process capability > masterclass webinar
TRANSCRIPT

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Process Capability
> Masterclass Webinar
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Microphone Mute vs Unmute: Microphone Mute vs Unmute: Microphone Mute vs Unmute: Microphone Mute vs Unmute: please default to mute for your audio at all
times, and then ‘Unmute’ when asking or answering a question.
Virtual Session FormatVirtual Session FormatVirtual Session FormatVirtual Session Format
0830 0830 0830 0830 –––– 1600160016001600 Training Training Training Training Session Session Session Session
Lunch: 12:30 – 1:30pm

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Content Agenda for Content Agenda for Content Agenda for Content Agenda for Masterclass Masterclass Masterclass Masterclass
Assessing Process ControlAssessing Process ControlAssessing Process ControlAssessing Process Control
Control Charts in MinitabControl Charts in MinitabControl Charts in MinitabControl Charts in Minitab
Process Capability for Attribute DataProcess Capability for Attribute DataProcess Capability for Attribute DataProcess Capability for Attribute Data
Rolled Throughput YieldRolled Throughput YieldRolled Throughput YieldRolled Throughput Yield
Process Capability for Variable DataProcess Capability for Variable DataProcess Capability for Variable DataProcess Capability for Variable Data
Basic Statistics FundamentalsBasic Statistics FundamentalsBasic Statistics FundamentalsBasic Statistics Fundamentals

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 1
Introduction and Basic Statistics
This lesson introduces some important statistical
concepts that are essential for the understanding of
how control charts and process capability are
constructed and interpreted.

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
By the end of this section you should be able to:By the end of this section you should be able to:By the end of this section you should be able to:By the end of this section you should be able to:
Section ObjectivesSection ObjectivesSection ObjectivesSection Objectives
Understand the need for Basic Statistics
Understand different types of variation
Know the anatomy & main types of control charts
Apply control charts correctly
Calculate capability for continuous data
Calculate capability for attribute data

IsIsIsIs
measurement measurement measurement measurement
system(system(system(system(ssss) improvement) improvement) improvement) improvement
required?required?required?required?
Measure Phase RoadmapMeasure Phase RoadmapMeasure Phase RoadmapMeasure Phase Roadmap
MMMM
EEEE
AAAA
SSSS
UUUU
RRRR
EEEE
•Detailed process maps
•Process FMEA
UnderstandUnderstandUnderstandUnderstand
‘As‘As‘As‘As----Is’ processIs’ processIs’ processIs’ process
•Data collection plan
•Cause and Effect Diagram
(Fishbone)
Plan data Plan data Plan data Plan data
collectioncollectioncollectioncollection
•Measurement
system analysis
Confirm/validate Confirm/validate Confirm/validate Confirm/validate
measurement measurement measurement measurement
systemssystemssystemssystems
•Root cause analysis tools•Operational Definitions•Mistake Proofing
•Standard Operating Procedures
Improve measurement Improve measurement Improve measurement Improve measurement
systemssystemssystemssystems
YESYESYESYES
NONONONO
YESYESYESYESIs Is Is Is
process stable & process stable & process stable & process stable &
in control?in control?in control?in control?
•Control charts (on outputs)•FMEA
• Interim Control Plan
•Determine Sampling Plan
Establish stability Establish stability Establish stability Establish stability
and controland controland controland control
NONONONO
•Normality tests
•Capability analysis
Collect data and Collect data and Collect data and Collect data and
establish baseline establish baseline establish baseline establish baseline
performanceperformanceperformanceperformance
•Project charter
Finalise Finalise Finalise Finalise
improvement improvement improvement improvement
objectivesobjectivesobjectivesobjectives
Gate
Review
ANALYSE PHASEANALYSE PHASEANALYSE PHASEANALYSE PHASE
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• When analysing data we begin by understanding the key statistics that
describe the data. These are central tendency, variability &
probability distribution
• The concept of central tendency is familiar to most people. It is often
computed as the “average” of a data set
• Explicitly measuring variability & understanding probability distribution is
unfamiliar to most people, but it is an important part of understanding
the nature of a measurement system
Descriptive StatisticsDescriptive StatisticsDescriptive StatisticsDescriptive Statistics

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Mean
Mode
Median
The value(s) occurring most frequently in the set of data
The arithmetic average of the data set
The middle value when the data is arranged in ascending order
Basic Statistics “What is the Average?”Basic Statistics “What is the Average?”Basic Statistics “What is the Average?”Basic Statistics “What is the Average?”

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Knowledge Check: Measures of LocationKnowledge Check: Measures of LocationKnowledge Check: Measures of LocationKnowledge Check: Measures of Location
For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44
interact viaCHAT
What is the MEAN?
What is the MEDIAN?

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Knowledge Check: Measures of LocationKnowledge Check: Measures of LocationKnowledge Check: Measures of LocationKnowledge Check: Measures of Location
For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44
MEAN = 366/10 = 36.6
MEDIAN = 32, 33, 34, 34, 35, 37, 37, 39, 41, 44
DNP
Median = 36

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
What Is Variation?What Is Variation?What Is Variation?What Is Variation?
Don’t worry, that rope is one Don’t worry, that rope is one Don’t worry, that rope is one Don’t worry, that rope is one
inch thick on the averageinch thick on the averageinch thick on the averageinch thick on the average
That’s not what I’m worried about!

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Variability recognises that processes do not produce identical results
every time:
• Variability may be caused by
identifiable forces acting on the
process or by minute fluctuations
in the process itself
• Range, standard deviation, & variance
are common measures of variability
• Standard deviation is the square
root of variance. Standard
deviation is useful because it can
be in the same units of measure
as the mean
VariabilityVariabilityVariabilityVariability
VariabilityCount
Measure

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Basic Statistics “What is the Basic Statistics “What is the Basic Statistics “What is the Basic Statistics “What is the Spread?”Spread?”Spread?”Spread?”
The average distance that each data is away from the mean
The difference between the smallest & largest value in the sample
The range of the middle 50% of the data points
Range
Standard Deviation
4, 4, 5, 5, 6, 6, 6, 7, 7, 8, 8, 8, 8, 9, 9, 11
Q1 = 5.5 Q3 = 8IQR = 2.5
Inter Quartile Range

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Knowledge Check: Measures of SpreadKnowledge Check: Measures of SpreadKnowledge Check: Measures of SpreadKnowledge Check: Measures of Spread
For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44
interact viaCHAT
What is the RANGE?
What is the INTER-QUARTILE RANGE?

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Knowledge Check: Measures of SpreadKnowledge Check: Measures of SpreadKnowledge Check: Measures of SpreadKnowledge Check: Measures of Spread
For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44For example for numbers 32, 33, 34, 34, 35, 37, 37, 39, 41, 44
32, 33, 34, 34, 35, 37, 37, 39, 41, 44
DNP
Median
Q1 = 34 Q3 = 39
RANGE (spread) = 44 – 32 = 12
IQR = 39 – 34 = 5

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Visualising the Statistics: Box PlotVisualising the Statistics: Box PlotVisualising the Statistics: Box PlotVisualising the Statistics: Box Plot
MedianIn
ter-Q
ua
rtile R
an
ge
Ra
ng
e
32
33
34
35
36
37
38
39
40
41
42
43
44

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• An often used measure of variability is the Standard DeviationStandard DeviationStandard DeviationStandard Deviation
• The Standard Deviation is defined as follows:
• In a more intuitive definition, think of it as the “average distance from
each data point to the mean”
Standard DeviationStandard DeviationStandard DeviationStandard Deviation
PopulationStandard Deviation
SampleStandard Deviation
2
1
)(
=
µ−=σ
N
i
i
N
X
2
1 1
)(= −
−=
n
i
i
nxx
s

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• Like the mean, the Standard Deviation takes all of the observed values
into account & is a measure of the deviation of each data point from
the mean
• Deviation = The distance between a data point & the mean
MeanMeanMeanMean
• The greater the dispersion, the bigger the deviations & the bigger the standard
('average') deviation
Standard DeviationStandard DeviationStandard DeviationStandard Deviation

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Calculating Standard DeviationCalculating Standard DeviationCalculating Standard DeviationCalculating Standard Deviation
10
20
40
50
30
x
Data Setn = 5mean = 30

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Calculating Standard DeviationCalculating Standard DeviationCalculating Standard DeviationCalculating Standard Deviation
x
10
20
40
50
30
( )xx - 2( )xx -
-20
-10
0
10
20
400
100
0
100
400
SSQ ∑ 10002( )xx -
Data Setn = 5mean = 30
(n-1) 4
Variance 250
Std Dev 15.81

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• Many sets of data follow the normal
distribution or bell shaped curve.
One of the key properties of the
normal distribution is the
relationship between the shape of
the curve & the standard deviation
• 99.73% of the area of the Normal
distribution is contained between -
3 standard deviations & + 3
standard deviations from the mean
The Normal DistributionThe Normal DistributionThe Normal DistributionThe Normal Distribution

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
-1s
+1s+2s +3s
+4s-2s
-3s
-4s
x +5s +6s-6s
-5s
68.24%
99.999943%
99.9999998%
99.9973%
99.73%
95.45%
INFLECTION POINT
Properties of the Normal DistributionProperties of the Normal DistributionProperties of the Normal DistributionProperties of the Normal Distribution
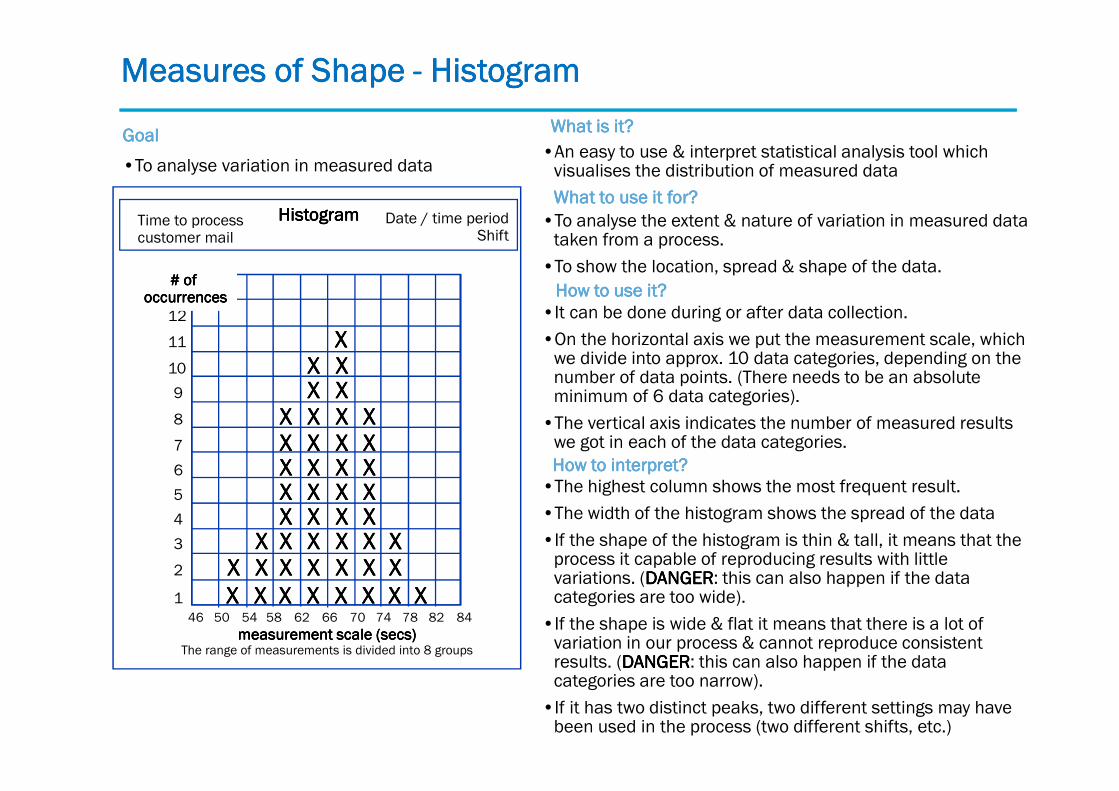
•To analyse variation in measured data
What is it?What is it?What is it?What is it?
•An easy to use & interpret statistical analysis tool which visualises the distribution of measured data
What to use it for?What to use it for?What to use it for?What to use it for?
•To analyse the extent & nature of variation in measured data taken from a process.
•To show the location, spread & shape of the data.
How to use it?How to use it?How to use it?How to use it?
•It can be done during or after data collection.
•On the horizontal axis we put the measurement scale, which we divide into approx. 10 data categories, depending on the number of data points. (There needs to be an absolute minimum of 6 data categories).
•The vertical axis indicates the number of measured results we got in each of the data categories.
XXXXXXXX
XXXXXXXX
XXXX
XXXXXXXX
XXXXXXXX
XXXX
XXXX
XXXXXXXX
XXXXXXXX
XXXX
XXXXXXXX
XXXXXXXX
XXXX
XXXXXXXXXXXX
XXXXXXXX
XXXX
XXXXXXXX
XXXXXXXX
XXXX
XXXXXXXX
XXXX
XXXXXXXX
XXXXXXXX
XXXX
XXXXXXXXXXXX
XXXXXXXXXXXX
11
1
2
10
9
6
4
3
8
7
5
12
6254 58 70 74 7850 66 82 8446
measurement scale (secs)measurement scale (secs)measurement scale (secs)measurement scale (secs)The range of measurements is divided into 8 groups
# of# of# of# ofoccurrencesoccurrencesoccurrencesoccurrences
How to interpret?How to interpret?How to interpret?How to interpret?•The highest column shows the most frequent result.
•The width of the histogram shows the spread of the data
•If the shape of the histogram is thin & tall, it means that the process it capable of reproducing results with little variations. (DANGERDANGERDANGERDANGER: this can also happen if the data categories are too wide).
•If the shape is wide & flat it means that there is a lot of variation in our process & cannot reproduce consistent results. (DANGERDANGERDANGERDANGER: this can also happen if the data categories are too narrow).
•If it has two distinct peaks, two different settings may have been used in the process (two different shifts, etc.)
HistogramHistogramHistogramHistogram Date / time periodShift
Time to processcustomer mail
GoalGoalGoalGoal
Measures of Shape Measures of Shape Measures of Shape Measures of Shape ---- HistogramHistogramHistogramHistogram

11
10
9
8
7
6
5
4
3
2
1
0
Count
5 87 9 10 11 13126 14
seconds
5
5
5
5 8 9 10 1211 13 1476
6
6
6
6
6
7
7
7
7
7
7
7
7
7
7
8
8
8
8
8
8
9
9
9
9
10
10
10 12
11
11
Creating a HistogramCreating a HistogramCreating a HistogramCreating a Histogram

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Important information we
get from evaluating the
shape of the distribution
• Visual display of the
location & variability
• How much of the
distribution falls outside
the customer requirements
• Evidence of specific factors that are contributing to variation in the
process output
• Evidence about whether the distribution follows a classic bell-shape,
thereby allowing standard statistical testing & prediction of defect levels &
capability
How is my Data Distributed?How is my Data Distributed?How is my Data Distributed?How is my Data Distributed?

10 11 12 13 14 15 16 17 18 19
0
5
10
Frequency
Frequency
Frequency
Frequency
Call Center A
N = 100
Average = 14.617
Std Dev = 2.212
10 15 20
0
10
20
Frequency
Call Center B
N = 100
Average = 14.536
Std Dev = 2.266
Example:Example:Example:Example:
You are evaluating two call centres
last 100 calls for queue time. There
is no significant difference between
the average & standard deviation
in queue times. Is one of the centres
performing better than the other?
Measures of location & variability are not always going Measures of location & variability are not always going Measures of location & variability are not always going Measures of location & variability are not always going
to tell you the whole storyto tell you the whole storyto tell you the whole storyto tell you the whole story
How is my Data Distributed?How is my Data Distributed?How is my Data Distributed?How is my Data Distributed?
Just looking at the histogram shape Just looking at the histogram shape Just looking at the histogram shape Just looking at the histogram shape
gives you useful information about the gives you useful information about the gives you useful information about the gives you useful information about the
processprocessprocessprocess

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Measures of ShapeMeasures of ShapeMeasures of ShapeMeasures of Shape
When describing the shape of a distribution there is some specific
terminology we can use:
SkewSkewSkewSkew
BiBiBiBi----modalmodalmodalmodal

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
What might these distribution shapes tell us?What might these distribution shapes tell us?What might these distribution shapes tell us?What might these distribution shapes tell us?
ServiceServiceServiceService Level Level Level Level
AgreementAgreementAgreementAgreement
Understanding ShapeUnderstanding ShapeUnderstanding ShapeUnderstanding Shape
A B
Cinteract viaCHAT
EXERCISE
29
TRAINERTRAINERTRAINERTRAINER----LED LED LED LED EXERCISE: Creating a Graphical Summary EXERCISE: Creating a Graphical Summary EXERCISE: Creating a Graphical Summary EXERCISE: Creating a Graphical Summary
A company with a large number of company cars and pool cars
conducted a study to understand typical usage.
Use Minitab to create a Graphical Summary for the mileage
data generated by the study, given in the exercise file below:
• What conclusions do you make about the average, spread
and Normality of the data?

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
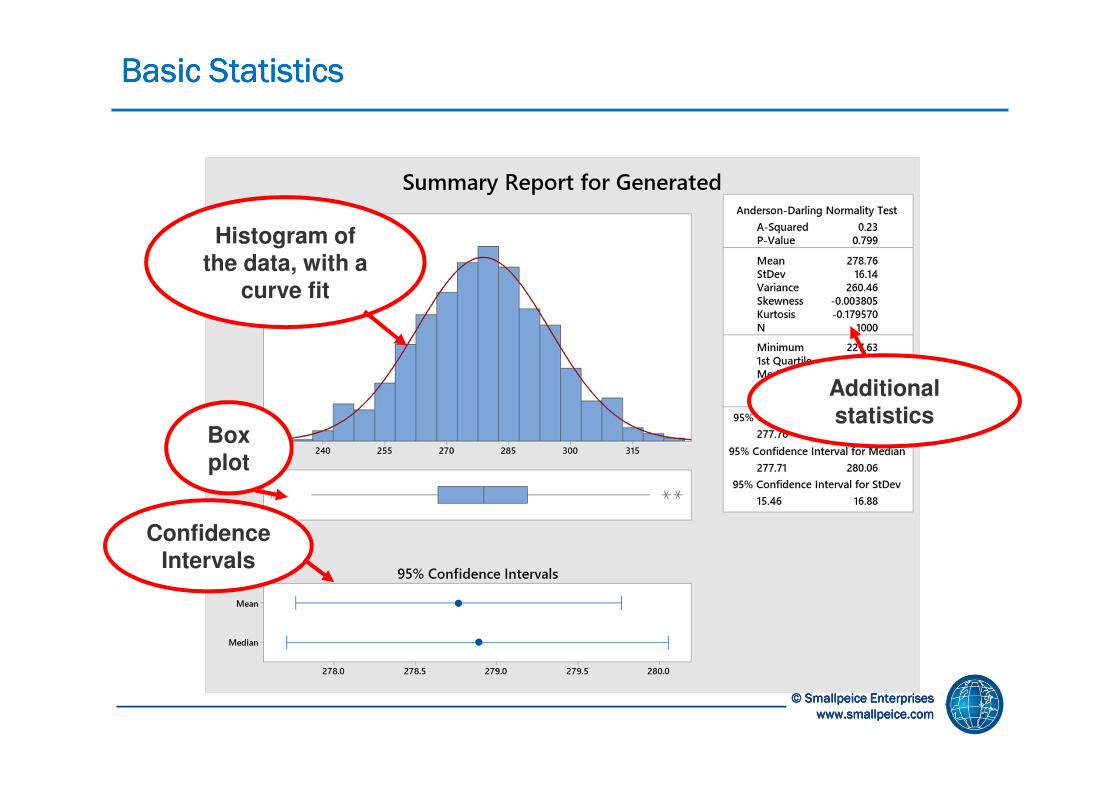
Basic Statistics: Graphical Summary Basic Statistics: Graphical Summary Basic Statistics: Graphical Summary Basic Statistics: Graphical Summary
Select Graphical Summary
from Basic Statistics
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Basic StatisticsBasic StatisticsBasic StatisticsBasic Statistics
Additional statistics
Histogram of the data, with a
curve fit
Box plot
Confidence Intervals

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
1 st Quartile 20.000
Median 25.000
3rd Quartile 27.000
Maximum 35.000
22.669 25.931
23.000 27.000
4.795 7.1 53
A-Squared 0.92
P-Value 0.018
Mean 24.300
StDev 5.740
Variance 32.949
Skewness -0.345902
Kurtosis -0.277666
N 50
Minimum 1 3.000
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev
3530252015
Median
Mean
2726252423
95% Confidence Intervals
Summary Report for Time to Complete Application
Anderson Darling TestAnderson Darling TestAnderson Darling TestAnderson Darling Test
Use the descriptive statistics to test for Normality, examine the shape of
the data, look for outliers & then look at the P value, if the P value is <
0.05 then the data is not Normal. Is the P value is >0.05 then we can fit
the Normal distribution to the data.
P value is
displayed here

EXERCISE
33
OPTIONAL OPTIONAL OPTIONAL OPTIONAL EXERCISEEXERCISEEXERCISEEXERCISE: Creating a Graphical Summary : Creating a Graphical Summary : Creating a Graphical Summary : Creating a Graphical Summary
A commuter has collected data on their fuel consumption for
each car journey to and from work.
The metric is Miles per Gallon (mpg)
Use Minitab to create a Graphical Summary for the MPG data
generated by the study, given in the exercise file below:
• What conclusions do you make about the location, spread
and shape of the data?
Group EXERCISE
10 minutes
Refer to Data File – Fuel Consumption

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 2
Assessing Process Control
This lesson introduces some important concepts that
will help you understand how process stability can be
achieved.

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• A key check in the measure phase is whether the process is stable
• A stable process is predictable over time and so can be base-lined and improved
• An unstable process is technically ‘out of control’ and therefore must be stabilized as a first step
Measure Phase RoadmapMeasure Phase RoadmapMeasure Phase RoadmapMeasure Phase Roadmap

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Data AnalysisData AnalysisData AnalysisData Analysis
• If the process is a regular, repetitive process with a measurable output
(such as time taken to conduct a repetitive process step) then Statistical
Process Control Charts (SPC) can be used to assess process stability
Process AnalysisProcess AnalysisProcess AnalysisProcess Analysis
• If the process is non-repetitive or low volume then process audit
techniques can be used to establish if there is a clearly documented
process which is consistently complied with
Two Approaches to Assessing StabilityTwo Approaches to Assessing StabilityTwo Approaches to Assessing StabilityTwo Approaches to Assessing Stability

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Common Cause
Special Cause
Type of VariationType of VariationType of VariationType of Variation DefinitionDefinitionDefinitionDefinition CharacteristicsCharacteristicsCharacteristicsCharacteristics
Process is stable and
predictable
Process displays
variation outside
what is expected
(process is not
stable/out of control)
• Expected
• Predictable range of values
• Random causes of variation
• Unexpected
• Unpredictable range of values
• Non-Random (assignable) causes of variation
Reminder Common vs Special CauseReminder Common vs Special CauseReminder Common vs Special CauseReminder Common vs Special Cause
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
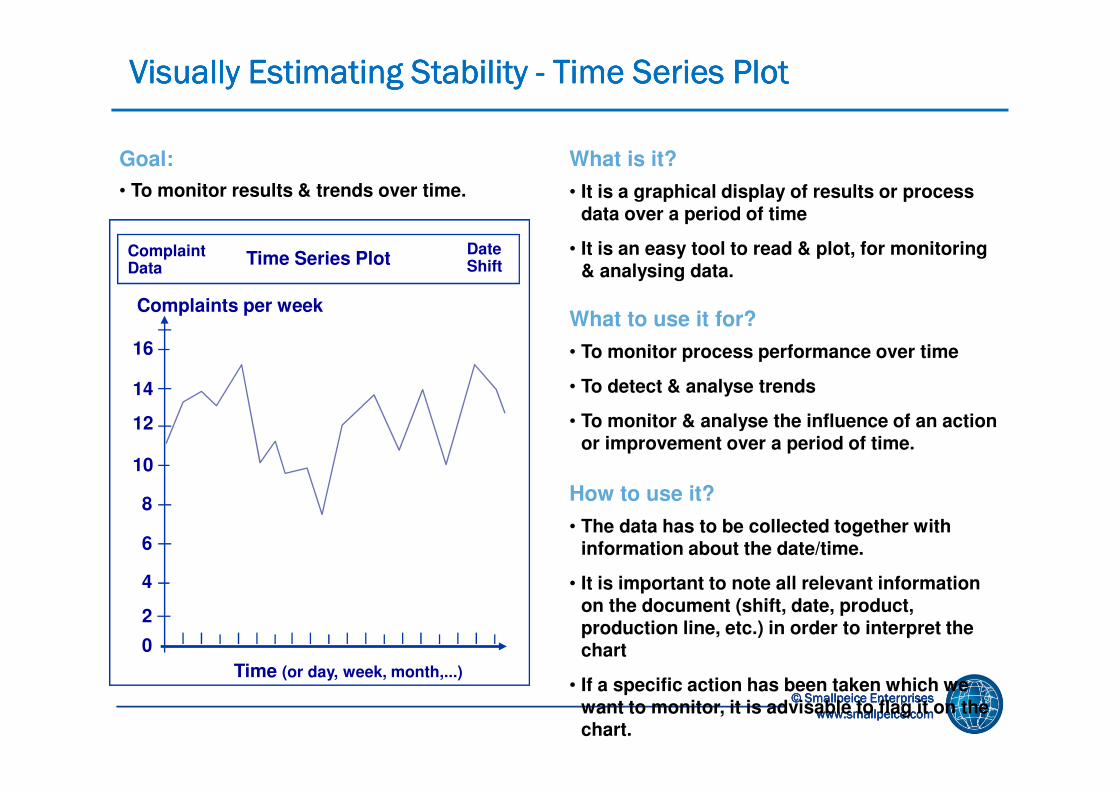
Goal:
• To monitor results & trends over time.
What is it?
• It is a graphical display of results or process data over a period of time
• It is an easy tool to read & plot, for monitoring & analysing data.
What to use it for?
• To monitor process performance over time
• To detect & analyse trends
• To monitor & analyse the influence of an action or improvement over a period of time.
How to use it?
• The data has to be collected together with information about the date/time.
• It is important to note all relevant information on the document (shift, date, product, production line, etc.) in order to interpret the chart
• If a specific action has been taken which we want to monitor, it is advisable to flag it on the chart.
Time (or day, week, month,...)
Complaints per week
0
16
10
Time Series PlotDateShift
Complaint Data
4
6
8
12
14
2
Visually Estimating Stability Visually Estimating Stability Visually Estimating Stability Visually Estimating Stability ---- Time Series PlotTime Series PlotTime Series PlotTime Series Plot

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Checks for StabilityChecks for StabilityChecks for StabilityChecks for Stability
• If data is collected over a period of time, process stability can be checked by looking at some form of time series plot
• We look for four indicators that the process is not stable:
SpikesSpikesSpikesSpikesTrendsTrendsTrendsTrends
ShiftsShiftsShiftsShifts PatternsPatternsPatternsPatterns

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Be Careful Be Careful Be Careful Be Careful –––– Scales can be MisleadingScales can be MisleadingScales can be MisleadingScales can be Misleading
Which of these two processes looks the most stable?Which of these two processes looks the most stable?Which of these two processes looks the most stable?Which of these two processes looks the most stable?
Actually this is the exact same data set plotted on two Actually this is the exact same data set plotted on two Actually this is the exact same data set plotted on two Actually this is the exact same data set plotted on two
different scales!different scales!different scales!different scales!
4036322824201 61 284
50.0
47.5
45.0
42.5
40.0
37.5
35.0
Index
Tim
e
Time Series Plot of Time
4036322824201 61 284
70
60
50
40
30
20
1 0
0
Index
Tim
e
Time Series Plot of Time

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Checking Stability Checking Stability Checking Stability Checking Stability –––– Control ChartsControl ChartsControl ChartsControl Charts
To remove the error of judgement which can be caused by scales, etc. a special
type of time series plot, known as a control chart (or Statistical Process Control
Chart ) can be used to identify the presence of special cause variation
Successive SamplesSuccessive SamplesSuccessive SamplesSuccessive Samples
Process AverageProcess AverageProcess AverageProcess Average
Upper Control LimitUpper Control LimitUpper Control LimitUpper Control Limit
Lower Control LimitLower Control LimitLower Control LimitLower Control Limit
+3s+3s+3s+3s
----3s3s3s3s

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
1 point > 3 standard deviations from the 1 point > 3 standard deviations from the 1 point > 3 standard deviations from the 1 point > 3 standard deviations from the
centre linecentre linecentre linecentre line
9 points in a row on same side of the 9 points in a row on same side of the 9 points in a row on same side of the 9 points in a row on same side of the
centre linecentre linecentre linecentre line
6 points in a row, all increasing or all 6 points in a row, all increasing or all 6 points in a row, all increasing or all 6 points in a row, all increasing or all
decreasingdecreasingdecreasingdecreasing
14 points in a row, alternating14 points in a row, alternating14 points in a row, alternating14 points in a row, alternating
up & downup & downup & downup & down
Statistical Tests for Special Causes (All Control Charts)Statistical Tests for Special Causes (All Control Charts)Statistical Tests for Special Causes (All Control Charts)Statistical Tests for Special Causes (All Control Charts)

EXERCISE
Chart 1:Chart 1:Chart 1:Chart 1:
Chart 3:Chart 3:Chart 3:Chart 3: Chart 4:Chart 4:Chart 4:Chart 4:
Chart 2:Chart 2:Chart 2:Chart 2:
Interpret the following Control Charts:Interpret the following Control Charts:Interpret the following Control Charts:Interpret the following Control Charts:
EXERCISE: EXERCISE: EXERCISE: EXERCISE: Control Chart InterpretationControl Chart InterpretationControl Chart InterpretationControl Chart Interpretation
A B
C D

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
When using control charts, make a note on the chart when anything happens
which might affect the process:
• changes in personnel
• changes in procedure
• changes to products, services, terms & conditions, etc.
• changes to computer systems & software
• changes to materials, consumables, etc.
• network faults, system failures, etc.
Process LogsProcess LogsProcess LogsProcess Logs
Notes are essential to interpretation & improvement actionNotes are essential to interpretation & improvement actionNotes are essential to interpretation & improvement actionNotes are essential to interpretation & improvement action

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
This is what it’s all about!!This is what it’s all about!!This is what it’s all about!!This is what it’s all about!!
• Control charts are only a means to an end
• Control charts are a proactive tool for highlighting when something is
happening in your process to risk it becoming unstable...
• Without effective improvement action, control charts have no value
• Prompt action is essential!
• Seek a permanent solution wherever possible
• Recalculate limits after eliminating a problem
Action After InterpretationAction After InterpretationAction After InterpretationAction After Interpretation

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Control Chart SelectorControl Chart SelectorControl Chart SelectorControl Chart Selector
Individuals or
Subgroups?
I-MR Chart X-bar & R Chart
IND S/G
VARIABLES
Start
Data Type?
Defects or Defectives?
Constant Sample Size?
Constant Sample Size?
p-Chartnp-Chartu-Chartc-Chart
YES YESNO NO
DEFECTS DEFECTIVES
ATTRIBUTES
We will consider all of these We will consider all of these We will consider all of these We will consider all of these
chartschartschartscharts
Let’s start here

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 3
Control Charts in Minitab
This lesson guides you through the process of
producing charts in Minitab.

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example: What is it?What is it?What is it?What is it?
• A pair of control charts for monitoring processes from which individual data points are taken
What to use it for?What to use it for?What to use it for?What to use it for?
• The I (individual values) chart is used to monitor the setting & the MR (moving range) chart to monitor the variability of a process from which individual data points are taken
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system• Determine sampling frequency• Collect initial data (ideally 25 or more data points)• Plot the data points on the I chart in time order• Plot the difference between successive data points on
the MR chart• Calculate & plot the process average (Xbar) on the I
chart & the average moving range (MRbar) on the MR chart
• Calculate & plot the control limits for both charts• Apply tests to detect special causes of variation• Take action to eliminate special causes of variation,
then recalculate centrelines & control limits• Continue to collect & plot data, addressing special
causes of variation if & when they occur
IIII----MR ChartsMR ChartsMR ChartsMR Charts
Formulae:Formulae:Formulae:Formulae:
• E2, D3 & D4 are factors used in the calculation
of control limits
• If adjacent values are used to calculate the
moving range (i.e. subgroup size = 2), the
factors are: E2=2.66, D3=0 & D4=3.267
Observation
In
div
idu
al
Va
lue
10997857361493725131
800
700
600
500
_X=610.2
UC L=710.8
LC L=509.6
Observation
Mo
vin
g R
an
ge
10997857361493725131
300
200
100
0
__MR=37.8
UC L=123.6
LC L=0
11111
1
1
1111
1
1
1
I-MR Chart of Cash Dispensed from ATMs
MREXUCL 2X +=
MREXLCL 2X −=
MRDUCL 4R =
MRDLCL 3R =

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
IMR Charts (Individual Moving Range)IMR Charts (Individual Moving Range)IMR Charts (Individual Moving Range)IMR Charts (Individual Moving Range)
Stat > Control Charts > Variables Chart for Individuals > IStat > Control Charts > Variables Chart for Individuals > IStat > Control Charts > Variables Chart for Individuals > IStat > Control Charts > Variables Chart for Individuals > I----MR …MR …MR …MR …

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Individual and Moving Range ChartsIndividual and Moving Range ChartsIndividual and Moving Range ChartsIndividual and Moving Range Charts

EXERCISE
51
TRAINERTRAINERTRAINERTRAINER----LED LED LED LED EXERCISE: Creating an IEXERCISE: Creating an IEXERCISE: Creating an IEXERCISE: Creating an I----MR Chart MR Chart MR Chart MR Chart
A study has been carried out at a call centre, following
complaints that the waiting time seems be inconsistent.
Use Minitab to construct an I-MR Control chart for the data
given in the file below:
• What conclusions do you make?
• Are any actions needed? If so, what?

EXERCISE
52
OPTIONAL OPTIONAL OPTIONAL OPTIONAL EXERCISEEXERCISEEXERCISEEXERCISE: Creating a : Creating a : Creating a : Creating a Individuals ChartIndividuals ChartIndividuals ChartIndividuals Chart
A commuter has collected data on their fuel consumption for
each car journey to and from work.
The metric is Miles per Gallon (mpg)
Use Minitab to create an Individual Chart for the MPG data
generated by the study, given in the exercise file below:
• Is the fuel consumption stable over time?
Group EXERCISE
10 minutes
Refer to Data File – Fuel Consumption

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example: What is it?What is it?What is it?What is it?
• A pair of control charts for monitoring processes from which subgroups of data are taken
What to use it for?What to use it for?What to use it for?What to use it for?
• The Xbar (averages) chart is used to monitor the setting & the R (range) chart to monitor the variability of a process from which subgroups of data are taken
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system• Determine subgroup size & sampling frequency• Collect initial data (ideally 25 or more subgroups)• Calculate & plot the subgroup averages on the Xbar
chart in time order• Plot the subgroup ranges on the R chart• Calculate & plot the process average (X double bar) on
the Xbar chart & the average range (Rbar) on the R chart
• Calculate & plot the control limits for both charts• Apply tests to detect special causes of variation• Take action to eliminate special causes of variation,
then recalculate centrelines & control limits• Continue to collect & plot data, addressing special
causes of variation if & when they occur
XbarXbarXbarXbar----R ChartsR ChartsR ChartsR Charts
Formulae:Formulae:Formulae:Formulae:
• A2, D3 & D4 are factors used in the calculation of control limits
• Factor values depend on subgroup size
RAXUCL 2X+=
RAXLCL 2X−=
RDUCL 4R =
RDLCL 3R =
Subgroup
Size A2 D3 D4
2 1.880 0 3.267
3 1.023 0 2.574
4 0.729 0 2.282
5 0.577 0 2.114
Sample
Sa
mp
le M
ea
n
252321191715131197531
4.02
4.00
3.98
__X=4.00058
UCL=4.02099
LCL=3.98017
Sample
Sa
mp
le R
an
ge
252321191715131197531
0.08
0.06
0.04
0.02
0.00
_R=0.03539
UCL=0.07482
LCL=0
6
1
6
1
Xbar-R Chart Print Density

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• No hard & fast rules
• Samples of 5 commonly used: diminishing returns as sample size increases
• Samples must be produced under similar conditions & within a short time:
within-sample variation should reflect only the common causes of variation
• Ideally each from the same tool or head: separate multiple
heads/tools/stations for analysis purposes
Determine Subgroup SizeDetermine Subgroup SizeDetermine Subgroup SizeDetermine Subgroup Size

EXERCISE
55
TRAINERTRAINERTRAINERTRAINER----LED LED LED LED EXERCISE: Creating an EXERCISE: Creating an EXERCISE: Creating an EXERCISE: Creating an XbarXbarXbarXbar & R Chart & R Chart & R Chart & R Chart
A process used to produce slots in components required for
assembly is under investigation.
Use Minitab to construct an Xbar-R Control chart for the data
given in the exercise file below:
• What conclusions do you make?
• Are any actions needed? If so, what?

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
XbarXbarXbarXbar----R Charts in MinitabR Charts in MinitabR Charts in MinitabR Charts in Minitab
Stat > Control Charts > Variables Chart for Subgroups > Stat > Control Charts > Variables Chart for Subgroups > Stat > Control Charts > Variables Chart for Subgroups > Stat > Control Charts > Variables Chart for Subgroups > XbarXbarXbarXbar----R …R …R …R …

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Selecting Tests for Variables Selecting Tests for Variables Selecting Tests for Variables Selecting Tests for Variables

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Control Chart SelectorControl Chart SelectorControl Chart SelectorControl Chart Selector
Individuals or
Subgroups?
I-MR Chart X-bar & R Chart
IND S/G
VARIABLES
Start
Data Type?
Defects or Defectives?
Constant Sample Size?
Constant Sample Size?
p-Chartnp-Chartu-Chartc-Chart
YES YESNO NO
DEFECTS DEFECTIVES
ATTRIBUTES
We will consider all of these We will consider all of these We will consider all of these We will consider all of these
chartschartschartscharts
Let’s continue here

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Common Attribute Control ChartsCommon Attribute Control ChartsCommon Attribute Control ChartsCommon Attribute Control Charts
Type of Chart
Variables or Attributes?
Description Example
np Number defective
A • The np chart is used for monitoring the
number of defective items in constant-sized samples taken from a process
• Number of parts in samples of 200 checked each day
P Proportion defective
A
• The p chart is used for monitoring the proportion of defective items in samples of varying sizes taken from a process
• Proportion of faulty cartridges in the process, in a full day’s production
C Number of
defects A
• The c chart is used for monitoring the number of defects in constant sized samples taken from a process
• Number of errors in samples of 50 assemblies checked each day
U Defects per
unit A
• The u chart is used for monitoring the number of defects found in samples of varying sizes taken from a process
• Number of errors in supplied materials each day, where the quantities vary from day to day

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Control Chart Pop QuizControl Chart Pop QuizControl Chart Pop QuizControl Chart Pop Quiz
What type of control chart would you use for each What type of control chart would you use for each What type of control chart would you use for each What type of control chart would you use for each
of the following applications?of the following applications?of the following applications?of the following applications?
APPLICATIONAPPLICATIONAPPLICATIONAPPLICATION TYPE OF CHARTTYPE OF CHARTTYPE OF CHARTTYPE OF CHART
Number of missed deliveries per day (no. of deliveries varies)
No. of faults reported per day on the soldering machine
No. of defective mouldings in samples of 20 checked daily
No. of errors per production instruction (quantity processed each day varies)

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Attribute Charts in MinitabAttribute Charts in MinitabAttribute Charts in MinitabAttribute Charts in Minitab
Stat > Control Charts > Attribute ChartsStat > Control Charts > Attribute ChartsStat > Control Charts > Attribute ChartsStat > Control Charts > Attribute Charts

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example: What is it?What is it?What is it?What is it?
• A control chart for monitoring the number of defective items in constant sized samples taken regularly from a process
What to use it for?What to use it for?What to use it for?What to use it for?
• It is used when the number of defective items is the matter of interest, rather than the actual defects
• It is only applicable when the sample size cannot or does not vary
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system
• Determine the subgroup size & sampling frequency
• Collect initial data (ideally 25 or more subgroups)
• Plot the number of defective items in each subgroup on the chart in time order
• Calculate & plot the average number defective (np-bar) on the chart
• Calculate & plot the control limits
• Apply tests to detect special causes of variation
• Take action to eliminate special causes of variation, then recalculate centreline & control limits
• Continue to collect & plot data, addressing special causes of variation if & when they occur
Number Defective (np) ChartNumber Defective (np) ChartNumber Defective (np) ChartNumber Defective (np) Chart
Formulae:Formulae:Formulae:Formulae:
where np1, np2 etc. are the number of defective items in each of the k subgroups
where n is the subgroup size
252219161310741
6
5
4
3
2
1
0
Sample
Sa
mp
le C
ou
nt
__NP=1.769
UCL=5.724
LCL=0
1
NP Chart of Incorrect Fitted Parts
k
np...npnpnp k21 +++
=
)n
np1(np3npUCLnp −+=
)n
np1(np3npLCLnp −−=

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Number Defective (np) ChartNumber Defective (np) ChartNumber Defective (np) ChartNumber Defective (np) Chart
Note: right-clicking over the out-of-control point takes you to the Session Window, which indicates the test which has been failed
20/1
2/20
04
29/1
1/20
04
08/1
1/20
04
18/1
0/20
04
27/0
9/20
04
06/09/
2004
1 6/08/
2004
26/0
7/2004
05/0
7/2004
6
5
4
3
2
1
0
W/C
Sam
ple
Co
un
t
__
NP=1.769
UCL=5.724
LCL=0
1
NP Chart of Incorrect Fitted Parts

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
InstructorInstructorInstructorInstructor----led Exercise: np Chartsled Exercise: np Chartsled Exercise: np Chartsled Exercise: np Charts
• The worksheet lists the number of incorrect parts
found in a weekly audit of 100 parts produced
for stock
• Create & interpret an ‘np’ chart using:
In the ‘Options’ ‘Options’ ‘Options’ ‘Options’ box, select ‘Tests’ & ‘Perform all tests for special causes’
In the ‘ScaleScaleScaleScale’ box, select ‘Stamp’ & ‘W/C’

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example:
Proportion Defective (p) ChartProportion Defective (p) ChartProportion Defective (p) ChartProportion Defective (p) Chart
Formulae:Formulae:Formulae:Formulae:
What is it?What is it?What is it?What is it?
• A control chart for monitoring the proportion of defective items in samples of varying sizes taken regularly from a process
What to use it for?What to use it for?What to use it for?What to use it for?
• It is used when the proportion of defective items is the matter of interest, rather than the actual defects
• It is applicable when the sample size cannot be held constant, e.g. when carrying out 100% checks
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system• Determine the sampling frequency• Collect initial data (ideally 25 or more subgroups)• Calculate & plot the proportion of defective items in
each subgroup on the chart in time order• Calculate & plot the average proportion defective (p-
bar) on the chart• Calculate & plot the control limits. (Note: this is best
done using Minitab, since control limit positions are dependent on subgroup size)
• Apply tests to detect special causes of variation• Take action to eliminate special causes of variation,
then recalculate centreline & control limits• Continue to collect & plot data, addressing special
causes of variation if & when they occur
where n1p1, n2p2 etc. are the number of defective items in each of the k subgroups, & n1, n2 etc. are the number of items checked in each subgroup
252321191715131197531
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
Sample
Pro
po
rtio
n
_P=0.160
UCL=0.454
LCL=0
1
1
P Chart of Incorrect Orders
Tests performed with unequal sample sizes
k21
kk2211
n...nn
pn...pnpnp
+++
+++=
n
)p1(p3pUCLp
−+=
n
)p1(p3pLCLp
−−=

EXERCISE
Group Exercise: Creating a PGroup Exercise: Creating a PGroup Exercise: Creating a PGroup Exercise: Creating a P----ChartChartChartChart
THE TASKTHE TASKTHE TASKTHE TASK
referring to the information provided in the Handout 01: referring to the information provided in the Handout 01: referring to the information provided in the Handout 01: referring to the information provided in the Handout 01:
Use Minitab to create a pUse Minitab to create a pUse Minitab to create a pUse Minitab to create a p----chart and interpret the resultschart and interpret the resultschart and interpret the resultschart and interpret the results
‘HOW TO’ ‘HOW TO’ ‘HOW TO’ ‘HOW TO’ Instructions for working in your group:
• Elect a facilitator for your group
• Prepare your answers in Minitab or copy and paste into
Powerpoint, in Zoom. in Zoom. in Zoom. in Zoom. Remember to ‘Save It’ ready for
presenting back to the rest of the group.
Group EXERCISE
15 minutesRefer to Handout Attribute Example Production Records

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example:
Formulae:Formulae:Formulae:Formulae:
What is it?What is it?What is it?What is it?
• A control chart for monitoring the number of defects found in samples of varying sizes taken regularly from a process
What to use it for?What to use it for?What to use it for?What to use it for?
• It is used when the number of defects is the matter of interest, not simply whether an item is defective or not
• It is applicable when the sample size cannot be held constant, e.g. when carrying out 100% checks
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system• Determine the sampling frequency• Collect initial data (ideally 25 or more subgroups)• Calculate & plot the number of defects per unit (u) in
each subgroup on the chart in time order• Calculate & plot the average number of defects per
unit (u-bar) on the chart• Calculate & plot the control limits. (Note: this is best
done using Minitab, since control limit positions are dependent on subgroup size)
• Apply tests to detect special causes of variation• Take action to eliminate special causes of variation,
then recalculate centreline & control limits• Continue to collect & plot data, addressing special
causes of variation if & when they occur
where c1, c2 etc. are the number of defects in
each of the k subgroups, & n1, n2 etc. are the
number of items checked in each subgroup
Number of Defects per Unit (u) ChartNumber of Defects per Unit (u) ChartNumber of Defects per Unit (u) ChartNumber of Defects per Unit (u) Chart
Date
Sa
mp
le C
ou
nt
Pe
r U
nit
23/0
7/20
04
21/07/
2004
19/0
7/20
04
15/07/
2004
13/0
7/20
04
09/0
7/20
04
07/07/
2004
05/0
7/20
04
01/07/
2004
29/0
6/20
04
25/0
6/20
04
23/0
6/20
04
21/06/
2004
1.2
1.0
0.8
0.6
0.4
0.2
0.0
_U=0.186
UCL=0.532
LCL=0
1
U Chart of No of Errors
Tests performed with unequal sample sizes
k21
k21
n...nn
c...ccu
+++
+++=
n
u3uUCLu +=
n
u3uLCLu −=

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
InstructorInstructorInstructorInstructor----led Minitab Exercise: U Chartsled Minitab Exercise: U Chartsled Minitab Exercise: U Chartsled Minitab Exercise: U Charts
• The worksheet shows the number of product
enquiries processed on a given day, & the number
of errors found in the information received
• Create & interpret an ‘u’ chart using :
In the ‘Options’ ‘Options’ ‘Options’ ‘Options’ box, select ‘Tests’ & ‘Perform all tests for special causes’
In the ‘ScaleScaleScaleScale’ box, select ‘Stamp’ & ‘W/C’

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Number of Defects per Unit (u) ChartNumber of Defects per Unit (u) ChartNumber of Defects per Unit (u) ChartNumber of Defects per Unit (u) Chart
Note: the control limits vary with each individual sample size:this is due to the formula used to work them out
2523211 91 71 51 31 197531
1 .2
1 .0
0.8
0.6
0.4
0.2
0.0
Sample
Sam
ple
Co
un
t P
er
Un
it
_
U=0.186
UCL=0.532
LCL=0
1
U Chart of No of Errors
Tests performed with unequal sample sizes
23/07/
2004
21/0
7/200
4
19/0
7/2004
15/0
7/2004
13/0
7/20
04
09/0
7/20
04
07/0
7/20
04
05/0
7/20
04
01/0
7/20
04
29/06/
2004
25/06/
2004
23/0
6/2004
21/0
6/2004
1 .2
1 .0
0.8
0.6
0.4
0.2
0.0
Date
Sam
ple
Co
un
t P
er U
nit
_
U=0.186
UCL=0.532
LCL=0
1
U Chart of No of Errors
Tests performed with unequal sample sizes

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Example:Example:Example:Example:
Number of Defects (c) ChartNumber of Defects (c) ChartNumber of Defects (c) ChartNumber of Defects (c) Chart
Formulae:Formulae:Formulae:Formulae:
What is it?What is it?What is it?What is it?
• A control chart for monitoring the number of defects in constant sized samples taken regularly from a process
What to use it for?What to use it for?What to use it for?What to use it for?
• It is used when the number of defects is the matter of interest, not simply whether an item is defective or not
• It is only applicable when the sample size cannot or does not vary
How to use it?How to use it?How to use it?How to use it?
• Define & check the measurement system
• Determine the subgroup size & sampling frequency
• Collect initial data (ideally 25 or more subgroups)
• Plot the number of defects in each subgroup on the chart in time order
• Calculate & plot the average number of defects (c-bar) on the chart
• Calculate & plot the control limits
• Apply tests to detect special causes of variation
• Take action to eliminate special causes of variation, then recalculate centreline & control limits
• Continue to collect & plot data, addressing special causes of variation if & when they occur
where c1, c2 etc. are the number of defects in
each of the k subgroups
Date
Sa
mp
le C
ou
nt
28-Jun
-04
25-Jun
-04
22-Jun
-04
19-Jun
-04
16-Jun
-04
13-Jun
-04
10-Jun
-04
07-Jun
-04
04-Jun
-04
01-Jun
-04
12
10
8
6
4
2
0
_C=3.13
UCL=8.44
LCL=0
1
1
1
C Chart of No. of Complaints
k
c...ccc k21 +++
=
c3cUCLc +=
c3cLCLc −=

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• Lower control limits may seem strange
– fewer problems would seem to be desirable…
• Process may have improved
– find out why & formally adopt improvement
• May not be ‘real’ good news
– inexperienced checker has ‘missed’ defects
– resources are stretched - people rushing
– not all defects declared (why?)
• Upper control limit does not mean that up to this level of defects
is acceptable!
Notes on Interpretation of Attributes ChartsNotes on Interpretation of Attributes ChartsNotes on Interpretation of Attributes ChartsNotes on Interpretation of Attributes Charts

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
SPC Tips & TrapsSPC Tips & TrapsSPC Tips & TrapsSPC Tips & Traps
Tips:Tips:Tips:Tips:
• Keep in work area
• Review regularly
• Make control charts highly visible
• Ensure process logs are kept up-
to-date
• Encourage understanding &
ownership of charts
• Involve area staff in problem
solving
• Provide appropriate training &
support
• Ensure key people are ‘on board’
Traps:Traps:Traps:Traps:
• Misunderstanding of control
limits
• Inappropriate sampling regime
• Unclear standards for attribute
checks
• Control limits not recalculated
after improvements
• Too many charts, not enough
action
• Quick fixes rather than root
causes
• No reaction or slow reaction to
out-of control indications

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
When a control chart is chosen as the preferred control method, details of
sample (subgroup) size & frequency, responsibility for the check & the Out of
Control Action Plan (OCAP) are recorded in the control plan
Link to Control PlansLink to Control PlansLink to Control PlansLink to Control Plans

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 4
Process Capability for Variable
Data
This lesson explains the common metrics used to
express process capability.

IsIsIsIs
measurement measurement measurement measurement
system(system(system(system(ssss) improvement) improvement) improvement) improvement
required?required?required?required?
Measure Phase RoadmapMeasure Phase RoadmapMeasure Phase RoadmapMeasure Phase Roadmap
MMMM
EEEE
AAAA
SSSS
UUUU
RRRR
EEEE
•Detailed process maps
•Process FMEA
UnderstandUnderstandUnderstandUnderstand
‘As‘As‘As‘As----Is’ processIs’ processIs’ processIs’ process
•Data collection plan
•Cause and Effect Diagram
(Fishbone)
Plan data Plan data Plan data Plan data
collectioncollectioncollectioncollection
•Measurement
system analysis
Confirm/validate Confirm/validate Confirm/validate Confirm/validate
measurement measurement measurement measurement
systemssystemssystemssystems
•Root cause analysis tools•Operational Definitions•Mistake Proofing
•Standard Operating Procedures
Improve measurement Improve measurement Improve measurement Improve measurement
systemssystemssystemssystems
YESYESYESYES
NONONONO
YESYESYESYESIs Is Is Is
process stable & process stable & process stable & process stable &
in control?in control?in control?in control?
•Control charts (on outputs)•FMEA
• Interim Control Plan
•Determine Sampling Plan
Establish stability Establish stability Establish stability Establish stability
and controland controland controland control
NONONONO
•Normality tests
•Capability analysis
Collect data and Collect data and Collect data and Collect data and
establish baseline establish baseline establish baseline establish baseline
performanceperformanceperformanceperformance
•Project charter
Finalise Finalise Finalise Finalise
improvement improvement improvement improvement
objectivesobjectivesobjectivesobjectives
Gate
Review
ANALYSE PHASEANALYSE PHASEANALYSE PHASEANALYSE PHASE

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
A key question at this stage in a DMAIC project is:A key question at this stage in a DMAIC project is:A key question at this stage in a DMAIC project is:A key question at this stage in a DMAIC project is:
• Capability analysis is simply a comparison of process performance with
specified requirements
• Baseline capability is a measure of process performance before
improvements are made
• It provides a benchmark against which to judge the effectiveness of
process improvements
Understanding Process CapabilityUnderstanding Process CapabilityUnderstanding Process CapabilityUnderstanding Process Capability
Remember?Remember?Remember?Remember?
How well is the process currently meeting the customer’s requirements?”
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
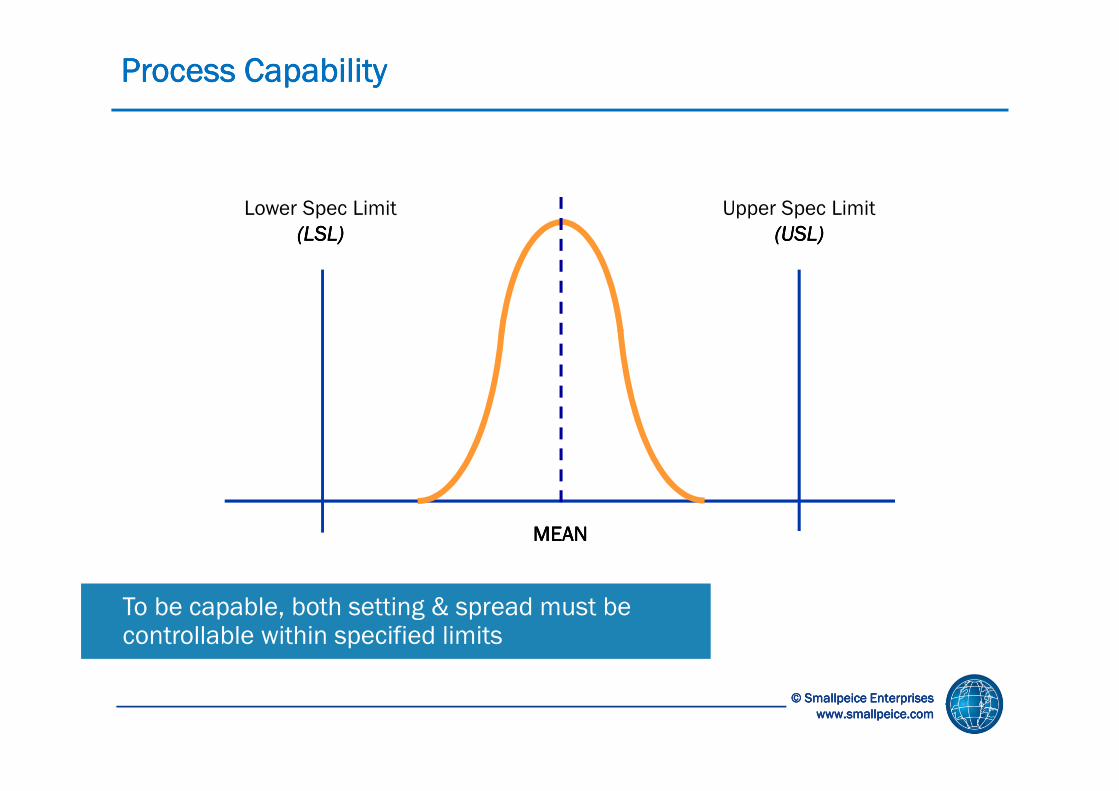
Lower Spec Limit
(LSL)(LSL)(LSL)(LSL)
Upper Spec Limit
(USL)(USL)(USL)(USL)
MEANMEANMEANMEAN
Process CapabilityProcess CapabilityProcess CapabilityProcess Capability
To be capable, both setting & spread must be controllable within specified limits

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
LSLLSLLSLLSL USLUSLUSLUSL
MEANMEANMEANMEAN
BEYOND BEYOND BEYOND BEYOND
SPECSPECSPECSPEC
Is this Process Capable?Is this Process Capable?Is this Process Capable?Is this Process Capable?
No! It is incorrectly set

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
LSL USL
MEAN
Or this One?Or this One?Or this One?Or this One?
No! It can only just meet specified requirements: there is no margin for error

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
A comparison of process output with specified requirements
• can the specification be met consistently?
Expressed using capability indices
• Cp & Pp - take account of process variability only
• Cpk & Ppk - also take account of process setting
• Zbench (also known as the sigma value)
Calculating Variable Data Process CapabilityCalculating Variable Data Process CapabilityCalculating Variable Data Process CapabilityCalculating Variable Data Process Capability
LSL USLX

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Process capability is a key performance indicator (KPI) for Lean Sigma
projects. Process capability is assessed before, during & after the
introduction of improvements:
• Provides a ‘baseline’ measure of process performance
• Gauges effectiveness of improvements
• Monitors progress towards targets
• Provides a basis for calculating benefits
Process Capability as a KPIProcess Capability as a KPIProcess Capability as a KPIProcess Capability as a KPI

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• The process is stable
• Individual measurements from the process are approximately
normally distributed
• The specification accurately reflects customer needs
• Measurement variation is small
• Acceptance that sampling variation will always exist, hence capability
indexes are not absolute, even for stable processes
Some AssumptionsSome AssumptionsSome AssumptionsSome Assumptions

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• Capability can be calculated meaningfully only after special causes of
variation have been identified & eliminated.
• Ongoing control charts should ideally have been in control for
25 or more subgroups.
• For non-Normal data, more flexible techniques are required, e.g.
– graphical analysis
– computerised curve fitting
– data transformation to convert data to a Normal distribution
(last resort)
Calculating CapabilityCalculating CapabilityCalculating CapabilityCalculating Capability

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Potential CapabilityPotential CapabilityPotential CapabilityPotential Capability
• Also known as ‘within’ or ‘short-term’ capability
• The theoretical capability of a process based only on within-subgroup (i.e.
common cause) variation
• Represented by capability indexes such as Cp & Cpk
Actual CapabilityActual CapabilityActual CapabilityActual Capability
• Also known as ‘overall’ or ‘long-term’ capability
• The actual capability of a process, based on total variation measured
during the period of observation
• Represented by capability indexes such as Pp & Ppk
‘Potential’ & ‘Actual’ Capability‘Potential’ & ‘Actual’ Capability‘Potential’ & ‘Actual’ Capability‘Potential’ & ‘Actual’ Capability
Let’s start by understanding Long Term capability first,
As this is consistent with the Minitab approach.
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
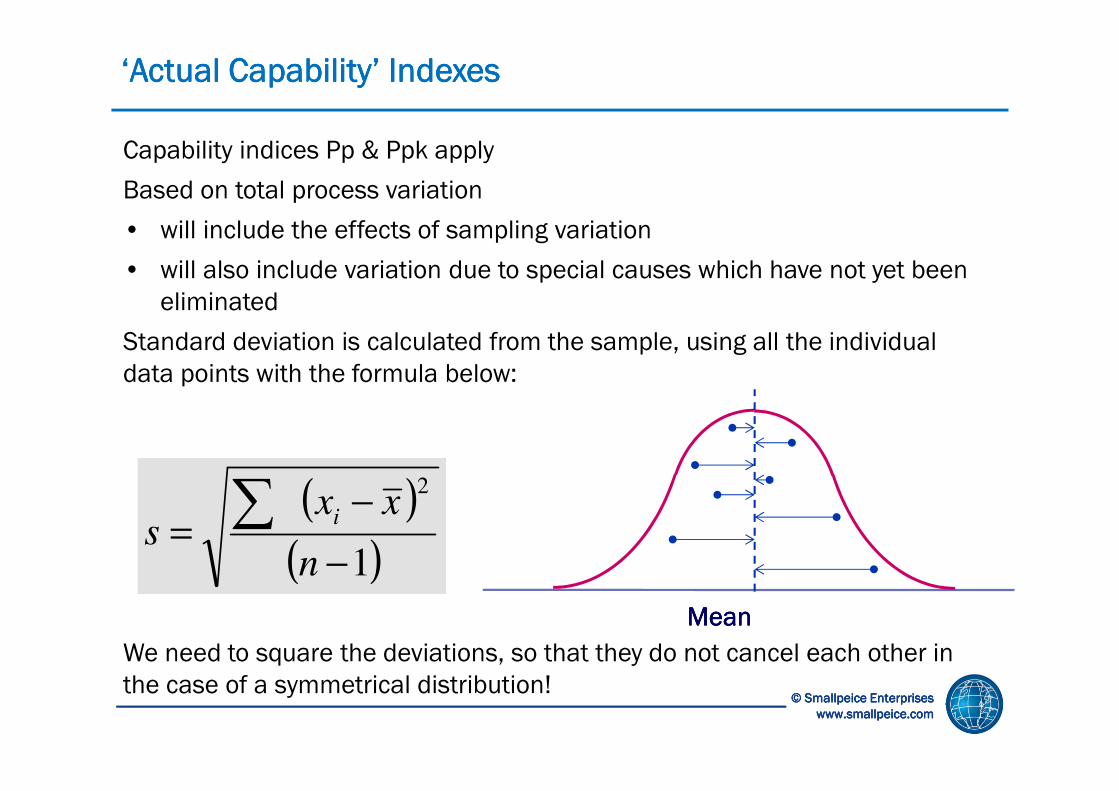
Capability indices Pp & Ppk apply
Based on total process variation
• will include the effects of sampling variation
• will also include variation due to special causes which have not yet been
eliminated
Standard deviation is calculated from the sample, using all the individual
data points with the formula below:
We need to square the deviations, so that they do not cancel each other in
the case of a symmetrical distribution!
‘Actual Capability’ Indexes‘Actual Capability’ Indexes‘Actual Capability’ Indexes‘Actual Capability’ Indexes
MeanMeanMeanMean
( )
( )1
2
−
−=
n
xxs
i

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• These use similar formulae to Cp & Cpk
• The difference is in the way standard deviation is calculated
• Ppk is the lesser of PPU & PPL
Calculating PCalculating PCalculating PCalculating PPPPP & P& P& P& PPKPKPKPK IndexesIndexesIndexesIndexes
s
xUSLPPU
3
−=
s
LSLxPPL
3
−=
s6
LSLUSLPp
−−−−====

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Potential capability index CCCCpppp is calculated using the formula:
USL = Upper Specification Limit
LSL = Lower Specification Limit
Absolute minimum value is 1.0
Minimum commonly set at 1.33 or 1.67
Calculating CCalculating CCalculating CCalculating CP P P P IndexIndexIndexIndex
σ̂6
LSLUSL
SpreadProcess
Tolerance SpecifiedTotalC p
−==

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Calculating CCalculating CCalculating CCalculating CP P P P Index DisplayedIndex DisplayedIndex DisplayedIndex Displayed
USL
XXXX
LSL
6 σ̂
How much of the ‘potential’ estimated spread of the process could fit between the specification limits

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Potential capability index CCCCpkpkpkpk is the lesserlesserlesserlesser of:
For one-sided tolerances calculate just one value, depending on whether the
upper or lower limit is specified
Like Cp, absolute minimum value is 1.0
Minimum commonly set at 1.33 or 1.67
Calculating CCalculating CCalculating CCalculating CPKPKPKPK IndexIndexIndexIndex
&σ̂3
xUSLCPU
−=
σ̂3
LSLxCPL
−=

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Calculating CCalculating CCalculating CCalculating CPKPKPKPK Index DisplayedIndex DisplayedIndex DisplayedIndex Displayed
SCRAP
CPU
USLLSL
3 σ̂ 3 σ̂
XXXX
Where the ‘potential’ estimated centre of the process is in relation to the specification limits, in this case Cpu would be used

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• At this stage in a Six Sigma project, baseline capability should
be determined
• Baseline capability provides a benchmark even if processes are not
yet capable
• It is likely that improvements will be iterative: it may be desirable (or
essential) to achieve effective control of contributory processes before
proceeding further
Baseline CapabilityBaseline CapabilityBaseline CapabilityBaseline Capability

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Process Capability & MinitabProcess Capability & MinitabProcess Capability & MinitabProcess Capability & Minitab
Use Stat > Quality Tools > Capability Analysis > NormalUse Stat > Quality Tools > Capability Analysis > NormalUse Stat > Quality Tools > Capability Analysis > NormalUse Stat > Quality Tools > Capability Analysis > Normal

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Complete the Dialogue BoxComplete the Dialogue BoxComplete the Dialogue BoxComplete the Dialogue Box
We are
analysing
‘Thickness’
Enter the
upper &
lower limits
Select ‘Options’
We will
subgroup by
‘see note’
NOTE: Sub group size determined by number or data points collected at any one time, e.g. 3 or 5.

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Complete the ‘Options’ Dialogue BoxComplete the ‘Options’ Dialogue BoxComplete the ‘Options’ Dialogue BoxComplete the ‘Options’ Dialogue Box
Click ‘OK’ & ‘OK’
again
Select Percents
Select Pp
(or sigma level)’
This is where you can choose (or not) to select
the short term (within) capability estimate

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Minitab Capability InformationMinitab Capability InformationMinitab Capability InformationMinitab Capability Information
Long Term
Capability
Expected Long
Term
Performance
• The ‘overall’ curve shows The ‘overall’ curve shows The ‘overall’ curve shows The ‘overall’ curve shows (greater) long term variation(greater) long term variation(greater) long term variation(greater) long term variation
• These curves are used to These curves are used to These curves are used to These curves are used to calculate the expected calculate the expected calculate the expected calculate the expected process performanceprocess performanceprocess performanceprocess performance

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Minitab Capability InformationMinitab Capability InformationMinitab Capability InformationMinitab Capability Information
Display for typical
Cp,Cpk capability
indices
Expected Short
Term
Performance
• Turning on the within Turning on the within Turning on the within Turning on the within subgroup analysis adds a subgroup analysis adds a subgroup analysis adds a subgroup analysis adds a second curvesecond curvesecond curvesecond curve
• This curve predicts the This curve predicts the This curve predicts the This curve predicts the improvement achieved via improvement achieved via improvement achieved via improvement achieved via better process control.better process control.better process control.better process control.

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
• The process is stable: The process is stable: The process is stable: The process is stable: sigma values for unstable processes should be
treated with caution
• Individual measurements from the process are normally distributed:Individual measurements from the process are normally distributed:Individual measurements from the process are normally distributed:Individual measurements from the process are normally distributed: since
calculations are based on the normal distribution
• Measurement variation is small: Measurement variation is small: Measurement variation is small: Measurement variation is small: since capability analysis relies upon
valid data
• The specification accurately reflects customer requirements: The specification accurately reflects customer requirements: The specification accurately reflects customer requirements: The specification accurately reflects customer requirements: since
capability analysis compares process performance with the specification
Some AssumptionsSome AssumptionsSome AssumptionsSome Assumptions

EXERCISE
The image part with relationship ID rId2 was not found in the file.
Refer to Data Collection Plan Results
CASE STUDY
Case Study: Control ChartsCase Study: Control ChartsCase Study: Control ChartsCase Study: Control Charts
DNPDNPDNPDNP
• The team has been collecting data based on their data
collection plan for one month.
• Open worksheet “Data Collection Plan Results” to view the
output and input data that has been collected.
• Before we go on to establish baseline capability measures
we need to assess the stability of the process
• Use the appropriate control chart for the output data
provided in the worksheet.
• Discuss and share your conclusions about the results. Is the
process stable?

CASE STUDY
Case Study: Stability & CapabilityCase Study: Stability & CapabilityCase Study: Stability & CapabilityCase Study: Stability & Capability
• The team has been collecting data based on their data
collection plan for one month
• Open worksheet “Data Collection Plan Results” to view the
output and input data that has been collected
• Before we exit the Measure phase and go on to Analyse the
data we need to establish baseline capability measures.
• The specification limit is -6hours to 6hours
• Carry out the appropriate capability analysis for the data
provided. What is the baseline capability of the process?
DNPDNPDNPDNP

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 5
Rolled Throughput Yield
This lesson introduces a measure of process capability
that is particularly useful for processes that have a
large number of individual steps, e.g. Assembly

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
InputsInputsInputsInputsAAAA
RFT = 94%RFT = 94%RFT = 94%RFT = 94%
4 reworked4 reworked4 reworked4 reworked
2 scrapped2 scrapped2 scrapped2 scrapped
BBBB
RFT = 91%RFT = 91%RFT = 91%RFT = 91%
4 reworked4 reworked4 reworked4 reworked
5 scrapped5 scrapped5 scrapped5 scrapped
CCCC
RFT = 92%RFT = 92%RFT = 92%RFT = 92%
4 reworked4 reworked4 reworked4 reworked
3 scrapped3 scrapped3 scrapped3 scrapped
OutputsOutputsOutputsOutputs9393939398989898
Rolled Throughput Yield
= RFTA x RFTB x RFTC
= 0.94 x 0.91 x 0.92
= 79%
90909090100100100100
Another Capability Metric to be aware of: Another Capability Metric to be aware of: Another Capability Metric to be aware of: Another Capability Metric to be aware of: Rolled Throughput Yield (RTY)Rolled Throughput Yield (RTY)Rolled Throughput Yield (RTY)Rolled Throughput Yield (RTY)
Process capability has a marked effect on Rolled Throughput Yield, especially with multi-stage processes...
The supervisor might
claim that this process is
running at 90% but this
doesn’t tell you the whole
story!

www.smallpeice.com
T. +44 (0)1926 336423
E: [email protected] a division of GP Strategies Limited
Section 6
Process Capability for Attribute
Data
This lesson introduces some important definitions to be
used when the data is pass/fail or count data

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
To calculate the Sigma value or the DPMO we can use statistical Z tables but
an easier & quicker method is to use the process capability calculator
DPMO CalculatorDPMO CalculatorDPMO CalculatorDPMO Calculator

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
DPMO = DPMO = DPMO = DPMO = D D D D x10x10x10x106666
N x ON x ON x ON x O
D = number of defects observedD = number of defects observedD = number of defects observedD = number of defects observed
N = number of unitsN = number of unitsN = number of unitsN = number of units
O = number of opportunities for O = number of opportunities for O = number of opportunities for O = number of opportunities for
defectsdefectsdefectsdefects
Process Capability for Discrete DataProcess Capability for Discrete DataProcess Capability for Discrete DataProcess Capability for Discrete Data
• In the previous example the % defective for the process was calculated by
comparing the distribution of the variable data against a customer
requirements & using probability to calculate the chances of a unit not
meeting the specification
• If you simply have count data (e.g. count of late invoices; count of items on a
snagging list) then you can assess how good your process is my calculating
either percentage or ‘DDDDefects PPPPer MMMMillion OOOOpportunities’
• If necessary the DPMO can then be converted to a ‘Sigma value’ using
conversion tables

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
For defectives:For defectives:For defectives:For defectives:
• Number of opportunities always = 1
– either something is defective, or it is not
– often applied to process outputs
For defects:For defects:For defects:For defects:
• Each defect category represents an opportunity
– focus on defects which are important to the customer & which are
likely to happen in practice
– where appropriate, group closely related defect types together, in order
to avoid overly long lists
– remain consistent throughout the project
– consider using standard definitions across the organisation
How Many ‘Opportunities’?How Many ‘Opportunities’?How Many ‘Opportunities’?How Many ‘Opportunities’?

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
A sample of 10 products is inspected, of which 2 are found to be defective
Sample Calculations (Defectives)Sample Calculations (Defectives)Sample Calculations (Defectives)Sample Calculations (Defectives)
D = 2D = 2D = 2D = 2 (no. of defectives observed)
N = 10 N = 10 N = 10 N = 10 (sample size)
O = 1O = 1O = 1O = 1 (no. of opportunities for defectives)
From tables: Sigma Level = 2.3Sigma Level = 2.3Sigma Level = 2.3Sigma Level = 2.3
DPMO = DPMO = DPMO = DPMO = D D D D x 10x 10x 10x 106 6 6 6 = = = = 2 2 2 2 x 1,000,000x 1,000,000x 1,000,000x 1,000,000 = 200,000 = 200,000 = 200,000 = 200,000
N x ON x ON x ON x O 10 x 110 x 110 x 110 x 1

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
In the same sample of 10 products, we identify a possible 7 defect
categories. On inspection a total of 6 defects are found
Sample Calculations (Defects)Sample Calculations (Defects)Sample Calculations (Defects)Sample Calculations (Defects)
D = 6D = 6D = 6D = 6 (no. of defects observed)
N = 10 N = 10 N = 10 N = 10 (sample size)
O = 7O = 7O = 7O = 7 (no. of opportunities for defects)
From tables: Sigma Level = 2.8Sigma Level = 2.8Sigma Level = 2.8Sigma Level = 2.8
DPMO = D x 1,000,000 = 6 x 1,000,000 = 85,714N x O 10 x 7

EXERCISE
Group Exercise: DPMO & SigmaGroup Exercise: DPMO & SigmaGroup Exercise: DPMO & SigmaGroup Exercise: DPMO & Sigma
THE TASKTHE TASKTHE TASKTHE TASK
referring to the information provided in the Handout 05: referring to the information provided in the Handout 05: referring to the information provided in the Handout 05: referring to the information provided in the Handout 05:
Calculate the DPMO and Sigma valuesCalculate the DPMO and Sigma valuesCalculate the DPMO and Sigma valuesCalculate the DPMO and Sigma values
‘HOW TO’ ‘HOW TO’ ‘HOW TO’ ‘HOW TO’ Instructions for working in your group:
• Elect a facilitator for your group
• Prepare your answers in word or Excel, in Zoom. in Zoom. in Zoom. in Zoom. Remember to
‘Save It’ ready for presenting back to the rest of the group.
Group EXERCISE
15 minutes
Refer to Handout 05 – DPMO & Sigma

EXERCISE
TeamTeamTeamTeam----Based Exercise: Calculating DPMO ValuesBased Exercise: Calculating DPMO ValuesBased Exercise: Calculating DPMO ValuesBased Exercise: Calculating DPMO Values
• A manufacturer of commercial cookers carries out a final
product audit on all units produced
• The following data relates to one week’s output of a
particular model
• Calculate DPMO both for the count of Defectives and for
Defects
OutputOutputOutputOutput 60 units60 units60 units60 units
Number Defective 21
Visual Defects - Casework 17
Visual Defects - Doors 5
External Labelling Defects 1
Compartment Visual Defects 2
Maneuverability Defects (Castors) 0
Paperwork Defects 1

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Measure Phase Measure Phase Measure Phase Measure Phase –––– Key StepsKey StepsKey StepsKey Steps
Review SIPOC Map & prepare Current State Value Stream Map
Prepare detailed ‘As-Is’ Process Maps
Conduct a Failure Mode Effects Analysis for the current state process
Identify Waste & possible “Quick Wins”
Identify & define process output (Y) and potential process
input (X) measures
Plan data collection
Check measurement system
Collect data
Assess process control
Baseline Current Process Performance

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
By the end of this section you should be able to:By the end of this section you should be able to:By the end of this section you should be able to:By the end of this section you should be able to:
Section Section Section Section Objectives ReviewObjectives ReviewObjectives ReviewObjectives Review
Understand the need for Basic Statistics
Understand different types of variation
Know the anatomy & main types of control charts
Apply control charts correctly
Calculate capability for continuous data
Calculate capability for attribute data

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
& finally:& finally:& finally:& finally:
please complete
the online
feedback form.
Please Provide Feedback Please Provide Feedback Please Provide Feedback Please Provide Feedback
ChatChatChatChat
Click the Click the Click the Click the ChatChatChatChat icon onicon onicon onicon on
thethethethe Zoom toolbarZoom toolbarZoom toolbarZoom toolbar
Click the Click the Click the Click the
hyperlink hyperlink hyperlink hyperlink to the to the to the to the
Feedback FormFeedback FormFeedback FormFeedback Form
Complete the Complete the Complete the Complete the
FeedbackFeedbackFeedbackFeedback
Form, and Form, and Form, and Form, and
click click click click SubmitSubmitSubmitSubmit

© Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises © Smallpeice Enterprises
www.smallpeice.com www.smallpeice.com www.smallpeice.com www.smallpeice.com
Summary & Next StepsSummary & Next StepsSummary & Next StepsSummary & Next Steps
Recap Recap Recap Recap –––– Session ObjectivesSession ObjectivesSession ObjectivesSession Objectives
• Understand the need for Basic Stats
• Understand different types of variation
• Know the anatomy & main types of
control charts
• Apply control charts correctly
• Calculate capability for continuous data
• Calculate capability for attribute data
ACTION !ACTION !ACTION !ACTION !
• Complete the training feedback
survey in Portal
• Mark portal module as ‘complete’
• Complete knowledge test
ACTION !ACTION !ACTION !ACTION !
Preparation Before Next Webinar Preparation Before Next Webinar Preparation Before Next Webinar Preparation Before Next Webinar
• Download slides from Portal
• Download supporting handouts
from Portal
• Complete any pre-work/pre-reading
ACTION !ACTION !ACTION !ACTION !
For your Project WorkFor your Project WorkFor your Project WorkFor your Project Work
• Discuss how to calculate baseline
capability for your project Y with the
Process Owner
• Plan carefully and work out who else
should be involved in the study