perfect fact sheet - phlburg technologies · 1 fact sheet cold welding 1. description of the...
TRANSCRIPT
1
FACT SHEET COLD WELDING
1. DESCRIPTION OF THE TECHNOLOGY
This technology is a unique welding method for aluminum, copper and other non-ferrous metals. It differs from all other welding methods. This welding method occurs without heating the metal. This welding is achieved due to the plastic deformation of the metal under an external load. The pressure applied must be 8-10 times greater than the yield point of the metal.
In addition to aluminum and copper, cold welding can be used to join Ni, Ti, Pb, In, Ag, Au and most of their alloys.
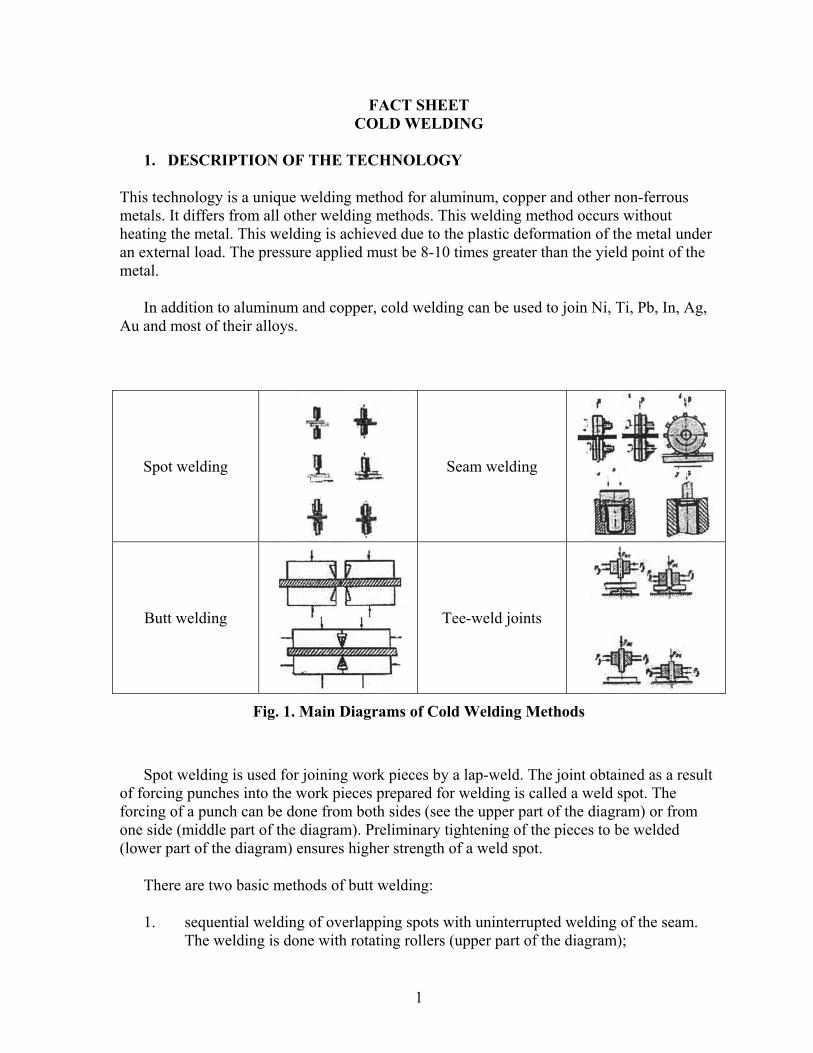
Spot welding
Seam welding
Butt welding
Tee-weld joints
Fig. 1. Main Diagrams of Cold Welding Methods
Spot welding is used for joining work pieces by a lap-weld. The joint obtained as a result of forcing punches into the work pieces prepared for welding is called a weld spot. The forcing of a punch can be done from both sides (see the upper part of the diagram) or from one side (middle part of the diagram). Preliminary tightening of the pieces to be welded (lower part of the diagram) ensures higher strength of a weld spot.
There are two basic methods of butt welding:
1. sequential welding of overlapping spots with uninterrupted welding of the seam. The welding is done with rotating rollers (upper part of the diagram);

2
initiation of fracture
2. simultaneous welding of pieces along the entire seam. The welding is done by a cylindrical punch with a circular working bulge (lower part of the diagram).
To perform cold butt welding, the work pieces are clamped, leaving coaxial overhangs in special jaws, whereupon an axial force is applied which causes plastic deformation (upsetting) of the overhanging end pieces. Thus a welding joint is formed.
To obtain a tee-joint by cold welding, one piece (a rod or a plate) is clamped in the jaws (like it is done in butt welding) and placed perpendicularly to another piece (a plate). Then force is applied, the top piece being pressed into the bottom one, and thus they are welded together.
Properties of Welding Joints
Owing to the cold-work hardening (compression) of metal in the process of its plastic deformation, the welding joints have a higher strength than the whole metal pieces. Therefore the butt-weld does not fail under tension (see Fig. 2). Butt welding samples can withstand bending, drawing, twisting and vibration tests.
Tensile test
Bending test
Fig. 2. Butt welding samples after tests
Let us cite some examples of successful application of cold welding to solve important technical problems.
1. Application of aluminum as a current-conducting material (instead of copper) in products of electrical and power engineering, and nonferrous metallurgy.
The electrical conductivity of aluminum is 1.7 times lower than that of copper. However, aluminum is 3.4 times lighter than copper. Hence the weight of aluminum is half of that of the copper of equivalent electrical conductivity, i.e. the application of aluminum as a current-carrying material is economically advantageous.
butt

3
The main obstacle preventing the application of aluminum in electrical engineering is the low quality of detachable (bolt) aluminum-copper joints.
Such connections are inevitable, as windings, buses and other parts of electro technical products have to be joined with switching equipment made of copper (aluminum being unsuitable for that purpose because of its physicio-mechanical properties).
Standards, including Russian standards, prohibit the use of Al-Cu contacts. Instead, Cu-Cu contacts are used in detachable joints as the most reliable ones.
To eliminate any Al-Cu contact in detachable joints and leave only Cu-Cu contacts, aluminum current carrying parts must be terminated with copper by welding.
With the emergence of cold welding as a commercial process it became possible to reliably connect aluminum with copper. This solved the problem of extensive use of aluminum in electrical and power engineering, and nonferrous metallurgy.
Unlike other traditional welding methods, cold welding is performed without heating. This prevents the formation of various transitory layers reducing the quality of the joint, and ensures a reliable electric and mechanical contact between copper and aluminum.
Let us evaluate the economic advantage of replacing copper with aluminum by considering two typical examples:
1) Replacement of an 8х80х5000 mm copper bus with a 10х100х5000 mm bus of equivalent electrical conductivity.
Table 1
Product Dimensions, mm Weight, kg Cost*, $
Cold welding cost, $
Total cost, $
Copper bus 8х80х5000 28.5 44.34 - 44.34Aluminum bus with welded copper contacts
Al: 10х100х4800 Cu: 2(10х100х100)
13.21.8
17.022.65 2.47 22.14
Difference in cost $ 22.2 2) Replacement of copper wires with aluminum in large-scale production of power
sources for arc welding.
Table 2
Total weight of windings,
kg
Cost* of windings, $
Product
Number of
windings Cu Al Cu Al
Cost of cold welding,
including cost of copper
lead-outs, $
Difference in cost,
$
4
Welding transformer TD-300 (for 300 A) 3 24.6 10.5 38.27 13.54 1.23 23.50
Welding rectifier VD-301 (for 1200 A)
3 34.5 14.3 53.68 18.44 1.74 33.50
* - 1 kg of copper costs $ 1.55, 1 kg of aluminum - $ 1.29 (13 November 2002 quotations of the London Metal Exchange (LME)
The data given in Tables 1 and 2 show that the application of aluminum instead of copper is economically advantageous.
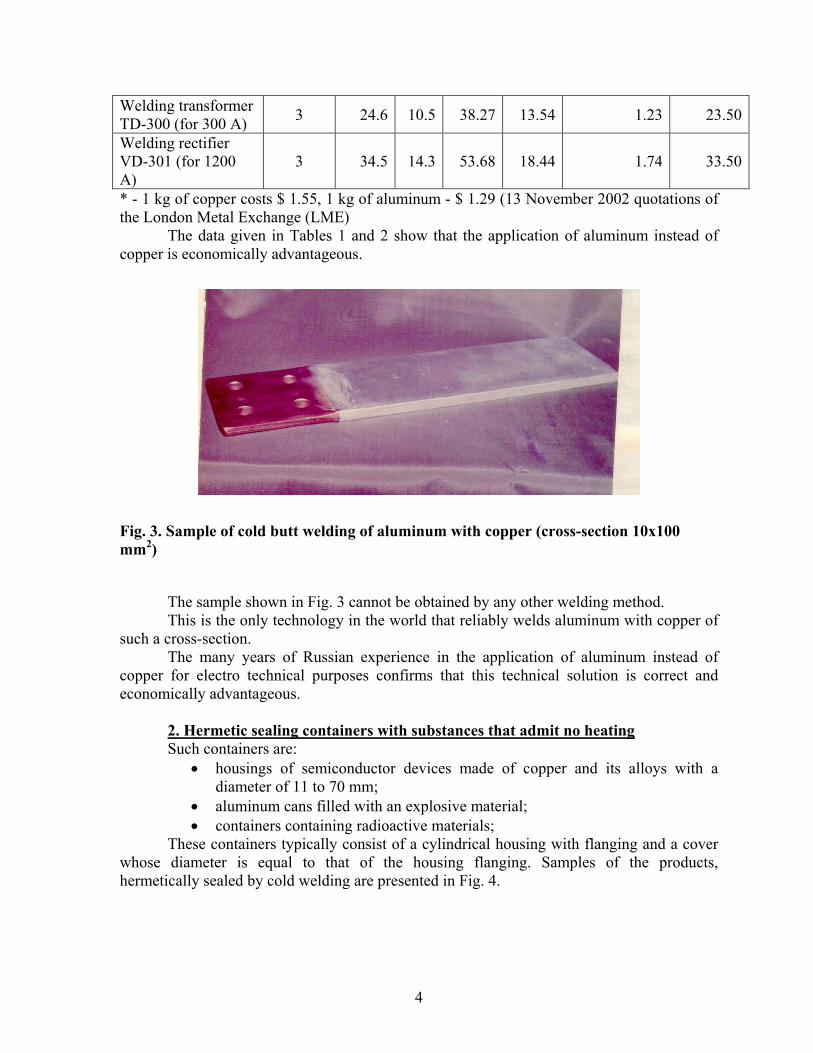
Fig. 3. Sample of cold butt welding of aluminum with copper (cross-section 10x100 mm2)
The sample shown in Fig. 3 cannot be obtained by any other welding method. This is the only technology in the world that reliably welds aluminum with copper of
such a cross-section. The many years of Russian experience in the application of aluminum instead of
copper for electro technical purposes confirms that this technical solution is correct and economically advantageous.
2. Hermetic sealing containers with substances that admit no heating Such containers are:
• housings of semiconductor devices made of copper and its alloys with a diameter of 11 to 70 mm;
• aluminum cans filled with an explosive material; • containers containing radioactive materials;
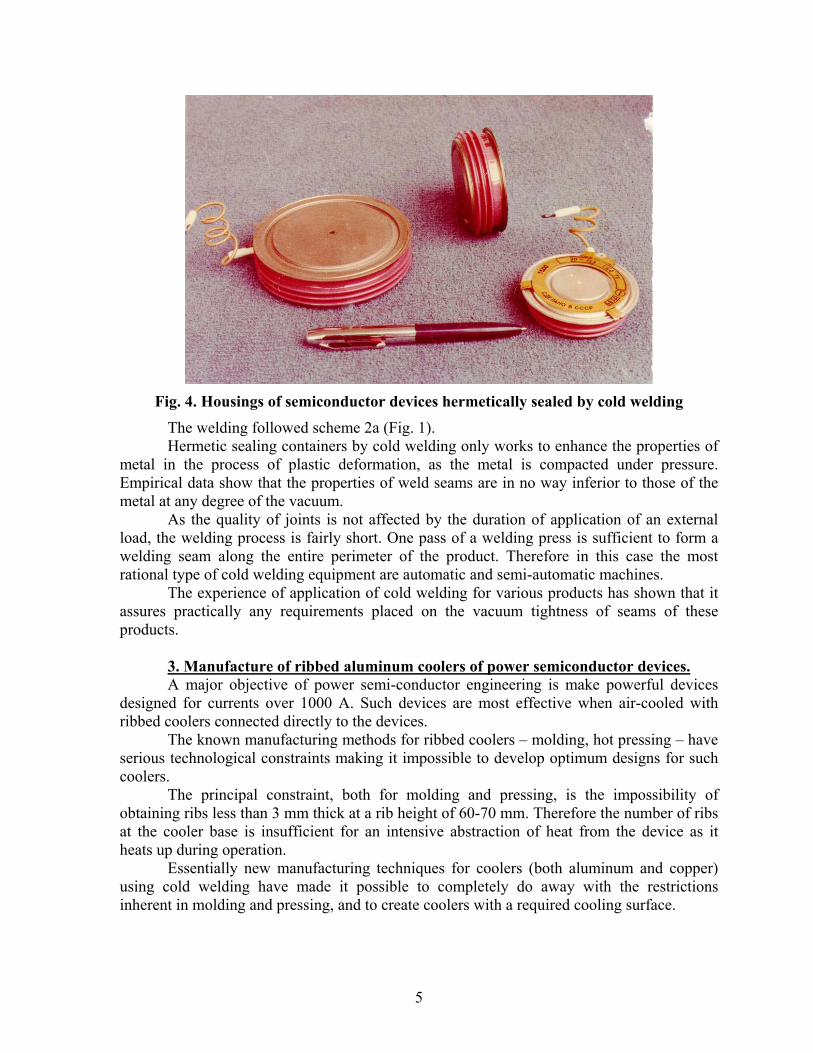
These containers typically consist of a cylindrical housing with flanging and a cover whose diameter is equal to that of the housing flanging. Samples of the products, hermetically sealed by cold welding are presented in Fig. 4.
5
Fig. 4. Housings of semiconductor devices hermetically sealed by cold welding
The welding followed scheme 2a (Fig. 1). Hermetic sealing containers by cold welding only works to enhance the properties of
metal in the process of plastic deformation, as the metal is compacted under pressure. Empirical data show that the properties of weld seams are in no way inferior to those of the metal at any degree of the vacuum.
As the quality of joints is not affected by the duration of application of an external load, the welding process is fairly short. One pass of a welding press is sufficient to form a welding seam along the entire perimeter of the product. Therefore in this case the most rational type of cold welding equipment are automatic and semi-automatic machines.
The experience of application of cold welding for various products has shown that it assures practically any requirements placed on the vacuum tightness of seams of these products.
3. Manufacture of ribbed aluminum coolers of power semiconductor devices. A major objective of power semi-conductor engineering is make powerful devices
designed for currents over 1000 A. Such devices are most effective when air-cooled with ribbed coolers connected directly to the devices.
The known manufacturing methods for ribbed coolers – molding, hot pressing – have serious technological constraints making it impossible to develop optimum designs for such coolers.
The principal constraint, both for molding and pressing, is the impossibility of obtaining ribs less than 3 mm thick at a rib height of 60-70 mm. Therefore the number of ribs at the cooler base is insufficient for an intensive abstraction of heat from the device as it heats up during operation.
Essentially new manufacturing techniques for coolers (both aluminum and copper) using cold welding have made it possible to completely do away with the restrictions inherent in molding and pressing, and to create coolers with a required cooling surface.
6
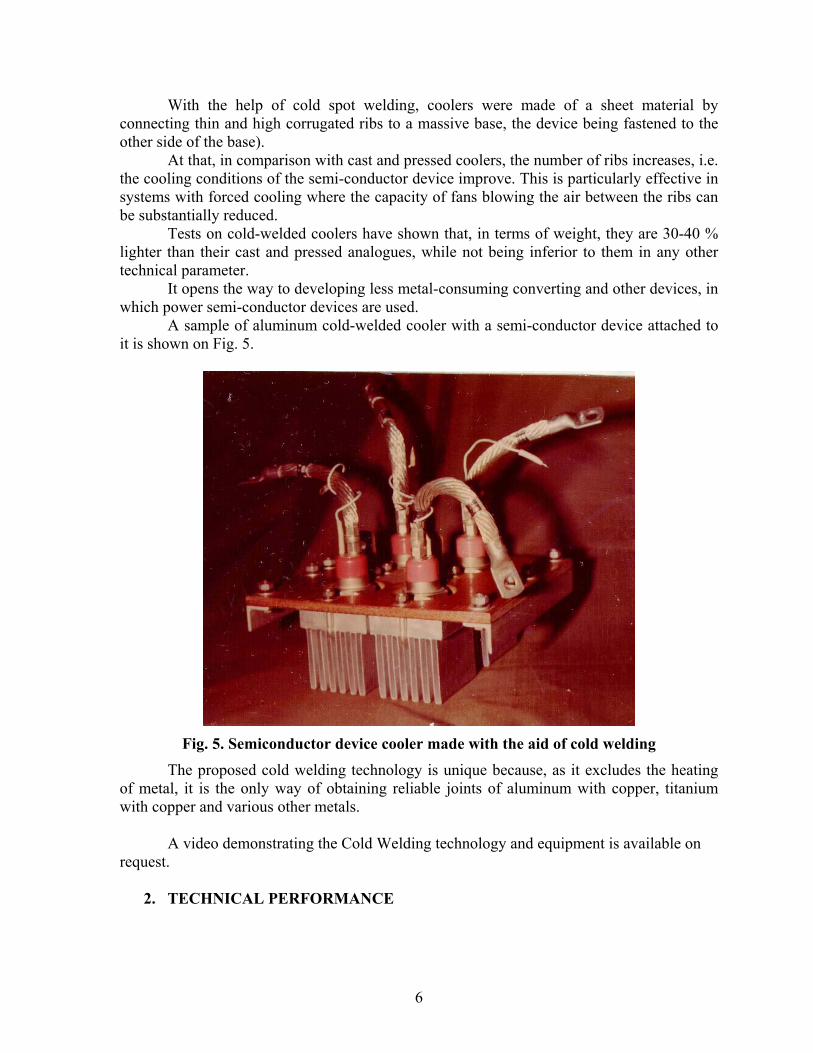
With the help of cold spot welding, coolers were made of a sheet material by connecting thin and high corrugated ribs to a massive base, the device being fastened to the other side of the base).
At that, in comparison with cast and pressed coolers, the number of ribs increases, i.e. the cooling conditions of the semi-conductor device improve. This is particularly effective in systems with forced cooling where the capacity of fans blowing the air between the ribs can be substantially reduced.
Tests on cold-welded coolers have shown that, in terms of weight, they are 30-40 % lighter than their cast and pressed analogues, while not being inferior to them in any other technical parameter.
It opens the way to developing less metal-consuming converting and other devices, in which power semi-conductor devices are used.
A sample of aluminum cold-welded cooler with a semi-conductor device attached to it is shown on Fig. 5.
Fig. 5. Semiconductor device cooler made with the aid of cold welding
The proposed cold welding technology is unique because, as it excludes the heating of metal, it is the only way of obtaining reliable joints of aluminum with copper, titanium with copper and various other metals. A video demonstrating the Cold Welding technology and equipment is available on request.
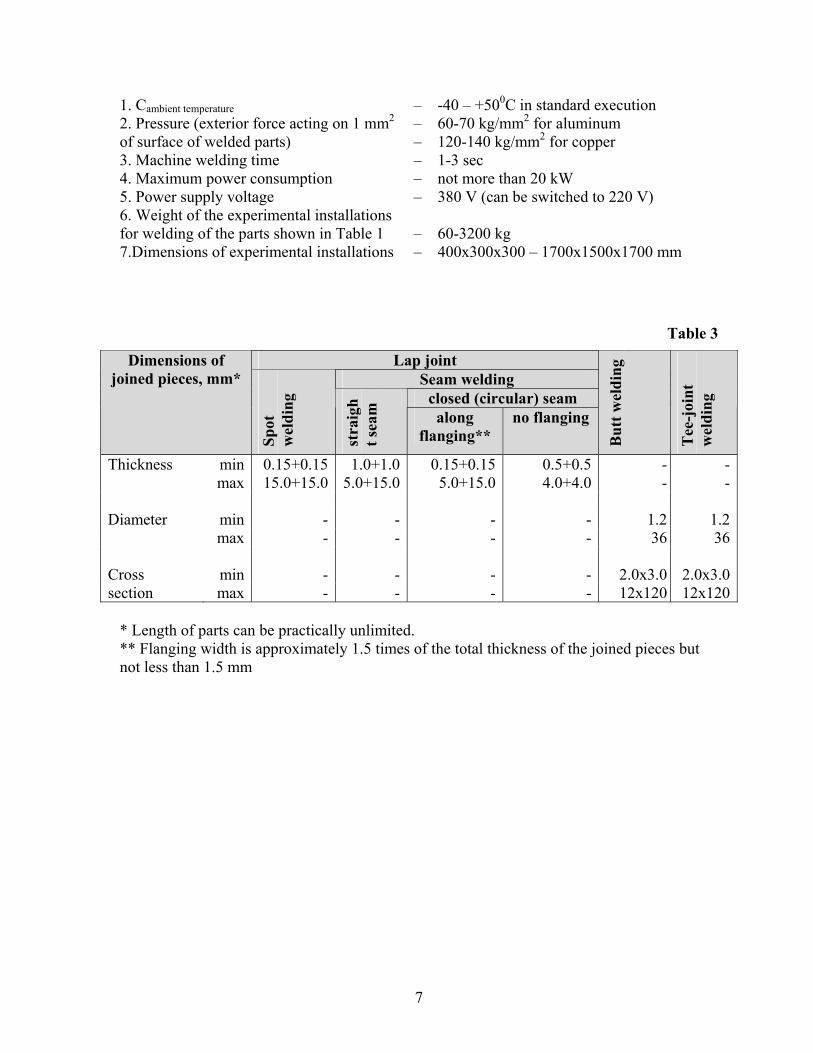
2. TECHNICAL PERFORMANCE
7
1. Сambient temperature – -40 – +500С in standard execution 2. Pressure (exterior force acting on 1 mm2 of surface of welded parts)
– –
60-70 kg/mm2 for aluminum 120-140 kg/mm2 for copper
3. Machine welding time – 1-3 sec 4. Maximum power consumption – not more than 20 kW 5. Power supply voltage – 380 V (can be switched to 220 V) 6. Weight of the experimental installations for welding of the parts shown in Table 1 – 60-3200 kg 7.Dimensions of experimental installations – 400х300х300 – 1700х1500х1700 mm
Table 3
Lap joint Seam welding
closed (circular) seam
Dimensions of joined pieces, mm*
Spot
w
eldi
ng
stra
igh
t sea
m
along flanging**
no flanging
But
t wel
ding
Tee
-joi
nt
wel
ding
Thickness min 0.15+0.15 1.0+1.0 0.15+0.15 0.5+0.5 - - max 15.0+15.0 5.0+15.0 5.0+15.0 4.0+4.0 - - Diameter min - - - - 1.2 1.2 max - - - - 36 36 Cross min - - - - 2.0х3.0 2.0х3.0section max - - - - 12х120 12х120
* Length of parts can be practically unlimited. ** Flanging width is approximately 1.5 times of the total thickness of the joined pieces but not less than 1.5 mm
8
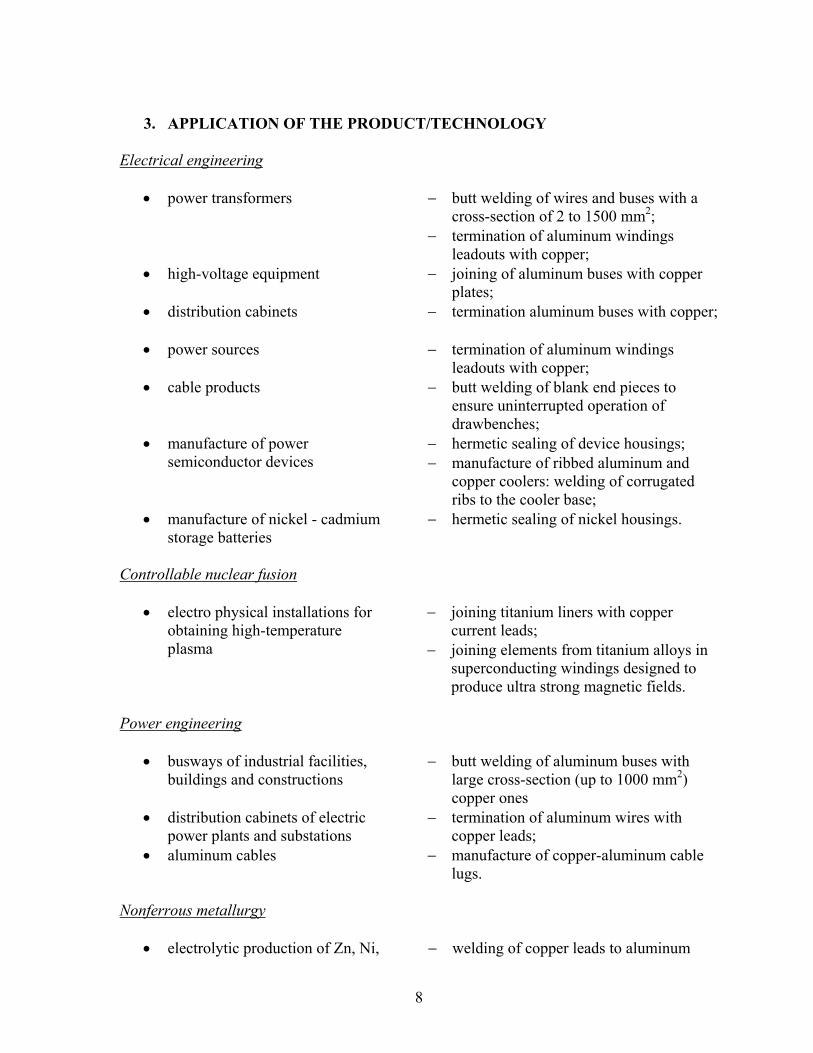
3. APPLICATION OF THE PRODUCT/TECHNOLOGY
Electrical engineering
• power transformers − butt welding of wires and buses with a cross-section of 2 to 1500 mm2;
− termination of aluminum windings leadouts with copper;
• high-voltage equipment − joining of aluminum buses with copper plates;
• distribution cabinets − termination aluminum buses with copper; • power sources − termination of aluminum windings
leadouts with copper; • cable products − butt welding of blank end pieces to
ensure uninterrupted operation of drawbenches;
• manufacture of power semiconductor devices
− hermetic sealing of device housings; − manufacture of ribbed aluminum and
copper coolers: welding of corrugated ribs to the cooler base;
• manufacture of nickel - cadmium storage batteries
− hermetic sealing of nickel housings.
Controllable nuclear fusion
• electro physical installations for obtaining high-temperature plasma
− joining titanium liners with copper current leads;
− joining elements from titanium alloys in superconducting windings designed to produce ultra strong magnetic fields.
Power engineering
• busways of industrial facilities, buildings and constructions
− butt welding of aluminum buses with large cross-section (up to 1000 mm2) copper ones
• distribution cabinets of electric power plants and substations
− termination of aluminum wires with copper leads;
• aluminum cables − manufacture of copper-aluminum cable lugs.
Nonferrous metallurgy
• electrolytic production of Zn, Ni, − welding of copper leads to aluminum

9
Mg, Ti and other metals buses; • production manufacture of large
graphite furnaces − welding of copper leads to aluminum
buses. Ferrous metallurgy
• strip (explosion) mining for iron ore
− restoration of the contact system of approach lines – butt welding of copper contact wires.
Electric traction railway and municipal transport
• contact wire system − joining copper contact wires in the field or in stationary facilities.
Radio engineering and radio electronics
• manufacture of semiconductor devices
− hermetic sealing of device housings;
• manufacture of aluminum ribbed coolers
− welding of corrugated ribs to the cooler base.
Automobile industry
• aluminum framework of passenger vehicles
− joining tubular elements of framework;
• gasoline fine filter − manufacture of aluminum housing and its hermetic sealing.
Aviation and space
• aircraft power supply system − termination of aluminum wires with copper end pieces.
Production of tableware
• saucepans, jars, cans, flasks, containers and other containers
− attachment of elements (for example, handles to the body).

10
Production of rings
• copper packing rings for hydraulic-circuit systems
• copper slip-rings for electric DC motors
• aluminum support rings of milk cans
• aluminum framing rings for watches and alarm clocks
manufacture of rings from a slab billet by bending and butt welding of the ends.
4. ADVANTAGES OF THE PROPOSED TECHNOLOGY OVER THE EXISTING ANALOGS
Due to the absence of heating, cold welding has the following advantages: − properties of metal in the butt joint zone do not deteriorate (which is what happens at
welding with heating); − strength of welded joints (due to compaction at deformation) is superior to that of the
one-piece metal (unlike the case with welding with heating); − cold welding is the only reliable method of welding aluminum with copper. Welding
with heating inevitably leads to the formation of a fragile intermetallic layer in the aluminum-copper joint that reduces the joint quality. This is why no other known method of welding aluminum and copper together can compete with cold welding;
− it is possible to hermetically seal containers with substances that admit no heating (explosive, semiconductor, radioactive etc.);
− welding can be performed in inflammable and explosive media; − magnetic, electrical and superconducting properties of the materials joined are
preserved. Cold welding does not require fluxes, solders, shielding gases, filler or other
materials. Cold welding is an environmentally appropriate process characterized by the absence
of: − gas emissions; − splashes of molten metal; − light and electromagnetic radiation or radio interference; − noise; − vibration.
Cold welding technology and equipment are simple to operate. They do not require a
lengthy training period for the personnel involved. As the quality of joints is not affected by the duration of application of an external
load, the process can be mechanized and automated.
11
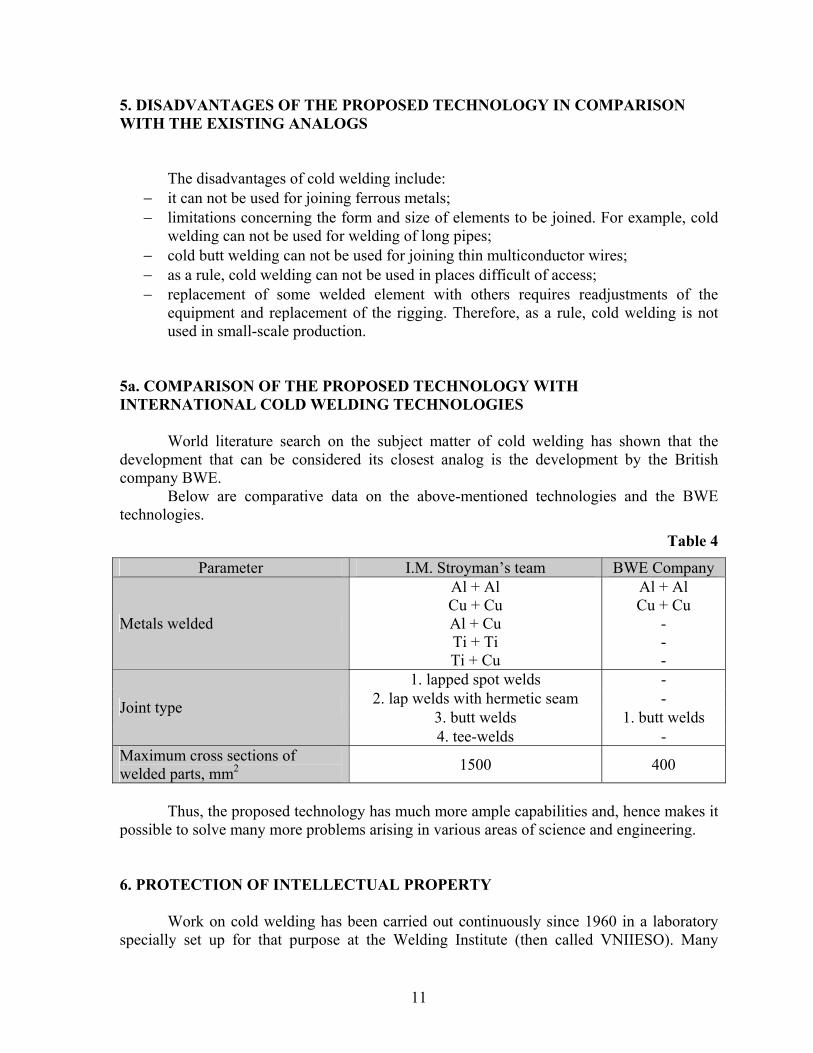
5. DISADVANTAGES OF THE PROPOSED TECHNOLOGY IN COMPARISON WITH THE EXISTING ANALOGS
The disadvantages of cold welding include: − it can not be used for joining ferrous metals; − limitations concerning the form and size of elements to be joined. For example, cold
welding can not be used for welding of long pipes; − cold butt welding can not be used for joining thin multiconductor wires; − as a rule, cold welding can not be used in places difficult of access; − replacement of some welded element with others requires readjustments of the
equipment and replacement of the rigging. Therefore, as a rule, cold welding is not used in small-scale production.
5a. COMPARISON OF THE PROPOSED TECHNOLOGY WITH INTERNATIONAL COLD WELDING TECHNOLOGIES
World literature search on the subject matter of cold welding has shown that the development that can be considered its closest analog is the development by the British company BWE.
Below are comparative data on the above-mentioned technologies and the BWE technologies.
Table 4
Parameter I.M. Stroyman’s team BWE Company
Metals welded
Al + Al Cu + Cu Al + Cu Ti + Ti Ti + Cu
Al + Al Cu + Cu
- - -
1. lapped spot welds - 2. lap welds with hermetic seam -
3. butt welds 1. butt welds Joint type
4. tee-welds - Maximum cross sections of welded parts, mm2 1500 400
Thus, the proposed technology has much more ample capabilities and, hence makes it
possible to solve many more problems arising in various areas of science and engineering. 6. PROTECTION OF INTELLECTUAL PROPERTY
Work on cold welding has been carried out continuously since 1960 in a laboratory specially set up for that purpose at the Welding Institute (then called VNIIESO). Many
12
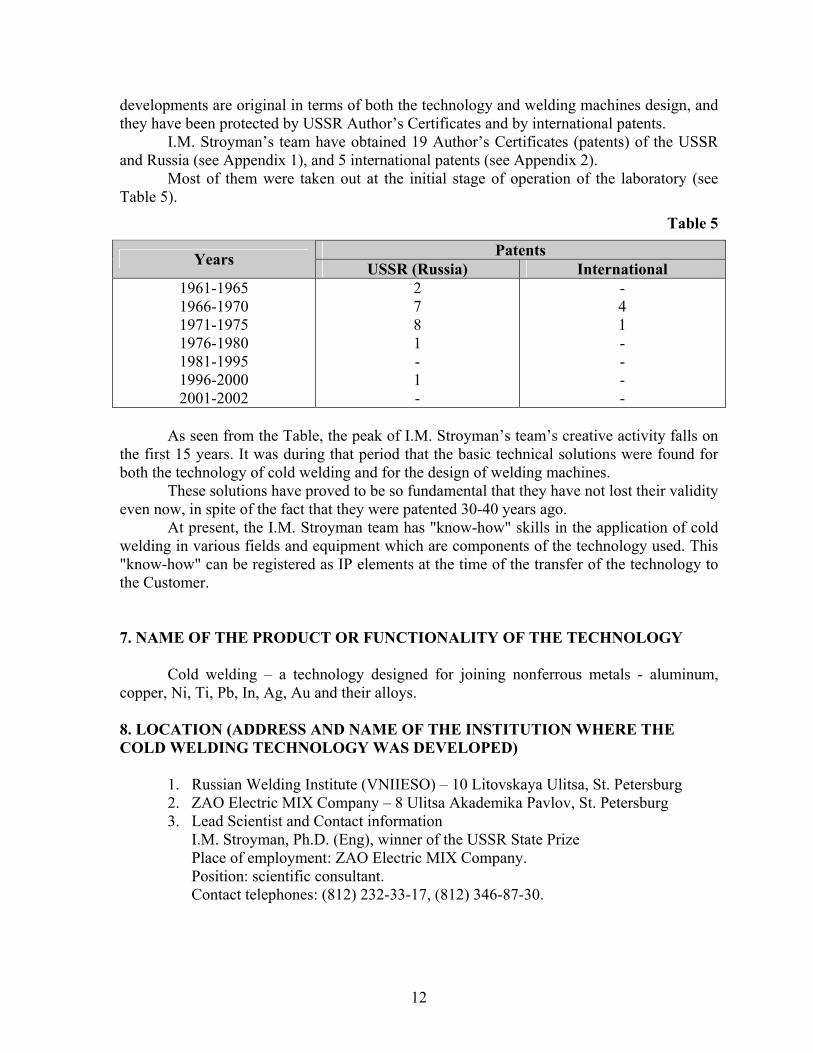
developments are original in terms of both the technology and welding machines design, and they have been protected by USSR Author’s Certificates and by international patents.
I.M. Stroyman’s team have obtained 19 Author’s Certificates (patents) of the USSR and Russia (see Appendix 1), and 5 international patents (see Appendix 2).
Most of them were taken out at the initial stage of operation of the laboratory (see Table 5).
Table 5
Patents Years USSR (Russia) International 1961-1965 1966-1970 1971-1975 1976-1980 1981-1995 1996-2000 2001-2002
2 7 8 1 - 1 -
- 4 1 - - - -
As seen from the Table, the peak of I.M. Stroyman’s team’s creative activity falls on
the first 15 years. It was during that period that the basic technical solutions were found for both the technology of cold welding and for the design of welding machines.
These solutions have proved to be so fundamental that they have not lost their validity even now, in spite of the fact that they were patented 30-40 years ago.
At present, the I.M. Stroyman team has "know-how" skills in the application of cold welding in various fields and equipment which are components of the technology used. This "know-how" can be registered as IP elements at the time of the transfer of the technology to the Customer. 7. NAME OF THE PRODUCT OR FUNCTIONALITY OF THE TECHNOLOGY
Cold welding – a technology designed for joining nonferrous metals - aluminum, copper, Ni, Ti, Pb, In, Ag, Au and their alloys. 8. LOCATION (ADDRESS AND NAME OF THE INSTITUTION WHERE THE COLD WELDING TECHNOLOGY WAS DEVELOPED)
1. Russian Welding Institute (VNIIESO) – 10 Litovskaya Ulitsa, St. Petersburg 2. ZAO Electric MIX Company – 8 Ulitsa Akademika Pavlov, St. Petersburg 3. Lead Scientist and Contact information I.M. Stroyman, Ph.D. (Eng), winner of the USSR State Prize
Place of employment: ZAO Electric MIX Company. Position: scientific consultant. Contact telephones: (812) 232-33-17, (812) 346-87-30.
13
9. LICENSING EFFORTS TO DATE I.M. Stroyman visited the U.S. in 1997 and 1999 to present the Cold Welding technology to a cross section of U.S. businesses and industries. The I.M. Stroyman team developed an application of the technology for the food processing industry. 10. ADDITIONAL INFORMATION /COMMENTS
The principal literature source is I.M. Stroyman’s monograph "Cold Welding of Metals", Mashinostroyenie Publishing House, Leningrad, 1985, 224 pp.

14
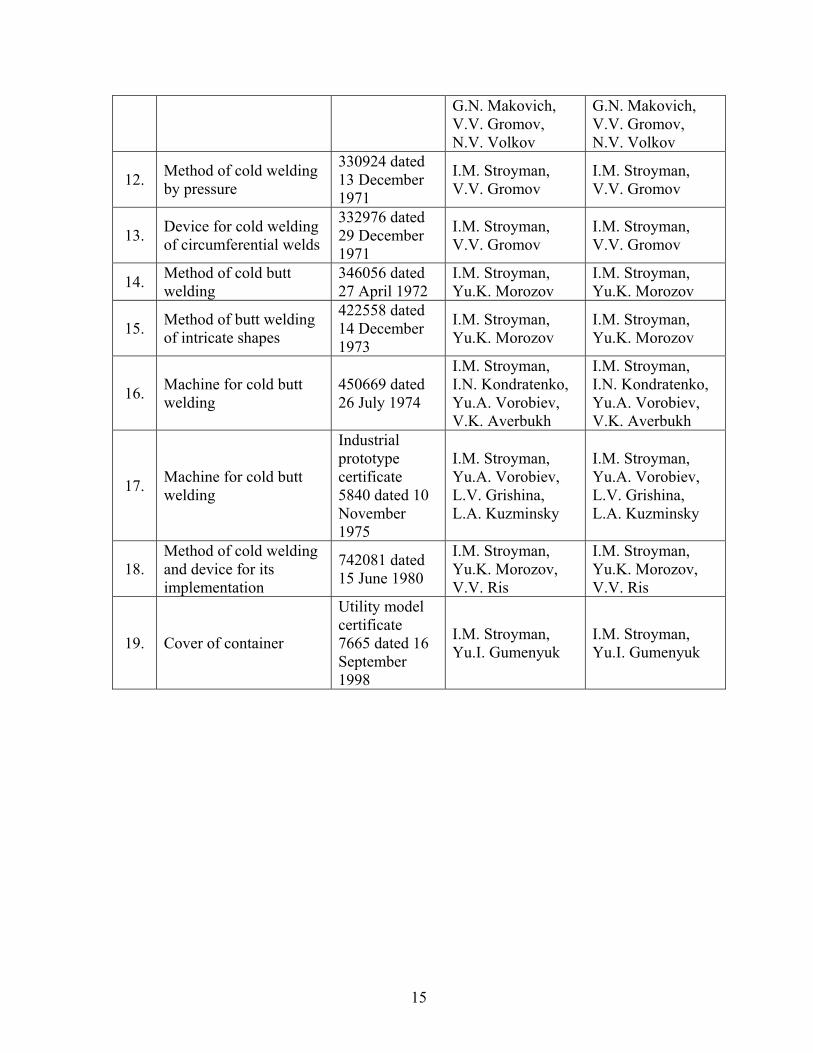
Appendix 1
List of USSR and Russian Author’s Certificates for cold welding obtained by I.M. Stroyman’s team
Nos. Author’s Certificate № and issue date Authors Owners
(applicants) 1 2 3 4 5
1. Current carrying console of spot welding machines
148858 dated 8 May 1962
I.M. Stroyman, A.M. Mirkin
I.M. Stroyman, A.M. Mirkin
2.
Clamping jaws of the device for cold butt welding of round-section parts
167264 dated 30 October 1964
I.M. Stroyman, I.N. Kondratenko
I.M. Stroyman, I.N. Kondratenko
3. Machine for cold butt welding
183038 dated 30 March 1966
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev
VNIIESO
4. Machine for cold butt welding
190185 dated 19 October 1966
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev
VNIIESO
5. Machine for cold butt welding
202716 dated 29 June 1967
I.M. Stroyman, I.N. Kondratenko, D.S. Faygenbaum
VNIIESO
6. Machine for cold butt welding by pressure
229205 dated 17 January 1967
I.M. Stroyman, I.I. Krupsky, D.S. Faygenbaum, I.N. Kondratenko, Yu.A. Vorobiev
VNIIESO
7. Device for cold butt welding
239008 dated 18 December 1968
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev, Yu.A. Terentiev
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev, Yu.A. Terentiev
8. Method of cold butt welding of tubes
261143 dated 23 October 1969
I.M. Stroyman, I.N. Kondratenko
I.M. Stroyman, I.N. Kondratenko
9. Device for cold butt welding of tubes
261144 dated 23 October 1969
I.M. Stroyman, I.N. Kondratenko
I.M. Stroyman, I.N. Kondratenko
10. Method of packing of solid substances
300385 dated 22 January 1971
I.M. Stroyman, I.M. Rabinovich, N.M Ivanov, G.N. Naumchik, I.N. Kondratenko
Leningrad Institute of Antibiotics
11. Machine for cold spot welding
304091 dated 3 March 1971
I.M. Stroyman, I.N. Kondratenko, L.N. Naumov,
I.M. Stroyman, I.N. Kondratenko, L.N. Naumov,
15
G.N. Makovich, V.V. Gromov, N.V. Volkov
G.N. Makovich, V.V. Gromov, N.V. Volkov
12. Method of cold welding by pressure
330924 dated 13 December 1971
I.M. Stroyman, V.V. Gromov
I.M. Stroyman, V.V. Gromov
13. Device for cold welding of circumferential welds
332976 dated 29 December 1971
I.M. Stroyman, V.V. Gromov
I.M. Stroyman, V.V. Gromov
14. Method of cold butt welding
346056 dated 27 April 1972
I.M. Stroyman, Yu.K. Morozov
I.M. Stroyman, Yu.K. Morozov
15. Method of butt welding of intricate shapes
422558 dated 14 December 1973
I.M. Stroyman, Yu.K. Morozov
I.M. Stroyman, Yu.K. Morozov
16. Machine for cold butt welding
450669 dated 26 July 1974
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev, V.K. Averbukh
I.M. Stroyman, I.N. Kondratenko, Yu.A. Vorobiev, V.K. Averbukh
17. Machine for cold butt welding
Industrial prototype certificate 5840 dated 10 November 1975
I.M. Stroyman, Yu.A. Vorobiev, L.V. Grishina, L.A. Kuzminsky
I.M. Stroyman, Yu.A. Vorobiev, L.V. Grishina, L.A. Kuzminsky
18. Method of cold welding and device for its implementation
742081 dated 15 June 1980
I.M. Stroyman, Yu.K. Morozov, V.V. Ris
I.M. Stroyman, Yu.K. Morozov, V.V. Ris
19. Cover of container
Utility model certificate 7665 dated 16 September 1998
I.M. Stroyman, Yu.I. Gumenyuk
I.M. Stroyman, Yu.I. Gumenyuk

16
Appendix 2
List of International Cold Welding Patents by I.M. Stroyman’s Team
Invention: "Machine for cold butt welding by pressure" Authors: I.M. Stroyman, I.I. Krupsky, D.S. Faygenbaum, I.N. Kondratenko, Yu.A. Vorobiev Applicant: Institute of Electric Welding Equipment (VNIIESO).
Nos. Country Patent № Patent issue date
1. Italy 765661 25 October 1967 2. France 525040 17 January 1968 3. Britain 1127499 5 May 1968 4. Japan 561204 12 July 1969 5. Sweden 347894 30 November 1972