plan de tesis -...
TRANSCRIPT

Propuesta de mejora de los procesos en elárea de operaciones de una consultora de
empresas para el montaje de la escenografíade los programas de alto impacto dictados
Item Type info:eu-repo/semantics/bachelorThesis
Authors Aliaga Reyna, Wilson
Publisher Universidad Peruana de Ciencias Aplicadas (UPC)
Rights info:eu-repo/semantics/openAccess
Download date 09/09/2018 01:35:24
Link to Item http://hdl.handle.net/10757/334430

UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
“PROPUESTA DE MEJORA DE LOS PROCESOS EN EL ÁREA DE
OPERACIONES DE UNA CONSULTORA DE EMPRESAS PARA EL
MONTAJE DE LA ESCENOGRAFÍA DE LOS PROGRAMAS DE ALTO
IMPACTO DICTADOS”
PROYECTO PROFESIONAL PARA OPTAR EL TÍTULO DE
INGENIERO INDUSTRIAL
PROYECTO PROFESIONAL PRESENTADO POR
WILSON ALIAGA REYNA
PROFESOR GUÍA
CYNTHIA ELIAS GIORDANO
LIMA, PERU
2014

RESUMEN Cada día más, las empresas se están dando cuenta dentro de sus organizaciones que el
capital humano es pieza clave y un valor diferencial por excelencia con relación a la
competencia y que su competitividad va a estar directamente relacionada con la calidad
que tengan del mismo.
En la actualidad, la demanda de las empresas por servicios de consultoría y
especialmente capacitación y entrenamiento « no convencional » que no sólo vea el lado
cognitivo, sino también el lado emocional de las personas para permitir mejorar los
niveles de energía, autoestima, certeza, control y productividad se está incrementando
de forma sostenida. Debido a esto, los servicios de la empresa en estudio se han ido
incrementando a la par con la demanda del mercado, lo que está generando algunos
problemas de baja eficiencia de productividad y utilidad en los costos del área de
operaciones, especialmente en el montaje y la puesta en escena para los cursos y talleres
dictados por la consultora. El principal objetivo de este estudio es presentar propuestas
de mejora hacia cada una de las causas que están repercutiendo en el buen resultado de
las operaciones de la empresa. Adicionalmente, se presentaron alternativas de solución
para mejorar la eficiencia de los procesos involucrados en la planificación y el montaje
de la escenografía, optimizando los recursos y haciendo que las actividades de trabajo
operen con eficacia y calidad en todo momento.
Mediante el diagnóstico de la situación actual y a través de la utilización de métodos y
herramientas de calidad se pudo identificar cuáles eran las causas fundamentales que
estaban generando la baja eficiencia de productividad y utilidad en los costos
expresadas en los siguientes problemas: Pérdida de equipos y materiales para
devolución, incremento del inventario de almacén, resultados no adecuados de calidad e
incremento de la mano de obra del personal.
Para resolver esta situación se presentaron alternativas de solución que disminuirán los
costos de las operaciones y mejorarán la gestión y administración de los procesos de
planificación y ejecución de las operaciones de montaje de escenografía, esto a su vez
mejorará la satisfacción de sus clientes y sustentará el concepto de mejora continua.
Con relación al mantenimiento en el tiempo de los nuevos estándares de calidad,
métodos y formas de trabajo se determinaron los reportes necesarios, indicadores y los
medios de control que se deben implementar en el Área de Operaciones para garantizar
el resultado deseado y evitar así el surgimiento nuevamente de dichos problemas.
Para asegurar una adecuada estandarización y evitar la renuencia al cambio, se procedió
a realizar un plan de capacitaciones continuas al personal involucrado con el fin de
concientizar aún más los beneficios de la propuesta fortaleciendo así, los conocimientos
del personal en planificación, producción, productividad, eficiencia y sistemas de
gestión entre otros.
Finalmente, se generó el flujo de caja en base a los ahorros anuales estimados por la
empresa de solucionarse estos problemas. Seguidamente, se utilizaron indicadores de
inversión para viabilizar la propuesta determinando la rentabilidad del proyecto, la
misma que generó resultados muy satisfactorios.

INDICE
RESUMEN
INTRODUCCIÓN
1. CAPITULO 1.- MARCO TEORICO
1.1. Definición de Proceso
1.2. Mapa de Procesos
1.3. Planificación de las Operaciones de Producción
1.3.1 Planificación Empresarial y de Operaciones
1.4. KPI’s de Calidad
1.4.1 Características de los KPI
1.4.2 Cuatro tipos de métricas
1.4.3 La regla 10/80/10
1.5. Metodología para el manejo de la mejora continua y la acción correctiva
1.5.1 Fases de la Metodología para el Manejo de la Mejora Continua y la
Acción Correctiva
1.5.2 Pasos Específicos para el Manejo de la Metodología
2. CAPÍTULO 2 - ANÁLISIS Y DIAGNÓSTICO DEL PROCESO ACTUAL
2.1. Descripción de la empresa
2.2. Productos y Servicios
2.3. Sistema de Generación de Servicios
2.4. Organización Interna
2.5. Descripción de los Procesos a mejorar del Área de Operaciones (conocida
también como Excelencia Operativa) para el Montaje de la Escenografía en los
PIT’S
2.5.1 PLANIFICACIÓN DE LOS PROGRAMAS
2.5.2 MONTAJE DE LA ESCENOGRAFÍA
2.5.2.1 PREPARACIÓN Y TRANSPORTE DE EQUIPOS
2.5.2.2 MONTAJE DE SONIDO
2.5.2.3 MONTAJE DE LUCES Y MESA DE CONTROL
2.5.2.4 CONTROL DE CALIDAD DE MONTAJE
2.6. Problemas actuales y potenciales
2.6.1 Pérdida de equipos y materiales para devolución
1
5
7
7
8
10
11
16
16
17
18
19
21
22
26
26
27
31
31
32
34
52
53
54
55
56
61
62

2.6.2 Incremento del inventario de almacén de operaciones
2.6.3 Resultados no adecuados de calidad durante el montaje
2.6.4 Incremento de la mano de obra del personal de operaciones
2.6.5 Problemas de Interrelación del Área de Operaciones con las demás áreas
2.7. Identificación de las causas del problema
2.7.1 Utilización del Flujograma de Alto Nivel
2.7.2 Análisis de Causas
2.7.3 Determinación de Causas Raíces
3. CAPÍTULO 3 – GENERACIÓN DE ALTERNATIVAS DE SOLUCIÓN
3.1. Mejora y Estandarización del Proceso de Planificación de Operaciones
3.1.1 NUEVO PROCESO DE PLANEAMIENTO DE OPERACIONES
PARA LOS PIT’S
3.2. Mejora y Estandarización del Proceso de Montaje de Escenografía
3.2.1 NUEVO PROCESO DE MONTAJE DE ESCENOGRAFÍA PARA LOS
PIT’S
3.1.3 NUEVO DIAGRAMA DE PREPARACIÓN Y TRANSPORTE DE
EQUIPOS
3.3. Control de Calidad de Montaje
3.3.1 NUEVO CONTROL DE CALIDAD DE MONTAJE
3.4. Recursos y Tiempo para la puesta en marcha
1. Estandarización y Mejora del Proceso de Planificación y Montaje
Escenografía
2. Control de Calidad
3.5. Evaluación de la Propuesta
a. Flujo de Caja
b. Coeficiente Beneficio/Costo (B/C)
c. Tasa Interna de Retorno (TIR)
d. Valor Actual Neto (VAN)
4. CAPÍTULO 4 – CONCLUSIONES Y RECOMENDACIONES
4.1. Conclusiones
4.2. Recomendaciones
63
64
66
67
69
69
74
79
86
87
89
102
107
111
113
115
131
132
134
135
135
138
138
139
140
140
143

INTRODUCCIÓN
Hoy en día, el Capital Humano posee una relevancia y reconocimiento muy grande
especialmente en las organizaciones más competitivas a nivel mundial. Al respecto, son
muchas las técnicas y métodos que se utilizan con el propósito de lograr el mejor
performance y los mayores resultados para incrementar ya sea la competitividad,
productividad, ventas, trabajo en equipo, calidad de vida e incluso alinear los objetivos
personales de los trabajadores a los objetivos de la empresa. Dentro de este abanico de
opciones una de las de mayor importancia es sin duda la motivación; no obstante,
cuando hablamos de motivación se presentan muchas ideas y buenas intenciones por
parte de las propias organizaciones, cada una de ellas tiene su propio concepto de
motivación de personal y lo lleva y maneja de acuerdo al estándar que considera es
necesario para su sector. Nada más alejado de la realidad.
La motivación por lo general se inicia con la aparición de un primer deseo que provoca
determinadas necesidades y que luego dichas necesidades orientan a actividades o
conductas en la dirección del logro de unos objetivos capaces de satisfacer aquellas
necesidades.
Está por demás decir que una empresa no es más que la suma de las personas y sus
capacidades que la componen, lograr maximizar ese potencial humano puede brindar
resultados inimaginables.
Se ha llegado a estimar que a nivel internacional, las empresas invierten
aproximadamente el 5% del total del costo laboral en capacitación de su personal, no
obstante, en el Perú todavía estamos a niveles en promedio del 1% del total del costo
laboral, siendo los sectores de retail, banca e industria los que lideran esta inversión.
Un dato adicional a mencionar es que a pesar de que los montos de inversión son
relativamente pequeños y aún no se dan de manera sostenida, en nuestro país de cada
cinco empresas grandes y medianas, cuatro ya están invirtiendo en capacitar a sus
colaboradores, destapando así la importancia que ha alcanzado el desarrollo del capital
humano y la consolidación futura de un nicho de mercado extraordinario para las
empresas que se especialicen en este tema.

Este incremento de la demanda debe estar de la mano con la profesionalización al
máximo de las organizaciones que quieran brindar este tipo de servicio, ya sea que
realicen procesos de transformaciones culturales o talleres motivacionales. Actualmente,
son muy pocas las empresas que tienen estándares internacionales de calidad y servicio
que pueden garantizar de manera medible y real una mejora drástica en las aptitudes y
actitudes de la fuerza laboral de sus clientes.

1. CAPÍTULO 1 - MARCO TEÓRICO
1.1. Definición de Proceso
La palabra proceso significa un conjunto de actividades o eventos que se
realizan o suceden con un determinado fin. Todas las organizaciones, sin
importar su tamaño o estructura, están basadas en un conjunto de procesos que
les permiten funcionar adecuadamente. Estos procesos son definidos por los
procedimientos.
La palabra proceso proviene del latín processus, que significa avance y
progreso. Un proceso es entonces el conjunto de actividades de trabajo
interrelacionadas que se caracterizan por requerir ciertos insumos y tareas
particulares que implican valor añadido, con miras a obtener ciertos resultados1.
Según la norma ISO 9000:2005 un proceso es "un conjunto de actividades
mutuamente relacionadas o que Interactúan, las cuales transforman elementos
de entrada en resultados". Por esta razón, cualquier actividad que recibe
insumos y los convierte en resultados puede ser considerada como un proceso2.
El hecho de considerar las actividades agrupadas entre sí constituyendo
procesos, permite a una organización centrar su atención sobre "áreas de
resultados" (ya que los procesos deben obtener resultados) que son importantes
conocer y analizar para el control del conjunto de actividades y para conducir a
la organización hacia la obtención de los resultados deseados3.
En este caso, es de gran importancia el saber ubicar los procesos a mejorar
dentro de un Mapa de Procesos que nos facilite el entendimiento de los mismos.
1 Cfr. Sescam 2002: 14 2 Cfr. Alexander Servat 2002: 156 3 Resumen del artículo del Ing. Hugo González. Estudio de Consultoría Calidad & Gestión

1.2. Mapa de Procesos
Un mapa nos otorga la capacidad de comprensión y de ubicación de una realidad
que es compleja. A través del "mapa" la incertidumbre desaparece y es posible
conducirse con mayor precisión. Siguiendo con la analogía un mapa de procesos
debe permitir la identificación del ciclo de actividades principales (identificadas
como procesos) que desarrolla una organización, desde la identificación de sus
necesidades, pasando por la intervención a través del diseño y producción de
bienes y/o servicios hasta la evaluación de si éstas necesidades son (o no)
satisfechas4.
Uno de los rasgos distintivos de un mapa de procesos lo constituye la claridad a
través de la que los vínculos entre un conjunto de procesos son presentados, vale
decir, que obedecen a un planteamiento simple y conciso. Al respecto el
especialista José Pérez comenta:
"…una representación simple de una cosa complicada, el Mapa de
Procesos los es: un folio para reflejar una empresa”. (Pérez 2007: 91)
La importancia de la comprensión de estos conceptos es relevante, pues nos
orientará posteriormente al entendimiento de uno de los Principios de la Gestión
de la Calidad: El principio de "Gestión basada en procesos". Este principio
sostiene que "un resultado se alcanza más eficientemente cuando las actividades
y los recursos se gestionan como un proceso"5.
Bajo este enfoque se conduce a una organización hacia una serie de actuaciones
tales como:
• Definir de manera sistemática las actividades que componen el proceso.
• Identificar la interrelación con otros procesos.
• Definir las responsabilidades respecto al proceso.
• Analizar y medir los resultados de la capacidad y eficacia del proceso.
• Centrarse en los recursos y métodos que permiten la mejora del proceso.
4 Cfr. Medina 2005: 169 5 Resumen del artículo del Ing. Hugo González. Estudio de Consultoría Calidad & Gestión

Seguidamente se presenta un Mapa de Procesos y sus niveles de estructuración
Figura 1. Ejemplo de Mapa de Procesos
Fuente: Artículo del Ing. Hugo González / Estudio de Consultoría Calidad & Gestión
Como se puede apreciar en la figura 1, existen principalmente 3 tipos de
procesos: Estratégicos, Operativos o Claves y los de Soporte. El objetivo es
lograr que dichos procesos logren describir las interrelaciones entre sí y de esta
manera puedan ser mejorados mediante los procesos de mejora. Nótese también
que siempre los procesos empiezan y terminan con el cliente.
Los procesos del Área de Operaciones a mejorar en la empresa están
identificados como Procesos Clave dentro del Mapa de Procesos, y dentro de
dichos procesos a mejorar el que mayor repercusión tiene en el resultado final es
sin lugar a dudas el de la Planificación de las Operaciones de Producción, pues
es la etapa donde se dirige a los recursos y acciones con el fin de alcanzar los
objetivos que la organización necesita y que por lo general dichos resultados
dependen, casi siempre, del grado de coordinación y detalle en la planificación.
1.3. Planificación de las Operaciones de Producción
Una vez identificados los procesos estratégicos de un producto o servicio
atractivo para los clientes, es necesario lograrlos fabricar, procesar,
comercializar y prestar en el tiempo establecido y con la eficacia y eficiencia
correspondiente.
La Planificación de las Operaciones es el proceso mediante el cual una
organización determina que actividades realizará en un periodo de tiempo (corto,
mediano o largo plazo). Buscando siempre mantener el equilibrio entre la
Flexibilidad que se requiere para satisfacer las demandas del Mercado y la
Planeación de la Producción, de tal manera que se mantengan costos
competitivos6.
La planificación también comprende la definición de objetivos o metas de la
organización, el establecimiento de una estrategia general para alcanzar dichas
metas y el desarrollo de una jerarquía completa de planes para integrar y
coordinar actividades7
Por qué una Planificación detallada de las Operaciones
• Para mejorar la respuesta al cliente
• Para mejorar el throughput (rendimiento)
• Reducir el inventario
• Reducir el gasto en overtime (sobre tiempos)
• Utilizar mejor los activos de la empresa
• Reducir los tiempos de ciclo
El planeamiento de operaciones por lo tanto debe ser muy completo e
identificar todos los problemas, necesidades y recursos involucrados en el
sistema8.
6 Cfr. Domínguez Machuca y otros (1995:3) 7 Cfr. Robbins, y De Cenzo (2002:80) 8 Cfr. Díaz (2005:140)

El autor Richard Chase manifiesta 5 objetivos claves de la programación de
operaciones dentro de un centro de trabajo que pueden ser útiles dentro del
esquema de las Operaciones de Montaje de Escenografía del sector servicios que
deseamos analizar.
“Objetivos de la Programación del centro de trabajo: Los objetivos de la programación del centro de trabajo son: 1) cumplir con las fechas de vencimiento, 2) reducir al mínimo los “tiempos de entrega”, 3) reducir al mínimo el tiempo o el costo de preparación de equipos, 4) reducir al mínimo el inventario de producción en proceso y 5) maximizar la utilización de las maquinas o la mano de obra. (Este último objetivo es controvertido porque el solo hecho de mantener ocupados a todos los empleados o el equipo podría no ser la forma más eficaz de administrar el flujo a lo largo del proceso).”(Chase 2005:693)
Los retos de la Planificación de las Operaciones permiten
• Conseguir el equilibrio entre estabilidad y agilidad en la producción
• Evitar objetivos contrapuestos de fabricación y ventas
• Evitar que el conocimiento se acumule en la cabeza de una sola persona
• Conseguir precisión de los datos maestros: balance de inventarios,
órdenes de producción
• Conseguir fiabilidad en la planificación de la demanda
• Conseguir fiabilidad en la ejecución de los planes
• Manejar correctamente las opciones múltiples (rutas, listas de materiales)
Hasta acá se comprende la importancia de realizar una adecuada
Planificación de las Operaciones como eje central para la mejora de los
procesos a realizar; sin embargo, es necesario comprender además que dicha
Planificación debe estar alineada (en principio) a la Planificación
Empresarial y las estrategias que esta genera en los resultados operativos de
la empresa.
1.3.1 Planificación Empresarial y de Operaciones
A nivel empresarial la Planificación de las Operaciones es una de las tareas
iniciales de la administración y es una de las más importantes funciones de la

Gestión Empresarial. Debe realizarse siempre por etapas y en cada uno de
los niveles de la empresa9.
Esta información es relevante para nuestro trabajo, pues nos ayudará a
comprender la manera en que los gerentes de operaciones administran y
toman las decisiones de su planificación operativa en relación con las demás
planificaciones10.
A continuación se detalla las tres etapas básicas del proceso de Planificación
y Control en la empresa que nos servirá como marco de referencia al
momento de mejorar nuestra planificación en las operaciones.
Figura 2. Proceso de Planificación y Control Empresarial
Proceso de Planificación y Control en la Empresa
Objetivos, Estrategias, Políticas Globales y Plan de Empresa a Largo
Plazo
Planificación Estratégica
Objetivos y Planes a Corto Plazo para áreas y subáreas funcionales
Planificación Operativa
Ejecución
Medidas para corregir divergencias
Planificación Adaptativa
Comparación
Objetivos
Fuente: Domínguez Machuca y otros 1995:5
9 Cfr. Domínguez Machuca y otros (1995:5) 10 Cfr. Gaither y Frazier 2000:17

Como lo muestra la figura 2, para obtener una adecuada planificación en la
empresa es necesario planificar en diversos estratos. Primero se deben
definir los objetivos estratégicos a la cabeza (parte directriz), seguidamente
de los objetivos a mediano y corto plazo para las demás áreas, y siempre se
debe estar controlando mediante la comparación de los objetivos propuestos
con los resultados obtenidos, de tal manera que se genere siempre una
planificación adaptativa para corregir y mejorar los resultados propuestos.
A continuación una definición más detallada de los diferentes tipos de
planificación a seguir que nos permitirá mejorar aún más nuestra
comprensión de la misma11:
La planificación estratégica en la que se establecen los objetivos, las
estrategias y, en general, los planes globales a largo plazo12. Esta actividad
es desarrollada por la Alta Dirección y se ocupa de problemas de gran
amplitud, tanto en términos de actividades organizativas como de tiempo;
debido a ello se emplean variables muy agregadas13.
La planificación operativa donde se concentran los planes estratégicos y los
objetivos globales de la empresa para cada una de las áreas y subáreas
funcionales, llegándose a un elevado grado de detalle. Se establecen las
tareas a desarrollar para que se cumplan los objetivos y planes a largo plazo,
indicando dónde, cómo y cuándo se llevarán a cabo.
La planificación adaptiva, que pretende establecer las medidas correctoras
necesarias para eliminar las posibles divergencias entre los resultados y los
objetivos relacionados con ellos.
Apreciamos entonces que es necesario planificar estratégicamente las
operaciones según los modelos presentados; no obstante, dicha planificación
11 Cfr. Domínguez Machuca y otros (1995:6) 12 Respecto de la longitud del horizonte de planificación existen múltiples opiniones. En ese sentido puede verse, por ejemplo, Koontz y otros (1985:128) citando estudios de la American Management Association y del Planning Executives Institute. 13 Cfr. Palomo y Otros (2006:425)

tiene necesariamente que tener una correspondencia con los subsistemas de
producción , pues como veremos posteriormente, dichos subsistemas carecen
aún (en su mayoría) de un adecuado alineamiento con los requerimientos y
objetivos principales de la planificación.
Para lograr este alineamiento es necesario entonces, que exista una
correspondencia entra la Planificación y los Controles que hace la Empresa
en relación al Subsistema de Producción.
A continuación se muestra la relación y correspondencia entre la
Planificación y Control y el Subsistema de Producción.

Figura 3. Correspondencia entre la Planificación y Control en el conjunto de la
empresa y en el Subsistema de Producción
Proceso de Planificación y Control en la Empresa
Proceso de Planificación y Control en la Empresa
Objetivos, Estrategias, Políticas Globales y Plan de Empresa a Largo
Plazo
Planificación Estratégica
Objetivos y Planes a Medio Plazo
Planificación Táctica
Objetivos y Planes a Corto Plazo para áreas y subáreas funcionales
Planificación Operativa
Ejecución
Medidas para corregir divergencias
Planificación Adaptativa
Comparación
Obj
etiv
os
PLA
NIF
IAC
IÓN
, GES
TIÓ
N Y
CO
NTR
OL
DE
LA C
APA
CID
AD
Objetivos Estratégicos y Plan de Producción a Largo Plazo
Plan de Producción o Plan Agregado
Planes de Producción Operativos
Actividades de Ejecución
y Control relacionadas
Gestión Acciones de Talleres de Compras
Fuente: Domínguez Machuca y otros 1995:7
La figura 3 muestra claramente las relaciones que existen entre la
Planificación y Control en la empresa y el Subsistema de Producción. Se
puede apreciar en la misma la directa relación que existe entre la
planificación, la gestión y el control de la calidad mediante los diversos
planes de producción y operaciones en los diferentes estratos del mismo.
Esta información nos ayuda a comprender mejor las operaciones productivas
de montaje y su interdependencia con la capacidad instalada y los planes de
ejecución.

Hasta aquí podemos concluir que para garantizar un adecuado manejo de los
procesos de operaciones es fundamental realizar la etapa de Planificación de
las mismas, comprendiéndose como planificación la de proyectar el futuro
deseado, los medios necesarios y las actividades a desarrollar para conseguir
los resultados esperados. Asimismo, es necesario previamente alinear dicha
planificación a las Estrategias de Planificación Empresarial. Hecho esto
podemos pasar a la fase de Ejecución y llevar a cabo los Controles
necesarios, que permitan detectar y corregir las posibles desviaciones entre
los resultados obtenidos y los distintos objetivos marcados.
Es en este sentido, que se necesitan utilizar ciertas herramientas de control
que permitan garantizar un adecuado desempeño de las actividades y los
procesos realizados por el Área de Operaciones y ver el impacto de esta en la
Organización. Para conseguir esto se van a utilizar ciertos indicadores que
nos permitirán ver el rendimiento de los Procesos y el Área de Operaciones.
1.4. KPI’s de Calidad
Una opción muy utilizada para valorar el desempeño es a través de los Key
Performance Indicator (KPI) o Indicadores clave de rendimiento14, los cuales
son métricas financieras y no financieras utilizadas para cuantificar objetivos y
que reflejan el desempeño estratégico de una organización15
1.4.1 Características de los KPI16
Los KPI se enfocan en medir aquellos aspectos de performance
organizacional que impactan en mayor forma en el éxito actual y futuro de la
empresa. En cualquier organización sólo podemos hallar pocos KPI
(generalmente no más de 10) que cumplan con ciertas características; ellas
son:
14 Cfr. Conesa (2010: 138) 15 Cfr. Palacios (2008:35) 16 Resumen del artículo Una revisión de los KPI David Parmenter (Waymark Solutions Limited) - Sixtina Consulting Group 2008

• Métricas no financieras (que no puedan expresarse en cifras monetarias)
• Alta frecuencia, generalmente 24/7 (Los KPI no se miden
mensualmente)
• Bajo supervisión directa del Gerente General o directivos del alto staff
• Empleados conscientes de la importancia de la métrica y de las acciones
correctivas que requiere.
• Responsabilidad ligada directamente a los responsables individuales o a
equipos.
• Efecto crítico sobre las mayorías de las restantes métricas que puedan
incluirse en el BSC17
• Originadotes de acciones positivas sobre la totalidad de la empresa
Los KPI más importantes deben ser monitoreados en forma constante. Si se
selecciona un KPI de frecuencia mensual probablemente sea un indicador de
resultados en lugar de un inductor de acciones. Un error muy común al
diseñar un BSC es seleccionar indicadores que expresan datos históricos.
Un buen KPI dice de inmediato qué acciones deben ejecutarse de inmediato.
Un KPI debe ser lo suficientemente claro como para identificar
perfectamente al responsable del mismo. En otras palabras el Gerente
General debe poder tomar el teléfono y preguntar ¿Por qué? directamente a
quien puede solucionar el problema. En ese sentido las métricas financieras
no son buenos KPI pues no se las puede vincular directamente con un
responsable sino que son el resultado del trabajo de muchos responsables.
1.4.2 Cuatro tipos de métricas18
Del trabajo de investigación, capacitación e implementación del autor, se ha
llegado a la conclusión que hay cuatro tipos definidos de métricas
relacionadas con la performance:
17 BSC: Balanced Scorecard o también llamado Cuadro de Mando Integral, difundido por Kaplan y Norton 18 Resumen del artículo Una revisión de los KPI David Parmenter (Waymark Solutions Limited) - Sixtina Consulting Group 2008

Figura 4. Tipos de Métricas de Performance
Fuente: Parmenter: 2008
En la figura 4 explicaremos el proceso como si se fuera a “pelar una
cebolla”; de esta manera, describimos la relación entre los cuatro tipos de
métricas. La corteza exterior nos muestra el estado general de la cebolla:
cuánto ha recibido de sol, agua y nutrientes; y cómo se la ha tratado desde la
cosecha hasta la góndola del supermercado. Por ello la corteza exterior es un
IRC, indicador de resultado crítico. Las hojas internas representan a varios
indicadores de performance y resultado mientras que el núcleo central es el
corazón de la cebolla y es donde se encuentran los KPI en nuestra analogía.
IRC: Reflejan los resultados históricos críticos. Ideales para comunicar los
resultados alcanzados.
IP: Indicadores de performance, indican al personal qué hacer.
IR: Indicadores de resultados, indican al personal qué se ha hecho.
KPI: Indican al personal y directivos qué debe hacer para aumentar la
perfomance drásticamente.
1.4.3 La regla 10/80/10
Kaplan y Norton19 recomiendan no más de 20 KPI, y Jeremy Hope20 no más
de 10. Para ayudar a todos los involucrados en la definición de la cantidad de
19 Kaplan y Norton son los Desarrolladores del concepto de los mapas estratégicos y con la profunda convicción de que los modelos de gestión empresarial basados en indicadores financieros, se encuentran completamente obsoletos.

KPI hemos creado la regla 10/80/10. Esto implica que una empresa debe
trabajar con alrededor de 10 ICR, con 80 indicadores IP e IR y con no más
de 10 KPI. Pocas veces se necesitan más métricas que éstas21.
Estos conceptos son básicos a la hora de implementar mejoras en los
procesos de operaciones de montaje de equipos, puesto que se necesita saber
exactamente qué, cómo, cuánto y cuándo medir los diferentes indicadores
que necesitaremos para argumentar adecuadamente una mejora en nuestros
procesos. Asimismo, esta mejora tiene que estar de la mano con una
adecuada metodología que permita realizar y mantener de manera
estructurada los cambios, correcciones y mejoras de los procesos.
1.5. Metodología para el manejo de la mejora continua y la acción correctiva
La acción correctiva y la mejora continua son un método deductivo para el
análisis y la solución de problemas en las organizaciones. Hoy en día, las
gerencias de nuestras empresas se enfrentan rutinariamente a casos complejos.
La eficacia en la solución de los distintos problemas (no conformidades)
dependerá de la habilidad para poder pensar lógicamente sobre la relación causa-
efecto y poder tomar acciones concretas basadas en este análisis22.
El manejo de la acción correctiva y la mejora continua es un proceso que
obedece a un método basado en la lógica deductiva que conduce a la
identificación de las causas que generan la no conformidad detectada.
En un modelo de enfoque de procesos23, se exige que la gerencia se estructure
para administrar el proyecto. Es necesario entonces que haya recursos físicos,
financieros, tecnológicos y humanos destinados a resolver los problemas.
Por esta razón el autor Alexander Servat menciona:
20 Jeremy Hope es autor de numerosos artículos y libros en el área de administración. 21 Ibid 22 Cfr. Alexander Servat (2002:23) 23 Este estándar internacional fomenta la adopción de un enfoque de proceso ante la gestión de la calidad. Cfr. Alexander Servat (2002:156)

“un proyecto es una no conformidad programada para solucionarse” Alexander Servat (2002:24)
A continuación se muestra el modelo de mejora continua del sistema de gestión
de calidad siguiendo el enfoque de procesos
Figura 5. Modelo de Enfoque de Procesos
MEJORA CONTINUA DEL SISTEMADE GESTIÓN DE LA CALIDAD
RESPONSABILIDADGERENCIAL
GESTIÓN DERECURSOS
MEDICIÓN,ANÁLISIS
Y MEJORA
REALIZACIÓN DEL PRODUCTO
SATISFACCI
ÓN
C L I E N T E
C L I E N T E
REQUERIMIENTO
INSUMO PRODUCTOResultado
Fuente: Alexander Servat 2002:157
Como se puede apreciar en la figura 5, en el modelo de enfoque por procesos, el
proceso de mejora continua empieza y termina con la satisfacción del cliente,
donde la responsabilidad gerencial ocupa un lugar fundamental dentro del
proceso. La mejora continua está en el punto en que siempre se están
desarrollando mediciones, análisis y seguimientos a los resultados a fin de
establecer mejoras en el desempeño del producto entregado.
Cliente
Cliente
SATISFACCIÓN

1.5.1 Fases de la Metodología para el Manejo de la Mejora Continua y la
Acción Correctiva
Considerando la naturaleza de los pasos que deben ejecutarse para resolverse
exitosamente una no conformidad, y en vista de la complejidad
organizacional de las empresas, las cuales son coaliciones de poder, se han
elaborado cuatro fases estructuradas para el manejo de la metodología. Estas
cuatro etapas se describen en un círculo para indicar la naturaleza continua y
cíclica de los procesos tanto de la mejora como de la acción correctiva.
Dentro de este modelo vamos a optar por la metodología de mejora continua
y acción correctiva mostrada en la siguiente figura.
Figura 6. Fases de la Metodología para el Manejo de la Mejora Continua y la
Acción Correctiva
Fuente: Alexander Servat 2002:24
MANTENIMIENTODEL NUEVO
NIVELORGANIZACIÓN
PARA LA MEJORACONTINUA Y LA ACCIÓN
CORRECTIVA
ACCIONESCORRECTIVA
DIAGNOSTICO
•
•
COMPROBARDESEMPEÑO IDENTIFICACIÓN
DE LA
NO CONFORMIDADADMINISTRARSISTEMA DECONTROL
•DERIVARACTIVIDADES
•ELABORARPROYECTO
•MINIMIZARRESISTENCIAAL CAMBIO
•IMPLANTARACCIONES
•ANÁLISIS DESÍNTOMAS
•ACCIONESREMEDIALES
•ANÁLISIS DECAUSALIDAD
•IDENTIFICARRAIZ DE LACAUSA

Vemos en la figura 6, que las fases han sido concebidas para que cualquier
empresa las desarrolle, puesto que la metodología es de muy fácil
implementación y puesta en marcha.
La primera fase consiste en la Organización para la Mejora Continua y la
Acción Correctiva. Aquí, el margen de describir la no conformidad, se
exige que la gerencia se estructure para administrar el proyecto. En esta fase,
la gerencia debe organizar el proyecto y establecer los parámetros de control
que utilizará para medir su desempeño.
En la segunda fase, denominada Diagnóstico, se desarrolla toda la etapa
técnica y se pone en práctica el método de análisis de los síntomas para la
identificación de la causa raíz. Toda esta labor metodológica es efectuada
por el equipo multidisciplinario organizado por la gerencia en la fase
anterior.
La fase siguiente es la Acción Correctiva; ésta es otra etapa técnica, ya que
se vale de ciertas herramientas que propician las acciones correctivas
necesarias para eliminar las causas localizadas en la fase anterior.
La fase que sigue es la de Mantenimiento del Nuevo Nivel; aquí se
desarrollan las políticas de seguimiento del desempeño de las acciones
correctivas y la implantación de las rutinas para el uso el sistema de control.
Comprendiendo las fases de la metodología de mejora, el siguiente paso es
especificar cuáles son los pasos para el manejo de dicha metodología.
1.5.2 Pasos Específicos para el Manejo de la Metodología
Cada una de las cuatro fases tiene una serie de actividades secuenciales que
deben ejecutarse. De las cuatro fases, se han pormenorizado doce (12) etapas
denominadas los doce pasos para el manejo de la mejora continua y la acción
correctiva24.
24 Ibid

Cuadro 1. Pasos y Fases para el Manejo de la Mejora Continua y la Acción
Correctiva
FASES PASOS
Organización para
la mejora continua
y la acción correctiva
1. Descripción de la no conformidad-aminorar el problema.
2. Definir el proyecto, el equipo y la misión.
Diagnóstico
3. Análisis de los síntomas.
4. Tomar acciones remediales.
5. Identificar las posibles causas.
6. Identificar la raíz de las causas.
7. Identificar actividades para superar las causas raíces.
Acciones Correctivas
8. Diseñar un proyecto para implantar las acciones.
9. Enfocar la resistencia al cambio.
10. Implantar acciones y controles.
Mantenimiento del
nuevo nivel
11. Comprobar el desempeño.
12. Administrar el sistema de control.
Fuente: Alexander Servat 2002:25
El cuadro 1, si bien es cierto, muestra los pasos necesarios para el Manejo de
la Mejora Continua y la Acción Correctiva, también es necesario saber que
para ejecutar cada paso se necesitan herramientas específicas, sencillas pero
útiles que ayuden a resolver problemas con cierto grado de complejidad.
A continuación se muestra en el cuadro 2 el conjunto de herramientas
necesarias para poder ejecutar eficaz y eficientemente cada paso de la
metodología. Los puntos negros indican las herramientas que podrían
utilizarse para cada paso. Esto no significa que deban usarse todas las
herramientas que se señalen para un paso determinado. Todo depende de la
solución del problema específico que se realice.

Cuadro 2. Pasos y Herramientas para el Manejo de la Mejora Continua y la Acción
Correctiva
Fuente: Alexander Servat 2002:26
Vemos en el cuadro 2 que para cada paso a realizar existen muchas
herramientas que se pueden utilizar y que se complementan dependiendo del
tipo de proceso y/o actividad que se está mejorando, no obstante se pueden
añadir o quitar otras dependiendo del grado de complejidad del problema.
Se concluye entonces que a partir del análisis de los conceptos descritos en
el capitulo I, que explican la importancia de la aplicación de los métodos de
mejora de los procesos en el área de operaciones, la propuesta tendría la
finalidad de:
1. Reducir los valores de deficiencias en el control de insumos, equipos y
materiales, así como mejorar la calidad en el servicio durante las
instalaciones.
FLU
JOG
RAM
A
TÉC
NIC
A D
EL G
RU
PO
NO
MIN
AL
DIA
GR
AMA
CAU
SA-E
FEC
TO
DIA
GR
AMA
DE
AFIN
IDAD
REC
OLE
CC
IÓN
DE
DAT
OS
DIA
GR
AMA
DE
REL
ACIO
NES
DIA
GR
AMA
SIST
EMÁT
ICO
GR
ÁFIC
OS
ESTR
ATIF
ICAC
IÓN
ANÁL
ISIS
DE
PAR
ETO
CO
RR
ELAC
ION
ES
1. Descripción de la no conformidad aminorar el problema.
2. Definir el proyecto, el equipo y la misión.
3. Análisis de los síntomas.
4. Tomar acciones remediales.
5. Identificar las posibles causas.
6. Identificar la raiz de las causas.
7. Identificar actividades para superar las caussas raíces.
8. Diseñar un proyecto para implantar las acciones.
9. Enfocar la resistencia al cambio.
10. Implantar acciones y controles.
11. Comprobar lel desempeño.
12. Administrar el sistema de control.
PASOS
HERRRAMIENTAS

2. Presentar la alternativa de mejora de procesos que permita minimizar
dichas mermas y redistribuir mejor los recursos para conseguir un
proceso eficiente y eficaz.
3. Disminuir la carga laboral y los sobrecostos debido al incremento
desproporcionado de la mano de obra que participa directamente en el
proceso de instalación.
Finalmente, también se estaría buscando Incrementar la interrelación entre
las diversas áreas participantes del proceso y mejorar el clima laboral de las
mismas; evitando así, que la empresa afronte pérdidas debido al mal
desempeño en general de su fuerza laboral.

2. CAPÍTULO 2 - ANÁLISIS Y DIAGNÓSTICO DEL PROCESO ACTUAL
2.1. Descripción de la empresa
Supera S.A. es una empresa dedicada a la consultoría de corporaciones e
instituciones privadas y públicas.
La firma brinda servicios profesionales basada en un amplio y especializado
expertise25 en áreas de desarrollo de capital humano, incremento de
productividad, mejora del clima organizacional, asesorías, coachings
personalizados y grupales, talleres y conferencias, entre otros.
Fue creada en el año 2002 y ha tenido a la fecha un gran crecimiento en relación
al posicionamiento del nombre (marca), el número de clientes y las empresas de
diferentes sectores de servicios y productivos en 06 países del mundo: México,
Ecuador, Colombia, Venezuela, Panamá y Perú, donde supo involucrar a los
principales stakeholders26 de las mismas, razón que le permitió y le permite en la
actualidad cumplir y satisfacer los requerimientos de sus clientes27 (Incremento
de la Productividad, Mejora del Clima Laboral, la Reducción de Costos y el
EBITDA28, entre otros)
Actualmente, la empresa es una de las líderes en el rubro de Capacitación de
Capital Humano, pues hasta el momento no cuenta con competencia directa, más
sí con competencia indirecta.
Un punto a resaltar es que la empresa brinda sus servicios certificados bajo la
norma ISO 9001:200829.
25 Herramienta, habilidad o conocimiento especial a nivel profesional que es adquirido por el entrenamiento, estudio o práctica 26 Término inglés utilizado por primera vez por R. E. Freeman en su obra: “Strategic Management: A Stakeholder Approach”, (Pitman, 1984) para referirse a «quienes pueden afectar o son afectados por las actividades de una empresa». 27 Para esto utiliza indicadores cuantitativos (KPIs) y Cualitativos (Indicador Supera 3S) previamente definidos con los clientes. 28 EBITDA es un indicador financiero representado mediante un acrónimo que significa en inglés “Earnings Before Interest, Taxes, Depreciation, and Amortization". 29 Es un conjunto de normas sobre la calidad y las gestiones. La Norma ISO 9001 especifica los requisitos para un buen sistema de gestión de la calidad que pueden utilizarse para su aplicación interna por las organizaciones, para certificación o con fines contractuales.

Misión: Descubrir y Cultivar Capital Humano de Clase Mundial
Visión: Ser el Mejor Agente de Cambio Personal y Organizacional del Mundo
2.2. Productos y Servicios
La empresa ofrece 7 principales servicios:
1. Procesos de Transformación Cultural: Es un proceso de consultoría
con una duración de 1 a 3 años en aquellas organizaciones que desean
consolidar sostenidamente el liderazgo del mercado y sus resultados
financieros (ROE), mediante el fortalecimiento sostenido de su capital
humano (Cultura).
Es el servicio más completo de la empresa, pues abarca en sus clientes a
toda la organización en su conjunto y con el objetivo de consolidar no
sólo una cultura de clase mundial, sino también, desarrollar una ventaja
competitiva, distintiva y sostenible.
Este servicio aplica por ejemplo en:
• Fusiones y/o adquisiciones de empresas, que necesitan una sola
cultura organizacional en el menor plazo de tiempo posible.
• Empresas con serios problemas sindicales y de clima laboral.
• Nuevos proyectos que desean desarrollar desde sus inicios una
cultura orientada hacia a la excelencia y hacia profundos valores
humanos.
2. Procesos de Sensibilización Cultural: Es un proceso de consultoría,
entrenamiento y traslado de mejores prácticas con una duración de 3 a 12
meses y que prepara a la organización para afrontar con éxito cambios
estructurales y coyunturales que afectan negativamente la moral y el
compromiso de sus miembros y por ende comprometen los resultados
operativos y financieros de la empresa en el corto y mediano plazo.
Este servicio aplica por ejemplo en:

• Proyectos de expansión, ampliación y/o reestructuración de las
empresas que demanden el ingreso de nuevos talentos
multiculturales que no comparten la cultura actual de la
organización.
• Proyectos de cambio que rompan con el "status quo", impactando
en los hábitos y costumbres de los trabajadores, ejemplos:
cambios de tecnología, de modelo de negocios, de gerencia, etc.
• Fortalecer la moral y las competencias humanas de los
trabajadores para asegurar el liderazgo del mercado, en un
entorno nuevo de alta competencia.
3. Procesos de Integración Cultural: Son procesos orientados a alinear la
Cultura "Interna" de las empresas con la Cultura "Externa" de los
diferentes actores que forman parte de la cadena de creación de valor
empresarial, con una duración de 6 a 12 meses.
Esta Cultura "Externa" es representada por: familia, proveedores,
comunidad y clientes, y que muchas veces juega un rol fundamental en
los resultados del negocio y en su sostenibilidad.
Este servicio aplica por ejemplo en:
• Sensibilización de comunidades, para crear relaciones ganar-
ganar principalmente en los sectores de minería, hidrocarburos y
energía.
• Fidelización de clientes y/o proveedores estratégicos.
• programa de desarrollo humano de los familiares de los líderes
y/o colaboradores, que permita fortalecer el núcleo familiar, pieza
clave para la alta productividad y satisfacción laboral.
4. Programas de Liderazgo Integral: Es un programa anual compuesto de
12 módulos (teóricos y prácticos) que prepara a los futuros líderes de la
organización (altos potenciales) para lograr desarrollar un máximo
rendimiento de los mismos.

Se enfoca en desarrollar 03 habilidades consideradas imprescindibles para todo ejecutivo que anhela desarrollarse y crear aún mayor riqueza y prosperidad para él, su familia y para su empresa:
• Relaciones Interpersonales.
• Blindaje Financiero.
• Armonía Familiar.
5. Programas de Coaching Individual y Grupal: Estos Programas son
orientados a la Alta Gerencia (sesiones individuales) y a los mandos
medios (sesiones grupales), y buscan fortalecer el liderazgo en los niveles
funcionales de la organización que así se requiera.
Este Programa no sólo busca solucionar efectivamente grandes
problemáticas personales (familia), sino también, problemas cotidianos
en el trabajo (colaboradores), que impiden que se logren los resultados
esperados.
Las 03 Aplicaciones más importantes del Programa son para:
• Ejecutivos que necesitan fortalecer su nivel de liderazgo y
habilidades de comunicación y de persuasión.
• Jefes y Supervisores con capacidades técnicas notables pero con
deficiencias en su nivel de liderazgo, reflejado por lo general en
el clima laboral.
• Preparación de futuros candidatos a posiciones de liderazgo clave
dentro de la organización.
6. Entrenamientos Corporativos: Los Entrenamientos Corporativos
buscan despertar el potencial y la motivación humana hacia nuevas
posibilidades y oportunidades.
Se requiere del servicio cuando se necesita un punto de "inflexión" en la
actitud y compromiso de las personas. este entrenamiento tiene una

duración de 01 a 03 días y busca producir cambios inmediatos en los
resultados culturales, operativos y financieros del negocio.
Este servicio se aplica y es solicitado generalmente en:
• Convenciones anuales de ventas & marketing y/o a nivel
nacional, regional y mundial.
• Lanzamientos de nuevos productos y/o servicios al mercado
• Lanzamiento de planes estratégicos anuales y/o reuniones de
"team building"30 estratégicos de la Alta Gerencia.
Este servicio es el que involucra a los procesos del Área de
Operaciones que se van a mejorar en el presente estudio, pues acá se
dan los Programas de Inmersión Total (PIT´S).
7. Conferencias Magistrales: Las Conferencias y/o Talleres Magistrales
son orientados a desarrollar un tema en específico de mucha importancia
para la Alta Dirección de la empresa, en un tiempo relativamente corto
(02 - 04 horas). Este servicio busca obtener la predisposición de los
participantes a aceptar los procesos de cambio, en forma natural,
comprometiéndose con los objetivos estratégicos trazados.
Este servicio se aplica y es solicitado generalmente en:
• Lanzamiento de nuevos desafíos trimestrales o anuales: Ventas,
producción, seguridad, participación de mercado, etc.
• Fechas muy especiales de la empresa como el aniversario, donde
se desee fortalecer el compromiso de los líderes y de los
colaboradores.
• Programas de inducción de alto impacto, que permitan fidelizar
desde la entrada a los nuevos miembros de la organización.
30 Construcción de equipos con el objetivo de integrarlos y maximizar su desempeño.

2.3. Sistema de Generación de Servicios
Los servicios de la empresa Supera son solicitados por los clientes en
coordinación directa con el Área de Negocios, quienes son los que venden
dichos servicios de acuerdo a las necesidades de los clientes.
2.4. Organización Interna
La empresa muestra una organización funcional como base (ver Dibujo 1); no
obstante, cuando se realizan los servicios, esta organización cambia en algunos
sectores a una organización por procesos, donde el principal responsable del
resultado es el Senior de Operaciones para el caso de estudio, (se verá la
organización por procesos en la propuesta de solución a los problemas
presentados)
Dibujo 1: Organigrama de la Empresa
Fuente: Elaboración propia

2.5. Descripción de los Procesos a mejorar del Área de Operaciones (conocida
también como Excelencia Operativa) para el Montaje de la Escenografía en
los PIT’S
El desarrollo del estudio se centrará en uno de los Programas de Inmersión Total
(PIT´S) que son parte del servicio de Entrenamiento Corporativo brindado por la
empresa y la parte específica del análisis se va a desarrollar sobre los procesos
de instalación y montaje de la escenografía en los PIT’S.
Cabe mencionar que el Programa de Inmersión Total es el que se da con mayor
frecuencia con los principales clientes de la Organización, pues dicho programa
sirve como demo o piloto a modo de “probar” el producto y que en un futuro se
logre consolidar la venta de los servicios más completos.
Objetivos principales de los PIT’S:
1. Fortalecimiento del liderazgo, la integración y el compromiso superior de los
miembros del equipo de trabajo, con un objetivo específico.
2. Alineamiento y sinergia positiva, para empresas, donde la familia, los clientes
o la comunidad jueguen un papel importante dentro de los stakeholders.
3. Fortalecimiento de programas de inducción de personal por el altísimo valor
agregado, pues el beneficiario, recibe algo distintivo que no solamente tiene un
componente económico, sino también algo emocional y espiritual, creando
“lazos emocionales” entre empleador - empleado difíciles de superar por los
competidores.
A modo de tener una mayor comprensión del proceso a evaluar y mejorar, se
hará una analogía del proceso de montaje de escenografía con las operaciones
de montaje de un concierto de música más los adicionales logísticos de
materiales, equipos especiales, insumos, entregables, alimentación, movilidades
y necesidades diversas del equipo de montaje y de los participantes en general.

Posicionamiento del Área de Operaciones en el Mapa de Procesos de la
empresa:
Se empezará por describir cual es la posición del Área de Operaciones dentro del
Mapa de Procesos de la empresa de manera que se logre comprender la
importancia de las actividades del área involucrada dentro de los objetivos
estratégicos de la consultora.
A continuación se muestra el mapa de procesos que se viene desarrollando
actualmente en la empresa (ver figura 7).
Figura 7. Mapeo Actual de los Procesos Supera
Fuente: Mapa de Procesos Supera del Sistema de Gestión de Calidad (SGC)
Como podemos apreciar, los procesos de operaciones dentro del mapa de
procesos de Supera son claves, pues concentran la mayor cantidad de actividades
y el uso de recursos generado por el mismo es superior al de todas las demás
áreas durante la aplicación del servicio. Si estos procesos llegaran a funcionar
mal (principalmente los marcados con las líneas punteadas) condicionarían

automáticamente a la satisfacción del cliente, siendo de vital importancia para el
buen desempeño y resultado final del servicio brindado, pues tocan directamente
al cliente.
El Área de Operaciones es la encargada de 4 procesos clave durante la
prestación de servicios de los PIT’S, los cuales son:
• Planificación: Parte inicial y previa donde se planifica el desarrollo de la
instalación de la escenografía y la puesta en marcha del servicio.
• Montaje: Etapa donde se realizan todas las actividades de instalación de
equipos y montaje de la escenografía.
• Delivery: Etapa en la cual se desarrolla el programa o conferencia con la
participación de los facilitadores o ponentes y los asistentes o clientes.
• Desmontaje: Etapa donde se desinstalan los equipos y escenografía para
su traslado a las instalaciones y almacenes de la empresa.
En este estudio se van a desarrollar los primeros 2 procesos (Planificación y
Montaje), pues son los relacionados directamente al montaje de la
escenografía y a su vez los de mayor importancia para garantizar el buen
desempeño del servicio.
2.5.1 PLANIFICACIÓN DE LOS PROGRAMAS (POPS001)
1. Objetivo: Planificar las Operaciones para la puesta en marcha de los
Programas de Inmersión Total (PIT´S) y la Sesión de Transferencia de
Mejores Prácticas (STMP)
2. Alcance: Se inicia con la Orden de Servicio de la actividad a realizarse
hasta la confirmación de las acciones a realizarse durante la actividad.
3. Normativas:

• El Área de Negocios debe entregar al Área de Operaciones la Orden
de Servicio con 3 días útiles de anticipación para el caso de
actividades en Lima.
• Para el caso de actividades fuera de Lima el Área de Negocios
entregará al Senior de Operaciones la Orden de Servicio con 5 días
útiles de anticipación a la fecha de la actividad a realizarse.
Esta etapa de planificación de los PIT’S es realizada por el Senior de
Operaciones y se realiza según se muestra en el siguiente gráfico:

Gráfico I-1. Diagrama del Proceso de Planeamiento de Operaciones para los PIT’S
Fuente: Proceso de Planeamiento de Operaciones Supera
Se puede apreciar en el gráfico que el encargado del proceso de
planificación de los programas es el Senior de Operaciones, quien empieza
revisando la información registrada en la Orden de Servicio generada por el
Gerente de proyecto, para posteriormente coordinar la fecha de montaje con
la persona de contacto del auditorio y luego con su equipo de trabajo el
desarrollo de los siguientes procedimientos documentados:
• Lista de Equipos FOPS001 (ver Figura 8)
• Lista de Materiales de Soporte y Escenografía FOPS002 (ver Figura
9)
• Staff y Funciones en los Programas FOPS004 (ver Figura 10)
• Solicitud de Requerimiento a Contabilidad FOPS009 (ver Figura 11)
• Requerimiento de Materiales y Servicios al Área de Logística
FOPS024 (ver Figura 12)
• Estándares Básicos de Auditorios FOPS011 (ver Figura 13)
A continuación se detallan cada uno de los documentos generados durante el
proceso de planeamiento de operaciones:

1. Lista de Equipos FOPS001
Objetivo: Tener la relación inicial de los equipos necesarios a instalar en el
PIT.
Figura 8. Lista de Equipos FOPS001 FOPS001 v4.0
Programa: WINNING PERFORMANCECliente:Lugar: Fecha de Instalación:Hora de Instalación:Tipo de Dinámica: THE FIREWALK EXPERIENCE
Supera - Móvil Móvil - Programa Programa - Móvil Móvil - SuperaÍTEM Cantidad Marca Carga Descarga Carga Descarga
12345678910111213141516171819
ÍTEM Cantidad Marca Carga Descarga Carga Descarga12345678910111213141516
ÍTEM Cantidad Marca Carga Descarga Carga Descarga1234568910
Relación del Sistema Multimedia y Proyección
Relación del Sistema de Sonido
Relación del Sistema de Luces Descripción
Descripción
Descripción
CHECK LIST
LISTA DE EQUIPOS
Haz clic en la celda para seleccionar un programa
Haz clic en la celda para seleccionar Tipo de Dinámica
Fuente: La Empresa
Objetivo: Tener la relación inicial de los equipos necesarios a instalar en el PIT.
A partir de este documento se empieza a generar la información de entrada
de recursos técnicos necesarios para el montaje de la escenografía en los
programas. Solo los equipos que pertenezcan a la Organización serán
identificados en la “Lista de Equipos” para su registro y el control de los

mismos durante su traslado hasta su retorno a las instalaciones de la
Empresa. se puede ver que consta principalmente de 3 Ítems:
• Sistema de Luces, que abarca toda la luminotecnia necesaria para la
generación del espectáculo durante el PIT.
• Sistema de Sonido, que consta de todos los equipos sonoros y
accesorios que permitirán que la exposición del facilitador llegue de
manera clara a todos los participantes.
• Sistema Multimedia y Proyección, conformado por la parte visual
donde se soportan los conceptos y temas tratados (pantallas, ecrans,
proyecciones, videos, etc.)

2. Lista de Materiales de Soporte y Escenografía FOPS002
Objetivo: Tener la relación inicial de los materiales de soporte y
escenografía necesarios a instalar en el PIT.
Figura 9. Lista de Materiales de Soporte y Escenografía FOPS002
WINNING PERFORMANCE
Fecha de Instalación: Hora de Instalación: Tipo de Dinámica:
Supera - Móvil Móvil - Evento Evento - Móvil Móvil - SuperaItem Cantidad Marca Carga Descarga Carga Descarga
12345678
Item Cantidad Marca Carga Descarga Carga Descarga123 Extinguidores4 Estiquer con logo del Cliente56 Pilas 2 A7 Bateria 89
1011121314
Item Cantidad Marca Carga Descarga Carga Descarga12345
Item Cantidad Marca Carga Descarga Carga Descarga123456789
101112
Item Cantidad Marca Carga Descarga Carga Descarga12345678
Relación Materiales The Firewalk Experience
Banner de BienvenidaBaner Lateral
Soporte de Banner
MallaNylon
Polos para los participantes
Descripción
Sobres de Carta
Transformador para la maquina de globos
LISTA DE MATERIALES DE SOPORTE Y ESCENOGRAFIA
FOPS002 v3.0
Check List
Programa:Cliente: Lugar:
Relación Materiales de Escenografía
Relación de Materiales de Soporte
Descripción
Cuadernos Winning PerformanceLapiceros Supera
Card
Relación Materiales The Board Breaking
Maniful
GrassCarbón
Botiquín
TablasPorta TablasCascos PecherasProtectores de BrazosMuñequerasMuñequeras para los participantes
Pala
TermocuplaBotiquín
Descripción
Caja con HerramientasTina para remojar los pies
Galonera con keroseneHieloRoceadoresMangueras
Jarra o Botellas con aguaRotafolioPapelógrafo
Descripción
Plumones
Relacion de Materiales para el Auditorio
Staff de funciones del Equipo Supera
Paquete de globo
DescripciónBanner CentralEcranPlantasVentilador
Soporte para la lista del staff
Maquina para inflar globos
Fuente: La Empresa
En este documento se genera la información de entrada de los materiales y
recursos de soporte necesarios para el montaje de la escenografía en los
programas, los mismos que serán derivados al Área de Logística y/o
almacenes de Operaciones de manera más detallada según se requiera cada

Ítem. El Líder de Activos Fijos31 es el encargado de generar la Guía de
Remisión y a su vez registrará el control de los activos durante su traslado
hasta su retorno a las instalaciones de la empresa.
Se puede ver que consta principalmente de 5 Ítems:
• Materiales de Escenografía, que contempla los recursos de la parte
del escenario principalmente.
• Materiales para el Auditorio, que consta de todos los equipos y
accesorios para la parte del auditorio (decoración, seguridad, paneles
orientativos, etc.)
• Materiales de Soporte, conformado por los materiales a entregar a
los participantes durante los PIT’S.
• Materiales The Firewalk Experience32, se presentan los materiales y
recursos para esta dinámica de alto impacto.
• Materiales The Board Breaking33, se presentan los materiales y
recursos para esta dinámica de alto impacto.
31 Persona encargada del Almacén de Operaciones. 32 Dinámicas de alto impacto y Marcas registradas por Supera. Mayor información: www.supera.org 33 Por cuestiones de política de privacidad de la empresa serán omitidas las funciones, cargos y significados, mostrándose solamente los nombres técnicos.

3. Staff y Funciones en los Programas FOPS004
Objetivo: Tener la relación del Staff y personal subcontratado de la
empresa y las funciones a realizar por cada uno en el PIT.
Figura 10: Staff y Funciones en los Programas FOPS004
FECHA: CLIENTE:LUGAR:
ITEM NOMBRES APELLIDOS DNI SALÓN FIREWALK EXPERIENCE CELEBRACIÓN123456789
101112131415
STAFF Y FUNCIONES
FUNCIÓN
Fuente: La Empresa
En este documento se genera la información de las funciones asignadas al
Staff de Supera dentro del salón o auditorio y durante las dinámicas de alto
impacto a lo largo del desarrollo del programa. El Líder de Campo es
responsable de la coordinación con los voluntarios34 para el desarrollo de los
programas, considerando el Instructivo de reclutamiento de voluntarios35, y
las normas de la empresa.
34 Nombre que se le da al personal subcontratado con el fin de apoyar en las operaciones. La mayor cantidad de veces son personas que anteriormente participaron de algún Programa Supera y que ahora quieren volver a revivir la experiencia pero sirviendo a los demás o también suelen ser estudiantes universitarios y amigos de los trabajadores. 35 Documento interno que fija los lineamientos de reclutamiento y contratación del personal subcontratado.

4. Solicitud de Requerimiento a Contabilidad FOPS009
Objetivo: Disponer de los recursos de efectivo para realizar adecuadamente
el PIT.
Figura 11. Solicitud de Requerimiento a Contabilidad FOPS009
PROGRAMACLIENTENUMERO DE PARTICIPANTESFECHA DEL PROGRAMA
COSTO TOTAL DEL PROGRAMA 0,00UNID
CANT MEDIDAMATERIALES TEAM BUILDING 0,00Carbón 0,00Grass 0,00Varios 0,00MATERIALES WINNING PERFORMANCE 0,00Tablas 0,00Premios 0,00Otros 0,00
UNIDCANT MEDIDA
MONTAJE Y DESMONTAJE - Instaladores 0,00Honorarios InstaladoresLABORES DEL EVENTO - Voluntarios 0,00Honorarios Voluntarios
UNIDCANT MEDIDA
ALQUILERES VARIOS 0,00Equipos 0,00Toldos 0,00Tabladillo 0,00Otros 0,00PUBLICIDAD 0,00Radio 0,00Television 0,00Mailing Masivo 0,00Afiches/Volantes/Banners 0,00SERVICIOS DE TERCEROS 0,00Refrigerios de Participantes 0,00Camarógrafo 0,00OTROS 0,00Pasajes 0,00Fletes 0,00Alimentación Staff/Voluntarios 0,00Caja Chica 0,00Movilidad Staff/Voluntarios 0,00
LIMA, DD DE MES EN LETRAS DEL YYYY
REQUERIMIENTO Nº ###-OP/20XX
TOTAL REQUERIMIENTO
0,00
0,00
LUGAR DEL PROGRAMA
Contabilidad
HECHO POR VºBº
MATERIALES
MANO DE OBRA
GASTOS GENERALES
0,00
0,00
Fuente: La Empresa
En este documento se genera la información de entrada de los costos por
incurrir para la puesta en marcha del PIT. Dicho documento debe ser
entregado para programas en Lima con 5 días útiles anticipados a la fecha
del programa y con 8 días útiles para programas fuera de Lima36. En este
sentido, el Área de Contabilidad es la responsable de hacer llegar al Senior
de Operaciones el dinero solicitado. Dicho dinero deberá entregarse al
menos con 2 días anteriores al programa si fuera el caso de Lima y con 6
días para programas fuera de Lima, pudiendo registrarse la firma de
conformidad de recepción del dinero en el documento “Comprobante de
Egreso de Caja”. El dinero puede ser entregado en efectivo o depositado al
número de cuenta del responsable, según sea necesario.
Estos requerimientos se dividen en 3 principales sectores:
• Materiales, que contempla básicamente los recursos para las
dinámicas de alto impacto.
• Mano de Obra, que muestra los costos de subcontratar personal para
la instalación y montaje de la escenografía y el Staff adicional durante
el programa.
• Gastos Generales, acá se muestran los costos de incurrir en
alquileres, servicios de terceros y otros gastos.
36 Tiempos estimados, basados en la experiencia previa con anteriores programas, ya sean en provincia o el extranjero.

5. Requerimiento de Materiales y Servicios al Área de Logística FOPS024
Objetivo: Disponer de la logística necesaria (materiales y servicios)
necesarios para la instalación y montaje del PIT.
Figura 12: Requerimiento de Materiales y Servicios al Área de Logística FOPS024
ITEM UNIDAD MEDIDA CANT
1 UNID2 UNID3 UNID4 UNID5 UNID6 UNID7 UNID8 UNID9 UNID10 UNID11 UNID12 UNID13 UNID14 UNID15 UNID16 UNID17 UNID18 UNID19 UNID20 UNID21 UNID22 PAQ23 PAQ24 UNID25 UNID26 UNID27 UNID28 UNID29 UNID30 UNID31 UNID32 UNID
CANTIDAD DE PARTICIPANTES
ALIMENTACION
Nº REQUERIMIENTOPRIORIDAD
REQUERIMIENTO DE MATERIALES Y SERVICIOSAREA EXCELENCIA OPERATIVA
FECHA REQUERIMIENTO
PROGRAMACLIENTE
FECHA DE ENTREGAFECHA DEL PROGRAMA
TABLAS (THE BOARD BREAKING)
CUADERNOSLAPICEROS
PROYECTORES 3000 LUMENESPLANTASTROFEOCAÑON SEGUIDOR
TRANSPORTE DE PERSONAL (Ver Anexo1)
GLOBOS PARA DINAMICA
NYLONESPADA LIDER DE CLASE MUNDIAL
GLOBOS PARA MALLAS
STICKER CON LOGO DEL CLIENTE
DETALLE
ANTORCHATABLAS (THE CHALLENGING EXPERIENCE)BATERIASPAPELOGRAFOS
PORTATABLASFICHAS PARA LLENAR ME AGRADACOLLARINESROSAS
TRANSPORTE DE CARGA (Ver Anexo1)
POLOS PARA PARTICIPANTESPILAS AA X 2
CARDSOBRES DE CARTAPITOSMATRACAS
FOTOGRAFOTOLDO
LLAVEROS
Fuente: La Empresa

El encargado de generar este documento puede ser el Senior de Operaciones
o el Líder de Campo37 y aquí se genera la información de entrada de los
recursos y materiales que serán brindados por el Área de Logística.
Para el caso de programas en Lima se debe entregar el documento con 5
días útiles anteriores a la fecha del programa y con 10 días útiles para el
caso de programas fuera de Lima38.
Se deberá tener en consideración al momento de generar el documento de
Requerimiento de Materiales y Servicios al Área de Logística el siguiente
cuadro que permite calcular (mediante fórmulas) de manera rápida la
cantidad de materiales a utilizar en función a la cantidad de participantes al
PIT:
Cuadro 3. Cálculo de materiales de soporte para las dinámicas de alto impacto
Ítem Materiales Cantidad Mínima a Solicitar (unidades)
1 Tablas Y ≥ 1.1 P
2 Portatablas SI P < 100 , Y ≥ 1.1 P
SI P ≥ 100, Y ≥ P + 10
3 Cuadernos SI P < 100 , Y ≥ 1.1 P
SI P ≥ 100, Y ≥ P + 10
4 Lapiceros Y ≥ 1.2 P
5 Sobres SI P < 100 , Y ≥ 1.1 P
SI P ≥ 100, Y ≥ P + 10
6 Polos Y ≥ P
Fuente: Procedimiento Planeamiento de Operaciones de Supera
Donde P es el número de participantes al PIT confirmados en la orden de
servicio y
37 Segundo al mando y mano derecha del Senior de Operaciones, y encargado de las dinámicas de alto impacto. 38 Tiempos estimados, basados en la experiencia previa con anteriores programas.

Donde Y es la cantidad mínima de materiales a solicitar en unidades y es
un número entero.
Por ejemplo en el caso de cuadernos: Si la cantidad de participantes al PIT es
de 80, entonces la cantidad de cuadernos a solicitar será igual a (1.1 x 80); es
decir 88 cuadernos.
En caso que los participantes sean 120, la cantidad de cuadernos a solicitar
será igual a (120 + 10); es decir 130 cuadernos.
A modo de clarificar más el cálculo se muestra en el siguiente cuadro como
se realizan los cálculos de planificación de algunos materiales de soporte de
los PIT’S (ver Cuadro 4)
Cuadro 4. Ejemplo de cálculo de materiales de soporte para las dinámicas de
alto impacto
Participantes Cantidad Mínima de Material a Solicitar
P = 90
Tabla Y= 1.1P → Y >= 99
Portatabla Y= 1.1P → Y >= 99
Cuadernos Y= 1.1P → Y >= 99
Lapiceros Y= 1.2P → Y >= 108
Sobres Y= 1.1P → Y >= 99
P = 143
Tabla Y= 1.1P → Y >= 158
Portatabla Y= P + 10 → Y >= 143 +
10
Cuadernos Y= P + 10 → Y >= 143 +
10
Lapiceros Y= 1.2P → Y >= 172
Sobres Y= P + 10 → Y >= 143 +
10
Fuente: Procedimiento Planeamiento de Operaciones de Supera

Podemos apreciar entonces que las cantidades están calculadas y
sobredimensionadas por un factor de corrección que sirve de stock de
seguridad (stock adicional del 10% aproximadamente), pues por lo general,
siempre existen mermas y/o diferencias en la cantidad de participantes que
asisten al programa y el objetivo de dicho stock adicional es preveer
cualquier contingencia que pudiera ocurrir durante el servicio brindado. Sin
embargo, aún no se ha establecido exactamente si este stock es adecuado o
no según los datos históricos.

6. Estándares Básicos de Auditorios FOPS011
Objetivo: Regular los requerimientos mínimos necesarios que garanticen un
adecuado desarrollo de las actividades durante el PIT.
Figura 13: Estándares Básicos de Auditorios FOPS011
FOPS011 v4.0
Fecha de Visita
LUGAR:
SALÓN:
DIRECCIÓN:
CONTACTO: TELÉFONO:
ÍTEM CANT DETALLE ADECUADO NO ADECUADO1 1
23 2
4 2
5 1
6 Min. 3.50 m.
78 4
9 2
10 4
11 1
1213 10
14 2
1516 1
17 15
1819202122
OBSERVACIONES Y/O COMENTARIOS
Nota:(*) Puntos Importantes los cuales no deben de faltar en un auditorio, el resto de cosas se puede negociar o alquilar
Auditorio Evaluado por: Nombre
Firma
El Auditorio cumple con los estándares establecidos SI NO
Auditorio aprobado por: Nombre
Firma
Mesas Grandes (1.5 m. x 0.75 m.) para Equipo Multimedia
Mesa de apoyo (0.5 x 0.5 m.) para colocar jarra en el escenario
Oscuridad total del auditorio, en caso de tener lunas grandes.
Mesas Grandes (Largo: 4 - 5 m. - Ancho: 0.75 - 1 m.) para programas Leadership
Mesas Grandes (Largo: 1.5 - 2 m. - Ancho: 0.75 - 1 m.) para programas Leadership
Escalera dependiendo de la altura de techo.
Aire Acondicionado en auditorio
Plantas naturales tipo palmera
Medidas del Salón (Alto x Ancho x Altura)
Capacidad del Salón
Rotafolio.
Lugar para Coffee Break
Lugar para Almuerzo
Plano del Salón
Papelografos
Sillas
Mesas para la colocación de cabezas móviles.
CONCEPTOEstrado o escenario dependiendo del Auditorio.
ESTÁNDARES BÁSICOS DE AUDITORIO
Sonido permitido hasta los 95 db.
Mesas para colocar proyectores.
Caja Eléctrica o Toma de Potencia: 100 A x 220 V trifásico.(*).Altura de techo (*).
Fuente: La Empresa
En este documento se manifiestan los estándares de calidad que garantizarán
que los auditorios utilizados para los programas cumplan con los la cantidad
necesaria y los requerimientos mínimos para la puesta en marcha del PIT,

para ello se puede designar a un miembro del Equipo de Operaciones39 para
realizar la verificación, registrando el resultado en dicho documento.
Finalmente y bajo criterio del Senior de Operaciones, la información descrita
en la “Lista de Materiales de Soporte y Escenografía FOPS002” puede
ingresarse en la “Lista de Equipos FOPS001”.
Se puede concluir que según lo que se ha presentado en relación a la
Planificación del Montaje, el proceso en sí carece de algunos detalles que en
la actualidad son necesarios e igualmente hay detalles que son obsoletos y la
información que se muestra no está del todo actualizada con relación a como
se vienen desarrollando las actividades durante los PIT’S, de igual manera
los procedimientos no son del todo claros, en especial algunos que solo
presentan descripción textual.
39 Personal encargado de las operaciones de montaje e instalación de la escenografía del programa.

2.5.2 MONTAJE DE LA ESCENOGRAFÍA
1. Objetivo: Realizar la instalación y montaje de la escenografía para la
puesta en marcha de los Programas de Inmersión Total (PIT´S)
2. Alcance: Se inicia con la recepción de la Lista de Equipos FOPS001 y la
Lista de Materiales de Soporte y Escenografía FOPS002 de las actividades a
realizarse hasta la ejecución del Delivery.
En esta etapa, el Senior de Operaciones debe asegurarse que todo lo
establecido en el proceso de planeamiento y los documentos generados se
lleven a cabo sin contratiempos hasta el inicio y desarrollo del PIT.
El Proceso de Montaje está dividido en 4 subprocesos bien definidos:
1. Preparación y Transporte de Equipos (POPS002)
2. Montaje de Sonido (POPS003)
3. Montaje de Luces y Mesa de Control (POPS004)
4. Control de Calidad de Montaje (POPS007)
5. Increíblemente no existe un Flujograma de este proceso abarcando
a todos los 4 subprocesos, ni tampoco un procedimiento para el
Subproceso Montaje de la Escenografía del Salón (No confundir
con el proceso general de Montaje de Escenografía).
A continuación se describirá cada uno de dichos subprocesos:

2.5.2.1 PREPARACIÓN Y TRANSPORTE DE EQUIPOS (POPS002)
1. Objetivo: Asegurarse de enviar los equipos necesarios para el óptimo
desarrollo del Programa.
2. Alcance: Este Procedimiento se inicia con la recepción de la Lista de
Equipos FOPS001 y la Lista de Materiales de Soporte y Escenografía
FOPS002 hasta la llegada de los equipos al auditorio para su previo
montaje. Este proceso se realiza según se muestra en el siguiente gráfico:
Gráfico II-1. Diagrama Preparación y Transporte de Equipos POPS002
Fuente: Montaje de la Escenografía Supera
Se puede apreciar en el gráfico que el encargado del proceso de
planificación de los programas es el Líder Junior de Activos fijos, quien
empieza revisando la información registrada de los documentos de entrada
(ver alcance), para posteriormente coordinar con el Líder Junior de
Mantenimiento de alguna anomalía en los mismos, procediendo luego al
transporte, carga y descarga hasta la etapa de instalación.

2.5.2.2 MONTAJE DE SONIDO (POPS003)
1. Objetivo: El objetivo de este procedimiento es asegurarse la calidad de
sonido durante los Programas, cumpliendo con los estándares de Supera.
2. Alcance: El Alcance de este Procedimiento empieza desde la ubicación
de los Equipos según el plano de montaje hasta la afinación de los mismos
conforme los estándares de Supera. Este proceso se realiza según se muestra
en el siguiente gráfico:
Gráfico II-2. Diagrama Montaje de Sonido POPS003
Nota: El sonido será ajustado (ecualizado) y regulado por un profesional (sonidista) que será el encargado de realizar estas actividades.
Fuente: Montaje de la Escenografía Supera
El encargado de la instalación del sonido es el Líder de Sonido y Luces,
quien empieza revisando la información registrada en el Plano de Montaje
(ver Anexos 1, 2, 3 a modo de ejemplo) y se asegura que los requerimientos
de sonido se den conforme lo solicitado hasta la satisfacción del facilitador,
previas pruebas de sonido con este último.

2.5.2.3 MONTAJE DE LUCES Y MESA DE CONTROL (POPS004)
1. Objetivo: Asegurar que el cliente se encuentre bien iluminado en todo
momento, así como también que las luces no afecten la vista.
Velar que haya un juego de luces de acuerdo al desarrollo del Programa o
PIT en coordinación con el Líder de Multimedia y con el Líder de
Filmación.
2. Alcance: Comienza con la recepción del plano de montaje de acuerdo
con el auditorio donde se va a realizar el Programa o PIT, luego se ubican
los equipos y se da comienzo al montaje y termina con la prueba de todas
las luces. Este proceso se realiza según se muestra en el siguiente gráfico:
Gráfico II-3. Diagrama Montaje de Luces POPS004
Fuente: Montaje de la Escenografía Supera
El encargado de la instalación de las luces es el Líder de Sonido y Luces,
quien empieza revisando la información registrada en el Plano de Montaje
(ver Anexos 1, 2, 3 a modo de ejemplo) y se asegura que los requerimientos
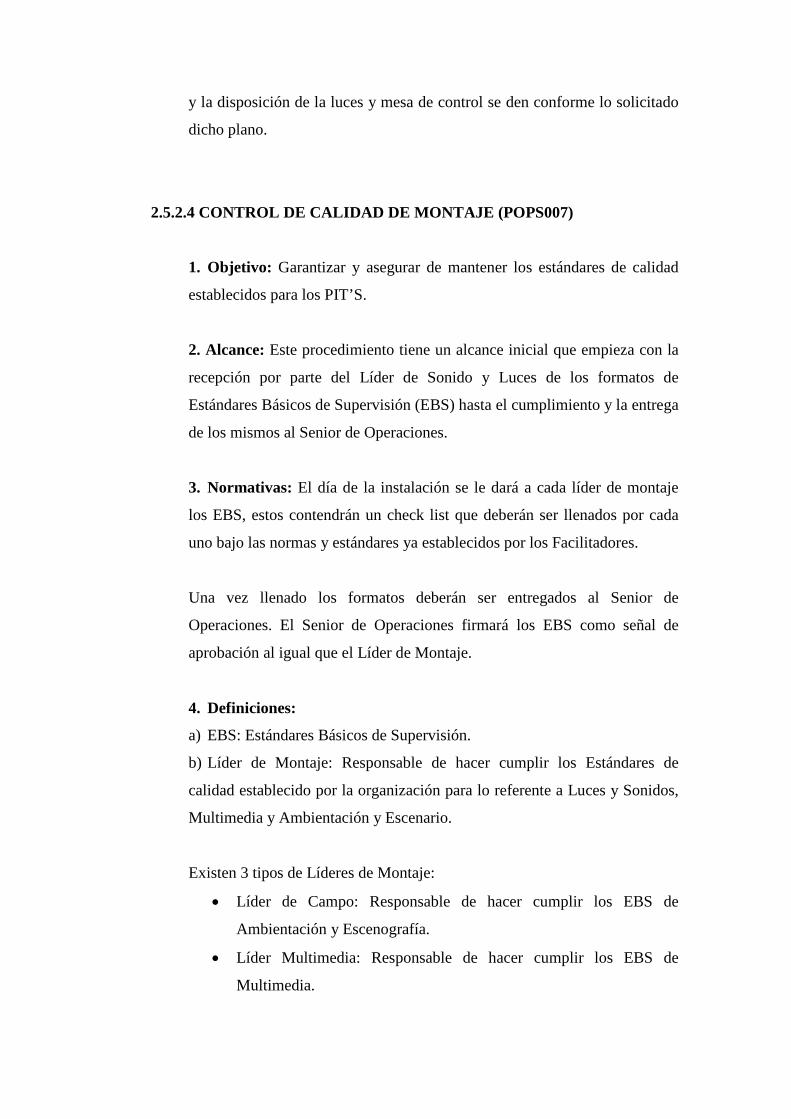
y la disposición de la luces y mesa de control se den conforme lo solicitado
dicho plano.
2.5.2.4 CONTROL DE CALIDAD DE MONTAJE (POPS007)
1. Objetivo: Garantizar y asegurar de mantener los estándares de calidad
establecidos para los PIT’S.
2. Alcance: Este procedimiento tiene un alcance inicial que empieza con la
recepción por parte del Líder de Sonido y Luces de los formatos de
Estándares Básicos de Supervisión (EBS) hasta el cumplimiento y la entrega
de los mismos al Senior de Operaciones.
3. Normativas: El día de la instalación se le dará a cada líder de montaje
los EBS, estos contendrán un check list que deberán ser llenados por cada
uno bajo las normas y estándares ya establecidos por los Facilitadores.
Una vez llenado los formatos deberán ser entregados al Senior de
Operaciones. El Senior de Operaciones firmará los EBS como señal de
aprobación al igual que el Líder de Montaje.
4. Definiciones:
a) EBS: Estándares Básicos de Supervisión.
b) Líder de Montaje: Responsable de hacer cumplir los Estándares de
calidad establecido por la organización para lo referente a Luces y Sonidos,
Multimedia y Ambientación y Escenario.
Existen 3 tipos de Líderes de Montaje:
• Líder de Campo: Responsable de hacer cumplir los EBS de
Ambientación y Escenografía.
• Líder Multimedia: Responsable de hacer cumplir los EBS de
Multimedia.

• Líder de Sonido y Luces: Responsable de hacer cumplir los EBS de
Sonido y Luces.
El Proceso de Control de Calidad de Montaje se realiza según se muestra en
el siguiente gráfico:
Gráfico II-4. Diagrama del Control de Calidad (POPS007)
Fuente: Montaje de la Escenografía Supera
Se aprecia en el gráfico que el responsable del cumplimiento de los
estándares de calidad es el Senior de Operaciones, quien en coordinación con
los 3 Líderes de Montaje y velará por el cumplimiento de las normativas de
dicho proceso. Para garantizar que estos requerimientos se cumplan sin
percances, se ha establecido que se realicen controles por lo menos con una
hora de anticipación del inicio del programa, para ello se realizarán
verificaciones utilizando los siguientes documentos:
• Estándares Básicos de Supervisión de Multimedia FOPS006 (ver
Figura 14)

• Estándares Básicos de Supervisión de Ambientación y Escenario
FOPS007 (ver Figura 15)
• Estándares Básicos de Supervisión de Sonido e Iluminación
FOPS008 (ver Figura 16)
A continuación se detallan cada uno de los documentos generados durante el
proceso de Montaje de la Escenografía:
Figura 14: Estándares Básicos de Supervisión de Multimedia FOPS006
Fecha
Empresa
Lugar
Área del Salón Adecuado No Adecuado Observaciones
123456 Doble mesa en el control multimedia
Conexiones:1 Cableado estirado(*)
Nota:La presente hoja de control tiene por objetivo garantizar los estandares de Supera S.A. De todos los items arriba mencionado se tendran en suma considración estos puntos criticos que estan marcados con (*)
Proyectores probados(*)
Mesa de control Limpia y ordenada
Calidad de señal(*)Calidad de Imagen(*)Cámara de proyección(*)
Multimedia:
ESTÁNDARES BÁSICOS DE SUPERVISIÓN DE MULTIMEDIA
H oj a de Control FOPS006 V1.0
Fuente: La Empresa
En este documento se genera la información de control de calidad para el
adecuado funcionamiento de la parte multimedia, la misma que será llenada
por el Líder de Multimedia una hora antes como mínimo del comienzo del
PIT.
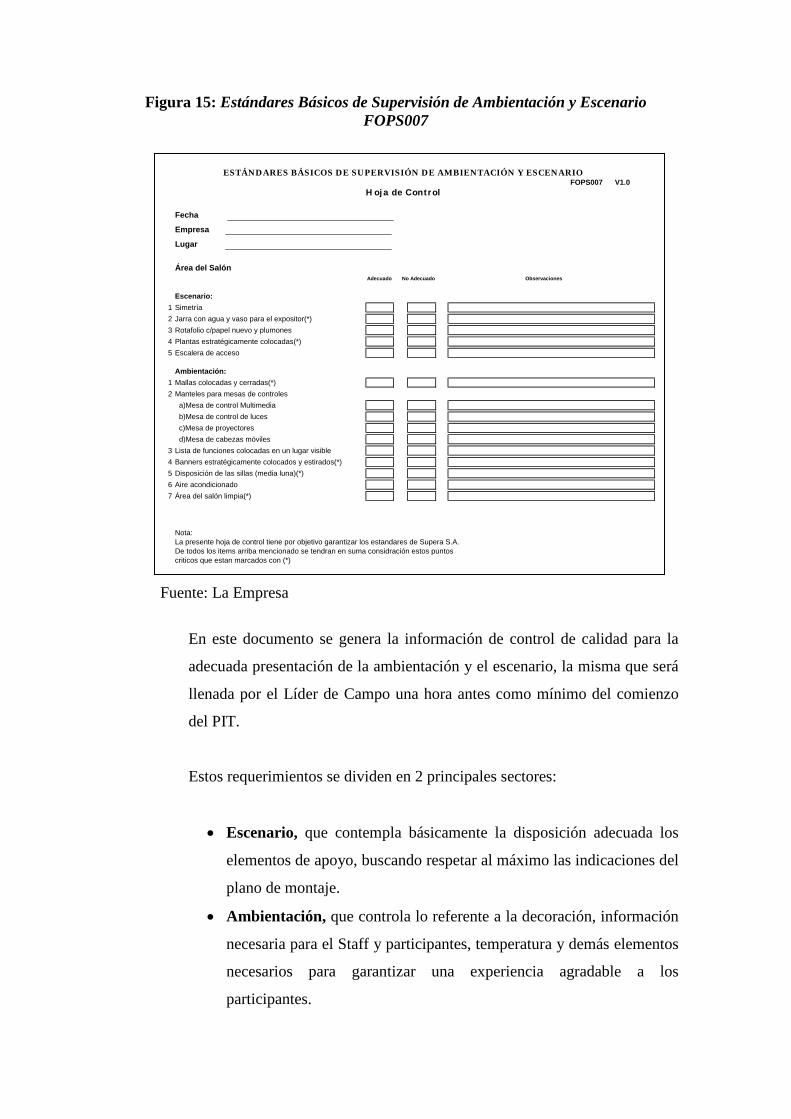
Figura 15: Estándares Básicos de Supervisión de Ambientación y Escenario FOPS007
Fecha
Empresa
Lugar
Área del Salón Adecuado No Adecuado Observaciones
12345
Ambientación:1 Mallas colocadas y cerradas(*)2 Manteles para mesas de controles
a)Mesa de control Multimedia b)Mesa de control de luces c)Mesa de proyectores d)Mesa de cabezas móviles
3 Lista de funciones colocadas en un lugar visible4 Banners estratégicamente colocados y estirados(*)5 Disposición de las sillas (media luna)(*)6 Aire acondicionado7 Área del salón limpia(*)
Nota:La presente hoja de control tiene por objetivo garantizar los estandares de Supera S.A. De todos los items arriba mencionado se tendran en suma considración estos puntos criticos que estan marcados con (*)
ESTÁNDARES BÁSICOS DE SUPERVISIÓN DE AMBIENTACIÓN Y ESCENARIO FOPS007 V1.0
H oj a de Control
Escenario:SimetríaJarra con agua y vaso para el expositor(*)Rotafolio c/papel nuevo y plumones Plantas estratégicamente colocadas(*)Escalera de acceso
Fuente: La Empresa
En este documento se genera la información de control de calidad para la
adecuada presentación de la ambientación y el escenario, la misma que será
llenada por el Líder de Campo una hora antes como mínimo del comienzo
del PIT.
Estos requerimientos se dividen en 2 principales sectores:
• Escenario, que contempla básicamente la disposición adecuada los
elementos de apoyo, buscando respetar al máximo las indicaciones del
plano de montaje.
• Ambientación, que controla lo referente a la decoración, información
necesaria para el Staff y participantes, temperatura y demás elementos
necesarios para garantizar una experiencia agradable a los
participantes.
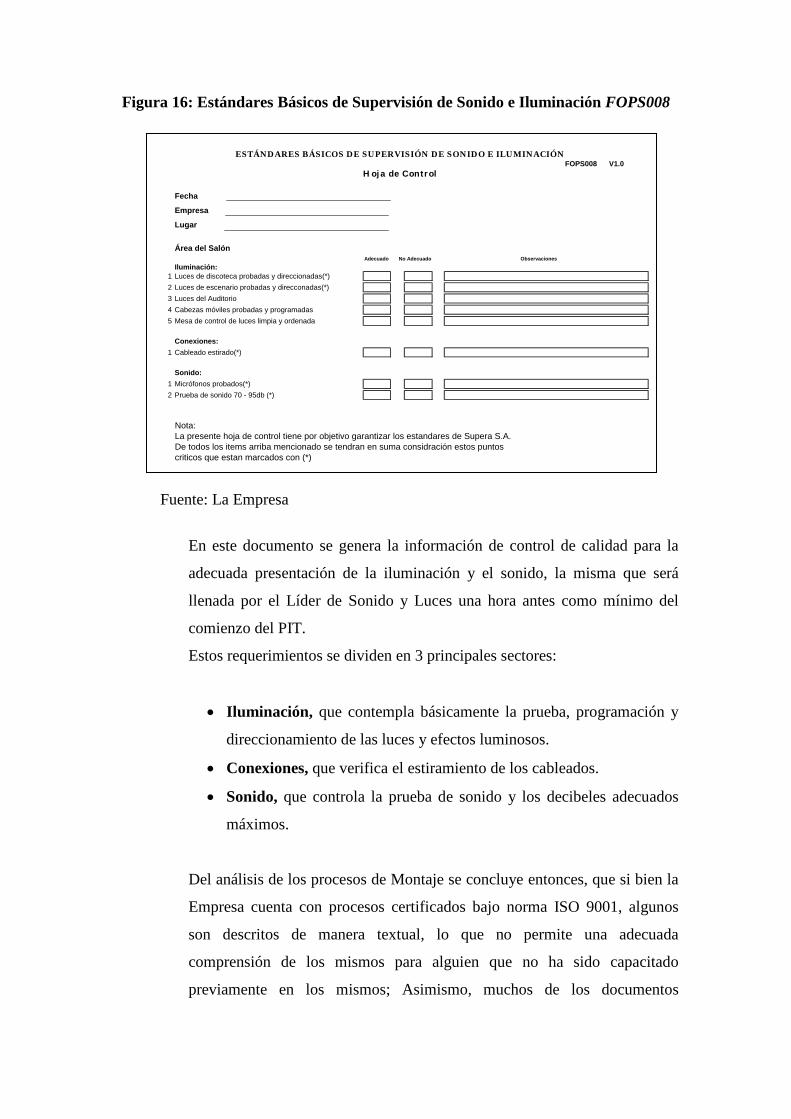
Figura 16: Estándares Básicos de Supervisión de Sonido e Iluminación FOPS008
Fecha
Empresa
Lugar
Área del Salón Adecuado No Adecuado Observaciones
Iluminación:1 Luces de discoteca probadas y direccionadas(*)2345
Conexiones:1 Cableado estirado(*)
12
Nota:La presente hoja de control tiene por objetivo garantizar los estandares de Supera S.A. De todos los items arriba mencionado se tendran en suma considración estos puntos criticos que estan marcados con (*)
ESTÁNDARES BÁSICOS DE SUPERVISIÓN DE SONIDO E ILUMINACIÓN FOPS008 V1.0
H oj a de Control
Luces de escenario probadas y direcconadas(*)Luces del AuditorioCabezas móviles probadas y programadasMesa de control de luces limpia y ordenada
Sonido:Micrófonos probados(*)Prueba de sonido 70 - 95db (*)
Fuente: La Empresa
En este documento se genera la información de control de calidad para la
adecuada presentación de la iluminación y el sonido, la misma que será
llenada por el Líder de Sonido y Luces una hora antes como mínimo del
comienzo del PIT.
Estos requerimientos se dividen en 3 principales sectores:
• Iluminación, que contempla básicamente la prueba, programación y
direccionamiento de las luces y efectos luminosos.
• Conexiones, que verifica el estiramiento de los cableados.
• Sonido, que controla la prueba de sonido y los decibeles adecuados
máximos.
Del análisis de los procesos de Montaje se concluye entonces, que si bien la
Empresa cuenta con procesos certificados bajo norma ISO 9001, algunos
son descritos de manera textual, lo que no permite una adecuada
comprensión de los mismos para alguien que no ha sido capacitado
previamente en los mismos; Asimismo, muchos de los documentos

generados están desactualizados y necesitan una mejor interpretación en
cuanto a los recursos de entrada y salida, así como los responsables y
medios de control de dichos procesos.
Estas desactualizaciones, las fallas en la planeación y las formas no
eficientes de control están generando en el Área de Operaciones,
incumplimientos en sus funciones dentro de la empresa, lo que a su vez está
generando algunos problemas que mencionaremos a continuación.
A estos resultados hay que añadir los inconvenientes de la inexistencia de
una planificación y ejecución adecuada para los programas y talleres
dictados por la empresa, por lo que se ha considerado que dicho sistema
puede ser mejorado, aún más, en vista que al analizar los resultados de los
principales procesos en las operaciones se encontró lo siguiente:
2.6. Problemas actuales y potenciales
A partir del crecimiento vertiginoso dado en la Organización Supera se fueron
detectando una serie de circunstancias desfavorables (especialmente en el área
de operaciones) en cuanto al uso de recursos y la gestión de las operaciones, lo
que se traduce en una baja en la eficiencia de la productividad y un resultado
por debajo del esperado de la utilidad de las operaciones a nivel de costos.
Este análisis de los problemas encontrados se ven sustentados al comparar 05
indicadores de control de la gestión y costos de la empresa, los mismos que
están saliendo de los parámetros y estándares definidos por la empresa:
1. Pérdida de equipos y materiales para devolución
2. Incremento del inventario de almacén de operaciones
3. Resultados no adecuados de calidad durante el montaje
4. Incremento de la mano de obra del personal de operaciones
5. Problemas de Interrelación del Área de Operaciones con las demás áreas
A continuación se mostrarán los cuadros que sustentan lo anteriormente descrito,
pero antes es necesario resaltar que las unidades de medida varían para cada
cuadro, pues la complejidad de las operaciones determina que para unos

casos las medidas se den en escala de tiempo anuales, mientras que para
otros casos se harán por número de Programas (PIT’S) dictados:
2.6.1 Pérdida de equipos y materiales para devolución
Como se puede apreciar en el cuadro 5, existe un problema que se está
haciendo cada vez mayor en cuanto al control de los equipos y materiales40
llevados y regresados durante los PIT’S, dichas pérdidas están mermando
el control logístico e incrementando los costos de reposición.
Cuadro 5. Pérdida de equipos y materiales para devolución
1 2 3 4 5 6 7 8 9 10 11 12 TotalR 0.80 0.90 1.00 0.70 0.75 0.80 0.90 0.60 0.65 0.70 0.80 0.70O 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
I (S/.) -1360 -680 0 -2040 -1700 -1360 -680 -2720 -2380 -2040 -1360 -2040 -18360Fuente: Información Logística
0%
100%
200%
1 2 3 4 5 6 7 8 9 10 11 12
1.- Control logístico de equipo y materialesTarget: 70 % Regular
R
O
Leyenda: R: Real O: Objetivo I: Índice de Pérdida monetizado (S/.)
Eje X: Número de PIT’S realizados (Muestra = 12 PIT’S)
Eje Y: % de Efectividad en la devolución de materiales y equipos
Fuente: Departamento Logística Organización Supera
Podemos observar que solamente en un PIT (el número 3) se cumplió con
la devolución total de materiales y equipos requeridos. Esto hace suponer
que existe una cantidad considerable de materiales e insumos que no se
logran recuperar, ya sea por pérdidas, olvidos o mal uso de los mismos. 40 Equipos y materiales como por ejemplo: Equipos de sonido, luces de salón, luces y efectos inteligentes, equipos multimedia, consolas de sonido, amplificadores de señal, cañones seguidores, materiales de trabajo, vestuarios, cablería, etc.

Dicho problema está ocasionando pérdidas y desequilibrios en los
almacenes logísticos, como el incremento continuo de los mismos, sin
considerar las fricciones internas.
El monto calculado de pérdidas en los últimos 12 programas es de: S/.
18,360.00 nuevos soles
2.6.2 Incremento del inventario de almacén de operaciones
Existe un problema que se está complicando cada vez más pues el análisis
nos muestra un crecimiento prácticamente lineal en lo que a inventarios se
refiere (ver cuadro 6).
Cuadro 6. Control Logístico de Equipos y Materiales de los Programas
2005 2006 2007 2008 2009 2010R 86500 87350 92950 101500 111250 115750 122200 125300 133200 136500 143200 155250O 90000 90000 90000 90000 100000 100000 100000 120000 120000 130000 130000 130000
I (US$) -3500 -2650 2950 11500 11250 15750 22200 5300 13200 6500 13200 25250Fuente: Información Contabilidad
86500
155250
$80,000
$110,000
$140,000
$170,000
2005 2006 2007 2008 2009 2010
2.- Inventario de almacén de operaciones Target: 0% Pésimo
R
O
Leyenda: R: Real O: Objetivo I: Índice de Pérdida monetizado (US$)
Eje X: Periodo en Años desde la consolidación de los almacenes de la empresa hasta
diciembre del 2010
Eje Y: Valorización de los inventarios en US$
Fuente: Departamento Contabilidad Organización Supera
Como se muestra en el cuadro 6, los inventarios de equipos, materiales e
instrumentos están aumentando considerablemente, al punto que ya
sobrepasaron el objetivo máximo planteado en un principio por la empresa.

Esto es debido a que continuamente se están mejorando y actualizando los
mismos, lo que ocasiona incrementos en los activos fijos y su
mantenimiento (muchas veces “olvidado”), ocasionando a veces, que los
resultados durante los montajes no tengan la calidad esperada.
El Incremento del inventario calculado en el último año es de: US$/.
25,250.00 dólares americanos, con un equivalente en soles de S/.
65,650.00 nuevos soles.
2.6.3 Resultados no adecuados de calidad durante el montaje
Un problema que se está presentando de manera reiterativa, pero sin
mucha repercusión, puesto que aún está en la escala de bueno (target de la
empresa), es el de la calidad del montaje como se puede observar en el
siguiente cuadro.
El control de calidad está referido al cumplimiento del Procedimiento
POPS007, descrito anteriormente y adicionalmente se contabiliza el
número de fallas con impacto directo en el cliente durante los PIT’S.
Algunos ejemplos de fallas que tocan directamente la experiencia con los
clientes: Falla del micrófono del expositor, pérdida de señal de monitores,
distorsión en las pistas de audio y video, acoplamientos de audios, pérdida
de potencia en el suministro eléctrico, temperatura del medio ambiente
fuera de los rangos establecidos, materiales defectuosos, etc.

Cuadro 7. Control de calidad del montaje de los Programas
1 2 3 4 5 6 7 8 9 10 11 12 TotalR 0.95 0.99 0.98 0.99 0.97 1.00 0.98 0.95 0.89 0.91 0.85 0.87O 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
I (S/.) -1150 -230 -460 -230 -690 0 -460 -1150 -2530 -2070 -3450 -2990 -15410Fuente: Información Producto
50%
100%
150%
1 2 3 4 5 6 7 8 9 10 11 12
3.- Control de calidad en el montaje Target: 87 % Bueno
R
O
Leyenda: R: Real O: Objetivo I: Índice de Pérdida monetizado (S/.)
Eje X: Número de PIT’S realizados (Muestra = 12 PIT’S)
Eje Y: % de Efectividad en el chequeo de calidad y fallas durante la ejecución del PIT
Fuente: Departamento Producto Organización Supera
El cuadro 7 muestra que en los últimos 12 programas se está dando una
serie de faltas de calidad en el montaje de los equipos. Dicha mala calidad
genera reprocesos41 y sobre-costos debido a las pérdidas de horas-hombre
valiosas (pues se trabaja con tiempos muy ajustados). Esto genera un
efecto rebote de falta de personal por el incremento de las operaciones. Si
bien es cierto, el target muestra un proceso bueno, cabe mencionar que no
se están considerando otros factores generadores de insatisfacciones como
los accidentes y sus repercusiones directas en las negociaciones y
recompras con los clientes de ocurrir algún tipo de desperfecto que atente
contra la seguridad de los participantes durante los programas, lo que
elevaría enormemente las pérdidas.
Las Pérdidas en los últimos 12 programas tienen un total de: S/. 15,410.00
nuevos soles
41 Generalmente son las acciones tomadas sobre un producto no conforme para que cumpla con los requisitos necesarios; es decir, volver a procesarlo.

2.6.4 Incremento de la mano de obra del personal de operaciones
Este incremento de la mano de obra se está escapando de los pronósticos
iniciales del departamento de RR.HH. y como consecuencia está afectando
a las áreas de contabilidad y finanzas (ver cuadro 8)
Cuadro 8. Mano de Obra del Personal de Operaciones
ROI -16800 -3210042000 18600 11160 -6000
138600132600
154800138000
176100144000
2005 2006 2007 200860000102000
90600109200
109200120360
Fuente: Información Contabilidad
2009 2010
S/. 0S/. 20,000S/. 40,000S/. 60,000S/. 80,000
S/. 100,000S/. 120,000S/. 140,000S/. 160,000S/. 180,000S/. 200,000
2005 2006 2007 2008 2009 2010
4.- Mano de obra del personal de operaciones Target: 0 % Malo
R
O
Leyenda: R: Real O: Objetivo I: Índice de Pérdida monetizado (S/.)
Eje X: Periodo en años
Eje Y: Valorización de la mano de obra en S/.
Fuente: Departamento Contabilidad Organización Supera
La mano de obra del personal encargado de las operaciones de montaje,
está aumentando conforme se van contratando nuevos trabajadores para
suplir las deficiencias del montaje. Asimismo, se está teniendo en cuenta
los sobrecostos, producto del voluntariado adicional que se contrata debido
a los reprocesos durante las operaciones. Esta tendencia según se ha
pronosticado por el área de RR.HH. continuará creciendo entre un 10 y un
15 % más, pues se estima que los contratos y negociaciones con los
clientes también aumentarán.
I

Dicho Incremento de la mano de obra de operaciones en el último año
llega a: S/. 32,100.00 nuevos soles
2.6.5 Problemas de Interrelación del Área de Operaciones con las demás
áreas
Como es de suponer, todos estos problemas están generando al interior de
la organización algunas fricciones entre las áreas involucradas en el
proceso descrito. Dicho malestar se está reflejando en las auditorías y
controles que hace la Organización (ver cuadro 9)
Cuadro 9. Resultado del Capital Humano, Clientes Internos y la Interrelación
entre las Áreas de la Organización
Leyenda: Objetivo Cliente Interno: 5 Objetivo Capital Humano >4
MBO: Management by Objetives (Gerenciamiento por Objetivos): Es la manera como se
miden a las áreas de la empresa en base a los objetivos establecidos anualmente)
Fuente: BSC42 Supera – Sistema Gestión de Calidad (SGC)
42 BSC: Balance Score Card.o El Cuadro de Mando Integral en español, que proporciona una estructura para transformar una estrategia en términos operativos” (Kaplan 2000:22)

Se aprecia que el Área de Operaciones es la que menor nota ha conseguido
de todas las áreas de la empresa43 en los dos indicadores relacionados a la
interrelación de las áreas de la organización, dicha interrelación puede
repercutir, de manera no muy adecuada, en la productividad general de la
empresa.
Se concluye entonces, que debido a los problemas presentados, las pérdidas
anuales para la empresa ascienden en resumen a:
Considerando un factor de 2 PIT´s al mes (valor conservador)
1. Pérdida de equipos y materiales para devolución: S/. 36,720.00
2. Incremento del inventario de almacén: S/. 65,650.00
3. Resultados no adecuados de calidad: S/. 30,820.00
4. Incremento de la mano de obra del personal: S/. 32,100.00
TOTAL: S/. 165,290.00
Como se logra apreciar del análisis realizado, al mejorar la gestión y
disminuir los costos de las operaciones mediante una adecuada
administración de los procesos de planificación y ejecución de los
programas (PIT´s), se logrará superar estos problemas encontrados en los
indicadores de la empresa (la mayoría generados en las dos primeras etapas
de los procesos de operaciones) e incrementará la productividad de la
empresa. Al respecto Render y Heizer comentan:
“(…) los incrementos en la productividad dependen de tres variables de
productividad: 1. Mano de obra, que contribuye en casi 10% del incremento anual
2. Capital, el contribuye en casi 38% del incremento anual
3. Administración, que contribuye alrededor de 52% del incremento anual
Estos tres factores son decisivos para incrementar la productividad” (Heizer\Render 2004:16)
43 Mantenimiento pertenece a Operaciones pero para efectos de presentación de resultados se consideró como área aparte

sto se evidencia en los problemas encontrados anteriormente, pues la
pérdida de equipos y materiales junto con los problemas de control de
calidad son actividades que actualmente no son controladas
adecuadamente y que pertenecen a los procesos de Planificación y Montaje
de la escenografía.
Asimismo, el incremento de activos y mano de obra se viene dando en
gran parte por los reprocesos (producto de la mala planificación y
ejecución), subcontratación de personal (para suplir los reprocesos) y
adquisición de más equipos (para compensar de alguna manera la falta de
mantenimiento de equipos al no existir un proceso que garantice el
mantenimiento de los mismos). Por lo descrito anteriormente, toma
relevancia el revisar, generar y mejorar los procesos de planificación y
ejecución de operaciones que permita incrementar la competitividad de la
empresa, mejorando sus resultados operativos y financieros.
2.7. Identificación de las causas del problema
Del estudio llevado a cabo, se ha podido identificar los siguientes problemas,
que originan costos considerables para la empresa:
1. Pérdida de equipos y materiales para devolución
2. Incremento del inventario de almacén de operaciones
3. Resultados no adecuados de calidad durante el montaje
4. Incremento de la mano de obra del personal de operaciones
El siguiente paso es encontrar cuáles son las causas raíces reales y luego de
corregirlas generar los cambios y mejoras en los procesos para que no se
vuelvan a repetir en el futuro. Para eso se seguirá la metodología siguiente.
2.7.1 Utilización del Flujograma de Alto Nivel
Para comprender mejor cuál es el mecanismo de flujo y los actores que
intervienen en el proceso donde se generan los problemas actuales, se

utilizará la metodología consultada y se empleará en primer lugar la
técnica del Flujograma de Alto Nivel.
a. Pérdida de equipos y materiales para devolución
Como primer paso de la búsqueda de las causas raíces para la pérdida de
equipos y materiales, se ha considerado generar un flujograma que
identifique claramente los actores y el flujo por donde se genera el
proceso.
Gráfico III-1. Flujograma de Alto Nivel - Índice de Mermas y Pérdidas
FLUJOGRAMA DE ALTO NIVEL - INDICE DE MERMAS Y PÉRDIDAS
Operaciones procesa el
pedido
Embalaje, Transporte,Carga
y DescargaDpto. Negocios
Brinda Servicio
Control Logístico
Productos cumplen
especificaciones
Yes
Reciclaje, Reproceso
No
Indice de Mermas y Pérdidas
Fuente: Elaboración Propia
Del gráfico se determina que las áreas directamente involucradas en el
control son las áreas de Operaciones y Logística, no obstante el Área de
Logística solamente establece un control antes de la carga de equipos y
materiales. Adicionalmente se logra ver que según el flujograma es en la

etapa de embalaje carga y descarga donde se producen la mayor cantidad
de reprocesos.
b. Incremento del inventario de almacén de operaciones
Para comprender mejor este problema se genera igualmente el flujograma
que identificará claramente los actores y el flujo por donde se genera el
proceso.
Gráfico III-2. Incremento del inventario de almacén de operaciones
FLUJOGRAMA DE ALTO NIVEL – INCREMENTO DEL INVENTARIO DE ALMACÉN
Solcitud de Compra del
Cliente
Operaciones recepciona el
pedido
Operaciones procesa el
pedido
Logística coordina la compra de urgencia
Contamos con stock de equipos
Yes
No
Gerencia Financiera
efectúa compra
Gerencia General aprueba
compra
1
Leyenda: 1 = Se realiza la compra del requerimiento
Fuente: Elaboración Propia
Del gráfico se determina que las áreas directamente involucradas en el
problema son las áreas de Operaciones, Logística, y Gerencia General, no
obstante el Área de Logística solamente coordina la compra pero no
procesa el pedido, dándole de esta manera un “poder” de decisión de
compra quizás innecesario. Adicionalmente a esto no se considera el
contar con stock a los equipos que están parados por falta de
mantenimiento y que en el mejor de los casos de volverlos operativos
mejoraría dicho nivel.
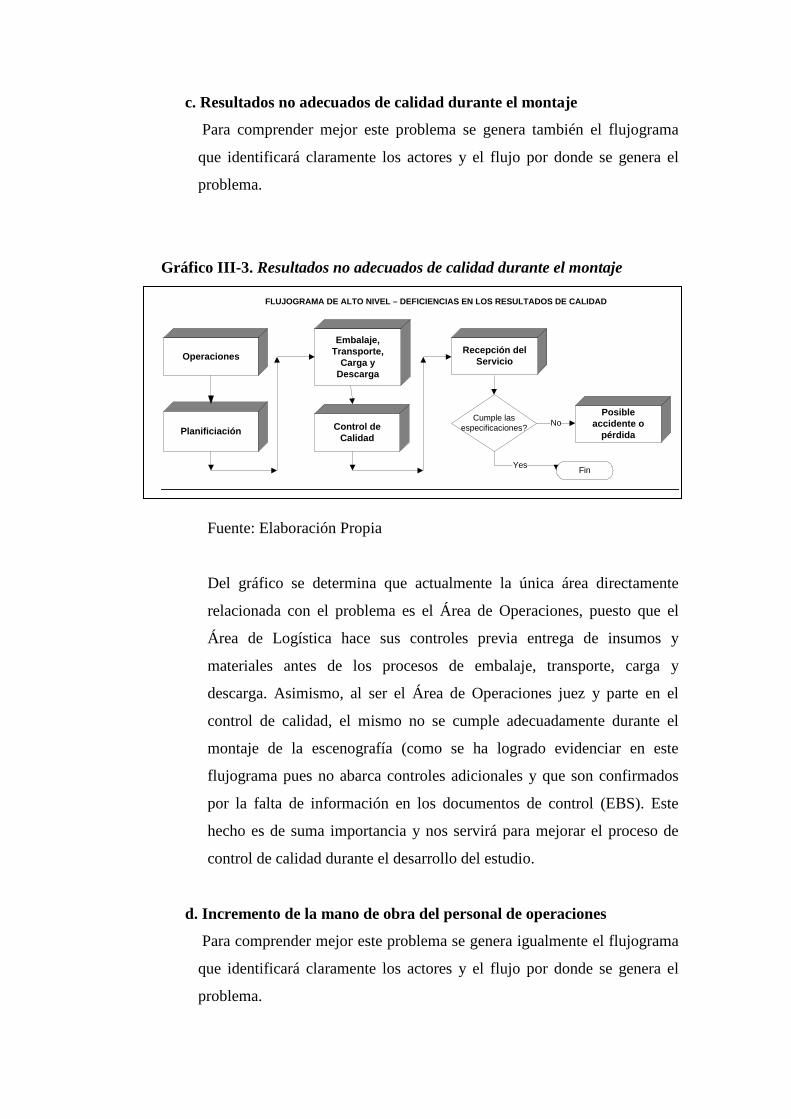
c. Resultados no adecuados de calidad durante el montaje
Para comprender mejor este problema se genera también el flujograma
que identificará claramente los actores y el flujo por donde se genera el
problema.
Gráfico III-3. Resultados no adecuados de calidad durante el montaje
Operaciones
Planificiación
Embalaje, Transporte,
Carga y Descarga
Control de Calidad
FLUJOGRAMA DE ALTO NIVEL – DEFICIENCIAS EN LOS RESULTADOS DE CALIDAD
Recepción del Servicio
Cumple las especificaciones?
Yes Fin
NoPosible
accidente o pérdida
Fuente: Elaboración Propia
Del gráfico se determina que actualmente la única área directamente
relacionada con el problema es el Área de Operaciones, puesto que el
Área de Logística hace sus controles previa entrega de insumos y
materiales antes de los procesos de embalaje, transporte, carga y
descarga. Asimismo, al ser el Área de Operaciones juez y parte en el
control de calidad, el mismo no se cumple adecuadamente durante el
montaje de la escenografía (como se ha logrado evidenciar en este
flujograma pues no abarca controles adicionales y que son confirmados
por la falta de información en los documentos de control (EBS). Este
hecho es de suma importancia y nos servirá para mejorar el proceso de
control de calidad durante el desarrollo del estudio.
d. Incremento de la mano de obra del personal de operaciones
Para comprender mejor este problema se genera igualmente el flujograma
que identificará claramente los actores y el flujo por donde se genera el
problema.

Gráfico III-4. Incremento de la mano de obra del personal de operaciones
FLUJOGRAMA DE ALTO NIVEL – INCREMENTO DEL OUTSOURCING
Solcitud de Compra del
Cliente
Operciones recepciona el
pedido
Operaciones procesa el
pedido
RRHHH. Cordina la
contratación de
Outsourcing
Contamos con personal
completo
No
Producto capacita nuevo
personal
Gerencia General
aprueba la contratación
Yes
Embalaje, Transporte,Carg
a y Descarga
Facturación Despacho
Personal del Outsourcing
Fuente: Elaboración Propia
Del gráfico se determina que actualmente las áreas relacionadas con el
problema son el Área de Operaciones, RRHH, Gerencia General y
Producto (esta en menor parte pues simplemente se dedica a capacitar).
No obstante en la práctica se ha llegado a verificar que muchas veces,
sino es la mayoría de ellas, el Área de Operaciones es quien realmente
hace las contrataciones de personal, por lo menos del outsourcing, ya que
ni RRHH, ni Gerencia General están en el lugar donde se desarrollan y
planifican los PIT’S y al parecer han cedido esa facultad de contratar al
Área de Operaciones.
Se concluye entonces, que luego de realizar los Flujogramas de Alto Nivel, ya se
cuenta con la información adecuada de quienes son los actores principales y
responsables directos del proceso que está incurriendo en anomalías. La
Metodología indica entonces, que se genere el análisis de causas para determinar
las causas raíces de dichos problemas. En este sentido se procederá a utilizar una
herramienta para la identificación de dichas causas raíces.

A continuación y utilizando la metodología consultada, se procede a realizar el
análisis de causalidad utilizando el método de Ishikawa44 o causa-efecto, o
conocido también como “espina de pescado” (ver gráficos III.1 al III.4).
2.7.2 Análisis de Causas
Se procederá a realizar los respectivos análisis de causas de los 4 problemas
encontrados, los mismos que serán comentados al final de las gráficas.
44 Método de análisis mediante el cual se organizan y representan las diferentes teorías propuestas sobre las causas de un problema.

Gráfico IV.1. Incremento de Mermas y Pérdidas
Fuente: Elaboración Propia

Gráfico IV.2. Incremento de Inventarios de Almacén
Fuente: Elaboración Propia

Gráfico IV.3. Resultados no adecuados de calidad durante el montaje
Fuente: Elaboración Propia

Gráfico IV.4. Incremento del Outsourcing y Mano de Obra
Fuente: Elaboración Propia

Como se logra observar, las causas básicas y raíces se van manifestando
según se avance o profundice, en el análisis de los problemas mostrados; y
dependiendo del grado de repetición de las mismas se van clasificando
para posteriormente determinar cuáles son las más relevantes y que
generan la mayor parte de dichos problemas.
2.7.3 Determinación de Causas Raíces
Una vez realizado el análisis de causas con el método enunciado, se
empieza a generar la tabla de causas raíces dependiendo del grado de
repetición descubierto en los diagramas de Ishikawa (ver tabla de
clasificación y resultados).
Tabla de Clasificación y Resultados de las Causas Raíces
Mala Planificación del Trabajo
4 5 1 5 15
Tiempos muy cortos de ejecución
4 0 4 3 11
Falta de Control de Calidad al Inicio de los Procesos
5 0 4 2 11
Falta de cruce real de información de Inventario
3 4 2 1 10
Ingreso de Nuevos Equipos y Materiales
2 3 1 0 6
Falta de Capacitación de M.O.
1 1 4 1 7
Personal No Involucrado y No Especializado
1 0 2 4 7
TOTAL REPETICIONES
Incremento del inventario de almacén
de operaciones
Incremento de la mano de obra del
personal de operaciones
Deficiencias en los resultados de calidad durante el montaje
Índice de Mermas y Pérdidas por deficiente
control logísitico de equipos y materiales
PROBLEMAS
CAUSAS RAÍCES
Fuente: Elaboración Propia
Se aprecia que para los 04 problemas enunciados, se han encontrado
principalmente y en mayor número de incidencia 07 causas raíces. Estas
causas raíces se contabilizan y analizan según el grado de repercusión que
tienen para todos y cada uno de los problemas; lográndose así, determinar

que las primeras 04 causas raíces son las que mayor peso tienen sobre el
resultado total obtenido.
Para validar este resultado es necesario realizar un cuadro comparativo con
el histórico de los últimos 12 programas en donde se pondrán a descubierto
todas las causas potenciales encontradas y se ponderarán sus pesos de
acuerdo a sus índices de recurrencia, impacto operacional, seguridad y
medio ambiente, lo que generará el índice de criticidad requerido.
El criterio a utilizar para encontrar el índice de criticidad será el siguiente:
CRITICIDAD = (Recurrencia de Eventos x Consecuencias)
Consecuencias = (Impacto Operacional + Impacto en Seguridad y
Ambiente)
Recurrencia de Eventos: - Pésimo > 2 problemas / programa 7 - Malo 1 a 2 problemas / programa 5 - Regular 1 problema / programa 1 Impacto Operacional: - Parada inmediata de toda la operación 10 - Parada parcial e influye en otros equipos 8 - Impacta en niveles de operaciones o calidad 5 - Incremento en costos operacionales adicionales 3
- No genera ningún efecto significativo en las operaciones 1
Impacto en Seguridad y Ambiente: - Afecta la seguridad humana / ambiente 8 - Afecta las instalaciones y equipos daños severos 6 - Provoca daños menores (accidentes e incidentes) 4
- provoca molestias mínimas a instalaciones, equipos o ambiente 2
Fuente: Elaboración Propia

A continuación se mostrarán las tablas con los históricos de la empresa en
donde se logrará apreciar con claridad todas las causas potenciales
encontradas con Ishikawa, las mismas que se ponderarán mediante la
fórmula y los criterios mencionados anteriormente. (Ver tabla Análisis de
Causas y Problemas Encontrados).

CAUSAS TOTAL RECURR. IMPACTO IMPACTO TOTAL NIVEL
PROBLEMAS 1 2 3 4 5 6 7 8 9 10 11 12 RECURR. DE EVENTOS OPERACIONAL SEGUR. Y M.A. CONSEC. CRITICIDAD
Falta de mantenimiento preventivo 1 1 1 1 1 5 1 3 2 5 5Mala planificación de trabajo 1 1 1 1 2 1 1 2 1 1 1 1 14 7 5 4 9 63Descalibración sistemas y equipos obsoletos 1 1 1 1 1 1 1 1 1 9 5 5 4 9 45Falta de cruce de información de inventario 2 1 1 1 3 1 1 2 1 13 7 3 6 9 63Falta de repuestos en stock 1 1 1 1 4 1 3 1 4 4Equipos no codificados e inventariados 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 1 4 20Exceso de trabajo nocturno 1 1 2 1 5 1 5 2 7 7Errores en procesos 1 1 1 1 1 5 1 8 2 10 10Cansancio físico del personal 1 1 1 1 1 5 1 5 4 9 9Desorden en inventario 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25Falta de C.C. al inicio de los procesos 1 1 1 2 1 1 1 1 1 1 1 12 5 8 4 12 60Mala calidad de materiales y/o insumos 1 1 1 1 1 5 1 8 6 14 14No interesa al personal / desmotivación 1 1 1 1 1 5 1 5 4 9 9Desconocimiento de funciones 1 1 2 1 1 1 1 1 1 10 5 5 2 7 35Largo proceso de aprendizaje 1 1 1 3 1 3 1 4 4Falta de capacitación de M.O. 1 1 2 1 1 1 1 1 2 11 5 5 4 9 45Materia prima mal codificada y/o registrada 1 1 1 1 4 1 3 2 5 5Incumplimientos en plazos de entregas MP 1 1 1 1 1 1 6 5 3 2 5 25Rotura de stock 1 1 1 1 1 1 1 7 5 3 2 5 25Falta sistema mecanizado (gestión despacho) 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25No hay liquidez 1 1 1 3 1 10 1 11 11Falta de control de salidas y reingresos equipos 1 1 1 1 1 1 1 7 5 3 1 4 20Exceso de compras de insumos y equipos 2 1 1 1 1 1 7 5 3 2 5 25Poca capacidad de información para ejecución 1 1 2 1 5 1 8 1 9 9Compras de último momento 1 1 1 1 1 1 1 7 5 3 2 5 25G.General no da visto bueno a orden de compra 1 1 1 3 1 10 1 11 11Procesos de adquisición no normalizados 1 1 1 1 1 1 6 5 3 2 5 25No hay reel técnico detallado de equipos 1 1 1 1 1 1 1 1 8 5 5 1 6 30Se generan demoras en consulta a proveedores 1 1 1 1 1 1 1 1 8 5 3 1 4 20Política de empresa de aceptar todos los pedidos 2 1 1 1 1 6 5 1 1 2 10Se mantiene en Stand-by compra de equipos adecuados 1 1 1 1 4 1 3 2 5 5Tiempos muy cortos de ejecución 1 3 1 1 1 1 2 1 2 1 14 7 5 4 9 63Falta control eficiente de costos 1 1 1 1 2 1 7 5 5 1 6 30No hay planificación de recursos financieros en compras 1 2 1 1 5 1 3 1 4 4Falta gestión comercial adecuada con proveedores 1 1 1 1 1 1 1 7 5 3 1 4 20Falta de software de manejo de inventarios 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 1 4 20Desconocimiento de ciclo de vida de equipos 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25No hay conocimiento del stock de reposición 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25Gran cantidad de residuos y "huesería" en almacén 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25Compras compulsivas de nuevas tecnologías 2 1 1 1 1 1 7 5 3 1 4 20Mermas de compras fuera del país 3 3 1 3 2 5 5Política de "más es mejor" más vale que sobre a que falte 1 1 1 1 1 1 1 1 1 1 1 1 12 5 3 2 5 25No hay política de reposición de equipos adecuada 1 1 1 1 4 1 3 1 4 4Deficiencias en comunicación 1 1 1 1 1 1 1 1 1 1 1 1 12 5 1 1 2 10Débil estrategia de ventas 1 1 1 1 1 5 1 3 1 4 4Demora en confirmación de las ventas 1 1 1 1 1 5 1 3 2 5 5Personal no involucrado y no especializado 2 1 1 3 1 1 1 1 1 12 5 8 4 12 60Estándares de calidad no definidos y/o actualizados 1 1 1 1 1 5 1 5 4 9 9Falta de política adecuada de calidad 1 1 1 1 1 5 1 5 2 7 7Programación incorrecta de los servicios 1 1 1 3 1 7 5 5 1 6 30Falta estandarización de procesos 1 2 1 1 1 1 1 8 5 5 1 6 30Demora en la programación de orden de operaciones 1 1 1 1 4 1 8 2 10 10Demora en despacho de almacén a lugar de encuentro 1 1 1 1 1 5 1 3 2 5 5Ingresos de nuevos equipos y materiales 2 1 1 1 1 2 1 3 1 13 7 3 4 7 49Incumplimiento de fechas y horas entrega de servicios 1 1 1 1 1 1 1 7 5 5 2 7 35Demora de entrega del material de outsourcing 1 1 1 1 1 1 6 5 5 2 7 35Falta de supervisión y control 1 1 1 1 4 1 5 4 9 9Reproceso y mala calidad de los equipos 1 1 1 1 4 1 8 6 14 14Enseñanza empírica de procesos 2 1 1 3 2 2 11 5 5 2 7 35Llegada tardía al lugar del evento 1 1 1 1 1 5 1 3 2 5 5Error en documentos y guías 2 2 1 2 1 1 9 5 3 1 4 20Sobrecarga de trabajo 1 1 1 1 1 1 1 7 5 5 2 7 35Personal no multifuncional 1 1 1 1 1 1 1 1 8 5 5 1 6 30Falta indicadores de cumplimiento outsourcing 1 1 1 1 4 1 3 1 4 4Subcontratación excesiva para evitar incumplimiento 2 1 2 1 1 2 1 3 13 7 3 1 4 28
HISTÓRICO 12 PROGRAMAS
ANÁLISIS DE CAUSAS Y PROBLEMAS ENCONTRADOS
Tabla de Análisis de Causas y Problemas Encontrados
Fuente: Elaboración Propia

Se demuestra del análisis que efectivamente hay 7 causas fundamentales
(raíces) que poseen el mayor nivel de criticidad y por consiguiente son las
responsables de la mayor cantidad de problemas.
A continuación, se presentan los resultados de las causas raíces
clasificadas según el grado de repetición y nivel de impacto para cada
problema encontrado (se han tomado las 03 causas de mayor puntaje para
cada problema); así mismo, se presentan las estrategias propuestas para la
corrección de las mismas (ver cuadro 10).
Cuadro 10. Determinación de Causas Raíces
Fuente: Elaboración Propia
Explicación y Tratamiento de las Causas Raíces Encontradas:
• Mala Planificación del Trabajo: Esta causa raíz se repite en la mayoría
de los problemas encontrados, confirmando efectivamente la necesidad de
mejorar dicho proceso.
ÍNDICADORES (PROBLEMAS) CAUSAS RAÍCES ESTRATEGIAS
1. Mermas y Pérdidas de equipos y materiales para devolución
- Mala Planificación del Trabajo - Tiempos muy cortos de Ejecución - Falta control de Calidad al Inicio
de los Procesos
- ESTRATEGIAS DE PROCESOS
- ESTRATEGIAS COMERCIALES Y FINANCIERAS
- ESTRATEGIAS LOGÍSTICAS
2. Incremento del inventario de almacén de operaciones
- Falta de cruce real de información de Inventario
- Mala Planificación del Trabajo - Ingreso de Nuevos Equipos y
Materiales
- ESTRATEGIAS DE PROCESOS
- ESTRATEGIAS LOGÍSTICAS - ESTRATEGIAS DE
PERSONAL
3. Resultados no adecuados de calidad durante el montaje
- Falta de Capacitación de Subcontratistas
- Tiempos muy cortos de Ejecución - Falta Control de Calidad durante
los Procesos
- ESTRATEGIAS DE PROCESOS
- ESTRATEGIAS DE CALIDAD
- ESTRATEGIAS DE PERSONAL
4. Incremento de la mano de obra y Outsoursing del personal de operaciones
- Tiempos muy cortos de Ejecución - Personal No Involucrado y No
Especializado - Mala Planificación del Trabajo
- E STRATEGIAS DE PROCESOS
- ESTRATEGIAS COMERCIALES Y FINANCIERAS
- ESTRATEGIAS DE PERSONAL
• Tiempos muy cortos de ejecución: No se puede corregir al máximo esta
causa raíz, debido a la política de la empresa de aceptación de los pedidos
de urgencia en su afán de hacer prevalecer su principal normativa: La
Satisfacción Total del Cliente.
• Falta de Control de Calidad al Inicio de los Procesos: Esto también se
logró evidenciar al momento de realizar el flujograma de alto nivel del
Índice de Pérdidas y Mermas donde el Área de Logística solamente
establecía un control antes de la carga de equipos y materiales. Por
contraparte, el Área de Operaciones no está utilizando adecuadamente los
procedimientos de control iniciales (Lista de Materiales de Soporte y
Escenografía FOPS002, check-list) ya que al parecer el proceso de control
no está reflejando los requerimientos reales de las operaciones (fueron
definidos inicialmente por los facilitadores y no son flexibles) y al no
existir políticas sancionadoras reales por dichos incumplimientos esto se
ve agravado.
• Falta de cruce real de información de Inventario: Al no existir un
procedimiento de gestión de almacenes e igualmente no darse un
mantenimiento adecuado de los equipos, no se tiene información fidedigna
que permita ver a las áreas involucradas, como por ejemplo el Área de
Compras, las condiciones de operatividad de los equipos, por lo que no se
tiene argumentos para optimizar dichas adquisiciones.
• Ingreso de Nuevos Equipos y Materiales: Producido por la falta de
información de los inventarios, la mala planificación de las operaciones y
el cambio de tecnología, entre otros.
• Falta de Capacitación de Mano de Obra: Esto se da cuando se utiliza
mano de obra o se subcontrata personal de último momento para cubrir los
reprocesos y los errores generados en la planificación y montaje de la
escenografía.
• Personal No Involucrado y No Especializado: Producto también de los
reprocesos y errores de la planificación y montaje de la escenografía, lo
que motiva a subcontratar personal de último momento; asimismo, el no
involucramiento obedece a las tensiones internas que se generan antes y
durante los procesos de montaje, pues muchas veces los errores cometidos

son caldo de cultivo para golpear el clima laboral que se vive durante estas
actividades.
Se concluye entonces, que una vez determinadas las causas raíces de los
problemas, el siguiente paso es generar las acciones correctivas, mejorar los
procesos actuales, establecer adecuadamente los sistemas de control y
seguimiento de dichas actividades y mantenerlas en el tiempo (Basados en las
Estrategias de Procesos, Logísticas, de Calidad y de Personal), para lo que se
genera a continuación las alternativas de solución siguientes, basadas en la
mejora de procesos, que como ya se ha demostrado son los mayores
responsables de dichos problemas. Para lo cual nos enfocaremos en las
siguientes alternativas:

3. CAPÍTULO 3 - GENERACIÓN DE ALTERNATIVAS DE SOLUCIÓN
Se han contemplado 02 alternativas de solución:
Alternativa 01: Tercerización completa del Proceso de Operaciones
Alternativa 02: Mejora de los Procesos en el Área de Operaciones
Antes de desarrollar ambas alternativas y utilizar alguna metodología para evaluarlas y
ponderarlas, y escoger así la más conveniente, es necesario saber que la primera
alternativa queda descartada desde el inicio puesto que como ya se ha mencionado al
inicio de la investigación, el Proceso de Operaciones es considerado (por el momento)
como un proceso clave y se considera parte del “Core Business” de la empresa.
Este factor es clave para la decisión y es el motivo por el cual se escoge la alternativa 2,
la misma que se desarrolla de la siguiente manera:
Presentado anteriormente el diagnóstico en el Capítulo 2, se procede a elaborar una
Propuesta de Mejora de los Procesos en el Área de Operaciones que permita realizar un
servicio de montaje e instalación eficaz, eficiente y de calidad para toda la
Organización.
Se empezará analizando a nivel estratégico las posibles soluciones para evitar que
dichos problemas vuelvan a suceder.
Como ya se han determinado las causas raíces, procedemos a remediar las causas a
nivel estratégico que son las que generan (a nivel macro) la mayor cantidad de
problemas, pues como es de entender: “El Final siempre depende del Principio”. Bajo
este enfoque se han considerado la mejora de los Procesos de Planificación y
Montaje de la Escenografía como medida correctiva y final, no solo para solucionar
dichos problemas, sino mejor aún, para incrementar el resultado de las operaciones en la
Organización. Adicionalmente se apoyará con la mejora del control de la calidad y
la capacitación de la mano de obra.

3.1. Mejora y Estandarización del Proceso de Planificación de Operaciones
Primero se empezará por volver a analizar los procesos de Planificación,
utilizando la herramienta SIPOC45.
Se empieza generando las entradas, salidas y recursos necesarios para la
Planificación de las Operaciones de Montaje del PIT (ver cuadro 11)
Cuadro 11. Determinación de Entradas, Recursos y Salidas del Proceso de
Planificación ENTRADA PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDAD
Solicitud del Servicio PIT Cliente Pre Orden de Servicio 1Condiciones de trabajo del PIT Negocios Auditorio propio o llave en mano, condiciones técnicasBase de Datos de auditorios Operaciones Información Técnica del PIT para cumplir con BD AuditoriosConfirmación del Servicio PIT Negocios Orden de Servicio 1Disponibilidad de Auditorios Hoteles, Locales Documento con Fecha y lugar de montaje 1Solicitud de requerimientos económicos
Contabilidad Dinero para gestionar servicio
RECURSOS PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDADLíder Junior RRHH Técnicos eléctricos capacitados, según descripción de puestos 3Líder de Activos Fijos RRHH Calificado, con experiencia en el manejo de almacenes 1Líder de Campo RRHH Técnico de producción con experiencia en manejo de personal 1
Senior de Operaciones RRHHIngeniero de Sistemas, con experiencia en procesos, operaciones, multimedia, manejo de personal, etc.
1
Gerente de Negocios RRHHIngeniero Industrial, con experiencia en cotizaciones, servicio al cliente, etc.
1
Contador RRHH Contador perteneciente al colegio de contadores 1Pre Orden de Servicio Negocios Datos iniciales para puesta en marcha de la planificaciónOrden de Servicio Negocios Confirmación del Servicio y aceptación del local propuestoOrden de Servicio Negocios Confirmación del Servicio y aceptación del local propuesto
SALIDA PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDAD
Orden de Servicio Confirmada ClienteConfirmación del contrato para realizar el servicio del PIT conforme lo solicita, con las mismas características técnicas, garantías y entregado a tiempo.
Fuente: Elaboración Propia
En esta etapa se determinan los recursos de entrada, los proveedores del proceso
y la salida esperada como se muestra en el gráfico, posteriormente se empieza a
definir responsables de las actividades (ver cuadro 12)
45 Herramienta de Mejora de Procesos, el nombre es debido a que es un acrónimo de Suppliers (Proveedores) - Inputs (Entradas) - Proceso (Proceso) - Outputs (Productos) - Customers (Clientes).

Cuadro 12. Responsables que intervienen en el Proceso de Planificación
Actividad Responsable Actividad Responsable1 Gerente de Proyectos 9 Senior de Operaciones2 Senior de Operaciones 10 Senior de Operaciones3 Gerente de Proyectos 11 Senior de Operaciones4 Senior de Operaciones 12 Contador5 Senior de Operaciones 13 Contador6 Senior de Operaciones 14 Senior de Operaciones7 Gerente de Proyectos
Fuente: Elaboración Propia
Se aprecia en el cuadro 12 que existen 2 actores adicionales (Gerente de
Proyectos, Contador) que intervienen en el desarrollo de la Planificación del
Senior de Operaciones. Posteriormente se determinan los controles e indicadores
necesarios requeridos y se establecen los factores críticos para la adecuada
Planificación.
Cuadro 13. Controles, Indicadores y Factores Críticos en el Proceso de
Planificación
Documento Aplicación Actividad MO MAT MET MAQ MED MAPre Orden Pedido inicial para garantizar 1 XFOPS0011 Estándares Básicos de Auditorios 2 X
BD Auditorio Base de Datos de Auditorios para realizar los PIT´S 3 XPlano de Montaje Guía para diseñar la escenografía 4 X X X
FOPS001 Lista de equipos iniciales necesarios para la instalación y montaje 5 X X XFOPS002 Lista de materiales de soporte y escenografía 6 XFOPS003 Lista de materiales de alto impacto 7 X XFOPS004 Staff y funciones 8 XFOPS024 Requerimientos de materiales a Logística 9 X XFOPS006 Solicitud de Requerimientos económicos a contabilidad 10 X X X X X
11 X X X X12 X13 X X14 X X
Item Indicador1 Cantidad de Órdenes de Servicio atendidas fuera de fecha de entrega2 Cantidad de activos solicitados innecesariamente3 Variación entre el costo de MD, MOD y CIF presupuestado vs. real4 Cantidad de mano de obra solicitada vs. la subcontratada realmente5 Cantidad de reclamos por falla de planificación
CONTROLES FACTORES CRITICOS
INDICADORES
Fuente: Elaboración Propia
Finalmente, establecidos los controles e indicadores junto con los factores
críticos, se proceder completar el análisis SIPOC (ver Imagen 1)

Imagen 1. Análisis SIPOC del Proceso de Planificación
Fuente: Elaboración Propia
El análisis ha permitido eliminar algunas actividades redundantes y se puesto
más énfasis en otras que agregan más valor como son el control y la ejecución de
los instructivos. De igual manera se han aumentado las normativas con lo que se
garantizará un adecuado desarrollo de las operaciones de Planificación. A
continuación se describe el Nuevo Proceso de Planeamiento de Operaciones para
los PIT´S producto del análisis efectuado.
3.1.1 NUEVO PROCESO DE PLANEAMIENTO DE OPERACIONES
PARA LOS PIT’S (POPS001)
1. Objetivo: Planificar las Operaciones para la puesta en marcha de los
Programas de Inmersión Total (PIT´S)
2. Alcance: Se inicia con la Orden de Servicio de la actividad a realizarse
hasta la entrega de las acciones a realizarse durante la actividad.
3. Normativas:
• El Área de Negocios debe entregar al Área de Operaciones la Orden
de Servicio con 8 días útiles de anticipación para el caso de
actividades en Lima.
• Para el caso de actividades fuera de Lima el Área de Negocios
entregará al Senior de Operaciones la Orden de Servicio con 10 días
útiles de anticipación a la fecha de la actividad a realizarse.
• El Área de Negocios propone la fecha de realización de la actividad y
ésta es coordinada con el Senior de Operaciones, quien confirma y
acepta la fecha según su disponibilidad y capacidad de trabajo,
considerando para ello lo siguiente:
• No puede planificarse tres programas en paralelo
• En caso uno de los facilitadores realice un programa fuera de Lima, se
deberá tomar en cuenta el tiempo de transporte para la planificación
de los programas.
• Se debe considerar el tiempo de montaje de equipos, y la
disponibilidad de los mismos, para ello se deberá de coordinar
anticipadamente con el Senior de Operaciones.
• Para las actividades fuera de Lima, el Senior de Operaciones es el
responsable de la compra o alquiler de algún material, equipo, servicio
que está involucrado en la realización del mismo. Todo esto debe ser
coordinado con el Senior de Logística y Almacén para algún apoyo
según sea el caso.
4. Ventajas en Relación al Anterior:
• Disminución de los tiempos de respuesta.
• Eliminación de actividades con poco valor agregado
• Nuevas actividades que agregan más valor
• Mayor orden
• Mayor control, y la incorporación de una tabla de registro del
procedimiento, entre otras.

TABLA DE REGISTROS DEL PROCEDIMIENTO
Nombre del Registro Responsable de
Control
Tiempo de
Conservación
Lista de Equipos (FOPS001) Líder de Activos
Fijos 1 año
Lista de Materiales de Soporte y
Escenografía (FOPS002)
Líder de
Escenografía 1 año
Staff y Funciones en los Programas
(FOPS004)
Senior de
Operaciones 1 año
Solicitud de Requerimiento a
Contabilidad (FOPS009)
Senior de
Operaciones 1 año
Requerimiento de Materiales y Servicios
al Área de Logística (FOPS024)
Senior de
Operaciones 1 año
Calendario de Programas Senior de
Operaciones 3 meses
Correos Electrónicos Senior de
Operaciones Permanente
Base de Datos Auditorios Senior de
Operaciones Permanente
Orden de Servicio (FNEG008) Senior de
Operaciones 1 año
Estándares Básicos de Auditorios
(FOPS011)
Senior de
Operaciones 1 año
Devolución de Materiales de Soporte
(FOPS023)
Líder de
Escenografía 1 año
Guía de Remisión Senior de
Operaciones 1 año
Fuente: Elaboración Propia
Para una mayor comprensión de las actividades ver el rediseño del flujo de
actividades (Ver Gráfico V-1)

Gráfico V-1. Nuevo Diagrama del Proceso de Planeamiento de Operaciones para los PIT’S
Fuente: Elaboración Propia

Vemos en la imagen que al realizar un análisis más profundo del Proceso de
Planificación de Trabajo en el Área de Operaciones, se logró observar
algunas deficiencias en los procedimientos y documentación necesarias para
realizar una planificación adecuada. Se han eliminado actividades como por
ejemplo la búsqueda de auditorios, si se da fuera de Lima o no y se han
añadido dentro del proceso actividades previas como por ejemplo la
generación de una pre-orden de servicios, que pondrá mayor orden en las
planificaciones de operaciones.
Adicionalmente, esta modificación ha generado una mejora considerable en
los documentos necesarios para garantizar el adecuado Planeamiento.
Dichos documentos han sido mejorados, en algunos casos añadiendo
mayores variables y en otros quitando las innecesarias y optimizando los
mismos, como se puede observar en la siguiente lista de documentación
Mejorada:
• Lista de Equipos (ver Figura 17)
• Lista de Materiales de Soporte y Escenografía (ver Figura 18)
• Staff y Funciones en los Programas (ver Figura 19)
• Solicitud de Requerimiento a Contabilidad (ver Figura 20)
• Requerimiento de Materiales y Servicios al Área de Logística (ver
Figura 21)
• Estándares Básicos de Auditorios (ver Figura 22)
A continuación se muestra el detalle de dichos documentos, su nuevo
desarrollo y las ventajas con relación a los anteriores:
1. Nueva Lista de Equipos FOPS001
Objetivo: Tener la relación real de los equipos necesarios a instalar en el
PIT.
Ventajas: Mejor control, al añadir dos Ítems necesarios para la adecuada
instalación (las herramientas y los instrumentos) adicionalmente se ha

considerado en los puntos de control, los responsables de las actividades y la
firma de los mismos.
Figura 17: Nueva Lista de Equipos FOPS001
FOPS001 v5.0
Nº Requerimiento:
Cliente:Lugar: Fecha de Instalación:Hora de Instalación:Tipo de Dinámica:
Supera - Móvil Móvil - Programa Programa - Móvil Móvil - SuperaÍtem Cantidad Marca Carga Descarga Carga Descarga
Ítem Cantidad Marca Carga Descarga Carga Descarga
Ítem Cantidad Marca Carga Descarga Carga Descarga
Ítem Cantidad Marca Carga Descarga Carga Descarga
Ítem Cantidad Marca Carga Descarga Carga Descarga
FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
Descripción
LISTA DE EQUIPOS
CHECK LIST
Relación del Sistema Multimedia y Proyección
Relación del Sistema de Luces Descripción
Programa:
DescripciónRelación del Sistema de Sonido
Relación de la Caja de Herramientas Descripción
Relación de InstrumentosDescripción
Haz clic en la celda para seleccionar un programa
Haz clic en la celda para seleccionar Tipo de Dinámica
Fuente: Elaboración Propia
Se aprecia en la imagen una mejor organización de los Ítems necesarios,
así como el añadido de la relación de las herramientas e instrumentos para
el montaje, y la firma del responsable de los controles al momento de

realizar los diferentes desplazamientos de los equipos, lo que permitirá
tener un mayor control de los mismos.
2. Nueva Lista de Materiales de Soporte y Escenografía FOPS002
Objetivo: Tener la relación real de los materiales de soporte y escenografía
necesarios a instalar en el PIT.
Ventajas: Mayor control, al considerar en los puntos de control, los
responsables de las actividades y la firma de los mismos.
Figura 18: Nueva Lista de Materiales de Soporte y Escenografía FOPS002
FOPS002 v5.0
Nº Requerimiento:
Fecha de Instalación: Hora de Instalación: Tipo de Dinámica: THE BOARD BREAKING EXPERIENCE
Supera - Móvil Móvil - Programa Programa - Móvil Móvil - SuperaÍtem Cantidad Marca Carga Descarga Carga Descarga
1234567
Ítem Cantidad Marca Carga Descarga Carga Descarga123 Extintores4 Sticker con logo del Cliente56 Pilas 2 A7 Batería 89
101112131415
Ítem Cantidad Marca Carga Descarga Carga Descarga1235
Ítem Cantidad Marca Carga Descarga Carga Descarga1234567
FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE FIRMA DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
NOMBRE Y APELLIDO DEL RESPONSABLE
Ventilador
Soporte para la lista del staff
Maquina para inflar globosBombardas con papeles de colores
DescripciónRelación de Materiales para el Auditorio
Staff de funciones del Equipo Supera
Paquetes de globo
Banner Lateral
DescripciónBanner CentralEcranPlantas
Protector de Mano para el Participante
Pechera CascoProtector de brazoMuñequera
Tablas Porta Tablas
Sobres para Carta
DescripciónRelación Materiales The Board Breaking
LISTA DE MATERIALES DE SOPORTE Y ESCENOGRAFÍA
Transformador para la maquina de globos
Relación Materiales de Escenografía
Rotafolio
CHECK LIST
Programa:Cliente:
Nylon
Banner de Bienvenida
Lugar:
DescripciónCuadernos Supera
Polos para los participantes
Relación de Materiales de Soporte
Lapiceros Supera
Soporte de Banner
Malla
PapelógrafoPlumones
Fuente: Elaboración Propia

Se aprecia en la imagen la firma del responsable de los controles al
momento de realizar los diferentes desplazamientos de los materiales, lo
que permitirá generar un sentido de responsabilidad y pertenencia
generando así un mayor control de los materiales.
3. Nuevo Formato de Staff y Funciones en los Programas (PIT´S)
FOPS004
Objetivo: Tener la relación del Staff y personal subcontratado de la
empresa y las funciones a realizar por cada uno en el PIT.
Ventajas: Mejor comprensión de actividades y mayor control de funciones
Figura 19: Nuevo Formato de Staff y Funciones en los Programas FOPS004
Fuente: Elaboración Propia
Se aprecia en relación al anterior documento, que ahora hay una división
de categorías (Staff y al subcontrata), haciendo más fácil la identificación

de los mismos. De igual manera, las funciones se dividen únicamente en 2,
garantizando un adecuado orden y comprensión del proceso.
4. Nuevo Formato de Solicitud de Requerimiento a Contabilidad
Objetivo: Disponer de los recursos de efectivo en el tiempo adecuado para
realizar el PIT sin contratiempos.
Ventajas: Disminución de tiempo de respuesta para la emisión de recursos
financieros y mayor control de funciones.
Figura 20: Nuevo Formato de Solicitud de Requerimiento a Contabilidad
P.UNITARIO
0,00UNID
CANT MEDIDAP.UNITARIO
P.UNITARIO
0,00UNID
CANT MEDIDAP.UNITARIO
ToldosTabladillo
P.UNITARIOPasajesFletesAlimentación Staff/VoluntariosCaja ChicaMovilidad Staff/Voluntarios
0,00
0,000,00
TOTAL MANO DE OBRA
Equipos - ANEXO A
OTROS
ALQUILERES VARIOS TOTAL
TOTAL
0,000,000,00
LABORES DURANTE EL PROGRAMA (Voluntarios)Honorarios Instaladores
Honorarios Voluntarios
TOTAL0,00
TOTAL0,00
0,000,00
MATERIALES DINAMICA DE ALTO IMPACTO
0,00
MONTAJE Y DESMONTAJE (Instaladores)
GrassCarbónKeroseneHieloCera
0,00
TOTAL0,00
MATERIALESUNID MEDIDACANT
CLIENTE
NUMERO DE PARTICIPANTES
FECHA DEL PROGRAMALUGAR DEL PROGRAMA
0,00
0,00
TOTAL MATERIALES
MANO DE OBRA
GASTOS GENERALES
0,00
0,00
LIMA, DD DE MES EN LETRAS DE YYYY
SOLICITUD DE REQUERIMIENTO
TOTAL GASTOS GENERALES
TOTAL REQUERIMIENTO
0,00
COSTO TOTAL DEL PROGRAMA
REQUERIMIENTO Nº PROGRAMA
ELABORADO POR AUTORIZADO POR
Fuente: Elaboración Propia

Se aprecia en la imagen que en relación al anterior documento, ahora hay
un solo ítem para las dinámicas de alto impacto, eliminada también la
parte de publicidad y servicios de terceros (ahora serán actividades que
coordinará el Área de Logística) lo que garantiza un adecuado orden y
rapidez en el proceso.
5. Nuevo Formato de Requerimiento de Materiales y Servicios al Área de
Logística FOPS024
Objetivo: Disponer de la logística necesaria (materiales y servicios)
necesarios en la fecha y el lugar deseado previa coordinación con el Área de
Logística para la instalación y montaje del PIT.
Ventajas: Disminución de tiempo de respuesta para la disposición de
recursos logísticos, requerimientos actualizados, rápida identificación de
centros de costos para contabilidad y logística y un mayor control de
funciones.

Figura 21: Nuevo Formato de Requerimiento de Materiales y Servicios al Área de Logística FOPS024
ÍTEM UNIDAD MEDIDA
1 UNID.
2 UNID.
3 UNID.
1 UNID.
2 UNID.
1 UNID.
1 UNID.
2 UNID.
3 UNID.
1 UNID.
2 UNID.
3 UNID.
4 UNID.
1 UNID.
2 UNID.
3 UNID.
2 UNID.
1 UNID.
2 UNID.
3 UNID.
4 UNID.
5 UNID.
1 PAQ.
2 UNID.
3 UNID.
1 UNID.
2 UNID.
3 UNID.
4 UNID.
5 UNID.
6 UNID.
LAPICERO
SOBRE PARA CARTA
STICKER CON LOGO CLIENTE
PROGRAMA
BATERÍA
PAPELOGRAFO
POLO PARTICIPANTE
PILA "AA"
PILA "AAA"
GLOBOS
BOMBARDA (PAPEL DE COLORES)
NYLON
PORTABLA
ANTORCHA TIPO ISOPO
TABLA (THE CHALLENGING EXPERIENCE)
GLOBO
BOLSA DE PAPEL METALIZADO
TABLA (THE BOARD BREAKING EXPERIENCE)
MATERIALES DINÁMICA
ROSA
CUADERNO DE TRABAJO
MATERIALES PROGRAMA
ESPADA LÍDER DE CLASE MUNDIAL
LLAVERO
ESTRADO
TROFEO
PLANTA TIPO PALMERA O SIMILAR
FOTÓGRAFO
TOLDO
REQUERIMIENTO DE MATERIALES Y SERVICIOSÁREA EXCELENCIA OPERATIVA
CANT
Nº REQUERIMIENTO CLIENTE
DETALLE
FECHA REQUERIMIENTO
CELEBRACIÓN
OTROS
SERVICIOS DE AMBIENTACIÓN (Ver Anexo 1)
ALMUERZO
TRANSPORTE DE PERSONAL
TRANSPORTE DE CARGA
SERVICIOS DE TRANSPORTE (Ver Anexo 1)
SERVICIOS DE FOTOGRAFÍA
PREMIOS
SERVICIOS DE ALIMENTACIÓN (Ver Anexo 1)
COFFEE BREAK (Mañana)
COFFEE BREAK (Tarde)
PRIORIDADFECHA DE ENTREGA FECHA DEL PROGRAMA CANTIDAD DE PARTICIPANTES
ALTA
Fuente: Elaboración Propia

Se aprecia en la figura que en relación al anterior documento, ahora
existen 9 categorías para los recursos requeridos, permitiendo de esta
manera, un mayor control ya que se tiene un mejor orden de los
requerimientos. Estos ítems ahora están clasificados y estratificados según
su utilización real, lo que permitirá no solo una adecuada gestión de
operaciones, sino que además ayudará en la rapidez de los procesos de
logística y contabilidad para la distribución de sus centros de costos.
6. Nuevos Estándares Básicos de Auditorios FOPS011
Objetivo: Regular y hacer cumplir los requerimientos mínimos necesarios
que garanticen un adecuado desarrollo de las actividades durante el PIT.
Ventajas: Requerimientos actualizados y añadidos 03 grupos adicionales
relacionados a las dinámicas de alto impacto que repercuten directamente en
la aprobación del auditorio (el no disponer de estas áreas adecuadamente
implementadas implicaría la no aceptación del auditorio)

Figura 22: Nuevo Formato de Estándares Básicos de Auditorios FOPS011
SALÓN
ÍTEM CANT
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
DINÁMICA DE ALTO IMPACTO (THE CHALLENGING EXPERIENCE)
ÍTEM CANT
1
2
DINÁMICA DE ALTO IMPACTO (THE BOARD BREAKING)
ÍTEM CANT
1
DINÁMICA DE ALTO IMPACTO (FIREWALK EXPERIENCE)
ÍTEM CANT
1
2
34
Espacio para realizar el Coffee Break SI NO
Espacio para realizar el Almuerzo SI NO
Planos del Salón SI NO
Capacidad del Salón
Medidas del Salón
(*) Puntos importantes los cuales no deben de faltar en un auditorio, el resto de cosas se puede negociar o alquilar
SI NO
ESTÁNDARES BÁSICOS DE AUDITORIO
NO ADECUADO
NOMBRE Y APELLIDO NOMBRE Y APELLIDO
Largo AlturaAncho
OBSERVACIONES Y/O COMENTARIOS
FIRMA
NO ADECUADO
ADECUADO
Aire Acondicionado en auditorio
Tomas de aguas (con suficiente presión durante la realización de la dinámica) a una distancia aproximada de 3 m. al lugar en donde se realizará la dinámica.Tomas de corriente eléctrica a una distancia aproximada de 5 m. al lugar en donde se realizará la dinámica.
FIRMA
personas
El Auditorio cumple con los Estándares establecidos
EVALUADO POR APROBADO POR
Mesa de apoyo (0.5 x 0.5 m.) para colocar jarra en el escenario
Oscuridad total del auditorio, en caso de tener lunas grandes
Plantas naturales tipo palmera
Escalera dependiendo de la altura de techo
Sillas
Mesas Grandes (1.5 m. x 0.75 m.) para Equipo Multimedia
Mesas Grandes (Largo: 4 - 5 m. - Ancho: 0.75 - 1 m.) para programas Leadership
Mesas Grandes (Largo: 1.5 - 2 m. - Ancho: 0.75 - 1 m.) para programas Leadership
FECHA DE VISITA
/ /
DIRECCIÓN CONTACTO TELÉFONO
LUGAR SALÓN
CONCEPTO
Estrado o escenario dependiendo del Auditorio
ADECUADO
FOPS011 v5.0
Rotafolio
Sonido permitido hasta los 95 db
CONCEPTO ADECUADO
Mesas para la colocación de cabezas móviles
Mesas para colocar proyectores
Caja Eléctrica o Toma de Potencia: 100 A x 220 V trifásico.(*)
Altura de techo - Min 3.50 (*)
CONCEPTO ADECUADO NO ADECUADO
Auditorio cuenta con tapizón o pista de baile armable de aproximadamente 1 m. x 1 m. x 20 m.
Espacio suficente para retirar sillas y colocarlas alrededor del Auditorio. Caso contrario espacio para retirarlas fuera del Auditorio.
CONCEPTO NO ADECUADO
Espacio suficente para retirar sillas y colocarlas alrededor del Auditorio. Caso contrario espacio para retirarlas fuera del Auditorio.
Mesa Mediana para la colocación de bidones de agua
Mesas Medianas para la colocación de Equipo de sonido
Fuente: Elaboración Propia

Se aprecia en la figura que en relación al anterior documento, ahora existen 3
categorías para el control de las dinámicas de alto impacto, permitiendo de
esta manera, un control real de las condiciones del local. Anteriormente estos
requerimientos no eran considerados tan importantes, lo que generaba
problemas logísticos al momento de su implementación, desenfocando mucho
las actividades y controles del salón para salvar estas deficiencias.
Se concluye entonces, que mejorado hasta esta etapa el Procedimiento de
Planificación de Operaciones, junto a los documentos relevantes que este
desprende, se logrará la corrección de los problemas generados por este
proceso hasta el momento, producto del mismo.
La siguiente etapa en la corrección de los problemas encontrados es la mejora
del Proceso de Montaje de la Escenografía.
3.2. Mejora y Estandarización del Proceso de Montaje de Escenografía
En primer lugar se va a generar el Organigrama de Funciones para el Montaje, el
mismo que no existía anteriormente y que servía de pretexto en los involucrados
para no realizar correctamente las funciones que se les asignaba (ver Imagen 2).
Imagen 2: Organigrama de Funciones para el Montaje
Fuente: Elaboración Propia
Se aprecia en la figura que en relación a la manera como se desarrollaban las
operaciones anteriores, ahora existen 4 Líderes de Montaje, de los cuales solo
nos centraremos en 3, dejando de lado al Líder de Campo, pues no es asunto de
este estudio.
Definidas las posiciones, ahora podremos asignar las responsabilidades y
actividades de cada miembro que participa en el montaje de la escenografía.
Se empezará por volver a analizar los procesos de Montaje de Escenografía,
utilizando nuevamente la herramienta SIPOC.
Se empieza generando las entradas, salidas y recursos necesarios para la Mejora
del Proceso de Montaje de Escenografía (ver cuadro 14)

Cuadro 14. Determinación de Entradas, Recursos y Salidas del Proceso de
MontajeENTRADA PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDAD
Solicitud de requerimientos de equipos y materiales de soporte
Operaciones Relación de insumos necesarios para el montaje 2
Equipos y MaterialesAlmacén y Logística
Equipos y Materiales para la instalación
Transporte y movilidad Logística Medio para trasladar los equipos y Materiales al lugar de destino
Formato de Planificación (planos, controles, procedimientos, etc)
Operaciones Información detallada y actualizada para la correcta información
Auditorio del Hotel o LocalLogística / Encargado del Auditorio
Auditorio disponible en el tiempo y fecha indicados 1
Recursos brindados por el Hotel o Local
Encargado del Auditorio
Energía eléctrica, iluminación, puertas de acceso, plataformas de descarga, permisos especiales, Indesi, etc.
RECURSOS PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDADLíder Junior de Mantenimiento RRHH Técnicos eléctricos capacitados, según descripción de puestos 1Líder de Activos Fijos RRHH Calificado, con experiencia en el manejo de almacenes 1Líder de Campo RRHH Técnico de producción con experiencia en manejo de personal 1
Senior de Operaciones RRHHIngeniero de Sistemas, con experiencia en procesos, operaciones, multimedia, manejo de personal, etc.
1
Chofer RRHHConductor profesional encargado de llevar los insumos y recursos para los PIT'S
1
Líder de Montaje de Sonido RRHHTécnicos / Ingenieros de Sonido capacitados, según descripción de puestos
1
Líder de Montaje de Luces RRHHTécnicos eléctricos y electrónicos capacitados, según descripción de puestos
1
Líder de Montaje de Escenografía RRHH Técnicos capacitados, según descripción de puestos 1Equipo Técnico RRHH Técnicos capacitados, según descripción de puestos 4Subcontratistas (Variable dependiendo del tamaño del proyecto)
RRHH Voluntariado, según descripción de puestos 3-10
Informes de Inspección y puesta en marcha
OperacionesConfirmación del control y puesta en marcha del Servicio según requerimientos de calidad y en función del procedimiento de montaje y aceptación de la confirmidad del trabajo.
SALIDA PROVEEDOR REQUERIMIENTOS DEL USUARIO CANTIDAD
Delivery o Puesta en Marcha del PIT
OperacionesConfirmación del montaje para realizar el servicio del PIT conforme se solicita, con las mismas características técnicas, garantías y entregado a tiempo.
Fuente: Elaboración Propia
En esta etapa se determinan los recursos de entrada, los proveedores del proceso
y la salida esperada como se muestra en el gráfico, posteriormente se empieza a
definir responsables de las actividades (ver cuadro 15)

Cuadro 15. Responsables que intervienen en el Proceso de Montaje Actividad Responsable Actividad Responsable Actividad Responsable
1 Líder Junior de Activos Fijos 9 Senior de Operaciones 17 Líder de Montaje de Escenografía2 Líder Junior de Activos Fijos 10 Líder de Montaje de Sonido 18 Líder de Montaje de Escenografía3 Líder Junior de Activos Fijos 11 Líder de Montaje de Sonido 19 Senior de Operaciones4 Líder Junior de Mantenimiento 12 Líder de Montaje de Sonido 20 Senior de Operaciones5 Líder Junior de Activos Fijos 13 Líder de Montaje de Luces 21 Senior de Operaciones6 Líder Junior de Activos Fijos 14 Líder de Montaje de Luces 22 Senior de Operaciones7 Chofer y Líder de Campo 15 Líder de Montaje de Luces 23 Senior de Operaciones8 Líder de Campo 16 Líder de Montaje de Escenografía 24 Senior de Operaciones Fuente: Elaboración Propia
Se aprecia en el cuadro 15 que intervienen 9 actores principales como
responsables en el desarrollo del Montaje de la Escenografía en las 24
actividades fundamentales. Posteriormente se determinan los controles e
indicadores necesarios requeridos y se establecen los factores críticos para el
adecuado Montaje.
Cuadro 16. Controles, Indicadores y Factores Críticos en el Proceso de
Montaje
Documento Aplicación Actividad MO MAT MET MAQ MED MAFOPS001 Lista de equipos iniciales necesarios para la instalación y montaje 1 XFOPS002 Lista de materiales de soporte y escenografía 2 XFOPS003 Lista de materiales de alto impacto 3 X X X
Guía de Remisión Lista de recursos logísticos a transportar según requerimiento de ley 4 X X X XPlano de Montaje Guía para diseñar la escenografía 5 X X
FOPS006 Estándares Básicos de Supervisión de Multimedia 6 X X XFOPS007 Estándares Básicos de Supervisión de Ambientación y Escenario 7 X X XFOPS008 Estándares Básicos de Supervisión de Sonido e Iluminación 8 X X
9 X X10 X X X11 X X X
Item Indicador 12 X X1 Cantidad de activos no instalados o instalados inadecuadamente 13 X X X2 Cantidad de activos perdidos o deteriorados durante el montaje 14 X X X3 Variación entre los tiempos establecidos para el montaje vs. el real 15 X X4 Número de errores o reprocesos durante la instalación 16 X X X5 Cantidad de reclamos por falla del montaje 17 X X X
18 X X X19 X X X20 X X X X X21 X X22 X X X X23 X X24 X X X X X
CONTROLES FACTORES CRITICOS
INDICADORES
Fuente: Elaboración Propia
Finalmente, establecidos los controles e indicadores junto con los factores
críticos, se proceder completar el análisis SIPOC (ver Imagen 3)

Imagen 3. Análisis SIPOC del Proceso de Montaje
Fuente: Elaboración Propia
El análisis ha permitido desarrollar un subproceso que no estaba considerado
inicialmente, como es el Montaje de Escenografía del Salón; asimismo, eliminar
algunas actividades que no generaban valor y poner más énfasis en el control y
la ejecución adecuada de los instructivos.
Esta conclusión obedece al considerar los factores críticos que hacen relevancia
en los puntos de control en los procesos de Preparación y Transporte de Equipos
(POPS002) y los puntos de Control de Calidad de Montaje (POPS007) e
igualmente los Simulacros y los Ensayos con el Facilitador. De igual manera,
gracias a este análisis se han aumentado las normativas y penalidades con lo que
se garantizará un adecuado desarrollo de las operaciones de Montaje.

3.2.1 NUEVO PROCESO DE MONTAJE DE ESCENOGRAFÍA PARA
LOS PIT’S (POPS002)
1. Objetivo: Realizar la instalación y montaje de la escenografía para la
puesta en marcha de los Programas de Inmersión Total (PIT´S)
2. Alcance: Se inicia con la recepción de la Lista de Equipos FOPS001 y la
Lista de Materiales de Soporte y Escenografía FOPS002 de las actividades a
realizarse hasta la ejecución del Delivery.
En esta etapa, el Senior de Operaciones debe asegurarse que todo lo
establecido en el proceso de planeamiento y los documentos generados se
lleven a cabo sin contratiempos hasta el inicio y desarrollo del PIT.
El Proceso de Montaje se ha dividido en 5 subprocesos bien definidos (01
más que en el caso anterior):
1. Preparación y Transporte de Equipos (POPS002)
2. Montaje de Sonido (POPS003)
3. Montaje de Luces y Mesa de Control (POPS004)
4. Montaje de Escenografía del Salón (POPS005)
5. Control de Calidad de Montaje (POPS007)
3. Normativas:
• El Área de Operaciones (encabezada por su líder) es la única
responsable del resultado final del montaje de la escenografía.
• El tiempo establecido para el montaje de equipos debe cumplirse
satisfactoriamente, de lo contrario se aplicarán las penalidades
respectivas.
• El Senior de Operaciones es el responsable final de hacer cumplir los
controles de calidad para todas las actividades realizadas durante el
montaje.

• Como norma se ha establecido que todas las actividades de montaje y
ensayos deben terminarse como mínimo con 2 horas de anticipación al
desarrollo del Delivery.
Penalidad:
Si en caso el líder de montaje no cumpliera con los estándares y hace
caso omiso a ello, el Senior de Operaciones no recibirá ni firmará
dicho documento y hará un informe dirigido al Administrador con
copia a Directorio por el incumplimiento de los mismos para darle la
sanción correspondiente e inmediatamente removerá al líder de
montaje de sus funciones, reemplazándolo por alguien que este
designe.
En el caso de ser el Senior de Operaciones quien no haga caso a los
estándares de calidad, los obvie o los olvide, la sanción será ejecutada
con mayor disciplina que la anterior, según los nuevos códigos de
conducta y cumplimiento de funciones de la empresa y su cargo será
reemplazado por el Senior de Producto o alguien del Staff a quien este
designe con igual cargo.
4. Ventajas en Relación al Anterior:
• Incorporación del flujograma general de procesos de montaje
• Nuevas actividades que agregan más valor
• Mayor orden
• Mayor control y reglas de juego claras, entre otras.
Para una mayor comprensión de las actividades, gracias al SIPOC se ha
diseñado del flujo del montaje de escenografía que actualmente no existía
(Ver Gráfico VI-1)

Gráfico VI-1. Nuevo Diagrama del Proceso de Montaje de Escenografía para
los PIT’S
RECEPCIÓN DE REQUERIMIENTOS
PARA EL PIT
REVISIÓN DE SOLICITUD Y LLENADO DE FICHA DE
INSPECCION
PREPARACIÓN DE EQUIPOS Y MATERIALES
DETERMINACIÓN DE CONFORMIDAD
¿ESTAN CONFORMES?
CARGA DE EQUIPOS Y MATERIALES
INFORME DE INSPECCION
INFORME DE INSPECCIÓN
MONTAJE SEGÚN PLANIFICACIÓN
MONTAJE DE SONIDO MONTAJE DE LUCES Y MESA DE CONTROL
MONTAJE DE ESCENOGRAFÍA
LUCES, ROBOTS, EFECTOS, CABLES, ETC.
EQUIPOS, CABLES, CONSOLAS, RETORNOS,
ETC.
PRUEBAS DE CONTROL PRUEBAS DE CONTROL
SILLAS, ESTRADOS, ORNAMENTACIÓN,
AMBIENTE, ETC.
PRUEBAS DE CONTROL
ANÁLISIS Y SOLUCIÓN DE POSIBLES ERRORES
SIMULACIÓN DE EVENTO
¿PROBLEMAS?
ENSAYO CON FACILITADOR
PUESTA EN MARCHA
DELIVERY
SI NO
1
2
3
4
5
6
19
20
21
23
22
8
9
10
11
12
13
14
15
16
17
18
24
SI
NO
TRANSPORTE7
Leyenda: Actividad Responsable Actividad Responsable Actividad Responsable
1 Líder Junior de Activos Fijos 9 Senior de Operaciones 17 Líder de Montaje de Escenografía2 Líder Junior de Activos Fijos 10 Líder de Montaje de Sonido 18 Líder de Montaje de Escenografía3 Líder Junior de Activos Fijos 11 Líder de Montaje de Sonido 19 Senior de Operaciones4 Líder Junior de Mantenimiento 12 Líder de Montaje de Sonido 20 Senior de Operaciones5 Líder Junior de Activos Fijos 13 Líder de Montaje de Luces 21 Senior de Operaciones6 Líder Junior de Activos Fijos 14 Líder de Montaje de Luces 22 Senior de Operaciones7 Chofer y Líder de Campo 15 Líder de Montaje de Luces 23 Senior de Operaciones8 Líder de Campo 16 Líder de Montaje de Escenografía 24 Senior de Operaciones
Fuente: Elaboración Propia
Vemos en la imagen que se ha generado el Proceso de Montaje de
Escenografía del Salón, el cual llevará el código POPS005 (ver actividades
16, 17 y 18) que no existía anteriormente y que pondrá mayor orden en el
desarrollo del montaje. De igual manera, producto de realizar un análisis
más profundo, se logró observar algunas deficiencias en los procedimientos
y documentación necesarias para obtener un resultado adecuado.

Otro punto a considerar es que gracias al desarrollo de los factores críticos
se ha podido determinar que los subprocesos que más afectan los resultados
son:
• Preparación y Transporte de Equipos (POPS002)
• Control de Calidad de Montaje (POPS007)
En base a este descubrimiento, las siguientes mejoras se realizarán
específicamente en estos subprocesos, mediante la modificación de los
formatos, el alcance, los objetivos y/o penalidades en los documentos
generados por dichos subprocesos para garantizar el adecuado Montaje. Ver
la siguiente lista de Procesos y Documentación Mejorada de estos dos
principales subprocesos:
• Preparación y Transporte de Equipos POPS002 (ver Figura 23)
• Flujograma de Montaje de Escenografía del Salón POPS005 (ver
Gráfico VI-2.)
• Control de Calidad de Montaje (POPS007) (ver Gráfico VI-3.)
• Estándares Básicos de Supervisión de Multimedia FOPS006 (ver
Figura 24)
• Estándares Básicos de Supervisión de Ambientación y Escenario
FOPS007 (ver Figura 25)
• Estándares Básicos de Supervisión de Sonido e Iluminación
FOPS008 (ver Figura 26)
A continuación se muestra el detalle de dichos documentos, su nuevo
desarrollo y las ventajas con relación a los anteriores:

3.2.2 NUEVO DIAGRAMA DE PREPARACIÓN Y TRANSPORTE DE
EQUIPOS POPS002
Objetivo: Tener un adecuado control de los recursos, activos y equipos
necesarios que salen de las instalaciones de la empresa y llegan al local de
instalación.
Alcance: Se inicia con la información de la lista de equipos hasta la llegada
de los mismos al auditorio y su preparación para el montaje.
Ventajas: Mejor control, mayor detalle de los responsables de las
actividades y la ejecución de las mismas, se ha añadido puntos de control
adicionales, añadido también el procedimiento ruptura de stock (que
permitirá mayor rapidez en las operaciones, entre otros.
Figura 23: Nuevo Diagrama de Preparación y Transporte de Equipos
POPS002
Anexo 1: • Colocar los equipos más pesados y resistentes como base. • Acomodar los equipos en el transporte según indicaciones del Líder de activos fijos. • La ubicación del líder de activo fijo será en la entrada de carga del camión y controlará siempre el
ingreso y salida de los mismos.
Fuente: Elaboración Propia
Se puede apreciar en la figura los nuevos puntos de control de los activos,
antes y durante el transporte; asimismo, se ha visto la necesidad de
incorporar un procedimiento de Ruptura de Stock para evitar los
contratiempos de última hora que se daban al inicio de las operaciones
(durante la recepción de la información). Adicionalmente se ha considerado
la intervención del Senior de Logística como medio de coordinación para
cualquier problema previo que se manifieste antes del montaje.
Cabe mencionar que se ha generado también un anexo con los detalles a
tener en cuenta durante el proceso de carga que permitirá disminuir las
pérdidas, mermas por mala manipulación y carencia de personal de control.
3.2.3 NUEVO FLUJOGRAMA DE MONTAJE DE ESCENOGRAFÍA DEL
SALÓN POPS005
Objetivo: Asegurar que las actividades del Montaje de Escenografía del
Salón den como resultado el cumplimiento con los estándares de Supera en
relación a la calidez y comodidad del auditorio hacia el cliente
Alcance: Se inicia con la recepción del plano de montaje y finaliza con la
puesta en escena de todos los elementos necesarios como por ejemplo:
banners, decoración, ornamentos, plantas, sillas, aromaterapia, etc. El
trabajo es realizado en forma paralela con los líderes de sonido, luces y
multimedia.
Ventajas: Mejor control, mayor detalle de los responsables de las
actividades y la ejecución de las mismas (no existía anteriormente)

Gráfico VI-2: Nuevo Flujograma de Montaje de Escenografía del Salón
POPS005
Fuente: Elaboración Propia
El encargado de la instalación de la escenografía del salón es el Líder de
Montaje de Escenografía de Salón, quien empieza revisando la información
registrada en el Plano de Montaje (ver Anexos 1, 2, 3 a modo de ejemplo) y
se asegura que los requerimientos de ambientación se den conforme lo
solicitado hasta la satisfacción del Senior de Operaciones, quien es el
responsable final de validar dicho trabajo.
3.3. Control de Calidad de Montaje (POPS007)
El control de calidad del servicio de montaje de escenografía ha sufrido
continuamente una serie de deficiencias al no controlarse las variables más
importantes antes y durante las operaciones, generando por consecuencia

reprocesos y sobre-costos por la pérdida de horas-hombre para corregir las fallas
cuando estas se presentan.
Se hizo un análisis de las interrelaciones entre las entradas y salidas y sus
controles de calidad para determinar que tanto al inicio del proceso de Montaje
como durante el mismo, el control de calidad es vital para los resultados
esperados en este proceso (ver el siguiente cuadro).
Cuadro 14. Interrelación, Entradas y Salidas y Control de Calidad
Interrelación, entradas y salidas: Control de Calidad de Sub procesos:
- Antes del Montaje - Durante el Montaje
Fuente: Elaboración Propia
Se aprecia que el control de calidad juega un papel muy importante, no sólo
durante sino que es de vital importancia el control antes de iniciado el servicio.
Este concepto no estaba claro en la mente de los ejecutantes, quienes suponían
en un principio que el control de calidad obedecía a una exigencia propia de la
empresa para el cuidado únicamente de sus activos y no se veía como una forma
de garantizar el adecuado trabajo de los involucrados, ni mucho menos la total
satisfacción de los clientes (valor y pilar de la Organización en su política
empresarial).
CONTROL
DE CALIDAD
Iluminación Multimedia Sonido Video Escenografía Dinámicas de Alto impacto
Montaje Estándares básicos
de supervisión
PIT
Registro estándares básicos de supervisión Toma de acción
Todos los procesos
Operaciones
CONTROL
DE CALIDAD
Preparación y Transporte de Equipos

3.3.1 NUEVO CONTROL DE CALIDAD DE MONTAJE (POPS007)
1. Objetivo: Garantizar y asegurar el mantenimiento de los estándares de
calidad establecidos para los PIT’S y que todos los Líderes de Montaje
cumplan con estos, de tal manera que se cometan el mínimo de errores
perceptibles, buscando siempre la mejora continua.
2. Alcance: Este procedimiento tiene un alcance inicial que empieza con la
recepción por parte del Líder de Sonido, Luces y Escenografía de los
formatos de Estándares Básicos de Supervisión (EBS) hasta el
cumplimiento y la entrega de los mismos al Senior de Operaciones para su
respectiva evaluación.
3. Normativas: El día de la instalación se le dará a cada líder de montaje
los EBS, estos contendrán un check list que deberán ser llenados por cada
uno bajo las normas y estándares actualizados de la empresa.
Una vez llenado los formatos deberán ser entregados al Senior de
Operaciones para su aprobación. El Senior de Operaciones firmará los EBS
como señal de aprobación al igual que el Líder de Montaje. De no ser
aprobado los EBS por el Senior de Operaciones, este no aceptará el
documento hasta el cumplimiento de los EBS.
• Penalidad:
Si en caso el líder de montaje no cumpliera con los estándares y hace caso
omiso a ello, el Senior de Operaciones no recibirá ni firmará dicho
documento y hará un informe dirigido al Administrador con copia a
Directorio por el incumplimiento de los mismos para darle la sanción
correspondiente, al mismo tiempo que lo relevará de sus funciones
colocando a alguien que él considere en su reemplazo.

4. Definiciones:
a) EBS: Estándares Básicos de Supervisión.
b) Líder de Montaje: Responsable de hacer cumplir los Estándares de
calidad establecido por la organización para lo referente a Luces y Sonidos,
Multimedia y Ambientación y Escenario.
Existen 4 tipos de Líderes de Montaje:
• Líder de Escenografía: Responsable de hacer cumplir los EBS de
Ambientación y Escenografía.
• Líder Multimedia: Responsable de hacer cumplir los EBS de
Multimedia.
• Líder de Sonido y Luces: Responsable de hacer cumplir los EBS de
Sonido y Luces.
• Líder de Campo: Responsable de hacer cumplir los EBS de las
Dinámicas de Alto Impacto (No aplica para el análisis).
Ventajas: Mejor control, nuevas normativas, como por ejemplo la solicitud
de validación del el Senior de Operaciones de las actividades al final, mayor
detalle de los responsables de las actividades y la ejecución de las mismas
(se ha añadido un nuevo líder de montaje específicamente para el escenario).
Este nuevo miembro tendrá mayor control de los resultados al enfocarse en
esta única actividad y ser responsable de los mismos, quitándole así, carga
al Líder de Campo y permitiéndole a este, enfocar sus recursos para el buen
desarrollo de sus actividades (Dinámicas de Alto Impacto que son de suma
importancia para la satisfacción del cliente).
El Proceso de Control de Calidad del Montaje se realiza según se muestra en
el siguiente gráfico:

Gráfico VI-3. Nuevo Diagrama del Control de Calidad (POPS007)
Fuente: Elaboración Propia
Se aprecia en el gráfico que el responsable del cumplimiento de los
estándares de calidad es el Senior de Operaciones, quien en coordinación con
los 3 Líderes de Montaje (Escenografía, Multimedia, Sonido y Luces) velará
por el cumplimiento de las normativas de dicho proceso. Para garantizar que
estos requerimientos se cumplan sin percances, se ha establecido que se
realicen controles por lo menos con dos horas de anticipación del inicio del
programa (anteriormente 1 hora). De igual manera, se han considerado los
siguientes documentos de Control y Supervisión de la Calidad para ser
mejorados de acuerdo a los requerimientos y estándares actuales con los que
viene operando la empresa:
• Estándares Básicos de Supervisión de Multimedia FOPS006 (ver
Figura 24)
• Estándares Básicos de Supervisión de Ambientación y Escenario
FOPS007 (ver Figura 25)
• Estándares Básicos de Supervisión de Sonido e Iluminación
FOPS008 (ver Figura 26)

1. Nuevo Formato de Estándares Básicos de Supervisión de Multimedia
FOPS006 (ver Figura 24)
Objetivo: Asegurar el mantenimiento de los estándares de calidad
establecidos para los PIT’S en lo que corresponde a la Multimedia y
Garantizar que el Líder respectivo de Montaje cumplan con estos
estándares.
Ventajas: Mayor control de funciones y compromiso con el resultado final.
En este documento se genera la información de control de calidad para la
adecuada presentación de la multimedia, la misma que será llenada por el
Líder de Multimedia y validada por el Senior de Operaciones.
A continuación se muestran los nuevos estándares de supervisión para la
multimedia (ver Figura 24)
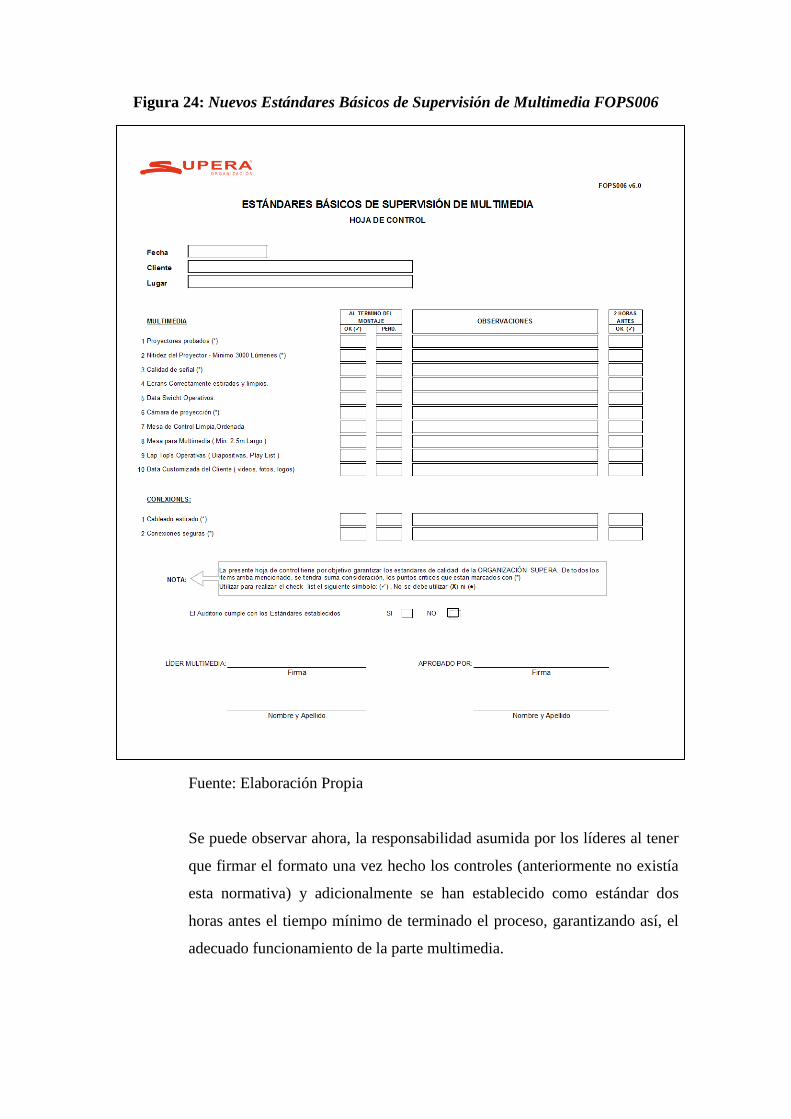
Figura 24: Nuevos Estándares Básicos de Supervisión de Multimedia FOPS006
Fuente: Elaboración Propia
Se puede observar ahora, la responsabilidad asumida por los líderes al tener
que firmar el formato una vez hecho los controles (anteriormente no existía
esta normativa) y adicionalmente se han establecido como estándar dos
horas antes el tiempo mínimo de terminado el proceso, garantizando así, el
adecuado funcionamiento de la parte multimedia.

2. Nuevo Formato de Estándares Básicos de Supervisión de Ambientación
y Escenario FOPS007 (ver Figura 25)
Objetivo: Asegurar el mantenimiento de los estándares de calidad
establecidos para los PIT’S en lo que corresponde a la Ambientación y
Escenario y Garantizar que el Líder respectivo de Montaje cumplan con
estos estándares.
Ventajas: Mayor control de funciones y compromiso con el resultado final.
En este documento se genera la información de control de calidad para la
adecuada presentación de la ambientación y escenario, la misma que será
llenada por el Líder de Ambientación y Escenario y validada por el Senior
de Operaciones.
A continuación se muestran los nuevos estándares de supervisión de la
ambientación y escenario (ver Figura 25)
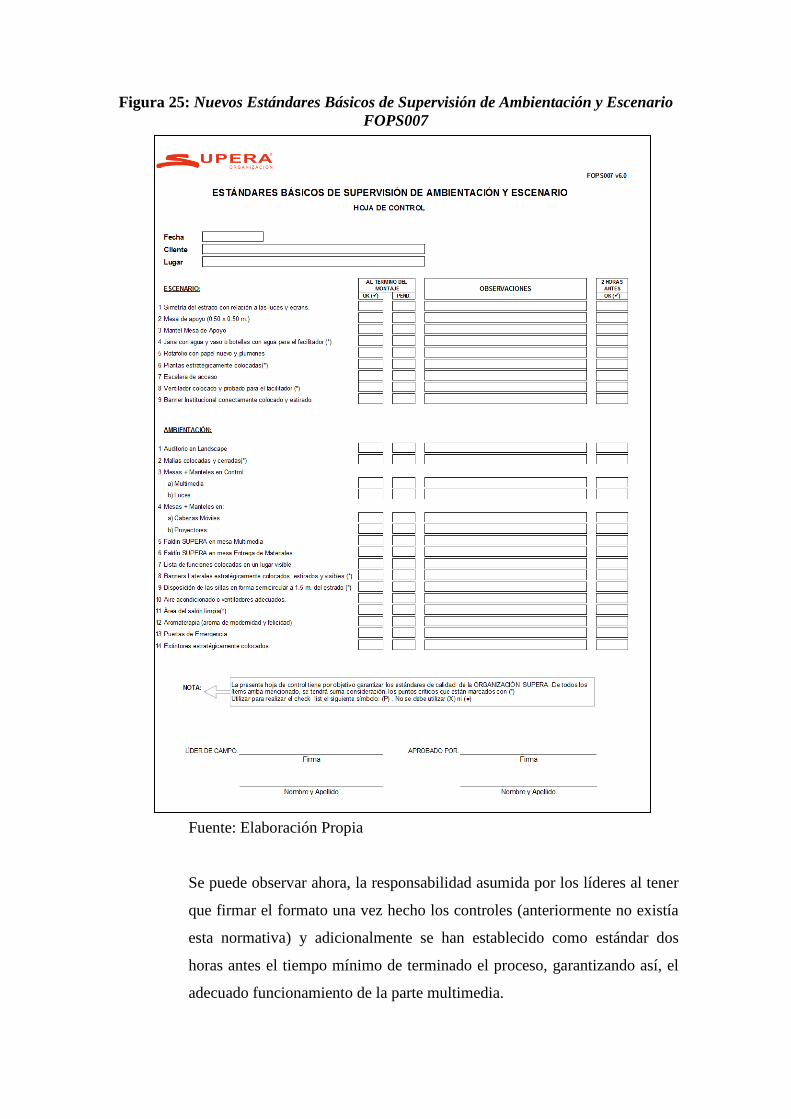
Figura 25: Nuevos Estándares Básicos de Supervisión de Ambientación y Escenario FOPS007
Fuente: Elaboración Propia
Se puede observar ahora, la responsabilidad asumida por los líderes al tener
que firmar el formato una vez hecho los controles (anteriormente no existía
esta normativa) y adicionalmente se han establecido como estándar dos
horas antes el tiempo mínimo de terminado el proceso, garantizando así, el
adecuado funcionamiento de la parte multimedia.

3. Nuevo Formato de Estándares Básicos de Supervisión de Sonido e
Iluminación FOPS008 (ver Figura 26)
Objetivo: Asegurar el mantenimiento de los estándares de calidad
establecidos para los PIT’S en lo que corresponde al Sonido e Iluminación y
Garantizar que el Líder respectivo de Montaje cumplan con estos
estándares.
Ventajas: Mayor control de funciones y compromiso con el resultado final.
En este documento se genera la información de control de calidad para la
adecuada presentación de la iluminación y el sonido, la misma que será
llenada por el Líder de Sonido y Luces y validada por el Senior de
Operaciones.
A continuación se muestran los nuevos estándares de supervisión del sonido
y la iluminación (ver Figura 26)

Figura 26: Nuevos Estándares Básicos de Supervisión de Sonido e Iluminación FOPS008
Fuente: Elaboración Propia
Se puede observar ahora, la responsabilidad asumida por los líderes al tener
que firmar el formato una vez hecho los controles (anteriormente no existía
esta normativa) y adicionalmente se han establecido como estándar dos
horas antes el tiempo mínimo de terminado el proceso, garantizando así, el
adecuado funcionamiento de la parte multimedia.
Se concluye entonces, que con estas mejoras y actualizaciones, así como
los responsables y medios de control de los Documentos del Montaje
(los mismos que hasta la fecha carecían de un adecuado control y

asignación de responsabilidades), se lograrán establecer mejoras en los
procesos que garanticen y hagan sostenible un adecuado resultado de
las operaciones.
No obstante, estas soluciones encontradas podrían no permitir garantizar al
100% la adecuada devolución de los equipos y los materiales de soporte (los
mismos que han generado pérdidas a la empresa). Por lo que se ha visto
necesario la elaboración de documentos que en la actualidad no existían
para garantizar el adecuado proceso de devolución de los mismos y evitar
así, las mermas por pérdidas y deterioros:
• Formato de Devolución de Materiales de Soporte de Escenografía
(ver Figura 27)
• Instructivo de Recepción de Equipos después del Programa (PIT)
(ver Figura 28)
4. Nuevo Formato de Devolución de Materiales de Soporte de Escenografía
FOPS023 (ver Figura 27)
Objetivo: Asegurar la correcta devolución de los materiales de soporte,
mediante el chequeo correspondiente con el Área de Logística, evitando así,
las pérdidas por falta de control y el no asumo de responsabilidades.
Alcance: Se inicia desde la llegada de los materiales de soporte al Almacén
de Logística, la verificación del estado de los materiales hasta su correcta
ubicación.
Ventajas: Un primer punto de control que no se tenía anteriormente, y un
mayor compromiso con el resultado final.

Figura 27: Nuevo Formato de Devolución de Materiales de Soporte de Escenografía FOPS023
Fuente: Elaboración Propia
Se puede observar ahora, la responsabilidad asumida por los líderes al tener
que firmar el formato una vez hecha la devolución (anteriormente no existía
esta normativa), garantizando así, el adecuado control y las
responsabilidades de los materiales de soporte devueltos.

5. Nuevo Instructivo de Recepción de Equipos después del Programa (PIT)
IOPS004 (ver Figura 28)
Objetivo: El presente instructivo tiene como objetivos principales:
• Controlar el ingreso de los equipos al almacén de Operaciones
• Los equipos sean ubicados en los lugares correspondientes para su
fácil recuperación.
Alcance: Se inicia desde la llegada de los equipos al Almacén de Equipos y
la verificación del estado de los mismos hasta su correcta ubicación.
Ventajas: Un primer punto de control que no se tenía anteriormente para
asegurar la condición de los equipos al final del PIT y un mayor
compromiso con el resultado final.
TABLA DE REGISTRO DEL PROCEDIMIENTO
Nombre del Registro Responsable del Control Tiempo de Conservación
Lista de Equipos Líder Junior de Activos Fijos 1 año
Hoja de Reporte Líder Junior de Mantenimiento Permanente
Informe de Mantenimiento Líder Júnior de Mantenimiento 3 meses
Fuente: Elaboración Propia

Figura 28: Nuevo Instructivo de Recepción de Equipos después del Programa (PIT) IOPS004
Fuente: Elaboración Propia
Se puede observar ahora, la responsabilidad solicitada para los líderes
involucrados con los equipos, (anteriormente no existía este instructivo),
garantizando así, el adecuado control y las responsabilidades de los equipos
devueltos, así como su situación y condición final.
Un punto adicional que aunado a la planificación y control de las
operaciones, permitirá corregir el problema del incremento del inventario
de almacén de operaciones es la generación de un instructivo para la
ruptura de stock, tanto en la etapa previa (almacén) como durante el
proceso de montaje de equipos.

6. Nuevo Instructivo para la Ruptura de Stock del Almacén y de los
Programas PIT’S IOPS003 (ver Figuras 29 y 30)
Objetivo: El presente instructivo tiene como objetivos principales:
• Asegurar el stock de los equipos, repuestos, accesorios, etc. para el
correcto desarrollo de las operaciones.
• Disponer de los repuestos, accesorios y equipos necesarios para el eficaz
desarrollo del proceso de mantenimiento de equipos usados para el
desarrollo de los Programas PIT’S.
Alcance: Se inicia con la verificación del stock del almacén de equipos
hasta la recepción del equipo y su debido almacenamiento.
Ventajas: Disponer de un instructivo que sirva para el adecuado tratamiento
de los equipos, manteniendo siempre el stock y evitar en lo posible la
compra innecesaria y de última hora de los mismos. Al mismo tiempo un
mayor orden que servirá como base para la gestión de mantenimiento del
área involucrada.
TABLA DE REGISTRO DEL PROCEDIMIENTO
Nombre del Registro Responsable del Control Tiempo de
Conservación
Correo electrónico Líder Junior de Activos Fijos 3 meses
Cuaderno de Anotaciones Líder Junior de Activos Fijos 6 meses
Fuente: Elaboración Propia

Figura 29: Nuevo Instructivo para la Ruptura de Stock del Almacén
Verificar stock de insumos y materiales para el mantenimiento
y tener una buena conservación de los
equipos
Hay stock?
Se Hace requerimiento
Volver a formular el
requerimiento
Se anota la fecha en que se reviso
No
Si
Se envía por correo al Senior de Operaciones
Lo aprueba
Reenvia el correo al Senior de Logística
Si
No
Recepciona el correo
El Jefe de Logística procede
con el cambio
Hace efectiva la entrega del
producto al Líder Junior de almacén
Lo devuelve
Revisa lo comprado delante del Senior de Logística
Lo almacena
En buenas condiciones No
Efectúa su Procedimiento
Logístico.
Departamento de Almacen Operaciones Jefe de Logistica Ruptura de Stock para el Almacén
Cuaderno de anotaciones
Si
Fuente: Elaboración Propia
Se puede observar ahora, los 3 actores que participan en el proceso de
ruptura de stock, así como sus responsabilidades (anteriormente no existía
este instructivo), garantizando así, el adecuado control y disponibilidad de
los equipos y minimizando las compras de los mismos, así como su
situación y condición final.

Figura 30: Nuevo Instructivo para la Ruptura de Stock para los Programas PIT’S
Verificar stock con la Lista de Equipos
Hay stock?
Se informa de la Senior de Operaciones
No
Si
Se comunica al Senior de
Operaciones el motivo de la falta de
equipos
Departamento de Almacén Operaciones Senior de Logistica
Ruptura de Stock para los Programas
Continua con el Procedimiento POPS001 de
planeamiento de Operaciones
Recepciona el correo
Envía un Requerimiento vía email al área de Logística con las especificaciones técnicas del caso para el alquiler o la
adquisición del equipo faltante.
Efectúa su Procedimiento
Logístico.
El Jefe de Logistica procede
con el cambio
Hace efectiva la entrega del
producto al Líder Junior de almacén
Lo devuelve
Revisa las condiciones del equipo alquilado o
comprado
Lo prepara pera el programa.
En buenas condiciones No
Si
FIN
Fuente: Elaboración Propia
Se puede observar ahora, los 3 actores que participan en el proceso de
ruptura de stock, así como sus responsabilidades, (anteriormente no existía
este instructivo), garantizando así, el adecuado control y disponibilidad de
los equipos durante la ejecución del PIT
Con estas nuevas propuestas se puede concluir que el incremento del
inventario de almacén de operaciones estará controlado y solo
obedecerá únicamente en base al crecimiento futuro de actividades de
ser necesario. Esta acción dejará de lado las compras de último momento y
las pérdidas de los equipos y materiales (los mismos que hasta la fecha
carecían de un adecuado control y asignación de responsabilidades).
Finalmente, para garantizar una adecuada sostenibilidad de la solución,
es necesario medir el progreso de la misma, así como controlar los
procesos que ocasionan que dichos problemas aparezcan, de tal manera

que puedan corregirse a tiempo y mejorar continuamente según lo que se
describió en la metodología de mejora continua del marco teórico. A
continuación se determinan los reportes necesarios y los medios de control
que se deben implementar en el Área de Operaciones para garantizar el
resultado deseado (ver Cuadro 17).
Cuadro 17. Reportes y Controles necesarios para Garantizar un adecuado
seguimiento y control de los problemas encontrados
Nivel de mermas y/o pérdidas por programa
Materiales, equipos salen / Materiales, equipos entran
Carga, transporte y descarga de materiales y equipos
Jefe de Logística% de efectividad en devolución > 99
BARRAS Y GRÁFICAS
Nivel de efectividad de control logístico
# Controles efectuados / # Controles definidos
Almacenamiento, carga, transporte y descarga de materiales y equipos
Jefe de Logística% de efectividad en devolución = 100
BARRAS Y GRÁFICAS
Índice de crecimiento mensual del inventario
Inventario monetizado actual / Inventario monetizado propuesto
Control de Inventarios y almacenes
Jefe de Almacenes / Contabilidad
Inventario actual ≤ Inventario Propuesto
BARRAS Y GRÁFICAS
Nivel de equipos operativos vs. equipos con falla
# equipos operativos / # equipos totales
Control de Inventarios y almacenes
Jefe de Almacenes% de equipos operativos > 90
BARRAS Y GRÁFICAS
Nivel de satisfacción de servicio durante y después
# de quejas formuladas / # de encuestas satisfactorias
Encuestamiento y satisfacción del cliente
Atención al cliente % de satisfacción > 85BARRAS Y GRÁFICAS / ENCUESTAS
Tiempo promedio de instalación y desinstalación
# de horas utilizadas / # de horas programadas
Montaje y desmontaje de escenografía
Senior de Operaciones
No superar la 1.5 horas de retraso promedio al año
BARRAS Y GRÁFICAS
Indice de capacitación técnica
# de horas brindadas / # de horas programadas
Capacitación de Personal Administrativo y Operaciones
AdministradorCumplir el 100% de capacitaciones programadas
REPORTES O INFORMES
Índice de crecimiento mensual de subcontrataciones
# de personal contratado / # de personal planificado
Planificación de Operaciones
Senior de Operaciones / RRHH
No superar el 110% de contratación prevista
BARRAS Y GRÁFICAS / ENCUESTAS
Índice de reprocesos durante la instalación
# de reprocesos montaje / # de procesos efectuados
Montaje y desmontaje de escenografía
Senior de Operaciones
No superar los 3 reprocesos mensualmente
BARRAS Y GRÁFICAS
METAOBTENCIÓN CONTROL
Índice de Mermas y Pérdidas por deficiente control logísitico de equipos y materiales
Incremento del inventario de almacén de operaciones
PROBLEMAS PROPIETARIOPROCESOINDICADOR
Deficiencias en los resultados de calidad durante el montaje
Incremento de la mano de obra del personal de
operaciones
Fuente: Elaboración Propia
Como se muestra en el cuadro 17, se define entonces, los reportes necesarios y
los medios de control para garantizar un adecuado control y evitar el surgimiento
nuevamente de dichos problemas. Con la implementación de esta propuesta de
control y mejora de procedimientos se eliminarán operaciones que no agregan
valor al servicio y se estandarizarán, aún más, las actividades de los
trabajadores, lo que repercutirá directamente en la minimización de los
problemas anteriormente encontrados.
3.4. Recursos y Tiempo para la puesta en marcha
A continuación se presentan los recursos y el tiempo estimado para la puesta en marcha de la alternativa de solución:

1. Estandarización y Mejora del Proceso de Planificación y Montaje
Escenografía
- Programa de Capacitación, el programa de capacitación que se propone estará
dirigido para el personal operativo y administrativo del área de Operaciones y
Logística de la empresa. Esta capacitación deberá encuadrarse siempre en un
proceso continuo que permita mejorar los conocimientos y habilidades del
personal y que garantice la eficiencia de las operaciones encomendadas.
Los objetivos principales que se buscan al implantar este programa de
capacitación son los siguientes:
1. Refinar los conocimientos, técnicas y habilidades del trabajador.
2. Incrementar la productividad y eficiencia de cada trabajador.
3. Prevenir los riesgos y reprocesos en las operaciones.
4. Mejorar las aptitudes, actitudes y sentido de pertenencia de los empleados.
Para el programa de capacitación propuesto; “se contratará” a una empresa
consultora especialista en “Factor Humano” y Mejora de Procesos, la misma que
cuenta con la experiencia necesaria en asesorías a empresas locales. Esta
consultora dictará los cursos de capacitación al área administrativa de la
empresa.
A continuación se muestra el programa de capacitación propuesto para el
personal de operaciones y personal de administración (ver cuadro 18).

Cuadro 18. Programa de Capacitaciones para Personal de Operaciones y
Administrativos
Tema de Capacitación Duración (horas)
Personal para Capacitación Cantidad
Cambio Organizacional 5
Administrador General, Gerente de Producto, Gerente de Proyectos, Senior de Operaciones, Senior de Logísitica, Contador General
6
Administración de RRHH 6Gerente General, Administrador General, Senior de Operaciones, Senior de Logísitica
4
Comunicación y Trabajo en Equipo 6
Administrador General, Gerente de Producto, Gerente de Proyectos, Contador General, Senior de Operaciones, Senior de Logísitica, Líderes de Campo, Líderes de Montaje
12
Satisfacción Total del Cliente 6
Administrador General, Gerente de Producto, Gerente de Proyectos, Senior de Operaciones, Senior de Logísitica, Contador General
6
Planificación de Operaciones 30Senior de Operaciones, Senior de Logísitica, Líderes de Campo, Líderes de Montaje
8
Productividad y Mejora Contínua 18Administrador General, Gerente de Producto, Senior de Operaciones, Senior de Logísitica
4
Sistemas de Gestión de Calidad y Seguridad Industrial
24Senior de Operaciones, Senior de Logísitica, Líderes de Campo, Líderes de Montaje
8
Fuente: Elaboración Propia
Como se ve en el cuadro 18, la cantidad de horas invertidas en capacitación de
los principales actores involucrados repercutirá directamente en la mejora del
sistema propuesto.
Una vez adquiridos y/o mejorados los conocimientos, el área administrativa de
la empresa tendrá la obligación de brindar una capacitación continua al personal
de operaciones, fortaleciendo así, los conocimientos en planificación,
producción, productividad, eficiencia y sistemas de gestión entre otros.
Seguidamente se procede a calcular el costo de la capacitación propuesto para el
personal de operaciones y personal de administración (ver cuadro 19).

Cuadro 19. Costo del Programa de Capacitaciones para Personal de
Operaciones y Administrativos
Valor Valor ValorUnitario x Hora Total Total
(US $) Dscto 30% Dscto 30% (US $) (S/.)
Cambio Organizacional 5 6 30 630 1638
Administración de RRHH 6 4 30 504 1310.4
Comunicación y Trabajo en Equipo 6 12 30 1512 3931.2
Satisfacción Total del Cliente 6 6 30 756 1965.6
Planificación de Operaciones 30 8 30 5040 13104
Productividad y Mejora Contínua 18 4 30 1512 3931.2Sistemas de Gestión de Calidad y Seguridad Industrial
24 8 30 4032 10483.2
13986 36363.6
Tema de Capacitación Cantidad Personas
TOTAL DE INVERSIÓN PARA CAPACITACIÓN
Duración Horas
Fuente: Elaboración Propia
Del cuadro 19, se determina que la inversión por capacitación al personal
administrativo y operativo asciende a S/. 36,363.60. Dichas sesiones se pueden
realizar los días hábiles de trabajo con una duración máxima de 2 horas por día,
de manera tal que afecte al mínimo la productividad de la empresa o los días
sábados en horario matutino con un máximo de 6 horas al día.
2. Control de Calidad
- Equipo Encargado: Gerente de Producto, Senior de Producto, Senior de
Operaciones, Líder de Campo, Encargado de Logística
- Costo de Horas-Hombre: Mínimo (Horas de oficina – Costo Fijo)
- Tiempo de Implementación: 2 meses aprox.
- Indicadores de Medición Utilizados: Número de reprocesos por programa,
índice de fallas durante el programa, índice de satisfacción del cliente,
penalizaciones.
- Inversión: Mínima, (Salario de Planilla)
3.5. Evaluación de la Propuesta
La evaluación económica de la propuesta a implantarse debe entenderse como la
exploración sistemática de la eficiencia de las distintas etapas del estudio en
mención. En general, se puede afirmar que el proyecto será evaluado como
eficiente si va logrando los fines previstos para los cuales fue creado.
La evaluación económica permite conocer la rentabilidad del proyecto a través
de la aplicación de técnicas como la TIR (Tasa Interna de Retorno), VAN (Valor
Actual Neto) y B/C (Coeficiente Beneficio/Costo).
a. Flujo de Caja
Basándonos en las inversiones de la propuesta realizada anteriormente y con el
fin de establecer el resultado de los objetivos económicos en la empresa, se
procede a realizar un flujo de caja para la implementación de dicha propuesta,
especificando los egresos por concepto de las inversiones que se deberán
realizar.
Dichas inversiones tendrán un efecto positivo, ya que permitirán refinar los
conocimientos, técnicas y habilidades del trabajador, incrementando su
productividad y eficiencia. Así mismo, se lograrán prevenir los riesgos y
reprocesos en las operaciones, evitando así que los recursos económicos se
pierdan y permitiendo además una futura recompra a largo plazo, lo que
garantizará mayores ventas e ingreso de capital.
Previamente se debe considerar el ahorro esperado producto de la eliminación de
los problemas al implementarse las mejoras.
Asumiendo que mensualmente se realizan como mínimo 2 PIT’S al mes (valor
conservador), se procede a hacer el cálculo de los ahorros a nivel mensual y
anual, llevándolos a una misma escala:

Cuadro 20. Ahorros estimados al realizar las mejoras
ITEMS
Pérdida de equipos y materiales para devoluciónIncremento del inventario de almacén Resultados no adecuados de calidad durante el montajeIncremento de la mano de obra del personal
S/. 165,290.0
1,284.2 2,568.3 S/. 30,820.0
1,337.5 2,675.0 S/. 32,100.0
Pérdidas Anuales (S/.)
1,530.0 3,060.0 S/. 36,720.0
- 5,470.8 S/. 65,650.0
Pérdidas x Programa (PIT)
Pérdidas Mensuales (S/.)
Fuente: Elaboración Propia
Como se ve en el cuadro 20, se considera entonces, un ahorro de S/. 165,290.00
nuevos soles anuales, los mismos que aumentarían de mejorar la frecuencia de
los PIT’S.
El flujo de caja está proyecto en un lapso de 12 meses, considerando que la
recuperación de la inversión es factible en este transcurso de tiempo. A
continuación se ilustra el Flujo de Caja en el siguiente Cuadro21:

01
23
45
67
89
1011
12 1
.- IN
GRE
SOS
0.0
0.0
3,44
3.3
6,88
6.7
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
1.1.
- Sup
resi
ón o
Elim
inac
ión
de
Prob
lem
a0.
00.
03,
443.
36,
886.
713
,773
.313
,773
.313
,773
.313
,773
.313
,773
.313
,773
.313
,773
.313
,773
.313
,773
.31.
1.1.
- Pér
dida
de
equi
pos y
mat
eria
les p
ara
devo
luci
ón-
-76
5.0
1,53
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
3,06
0.0
1.1.
2.- I
ncre
men
to d
el in
vent
ario
de
alm
acén
-
-1,
367.
52,
735.
05,
470.
05,
470.
05,
470.
05,
470.
05,
470.
05,
470.
05,
470.
05,
470.
05,
470.
01.
1.3.
-Res
ulta
dos n
o ad
ecua
dos d
e ca
lidad
dur
ante
el m
onta
je-
-64
2.1
1,28
4.2
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
2,56
8.3
1.1.
4.- I
ncre
men
to d
e la
man
o de
obr
a de
l per
sona
l-
-66
8.8
1,33
7.5
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2,67
5.0
2.-
EGRE
SOS
(3
6,36
3.6)
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
2.1.
- Inv
ersi
ones
(Cap
acita
ción
)(3
6,36
3.6)
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
2.1.
1.- C
ambi
o O
rgan
izac
iona
l(1
,638
.0)
--
--
--
--
--
--
2.1.
2.- A
dmin
istr
ació
n de
RRH
H(1
,310
.4)
--
--
--
--
--
--
2.1.
3.- C
omun
icac
ión
y Tr
abaj
o en
Equ
ipo
(3,9
31.2
)-
--
--
--
--
--
-2.
1.4.
- Sat
isfa
cció
n To
tal d
el C
lient
e(1
,965
.6)
--
--
--
--
--
--
2.1.
5.- P
lani
ficac
ión
de O
pera
cion
es(1
3,10
4.0)
--
--
--
--
--
--
2.1.
6.- P
rodu
ctiv
idad
y M
ejor
a Co
ntín
ua(3
,931
.2)
--
--
--
--
--
--
2.1.
7.- S
iste
mas
de
Gest
ión
de C
alid
ad y
Seg
urid
ad In
dust
rial
(10,
483.
2)-
--
--
--
--
--
-Fl
ujo
(Ingr
esos
- Eg
reso
s)(3
6,36
3.6)
0.0
3,44
3.3
6,88
6.7
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
13,7
73.3
Fluj
o Ac
umul
ado
(36,
363.
6)(3
6,36
3.6)
(32,
920.
3)(2
6,03
3.6)
(12,
260.
3)1,
513.
015
,286
.329
,059
.642
,832
.956
,606
.270
,379
.584
,152
.897
,926
.1
Fact
or D
escu
ento
(13%
)10
0.0%
88.5
%78
.3%
69.3
%61
.3%
54.3
%48
.0%
42.5
%37
.6%
33.3
%29
.5%
26.1
%23
.1%
Valo
r Pre
sent
e-3
6,36
3.60
0.
002,
696.
634,
772.
798,
447.
427,
475.
606,
615.
575,
854.
495,
180.
964,
584.
924,
057.
453,
590.
673,
177.
58TI
R21
%VA
N20
,090
.49
Fuen
te: E
labo
raci
ón P
ropi
a
Cua
dro
21. F
lujo
de
Caj
a pa
ra la
Im
plem
enta
ción
de
la P
ropu
esta
(2 P
ITS
por
Mes
)
Desc
ripci
ónM
eses

Como se puede apreciar en el Cuadro Nº 21, en el primer mes del inicio de la
implementación de las propuestas no se generan ingresos debido a que el
personal se encuentran en un proceso de aprendizaje, los cambios empezarían a
darse en el segundo mes debido a la recuperación de efectivo en las perdidas,
considerando en un inicio un 25% del valor esperado de S/. 3,443.33. El tercer
mes el proyecto tendrá un incremento del 50% y el cuarto mes llega al máximo
de la recuperación de las perdidas.
b. Coeficiente Beneficio/Costo (B/C)
Procedemos a evaluar el coeficiente de Beneficio/Costo según fórmula:
Beneficio/Costo = Flujo Total de los Ingresos / Flujo Total de los Egresos
Dónde: Si el coeficiente BC > 1 el proyecto se considera rentable,
Si el coeficiente BC = 0 cercano a 1 el proyecto es postergado y
Si el coeficiente BC < 1 el proyecto no se acepta.
Beneficio/Costo = 13,4289.7 / 36,363.6 = 3.7
Como se observa el B/C = 3.7 > 1, entonces el estudio en mención se considera
rentable.
c. Tasa Interna de Retorno (TIR)
La TIR se define como la tasa de descuento o tipo de interés que iguala el VAN
a cero. La misma que debe cumplir las siguientes especificaciones:
Si TIR > tasa de descuento (r): El proyecto es aceptable.
Si TIR = r: El proyecto es postergado.
Si TIR < tasa de descuento (r): El proyecto no es aceptable.
En este caso la tasa considerada de descuento (r) para la empresa es del 13%,
En el Cuadro N° 21 se aprecia que la TIR del proyecto es 21 %, en donde:
TIR = 21 % > 13 % entonces el proyecto se considera rentable.
d. Valor Actual Neto (VAN)
El VAN permite calcular el valor presente de un determinado número de flujos
de caja futuros, originados por una inversión. Debe cumplir las siguientes
especificaciones:
Si VAN > 0: El proyecto es rentable.
Si VAN = 0: El proyecto es postergado.
Si VAN < 0: El proyecto no es rentable.
En el Cuadro N° 21, se demuestra que el VAN del proyecto es de 20,090.49; de
donde se determina que VAN = 20,090.49 > 0; por lo tanto, el proyecto es
rentable.

CAPÍTULO 4 – CONCLUSIONES Y RECOMENDACIONES
4.1. Conclusiones
A continuación se muestran las conclusiones obtenidas
• Las mejoras planteadas en el estudio abarcan mejoras específicas y generales del
proceso escogido. Las primeras muestran un mayor detalle, pues aportarán de
manera significativa a la corrección, la estandarización y el control de los
problemas generados en el Proceso de Montaje de la Escenografía en la empresa
SUPERA.
• El análisis realizado ha llegado a la conclusión que la mayoría de los problemas
encontrados obedecen a una falta o una inadecuada gestión del manejo de
procesos y/o seguimiento de procedimientos en las actividades donde se
producen dichos problemas.
• La razón por la cual se han generado una serie de mejoras en los procesos
involucrados obedece al hecho de que una sola mejora planteada por problema,
difícilmente lograrán solucionar cada uno de estos inconvenientes, pues los
mismos están compuestos por muchas variables y en el peor de los escenarios no
se lograrían controlar en su totalidad, motivo por el cual, es necesario garantizar
la eliminación y el no retorno de los mismos
• Debido a la variabilidad de las condiciones en las que se brindan los servicios de
la empresa, ha sido necesario desarrollar algunas soluciones de carácter general
y complementario con el objetivo de eliminar y “mantener a raya” el rebrote de
dichos problemas, y que a su vez proporcionarán un marco a futuro sobre el cual
se podrán generar más y mejores soluciones específicas.
• Se logró evidenciar la necesidad de implementar funciones y responsabilidades
claras para el desarrollo de las operaciones; pero al mismo tiempo, lograr la
interiorización y el compromiso con dichas responsabilidades en el personal a
cargo, así como también el control y seguimiento de las instrucciones impartidas
durante el desarrollo de dichas actividades.

• Como resultado del análisis de los problemas encontrados se lograron evidenciar
las causas raíces que afligieron a la empresa desde su creación hasta la
actualidad en lo relacionado al proceso de montaje de escenografía y a su vez, se
logró determinar las soluciones más convenientes y significativas para la
implementación de las mejoras propuestas.
• Como resultado del desarrollo de este estudio, se ha logrado generar una
metodología a seguir para la implementación de mejoras en el Área de
Operaciones y los procesos de Montaje de Escenografías en los PIT´S de
Supera. Asimismo, el análisis efectuado ha puesto de manifiesto el grado de
incidencia de los problemas sobre cada una de las áreas.
• La empresa a pesar de mantener un alto estándar en sus resultados de
satisfacción del cliente, presenta como se ha podido apreciar, problemas de
consideración en sus costos operativos y gestión de sus procesos en lo que
concierne a las operaciones de Montaje de Escenografía. Estos problemas por el
momento se mantienen ocultos a las expectativas y resultados finales en la
experiencia de los clientes; no obstante, son potenciales y de muy alto impacto
negativo de llegar a tocar directamente a los mismos.
• La empresa a la fecha, ha tenido dificultades para medir adecuadamente los
estándares de desempeño del personal durante las operaciones de Montaje de
Escenografía, pues las mismas son realizadas en las afueras de la Organización,
lo que no ha permitido diferenciar si en algún momento los errores detectados
han sido ocasionados por defectos del proceso o por falla de algún miembro del
equipo. Se espera que a través de los planteamientos de mejora de procesos, se
empiece a analizar el desempeño periódico de los trabajadores, lo cual permitirá
mantener el control de los resultados operativos esperados y mejorar su alcance.
• Los 2 puntos neurálgicos que se consideraron para la Mejora de los Procesos en
el Área de Operaciones de la consultora para el Montaje de la Escenografía
fueron los Procesos de Planificación y Montaje, pues de acuerdo al estudio y
análisis de causas, la mayoría de problemas se producen en estos dos puntos; no

obstante, dichas mejoras fueron complementadas adicionalmente con mejoras en
los procedimientos de control de calidad, documentación, definición de
responsabilidades, alcances, penalidades, controles, etc. En algunos casos
añadiendo mayores variables y en otros quitando las innecesarias y optimizando
los mismos, lo que garantizará una adecuada corrección y eliminación de los
problemas encontrados.
• Después de llevar a cabo el presente trabajo, queda en evidencia que antes de
proceder a realizar la completa estandarización de procesos, se deberá consolidar
el mejoramiento de los mismos, y una vez que se mantenga el control y la
sostenibilidad sobre dichos procesos con los indicadores y las métricas
generadas, recién se podrá ajustar a los estándares que maneja la empresa.
• Las mejoras propuestas en este estudio no han incidido en el cambio radical de
los procesos o la reingeniería de los mismos, pues en esencia los mismos han
brindado, a la actualidad, resultados (dentro de lo que se esperaba) satisfactorios,
sin embargo un análisis con mayor alcance podría ser necesario de requerir a
futuro un cambio de modelo en las políticas de la empresa.

4.2. Recomendaciones
A continuación se muestran las recomendaciones ofrecidas
Normalización de los Procesos • Se recomienda a los Directivos de la empresa realizar un análisis
exhaustivo de la propuesta del estudio en mención, con el propósito de
brindar las condiciones necesarias y poner en marcha la implementación
del proyecto, con el objetivo de eliminar los problemas que están causando
pérdidas económicas a la empresa.
• Una vez corregidos los problemas y mejorados los procesos, se
recomienda aplicar estudios de ingeniería de métodos y tiempos de
procesos en cada uno de las etapas de la planificación, el montaje, la
logística y el despacho, a fin de lograr una correcta estandarización de los
mismos.
Capacitación de Mano de Obra propia y Outsourcing • Logrados los procesos normalizados y a fin de no volver a sufrir los
mismos percances anteriores, se debe efectuar un plan de capacitación
periódico al personal propio de la empresa, así como al personal de
servicios sub-contratados (Outsourcing). Esto conllevará a un mayor
rendimiento del personal y disminución de sobrecostos por reprocesos,
mermas, horas extras, etc.
Supervisión y control
• Se recomienda afinar, aún más, la estructura de la empresa, con el objetivo
de contar con la supervisión necesaria que controle los procesos
normalizados en general (tanto en la parte operativa, como logística y
administrativa)
Recursos Humanos
• Incrementar la motivación del personal subcontratado, valorando el aporte
de cada uno de los trabajadores; con una evaluación adecuada, premiando

el esfuerzo real y productivo de cada uno de ellos. Está considerada
también la capacitación mencionada en el punto anterior y la promoción
del personal que así lo amerite.
• Cambiar la política de pago de “horas extras” a “bono de producción” al
realizar una instalación y montaje de escenografía en el tiempo estimado y
con los recursos designados sin generar ningún percance que atente contra
las normativas ya establecidas.
• Revisar y mejorar la política de sub contratación de personal voluntariado,
evitando la alta rotación de los mismos.
Implementación de un Software Integrado a la medida • Para las operaciones de la empresa principalmente las Áreas de Logística,
Almacenes y Mantenimiento. Dicho software deberá también contar con
herramientas de gestión administrativa, financieras y de ventas de
preferencia.
Aplicación de control estadístico del proceso y medidores de gestión (KPI'S) • La empresa actualmente posee métricas y modelos para medir la gestión
global de sus áreas y de la empresa en sí. No obstante, el área de
Operaciones, no está aplicando herramientas propias de control estadístico,
ni medidores de gestión para saber con anticipación el resultado de su
gestión en sus operaciones. Es necesario mejorar la cultura de gestión a
través de medidores específicos, para saber la situación real de dicha área
y poder contrastar con los indicadores de la empresa.
Socios estratégicos
• La empresa en su calidad de cliente puede mejorar, aún más, la relación
con sus socios estratégicos, como por ejemplo los proveedores. A estos se
les deberá solicitar convenios de capacitación técnica para su personal
contratado y voluntariado en general, con el fin de mejorar las capacidades

técnicas de los mismos, y a cambio brindar asesoría a dichos proveedores
en los temas que consideren necesarios.
Gestión Comercial
• Desarrollar una Gestión Comercial que posibilite la obtención de contratos
de venta con los clientes, que permita una planificación adecuada de las
entregas en los servicios, evitando pedidos aleatorios o de emergencia.
Logística - Finanzas - Costos
• La empresa está actualmente interesada en implementar un sistema de
Costeo ABC para la medición de sus costos. Se recomienda concluir con
su aplicación.

ANEXOS
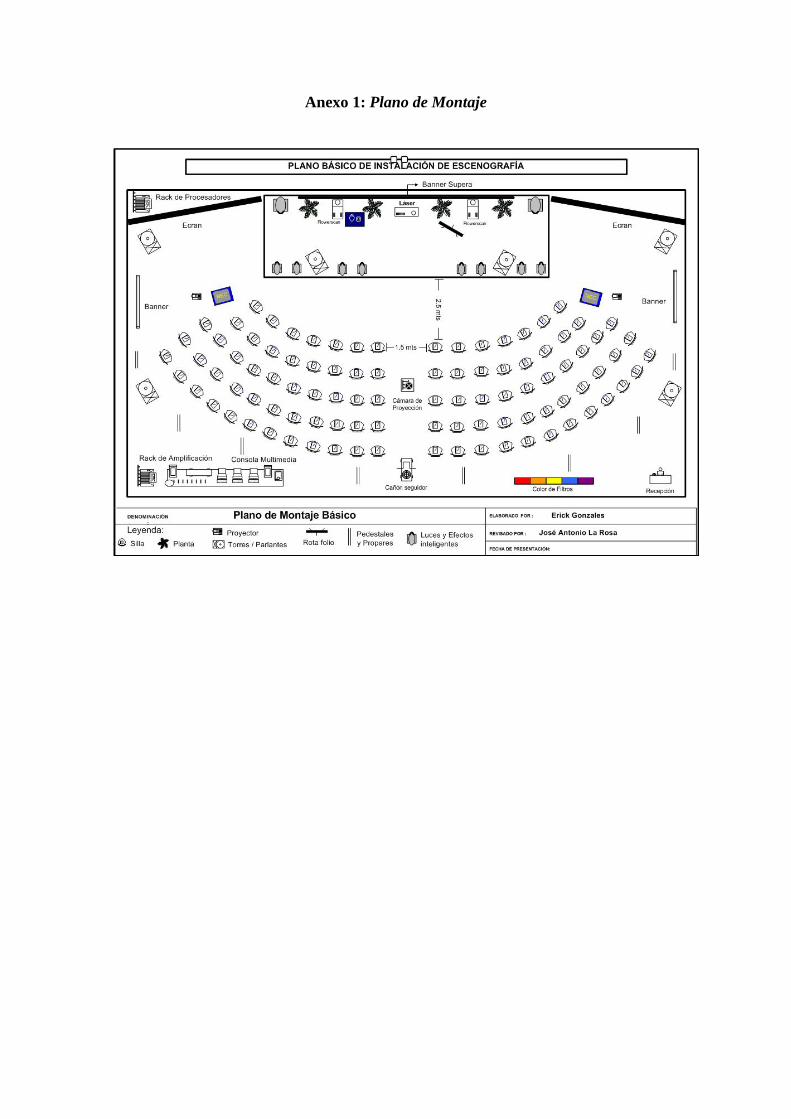
Anexo 1: Plano de Montaje
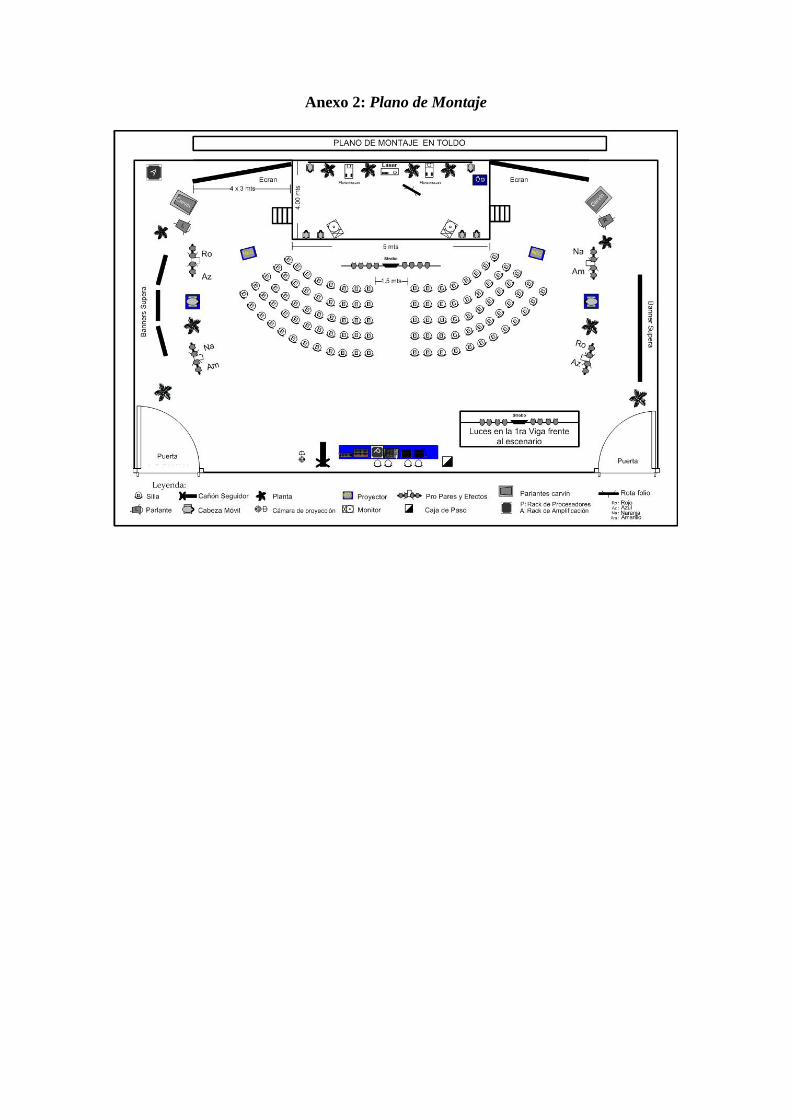
Anexo 2: Plano de Montaje

Anexo 3: Plano de Montaje

BIBLIOGRAFIA
• HAMPTON, David R. (2004) Administración Ediciones Mcgraw-Hill
• KENNETH J. Albert (1984) Manual de Administración Estratégica, Ediciones
Mcgraw-Hill
• MORGAN, Gareth (1986) Imágenes de la Organización, Ediciones Alfaomega
S.A.
• DENISON, Daniel (1992) Cultura Corporativa y Productividad Organizacional,
serie empresarial. Edit Legis. Bogotá, Colombia,
• BARBA, J. (2000) “Complejidad, Caos y Organizaciones”. Ensayo. Artes
liberales. Ensayos de Arte y Ciencias. Universidad San Francisco de Quito.
• DAVID, F. (1997) Conceptos de Administración Estratégica. Prentice Hall.
• GAITHER, N. y FRAZIER, G. (1999) Administración de Producción y
Operaciones. Cuarta edición. Thomson Editores.
• ROBBINS, S. (1994) Administración. Teoría y Práctica. Cuarta edición.
Prentice Hall.
• OTTER, John P. (1990) 1988; El Factor Liderazgo. Díaz de Santos Madrid
• MASLOW, Abraham H; (1991) Motivación y Personalidad. Díaz De Santos,
Madrid
• MENGUZZATO, M. & RENAU, J.J. (1991) La Dirección Estratégica de la
Empresa: Un enfoque innovador del Management. Ariel Economía
• MINTZBERG, Henry (1992) El Poder en la Organización. Ariel Economía
• MIQUEL PERIS, Salvador (1979) Análisis Microeconómico y Cibernético:
hacia un enfoque sistémico de los procesos de adaptación de la empresa; Tesis
Doctoral No Publicada Valencia
• ROBBINS, (1987) Comportamiento Organizacional: conceptos, controversias y
aplicaciones. Prentice Hall
• PAU COS, Jordi Manual de logística integral
• PARRA GUERRERO, Francisca. Gestión de stocks
• FOGARTY BLACKSTONE, Hoffmann (1999) Administración de la
producción e Inventarios Segunda Edición – Cuarta Reimpresión México

• CHASE R.B. y AQUILANO N. J. Gestión de la Producción y Dirección de
Operaciones Tomo Primero Colección ESADE – Editorial Hispano Europea
Barcelona (España)
• ALEXANDER SERVAT, Alberto G. Mejora Continua y Acción Correctiva
Impreso en Prentice Hall, México.
• DOMÍNGUEZ MACHUCA, José Antonio y otros. Dirección de Operaciones.
Aspectos tácticos y operativos en la producción y los servicios. Impreso en
Lavel, S.A. Industria Gráfica, España
• D´ALESSIO IPINZA, Fernando. Gerencia de Operaciones Proyecto de Libro en
Prentice Hall
• GAITHER, Norman y FRAZIER, Greg (2000) Administración de Producción y
Operaciones. Octava Edición. International Thomson Editores, S.A. de C.V. México
• Dominio WEB de la empresa en estudio: www.supera.org