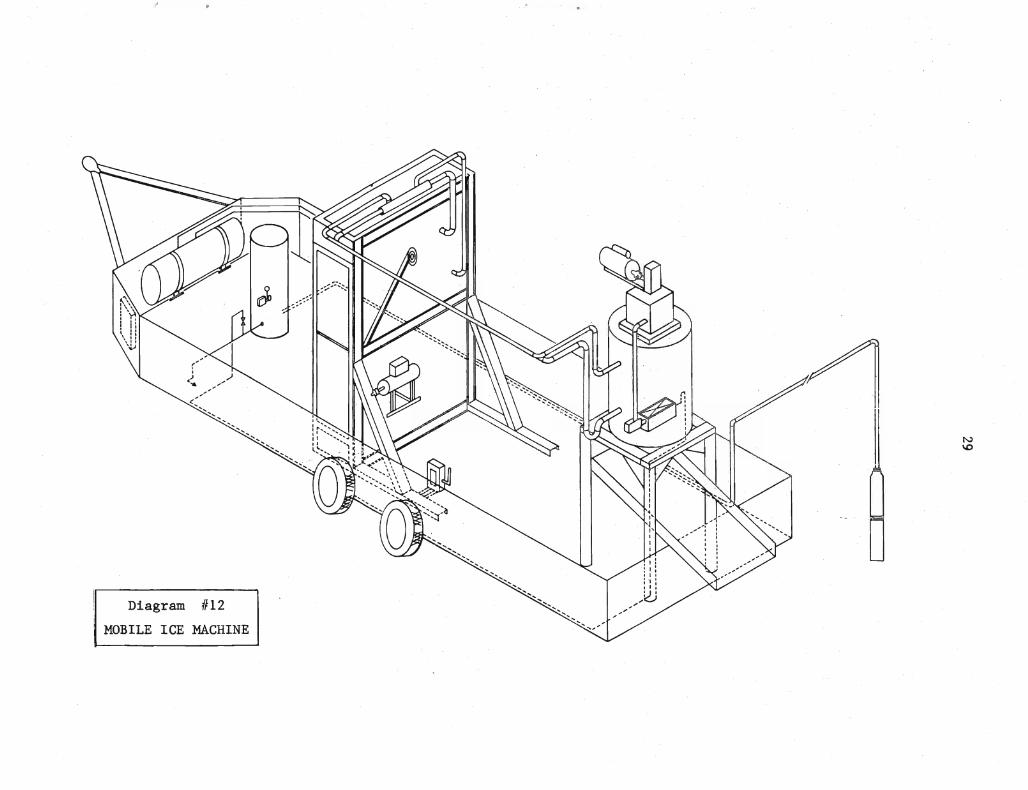
MOBILE ICE MACHINES
One of the major shortfalls of the concept is sufficient ice making capaci t y f or high volume areaS L In 1974 two mobile ice machines were developed under the Fish Chilling Assis tance Program and purchased by Co-operative Fisherie s Limit ed, Saskatchewan. These units are totally self-contained except for ice storage and were built by Thermo King (Western) Ltd.~ Edmonton. They are currently in use in Saskatchewan and have proven satisfactory.
Capital cost i s approximately $20,000. 00 and they produce 4~000 lbs./24 hrs. ice. They are depicted i n de t ail on diagram no. 12 attached .
29
y.= :(
II
rz:l Z
H
N
~
.-I
U
"l:= ~
~ rz:l U
1-1
H
00 til
rz:l ~
...:I A
H
~
~