presented at: nace corrosion 2006 san diego, c.ymcdn.com/sites/ · pdf filepresented at: nace...
TRANSCRIPT
PRESENTED AT: NACE CORROSION 2006
SAN DIEGO, CA
POSSIBLE GLYCOL CORROSION IN NOMINALLY DRY GAS
PIPELINES
John S. Smart, III John Smart Consulting Engineers
Houston, TX 77079 Tel 281 493 5946
email [email protected]
Randy L. Roberts Brenntag/Coastal Chemical C. L.L.C. POB 81577, Lafayette, LA 70598-1577
Tel 337 261 0796 email [email protected]
ABSTRACT Pipeline quality gas is normally dried in Triethylene Glycol to reduce its water dew point to below the lowest operating temperature in a pipeline, and the presence of glycol as a vapor in the gas has been regarded as insignificant. This paper explores how TEG vapor can exist in a pipeline in a similar manner to water, and possibly lead to corrosion. TEG vapor can condense at long distances down a gas pipeline as the line cools, with most condensing above 60oF. However, even the small quantities involved accumulate with volume and time, and can become significant. The corrosion rate of steel in glycol is lower than for water and the problem is a long term one. In-Line Inspection for gas pipelines should pick up internal corrosion as well as external corrosion. Lines that are “not piggable” should be rinsed with a water/methanol slug driven by a foam disc pig to reduce risk when high risk areas such as low spots under rivers are present. Keywords: Glycol, Triethylene Glycol, glycol corrosion, dew point, gas pipeline
internal corrosion,
CONCLUSIONS AND RECOMMENDATIONS 1. Glycol used for dehydration of natural gas carries over as a vapor to gas pipelines and
will condense to form a liquid that will remain in a pipeline until drained. 2. While the quantities of glycol are small per Million Standard Cubic Feet (MMSCF),
high flow rates and long service periods will cause significant accumulations in pipelines which can cause corrosion.
3. Corrosion from glycol is insidious in that it will occur where it is not expected in conventional internal corrosion direct assessment models.
4. Corrosion from glycol is a long term problem as the rate of accumulation of glycol is low and corrosion rates are also low.
5. In Line Inspections (ILI) of gas pipelines should pick up any internal corrosion, but non-piggible lines should be rinsed with methanol/water slugs periodically to remove glycol and reduce risk of corrosion.
INTRODUCTION Most gas plants dehydrate natural gas using a glycol such as Triethylene Glycol, and gas transmission companies recognize that there is water in their gas they receive. The level of water, however, is specified to be less than the dew point at the lowest ambient operating condition and there should not be any liquid water in their pipeline. Normal operation of a glycol dehydration plant has lean glycol entering the dehydration tower at about 100oF and 97% glycol, near the limit of glycol regeneration due to the operating temperature of the glycol heater tubes. When the skin temperature of the glycol heater tubes is operated at above 405oF, glycol thermally decomposes to produce acid byproducts such as HEED, especially if oxygen is present. The amount of water in natural gas is given in the McKetta and Wehe Chart, (1) which shows the amount of water, in pounds water/MMSCF natural gas, as a function of temperature and pressure. This chart is extremely useful for determining to what level natural gas must be dried to avoid condensation of liquid water in a gas pipeline, the range of hydrate formation, and how much water will be condensed in such processes as gas compression interstage cooling. It also forms the basis for internal corrosion direct assessment and analysis of gas pipelines, as internal corrosion cannot occur without an electrolyte in a gas pipeline, and is still the most accurate data available for water in natural gas
REVIEW OF GLYCOL CHEMISTRY AND USE IN GAS DRYING OPERATIONS Ethylene Glycols are straight chain aliphatic compounds terminated at each end by a hydroxyl group. Ethylene Glycol, diethylene glycol and triethylene glycol have one, two and three ethylene groups, respectively, with the ethylene groups in diethylene and triethylene glycol joined by an ether linkage. Ethylene Glycol HOCH2CH2OH Diethylene Glycol HOCH2CH2OCH2CH2OH Triethylene Glycol HOCH2CH2OCH2CH2OCH2CH2OH Ethylene glycol is manufactured by the hydration of ethylene oxide. Diethylene glycol and triethylene glycol are manufactured by reaction of ethylene glycol with ethylene oxide.

Glycols are characterized by their complete range of water solubility, affinity for water (hygroscopicity), moderate viscosity, freezing point depression of water, non-corrosiveness, high flash points and stability. Glycols have the physical properties shown in Table I.
Table I Physical Properties of Pure Glycol Compounds
Physical Property of Pure Compound
Ethylene Glycol
Diethylene Glycol
Triethylene Glycol
Boiling Point, 760 mmHg, oC 197.2 244.8 287.4 Flash Point, open cup, oC 240 290 330 Freezing Point, oC -13 -10.5 -7.2 Molecular Weight 62.7 106.12 150.17 Refractive Index 1.4318 1.4475 1.4559 Specific Gravity, 20/20oC 1.1155 1.1184 1.1254 Specific Heat, 0oC, cal/gm/oC .544 .551 .525 Vapor Pressure, 20oC, mm Hg 0.1 0.01 0.01 Viscosity, 20oC, centipoises 20.9 35.7 47.8 Water Solubility Complete Complete Complete Weight, 20oC, pounds/gallon 9.28 9.31 9.36
Glycols are used in automobile engine antifreeze/coolants, the manufacture of polyester fibers and films, the dehydration of natural gas, hydrate preventative, and various other uses of their hygroscopicity such as conditioning agents in adhesives, cork, tobacco, cellophane, vinyl floor tiles, synthetic rubber, cellulose sponges, printing inks and paper. It is also used as a deicer for airplanes due to its compatibility with steel, aluminum, magnesium, cadmium, natural and synthetic rubber, paint, copper and copper alloys, and acrylic plastic.
GLYCOL DEHYDRATION OF NATURAL GAS Most pipeline gas is dried using triethylene glycol to a nominal value such as 6 pounds/MMSCF. The vapor pressure of water in the temperature range of interest is shown in Figure 1.
The McKetta and Wehe chart (1) can be calculated from the vapor pressure of water and the temperature of the natural gas system, with water contributing vapor volume according to its vapor pressure, with the McKetta and Wehe Chart also accounting for non-idealities in the gas. For instance, at 60oF, the vapor pressure of water is 13.250 mm Hg. at 60oF and 1 atm. pressure, corresponding to 0.2562 psi. The mole ratio of water to natural gas is then 0.2562/14.696 = 0.017434. Multiply this ratio by the number of moles in 1 MMSCF, 2638.522, and the molecular weight of water, 18.016, to get the weight of water in 1 MMSCF natural gas at 1 atm. absolute, 828.736 pounds per MMSCF.
The Vapor Pressure of Water vs. Temperature
0
0.5
1
1.5
2
0 50 100 150
Temperature, Deg. F
Vapo
r Pre
ssur
e of
Wat
er,
psi
Figure 1 The Vapor Pressure of Water vs. Temperature
Similarly, a chart to show the amount of glycol vapor in natural gas can be calculated knowing the vapor pressure and molecular weight of glycol. The vapor pressures of mono-ethylene, di-ethylene and tri-ethylene glycols is given in the GPSA Engineering data book (1) using data supplied by Dow, and in other publications such as “Ethylene Glycol, Diethylene Glycol, Triethylene Glycol” (2) from Huntsman Corporation. Glycols used in dehydration are not pure, but are typically about 97% glycol after regeneration. The total vapor pressure of a glycol solution is a function of how much water it contains, but the vapor pressure of the glycol itself is approximated by the vapor pressure of the pure compound. The vapor pressure of pure TEG and its water solutions can be calculated using the Antoine Equation with the following constants: (2) Log 10 (P) mmHg = A – B/(ToC +C) Equation 1

Table II Antoine Equation Constants for TEG Solutions at Various Temperatures
TEG, Wt% A B C 0 7.959199 1663.545 227.575 50 7.922294 1671.501 228.031 70 7.878546 1681.363 228.237 80 7.837076 1697.006 228.769 90 7.726126 1728.047 229.823 95 7.620215 1806.257 236.227 97 7.495349 1841.522 238.048 98 7.404435 1881.474 240.666 99 7.211145 1926.114 242.799
99.5 7.042989 1970.802 242.864 100 7.472115 2022.898 152.573
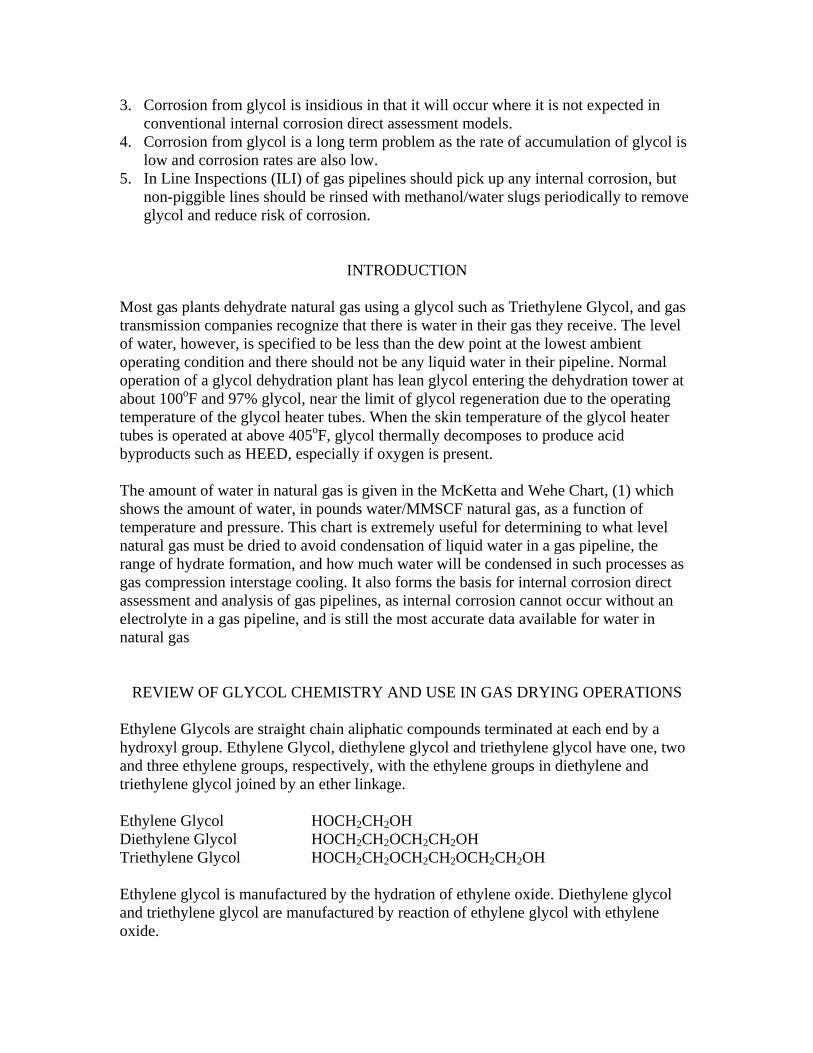
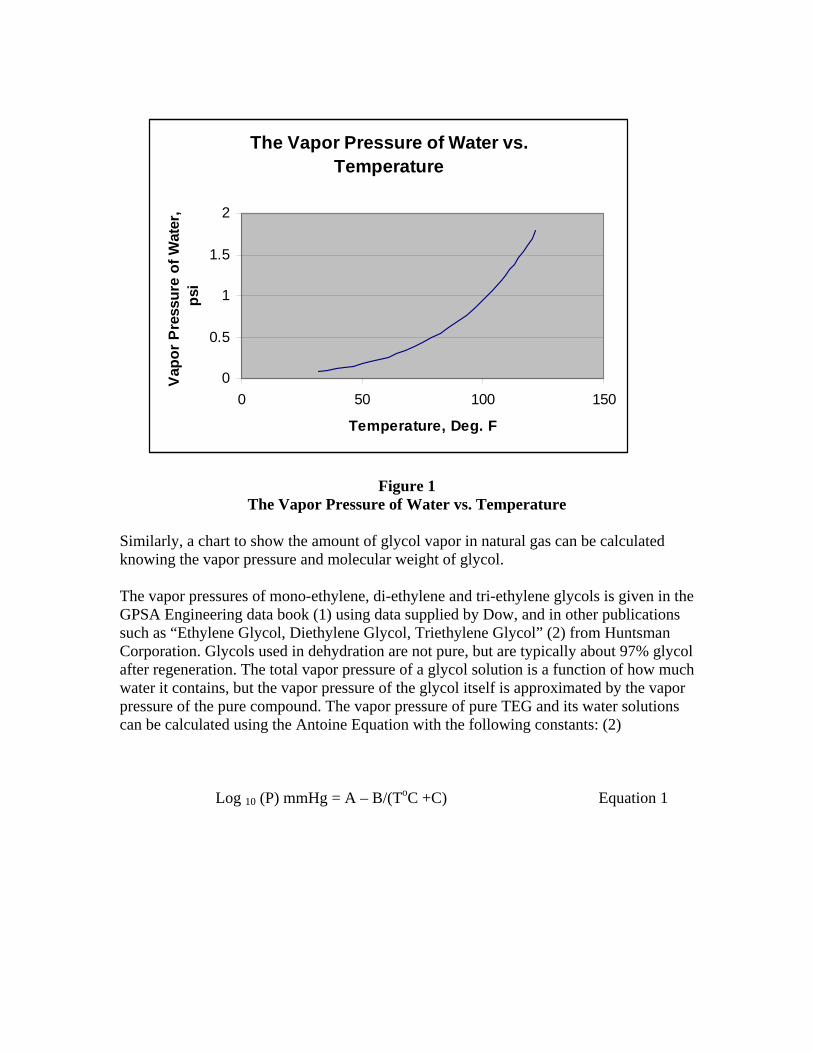
Where the values of the constants are given in Table II for TEG solutions from 0 to 100% TEG: Figure 2 shows the TEG content of natural gas in pounds TEG/MMSCF for the temperature range from 30oF to150oF and from 600 psig to 1400 psig. Note that the vertical scale is logarithmic. Figure 2 is the equivalent of the McKetta and Wehe Chart for TEG. Similar charts can be made for MEG and DEG. It is recommended that the vapor pressure be calculated from the Antoine Equation rather than try to interpret Figure 2. Contact the authors for a spreadsheet on calculation of these curves. The procedure to calculate the amount of glycol in natural gas in pounds/MMSCF is given in an example in this paper. At the usual rich glycol dehydration unit operating temperature of 100oF in a glycol dehydration plant, the corresponding vapor pressure of triethylene glycol is 0.0007 psi, which is small but not zero. In a gas stream at a pressure of 1000 psi, the glycol vapor ratio would be equal to .0007/1014.696 or 1.3E-08. Multiplying this by the number of lb-moles in 1 MMSCF, 2638.5, there are 0.000035 moles triethylene glycol vapor in the gas per million standard cubic feet. The molecular weight of tri-ethylene glycol is 150.17, so there are 0.0053 pounds glycol/MMSCF. Again, while this is a small number, it is not zero, and with enough gas production through a glycol dehydration plant, vapor carryover to the pipeline system could cause glycol condensation in the pipeline as the gas cools. Therefore, for corrosion analysis in a nominally dry gas pipeline, one must take into account and deal with the possible presence of glycol and cannot simply assume that “low water dew point” gas will always produce a corrosion free environment.
TEG Content of Natural Gas vs. Temperature and Pressure
0Log (TEG Content), lbs/MMSCF
50 100 150 2000-1
600 psi -2 800 psi -3
1000 psi -4 1400 psi
-5
-6
Temperature, Deg. F
Figure 2 Triethylene Glycol Content of Natural Gas vs. Temperature
OPERATION OF GLYCOL DEHYDRATION UNITS TO
MINIMIZE GLYCOL LOSSES
Good operation of glycol dehydration systems has always involved minimizing glycol losses (5,6,7). Loss control begins with an adequate inlet gas scrubber design distinct from the integral contact tower scrubber. Inlet scrubber designs should handle approximately 125% of maximum gas flow rate and be equipped with a high liquid level shutdown. Entrained and free water, turbine and compressor oils, dissolved brine, downhole additives, and corrosion inhibitors are a few inlet gas contaminates that can cause excess losses of TEG. Some operational conditions, such as low lean return temperatures; low pH, increased hydrocarbon contamination, elevated iron and solids can all exacerbate foaming conditions and escalate glycol losses. The contact tower requires installation of an adequately sized wire-mesh mist extractor above the top tray to control glycol losses. An improperly sized mist extractor can cause glycol carryover at low gas flow rates. The mesh pad sizing “K” factor is usually 0.3 to 0.35 with the absorber tower sizing “K” no larger than 0.2. (5) The ratio of “K’s” averages indicated that the pad should be approximately 75% of the vessel diameter (6).

Elevated lean glycol inlet temperatures, above 120ºF, can cause higher vaporization losses of TEG. The rule of thumb is 10ºF hotter than the inlet gas temperature to minimize hydrocarbons from condensing in the glycol and promoting stabilized foaming conditions.
Triethylene glycol and all glycols naturally become acidic in the presence of CO2, H2S, COS, and O2. Careful monitoring of the pH will also minimize glycol carryover. Normal operating pH range is 7.0 to 8.3 (7).
The following normal glycol losses will help to determine if you have a concern (6). Conditions are based on 1000 PSIG at 100ºF inlet gas.
Absorber (mist): 0.10 gallon/MMscf Absorber (vapor): 0.01 gallon/MMscf Still Column with reflux coil (vapor): 0.02 gallon/MMscf Total Anticipated Loss: 0.13 gallon/MMscf or 1.2 lbs. MMscf Density of TEG = 9.35 lbs./gallon @ 77 º F.
While these losses have been well known, only the vapor phase carry-over into the pipeline is able to be transported long distances down a pipeline, as mist carryover normally settles out in the first mile or less.
PROBLEMS CAUSED BY GLYCOL
Several things make glycol condensation a potential problem in gas pipelines: 1. Pipelines transport many million SCF gas, and in a heating season, many gallons of
glycol can accumulate in the pipeline. 2. Glycol adsorbs water out of the gas to increase its volume and decrease its
concentration. 3. Glycol condensation may produce an electrolyte in places where it is not expected
and assumed not present, 4. Glycol cannot be dried from pipelines by flushing with very dry gas nor removal by
conventional pigging. 5. An additional partially oxidized hydrocarbon nutrient source is available that could
possibly be used by bacteria (4) and rendered corrosive;
PRECIPITATION OF GLYCOL IN A GAS PIPELINE
Liquid glycol carries over into a gas pipeline due to incomplete mist extraction in a glycol plant, typically at a rate of 0.1 gallon per MMSCF. If there is foaming in the plant, up to 0.5 gallons TEG per MMSCF may carry over. Thus, 95% or more of the glycol entering the gas pipeline will be liquid, and 5% or less will be vapor. Liquid glycol
carryover settles out quickly, typically within the first mile or less, and is usually recovered and recycled in a liquid trap or removed in a subsequent compressor suction scrubber. Vapor phase glycol, however, will only condense as the gas cools, and/or is compressed, and can carry down a gas pipeline for a long distance, right to the end if the line keeps cooling. To illustrate how much glycol can carry down a pipeline, and how far it goes, consider the fate of TEG in the following hypothetical case: 1. 200 MMSCFD Gas exits a glycol dehydration plant at 800 psi and 100oF with 6 pounds water/MMSCF, 2. The gas goes 1 mile to a gas compression facility, arriving at 790 psi and 90oF 3. Gas is compressed to 1400 psi and cooled to 120oF 4. Gas travels 200 miles to next compression station, arriving at 800 psi and 65oF. 5. Gas is compressed to1400 psi and cooled to 120oF 6. Gas travels 200 miles and arrives at second compressor station at 800 psi and 55oF 7. Gas is compressed to 1400 psi and cooled to 120oF 8. Gas travels 200 miles and arrives at third compressor station at 800 psi and 50oF.
Analysis Step 1: The vapor pressure of TEG at 100oF, using the Antoine Equation, is 1.353
E-05 psi. The mole fraction of TEG in the gas at 800 psig is 1.353 E -05/(814.696) = 1.661 E-08, and there are 2.494 E-06 moles TEG/MMSCF, or 0.006880 pounds TEG/MMSCF
Step2 The gas is assumed to cool to 90oF and have a 10 psi pressure drop in the
first mile. The vapor pressure of TEG at 90oF is 6.483 E-06, the mole fraction of TEG in the vapor at 790 psig is 6.107 E-09, and there are 0.003192 pounds TEG vapor in the gas as it arrives at the compressor station.
The difference in TEG vapor content, from 0.006880 pounds
glycol/MMSCF down to 0.003192 pounds glycol/MMSCF has condensed to liquid form by the time the gas reaches the compressor station and ideally is removed in the compressor knock-out vessel. At 0.003688 pounds/MMSCF, this is over half the original glycol vapor content leaving the dehydration contactor.
NOTE: In actual glycol contactors, demisters will still pass up to 0.1 –
0.3gallons/MMSCF liquids in the form of a fine mist. Step 3 Gas compression to 1200 psi, followed by cooling to 100oF. Just like the behavior of water in gas, TEG will become undersaturated in
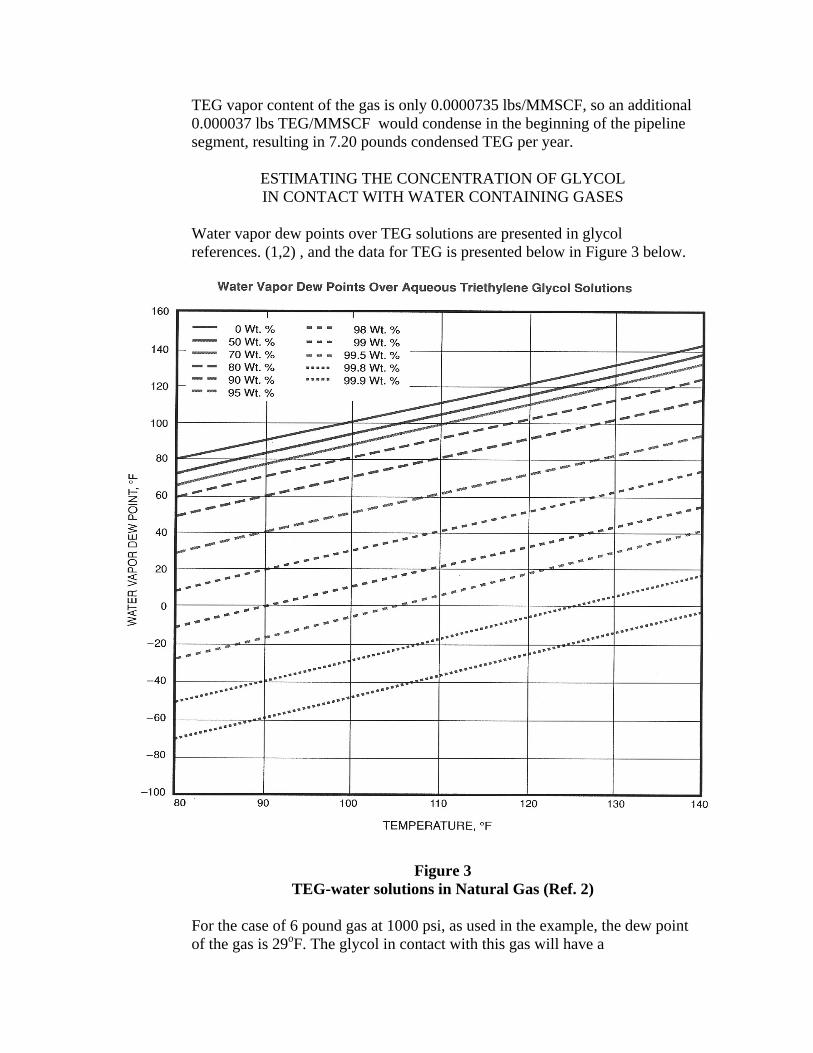
the gas as the temperature is raised. For instance, the solubility of TEG in natural gas at 1200 psi is given in Figure 3, below, with the glycol content at 100oF equal to .004413 lbs/MMSCF. Since the gas entering the
compressor contains only .003192 pounds TEG in the compressed gas, no condensation occurs.
The hot compressed gas is always undersaturated in glycol. Water in the gas, at 6 lbs/MMSCF, will not condense either, as the saturation level of water in gas at 1200 psi and 100oF is 8 lbs/MMSCF.
Step 4 Gas travels 200 miles to next compressor station, arriving at 800 psi and 65oF.
The gas here is at the same pressure as when it approached the compressor
in stage 2, but is 25oF lower in temperature. The glycol content of the gas entering this line segment is natural gas between 100oF and 65oF at 800 psi is as follows:
Temperature Glycol Content of Gas, lbs/MMSCF at 800 psi 100 oF (37.8oC) .006580 90 oF (32.2oC) .003153 80 oF (26.7oC) .001443 70 oF (21.1oC) .000629 65 oF (18.3oC) .000407
The difference in glycol content from the compressor discharge gas, 0.003192 pounds/MMSCF and the amount soluble in the gas at 800 psi and 65oF of .000407 lbs/MMSCF is 0.002785 pounds/MMSCF. This amount of TEG will condense somewhere in the pipeline as the gas cools below its TEG dew point, in this case, about 95oF at 1200 psi. The TEG may condense as a fog and continue to be carried down the line, or it may condense on the wall of the pipe and settle to the bottom of the line. For a line carrying 200MMSCFD, the amount of TEG which condenses in this section of the line is 0.5578 pounds per day. For one year of operation, however, the amount is 203.6 pounds per year, or 21.75 gallons TEG. After ten or twenty years, the amount would be 217 gallons or 435 gallons. This is a significant amount of electrolyte in a pipeline where none is expected based on water dew point of the gas.
In actual gas pipeline systems, the gas will cool to below its TEG dew point
before indicated in the example, since the TEG dewpoint is higher at higher temperatures. For instance, the TEG dew points for the gas with 0.003192 lbs TEG/MMSCF used in this example are the following:
Pressure, psig Dew Point Temperature 1200 95oF 1000 93oF 800 90oF
Thus, gas with 0.003192 lbs TEG/MMSCF at 1200 psi will begin to condense TEG at 95oF, gas at 1000 psig will condense TEG at 93oF, and gas at 800 psig will begin to condense glycol at 90oF. It is likely that the gas will cool more quickly than it will be reduced in pressure, so most of the pipeline will operate below the TEG dewpoint. This is beneficial for corrosion control since only small amounts of electrolyte will exist at any point in the pipeline unless there is rapid cooling at some location such as in cold water or under a cold river.
Step 5 Gas is compressed to1200 psi and cooled to 120oF.
This is the same as step except that the compressor after cooler is not as effective. The glycol content of the gas remains the same as when the gas entered the compressor, i.e. at 0.000407 pounds/MMSCF. No TEG or water condensation will occur until the TEG dew point is reached, approximately 65oF depending on the pressure.
Step 6 Gas travels 200 miles and arrives at second compressor station at 800 psi and 55oF (12.8oC).
The TEG content of the gas is now down to 0.000163 pounds/MMSCF, with the balance having condensed in the pipeline (under ideal conditions). The amount of TEG condensed in the pipeline is (0.000407 – 0.000163 lbs/MMSCF) = 0.000244 lbs/MMSCF, equivalent to 0.0488 pounds per day, or 17.8 pounds per year (<2 gallons).
Step 7 Gas is compressed to 1200 psi and cooled to 120oF This is equivalent to Step 3, and no condensation occurs.
Step 8 Gas travels 200 miles and arrives at third compressor station at 800 psi and 50oF.
As in step 6, the gas will not condense additional TEG until it reaches the TEG dew point, but the dew point may be higher than the 55oF temperature at the in let to the compressor station. The following table gives the TEG dew point temperature of a natural gas with 0.000163 pounds TEG/MMSCF:
Pressure, psig 0.000163# Dew Point Temperature 1200 59 oF 1000 57.5 oF 800 55 oF
As the gas cools to 50 oF at 800psig, the TEG vapor content is reduced to 0.000101 lbs/MMSCF. The amount of TEG vapor condensation is (0.000163 -0.000101 = ) 0.000062 pounds/MMSCF under ideal conditions. This corresponds to 0.0124 pounds per day for 200MMSCFD, or 4.5 pounds glycol per year. A greater amount of glycol can actually condense if the line cools to 50oF while the pressure is above 800 psi. If the gas cools to 50oF at 1100 psi, the
TEG vapor content of the gas is only 0.0000735 lbs/MMSCF, so an additional 0.000037 lbs TEG/MMSCF would condense in the beginning of the pipeline segment, resulting in 7.20 pounds condensed TEG per year.
ESTIMATING THE CONCENTRATION OF GLYCOL IN CONTACT WITH WATER CONTAINING GASES
Water vapor dew points over TEG solutions are presented in glycol references. (1,2) , and the data for TEG is presented below in Figure 3 below.
Figure 3 TEG-water solutions in Natural Gas (Ref. 2)
For the case of 6 pound gas at 1000 psi, as used in the example, the dew point of the gas is 29oF. The glycol in contact with this gas will have a
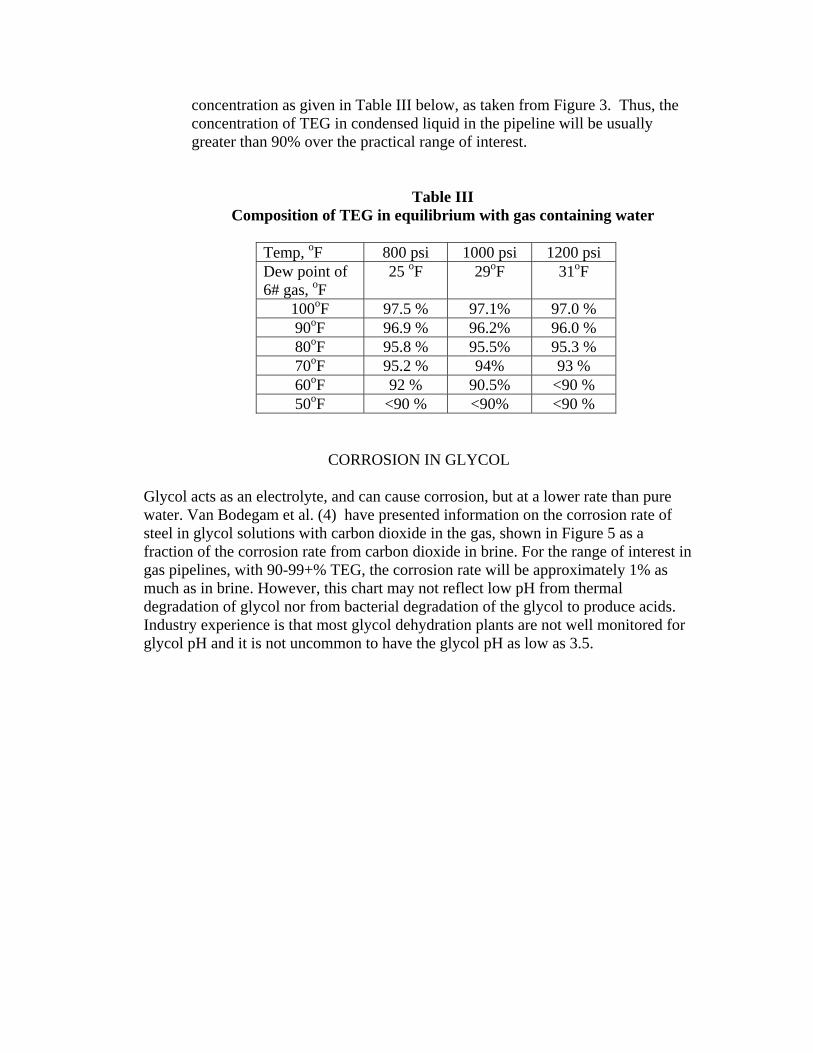
concentration as given in Table III below, as taken from Figure 3. Thus, the concentration of TEG in condensed liquid in the pipeline will be usually greater than 90% over the practical range of interest.
Table III Composition of TEG in equilibrium with gas containing water
Temp, oF 800 psi 1000 psi 1200 psi Dew point of 6# gas, oF
25 oF 29oF 31oF
100oF 97.5 % 97.1% 97.0 % 90oF 96.9 % 96.2% 96.0 % 80oF 95.8 % 95.5% 95.3 % 70oF 95.2 % 94% 93 % 60oF 92 % 90.5% <90 % 50oF <90 % <90% <90 %
CORROSION IN GLYCOL
Glycol acts as an electrolyte, and can cause corrosion, but at a lower rate than pure water. Van Bodegam et al. (4) have presented information on the corrosion rate of steel in glycol solutions with carbon dioxide in the gas, shown in Figure 5 as a fraction of the corrosion rate from carbon dioxide in brine. For the range of interest in gas pipelines, with 90-99+% TEG, the corrosion rate will be approximately 1% as much as in brine. However, this chart may not reflect low pH from thermal degradation of glycol nor from bacterial degradation of the glycol to produce acids. Industry experience is that most glycol dehydration plants are not well monitored for glycol pH and it is not uncommon to have the glycol pH as low as 3.5.
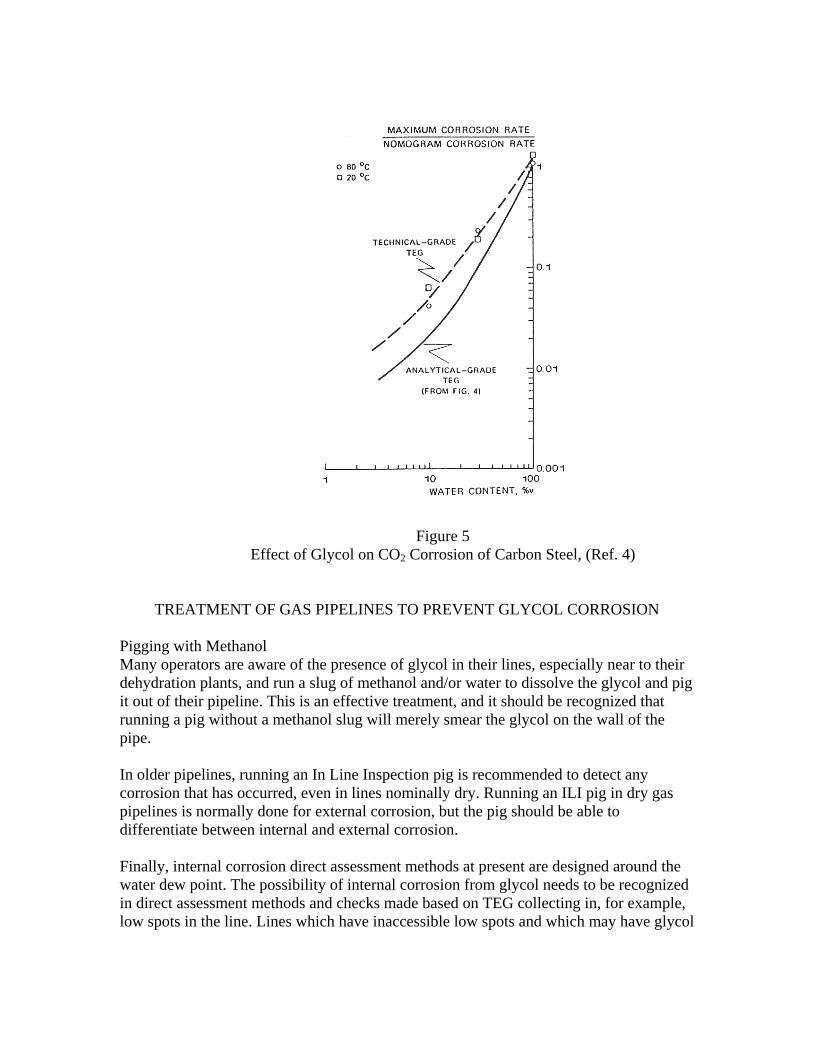
Figure 5
Effect of Glycol on CO2 Corrosion of Carbon Steel, (Ref. 4)
TREATMENT OF GAS PIPELINES TO PREVENT GLYCOL CORROSION Pigging with Methanol Many operators are aware of the presence of glycol in their lines, especially near to their dehydration plants, and run a slug of methanol and/or water to dissolve the glycol and pig it out of their pipeline. This is an effective treatment, and it should be recognized that running a pig without a methanol slug will merely smear the glycol on the wall of the pipe. In older pipelines, running an In Line Inspection pig is recommended to detect any corrosion that has occurred, even in lines nominally dry. Running an ILI pig in dry gas pipelines is normally done for external corrosion, but the pig should be able to differentiate between internal and external corrosion. Finally, internal corrosion direct assessment methods at present are designed around the water dew point. The possibility of internal corrosion from glycol needs to be recognized in direct assessment methods and checks made based on TEG collecting in, for example, low spots in the line. Lines which have inaccessible low spots and which may have glycol
accumulations, running a slug of methanol/water pushed by a foam sphere pig is recommended to clean the system and reduce risk.
TEG AS A POSSIBLE BACTERIAL NUTRIENT
Ray, Little and Jones-Meehan (3) have reported on the biodegradability of glycol/water mixtures. Glycols are readily biodegradable under some circumstances, including fresh and saltwater, ground water and soil inocula. Both aerobic and anaerobic degradation have been reported. Normally, glycol is a low corrosive media with a pH above 7. However, glycols can become corrosive due to either thermal breakdown or bacterial alteration. Several strains of bacteria are capable of using ethylene glycol and propylene glycol as sole sources of carbon. However, concentrations above 10% have toxic effects on yeasts and fungi from soil, but not necessarily on glycol utilizing bacteria. Since the equilibrium concentration of TEG with 6# gas is 90% or higher, then bacterial degradation of TEG is not expected in the pipeline.
DISCUSSION TEG used in natural gas dehydration can travel long distances down natural gas pipelines and condense as the pipeline cools. While the quantities of glycol are not large, accumulation over years of operation can result in significant quantities of electrolyte at places not expected by analysis for water. Glycol is also a lower corrosion rate liquid than water. This combination will most likely only result in corrosion failures after many years, but gas pipelines already exist that have been in operation for more than 50 years and are expected to continue to operate.
To remove glycol corrosion from a pipeline, pigging with slugs of methanol or water are required, as pipeline gas will nearly always be saturated in glycol vapor and cannot be removed by drying as would be liquid water. Removal by pigging without methanol or water would only smear the glycol on the wall of the pipe and not remove it from the pipeline. This would be especially important in high risk areas such as under rivers in non-piggable pipelines in an effort to minimize risk. The possible presence of liquid glycol in an otherwise dry natural gas pipeline is another good argument to run intelligent pigs for the entire length of piggable pipelines in addition to external corrosion. The suggested 5 year pigging interval is suitable to glycol corrosion due to its low corrosion rate.

REFERENCES
1. Gas Processor Suppliers Association Engineering Data Book, Ninth Edition 1972 Chapter 15, Dehydration and Treating
2. “Ethylene Glycol, Diethylene Glycol, Triethylene Glycol” Huntsman Corporation, Houston, TX 77056 1995
3. Richard L. Ray, Brenda J. Little and Joanne Jones-Meehan “An Evaluation of Microbiologically Influenced Corrosion in Potential Fluids for Between-Hull Spaces” NACE CORROSION 2002 Paper 02435
4. L. van Bodegom, K. van Gelder, M.K.F. Paksa, and L van Raam “Effect of Glycol and Methanol on CO2 Corrosion of Carbon Steel” CORROSION87 Paper 55 NACE, Houston, TX
5. Manning, Francis S. Ph.D., P.E. & William P. Ph.D., P.E. “Dehydration Using TEG” PennWell Publishing Co. 1988, page 7;
6. Kendell, Wendell W., Matthew Hall Engineering, Inc., “Design and Operate Glycol Units To Save Money”, PetroEnergy 1984 Workshop
7. Ballard, Don, Coastal Chemical Co., L.L.C. “How to Improve Glycol Dehydration” page 11