pharmaceutical engineering forum 28 jan 2017 (135 slides)
TRANSCRIPT



F O R U M O B J E C T I V E
To provide a strong foundation of
interface among multidisciplinary teams capable to
talk in language of science without
confusion
To provide opportunity of discussion and transfer of
knowledge among pharmaceutical professionals
of multidisciplinary educational background
A platform for engineers to
exchange knowledge and learn expanding
regulatory expectations

Thanks All of you & Team
Almas, Noman, Zainab and Esther
Ref: USFDA, ISPE, WHO

1

Discussion Forum on
Pharmaceutical Engineering(Designing & Maintenance of Pharmaceutical Manufacturing Facilities)
Forum’s Opening talkRoohi B. Obaid, Deputy Director, Drug Regulatory Authority of Pakistan

Not the view of DRAP
Current judgment of
speaker
No obligation on DRAP
Regulatory experience
It has nothing to do with any specific
commercial product
It is just a knowledge sharing
exercise nothing more than that
DISCLAI
MER

Science Regulation Quality
Pharmaceutical EngineeringDesigning & Maintenance of Pharmaceutical Manufacturing Facilities
What, Why & How


What will happen if design is not part of GMP standards???
Discuss and enlist

Confusionin
Flow & Holding

Prevent
Contamination & mix up

DIFFICULTIES

What will happen if Cleaning & Maintenanceis not part of GMP standards???
Discuss and enlist

Lets thinkIn a working room air supply and exit both are on the
ceiling at two different terminals
How can we make it efficient and compliant

Insanitary Condition & Contamination Microorganisms, dust, dirt, chemicals
Can we design/outline a Raw Material Store?
Please indicate Men Flow & Material Flow
Can we design/outline a sampling facility in Raw Material Store?
Please indicate Men Flow & Material Flow

2
Discussion Forum on
Pharmaceutical Engineering(Designing & Maintenance of Pharmaceutical Manufacturing Facilities)
Obaid Ali, R. Ph., Ph. D.28 Jan 2017

Element Component
QUALITTYG.M.P.

Design and Construction
Size Cleaning Maintenance Operation
Construction Location

Movements & Flow
Holding & Stocking
Process & Equipment

Mix up
Confusion
Contamination

Mix up
Confusion
Contamination
Contamination & Mix up
Controls
Separate Area
Defined Areas
Contamination & Mix up
Receipt, ID, Storage and withholding from use of components, drug product containers,
closures & labeling pending QC sampling, testing or examination
Contamination & Mix up
Holding rejected components, drug product containers, closures & labeling before
disposition

Contamination & Mix up
Storage of released components, drug product containers, closures & labeling

Contamination & Mix up
Storage of in-process materials
Contamination & Mix up
Manufacturing & processing operations
Contamination & Mix up
Packaging & labeling operations
Contamination & Mix up
Quarantine storage before release of drug products

Contamination & Mix up
Storage of drug products after release

Contamination & Mix up
Control and laboratory operations

Contamination
Aseptic ProcessingEasily cleanable floors, walls, ceiling of smooth hard surfaces
Temperature & humidity controlsAn air supply filtered through HEPA under +ve pressure, irrespective off whether flow is laminar or non-laminar
HEPA & Pressure Differential Control

Avoiding Contamination/Cross-contamination
HEPA Filter
Efficiency testing
Integrity testing

Avoiding Cross-Contamination (Pressure Differential Control)
Pressurization
Between environments
From adjacent areas into production
Avoiding Cross-Contamination (Pressure Differential Control)
Pressure gradients provide critical environments with higher pressures than less critical areas
Sweeps contaminants away from work surface
area
Provides pressure cascade

High pressure areas receive more air
supply and less air exhaust
Difference in air pressure between areas should be
adequate to maintain desired direction of air flow
Avoiding Cross-Contamination (Pressure Differential Control)
Pressure differentials should be measured with doors open and closed
Avoiding Cross-Contamination (Pressure Differential Control)
Positive air pressure
Prevents ingress of contaminants
from less clean area
Avoiding Cross-Contamination (Pressure Differential Control)
Negative air pressure
Containment or prevention of dispersion of
sensitive or highly toxic materials

Avoiding Cross-Contamination (Unidirectional or Laminar air flow)
An air flow moving in a single direction, in a robust & uniform manner, and at sufficient speed to reproducibly
sweep particles away from the critical processing or testing area

Avoiding Cross-Contamination (Non-unidirectional or Turbulent air flow)
An air flow that does not meet the definition of unidirectional airflow
Edges Solid flat surfaces Person or equipment moving

Contamination
Aseptic ProcessingA system for monitoring environmental conditions
As Built At Rest At Operation (Dynamic)

Clean Room
Controlled with respect to
Air borne particles
Viable Non-viable

Controlled with respect to
Temperature
Humidity

Controlled with respect to
Air Pressure
Air Flow

Controlled with respect to
Air Motion
Lighting
AS
BUILT
Complete and ready for operation, with all services connected and functional
But without equipment & operating personnel
AS
BUILT
With very low particle counts
Reflects quality of supply air & removal efficiency of the HVAC system

AT
REST
Complete and with all services functional, with equipment installed and operable
But without operating personnel

Smoke testing should demonstrate unidirectional air flow over critical equipment surfaces
In case of air disturbance, ADJUST;
AT
REST Equipment Placement Air Velocities

With all services functioning & with equipment and personnel performing
normal work functionsAT
OPERATION

Validation studies should demonstrate that Class 100 is maintained in critical
zones during routine operationsAT
OPERATION

Contamination
Aseptic ProcessingA system for cleaning & disinfecting
Room Equipments To provide aseptic conditions

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the
aseptic conditions
Ventilation Air filtration Heating Cooling
Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the
aseptic conditions
Sewage/ Refuses Washing/ Toilet Sanitation

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the
aseptic conditions
Plumbing MaintenanceLighting
Plumbing, Sewage & Refuses, Washing & Toilets
Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Potable water supplied under continuous positive pressure in Plumbing System (free of defects that could
contribute to product contamination)

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Adequately sized & designed drains (air break or mechanical device) to prevent back siphoning

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Safe/ sanitary disposal of sewage, trash & other refuses
Sanitation & Maintenance

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Building maintained in clean/sanitary condition
Free of infestation by rodents, birds, insects etc.

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Trash & organic waste held and disposed off in a timely & sanitary manner
Building maintained in clean/sanitary condition

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Sanitation Procedure & Program (schedule, method, equipment materials for
cleaning of building & facilities)
Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Formal Procedure for(use of suitable rodenticides, insecticides, fuungicides, fumigation agents & cleaning and sanitization agents to
prevent contamination)

Contamination
Aseptic ProcessingA system for maintaining any equipment used to control the aseptic conditions
Sanitation Procedure for(contractors & temporary employees as well as full
time employees during the operations)

Cleaning Validation

Production cleaning
proceduresData Laboratory
procedures Data

How clean is clean?
Test until cleanIt is not considered Cleaning Validation

Potential Observations

The plant is not constructed in such a manner as to allow floor or walls or ceiling to be adequately cleaned and kept
clean or kept in a good state of repair
Floor, Walls & Ceiling

Failure to maintain building, fixtures or other physical facilities in a sanitary condition
Building/ Sanitary

Failure to provide hand washing or hand sanitizing facilities at each location in the plant where needed
Suitable Location

Lack of drainage in area that may contribute to contamination
Drainage
Plumbing is not of adequate size and design or adequately installed & maintained to provide adequate drainage
Drainage

Plumbing is not of adequate size and design or adequately installed & maintained to properly convey sewage & liquid
disposal waste
Conveying of Sewage

Not adequate or convenient to furnish running water at a suitable temperature
Hand Washing Facility

Did not maintain plant in repair sufficient to prevent components or contact surfaces from becoming
contaminated
Physical Plant

Working space between equipment and walls are obstructed or inadequate
Spacing of Equipment
Some examples from FDA Warning letters
Adequate unidirectional airflow studies (smoke studies) under dynamic conditions are not
performed to determine how the movement of air & personnel
during aseptic operations could pose risks to product sterility e.g.
Failure to perform appropriate smoke studies
Sun Pharmaceuticals, India Dec 2015
Failure to perform appropriate smoke studies
Significant airflow turbulence, including air moving in a direction in the laminar air flow unit in which aseptic & tubing
connections are made
No dynamic smoke studies to demonstrate unidirectional air flow during the manual aseptic transfer of xxx units into the xxx used
for transport to the xxx
Failure to perform appropriate smoke studies
Inadequate evaluation of airflow patterns in stopper xxx area, and turbulence around the stopper xxx.
Lack of smoke studies during aseptic filling line setup activities

Lesson learned
Without smoke study data to demonstrate unidirectional
airflows over all aseptic operations and processing steps,
you cannot show that your processes are designed to prevent microbiological contamination or
provide adequate assurance of product sterility
The floors, walls, and ceilings were not maintained as smooth, hard surfaces that were easily cleaned. The leaks were present in the form of water stains and ceiling damage in the Parenteral manufacturing area personnel corridor.
Buckets with water collected from ceiling leaks and other leaks in the manufacturing area were observed.
Failure to maintain Aseptic processing Area
Sun Pharmaceuticals, India Dec 2015

Lesson learned
Failure to address environmental control
Leaks in the area could compromise the quality of aseptically filled products

Inadequate disinfection of RABS e.g. surface xxx not routinely disinfected, and the the bottom of the RABS xxx incompletely disinfected
Failure to qualify Disinfectant
CP Pharmaceuticals, UK, Nov 2016
The efficacy of disinfectants used in aseptic processing cleanrooms have not been sufficiently established. The disinfectant study only challenged xxx & xxx manufacturing surfaces. An adequate scientific rationale for not challenging other representative surfaces, such as glass windowsor other interior RABS surfaces is not provided
Failure to qualify Disinfectant
CP Pharmaceuticals, UK, Nov 2016
Qualification of disinfectant xxx failed to demonstrate that it is suitable and effective to remove microorganisms from different surfaces. Specifically, the disinfectant failed to meet qualification criteria when challenged with multiple organisms
Failure to qualify Disinfectant
SmithKline Beecham, UK, Oct 2011

Failure to qualify Disinfectant
However, the procedures for routine cleaning of the aseptic manufacturing area continue to require the use of unqualified disinfectants during days xxx through xxx of your disinfectant program.
After disinfection, Micrococcus luteus on vinyl, stainless steel, glass, and wall laminate and Enterobacter cloacae, Rhodococcus sp, Burkholderia cepacia, Pseudomonas aeruginosa,
Methylobacterium mesophilicum and, Acinetobacter lwoffi on glass were recovered.
Disinfectant qualification for xxx and xxx bi-spore disinfectants documented that the log reduction criteria (Bacteria ≥ 4, Fungi ≥ 3) was not met when challenged with multiple organisms in a variety of
surfaces.

3

Hands-on exercise: HVAC systems –assessment of facility layout
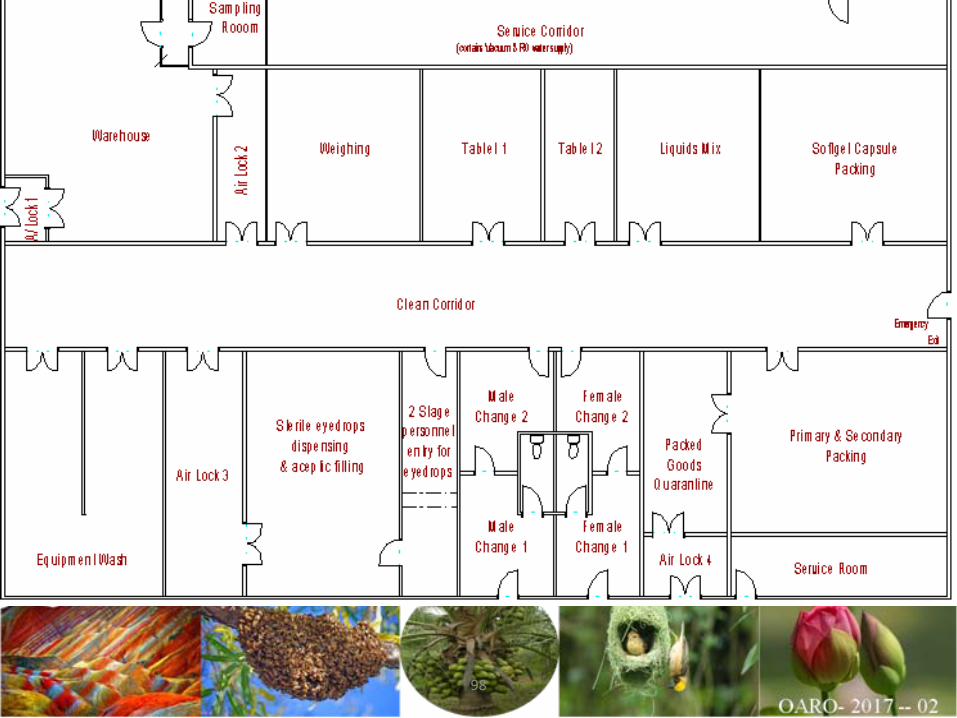
98

WHAT DO YOU HAVE TO DO?:• to modify layout • to establish classification and/or T/RH conditions• to establish differential pressure (flow)• to establish differential pressure (D or values)
HOW DO YOU HAVE TO DO?• to discuss in team work (brainstorming)• to elect a “speaker”• to show groups feedback

SOME TIPS:
layout: 5 rooms have to be modified
classification: starting classification from class A/B
T/RH conditions: 1 room needs RH monitoring
differential pressure: establishing the pressure direction from A/B class
values of differential pressure: considering 10 Pa difference for different classes A-B / C / D / N.C.
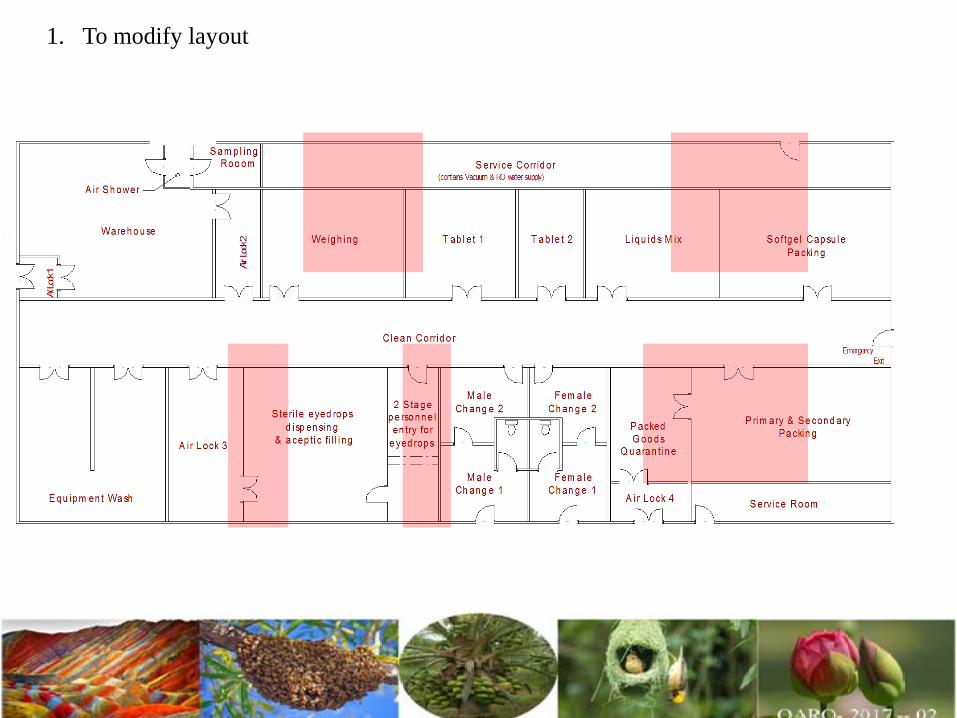
1. To modify layout

MAL = Material Air Lock
PAL = Personnel Air Lock
1. To modify layout
LAF
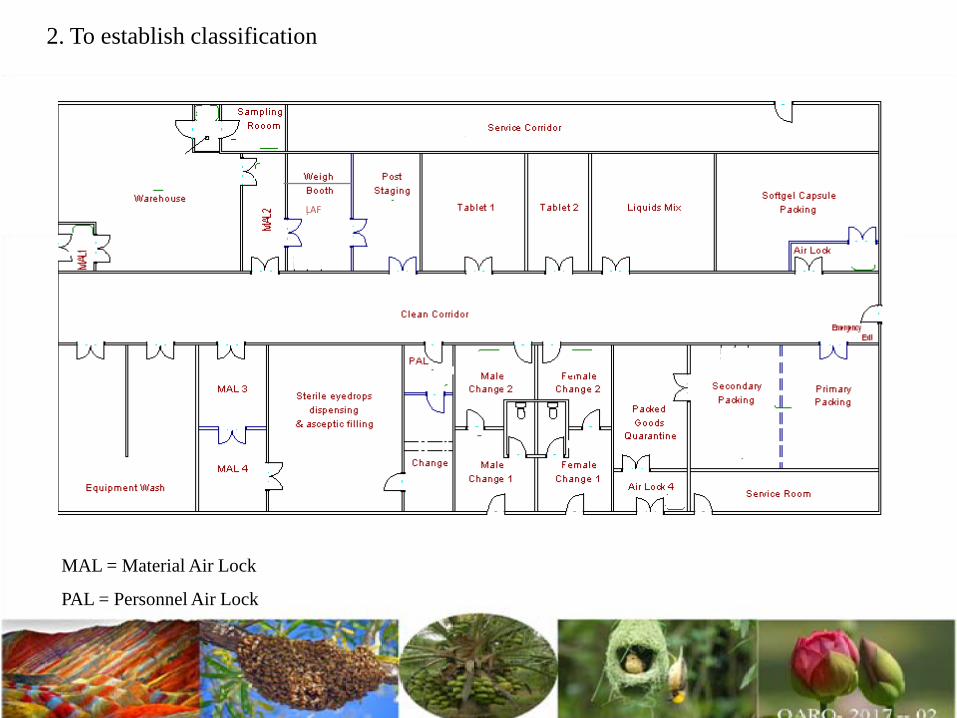
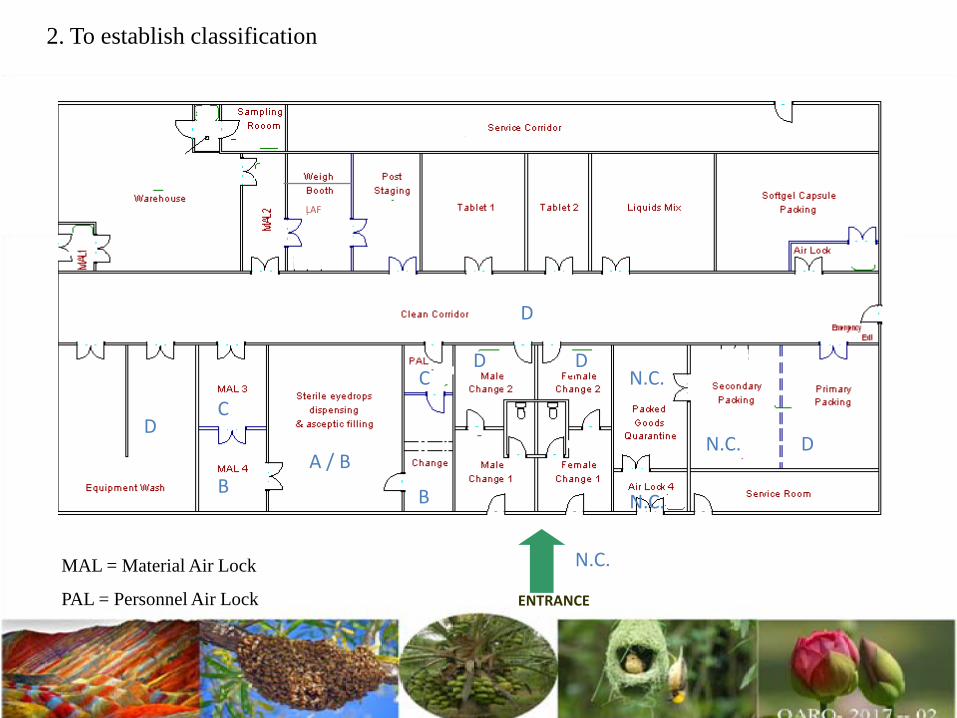
2. To establish classification
MAL = Material Air Lock
PAL = Personnel Air Lock
LAF

2. To establish classification
N.C.
A / B
MAL = Material Air Lock
PAL = Personnel Air Lock
LAF
ENTRANCE
2. To establish classification
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
LAF
ENTRANCE
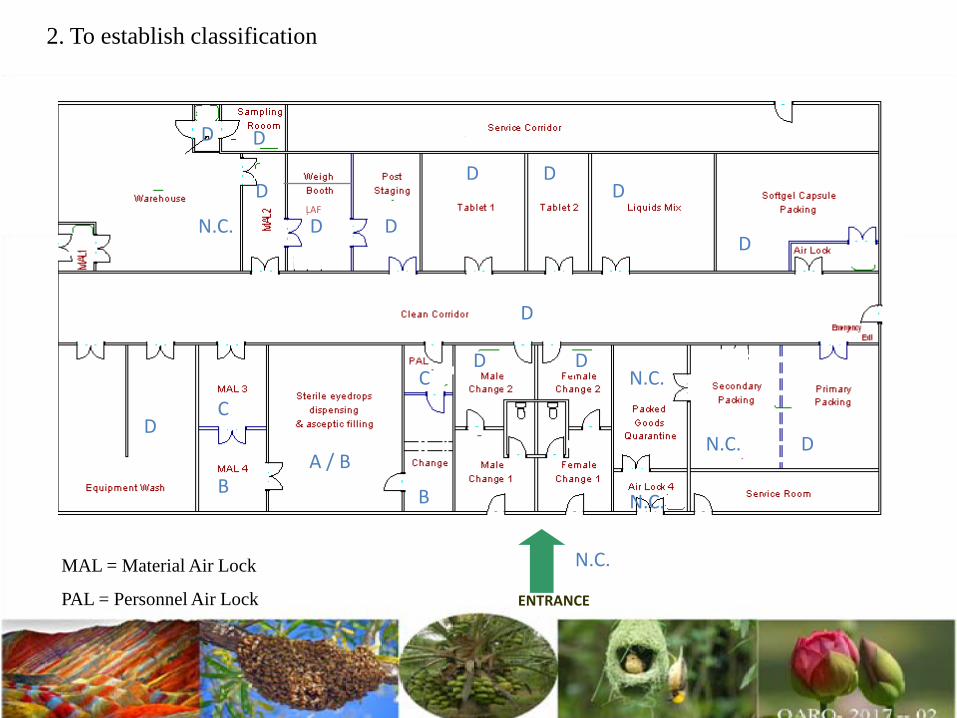
2. To establish classification
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
D
DDD
DD
D
D
N.C.
D
LAF
ENTRANCE

2. To establish T/RH conditions
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
D
DDD
DD
D
D
N.C.
D
21°C – 30%RH
LAF
ENTRANCE

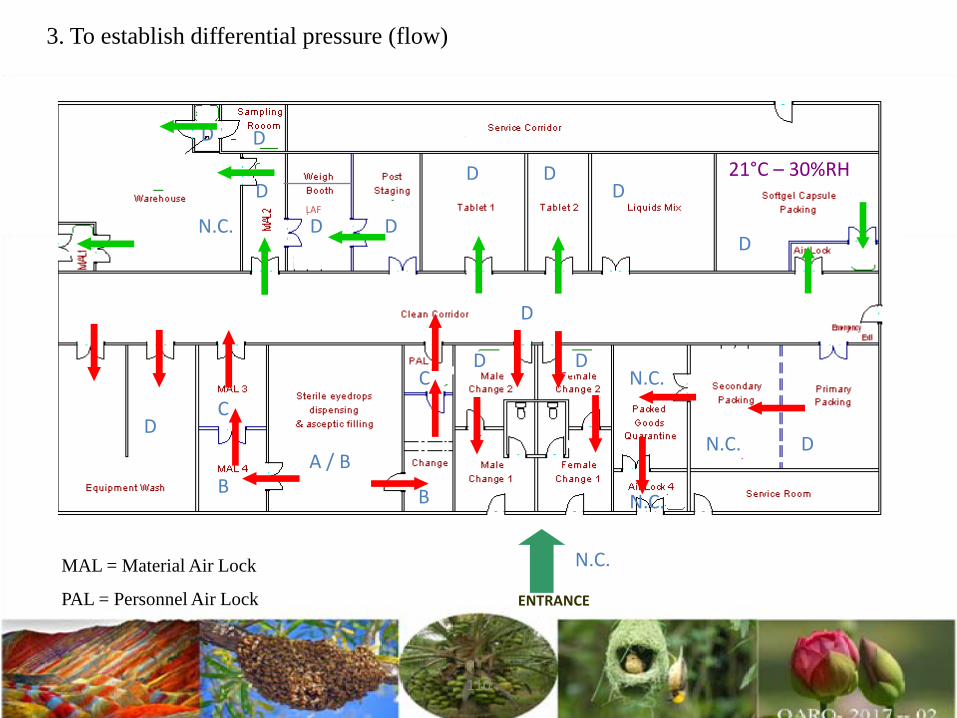
3. To establish differential pressure (flow)
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
D
DDD
DD
D
D
N.C.
D
21°C – 30%RH
LAF
ENTRANCE

109
3. To establish differential pressure (flow)
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
D
DDD
DD
D
D
N.C.
D
21°C – 30%RH
LAF
ENTRANCE
110
3. To establish differential pressure (flow)
N.C.
A / BB
C
D
D DC
B
D
MAL = Material Air Lock
PAL = Personnel Air Lock
DN.C.
N.C.
N.C.
D
DDD
DD
D
D
N.C.
D
21°C – 30%RH
LAF
ENTRANCE
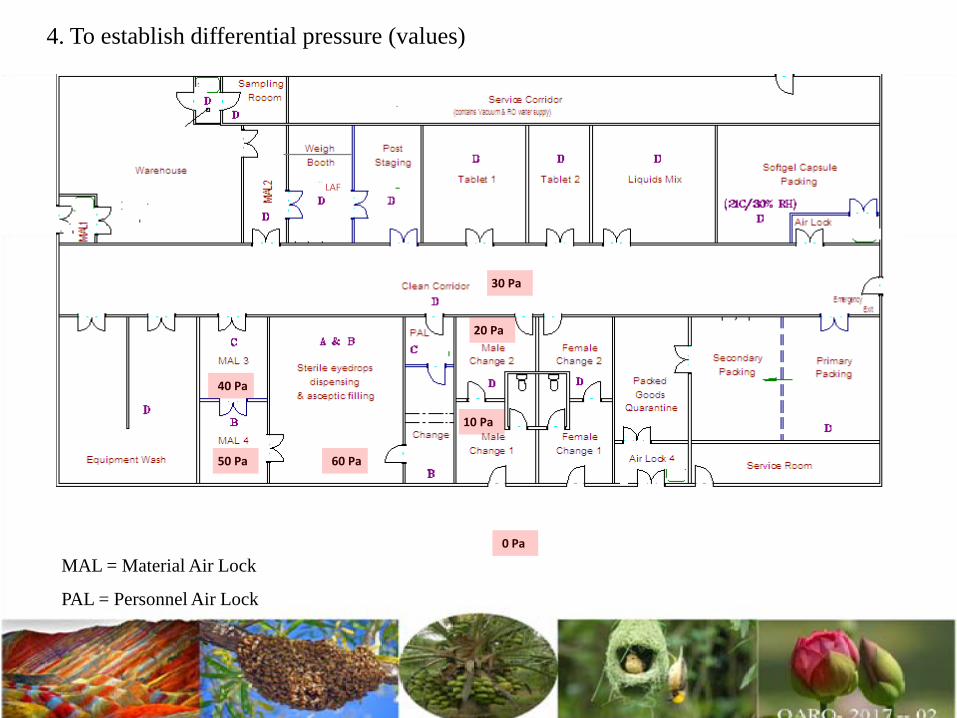
MAL = Material Air Lock
PAL = Personnel Air Lock
0 Pa
10 Pa
20 Pa
30 Pa
40 Pa
50 Pa 60 Pa
4. To establish differential pressure (values)
LAF

MAL = Material Air Lock
PAL = Personnel Air Lock
Modified lay-out
LAF

4

If you add any new product
Its impact on other products need to be
understood and evaluated
Building Facility

Construction of new walls, installation of new equipment, etc.
Impact on overall compliance
Cleaning efficiency
SanitationDust
particle traveling

If earthquake shock of 5 RS occurs, …. what we have to do???
Lets think

Reviews

Design Review Pre-construction Review
Construction Review
Equipment Qualification Review
Pre-Production Review

Design Reviews
Conceptual Design
Proposed Plant Layout
Facility Flow
Diagram
Critical System &
Areas

Pre construction ReviewsPlanned evaluation
& Isometric drawing for all
manufacturing areas & utility & process system for the plant
Drainage & Water Systems
HVAC Equipment Layout & Piping

Construction & Qualification Reviews
On-site review of specific portion of
plant while constrcution is in
progress
Piping System
Method of Construction
Reviewed before they
are concealed
Etc.
Pre-Production Reviews
Personnel flow is very
importantPersonnel
CleanPersonnel Transfer
Personnel Exit

Lets Resolve & Understand

Airlock
Transition Spaces
Gowning
AirlockProvides
segregation of cleanliness
levels
AirlockAchieved by maintaining room pressurization by
direction of air flow through doors and isolating the levels from each other

AirlockProvides
segregation of cleanliness
levels
AirlockAchieved by maintaining room pressurization by
direction of air flow through doors and isolating the levels from each other

Scenarios exist when gowning occurs but a change of air classification does not. e.g. a multiproduct facility where containment is
crucial
Nature of process dictates adding more coverage or possibly a change of garments
Change in air classification leads to a gowning activity
Gowning

In any case, a garment adjustment is necessary when moving to a new zone
While leaving a cleanliness zone, the potential to carry contaminants out of the higher air
classification must also be considered.
Gowning

Tran
sitio
n Sp
aces
They are airlocks but there is no change in cleanliness level
Air classification on both sides is same but necessary to maintain pressurization and direction of air flow
Tran
sitio
n Sp
aces e.g. where containment is
required, in dusty operations in a oral solid dosage facility
Transition space allows for containment within the process room through the control of pressurization and the direction of air flow

Tran
sitio
n Sp
aces
They are airlocks but there is no change in cleanliness level
Air classification on both sides is same but necessary to maintain pressurization and direction of air flow
Tran
sitio
n Sp
aces e.g. where containment is
required, in dusty operations in a oral solid dosage facility
Transition space allows for containment within the process room through the control of pressurization and the direction of air flow

Tran
sitio
n Sp
aces
They are airlocks but there is no change in cleanliness level
Air classification on both sides is same but necessary to maintain pressurization and direction of air flow
Tran
sitio
n Sp
aces e.g. where containment is
required, in dusty operations in a oral solid dosage facility
Transition space allows for containment within the process room through the control of pressurization and the direction of air flow

Tran
sitio
n Sp
aces
They are airlocks but there is no change in cleanliness level
Air classification on both sides is same but necessary to maintain pressurization and direction of air flow
Tran
sitio
n Sp
aces e.g. where containment is
required, in dusty operations in a oral solid dosage facility
Transition space allows for containment within the process room through the control of pressurization and the direction of air flow

Air Arrest … Control and Restrict movement
Air pressurization
Door exist
Cleanliness
CONTAMINATION

B: No direct contact
G: Possibility of indirect contact
W: Direct contact
Materials
Machine
