proactive manufacturing accelerating step change breakthroughs
TRANSCRIPT
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 1
Proactive Manufacturingaccelerating step changebreakthroughs in performance
provided by
James D. Griffith, Manufacturing Mgr.Donovan J. Kuenzli, Refinery ManagerPaul A. Monus, Senior Project Manager
IntroductionBP (British Petroleum) is one of the world’slargest petroleum and petrochemicalscompanies. Our main activities are: (1)exploration and production of crude oil andnatural gas, (2) refining and marketing,supply and transportation, and (3)manufacturing and marketing ofpetrochemicals. We have major operationsin Europe, the USA, Australasia and partsof Africa, and are expanding our presencein other areas, most notably China, SouthEast Asia, South America, and EasternEurope.
This paper discusses recent improvementsat BP’s Lima Ohio Refinery. This refineryimproved performance by $0.77/bbl from1994 to 1997--largely without capitalinvestment--by using knowledge and peopleprocesses to generate this "self help." LimaRefinery evolved its capacity to function asa learning organization and increased itscapacity to generate step changebreakthrough results. Examples ofimprovements we will discuss have been inthe areas of pump reliability, planned work,hydrocarbon loss, and safety.
The approach to we took to change was nottraditional; performance improvementsbeyond what is typical in a change effortresulted. We did this by (1) liberatingunused capacity in the people of therefinery (engaging everyone to help),
(2) creating new paradigms for how weintegrate operations and maintenance workwith the commercial realities of the business(via three simple rules--see figure 18), and(3) reflecting systematically about oursuccesses and failures, to learn how toimprove going forward.
These results truly came from the skills andexperience of our people, not fromtechnology or even process. We think thisstory is an example of new behaviors withinBP that create "our unique software" --ourpeople and the innovative way we work--asthe company's most distinctive asset.
A new leadership style emerged. Refineryleaders behaved more like farmers than thecaptain of the ship, and worked to ensure ahealthy leadership ecology throughout theorganization. Real leadership emerged fromall levels, based on knowledge.
Front line workers evolved their skills,abilities, and awareness to becomebreakthrough change leaders. Internalnetworkers moved around BP assetsworldwide to learn and share learning.
We started to see both knowledge andleadership as a "phenomena" that emergeswithin a system that is alive (which is morelike an organism than a machine, that youcannot control). The financial benefitsgenerated by these phenomena are the
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 2
fruit, the consequences of applying practicalknowledge about high leverage points in avery complex and interdependent system.
To give an example of using knowledge in ahigh leverage way, we recognized that theshift teams (operations) had to perform wellfor the business to succeed, but that muchof our focus had been on cost reduction andmaintenance efficiency improvement in thepast--not always resulting in effectiveoperations capacity to deliver for ourcustomers. We reoriented our focus tocreating value for our customers byenhancing operational discipline, and sawthe value of this as being higher than thecost it might take to achieve this value. Andto deliver on the promise, we needed toincrease cooperation between operationsand maintenance, and reduce functionalentrenchment which limited our ability to getat more fundamental systemic issues.
Evolving this awareness and capacity foreffective action was a process, not a onetime "aha." Each action team success shedmore light on what was required, and theleadership team improvised their next stepsbased on this evolving understanding ofwhat would be effective. Building collectiveawareness, meaning, and then agreementfor next actions was a key aspect thatenabled team learning. Framing the data inthe context of the whole system, with someability for "systems thinking" also seems tohave been important.
The financial results are the consequenceof becoming a learning community.
We altered and adapted learning tools suchas the Manufacturing GameTM and systemsthinking so they became ours, and usedthese to move ahead.
Lastly we are inquiring deeply into what wedid via a "learning history" process, so wecan understand, capture, and then replicatethese sorts of rapid improvement resultselsewhere in BP where differing business
contexts may require adaptation ofapproach.
This combination of research, flexibleapplication of "learning organization tools,"and rapid financial improvements seems tous to move beyond "best practices" fororganizational change.
We accomplished a major transformation ofthe organization and performance resultswithin three years. Creating the capacity forlarge scale continuous change andincreasing the ability of everyone in theorganization to think and behave like abusiness owner via "self organizing"principles is something new.
Much has been written about "the learningorganization" yet there still is a lot ofconfusion about what a learningorganization really is, or how to create one.It is our hope that by telling our story as aparticular case study, it will become moreclear about what is involved in creating andsustaining a learning community.
How this paper is organizedThe flow of the paper is to first review theresults, then talk about what we did tocreate these results, and then examine theorganizational theory base that underliesthe success of this approach--why and howit works.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
1
Proactive Manufacturing accelerating step change breakthroughs in performance
■ Rapid improvement in key performance indicators– safety / HSE, costs, value flow, volume
– a concrete example of what the “learning organization” is and can do
■ New paradigms for Maintenance and Operations work– the “action team strategy” -- some surprises about planning and the journey to
proactive behavior
– breakthrough thinking, continuous improvement, learning based, knowledgecreating
■ Evolution of culture– commercially aware, working within context, behaving like business owners
– new capacity for alignment, across levels and functions, via an inspiring vision
■ Creating by liberating the full capacityof everyone
– nurturing chaordic processes: managing by just 3 simple decision rules
– sustainable and replicatable processes that create commercial advantage
“Don’t just fix it, improve it!”
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 3
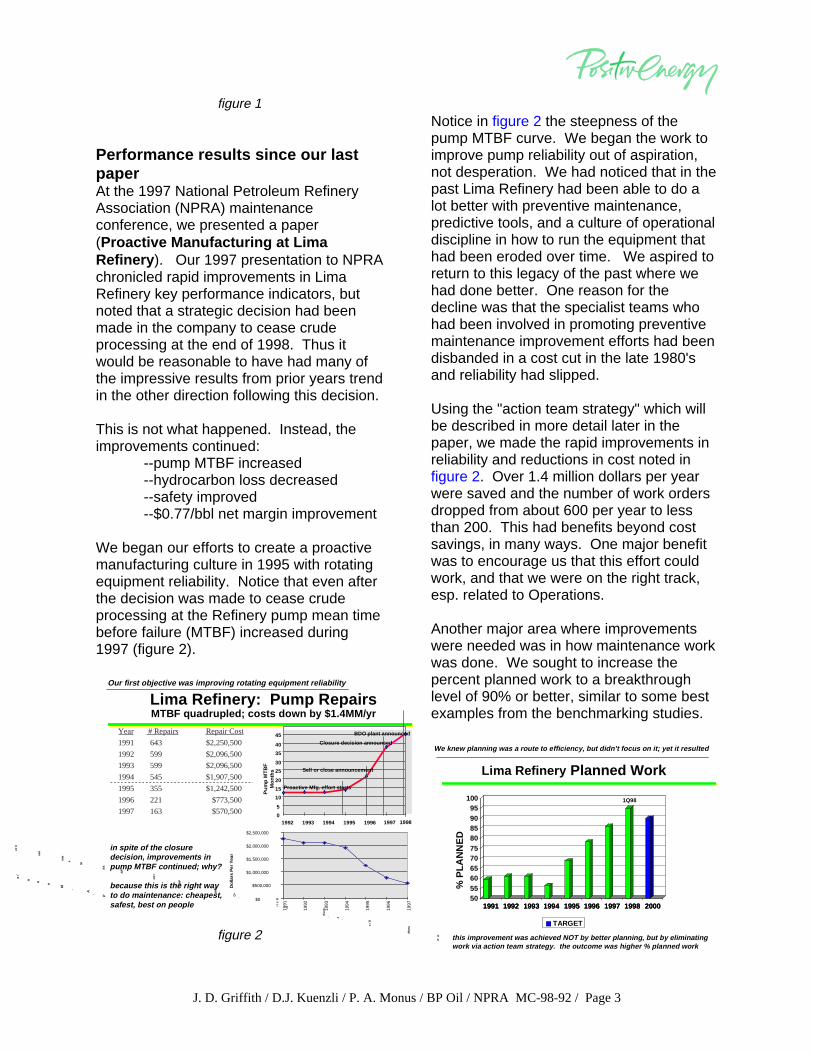
figure 1
Performance results since our lastpaperAt the 1997 National Petroleum RefineryAssociation (NPRA) maintenanceconference, we presented a paper(Proactive Manufacturing at LimaRefinery ). Our 1997 presentation to NPRAchronicled rapid improvements in LimaRefinery key performance indicators, butnoted that a strategic decision had beenmade in the company to cease crudeprocessing at the end of 1998. Thus itwould be reasonable to have had many ofthe impressive results from prior years trendin the other direction following this decision.
This is not what happened. Instead, theimprovements continued:
--pump MTBF increased--hydrocarbon loss decreased--safety improved--$0.77/bbl net margin improvement
We began our efforts to create a proactivemanufacturing culture in 1995 with rotatingequipment reliability. Notice that even afterthe decision was made to cease crudeprocessing at the Refinery pump mean timebefore failure (MTBF) increased during1997 (figure 2).
P
. A
. M
o
nu
s / D
. J
. K
uen
zl
i / J. D
. Griffith /
B
P
Oil /
N
P
R
A
M
ain
ten
ance C
on
f. / 21
M
ay 98 S
lid
e 3
Lima Refinery: Pump Repa irsMTBF quadru pled; cost s dow n by $1.4MM/yr
Year # Repairs Repair Cost
1991 643 $2,250,500
1992 599 $2,096,500
1993 599 $2,096,500
1994 545 $1,907,500
1995 355 $1,242,500
1996 221 $773,500
1997 163 $570,500
$0
1991
1992
1993
1994
1995
1996
1997
$500,000
$1,000,000
$1,500,000
$2,000,000
$2,500,000
Do
llars
Per
Yea
r
Pu
mp
MT
BF
Mo
nths
10
15
20
25
30
35
40
45
0
5
1992 1993 1994 1995 1996 1997
Sell or close announcement
Closure decision announced
1998
BDO plant announced
Proactive Mfg. effort starts
in spite of the closuredecision, improvements inpump MTBF continued; why?
because this is the right wayto do maintenance: cheapest,safest, best on people
Our first objective was improving rotating equipment reliability
figure 2
Notice in figure 2 the steepness of thepump MTBF curve. We began the work toimprove pump reliability out of aspiration,not desperation. We had noticed that in thepast Lima Refinery had been able to do alot better with preventive maintenance,predictive tools, and a culture of operationaldiscipline in how to run the equipment thathad been eroded over time. We aspired toreturn to this legacy of the past where wehad done better. One reason for thedecline was that the specialist teams whohad been involved in promoting preventivemaintenance improvement efforts had beendisbanded in a cost cut in the late 1980'sand reliability had slipped.
Using the "action team strategy" which willbe described in more detail later in thepaper, we made the rapid improvements inreliability and reductions in cost noted infigure 2. Over 1.4 million dollars per yearwere saved and the number of work ordersdropped from about 600 per year to lessthan 200. This had benefits beyond costsavings, in many ways. One major benefitwas to encourage us that this effort couldwork, and that we were on the right track,esp. related to Operations.
Another major area where improvementswere needed was in how maintenance workwas done. We sought to increase thepercent planned work to a breakthroughlevel of 90% or better, similar to some bestexamples from the benchmarking studies.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
3
Lima Refinery Planned Work
1991 1992 1993 1994 1995 1996 1997 1998 200050556065707580859095
100
1991 1992 1993 1994 1995 1996 1997 1998 2000
TARGET
% P
LA
NN
ED
1Q98
this improvement was achieved NOT by better planning, but by eliminatingwork via action team strategy. the outcome was higher % planned work
We knew planning was a route to efficiency, but didn’t focus on it; yet it resulted
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 4
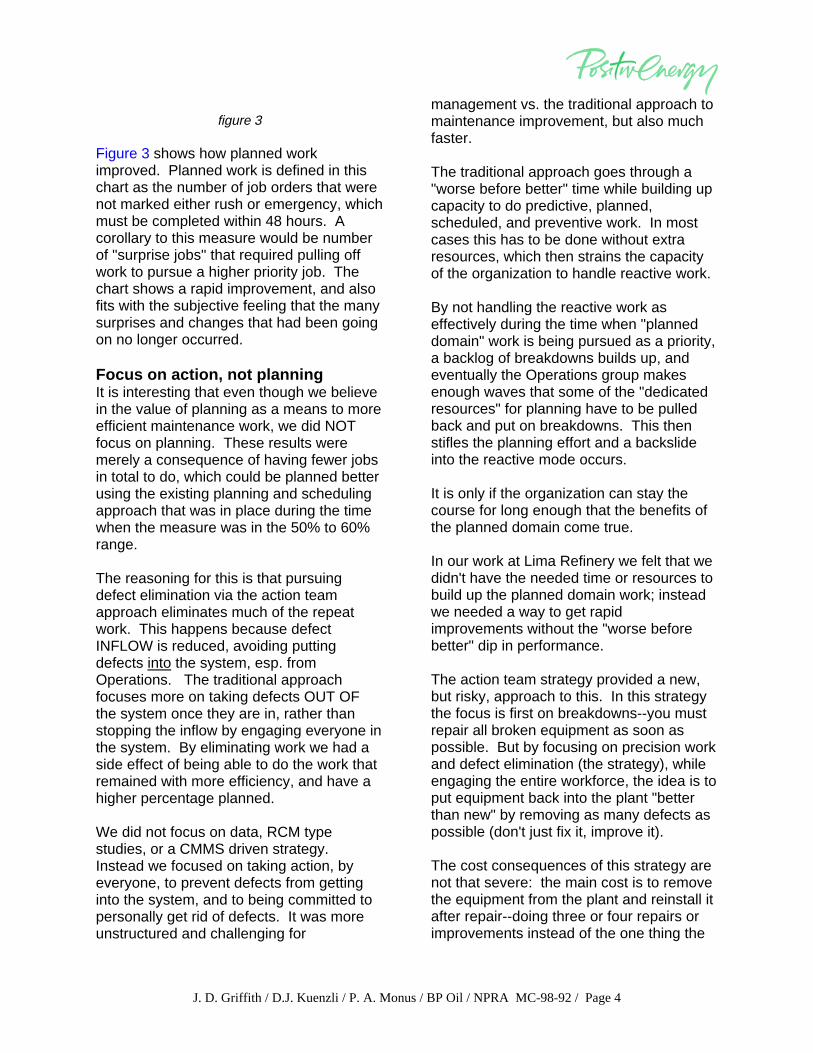
figure 3
Figure 3 shows how planned workimproved. Planned work is defined in thischart as the number of job orders that werenot marked either rush or emergency, whichmust be completed within 48 hours. Acorollary to this measure would be numberof "surprise jobs" that required pulling offwork to pursue a higher priority job. Thechart shows a rapid improvement, and alsofits with the subjective feeling that the manysurprises and changes that had been goingon no longer occurred.
Focus on action, not planningIt is interesting that even though we believein the value of planning as a means to moreefficient maintenance work, we did NOTfocus on planning. These results weremerely a consequence of having fewer jobsin total to do, which could be planned betterusing the existing planning and schedulingapproach that was in place during the timewhen the measure was in the 50% to 60%range.
The reasoning for this is that pursuingdefect elimination via the action teamapproach eliminates much of the repeatwork. This happens because defectINFLOW is reduced, avoiding puttingdefects into the system, esp. fromOperations. The traditional approachfocuses more on taking defects OUT OFthe system once they are in, rather thanstopping the inflow by engaging everyone inthe system. By eliminating work we had aside effect of being able to do the work thatremained with more efficiency, and have ahigher percentage planned.
We did not focus on data, RCM typestudies, or a CMMS driven strategy.Instead we focused on taking action, byeveryone, to prevent defects from gettinginto the system, and to being committed topersonally get rid of defects. It was moreunstructured and challenging for
management vs. the traditional approach tomaintenance improvement, but also muchfaster.
The traditional approach goes through a"worse before better" time while building upcapacity to do predictive, planned,scheduled, and preventive work. In mostcases this has to be done without extraresources, which then strains the capacityof the organization to handle reactive work.
By not handling the reactive work aseffectively during the time when "planneddomain" work is being pursued as a priority,a backlog of breakdowns builds up, andeventually the Operations group makesenough waves that some of the "dedicatedresources" for planning have to be pulledback and put on breakdowns. This thenstifles the planning effort and a backslideinto the reactive mode occurs.
It is only if the organization can stay thecourse for long enough that the benefits ofthe planned domain come true.
In our work at Lima Refinery we felt that wedidn't have the needed time or resources tobuild up the planned domain work; insteadwe needed a way to get rapidimprovements without the "worse beforebetter" dip in performance.
The action team strategy provided a new,but risky, approach to this. In this strategythe focus is first on breakdowns--you mustrepair all broken equipment as soon aspossible. But by focusing on precision workand defect elimination (the strategy), whileengaging the entire workforce, the idea is toput equipment back into the plant "betterthan new" by removing as many defects aspossible (don't just fix it, improve it).
The cost consequences of this strategy arenot that severe: the main cost is to removethe equipment from the plant and reinstall itafter repair--doing three or four repairs orimprovements instead of the one thing the
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 5
equipment came into the shop for does notcost that much more incrementally. But ifMTBF can be extended by doing this, thepayback can be large, as is seen in thepump data (figure 2).
Figures 2 and 3 should be looked attogether. They are related and show thatthe strategy can work.
By not focusing on planning, we achievedimproved planning as a byproduct. This isnot an intuitive result. More on this later.
This change in focus towards defectelimination, and seeking to includeoperations and design --not justmaintenance) suggested a reason to uswhy past efforts at improvement hadproduced some initial wins but lost steamover time and had disappeared over theyears only to be resurrected over and over.
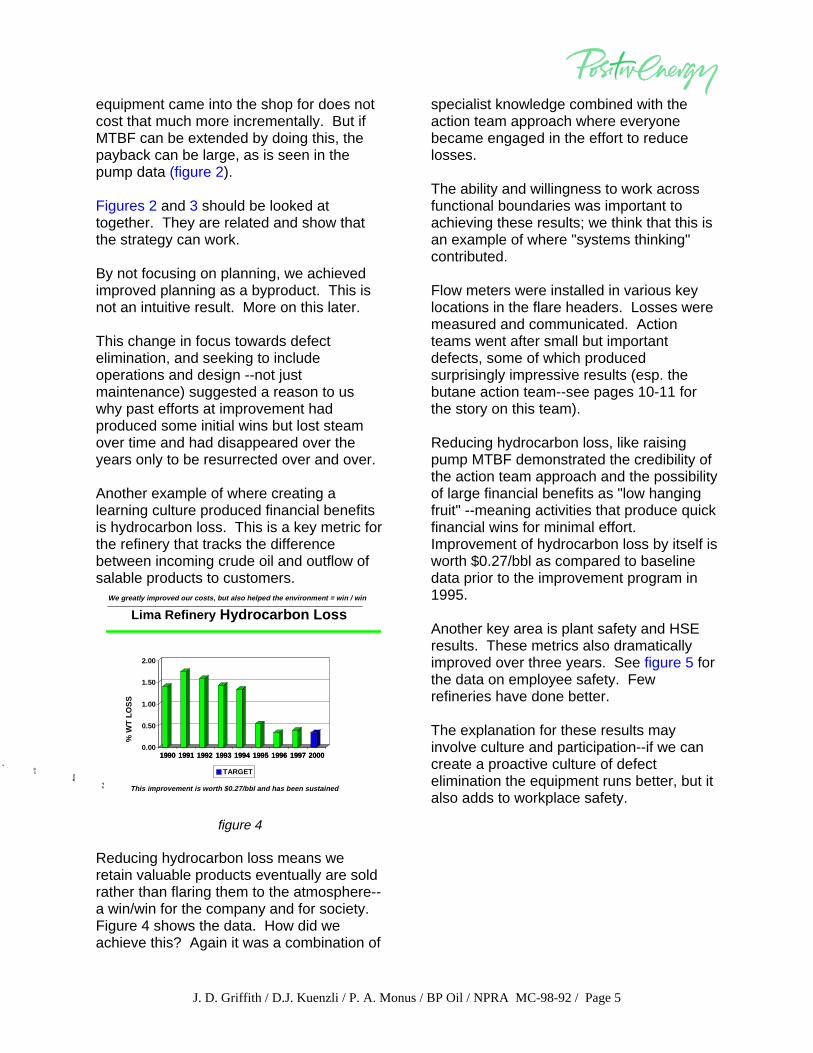
Another example of where creating alearning culture produced financial benefitsis hydrocarbon loss. This is a key metric forthe refinery that tracks the differencebetween incoming crude oil and outflow ofsalable products to customers.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
4
1990 1991 1992 1993 1994 1995 1996 1997 20000.00
0.50
1.00
1.50
2.00
1990 1991 1992 1993 1994 1995 1996 1997 2000
TARGET
% W
T L
OS
S
Lima Refinery Hydroca rbon Lo ss
This improvement is worth $0.27/bbl and has been sustained
We greatly improved our costs, but also helped the environment = win / win
figure 4
Reducing hydrocarbon loss means weretain valuable products eventually are soldrather than flaring them to the atmosphere--a win/win for the company and for society.Figure 4 shows the data. How did weachieve this? Again it was a combination of
specialist knowledge combined with theaction team approach where everyonebecame engaged in the effort to reducelosses.
The ability and willingness to work acrossfunctional boundaries was important toachieving these results; we think that this isan example of where "systems thinking"contributed.
Flow meters were installed in various keylocations in the flare headers. Losses weremeasured and communicated. Actionteams went after small but importantdefects, some of which producedsurprisingly impressive results (esp. thebutane action team--see pages 10-11 forthe story on this team).
Reducing hydrocarbon loss, like raisingpump MTBF demonstrated the credibility ofthe action team approach and the possibilityof large financial benefits as "low hangingfruit" --meaning activities that produce quickfinancial wins for minimal effort.Improvement of hydrocarbon loss by itself isworth $0.27/bbl as compared to baselinedata prior to the improvement program in1995.
Another key area is plant safety and HSEresults. These metrics also dramaticallyimproved over three years. See figure 5 forthe data on employee safety. Fewrefineries have done better.
The explanation for these results mayinvolve culture and participation--if we cancreate a proactive culture of defectelimination the equipment runs better, but italso adds to workplace safety.

J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 6
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
5
Employee Safety Performance
Rate
1991 1992 1993 1994 1995 1996 1997 1998 2000
40.8
4
42.2
8.3
36.4
2.9
23.3
1.9
15.9
1.1
10.8
0
10.9
0
9.1
0
10
00
10
20
30
40
50
1991 1992 1993 1994 1995 1996 1997 1998 2000OSHA Rec. Lost Time TARGET
per1,000,000manhrs.
YTD
Contractor safety results follow a similar trend
figure 5
Many other actions contributed to improvingsafety performance not discussed in thispaper, but we wanted to note that workingfor proactivity is very aligned with a strongfocus on HSE and safety as well.
Bottom Line Improvement = $0.77/bblFigure 6 shows the impact of these effortswere worth 77 cents per barrel with verylittle capital investment, largely by using thecapacity of our people.
Each of the line items in figure 6 has a storyconnected to it, not expanded on here. Oneitem not shown in detail (under "processoptimization") is process online analyzerreliability, which improved from 75% and nottrusted to 97% and trusted.
Evidence is emerging that the analyzerbenefit on added value to BP refineryoperations is in the region of 10 to 12 centsper barrel—this is due to the benefits ofprocess control and optimization from usingaccurate real time data to tightly control tocommercial specifications vs. “giveaway” ofhigher value products into lower valuestreams.
In addition to the work on analyzerreliability, three engineering advancedcontrols projects were completed (CatCracker, Crude Unit, and Blender).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
6
Refinery management set and achieved stretch breakthrough targets
Cash Margin Enhancement 1997 vs. 1994
Higher Reliability
Hydrocarbon Loss
Process Optimization
Crude Delivery & Quality Costs
Energy Efficiency
Cost Savings Initiatives
TOTAL CASH MARGIN ENHANCEMENTS
$/BBL Crude95 Basis
0.08
0.27
0.22
0.05
0.06
0.07
0.77
figure 6
Figure 6 represents the hard metrics thatmanagement set for action teams toinfluence. These are significant in thatmanagement did not merely hope that theaction team strategy would work, but rathertook the step of setting performance goalsin very tangible "hard metrics" form andthen worked the soft issues to capture thevalue.
Merging both soft and hard metrics at thesame time, as an integrated force, andhaving the skill to inspire the averageperson in the refinery to want to join theefforts is required to succeed with the actionteam strategy.
We had been pondering the question, “Whyhave past efforts of dedicated individuals inmaintenance programs at Lima Refineryfailed to produce a complete transformationto the proactive mode?” Reflection onthese results indicates that a balance isneeded between purposeful and orderlyimprovement efforts (like capital budgetprojects, RCM teams, etc) and more chaoticaspects related to people's passion,actions, and desire to create.
This also suggests that the Lima Refinerystory cannot be easily transferred to otherplaces. We now think that these resultswere a consequence of our being able toform a true learning community, with astrong cohesion, and a commitment to
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 7
defect elimination and the culture of "don'tjust fix it, improve it."
Breaking long standing mental models andadopting new decision rules in practice isvery difficult and the subject of much in thelearning organization literature. It involvesbuilding new capacity for thinking andaction, not just in the leaders, but ineveryone. This is the "unique software"aspect mentioned earlier.
To replicate these sorts of results in a newplace requires reinventing the neededactions in a customized way applicable tothe business context, plant culture, andcapacities of leadership, salaried, andhourly people. It requires improvising fromgeneral principles; no sheet music isavailable, or is likely to become available.
So, the dilemma is that while we would wantto replicate the rapid financial performanceresults achieved at Lima Refineryelsewhere, to do so requires the newlocation's management finding a very sitespecific approach that blends tools andmethods with culture, needs, andcapabilities present in the new location.
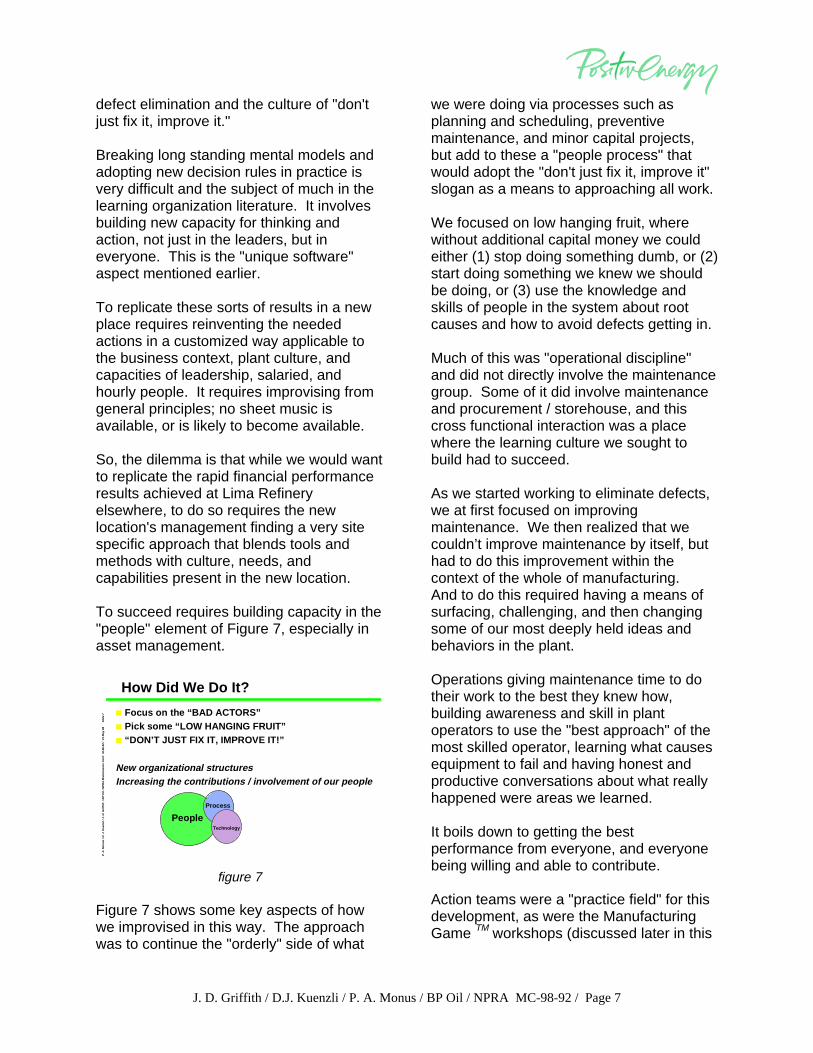
To succeed requires building capacity in the"people" element of Figure 7, especially inasset management.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
7
How Did We Do It?
■ Focus on the “BAD ACTORS”■ Pick some “LOW HANGING FRUIT”■ “DON’T JUST FIX IT, IMPROVE IT!”
New organizational structuresIncreasing the contributions / involvement of our people
PeopleTechnology
Process
figure 7
Figure 7 shows some key aspects of howwe improvised in this way. The approachwas to continue the "orderly" side of what
we were doing via processes such asplanning and scheduling, preventivemaintenance, and minor capital projects,but add to these a "people process" thatwould adopt the "don't just fix it, improve it"slogan as a means to approaching all work.
We focused on low hanging fruit, wherewithout additional capital money we couldeither (1) stop doing something dumb, or (2)start doing something we knew we shouldbe doing, or (3) use the knowledge andskills of people in the system about rootcauses and how to avoid defects getting in.
Much of this was "operational discipline"and did not directly involve the maintenancegroup. Some of it did involve maintenanceand procurement / storehouse, and thiscross functional interaction was a placewhere the learning culture we sought tobuild had to succeed.
As we started working to eliminate defects,we at first focused on improvingmaintenance. We then realized that wecouldn’t improve maintenance by itself, buthad to do this improvement within thecontext of the whole of manufacturing.And to do this required having a means ofsurfacing, challenging, and then changingsome of our most deeply held ideas andbehaviors in the plant.
Operations giving maintenance time to dotheir work to the best they knew how,building awareness and skill in plantoperators to use the "best approach" of themost skilled operator, learning what causesequipment to fail and having honest andproductive conversations about what reallyhappened were areas we learned.
It boils down to getting the bestperformance from everyone, and everyonebeing willing and able to contribute.
Action teams were a "practice field" for thisdevelopment, as were the ManufacturingGame TM workshops (discussed later in this

J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 8
paper). Some new organizationalstructures came into being as well, whichare attributed as being both the driver andsustainer of some of these changes.
The first of these structures was buildingshared awareness of current reality (we arereactive) and a clear vision of where wewanted to go (the proactive domain) viaManufacturing GameTM workshops.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 9
The Manufacturing Game TM -- a practicefield for learning--virtual reality to engage everyone in taking action for improvement
--the game creates passion, energy, and is real to life--people can visualize and reflect on their “theory in use”--meaningful work, risk taking, skills--a safe “container;” OK to make mistakes--then apply the learning back into the real world
Operations, Maint.,Commercial fcns.
Team of six start ina reactive way ofworking, and mustfigure out how toevolve and break-through to a pro-active way of work
Engage head, heart, body
Simple rules in use emerge
figure 8
New capacities for systems thinking,reflective inquiry and dialogue, and aprocess of taking time to meet monthly toevaluate progress on the journey in a groupwe came to call the ContinuousImprovement (CI) Forum all contributed.
To get the most out of our resources weknew we needed a means of engagingeveryone in eliminating defects and thesources of defects that limit us.
We realized that in order to make anyprocess improvement effective andsustained, we needed a means of workingon our thinking and behavior--for everyonein the bigger system--from top to bottom.
The key driver which enabled much of thiswas the Manufacturing Game TM.
The Manufacturing Game TM
Organizational Learning for Everyone
The Manufacturing Game TM was created atDuPont as a product of over three years ofbenchmarking work to understand thenature of world-class maintenance andreliability. The creators at DuPont startedwith this mountain of benchmarking dataand a question that was eerily similar to theone we had at Lima, “Why do we fail tosustain improvements in maintenance andreliability and perform well below world-class standards in spite of the fact that all ofthe components of world-class performanceare well known to us?”
The result of this study was a detailedsystems model of how reliability works andwhy organizationally it is so hard toimprove. From this detailed model DuPontbuilt a board game representing operations,maintenance, and business services. Thegame uses poker chips to represent theproducts, supplies, and resources involvedin manufacturing. The game is part of atwo day workshop that focuses on creatingthe shared vision of what can beaccomplished and what needs to be done tomake these improvements happen.
The creators of The Manufacturing Game™had succeeded in building a virtual world ofplant operations that was a structurallyaccurate representation of how a processmanufacturing facility and organizationwork. They had proven within DuPont thatthis tool could express the complexconcepts that they had uncovered, in a waythat was meaningful for people at all levelsin the organization. “Learning by doing” inthe Manufacturing GameTM workshopprovides actionable knowledge, even ifpeople cannot articulate any theory aboutwhat they have experienced, or thedisciplines of a Learning Organization.
From the early sessions with TheManufacturing Game™ we had five newinsights that were significant “aha”experiences for us. These are more fullydiscussed in our paper from last year; we
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 9
only include the highlights of these now, butthese remain as key insights for us.
Five key insights and "aha"experiences about operations andmaintenance
Insight 1: Reliability and maintenanceare all about how you deal with defectsin the total manufacturing system
Insight 2: We must be very careful inwhat we consider to be goals.
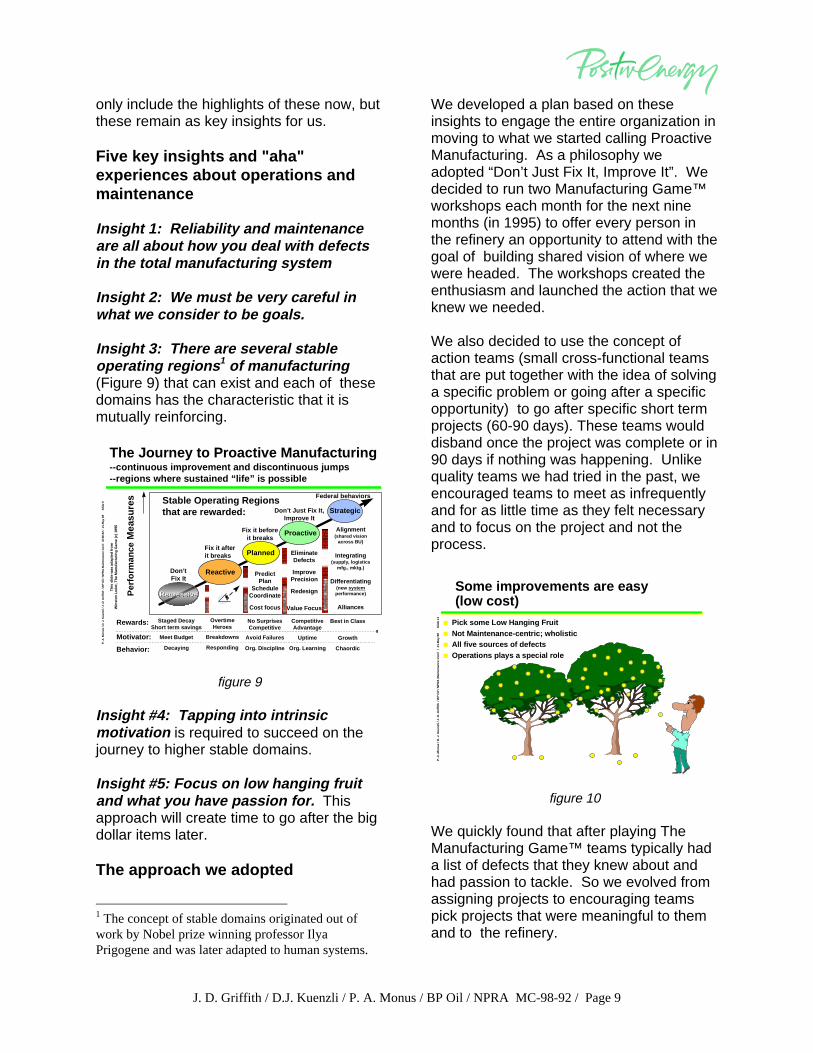
Insight 3: There are several stableoperating regions 1 of manufacturing(Figure 9) that can exist and each of thesedomains has the characteristic that it ismutually reinforcing.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
9
The Journey to Proactive Manufacturing--continuous improvement and discontinuous jumps--regions where sustained “life” is possible
Per
form
ance
Mea
sure
s Stable Operating Regionsthat are rewarded:
Don’tFix It
Federal behaviors
Rewards:
Motivator:
Behavior:
Staged DecayShort term savings
Meet Budget
Decaying
Planned
Reactive
RegressiveRegressive
Fix it afterit breaks
Fix it beforeit breaks
StrategicDon’t Just Fix It,Improve It
OvertimeHeroes
Breakdowns
Responding
No SurprisesCompetitive
Avoid Failures
Org. Discipline
CompetitiveAdvantage
Uptime
Org. Learning
Best in Class
Growth
Chaordic
Proactive
EliminateDefects
ImprovePrecision
Redesign
Value Focus
PredictPlan
ScheduleCoordinate
Cost focus
Alignment(shared vision
across BU)
Integrating(supply, logistics
mfg., mktg.)
Differentiating(new systemperformance)
Alliances
Thi
s sl
ide
was
ada
pted
from
Win
ston
Led
et, T
he M
anuf
actu
ring
Gam
e (c
) 19
95
figure 9
Insight #4: Tapping into intrinsicmotivation is required to succeed on thejourney to higher stable domains.
Insight #5: Focus on low hanging fruitand what you have passion for. Thisapproach will create time to go after the bigdollar items later.
The approach we adopted
1 The concept of stable domains originated out ofwork by Nobel prize winning professor IlyaPrigogene and was later adapted to human systems.
We developed a plan based on theseinsights to engage the entire organization inmoving to what we started calling ProactiveManufacturing. As a philosophy weadopted “Don’t Just Fix It, Improve It”. Wedecided to run two Manufacturing Game™workshops each month for the next ninemonths (in 1995) to offer every person inthe refinery an opportunity to attend with thegoal of building shared vision of where wewere headed. The workshops created theenthusiasm and launched the action that weknew we needed.
We also decided to use the concept ofaction teams (small cross-functional teamsthat are put together with the idea of solvinga specific problem or going after a specificopportunity) to go after specific short termprojects (60-90 days). These teams woulddisband once the project was complete or in90 days if nothing was happening. Unlikequality teams we had tried in the past, weencouraged teams to meet as infrequentlyand for as little time as they felt necessaryand to focus on the project and not theprocess.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 11
Some improvements are easy(low cost)
■ Pick some Low Hanging Fruit■ Not Maintenance-centric; wholistic■ All five sources of defects■ Operations plays a special role
figure 10
We quickly found that after playing TheManufacturing Game™ teams typically hada list of defects that they knew about andhad passion to tackle. So we evolved fromassigning projects to encouraging teamspick projects that were meaningful to themand to the refinery.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 10
Action teams coming out of TheManufacturing Game™ workshops werealso a perfect vehicle for giving people achance to practice new proactive behaviors.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 12 ■ Repeated Failures
■ High Cost Repair or Highaccumulated Cost.
■ “... always breaking” -especially on Fridayafternoons.
■ “It’s always been that way”
■ Form action teams– you want action, not tasks
– involve operators, mechanics, etc
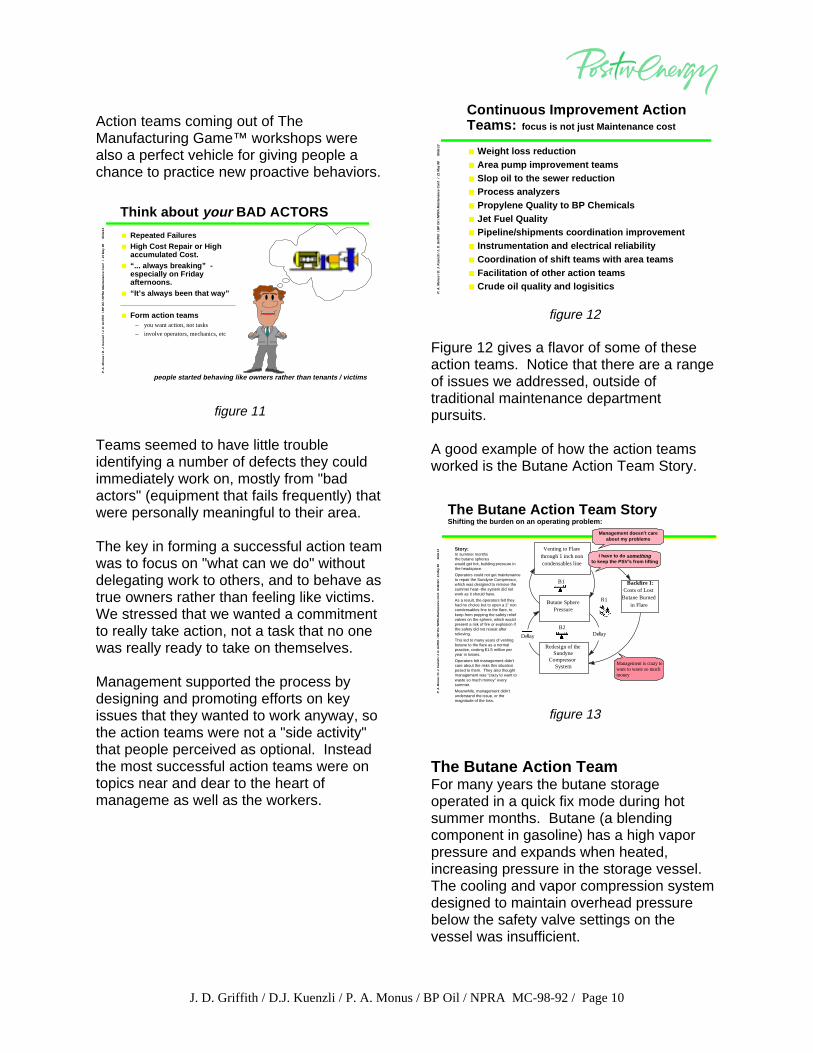
Think about your BAD ACTORS
people started behaving like owners rather than tenants / victims
figure 11
Teams seemed to have little troubleidentifying a number of defects they couldimmediately work on, mostly from "badactors" (equipment that fails frequently) thatwere personally meaningful to their area.
The key in forming a successful action teamwas to focus on "what can we do" withoutdelegating work to others, and to behave astrue owners rather than feeling like victims.We stressed that we wanted a commitmentto really take action, not a task that no onewas really ready to take on themselves.
Management supported the process bydesigning and promoting efforts on keyissues that they wanted to work anyway, sothe action teams were not a "side activity"that people perceived as optional. Insteadthe most successful action teams were ontopics near and dear to the heart ofmanageme as well as the workers.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 13
Continuous Improvement ActionTeams: focus is not just Maintenance cost
■ Weight loss reduction■ Area pump improvement teams■ Slop oil to the sewer reduction■ Process analyzers■ Propylene Quality to BP Chemicals■ Jet Fuel Quality■ Pipeline/shipments coordination improvement■ Instrumentation and electrical reliability■ Coordination of shift teams with area teams■ Facilitation of other action teams■ Crude oil quality and logisitics
figure 12
Figure 12 gives a flavor of some of theseaction teams. Notice that there are a rangeof issues we addressed, outside oftraditional maintenance departmentpursuits.
A good example of how the action teamsworked is the Butane Action Team Story.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
13
The Butane Action Team StoryShifting the burden on an operating problem:
R1
B2
B1 Backfire 1:Costs of Lost
Butane Burnedin Flare
Redesign of theSundyne
CompressorSystem
Venting to Flarethrough 1 inch noncondensables line
Butane SpherePressure
Delay
Story:In summer monthsthe butane sphereswould get hot, building pressure inthe headspace.
Operators could not get maintenanceto repair the Sundyne Compressor,which was designed to remove thesummer heat--the system did notwork as it should have.
As a result, the operators felt theyhad no choice but to open a 1” noncondensables line to the flare, tokeep from popping the safety reliefvalves on the sphere, which wouldpresent a risk of fire or explosion ifthe safety did not reseat afterrelieving.
This led to many years of ventingbutane to the flare as a normalpractice, costing $1.5 million peryear in losses.
Operators felt management didn’tcare about the risks this situationposed to them. They also thoughtmanagement was “crazy to want towaste so much money” everysummer.
Meanwhile, management didn’tunderstand the issue, or themagnitude of the loss.
Delay
Management is crazy towant to waste so muchmoney
I have to do somethingto keep the PSV’s from lifting
Management doesn’t careabout my problems
figure 13
The Butane Action TeamFor many years the butane storageoperated in a quick fix mode during hotsummer months. Butane (a blendingcomponent in gasoline) has a high vaporpressure and expands when heated,increasing pressure in the storage vessel.The cooling and vapor compression systemdesigned to maintain overhead pressurebelow the safety valve settings on thevessel was insufficient.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 11
Plant operators would watch the overheadpressure, and when they becameconcerned that they were too close to thelimit, they would open a 1 inch diameternon-condensables line going to the flareheader, to vent butane from the spheroid tothe flare to reduce the pressure.
During the dialogue at a "ProactiveManufacturing" workshop in March 1995,the operators and management committedto do something about this problem. Theteam had played the ManufacturingGameTM and had gotten excited about theidea of capturing low hanging fruit andusing existing knowledge. Managementproposed a theme for the plant operatorsand mechanics to work on, but theyrejected this idea in favor of working on the"butane problem" which the managementteam had no awareness of.
The story that unfolded suggested thatknowledge existed within the company formany years, the operators suggested atleast eight years, but probably longer, aboutthe problem. They suggested that"management is crazy to want to waste allthis money" by venting butane to the flare(their "quick fix) instead of doing something(the fundamental solution) to resolve theroot cause of the problem. In the past theystated that their supervisors weren'tinterested in this issue, mainly because theyhad found a way "to get by" via the ventingto the flare fix.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
14
The Butane Acti on Team Story (continued)
R2
R1
B2
B1
Backfir e2:Loss of
Impetus towork on the
problem
Backfir e 1:Costs of Lost
Butane Burnedin Flare
Redesign of theSundyne
CompressorSystem
Venting to Flarethrough 1 inch noncondensables line
Butane SpherePressure
Delay
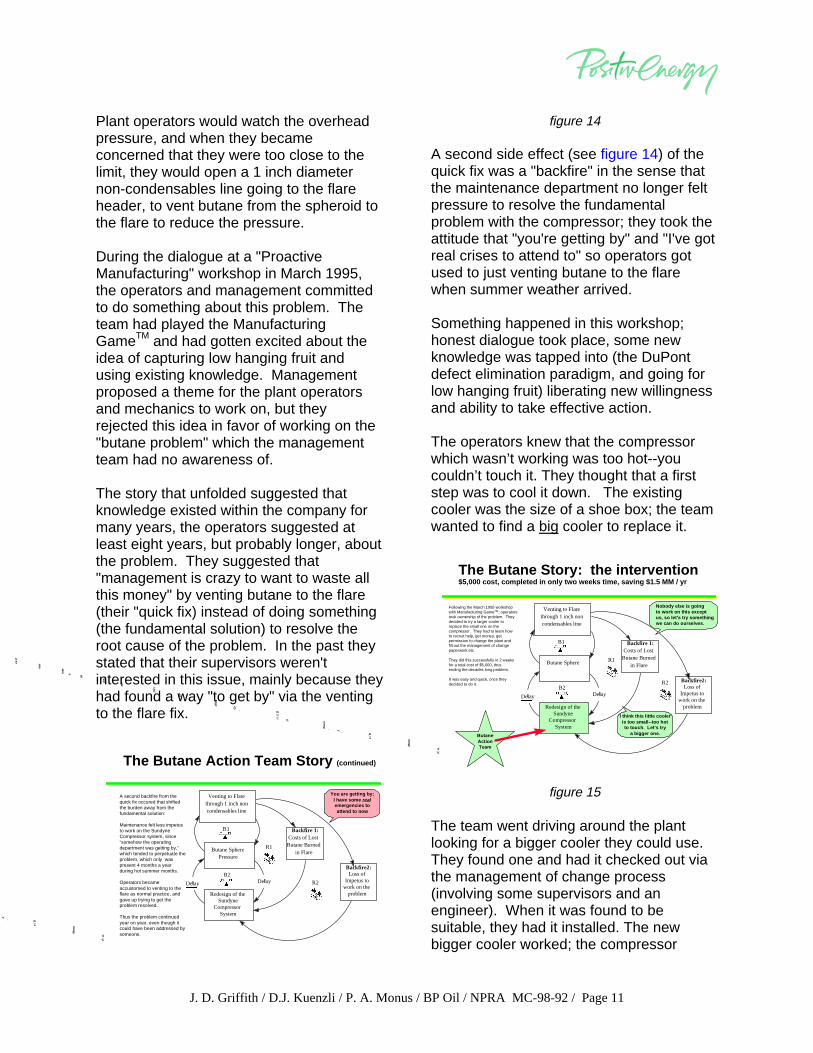
A second backfire from thequick fix occured that shiftedthe burden away from thefundamental solution:
Maintenance felt less impetusto work on the SundyneCompressor system, since“somehow the operatingdepartment was getting by,”which tended to perpetuate theproblem, which only waspresent 4 months a yearduring hot summer months.
Operators becameaccustomed to venting to theflare as normal practice, andgave up trying to get theproblem resolved.
Thus the problem continuedyear on year, even though itcould have been addressed bysomeone.
Delay
You are getting by;I have some realemergencies toattend to now
figure 14
A second side effect (see figure 14) of thequick fix was a "backfire" in the sense thatthe maintenance department no longer feltpressure to resolve the fundamentalproblem with the compressor; they took theattitude that "you're getting by" and "I've gotreal crises to attend to" so operators gotused to just venting butane to the flarewhen summer weather arrived.
Something happened in this workshop;honest dialogue took place, some newknowledge was tapped into (the DuPontdefect elimination paradigm, and going forlow hanging fruit) liberating new willingnessand ability to take effective action.
The operators knew that the compressorwhich wasn’t working was too hot--youcouldn’t touch it. They thought that a firststep was to cool it down. The existingcooler was the size of a shoe box; the teamwanted to find a big cooler to replace it.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
16
The Butane Stor y: the inter vention$5,000 cost, completed in only two weeks t ime, sav ing $1.5 MM / yr
R2
R1
B2
B1
Backfir e2:Loss of
Impetus towork on the
problem
Backfir e 1:Costs of Lost
Butane Burnedin Flare
Redesign of theSundyne
CompressorSystem
Venting to Flarethrough 1 inch noncondensables line
Butane SphereP r e s s u r e
Delay
Nobody else is goingto work on this exceptus, so let’s try s omethingwe can do ourselves.
I think this l itt le cooleris too small--too hotto touch. Let’s try
a bigger one.ButaneActionTeam
Delay
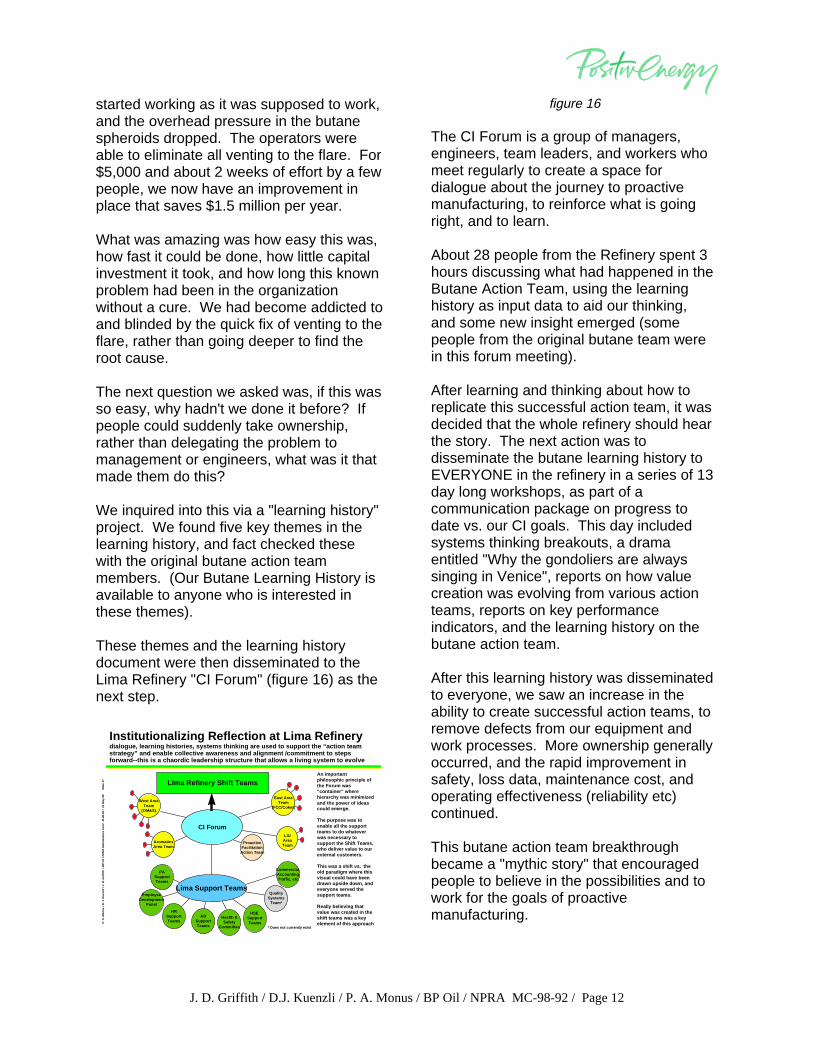
Following the March 1995 workshopwith Manufacturing GameTM, operatorstook ownership of the problem. They decided to try a larger cooler to replace the small one on the compressor. They had to learn howto recruit help, get money, get permission to change the plant and fill out the management of changepaperwork etc
They did this successfully in 2 weeksfor a total cost of $5,000, thusending the decades long problem.
It was easy and quick, once theydecided to do it.
figure 15
The team went driving around the plantlooking for a bigger cooler they could use.They found one and had it checked out viathe management of change process(involving some supervisors and anengineer). When it was found to besuitable, they had it installed. The newbigger cooler worked; the compressor
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 12
started working as it was supposed to work,and the overhead pressure in the butanespheroids dropped. The operators wereable to eliminate all venting to the flare. For$5,000 and about 2 weeks of effort by a fewpeople, we now have an improvement inplace that saves $1.5 million per year.
What was amazing was how easy this was,how fast it could be done, how little capitalinvestment it took, and how long this knownproblem had been in the organizationwithout a cure. We had become addicted toand blinded by the quick fix of venting to theflare, rather than going deeper to find theroot cause.
The next question we asked was, if this wasso easy, why hadn't we done it before? Ifpeople could suddenly take ownership,rather than delegating the problem tomanagement or engineers, what was it thatmade them do this?
We inquired into this via a "learning history"project. We found five key themes in thelearning history, and fact checked thesewith the original butane action teammembers. (Our Butane Learning History isavailable to anyone who is interested inthese themes).
These themes and the learning historydocument were then disseminated to theLima Refinery "CI Forum" (figure 16) as thenext step.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
17
Institutionalizing Reflection at Lima Refinerydialogue, learning histories, systems thinking are used to support the “action teamstrategy” and enable collective awareness and alignment /commitment to stepsforward--this is a chaordic leadership structure that allows a living system to evolve
Lima Support TeamsEmployee
DevelopmentPanel
Health &Safety
Committee
QualitySystems
Team*
HRSupportTeams
CI Forum
West AreaTeam
(OM&S)
East AreaTeam
(FCC/Coker)
Lima Refinery Shift Teams
Commercial,AccountingTraffic, etc
ProactiveFacilitation
Action Team
LIUAreaTeam
AromaticsArea Team
ADSupportTeams
HSE SupportTeams
PASupportTeams
* Does not currently exist
An importantphilosophic principle ofthe Forum was“container” wherehierarchy was minimizedand the power of ideascould emerge.
The purpose was toenable all the supportteams to do whateverwas necessary tosupport the Shift Teams,who deliver value to ourexternal customers.
This was a shift vs. theold paradigm where thisvisual could have beendrawn upside down, andeveryone served thesupport teams.
Really believing thatvalue was created in theshift teams was a keyelement of this approach
figure 16
The CI Forum is a group of managers,engineers, team leaders, and workers whomeet regularly to create a space fordialogue about the journey to proactivemanufacturing, to reinforce what is goingright, and to learn.
About 28 people from the Refinery spent 3hours discussing what had happened in theButane Action Team, using the learninghistory as input data to aid our thinking,and some new insight emerged (somepeople from the original butane team werein this forum meeting).
After learning and thinking about how toreplicate this successful action team, it wasdecided that the whole refinery should hearthe story. The next action was todisseminate the butane learning history toEVERYONE in the refinery in a series of 13day long workshops, as part of acommunication package on progress todate vs. our CI goals. This day includedsystems thinking breakouts, a dramaentitled "Why the gondoliers are alwayssinging in Venice", reports on how valuecreation was evolving from various actionteams, reports on key performanceindicators, and the learning history on thebutane action team.
After this learning history was disseminatedto everyone, we saw an increase in theability to create successful action teams, toremove defects from our equipment andwork processes. More ownership generallyoccurred, and the rapid improvement insafety, loss data, maintenance cost, andoperating effectiveness (reliability etc)continued.
This butane action team breakthroughbecame a "mythic story" that encouragedpeople to believe in the possibilities and towork for the goals of proactivemanufacturing.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 13
Management celebrated the success of thebutane team in stopping the $1.5 Million peryear loss rather than looking for someone toblame for why it hadn't been stopped all theprior years (the policy of "reinforce what isgoing right"), and made it safe for other"dumb things we are doing" to surface, sothey could be corrected.The butane story is a great example of thepower of learning, and the long rangeimpact it can have.
The Bug PictureA key insight from the Butane Action teamand other successful action teams was theimportance of keeping the message ofdefect elimination simple: don't just fix it,improve it. Becoming personallyaccountable for this and really doing it is thechange. People had to have manyconversations about what "it" was, in thecontext of the whole. Systems thinkingalways encourages looking outside our littlebox to the next layer outside our own.
Owners have the ability to think contextuallyand to weigh tradeoffs, in commercialterms. In the past plant operators andmechanics were not asked or expected todo this. Beyond just the experiences inaction teams and the workshops, weneeded a visual symbol that carried theessence of our message and theme toeveryone. The Bug Picture (created by RonRowland, a refinery employee andcomputer wizard) was a key help in gettingthis across (see figure 17).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 18
“Don’t just fix it, improve it!”
figure 17
This picture appears in many places in therefinery--on posters, placemats to eat on athome, stickers for hardhats, etc The bug isgreen and yellow (BP's colors) and looksfriendly enough. We had big debates overwhether he should look angry andthreatening or friendly and benign. Wechose friendly because bugs often get inwithout causing failures--it takes time andmore accumulation to lead to failures. Weput the "no bugs" slash with our "don't justfix it, improve it" slogan to indicate that wedidn't want him in our plant.
The bug is our poster child for proactivemanufacturing. We think it is important tohave visual cues in the workplace to remindpeople of the principles of proactivity.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 19
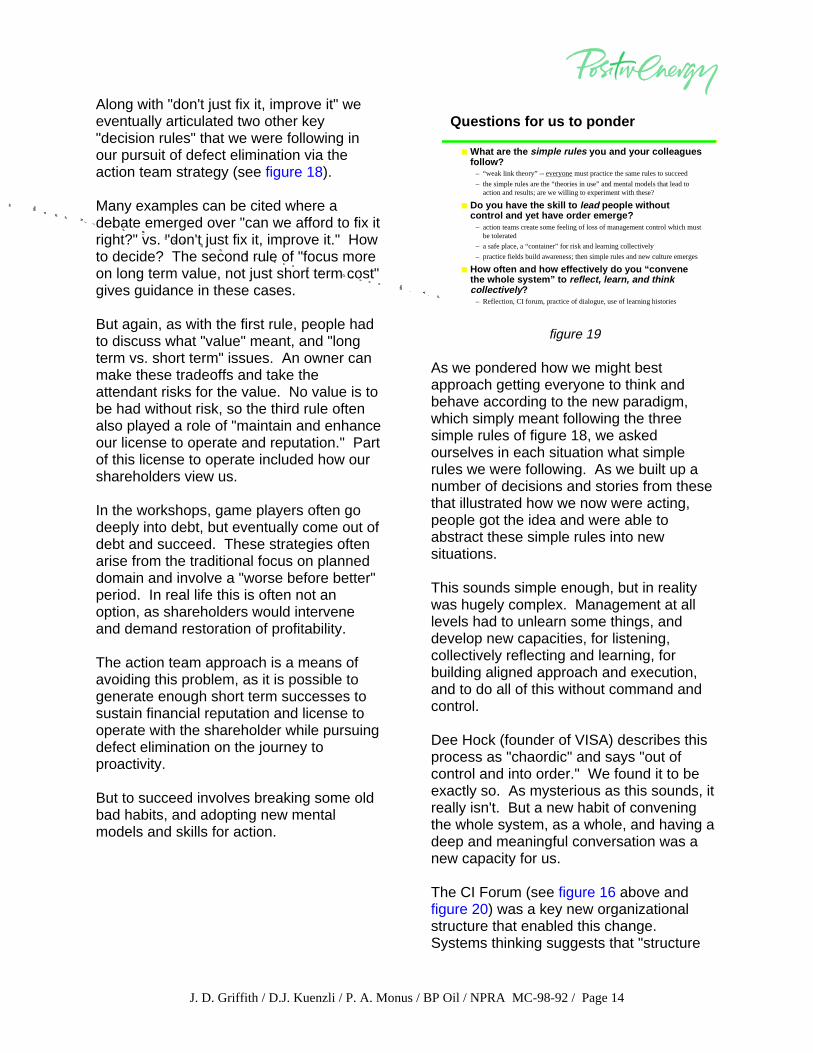
Three simple rules that produceproactivity
if everyone understands and uses them skillfully
■ Don’t just fix it, improve it■ Focus on value not cost■ Maintain and enhance your license to operate and
reputation
■ The old rules (formerly driving reactive behavior) were more like:– don’t fix it if it ain’t broke
– don’t spend any money
– it’s not my job
figure 18
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 14
Along with "don't just fix it, improve it" weeventually articulated two other key"decision rules" that we were following inour pursuit of defect elimination via theaction team strategy (see figure 18).
Many examples can be cited where adebate emerged over "can we afford to fix itright?" vs. "don't just fix it, improve it." Howto decide? The second rule of "focus moreon long term value, not just short term cost"gives guidance in these cases.
But again, as with the first rule, people hadto discuss what "value" meant, and "longterm vs. short term" issues. An owner canmake these tradeoffs and take theattendant risks for the value. No value is tobe had without risk, so the third rule oftenalso played a role of "maintain and enhanceour license to operate and reputation." Partof this license to operate included how ourshareholders view us.
In the workshops, game players often godeeply into debt, but eventually come out ofdebt and succeed. These strategies oftenarise from the traditional focus on planneddomain and involve a "worse before better"period. In real life this is often not anoption, as shareholders would interveneand demand restoration of profitability.
The action team approach is a means ofavoiding this problem, as it is possible togenerate enough short term successes tosustain financial reputation and license tooperate with the shareholder while pursuingdefect elimination on the journey toproactivity.
But to succeed involves breaking some oldbad habits, and adopting new mentalmodels and skills for action.
P
. A
. Mon
us / D
. J. K
uenzli / J
. D
. Griffith
/ B
P
Oil / N
P
R
A
Main
te
nance C
on
f. /
2
1 May 98
S
lide 20
Questions for u s to ponder
■ What are the simple rules you and your colleaguesfoll ow?
– “weak link theory” -- everyone must practice the same rules to succeed
– the simple rules are the “ theories in use” and mental models that lead toaction and results; are we willing to experiment with these?
■ Do you have the skil l to lead people withoutcontrol and yet have order emerge?
– action teams create some feeling of loss of management control which mustbe tolerated
– a safe place, a “container” for risk and learning collectively
– practice fields build awareness; then simple rules and new culture emerges
■ How ofte n and how effectively do you “c onvenethe whole system” to reflect, learn, and thinkcollectively ?
– Reflection, CI forum, practice of dialogue, use of learning histories
figure 19
As we pondered how we might bestapproach getting everyone to think andbehave according to the new paradigm,which simply meant following the threesimple rules of figure 18, we askedourselves in each situation what simplerules we were following. As we built up anumber of decisions and stories from thesethat illustrated how we now were acting,people got the idea and were able toabstract these simple rules into newsituations.
This sounds simple enough, but in realitywas hugely complex. Management at alllevels had to unlearn some things, anddevelop new capacities, for listening,collectively reflecting and learning, forbuilding aligned approach and execution,and to do all of this without command andcontrol.
Dee Hock (founder of VISA) describes thisprocess as "chaordic" and says "out ofcontrol and into order." We found it to beexactly so. As mysterious as this sounds, itreally isn't. But a new habit of conveningthe whole system, as a whole, and having adeep and meaningful conversation was anew capacity for us.
The CI Forum (see figure 16 above andfigure 20) was a key new organizationalstructure that enabled this change.Systems thinking suggests that "structure
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 15
causes behavior" and evokes all thepatterns we see. Thus it is high leverage tonotice system structure.
One of the new insights from a systemsthinking perspective in figure 16 was thelittle arrow going up to the shift teams. Thisindicated a philosophy that all other teamsand departments in the refinery were thereto support the success of the shift teams.The shift teams are the ones who delivervalue to the external customer, and thus theemphasis.
In the past it was more like figure 16 beingupside down, with the shift teamssupporting the support teams. Back tosimple rule #2: focus on value-- if we reallywant to follow this rule, we have to focus onthe shift teams, since they can create ordestroy value most powerfully.
P
. A
. Mon
us / D
. J. K
uenzli / J
. D
. Griffith
/ B
P
Oil / N
P
R
A
Main
te
nance C
on
f. /
2
1 May 98
S
lide 21
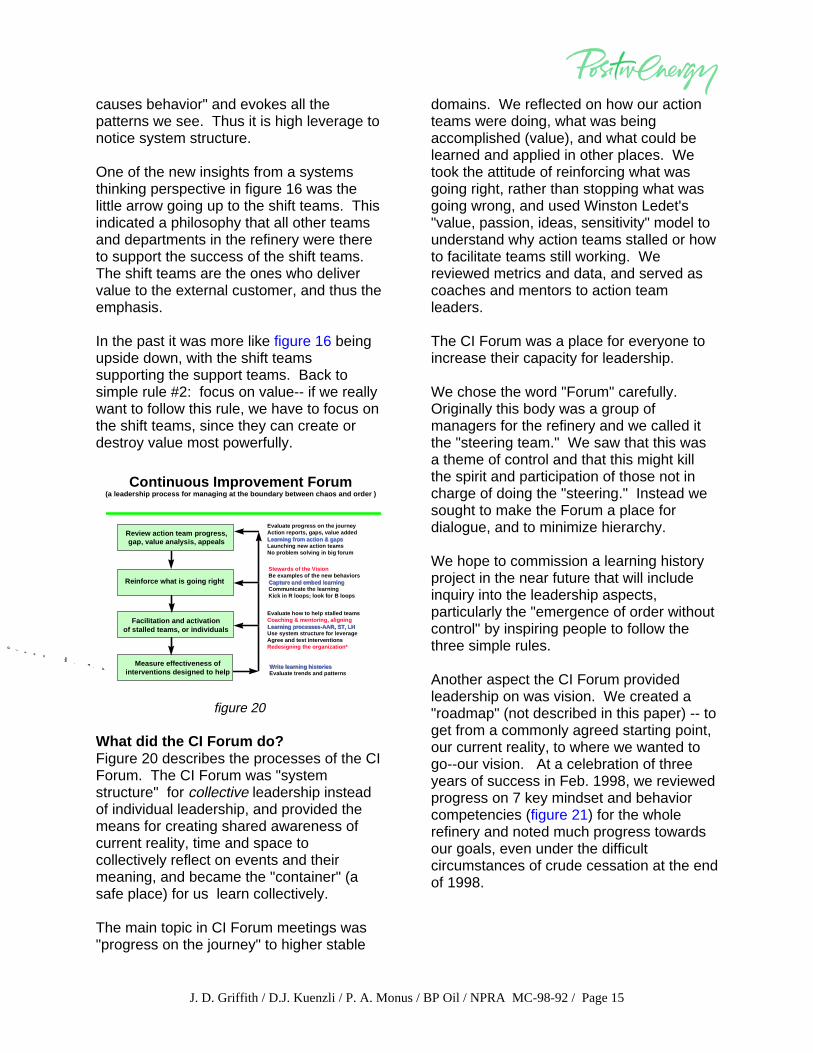
Continuous Impr ovement Forum(a leadership process f or managing at the boundary between chaos and order )
Review act ion team progress,gap, value analysis, appeals
Reinforce what is going right
Facilitat ion and activat ionof stalled teams , or individuals
Measure effect iveness ofinterventions designed to help
Stewards of the VisionBe examples of the new behaviorsCapture and embed learningCapture and embed learningCommunicate the learningKick in R loops; look for B loops
Evaluate progress on the journeyAction reports, gaps, value addedLearning from action & g apsLearning from action & g apsLaunching new action teamsNo problem solving in big fo rum
Evaluate how to help stalled teamsCoaching & m entoring, aligningLearning processes-AAR, ST, LHLearning processes-AAR, ST, LHUse system structure for leverageAgree and test interventionsRedesigning t he organization*
Write learning his tor iesWrite learning his tor iesEvaluate trends and patterns
figure 20
What did the CI Forum do?Figure 20 describes the processes of the CIForum. The CI Forum was "systemstructure" for collective leadership insteadof individual leadership, and provided themeans for creating shared awareness ofcurrent reality, time and space tocollectively reflect on events and theirmeaning, and became the "container" (asafe place) for us learn collectively.
The main topic in CI Forum meetings was"progress on the journey" to higher stable
domains. We reflected on how our actionteams were doing, what was beingaccomplished (value), and what could belearned and applied in other places. Wetook the attitude of reinforcing what wasgoing right, rather than stopping what wasgoing wrong, and used Winston Ledet's"value, passion, ideas, sensitivity" model tounderstand why action teams stalled or howto facilitate teams still working. Wereviewed metrics and data, and served ascoaches and mentors to action teamleaders.
The CI Forum was a place for everyone toincrease their capacity for leadership.
We chose the word "Forum" carefully.Originally this body was a group ofmanagers for the refinery and we called itthe "steering team." We saw that this wasa theme of control and that this might killthe spirit and participation of those not incharge of doing the "steering." Instead wesought to make the Forum a place fordialogue, and to minimize hierarchy.
We hope to commission a learning historyproject in the near future that will includeinquiry into the leadership aspects,particularly the "emergence of order withoutcontrol" by inspiring people to follow thethree simple rules.
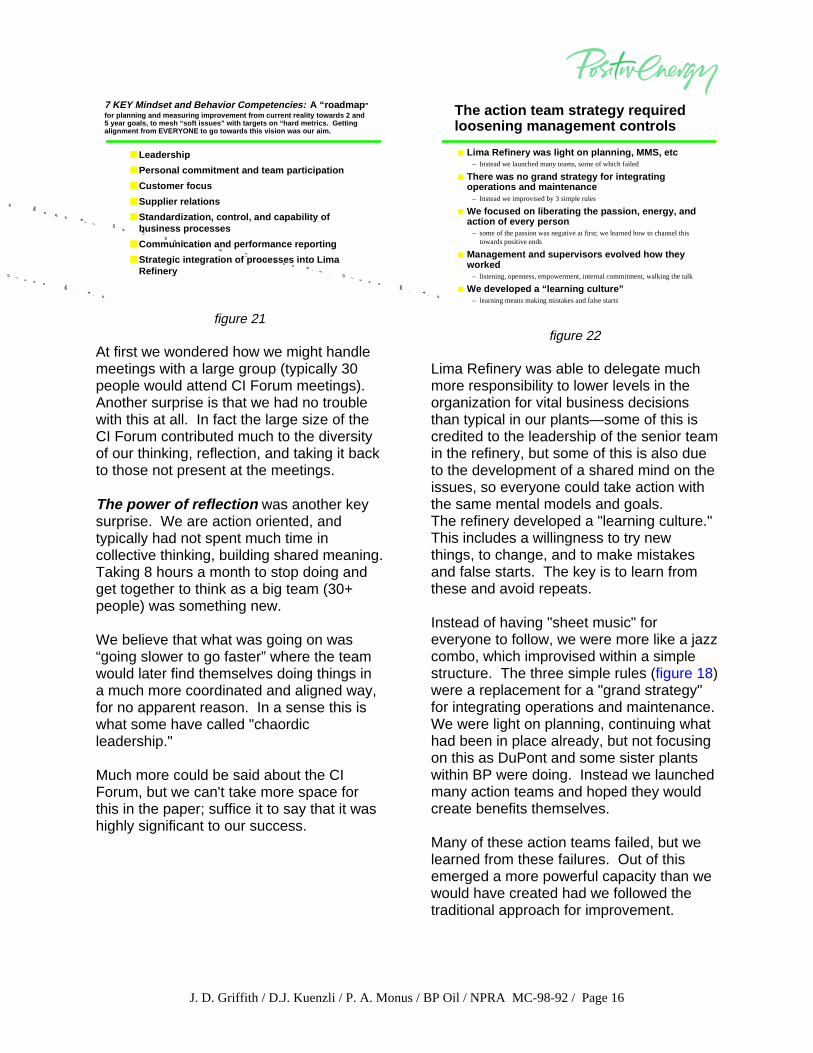
Another aspect the CI Forum providedleadership on was vision. We created a"roadmap" (not described in this paper) -- toget from a commonly agreed starting point,our current reality, to where we wanted togo--our vision. At a celebration of threeyears of success in Feb. 1998, we reviewedprogress on 7 key mindset and behaviorcompetencies (figure 21) for the wholerefinery and noted much progress towardsour goals, even under the difficultcircumstances of crude cessation at the endof 1998.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 16
P
. A
. Mon
us / D
. J. K
uenzli / J
. D
. Griffith
/ B
P
Oil / N
P
R
A
Main
te
nance C
on
f. /
2
1 May 98
S
lide 54
7 KEY Mindset and Behavior Competencies: A “roadmap ”for planning and measuring improvement from current reality t owards 2 and5 year goals, to mesh “ soft issues” with targets on “ hard metrics . Gett ingalignment f rom EVERYONE to go towards this v ision was our aim.
■ Leadership
■ Personal commitment and team part icipation
■ Customer focus
■ Suppl ier relations
■ Stand ardizatio n, control, and capabi lity ofbusiness processes
■ Communication and performance report ing
■ Strateg ic integration of processes int o LimaRefin ery
figure 21
At first we wondered how we might handlemeetings with a large group (typically 30people would attend CI Forum meetings).Another surprise is that we had no troublewith this at all. In fact the large size of theCI Forum contributed much to the diversityof our thinking, reflection, and taking it backto those not present at the meetings.
The power of reflection was another keysurprise. We are action oriented, andtypically had not spent much time incollective thinking, building shared meaning.Taking 8 hours a month to stop doing andget together to think as a big team (30+people) was something new.
We believe that what was going on was“going slower to go faster” where the teamwould later find themselves doing things ina much more coordinated and aligned way,for no apparent reason. In a sense this iswhat some have called "chaordicleadership."
Much more could be said about the CIForum, but we can't take more space forthis in the paper; suffice it to say that it washighly significant to our success.
P
. A
. Mon
us / D
. J. K
uenzli / J
. D
. Griffith
/ B
P
Oil / N
P
R
A
Main
te
nance C
on
f. /
2
1 May 98
S
lide 22
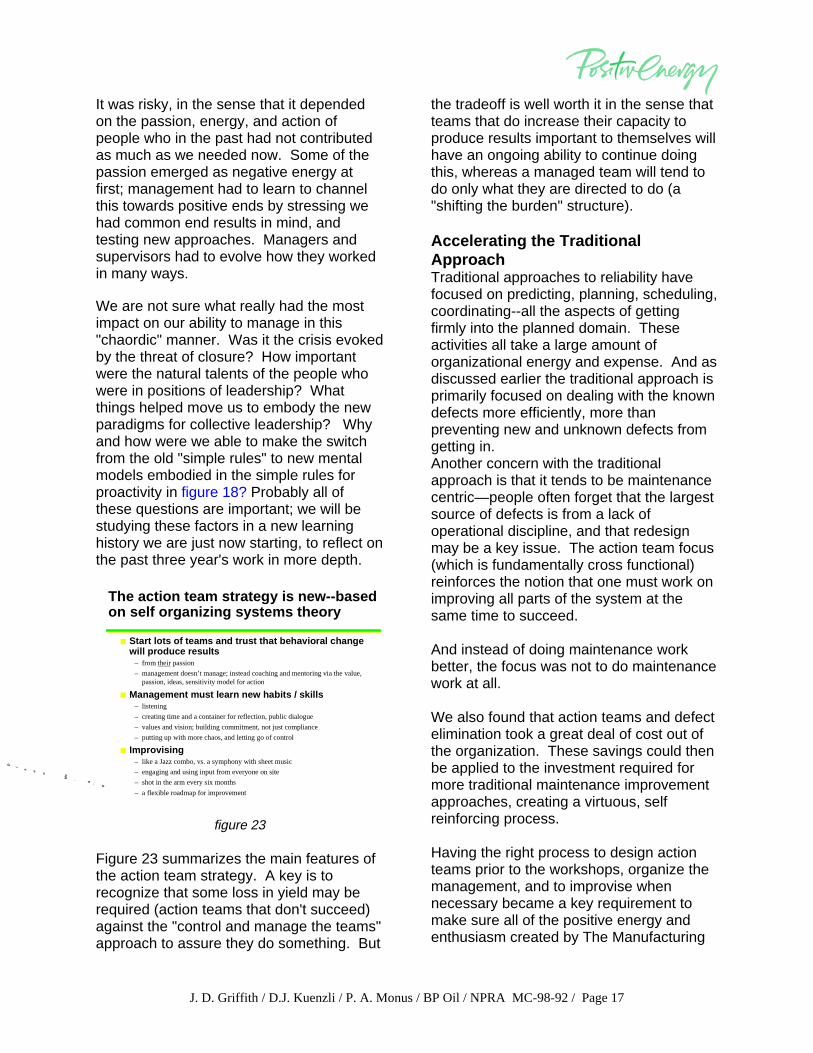
The action tea m strate gy requiredloosening mana gement con trols
■ Lima Re finery was light on planni ng, MMS, etc– Instead we launched many teams, some of which failed
■ There was no grand strategy for int egratingoperation s and maintenance
– Instead we improvised by 3 simple rules
■ We foc used on liberating t he passion, energy, andact ion of every person
– some of the passion was negative at first; we learned how to channel thistowards positive ends
■ Management and supervisors evolved how theyworked
– listening, openness, empowerment, internal commitment, walking the talk
■ We developed a “le arning cult ure”– learning means making mistakes and false starts
figure 22
Lima Refinery was able to delegate muchmore responsibility to lower levels in theorganization for vital business decisionsthan typical in our plants—some of this iscredited to the leadership of the senior teamin the refinery, but some of this is also dueto the development of a shared mind on theissues, so everyone could take action withthe same mental models and goals.The refinery developed a "learning culture."This includes a willingness to try newthings, to change, and to make mistakesand false starts. The key is to learn fromthese and avoid repeats.
Instead of having "sheet music" foreveryone to follow, we were more like a jazzcombo, which improvised within a simplestructure. The three simple rules (figure 18)were a replacement for a "grand strategy"for integrating operations and maintenance.We were light on planning, continuing whathad been in place already, but not focusingon this as DuPont and some sister plantswithin BP were doing. Instead we launchedmany action teams and hoped they wouldcreate benefits themselves.
Many of these action teams failed, but welearned from these failures. Out of thisemerged a more powerful capacity than wewould have created had we followed thetraditional approach for improvement.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 17
It was risky, in the sense that it dependedon the passion, energy, and action ofpeople who in the past had not contributedas much as we needed now. Some of thepassion emerged as negative energy atfirst; management had to learn to channelthis towards positive ends by stressing wehad common end results in mind, andtesting new approaches. Managers andsupervisors had to evolve how they workedin many ways.
We are not sure what really had the mostimpact on our ability to manage in this"chaordic" manner. Was it the crisis evokedby the threat of closure? How importantwere the natural talents of the people whowere in positions of leadership? Whatthings helped move us to embody the newparadigms for collective leadership? Whyand how were we able to make the switchfrom the old "simple rules" to new mentalmodels embodied in the simple rules forproactivity in figure 18? Probably all ofthese questions are important; we will bestudying these factors in a new learninghistory we are just now starting, to reflect onthe past three year's work in more depth.
P
. A
. Mon
us / D
. J. K
uenzli / J
. D
. Griffith
/ B
P
Oil / N
P
R
A
Main
te
nance C
on
f. /
2
1 May 98
S
lide 23
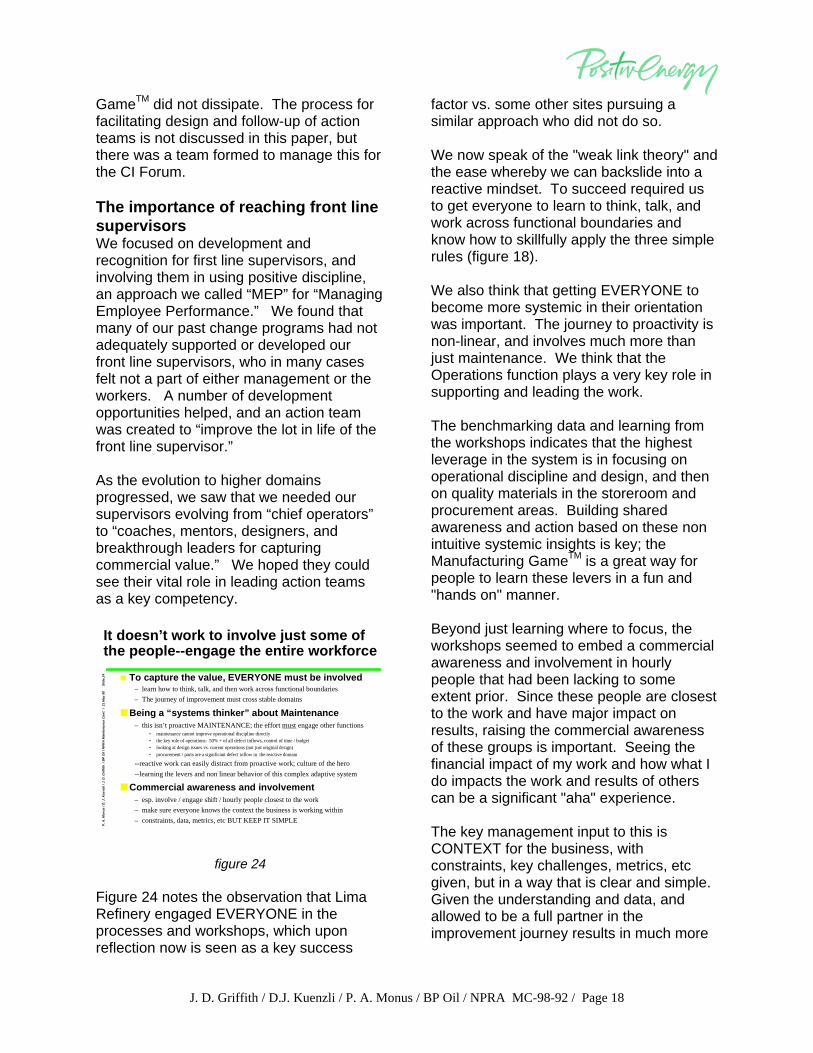
The action tea m strate gy is new--basedon self organizing syst ems theory
■ Start lots of teams a nd trus t that behavi oral c hangewil l produ ce results
– from their passion
– management doesn’t manage; instead coaching and mentoring via the value,passion, ideas, sensitivity model for action
■ Management must learn new habits / skills– listening
– creating time and a container for reflection, public dialogue
– values and vision; building commitment, not just compliance
– putting up with more chaos, and letting go of control
■ Impro vising– like a Jazz combo, vs. a symphony with sheet music
– engaging and using input from everyone on site
– shot in the arm every six months
– a flexible roadmap for improvement
figure 23
Figure 23 summarizes the main features ofthe action team strategy. A key is torecognize that some loss in yield may berequired (action teams that don't succeed)against the "control and manage the teams"approach to assure they do something. But
the tradeoff is well worth it in the sense thatteams that do increase their capacity toproduce results important to themselves willhave an ongoing ability to continue doingthis, whereas a managed team will tend todo only what they are directed to do (a"shifting the burden" structure).
Accelerating the TraditionalApproachTraditional approaches to reliability havefocused on predicting, planning, scheduling,coordinating--all the aspects of gettingfirmly into the planned domain. Theseactivities all take a large amount oforganizational energy and expense. And asdiscussed earlier the traditional approach isprimarily focused on dealing with the knowndefects more efficiently, more thanpreventing new and unknown defects fromgetting in.Another concern with the traditionalapproach is that it tends to be maintenancecentric—people often forget that the largestsource of defects is from a lack ofoperational discipline, and that redesignmay be a key issue. The action team focus(which is fundamentally cross functional)reinforces the notion that one must work onimproving all parts of the system at thesame time to succeed.
And instead of doing maintenance workbetter, the focus was not to do maintenancework at all.
We also found that action teams and defectelimination took a great deal of cost out ofthe organization. These savings could thenbe applied to the investment required formore traditional maintenance improvementapproaches, creating a virtuous, selfreinforcing process.
Having the right process to design actionteams prior to the workshops, organize themanagement, and to improvise whennecessary became a key requirement tomake sure all of the positive energy andenthusiasm created by The Manufacturing
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 18
GameTM did not dissipate. The process forfacilitating design and follow-up of actionteams is not discussed in this paper, butthere was a team formed to manage this forthe CI Forum.
The importance of reaching front linesupervisorsWe focused on development andrecognition for first line supervisors, andinvolving them in using positive discipline,an approach we called “MEP” for “ManagingEmployee Performance.” We found thatmany of our past change programs had notadequately supported or developed ourfront line supervisors, who in many casesfelt not a part of either management or theworkers. A number of developmentopportunities helped, and an action teamwas created to “improve the lot in life of thefront line supervisor.”
As the evolution to higher domainsprogressed, we saw that we needed oursupervisors evolving from “chief operators”to “coaches, mentors, designers, andbreakthrough leaders for capturingcommercial value.” We hoped they couldsee their vital role in leading action teamsas a key competency.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 24
It doesn’t work to involve just some ofthe people--engage the entire workforce
■ To capture the value, EVERYONE must be involved– learn how to think, talk, and then work across functional boundaries
– The journey of improvement must cross stable domains
■ Being a “systems thinker” about Maintenance– this isn’t proactive MAINTENANCE; the effort must engage other functions
• maintenance cannot improve operational discipline directly• the key role of operations: 50% + of all defect inflows, control of time / budget• looking at design issues vs. current operations (not just original design)• procurement / parts are a significant defect inflow in the reactive domain
--reactive work can easily distract from proactive work; culture of the hero
--learning the levers and non linear behavior of this complex adaptive system
■ Commercial awareness and involvement– esp. involve / engage shift / hourly people closest to the work
– make sure everyone knows the context the business is working within
– constraints, data, metrics, etc BUT KEEP IT SIMPLE
figure 24
Figure 24 notes the observation that LimaRefinery engaged EVERYONE in theprocesses and workshops, which uponreflection now is seen as a key success
factor vs. some other sites pursuing asimilar approach who did not do so.
We now speak of the "weak link theory" andthe ease whereby we can backslide into areactive mindset. To succeed required usto get everyone to learn to think, talk, andwork across functional boundaries andknow how to skillfully apply the three simplerules (figure 18).
We also think that getting EVERYONE tobecome more systemic in their orientationwas important. The journey to proactivity isnon-linear, and involves much more thanjust maintenance. We think that theOperations function plays a very key role insupporting and leading the work.
The benchmarking data and learning fromthe workshops indicates that the highestleverage in the system is in focusing onoperational discipline and design, and thenon quality materials in the storeroom andprocurement areas. Building sharedawareness and action based on these nonintuitive systemic insights is key; theManufacturing GameTM is a great way forpeople to learn these levers in a fun and"hands on" manner.
Beyond just learning where to focus, theworkshops seemed to embed a commercialawareness and involvement in hourlypeople that had been lacking to someextent prior. Since these people are closestto the work and have major impact onresults, raising the commercial awarenessof these groups is important. Seeing thefinancial impact of my work and how what Ido impacts the work and results of otherscan be a significant "aha" experience.
The key management input to this isCONTEXT for the business, withconstraints, key challenges, metrics, etcgiven, but in a way that is clear and simple.Given the understanding and data, andallowed to be a full partner in theimprovement journey results in much more
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 19
possibility for ALIGNMENT inimplementation.
Another area of continued study is howthese processes are contributing toincreased levels of commercial awarenessand involvement in hourly people.
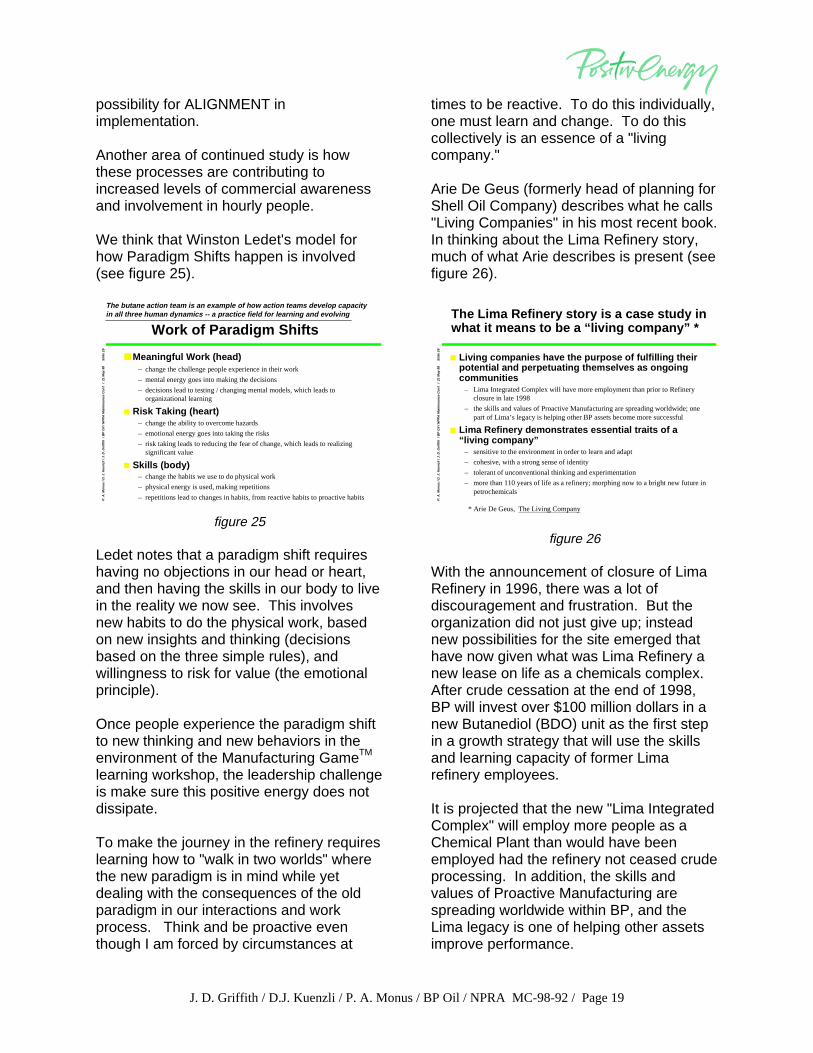
We think that Winston Ledet's model forhow Paradigm Shifts happen is involved(see figure 25).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 25
Work of Paradigm Shifts
■ Meaningful Work (head)– change the challenge people experience in their work
– mental energy goes into making the decisions
– decisions lead to testing / changing mental models, which leads toorganizational learning
■ Risk Taking (heart)– change the ability to overcome hazards
– emotional energy goes into taking the risks
– risk taking leads to reducing the fear of change, which leads to realizingsignificant value
■ Skills (body)– change the habits we use to do physical work
– physical energy is used, making repetitions
– repetitions lead to changes in habits, from reactive habits to proactive habits
The butane action team is an example of how action teams develop capacity in all three human dynamics -- a practice field for learning and evolving
figure 25
Ledet notes that a paradigm shift requireshaving no objections in our head or heart,and then having the skills in our body to livein the reality we now see. This involvesnew habits to do the physical work, basedon new insights and thinking (decisionsbased on the three simple rules), andwillingness to risk for value (the emotionalprinciple).
Once people experience the paradigm shiftto new thinking and new behaviors in theenvironment of the Manufacturing GameTM
learning workshop, the leadership challengeis make sure this positive energy does notdissipate.
To make the journey in the refinery requireslearning how to "walk in two worlds" wherethe new paradigm is in mind while yetdealing with the consequences of the oldparadigm in our interactions and workprocess. Think and be proactive eventhough I am forced by circumstances at
times to be reactive. To do this individually,one must learn and change. To do thiscollectively is an essence of a "livingcompany."
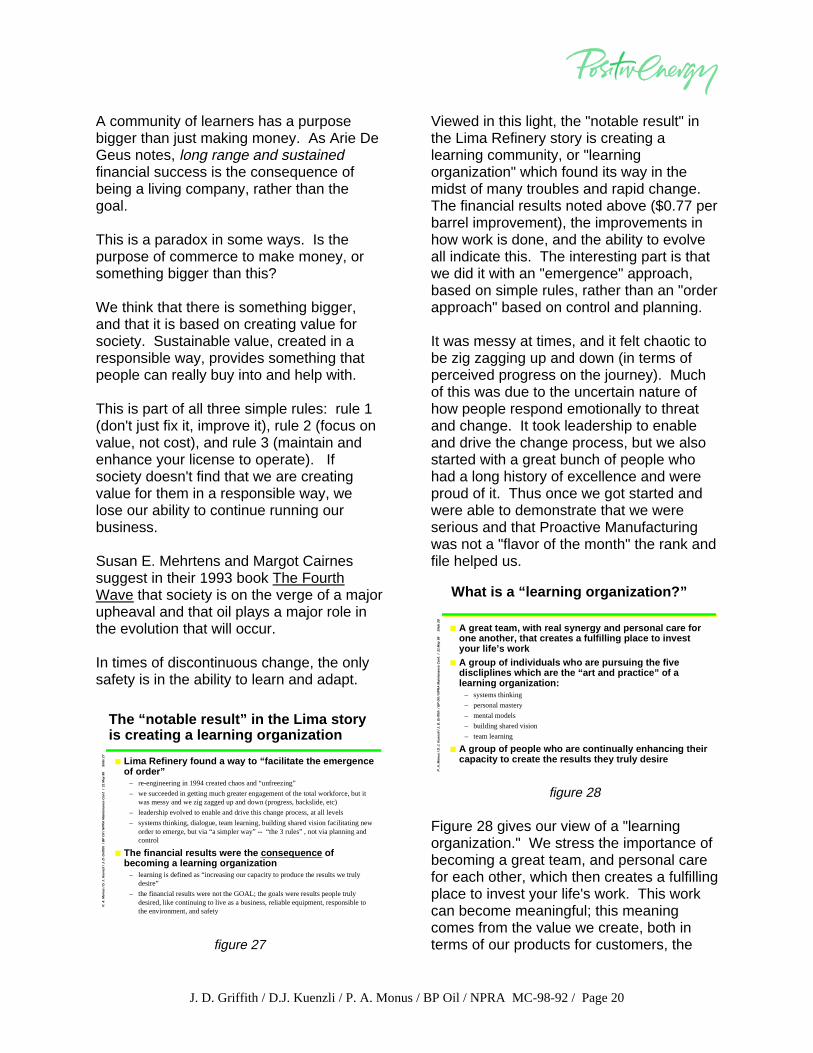
Arie De Geus (formerly head of planning forShell Oil Company) describes what he calls"Living Companies" in his most recent book.In thinking about the Lima Refinery story,much of what Arie describes is present (seefigure 26).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 26
The Lima Refinery story is a case study inwhat it means to be a “living company” *
■ Living companies have the purpose of fulfilling theirpotential and perpetuating themselves as ongoingcommunities
– Lima Integrated Complex will have more employment than prior to Refineryclosure in late 1998
– the skills and values of Proactive Manufacturing are spreading worldwide; onepart of Lima’s legacy is helping other BP assets become more successful
■ Lima Refinery demonstrates essential traits of a“living company”
– sensitive to the environment in order to learn and adapt
– cohesive, with a strong sense of identity
– tolerant of unconventional thinking and experimentation
– more than 110 years of life as a refinery; morphing now to a bright new future inpetrochemicals
* Arie De Geus, The Living Company
figure 26
With the announcement of closure of LimaRefinery in 1996, there was a lot ofdiscouragement and frustration. But theorganization did not just give up; insteadnew possibilities for the site emerged thathave now given what was Lima Refinery anew lease on life as a chemicals complex.After crude cessation at the end of 1998,BP will invest over $100 million dollars in anew Butanediol (BDO) unit as the first stepin a growth strategy that will use the skillsand learning capacity of former Limarefinery employees.
It is projected that the new "Lima IntegratedComplex" will employ more people as aChemical Plant than would have beenemployed had the refinery not ceased crudeprocessing. In addition, the skills andvalues of Proactive Manufacturing arespreading worldwide within BP, and theLima legacy is one of helping other assetsimprove performance.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 20
A community of learners has a purposebigger than just making money. As Arie DeGeus notes, long range and sustainedfinancial success is the consequence ofbeing a living company, rather than thegoal.
This is a paradox in some ways. Is thepurpose of commerce to make money, orsomething bigger than this?
We think that there is something bigger,and that it is based on creating value forsociety. Sustainable value, created in aresponsible way, provides something thatpeople can really buy into and help with.
This is part of all three simple rules: rule 1(don't just fix it, improve it), rule 2 (focus onvalue, not cost), and rule 3 (maintain andenhance your license to operate). Ifsociety doesn't find that we are creatingvalue for them in a responsible way, welose our ability to continue running ourbusiness.
Susan E. Mehrtens and Margot Cairnessuggest in their 1993 book The FourthWave that society is on the verge of a majorupheaval and that oil plays a major role inthe evolution that will occur.
In times of discontinuous change, the onlysafety is in the ability to learn and adapt.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 27
The “notable result” in the Lima storyis creating a learning organization
■ Lima Refinery found a way to “facilitate the emergenceof order”
– re-engineering in 1994 created chaos and “unfreezing”
– we succeeded in getting much greater engagement of the total workforce, but itwas messy and we zig zagged up and down (progress, backslide, etc)
– leadership evolved to enable and drive this change process, at all levels
– systems thinking, dialogue, team learning, building shared vision facilitating neworder to emerge, but via “a simpler way” -- “the 3 rules” , not via planning andcontrol
■ The financial results were the consequence ofbecoming a learning organization
– learning is defined as “increasing our capacity to produce the results we trulydesire”
– the financial results were not the GOAL; the goals were results people trulydesired, like continuing to live as a business, reliable equipment, responsible tothe environment, and safety
figure 27
Viewed in this light, the "notable result" inthe Lima Refinery story is creating alearning community, or "learningorganization" which found its way in themidst of many troubles and rapid change.The financial results noted above ($0.77 perbarrel improvement), the improvements inhow work is done, and the ability to evolveall indicate this. The interesting part is thatwe did it with an "emergence" approach,based on simple rules, rather than an "orderapproach" based on control and planning.
It was messy at times, and it felt chaotic tobe zig zagging up and down (in terms ofperceived progress on the journey). Muchof this was due to the uncertain nature ofhow people respond emotionally to threatand change. It took leadership to enableand drive the change process, but we alsostarted with a great bunch of people whohad a long history of excellence and wereproud of it. Thus once we got started andwere able to demonstrate that we wereserious and that Proactive Manufacturingwas not a "flavor of the month" the rank andfile helped us.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 28
What is a “learning organization?”
■ A great team, with real synergy and personal care forone another, that creates a fulfilling place to investyour life’s work
■ A group of individuals who are pursuing the fivediscliplines which are the “art and practice” of alearning organization:
– systems thinking
– personal mastery
– mental models
– building shared vision
– team learning
■ A group of people who are continually enhancing theircapacity to create the results they truly desire
figure 28
Figure 28 gives our view of a "learningorganization." We stress the importance ofbecoming a great team, and personal carefor each other, which then creates a fulfillingplace to invest your life's work. This workcan become meaningful; this meaningcomes from the value we create, both interms of our products for customers, the
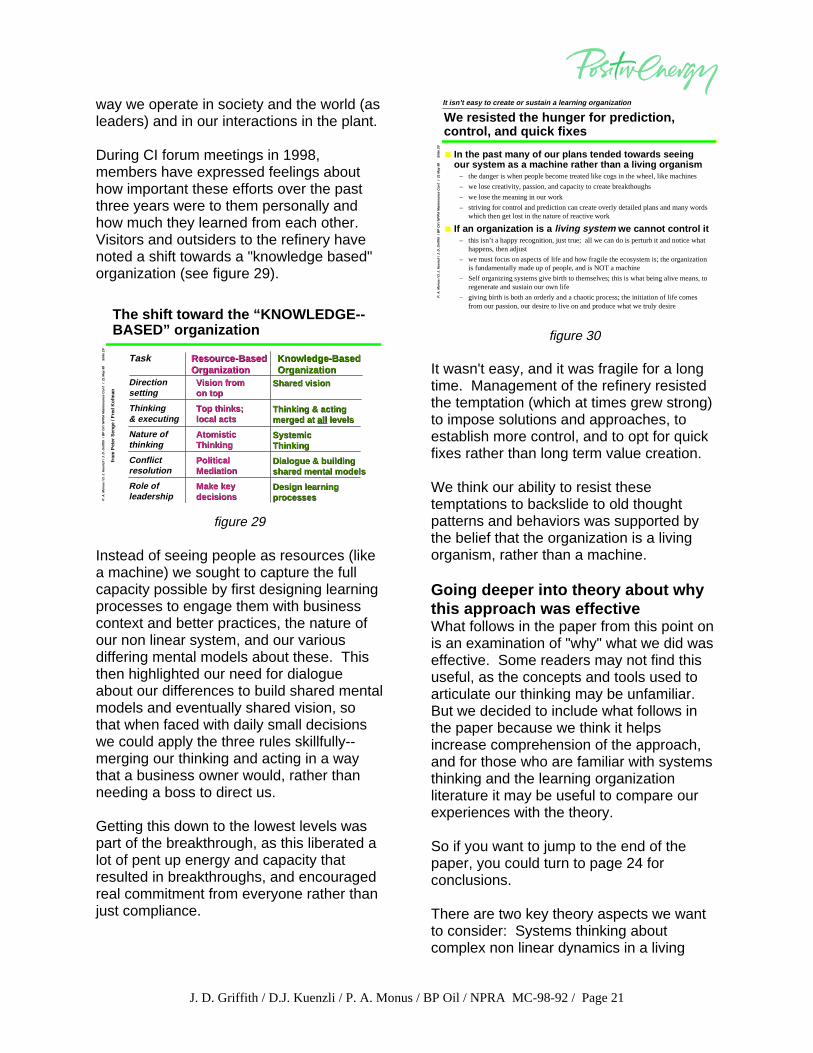
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 21
way we operate in society and the world (asleaders) and in our interactions in the plant.
During CI forum meetings in 1998,members have expressed feelings abouthow important these efforts over the pastthree years were to them personally andhow much they learned from each other.Visitors and outsiders to the refinery havenoted a shift towards a "knowledge based"organization (see figure 29).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 29
The shift toward the “KNOWLEDGE--BASED” organization
Task Resource-BasedResource-BasedOrganizationOrganization
Knowledge-BasedKnowledge-BasedOrganizationOrganization
Directionsetting
Thinking& executing
Nature of thinking
Conflict resolution
Role ofleadership
Vision fromVision fromon topon top
Top thinks; Top thinks; local actslocal acts
AtomisticAtomisticThinkingThinking
Political Political MediationMediation
Make keyMake keydecisionsdecisions
Shared visionShared vision
Thinking & actingThinking & actingmerged at merged at allall levels levels
SystemicSystemicThinkingThinking
Dialogue & buildingDialogue & buildingshared mental modelsshared mental models
Design learningDesign learningprocessesprocesses
from
Pet
er S
enge
/ F
red
Kof
man
figure 29
Instead of seeing people as resources (likea machine) we sought to capture the fullcapacity possible by first designing learningprocesses to engage them with businesscontext and better practices, the nature ofour non linear system, and our variousdiffering mental models about these. Thisthen highlighted our need for dialogueabout our differences to build shared mentalmodels and eventually shared vision, sothat when faced with daily small decisionswe could apply the three rules skillfully--merging our thinking and acting in a waythat a business owner would, rather thanneeding a boss to direct us.
Getting this down to the lowest levels waspart of the breakthrough, as this liberated alot of pent up energy and capacity thatresulted in breakthroughs, and encouragedreal commitment from everyone rather thanjust compliance.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 30
We resisted the hunger for prediction,control, and quick fixes
■ In the past many of our plans tended towards seeingour system as a machine rather than a living organism
– the danger is when people become treated like cogs in the wheel, like machines
– we lose creativity, passion, and capacity to create breakthoughs
– we lose the meaning in our work
– striving for control and prediction can create overly detailed plans and many wordswhich then get lost in the nature of reactive work
■ If an organization is a living system we cannot control it– this isn’t a happy recognition, just true; all we can do is perturb it and notice what
happens, then adjust
– we must focus on aspects of life and how fragile the ecosystem is; the organizationis fundamentally made up of people, and is NOT a machine
– Self organizing systems give birth to themselves; this is what being alive means, toregenerate and sustain our own life
– giving birth is both an orderly and a chaotic process; the initiation of life comesfrom our passion, our desire to live on and produce what we truly desire
It isn’t easy to create or sustain a learning organization
figure 30
It wasn't easy, and it was fragile for a longtime. Management of the refinery resistedthe temptation (which at times grew strong)to impose solutions and approaches, toestablish more control, and to opt for quickfixes rather than long term value creation.
We think our ability to resist thesetemptations to backslide to old thoughtpatterns and behaviors was supported bythe belief that the organization is a livingorganism, rather than a machine.
Going deeper into theory about whythis approach was effectiveWhat follows in the paper from this point onis an examination of "why" what we did waseffective. Some readers may not find thisuseful, as the concepts and tools used toarticulate our thinking may be unfamiliar.But we decided to include what follows inthe paper because we think it helpsincrease comprehension of the approach,and for those who are familiar with systemsthinking and the learning organizationliterature it may be useful to compare ourexperiences with the theory.
So if you want to jump to the end of thepaper, you could turn to page 24 forconclusions.
There are two key theory aspects we wantto consider: Systems thinking aboutcomplex non linear dynamics in a living
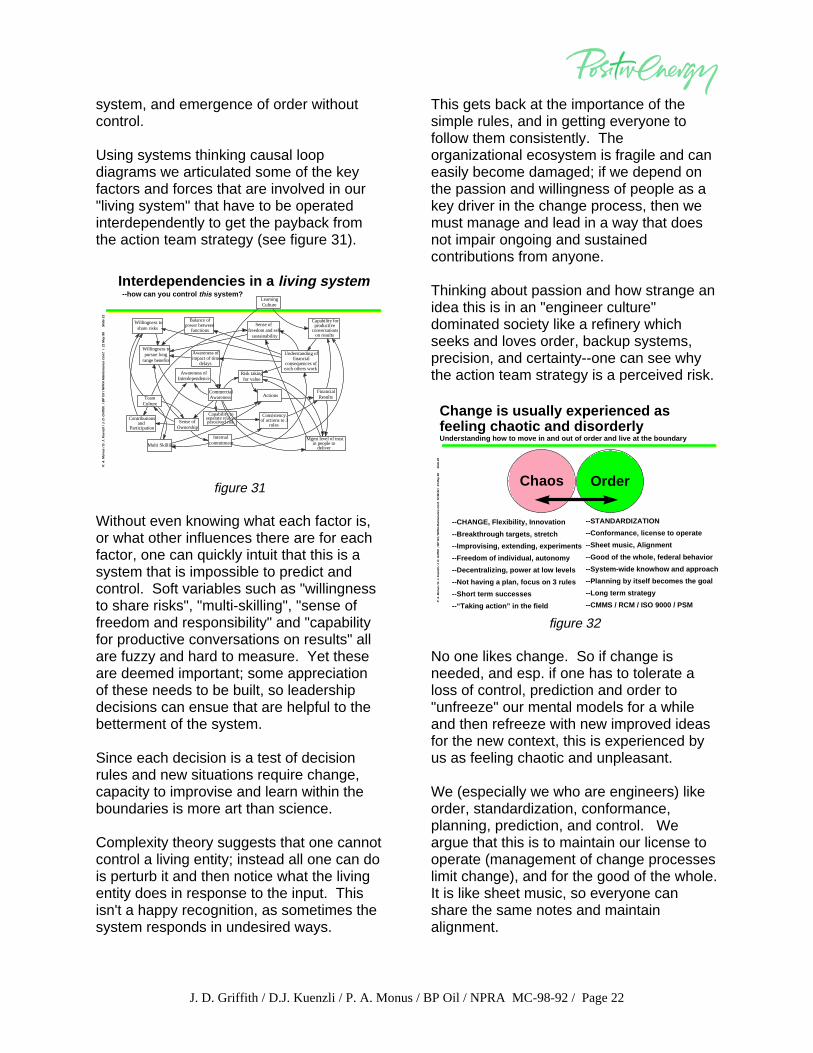
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 22
system, and emergence of order withoutcontrol.
Using systems thinking causal loopdiagrams we articulated some of the keyfactors and forces that are involved in our"living system" that have to be operatedinterdependently to get the payback fromthe action team strategy (see figure 31).
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 31
Interdependencies in a living system --how can you control this system?
Capability toseparate real vsperceived risk
LearningCulture
Mgmt level of trustin people to
deliverMulti Skilling
Willingness toshare risks
Capability forproductive
conversationson results
Risk takingfor value
Consistencyof actions to 3
rules
Understanding offinancial
consequences ofeach others work
TeamCulture
Internalcommitment
Balance ofpower between
functionsSense of
freedom and selfsustainability
Willingness topursue long
range benefits
Awareness ofimpact of time
delays
Awareness ofInterdependence
Contributionsand
ParticipationSense of
Ownership
FinancialResultsActions
CommercialAwareness
figure 31
Without even knowing what each factor is,or what other influences there are for eachfactor, one can quickly intuit that this is asystem that is impossible to predict andcontrol. Soft variables such as "willingnessto share risks", "multi-skilling", "sense offreedom and responsibility" and "capabilityfor productive conversations on results" allare fuzzy and hard to measure. Yet theseare deemed important; some appreciationof these needs to be built, so leadershipdecisions can ensue that are helpful to thebetterment of the system.
Since each decision is a test of decisionrules and new situations require change,capacity to improvise and learn within theboundaries is more art than science.
Complexity theory suggests that one cannotcontrol a living entity; instead all one can dois perturb it and then notice what the livingentity does in response to the input. Thisisn't a happy recognition, as sometimes thesystem responds in undesired ways.
This gets back at the importance of thesimple rules, and in getting everyone tofollow them consistently. Theorganizational ecosystem is fragile and caneasily become damaged; if we depend onthe passion and willingness of people as akey driver in the change process, then wemust manage and lead in a way that doesnot impair ongoing and sustainedcontributions from anyone.
Thinking about passion and how strange anidea this is in an "engineer culture"dominated society like a refinery whichseeks and loves order, backup systems,precision, and certainty--one can see whythe action team strategy is a perceived risk.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
29
Change is usually experienced asfeeling chaotic and disorderlyUnderstanding how to move in and out of order and live at the boundary
--CHANGE, Flexibility, Innovation
--Breakthrough targets, stretch
--Improvising, extending, experiments
--Freedom of individual, autonomy
--Decentralizing, power at low levels
--Not having a plan, focus on 3 rules
--Short term successes
--“Taking action” in the field
--STANDARDIZATION
--Conformance, license to operate
--Sheet music, Alignment
--Good of the whole, federal behavior
--System-wide knowhow and approach
--Planning by itself becomes the goal
--Long term strategy
--CMMS / RCM / ISO 9000 / PSM
Chaos Order
figure 32
No one likes change. So if change isneeded, and esp. if one has to tolerate aloss of control, prediction and order to"unfreeze" our mental models for a whileand then refreeze with new improved ideasfor the new context, this is experienced byus as feeling chaotic and unpleasant.
We (especially we who are engineers) likeorder, standardization, conformance,planning, prediction, and control. Weargue that this is to maintain our license tooperate (management of change processeslimit change), and for the good of the whole.It is like sheet music, so everyone canshare the same notes and maintainalignment.
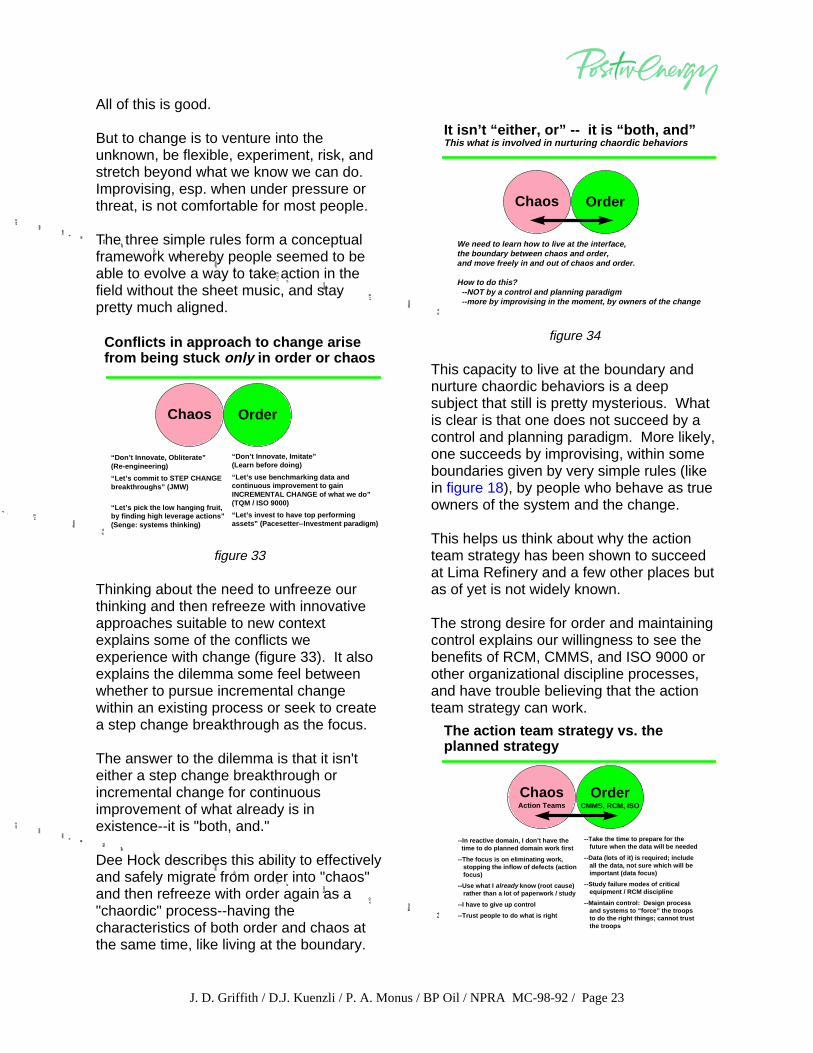
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 23
All of this is good.
But to change is to venture into theunknown, be flexible, experiment, risk, andstretch beyond what we know we can do.Improvising, esp. when under pressure orthreat, is not comfortable for most people.
The three simple rules form a conceptualframework whereby people seemed to beable to evolve a way to take action in thefield without the sheet music, and staypretty much aligned.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
30
Conflicts in appr oach to chang e arisefrom being stuck only in order or chaos
“ Don’t Innovate, Obliterate”(Re-engineering)
“ Let’s commit to S TEP CHANGEbreakthroughs” (JMW)
“ Let’s pick t he low hanging fruit,by finding high leverage act ions”(Senge: system s thinking)
“ Don’t Innovate, Imitate”(Learn before doing)
“ Let’s use benchmarking data andcontinuous improvement to gainINCREMENTAL CHANGE of what we do”(TQM / ISO 9000)
“ Let’s invest to have top performingassets” (Pacesetter--Investme nt paradigm)
Chaos Order
figure 33
Thinking about the need to unfreeze ourthinking and then refreeze with innovativeapproaches suitable to new contextexplains some of the conflicts weexperience with change (figure 33). It alsoexplains the dilemma some feel betweenwhether to pursue incremental changewithin an existing process or seek to createa step change breakthrough as the focus.
The answer to the dilemma is that it isn'teither a step change breakthrough orincremental change for continuousimprovement of what already is inexistence--it is "both, and."
Dee Hock describes this ability to effectivelyand safely migrate from order into "chaos"and then refreeze with order again as a"chaordic" process--having thecharacteristics of both order and chaos atthe same time, like living at the boundary.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
31
It isn’t “either, or” -- it is “both, and”This what is involved in nurturing chaordic behaviors
We need to learn how to live at the interface, the boundary between chaos and order, and move freely in and out of chaos and order.
How to do this? --NOT by a control and planning paradigm --more by improvising in the moment, by owners of the change
Chaos Order
figure 34
This capacity to live at the boundary andnurture chaordic behaviors is a deepsubject that still is pretty mysterious. Whatis clear is that one does not succeed by acontrol and planning paradigm. More likely,one succeeds by improvising, within someboundaries given by very simple rules (likein figure 18), by people who behave as trueowners of the system and the change.
This helps us think about why the actionteam strategy has been shown to succeedat Lima Refinery and a few other places butas of yet is not widely known.
The strong desire for order and maintainingcontrol explains our willingness to see thebenefits of RCM, CMMS, and ISO 9000 orother organizational discipline processes,and have trouble believing that the actionteam strategy can work.
P. A
. Mon
u
s / D
. J
. Kue
n
zl
i / J
. D
. Griff
ith
/ BP
Oil
/
NP
RA
M
ainte
nan
ce C
onf.
M-9
8-92
/ 2
1 May
98
Slide
32
The action tea m strate gy vs. theplanned strategy
--In reactive domain, I don’t have the time to do planned domain work f irst
--The focus is on eliminating work, stopping the inflow of defects (action focus)
--Use what I already know (root cause) rather th an a lot of p aperwo rk / study
--I have to give up control
--Trust people to do what is ri ght
--Take the time to prepare for the future when the data wi ll be needed
--Data (lots of it) is required; inclu de all the data, no t sure which will be important (data focus)
--Study failure modes of c rit ical equipment / RCM disc ipl ine
--Maintain control: Design p rocess and syst ems to “f orce” t he troops to do t he right thi ngs; cannot t rust the troops
ChaosAct ion Teams
OrderCMMS, RCM, ISO
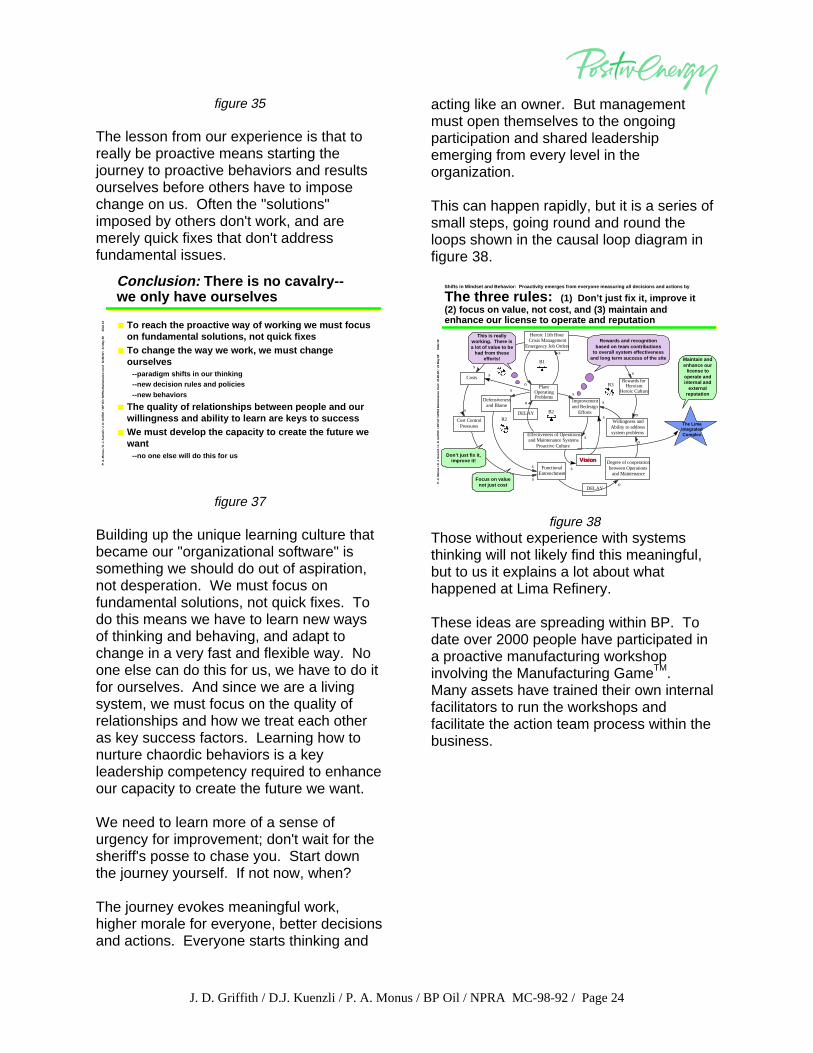
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 24
figure 35
The lesson from our experience is that toreally be proactive means starting thejourney to proactive behaviors and resultsourselves before others have to imposechange on us. Often the "solutions"imposed by others don't work, and aremerely quick fixes that don't addressfundamental issues.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
34
Conclusion: There is no cavalry--we only have ourselves
■ To reach the proactive way of working we must focuson fundamental solutions, not quick fixes
■ To change the way we work, we must changeourselves
--paradigm shifts in our thinking--new decision rules and policies--new behaviors
■ The quality of relationships between people and ourwillingness and ability to learn are keys to success
■ We must develop the capacity to create the future wewant
--no one else will do this for us
figure 37
Building up the unique learning culture thatbecame our "organizational software" issomething we should do out of aspiration,not desperation. We must focus onfundamental solutions, not quick fixes. Todo this means we have to learn new waysof thinking and behaving, and adapt tochange in a very fast and flexible way. Noone else can do this for us, we have to do itfor ourselves. And since we are a livingsystem, we must focus on the quality ofrelationships and how we treat each otheras key success factors. Learning how tonurture chaordic behaviors is a keyleadership competency required to enhanceour capacity to create the future we want.
We need to learn more of a sense ofurgency for improvement; don't wait for thesheriff's posse to chase you. Start downthe journey yourself. If not now, when?
The journey evokes meaningful work,higher morale for everyone, better decisionsand actions. Everyone starts thinking and
acting like an owner. But managementmust open themselves to the ongoingparticipation and shared leadershipemerging from every level in theorganization.
This can happen rapidly, but it is a series ofsmall steps, going round and round theloops shown in the causal loop diagram infigure 38.
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
M-9
8-92
/ 2
1 M
ay 9
8
S
lide
39
Shifts in Mindset and Behavior: Proactivity emerges from everyone measuring all decisions and actions by
The three rules: (1) Don’t just fix it, improve it(2) focus on value, not cost, and (3) maintain andenhance our license to operate and reputation
DELAY
DELAY
DELAY
so
s
ss
o
s
s
s
so
s
o
s
R3
R2
R1
B2
B1
Degree of cooperationbetween Operations
and Maintenance
Improvementand Redesign
Efforts
Effectiveness of Operationsand Maintenance Systems
Proactive Culture
Costs
Defensivenessand Blame
Cost ControlPressures
FunctionalEntrenchment
Willingness andAbility to addresssystem problems
Rewards forHeroism
Heroic Culture
Heroic 11th HourCrisis Management
Emergency Job Orders
PlantOperatingProblems
s
Vision Vision
s
s
s
The LimaIntegratedComplex
Maintain andenhance our
license tooperate andinternal and
externalreputation
Rewards and recognitionbased on team contributions
to overall system effectivenessand long term success of the site
Focus on valuenot just cost
Don’t just fix it,improve it!
This is reallyworking. There isa lot of value to be
had from theseefforts!
figure 38Those without experience with systemsthinking will not likely find this meaningful,but to us it explains a lot about whathappened at Lima Refinery.
These ideas are spreading within BP. Todate over 2000 people have participated ina proactive manufacturing workshopinvolving the Manufacturing GameTM.Many assets have trained their own internalfacilitators to run the workshops andfacilitate the action team process within thebusiness.
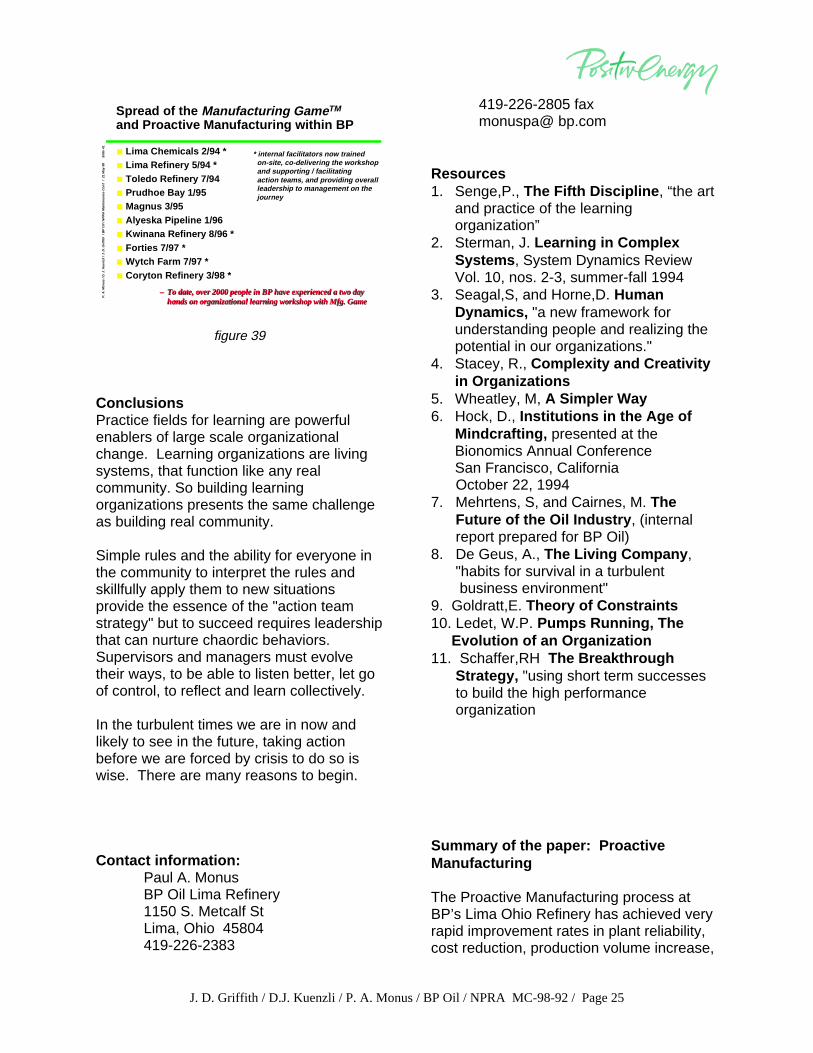
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 25
P. A
. Mon
us /
D. J
. Kue
nzli
/ J. D
. Grif
fith
/ B
P O
il / N
PR
A M
aint
enan
ce C
onf.
/ 2
1 M
ay 9
8
Slid
e 41
Spread of the Manufacturing Game TM
and Proactive Manufacturing within BP
■ Lima Chemicals 2/94 *■ Lima Refinery 5/94 *■ Toledo Refinery 7/94■ Prudhoe Bay 1/95■ Magnus 3/95■ Alyeska Pipeline 1/96■ Kwinana Refinery 8/96 *■ Forties 7/97 *■ Wytch Farm 7/97 *■ Coryton Refinery 3/98 *
–– To date, over 2000 people in BP have experienced a two dayTo date, over 2000 people in BP have experienced a two dayhands on organizational learning workshop with Mfg. Gamehands on organizational learning workshop with Mfg. Game
* internal facilitators now trained on-site, co-delivering the workshop and supporting / facilitating action teams, and providing overall leadership to management on the journey
figure 39
ConclusionsPractice fields for learning are powerfulenablers of large scale organizationalchange. Learning organizations are livingsystems, that function like any realcommunity. So building learningorganizations presents the same challengeas building real community.
Simple rules and the ability for everyone inthe community to interpret the rules andskillfully apply them to new situationsprovide the essence of the "action teamstrategy" but to succeed requires leadershipthat can nurture chaordic behaviors.Supervisors and managers must evolvetheir ways, to be able to listen better, let goof control, to reflect and learn collectively.
In the turbulent times we are in now andlikely to see in the future, taking actionbefore we are forced by crisis to do so iswise. There are many reasons to begin.
Contact information:Paul A. MonusBP Oil Lima Refinery1150 S. Metcalf StLima, Ohio 45804419-226-2383
419-226-2805 faxmonuspa@ bp.com
Resources1. Senge,P., The Fifth Discipline , “the art
and practice of the learningorganization”
2. Sterman, J. Learning in ComplexSystems , System Dynamics ReviewVol. 10, nos. 2-3, summer-fall 1994
3. Seagal,S, and Horne,D. HumanDynamics, "a new framework forunderstanding people and realizing thepotential in our organizations."
4. Stacey, R., Complexity and Creativityin Organizations
5. Wheatley, M, A Simpler Way6. Hock, D., Institutions in the Age of Mindcrafting, presented at the Bionomics Annual Conference San Francisco, California October 22, 19947. Mehrtens, S, and Cairnes, M. The Future of the Oil Industry , (internal report prepared for BP Oil)8. De Geus, A., The Living Company , "habits for survival in a turbulent business environment"9. Goldratt,E. Theory of Constraints10. Ledet, W.P. Pumps Running, The Evolution of an Organization11. Schaffer,RH The Breakthrough Strategy, "using short term successes to build the high performance organization
Summary of the paper: ProactiveManufacturing
The Proactive Manufacturing process atBP’s Lima Ohio Refinery has achieved veryrapid improvement rates in plant reliability,cost reduction, production volume increase,

J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 26
and quality improvement. Between 1994and 1997 $0.77/bbl on crude were saved bythese efforts, with minimal capital expense.This was achieved by engaging the wholeorganization in the work of defectelimination and proactivity.
These savings came by challenging mentalmodels and developing new decision rulesfor action and integrating operations withmaintenance. The “virtual world” of theManufacturing GameTM is a “practice fieldfor learning” that engages everyone fromhourly craftsmen and plant operators on upto senior management, and has been a keydriving force in creating the passion andsystem wide leverage necessary to achievethe rapid improvement rates achieved.
A new approach to improvement isemerging from this work, which sees thebenefits as a consequence of becoming alearning culture, that functions according tovery simple rules. Raising awareness andenabling "walking the talk" by newleadership skills and nurturing "chaordicbehaviors" is key to the approach.

J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 27
James D. Griffith (Jim)
Manufacturing Manager - BP ChemicalsGreen Lake, Texas
Jim began his career with Standard Oil atToledo Refinery in 1974 following hisgraduation from the University of Cincinnatiwith a BS Degree in Electrical Engineering.His earliest assignments were in refinerycontrol systems, maintenance andoperations. He served as MaintenanceSuperintendent and Superintendent for OilMovement and Storage at Toledo beforebecoming Manager of Maintenance andEngineering at BP’s refinery in Gothenburg,Sweden in 1988.
Upon his return to the states in 1991 hewas the Manager of Commercial Operationsfor the Northeast Region of BP OUS. In1994 Jim was named to the Ohio SystemTeam as Manager of Plant Availability forthe Lima site. He is now serving asManufacturing Manager for the BPChemicals Acrylonitrile facility at GreenLake, Texas. Jim is married to wife, Karen,and has three children ages 24, 20 and 8.
Donovan J. Kuenzli (Don)
Lima Refinery Manager--BP OilLima, Ohio
Don began his career at BP Chemicals,Lima, in 1965 where he held variousoperational and technical positions,including Nitriles Plant Manager. In 1984he became Plant Manager at BP’s GreenLake, Texas facility. He joined BP Oil’sRefining Department in 1987 as OperationsManager at the company’s AllianceRefinery. In July 1990, Don began aninternational assignment as BusinessTechnology Manager in the M&S BusinessDevelopment Unit in London and later asManager of the Technology DevelopmentUnit. Don earned a BS Degree in ChemicalEngineering from Ohio University andcompleted the Tuck Executive Program atDartmouth College. He returned to Lima inJune 1993 as Site Manager and becameRefinery Manager in November 1996.
J. D. Griffith / D.J. Kuenzli / P. A. Monus / BP Oil / NPRA MC-98-92 / Page 28
Paul A. Monus
Senior Project Manager--BP ChemicalsLima, Ohio
Paul Monus is on loan from BP Chemicalsto BP Oil and is currently developing andimplementing continuous improvementprocesses for BP Oil as part of thePacesetter Refining Team.
He is involved with system dynamics,knowledge management, and learningorganization pursuits within BP Groupworldwide.
His prior experience includes operating andtechnical roles that cover a wide range ofBP Chemical’s US technologies including -- Manufacturing Manager, Barex -- Process Technology Manager, Barex -- Area Superintendent Catalyst, HCN, Acetonitrile, Loading/Shipping -- Area Superintendent Barex
Paul has a BS degree in ChemicalEngineering from University of Minnesota.