pm pillar
TRANSCRIPT

Chapter 6
PM Pillar

6-1.2 Background

Poor Basic Condition of Machines
Before start of TPM Journey

6-1.3 Aims & Policy of PM Pillar
“We all at PM pillar are committed for retarding the natural deterioration of machines, maintaining machines with optimum cost through deployment of TBM/CBM practices, Continuous improvement & skill up gradation of maintenance personnel.”

Navneet SharmaHead Mech
S. K. PandeyMech WRM
W. Singh Utilities
Mr.Indrajit NandiGeneral ManagerShared Services &
Projects
R. Sharma Head Electrical
N MishraMech Wire Mill
S BubberMech Wire Mill
R.K.SharmaMech Jemco
S.BhattacharyaElec Jemco
Pillar head
Members
6-2.1 PM Pillar Sub-Committee

6-2.2 PM Pillar Approach
PLANNED MAINTENANCEPLANNED MAINTENANCE
ZERO FAILUREZERO FAILURE
MAINTENANCE COST REDUCTIONMAINTENANCE COST REDUCTION
JISHU HOZEN
FINDING ABNORMALITY
CORRECT ABNORMALITY
CLEANING,LUBRICATION, INSPECTION, TIGHTENING
PREVENTIVE MAINTENANCE BREAKDOWN MAINTENANCE
COST MANAGEMENT
TIME BASED MAINTENANCE &
INSPECTIONS
SHUTDOWN MAINTENANCE
EQUIPMENT FAILURE
ROOT CAUSE
ANALYSIS
CORRECTIVE ACTIONS
MAINTENANCE SKILL
UPGRADATION
SPARES MANAGEMENT
LUBRICATION MANAGEMENT
CONDITION BASED
MAINTENANCE
PLANNED MAINTENANCEPLANNED MAINTENANCE
ZERO FAILUREZERO FAILURE
MAINTENANCE COST REDUCTIONMAINTENANCE COST REDUCTION
JISHU HOZEN
FINDING ABNORMALITY
CORRECT ABNORMALITY
CLEANING,LUBRICATION, INSPECTION, TIGHTENING
PREVENTIVE MAINTENANCE BREAKDOWN MAINTENANCE
COST MANAGEMENT
TIME BASED MAINTENANCE &
INSPECTIONS
SHUTDOWN MAINTENANCE
EQUIPMENT FAILURE
ROOT CAUSE
ANALYSIS
CORRECTIVE ACTIONS
MAINTENANCE SKILL
UPGRADATION
SPARES MANAGEMENT
LUBRICATION MANAGEMENT
CONDITION BASED
MAINTENANCE

Apex KPI No.
Pillar KPI No.
Pillar KPI Pillar KAIs UOM Good KPI deployment level Supporting JH PM
kaizen No of
failures and root
cause analysis
done
Optimize lubricant
consumption
Standardize spares
MP sheet generation
Dept Section Circle Red tag
closure
training
1.1 1.1.1 Breakdown in A category equipments
Nos
1.1.2 Breakdown in B category equipments
Nos
4.2 4.2.1 Maintenance cost
Rs./MT
KAI department level Dept.
Section Circle Better ↑ ↑ ↑ ↑ ↓ ↑ ↑
Unit of measure Nos Nos Nos % Liters Nos Nos
6-2.3 PM Pillar KPI & KAI

Sl.No Activity Description FY10 FY 11 FY 12 FY 13 FY 14 FY 15 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2 H1 H2
1 Carrying 1S 2S activities and establish & maintain Manager Model Machine
TP
M K
ick
Off
2 Establish PM pillar sub committee 3 Support to Jishu Hozen 4 Evaluate and
understand current equipment conditions
Data collection
Classification of equipment
5 Restore deterioration Failure analysis Weak component eradication
6 Develop maintenance management system
Build information management system
Build spare management system
Build lubrication management system
7 Build periodic maintenance system
Prepare and improve TBM calendar
8 Build predictive maintenance system
Introduce and develop equipment diagnosis technology
9 Maintenance skill education
6-2.4 PM Pillar Master Plan

6-2.5 PM Pillar KPI and KAI ( Rod Mill)
KPI No
Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14Benchmark Targets
1.1.1 Breakdown in A category equipments
Nos ↓ 250 200 100 50 0
1.1.2 Breakdown in B category equipments
Nos ↓ 50 35 15 5 5
4.2.1 Maintenance cost Rs./MT ↓ 415 385 350 300 270KAI No
Pillar KAI
1 Red tag closure Cum Nos ↑ 436 2000 5000 8000 120002 PM kaizen Cum Nos ↑ 24 50 100 200 3003 No of failures Vs RCA done % ↑ 25 50 75 100 1004 Optimize lubricant consumption Liters ↓ 4550 4000 3800 3600 35005 Standardize spares Cum Nos ↑ NT NT NT 20 506 MP sheet generation Cum Nos ↑ NT NT NT 5 10
6-2.5.1 PM Pillar KPI and KAI ( Wire Mill)KPI No
Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14
Benchmark Targets
1.1.1 Breakdown in A category equipments
Nos ↓ 2935 2200 1500 750 0
1.1.2 Breakdown in B category equipments
Nos ↓ 1467 1200 1000 500 147
4.2.1 Maintenance cost Rs./MT ↓ 811 750 650 550 450
KAI No
Pillar KAI
1 Red tag closure Cum Nos ↑ 0 500 1500 2500 4000
2 PM kaizen Cum Nos ↑ 0 25 50 100 150
3 No of failures Vs RCA done % ↑ 20 50 75 100 100
4 Optimize lubricant consumption Liters ↓ 1056 700 600 600 400
5 Standardize spares Cum Nos ↑ NT NT NT 10 20
6 MP sheet generation Cum Nos ↑ NT NT NT 2 5

6-2.6 PM Pillar KPI and KAI ( Jemco)KPI No
Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14
Benchmark Targets
1.1.1 Breakdown in A category equipments
Nos ↓ 389 350 250 250 230
1.1.2 Breakdown in B category equipments
Nos ↓ 308 305 260 250 250
4.2.1 Maintenance cost Rs./MT ↓ 1226 35.00 28.00 50.00 50
KAI No
Pillar KAI
1 Red tag closure Cum Nos ↑ 108 300 500 700 1100
2 PM kaizen Cum Nos ↑ 3 10 12 15 12
3 No of failures Vs RCA done % ↑ 10 50 70 90 100
4 Optimize lubricant consumption Liters ↓ 7776 7500 7300 7100 7000
5 Standardize spares Cum Nos ↑ NT NT NT 5 20
6 MP sheet generation Cum Nos ↑ NT 10 15 25 30

6-2.7 Activities of PM Pillar
1. Support to Jishu Hozen. (Autonomous Maintenance)2. Zero Breakdown activities (Analysis and counter measure)3. Maintenance Information System4. Establishing Planned Maintenance System5. Predictive Maintenance activity6. Lubrication Management System7. Spare Parts management8. Maintenance Skill enhancement

6-4 Support to Autonomous Maintenance 6-4.1 JH Step- 0 & JH Step-1
6-4.2 JH Step – 2 : Hard to access areas located by Jishu Hozen team are rectified made easy. These Areas are further classified in to following categories.
a) Hard to Clean, b) Hard to inspect, c) Hard to Lubricate,d) Hard to re tight, e) Hard to operate, f) Hard to adjust.
Kaizens were done to remove hard to access, Hard to clean & hard to lubricate areas. Some examples are attached below :
Imparting Basic Knowledge Support in Initial Cleaning Identification of Fugais

Activity JH KK PM QMLoss No. / StepImpact on P Q C D S M
Bench Mark
Target
Kaizen Start
Kaizen Finish
Leader
Machine Target date Responsibility Status
PLANT - GF 5 MACHINE - Pay off wire separator
Theme :- To reduce the breakdown of chain in pay off basket of M/c 140.
KAIZEN IMPLEMENTATION SHEET
Kaizen Implementation sheet
ISWP/WM/K/046
Niranjan singh
Amrendra singh
Abdul sattar
To reduce the cleaning time by
1/10th
BENEFIT:-
ANALYSIS:- RESULTS:-
Scope and Plan for Horizontal deployment
01 /03/1310 /04/13
Member
Abhishek kumar
TEAM MEMBERS
S ray
Idea - Material handing sling for lifting the load..
High scale cleaning time
No tray arrangement in wire seperator stand Tray arrangement in wire seperator stand
3 Design weakness .
P = ( Before cleaning Time = 63min) (After cleaning Time =28 min) C = Rs 50000 / Year
S = No any chance of incident .
M = High moral ( No any wire breakage due to entanglement)
1) Reduction in the cleaning time by 35 min
2) In house Design Modifiction of the tray
BEFORE AFTER
1. Why scale scattering on floor ?
2. Due to no any arrangement for collect the scale
To make tray type arrangement to collect the scale
WHY
WHY
To be shown during schedule B presentation

Activity JH KK PM QMLoss No. / StepImpact on P Q C D S M
Bench Mark
Target
Kaizen StartKaizen Finish
LeaderMemberMemberMemberMemberMember
Machine Target date Res. Status
All M/cs FY 13 RKS /AK Done
Kaizen Implementation sheet
ISWP/WM/K/026
KAIZEN IMPLEMENTATION SHEET
PLANT - WIRE DRAWING MACHINE - Wire Drawing Die box unit
Theme :- To Reduce the Scattering of the burnt soap from the Die Box.
Idea - Sealed type container for the chemicals.
Consumption of the soap is 2.85 Kg / MT
Redction in consumption of the soap from 2.85 Kg / MT to 1.90 Kg/MT
Abdul Sattar
26 /05/12
Hardeep singhSc mahto
24/06/12TEAM MEMBERS
Abhishek Kumar
ANALYSIS:- RESULTS:-
Scope and Plan for Horizontal deployment
Gopal Guha
BENEFIT:-
Rakesh kr singh
1. Why scattering of soap in the working enviroment ?
2. Due to passing of wires in the die box cause the scattering of soap
4. To make arrangement of covering the die box
3. Due to No Any arrangement of Cover in the die box
1.Total Arresting of the scattering of soap
Arrangement of cover for the die box. No any arrangement of cover for the die box.
BEFORE AFTER
2. Neat & clean Work area
3. Saving about .02 kg/MT of Unburnt soap
WHY
WHY
WHY
Reduction in cleaning time.
To be shown during schedule B presentation

6-4.3 JH Step-3: i) Preparation of Composite check sheet to clarify the JH and PM activitiesii) PM to helped in preparation of tentative CLITA standards.iii) Assisting JH team on making visual inspections.
Sample Sheet
Sample Sheet
VISUAL INSPECTION

6 A
XIS
TR
AIN
ING
6-4.4 JH Step- 4 :
General training imparted to JH circles on following topics :
Basics of pneumaticsElectrical basicsBasics of drives & transmissionBasics of lubricationBasics of hydraulicsBasics of fasteners
Basic M
odules Bookle
ts

Cross-section of different types of Cables
VARIOUS MODELS & CUT MODELS MADE FOR TRAINING
VARIOUS MODELS & CUT MODELS MADE FOR TRAINING
Models & cut models for better understanding of machines

6-5 Zero Breakdown Approach & Activities :3 Causes & 5 Factors Approach
Uncontrolled stress Neglected deterioration Insufficient Strength
Inadequate compliance with basic requirement
Non compliance with Usage requirement
Lack of skill Neglected deterioration Design Weaknesses
Collect the data & Investigate the Equipment/Process
Restoration By Shift-In-Charge
Breakdown Occurs
Why-Why analysis by Shift-In-Charge
Why-Why analysis by Department head with Team
Identifying Root Cause
Identify the counter measure Kaizen
Implement counter measure
Monitor the results
Results
NO
Horizontal Deployment
Documentation
Update the maintenance procedure
YES
Preparation of MP Sheet
6-5.1 Process of ZERO break-down is as shown in the figure below:

6-5.2 Example of Why-Why Analysis
Sample Sheet

Sample Sh
eet

Sample Sheet

After analysis the root cause was found as design weakness hence design modification was done & kaizen sheet was made for the same as shown below :
Sample Sheet
To be shown during schedule B
presentation
Story Line Kaizen

6-5.3 Sample summary sheet of why-why analysis done
Qty Cost
1) One time cleaning of Reservoir.
2) 3 nos 3) 1 nos
2) 30000 3) 190000
DST 10.04.11 DONE
2) Fitting suction filters in line.
3 nos 30000 AD 31.10.11 Dropped
3) fitting new high capactity heat exchanger.
1 nos 190000 AD 31.10.11 Done
APR 2011
Roller Table # 13
A 1
Gearbox jam due to coil end piece stucked in between gears.
Deliberate violation
Replace the connecting flange and key. 1 set
7000 DST 30.06.11 dONE
Inspection point to be included in check sheet
AD 01.05.11 done
MAY 2011
Coil Upender A 1UP-DOWN hyd cylinder's clevis pin sheared
Design weakness
Replace the pin with a higher diameter pin by modifying the clevis and bracker arrangement.
1 setAD + DST
15.06.2011 done
JUN 2011
Roller Table # 17
A 1Gearbox to motor gear coupling's key got damaged.
Improper Maintenance
Skill
Training to be imparted "How to fit Keys in power
transmission"AD 15.07.2011 Done
JUN 2011
Roller Table # 12
A 1
Cobble due to tail end entered in the housing gap between roll No. 5 & 6.
Inherent design weakness
Welding done of the gap.
Done
Universal spindle's connecting flange rotating free due to key failure.
Hyd P/P 5 AHydraulic pump # 2 failure
Violation of basic condition
1
1Improper
Inspection
Equipment RankNos
of Failure
APR 2011
Roller Table # 0
A
APR 2011
Target date StatusMonth Failure Detail Root Cause Action Identified Resp
Resource Required
Sample
She
et

With the aforesaid zero failure methodology & activities there is a marked reduction in equipment breakdowns. Following is the status of zero failure equipment in respective plants:
Total No. Of Equipments
Zero Breakdown
Equipments
WRM
136
69
Wire Mill 23 6
Jemco 67 13
Utilities
128
102
6-6 Establishment of PM Structure : PM structure was established at ISWPL which consists of the following :1. Preventive Maintenance2. Predictive Maintenance3. Breakdown Maintenance4. Maintenance Prevention

6-6.1 Equipment Ranking : Criticality rating of equipments done based on following criteria :
Production (P)Effect on product Quality(Q)Cost of maintenance(C)Frequency of failure & time required for repairs(D)Effect on safety & environment(S)
Rank Score (P+Q+C+D+S)
A > 28
B More than 20 less than 28
C Less than 20

Sample Sheet

The above is a sample sheet of rod mill equipments criticality rating. Similarly criticality of all machines in wire & Jemco was also established.
No. of Equipments A -Category
No. of Equipments B -Category
No. of Equipments C -Category
WRM 116 7 13
Wire Mill 19 4 0
Jemco 29 21 16
Utilities
66 2 60

6-6.2 Maintenance Management Information Structure:
MAINTENANCE MANAGEMENT INFORMATION SYSTEM
Keeping Records
Routine Inspection Check sheet & Maintenance Schedule (TBM)
Equipment diagnosis record (CBM)
To Preventdeterioration
Failure Data Record
Collection of data
From Operator
From Logbook
To measuredeterioration
Restoration
Eliminate Breakdown
Maintenance Activity
Failure Analysis
History Book
Standard maintenance/Operating procedure (SMP)
Training Manual
From KPI(Key Performance Indicator) tracking system

A maintenance management information system was evolved for streamlining all the maintenance activities. It involves collection of breakdown & abnormalities data, keeping records of TBM & CBM activities, failure analysis, equipment history, SOP’s ,training manuals. The management information system helps in keeping track of key performance indicators. An example of a typical maintenance calendar :
Sample Sheet
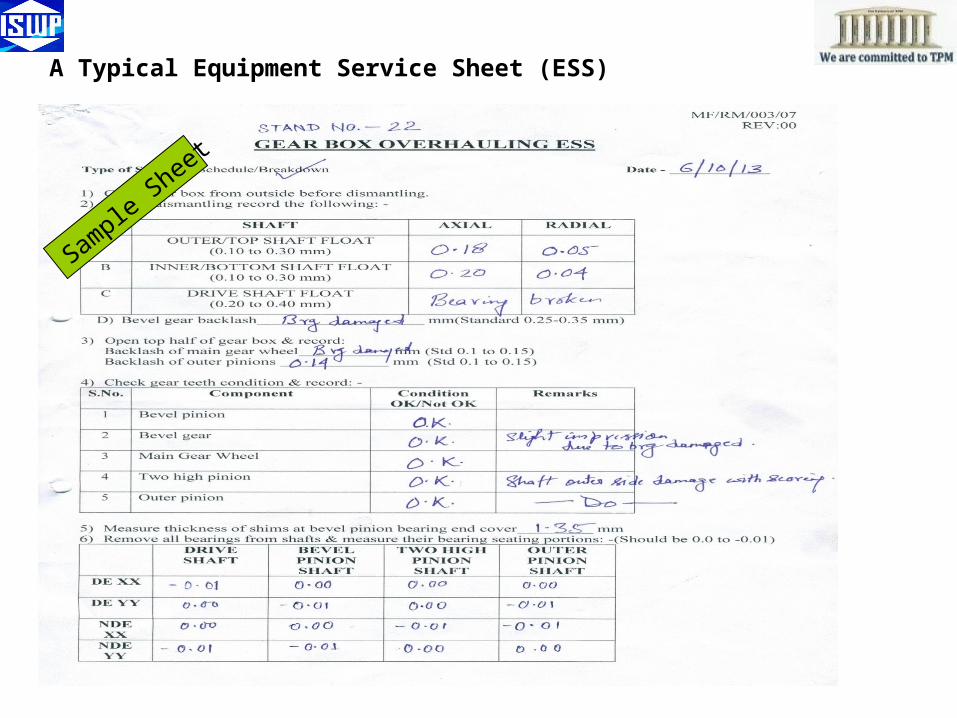
A Typical Equipment Service Sheet (ESS)
Sample Sheet

Example of Equipment History Register
Sample Sheet

6-7 Predictive Maintenance Activities:

Wire Rod Mill Wire Mill Jemco
Vibration analysis Oil analysis Illumination monitoring
Ultrasonic thickness checking
Bearing noise analysis
Thermography Earth resistance
monitoring


Sample Sheet

6-8 Lubrication Management Activities
Inspection of equipment to find out hard to lubricate areas.Kaizens to eliminate hard to lubricate areasLubrication schedule preparation and implementationLubrication Visual ControlSeparate cans for different oilsOperators trained on lubricantsRecording of lubrication consumptionEliminate leakage to reduce the frequency of lubricationImprovement in lubricant type to increase lubricant life

Sample Sheet

Sample Sheet

16
10
25
2220 19
35
2625
21
0
5
10
15
20
25
30
35
FY10 FY11 FY12 FY13 FY14
Identified
Arrested
Approx Rs.25 Lakh saving in lubricant cost
PROPER STORAGE OF LUBRICANTS LUBRICANT LEAKAGES IDENTIFIED VS ARRESTED
Lubrication Cost in Laks.5.67
5.234.55 4.47
3.21
0
1
2
3
4
5
6
FY-10 FY-11 FY-12 FY-13 FY-14 (Til lNov' 13)
Financial Year
Co
st i
n L
ak
s
GOOD
43% SAVING IN LUB COST PER ANNUM AT JEMCO
To be shown during schedule B presentation

6-9 Spares Management: In order to achieve zero downtime, timely availability of reliable spares play a vital role. To develop spares management system the following steps were initiated which are various stages of implementation:
Equipment wise listing of sparesDeciding criticality of sparesAnalysis of consumption patternsDetermination of life cycle of critical sparesRaising of purchase requisitions as per lead time, spare parts life & criticality was initiated.Periodic stock review system was started.Disposal of obsolete & non usable spares was decided.Development of imported spares indigenously was started.

An example sheet for listing of equipment wise spares :Total
For 6 sets
Green Yellow
1 RE 45 13,15 Guide Box RE- 45 AS ( without accessories) 10316549 112507057 1 6 4 32 Roller Holder RE- 45 AS/2 Assembly 10033037 112507056 1 6 3 13 Roller Holder RE- 45 AS/2 Assembly 10033038 112507055 1 6 3 14 Roll shaft M435231A 112052061 2 12 20 125 Pivot Pin 10212782 112052066 4 24 24 12
6 Adjusting screw RH (to move the roller holder) 10032269 112052063 1 6 10 5
7 Adjusting screw LH (to move the roller holder) 10032270 112052064 1 6 10 58 Cover ( for spring assembly) M432822A 112507054 2 12 10 59 Button ( in front of Adjusting screw) 10031819 112507053 2 12 20 10
10Set screw M 24 X 3 X15 ( to move the roller holder UP/DOWN)
M432814A 112052065 4 24 30 20
11 Thrust Plate ( below the pivot pin) M432816A 112052067 4 24 30 20
12 Roller shaft spacer(in between the bearing and housing) M432819A 112052062 2 12 50 20
13 Spacer ( to tighten the nut of roll shaft) M432820AA 112507052 2 12 100 5014 Tapered roller bearing 32004X M432805B 4 24 24 18
Tapered roller bearing 32004X 102070075 4 24
15DIE DIECO Spring( for roller holder) (Same as RE- 115 & RE- 45)
M432813D 112052060 2 12 30 20
16 spring GRP 012/65 R 135008040 2 12
17 Seal Nilos Ring 10030136 112507058 4 24 100 50
18 Eye bolt with shoulder M 16 M4157168 112507051 2 12 20 10
19Socket head cap screw M 6 x 25 full thread (spring cover)
10280786 112507120 8 48 100 50
20 Socket set cup screw M16 X 25 (to tighten the insert) 10068902 112507119 2 12 100 5021 Hex Nylock nut M 16 X 2 ( for roll shaft) M437076B 112507127 2 12 100 5022 Assy.Adapter Plate (RE 45 FSA- 2) 10357771 112507059 2 1223 Rollers (for stand 13) 10087242AT 112052057 2 12 10 6
24Rollers (for stand 15)
10087242AU 112052059 2 12 10 6
25 Insert ( for stand 13) 5.5 mm [ 54.1 x 20.4 ] 10316553AC 112507116 2 12 24 1226 Insert ( for stand 13) 8 mm [ 54.5 x 23 ] 10316553Z 112052053 2 12 10 627 Insert ( for stand 15) 5.5 mm [ 41.6 x 16 ] 10316553AA 112507115 2 12 24 1228 Insert ( for stand 15) 8 mm [ 45.4 x 19.8 ] 10316553AB 112052055 2 12 10 629 Insert ( for stand 15) 5.5 mm modified [ 39.2 x 16 ] 10316553 U 112507117 2 12
Guide shop stockQty / Assembly
Material CodeMorgan Part
No./ Drawing No.S.No.
Guide Type
Stand no.
Components
Sample Sheet

Import Substitution
Water Box Nozzles Developed in India
Cost Reduction due to import substitution
75
30
0
20
40
60
80
Before After
Val
ue
in R
s.L
acs G
OOD
VISUAL UPKEEP OF SPARES

6-10 Maintenance Skill Upgradation :Listing of all maintenance activities.Preparation of SOP’s of all maintenance activities.Classroom & on the job training on maintenance SOP’s
172
84
164
76
0
50
100
150
200
Mechanical Electircal
No. of SOP Made
TrainingProvided
59
26
59
26
0
10
20
30
40
50
60
70
Mechanical Electircal
No. of SOP Made
TrainingProvided
ROD MILL WIRE MILL
CLASSROOM TRAINING ON THE JOB TRAINING

J ob : Fixing and Allignment of Hot Pusher roll
S.No Check Point/Activity Standard Status Remarks1 Take power cutting from the authorized person with help of power
cutting format,ensure
2 Fix suitable selling in the Cardon shaft and lift be EOT crane and the remove all the flange bolts of the cardon shaft at roll end , and keep on the floor.
Sling size 1/ 2"
3 loose the tension spring , lift the top roll and fix adequate packing with frame to top roll with help of selling.
Sling size 1/ 2" and hoist of 1 ton
Push the pill up bar towards qa side to remove the roll with help of bar.
5 Open the base bolts of roll , and remove the roll from its place,with help of suitable size of slings.
Bolt size 20 m.m.
6 After removal of roll, clean the surface of the plumber block. And re fixed the new/ oh roll at its place.
7 Fixed the plumber block bolts with base frame and also fixed the check nut on the same.Check the level of the bottom roll with respect of idle roll as the roll at hot pusher tray. It must be not more then + or - 2 m.m. from the consecutive roll.
8 Fixed the spindle bolts with help of EOT crane and proper size of selling.
9 Fill fresh grease in to the roll10 Check the roll for its free movement, with help of manual movement
through gear box.
WRM/Mech/fce/WI/06Issue Date :Revision No. & Date:
Sample Sheet

6-11 Maintenance Cost Control :

8. Maintenance Cost Management
a) Spare Parts By stopping forced deterioration By increasing life span By developing Import substitute By standardisationb) Lubricant consumption By arresting Leakage By reducing spillage during Handling By using correct qulity of lubricantc) Contract Labour By developing in house repair of items
Maintenance CostStatement
Priortisation ofPotential Svaing Area
Contract Labour CostCost of LubricantCost of Spares
Generation of Spareconsumption Data
Analysis of Data
Planning of CorrectiveAction & Kaizen Themes
Coorective Action &Kaizen Implementation
Kaizen Sheet
Maintenance Cost

6-12.1 Targets versus Actuals (Rod Mill)KPI No Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14
Targets /Actual1.1.1 Breakdown in A category
equipmentsNos ↓ 250 200 100 50 0
195 120 110 781.1.2 Breakdown in B category
equipmentsNos ↓ 50 35 15 5 5
47 16 10 64.2.1 Maintenance cost Rs./MT ↓ 415 385 350 300 270
465 415 408 396
KAI No Pillar KAI
1 Red tag closure Cum Nos ↑ 436 2000 5000 8000 12000
1130 4621 7566 11590
2 PM kaizen Cum Nos ↑ 24 50 100 200 300
64 102 185 215
3 No of failures Vs Root Cause Analysis done
% ↑ 25 50 75 100 100
50 80 100 100
4 Optimize lubricant consumption Liters ↓ 4550 4000 3800 3600 3500
4200 3910 3800 3550
5 Standardize spares Cum Nos ↑ NT NT NT 20 50NT NT 20 50
6 MP sheet generation Cum Nos ↑ NT NT NT 5 10NT NT 2 5

6-12.2 Targets Versus Actual Wire MillKPI No Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14
Targets /Actual1.1.1 Breakdown in A category
equipmentsNos ↓ 2935
2200 1500 750 02183 1286 119 35
1.1.2 Breakdown in B category equipments
Nos ↓ 1467 1200 1000 500 147
1310 965 257 135
4.2.1 Maintenance cost Rs./MT ↓ 811
750 650 550 450
669 518 553 441
KAI No Pillar KAI
1 Red tag closure Cum Nos
↑ 0 500 1500 2500 4000
534 1448 3375 3879
2 PM kaizen Cum Nos
↑ 0 25 50 100 150
9 59 121 178
3 No of failures Vs Root Cause Analysis done
% ↑ 20 25 50 100 100
35 85 100 100
4 Optimize lubricant consumption
Liters ↓ 1056
700 600 600 400
634 668 668 320
5 Standardize spares Cum Nos
↑ NT NT NT 10 20NT NT 8 15
6 MP sheet generation Cum Nos
↑ NT NT NT 2 5NT NT 1 3
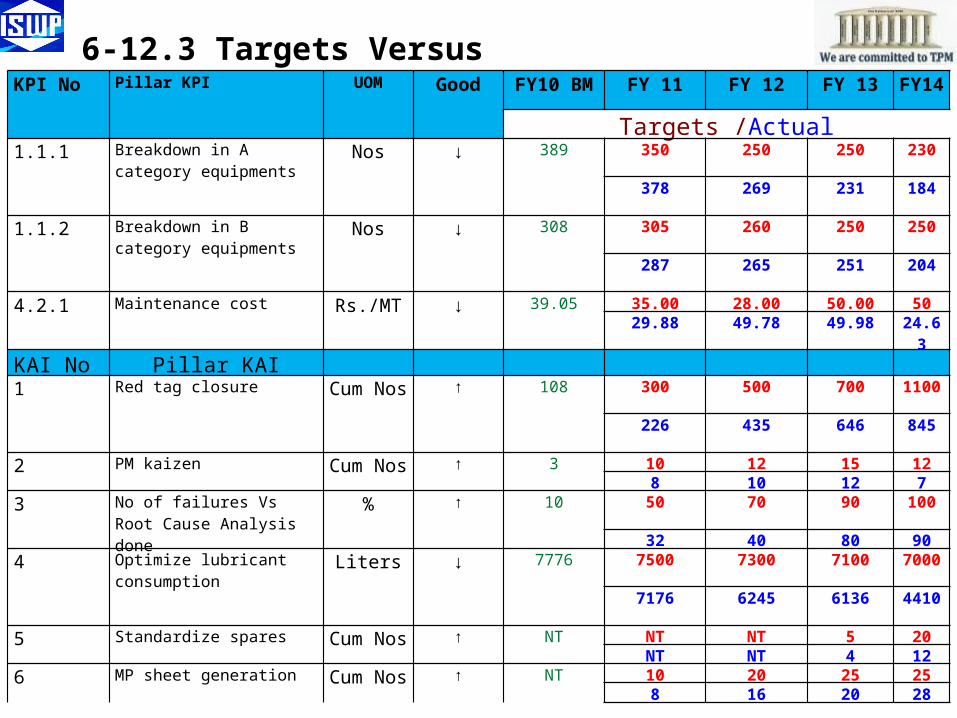
6-12.3 Targets Versus Actual JemcoKPI No Pillar KPI UOM Good FY10 BM FY 11 FY 12 FY 13 FY14
Targets /Actual1.1.1 Breakdown in A category
equipmentsNos ↓ 389 350 250 250 230
378 269 231 184
1.1.2 Breakdown in B category equipments
Nos ↓ 308 305 260 250 250
287 265 251 204
4.2.1 Maintenance cost Rs./MT ↓ 39.05 35.00 28.00 50.00 5029.88 49.78 49.98 24.63
KAI No Pillar KAI 1 Red tag closure Cum Nos ↑ 108 300 500 700 1100
226 435 646 845
2 PM kaizen Cum Nos ↑ 3 10 12 15 128 10 12 7
3 No of failures Vs Root Cause Analysis done
% ↑ 10 50 70 90 100
32 40 80 904 Optimize lubricant
consumptionLiters ↓ 7776 7500 7300 7100 7000
7176 6245 6136 4410
5 Standardize spares Cum Nos ↑ NT NT NT 5 20NT NT 4 12
6 MP sheet generation Cum Nos ↑ NT 10 20 25 258 16 20 28

6-13 KPI RESULTS :
Bas
e L
eve.
..
10-1
1
11-1
2
12-1
3
13-1
4
0
50
100
150
200
250
300
350
300
242
136.00120.00
84.00
Number of Breakdowns Rod MillNumbers
72% Reduction
GO
OD

Bas
e ..
.
10-1
1
11-1
2
12-1
3
13-1
4
0
1000
2000
3000
4000
5000
6000
48924367
3217.00
571.00383.00
Number of Breakdowns Wire MillNumbers
92% Reduction
Bas
e L
e...
10-1
1
11-1
2
12-1
3
13-1
4
0
100
200
300
400
500
600
700
800697 665
534482
388
Number of Breakdowns JEMCONumbers
44% Reduction
GO
OD
GO
OD

Bas
e L
...
10-1
1
11-1
2
12-1
3
13-1
4
0.0010.0020.0030.0040.0050.0060.0070.0080.0090.00
100.00
25.00
50.00
80.00
100.00 100.00
Root Cause Analysis Compliance Rod Mill%
GO
OD
Bas
e L
e...
10-1
1
11-1
2
12-1
3
13-1
4
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
20.00
35.00
85.00
100.00 100.00
Root Cause Analysis Compliance Wire Mill%
GO
OD
Root cause analysis of all failures.
Root cause analysis of all failures.

Bas
e L
evel
2.
..
10-1
1
11-1
2
12-1
3
13-1
4
0.00
20.00
40.00
60.00
80.00
100.00
10.00
32.0040.00
80.0090.00
Root Cause Analysis Compliance Jemco%
GO
OD
Bas
e L
...
10-1
1
11-1
2
12-1
3
13-1
4
0.00500.00
1000.001500.002000.002500.003000.003500.004000.004500.005000.00 4550.00
4200.003910.00 3800.00
3550.00
Lubricant Consumption Rod MillLitres of Lub
GO
OD
Increase in Root cause analysis of failures.
22% Reduction in Consumption

Ba
se
...
Cu
m .
..
Cu
m .
..
Cu
m .
..
Cu
m .
..
100
600
1100
1600
2100
2600
3100
3600
4100
534
1448
33753879
Red Tag Removal Wire MillCumulative Numbers
Ba
se
...
10
-11
11
-12
12
-13
13
-14
100
2100
4100
6100
8100
10100
12100
14100
4361130
4621
7566
11590
Red Tag Removal Rod MillCumulative Numbers
27 times Increase
GO
OD
Increase in red tag removals
GO
OD

Ba
se
L..
.
10
-11
11
-12
12
-13
13
-14
0
100
200
300
400
500
600
700
800
900
108226
435
646
845Red Tag Removal JEMCO
Cumulative Numbers 8 times Increase
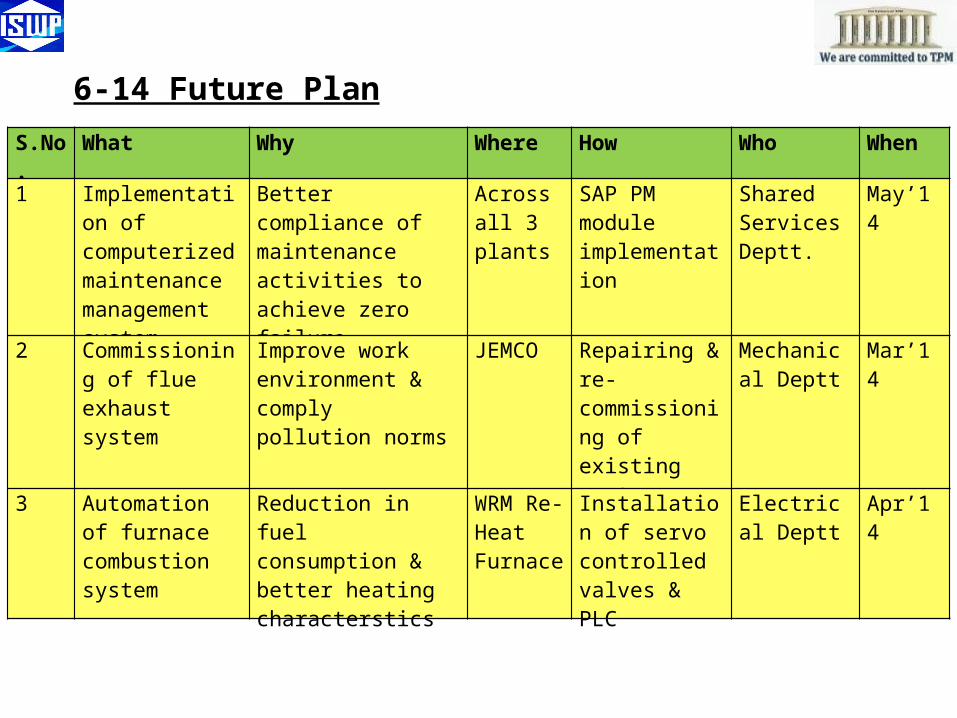
6-14 Future PlanS.No. What Why Where How Who When
1 Implementation of computerized maintenance management system
Better compliance of maintenance activities to achieve zero failure
Across all 3 plants
SAP PM module implementation
Shared Services Deptt.
May’14
2 Commissioning of flue exhaust system
Improve work environment & comply pollution norms
JEMCO Repairing & re-commissioning of existing system
Mechanical Deptt
Mar’14
3 Automation of furnace combustion system
Reduction in fuel consumption & better heating characterstics
WRM Re-Heat Furnace
Installation of servo controlled valves & PLC
Electrical Deptt
Apr’14