pilihbhnprs
TRANSCRIPT

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 1/19

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 2/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
1
Tuj uan Tut or ial
Tutorial bertujuan membantu memperkenalkan beberapa ide kunci sbb:
What is product analysis?
How do we choose between different materials?
How are material selection charts used?
How is a processing route chosen?
Can the likely costs of competing processing routes be compared?
Each of these sections can be accessed individually in any order, but on a first read we recommendstarting at the beginning.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 3/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
2
Pr oduct Analysis
Everyday we use thousands of different products, from telephones to bikes and drinks cans towashing machines. But have you ever thought about how they work or the way they are made?
Every product is designed in a particular way - product analysis enables us to understand theimportant materials, processing, economic and aesthetic decisions which are required before anyproduct can be manufactured. An understanding of these decisions can help us in designing and
making for ourselves.
Getting started
The first task in product analysis is to become familiar with the product! What does it do? Howdoes it do it? What does it look like? All these questions, and more, need to be asked before a
product can be analysed. As well as considering the obvious mechanical (and possibly electrical)requirements, it is also important to consider the ergonomics , how the design has been made user-friendly and any marketing issues - these all have an impact on the later design decisions.
Let's take the example of a bike:
?? What is the function of a bicycle??? How does the function depend on the type of bike (e.g. racing, or about-town, or child's
bike)?
?? How is it made to be easily maintained?
?? What should it cost??? What should it look like (colours etc.)?
?? How has it been made comfortable to ride??? How do the mechanical bits work and interact?
If you do this exercise for various products, you will very quickly discover something interesting...
Systems and components
There are 2 main types of product - those that only have one component (e.g. a spatula) and those
that have lots of components (e.g. a bike). Products with lots of components we call systems. For
example:
Product Components
Bike Frame, wheels, pedals, forks, etc.
Drill ?
Multi-gym ?
In product analysis, we start by considering the whole system. But, to understand why various
materials and processes are used, we usually need to 'pull it apart' and think about each componentas well. We can now analyse the function in more detail and draft a design specification.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 4/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
3
Some important design questions
To build a design specification, consider questions like the following:
?? What are the requirements on each part (electrical, mechanical, aesthetic, ergonomic, etc)??? What is the function of each component, and how do they work?
?? What is each part made of and why??? How many of each part are going to be made??? What manufacturing methods were used to make each part and why ?
?? Are there alternative materials or designs in use and can you propose improvements?
These are only general questions, to act as a guide - you will need to think of the appropriatequestions for the products and components you have to analyse. For a drinks container, a design
specification would look something like:
?? provide a leak free environment for storing liquid?? comply with food standards and protect the liquid from health hazards
?? for fizzy drinks, withstand internal pressurisation and prevent escape of bubbles?? provide an aesthetically pleasing view or image of the product?? if possible create a brand identity
?? be easy to open?? be easy to store and transport?? be cheap to produce for volumes of 10,000+
Once we have a specification, the next stage in the process is to understand how the materials arechosen.
Choosing the right materials
Given the specification of the requirements on each part, we can identify the material propertieswhich will be important - for example:
Requirement Material Property
must conduct electricity electrical conductivity
must support loads without breaking ?
cannot be too expensive ?
One way of selecting the best materials would be to look up values for the important properties intables. But this is time-consuming, and a designer may miss materials which they simply forgot to
consider. A better way is to plot 2 material properties on a graph, so that no materials areoverlooked - this kind of graph is called a materials selection chart (these are covered in anotherpart of the tutorial).
Once the materials have been chosen, the next step is normally to think about the processing
options.
Choosing the right process
It is all very well to choose the perfect material, but somehow we have to make something out of itas well! An important part of understanding a product is to consider how it was made - in other

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 5/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
4
words what manufacturing processes were used and why. There are 2 important stages to selectinga suitable process:
?? Technical performance: can we make this product with the material and can we make itwell?
?? Economics: if we can make it, can we make it cheaply enough?
Process selection can be quite an involved problem - we deal with one way of approaching it inanother part of the tutorial.
So, now we know why the product is designed a particular way, why particular materials are used
and why the particular manufacturing processes have been chosen. Is there anything else to know?
Final remarks
Product analysis can seem to follow a fixed pattern:
1. Think about the design from an ergonomic and functional viewpoint.2. Decide on the materials to fulfil the performance requirements.
3. Choose a suitable process that is also economic.
Whilst this approach will often work, design is really holistic - everything matters at once - so becareful to always think of the 'bigger picture'. For example:
?? Is the product performance driven or cost driven? This makes a big difference when we
choose materials. In a performance product, like a tennis racquet, cost is one of the lastfactors that needs to be considered. In a non-performance product, like a drinks bottle, cost
is of primary importance - most materials will provide sufficient performance (e.g. althoughpolymers aren't strong, they are strong enough).
?? Although we usually choose the material first, sometimes it is the shape (and hence process)
which is more limiting. With window frames, for example, we need long thin shapedsections - only extrusion will do and so only soft metals or polymers can be used (or woodas it grows like that!).
Next: Choosing between different materials.Back: Goals of the tutorial.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 6/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
5
Pemilihan dar i Berbagai Macam Mat er ial
There are three main things to think about when choosing materials (in order of importance):
1. Will they meet the performance requirements?
2. Will they be easy to process?3. Do they have the right 'aesthetic' properties?
We deal with the processing aspects of materials in a different part of the tutorial. For now it issufficient to note that experienced designers aim to make the decisions for materials and processes
separately together to get the best out of selection.
The choice of materials for only aesthetic reasons is not that common, but it can be important: e.g.for artists. However, the kind of information needed is difficult to obtain and we won't deal withthis issue further here.
So that leaves us with performance requirements...
Most products need to satisfy some performance targets, which we determine by considering thedesign specification.e.g. they must be cheap, or stiff, or strong, or light, or perhaps all of thesethings...
Each of these performance requirements will influence which materials we should choose - if our
product needs to be light we wouldn't choose lead and if it was to be stiff we wouldn't chooserubber!
So what we need is data for lots of material properties and for lots of materials. This informationnormally comes as tables of data and it can be a time-consuming process to sort through them. Andwhat if we have 2 requirements - e.g. our material must be light and stiff - how can we trade-off these 2 needs?
The answer to both these problems is to use material selection charts.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 7/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
6
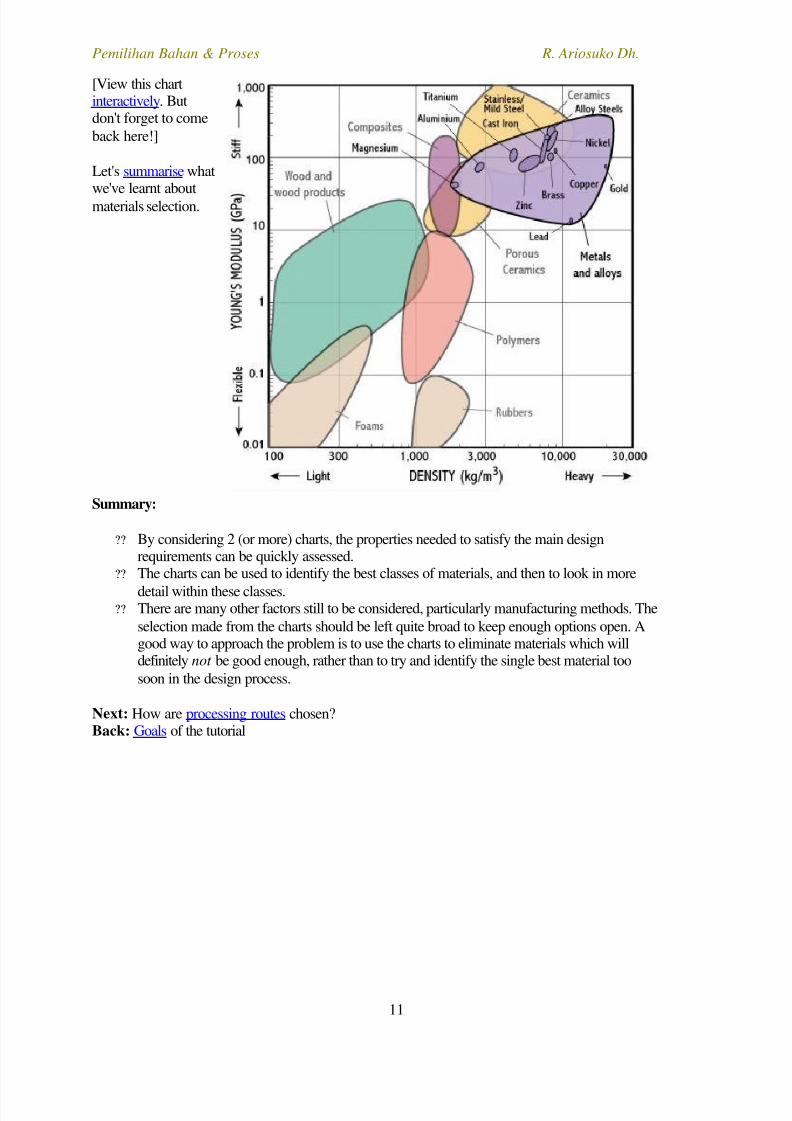
Here is a materials selection chart for 2 common properties: Young's modulus (which describes howstiff a material is) and density.
On these charts, materials of each class (e.g. metals, polymers) form 'clusters' or 'bubbles' that aremarked by the shaded regions. We can see immediately that:
?? metals aretheheaviestmaterials,
?? foams arethe
lightestmaterials,
?? ceramics
are thestiffest
materials.
But we could havefound that out from
tables given a bit of time, although bycovering many
materials at aglance,competing
materials can be
quicklyidentified.
Where selectioncharts are really useful
is in showing the trade-
off between 2properties, because the
charts plotcombinations of
properties. For instanceif we want a light andstiff material we need to
choose materials nearthe top left corner of the
chart - so compositeslook good.
Note that the chart haslogarithmic scales -
each division is a
multiple of 10; materialproperties often cover

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 8/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
7
such huge ranges that log scales are essential.
There are a selection charts for many combinations of material properties, e.g. 'strength - toughness'and 'electrical resitivity - cost'. The next section shows how we can take selection chart further...
Next: Using the charts
Back: Goals of the tutorial.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 9/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
8
Penggunaan Diagram Seleksi Mat er ial
Consider a design problem where the specification is for a component that is both light and stiff (e.g. the frame of a racing bicycle).
To find the bestmaterials we need to
use the Young'smodulus - density
chart from amongstthe available charts.The charts can be
annotated to helpreveal the 'best'
materials, by placinga suitable selection
box to show only stiff
and light materials.
What can weconclude?
?? The values of
Young'smodulus for
polymers arelow, so mostpolymers are
unlikely to beuseful forstiffness-
limiteddesigns.
?? Some metals,ceramics andwoods could
be considered- but
compositesappear best of all.
This still leaves quitea lot of choices, sowhat might be
considered next tonarrow the choice
further?

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 10/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
9
It is unlikely that only 2material propertiesmatter, so what other
properties are important?Let's consider strength
and cost - theseproperties are plotted asanother chart.
What can we conclude?
?? The strength of ceramics is onlysufficient for
loading incompression -
they would not bestrong enough intension, including
loading inbending.
?? Woods may not
be strong enough,and composites
might be too
expensive.?? Metals a ear to

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 11/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
10
give good overallperformance
Once we have identifieda promising class of
materials, we need to
decide which members of this class are the best -for instance whichmetals?
Selection charts canalso be used to select
between members of a given class bypopulating it with the
main materials. For
instance, we can dothis for metals in thestiffness-densitychart.
What can we
conclude?
?? Some metalslook very
good for
light, stiff components -e.g.magnesium,
aluminium,titanium,
while othersare clearlyeliminated -
e.g. lead.?? Steels have
rather a highdensity, butare also very
stiff. Giventheir high
strength andrelatively lowcost, they are
likely tocompete with
the othermetals.
7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 12/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
11
[View this chartinteractively. Butdon't forget to come
back here!]
Let's summarise what
we've learnt aboutmaterials selection.
Summary:
?? By considering 2 (or more) charts, the properties needed to satisfy the main designrequirements can be quickly assessed.
?? The charts can be used to identify the best classes of materials, and then to look in more
detail within these classes.?? There are many other factors still to be considered, particularly manufacturing methods. The
selection made from the charts should be left quite broad to keep enough options open. Agood way to approach the problem is to use the charts to eliminate materials which willdefinitely not be good enough, rather than to try and identify the single best material too
soon in the design process.
Next: How are processing routes chosen?Back: Goals of the tutorial

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 13/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
12
Bagaimana suat u j alur pr oses dipilih?
The selection of a suitable process to manufacture a component is not a straightforward matter.There are many factors which need to be considered, for example: size of component, material to be
processed and tolerance on dimensions. Whilst all processes have slightly different capabilities,
there is also a large overlap - for many components there are a large number of processes whichwould do the job okay. So, where do we start?
Material compatibility
In product analysis (and a lot of design work), the material to be processed is often known beforethe process to be used has been decided. This makes life a little easier as the first thing we can donow is check what processes can be used for our chosen material - i.e. which are compatible. For
convenience, processes can be split up into:
?? Metal shaping: e.g. forging, rolling, casting?? Polymer shaping: e.g. blow moulding, vacuum forming
?? Composite forming: e.g. hand lay-up?? Ceramic processing: e.g. sintering?? Machining: e.g. grinding, drilling
?? Joining: e.g. soldering, gluing
We can then use a material-process compatibility table to determine which processes are suitable.
Polymer Wood + : routine
? : difficult
X : unsuitableABS
(thermoplastic)
UF
(thermoset)Pine
Polymer extrusion + X
Compression moulding + +
Injection moulding + ?
Polymer
Shaping
Blow moulding + X
Milling + X +
Grinding X X +
Drilling + ? + Machining
Cutting + ? +
Fasteners + + +
Solder / braze X X X
Welding + X X
Joining
Adhesives + + +
These tables show whether a particular material-process combination is routine, difficult orunsuitable. Using this table we can usually narrow down our choice of processing options, but howcan we go further?
Technical performance
The next stage is to assess the various technical aspects of each process to see whether they willperform well. For example:

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 14/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
13
?? Can we make something this size? For instance, you can't die-cast an engine block - it's toobig.
?? Is the processes suitable for the shape we need? For example: tubes are long and thin so
ideal for extrusion but not casting; and you can't blow-mould a telephone case because of allthe holes in it!
?? Will we get the finishwe want? Both dimensional tolerance (accuracy) and surface
roughness (smoothness) are strongly influenced by which process is used, for instance sandcasting is poor for both whilst die-casting is very good.
?? How good will the quality be? This is the most difficult problem to address and usuallythere is little that can be said without actually trying it! However, we can sometimes make
rough comparisons - for instance sand castings can often be porous and so might not be verystrong.
All this kind of information can only be obtained by reading descriptions of the various processesand then making informed decisions - of course experience helps!
Once all the processes that can perform well have been identified, the final step is to compare the
costs of the various options...
Next: Compare the costs of competing manufacturing routes.Back: Goals of the tutorial.
The approach to process selection given here is, of course, not the only one possible - it is geared towards the
processing information provided on the TEP CD-ROM and constitutes a reasonable approach at this level. Many
processing routes involve a series of manufacturing steps (e.g. cast, machine, grind and drill), but this is beyond thescope of our discussion.

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 15/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
14
Per bandingan biaya j alur - j alur pr oses
There are many costs involved in the making and selling of a product, these include:
?? Research?? Advertising?? Packaging?? Distribution
?? Manufacturing
For different products, the importance of each contribution will vary. Note that the cost is not thesame as the price - the difference is the manufacturer's profit! Here we are only interested in themanufacturing cost - the other costs are not likely to be affected much by our choice of process.
So how can we go about estimating how much it might cost to make a product? The easiest way is
to notice that the basic manufacturing cost has 3 main elements:
?? Material cost
The material cost per component depends on thesize of the component. We may assume that (for a
given component) the same amount of material isused for all processes:
Material cost per part = constant
(same value for all processes)
?? Startup cost
All new products have one-off startup costs, suchas special tools or moulds which have to be made.
This cost only occurs once, so it is shared betweenall the total number of components made - the
'batch size':
Startup cost per part = one-off cost ÷ batch size
(gets less for bigger batches and is different foreach process)
?? Running cost
Many manufacturing costs will be charged at anhourly rate, such as energy and manpower. In
addition the capital cost of the machine must be"written off" over several years, which can also beregarded as an hourly cost - the same would apply
if instead a machine was rented. The share of thishourly running cost per part depends on how many
parts are made per hour, the production rate:
Runnin cost er art = hourl cost ÷ roduction

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 16/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
15
rate(constant, but different for each process)
The total cost is the sum of these 3 cost elements.
Well that's a nice curve, it shows that something will cost less if we make more, but how does ithelp?
Process cost data
Each process has a range of values for one-off costs, hourly costs and production rate - these valuescan be obtained from data sheets. A particular value from this range can be chosen depending onwhat item is to be made. Factors in this choice include component size and complexity, but
choosing sensible values needs some experience.
To illustrate how this works, let's compare 2 casting processes - sand casting and die casting. Weknow from experience that sand casting is only used for small batches and die casting for largebatches - plotting the cost curves for these 2 processes should show us why this is the case.
The data (which we have obtained from data sheets) for the manufacture of a small part by each of the casting processes looks something like this...
DATA Sand casting Die casting
One-off cost £100 £2,000
Hourly cost £30/hour £35/hr
Production rate 100 parts/hour 500 parts/hour
7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 17/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
16
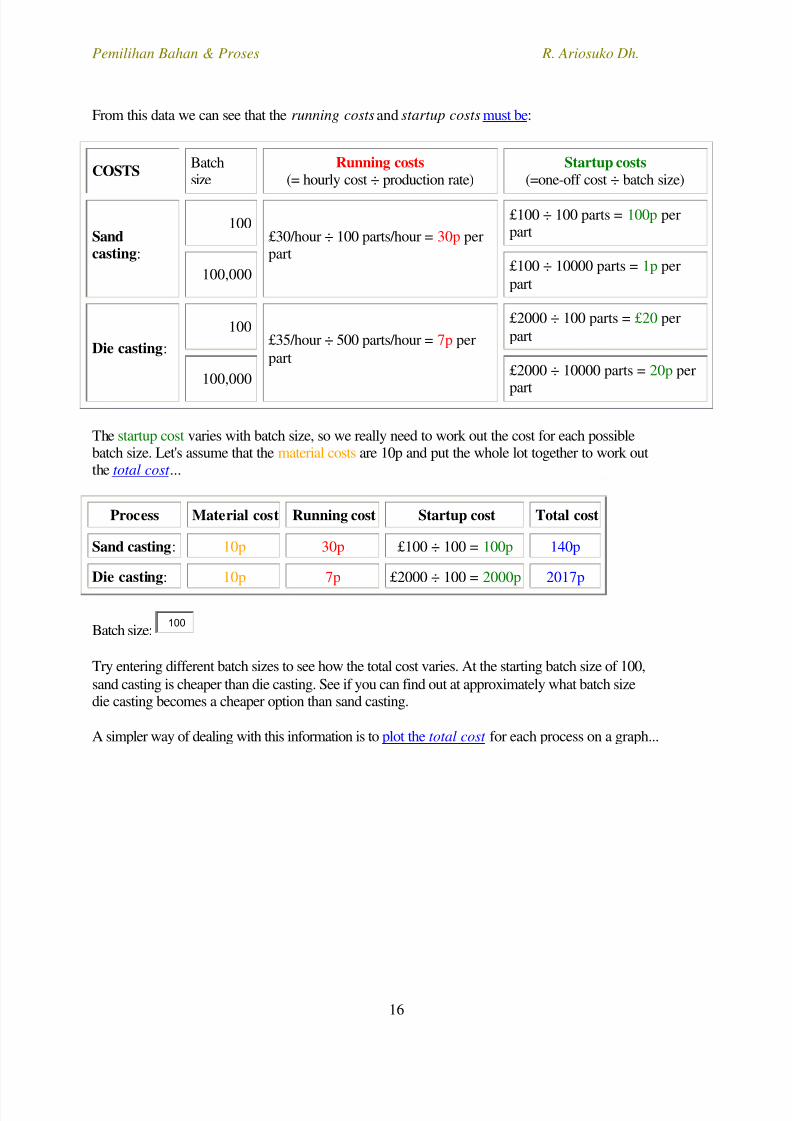
From this data we can see that the running costs and startup costs must be:
COSTS Batchsize
Running costs (= hourly cost ÷ production rate)
Startup costs (=one-off cost ÷ batch size)
100£100 ÷ 100 parts = 100p perpartSand
casting:
100,000
£30/hour ÷ 100 parts/hour = 30p perpart
£100 ÷ 10000 parts = 1p per
part
100£2000 ÷ 100 parts = £20 per
partDie casting:
100,000
£35/hour ÷ 500 parts/hour = 7p per
part
£2000 ÷ 10000 parts = 20p perpart
The startup cost varies with batch size, so we really need to work out the cost for each possiblebatch size. Let's assume that the material costs are 10p and put the whole lot together to work outthe total cost ...
Process Material cost Running cost Startup cost Total cost
Sand casting: 10p 30p £100 ÷ 100 = 100p 140p
Die casting: 10p 7p £2000 ÷ 100 = 2000p 2017p
Batch size:100
Try entering different batch sizes to see how the total cost varies. At the starting batch size of 100,
sand casting is cheaper than die casting. See if you can find out at approximately what batch sizedie casting becomes a cheaper option than sand casting.
A simpler way of dealing with this information is to plot the total cost for each process on a graph...

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 18/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
17
We can see immediately that:
?? Sand casting is cheaper than die casting if only 5,000 parts are to be made.
?? Die casting is cheaper than sand casting if more the 50,000 parts are to be made.?? Sand casting and die casting cost the same if around 9000 parts are to be made.
In practice, there will usually be lots of processes to compare, and so there will be a lot of curves to
draw. If this all seems like hard work, then there's some GOOD NEWS!
The 'Economic Batch Size' (EBS)
Most of the time we can avoid working out the costs as we have just done (although it's helpful toknow how it's done!). Instead, we can use the concept of when a process is economic. We can see
from the graph above that sand casting is economic for batch sizes less than 9,000 and die casting iseconomic for batch sizes greater than 9,000. We could say that sand casting has an economic batch
size of 0 to 9,000 and die casting has an economic batch size of 9,000+.
Obviously this is only true when there are these 2 processes (sand casting and die casting), and they
are manufacturing a small part. Even so, it is possible to generate a range of economic batch sizes for which a process is normally cost-effective. For instance forging has an EBS of about 10,000
components for small components and about 500 for larger components (because there are not somany competing processes for large components). So if we want to make 100,000 smallcomponents, forging is not unrealistic economically (although it is still possible another process
might be even less costly).
Although these figures are not as good as the actual costs worked out long-hand, they do provideany easy method of comparing processes to see if they will be cost-effective. There's one more
thing to bear in mind...

7/31/2019 PilihBhnPrs
http://slidepdf.com/reader/full/pilihbhnprs 19/19
Pemilihan Bahan & Proses R. Ariosuko Dh.
18
Final note
We have assumed in our costing that the manufacturer has no extra reasons for choosing a processother than simple economics. But of course, this is often not the case and factors like:
?? machinery that has already been paid for
?? special deals with suppliers?? finding trained operators?? environmental considerations
will all affect the choice of the most economic process. For the purposes of product analysis, we can
usually ignore these problems - in real life design, however, they can be very important and cannotbe ignored.
Back: Goals of the tutorial