process intensification @ pin nl · sulzer chemtech pin nl meeting | november 10th 2010 | utrecht...
TRANSCRIPT

Sulzer ChemtechPIN NL Meeting | November 10th 2010 | Utrecht
Title: Process Intensification In Real Life
Jeffrey FELIX, | Sulzer Chemtech Ltd. | Process Technology
Process Intensification Network NL | November 10th 2010 | slide 2
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
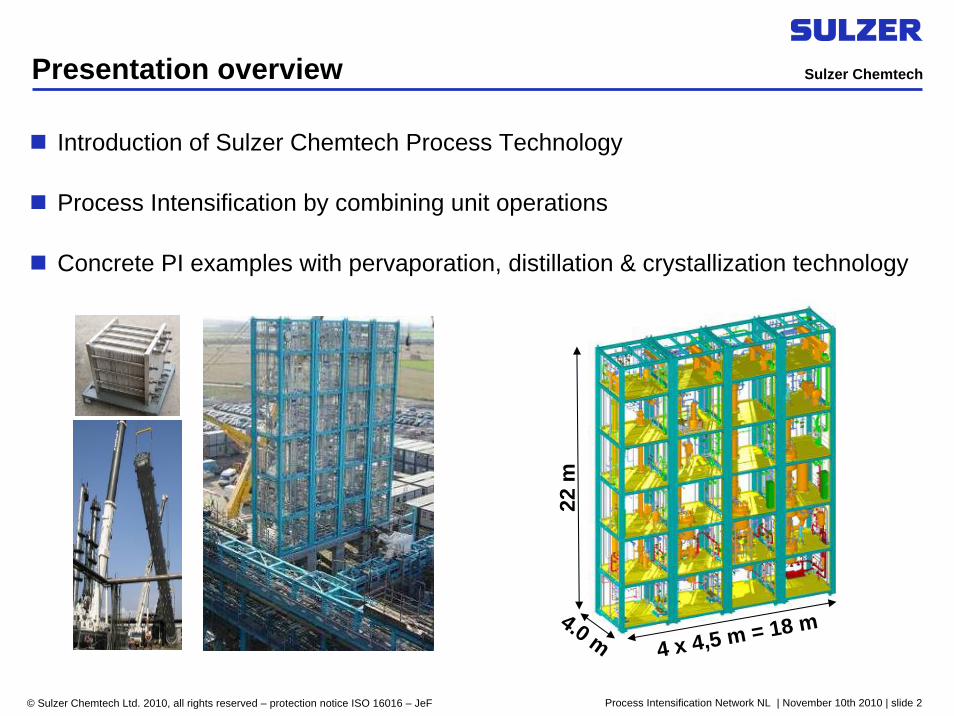
Introduction of Sulzer Chemtech Process Technology
Process Intensification by combining unit operations
Concrete PI examples with pervaporation, distillation & crystallization technology
Presentation overview
4 x 4,5 m = 18 m
22 m
4.0 m
Process Intensification Network NL | November 10th 2010 | slide 3
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
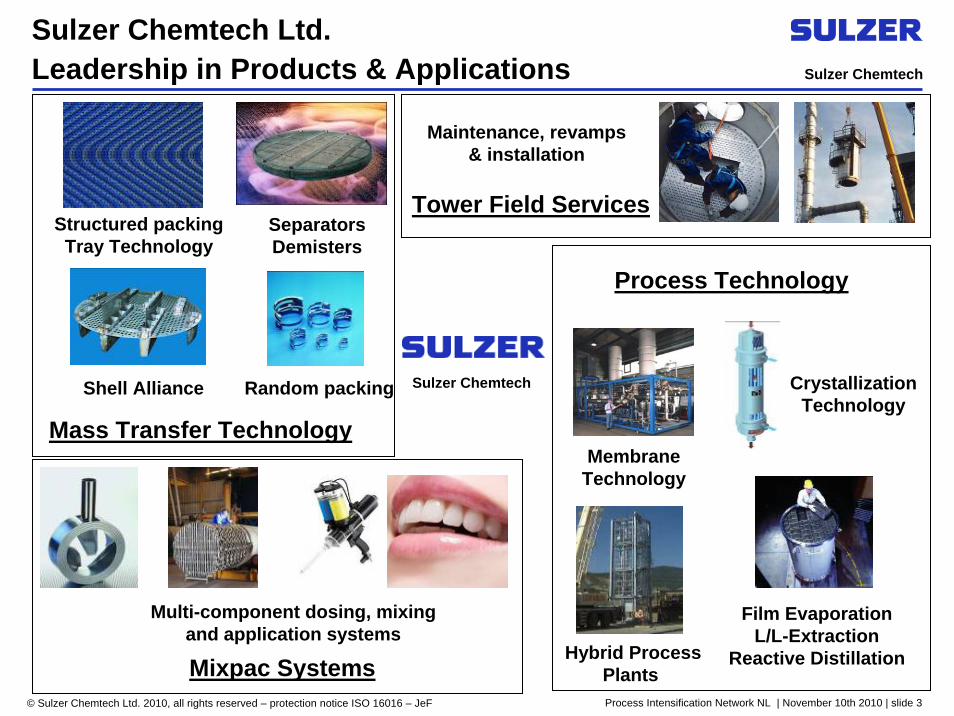
Structured packing Tray Technology
Separators Demisters
Shell Alliance Crystallization Technology
Membrane Technology
Multi-component dosing, mixing and application systems
Random packing
Hybrid Process PlantsMixpac Systems
Process Technology
Mass Transfer Technology
Tower Field Services
Sulzer Chemtech
Maintenance, revamps & installation
Sulzer Chemtech Ltd. Leadership in Products & Applications
Film EvaporationL/L-Extraction
Reactive Distillation
Process Intensification Network NL | November 10th 2010 | slide 4
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
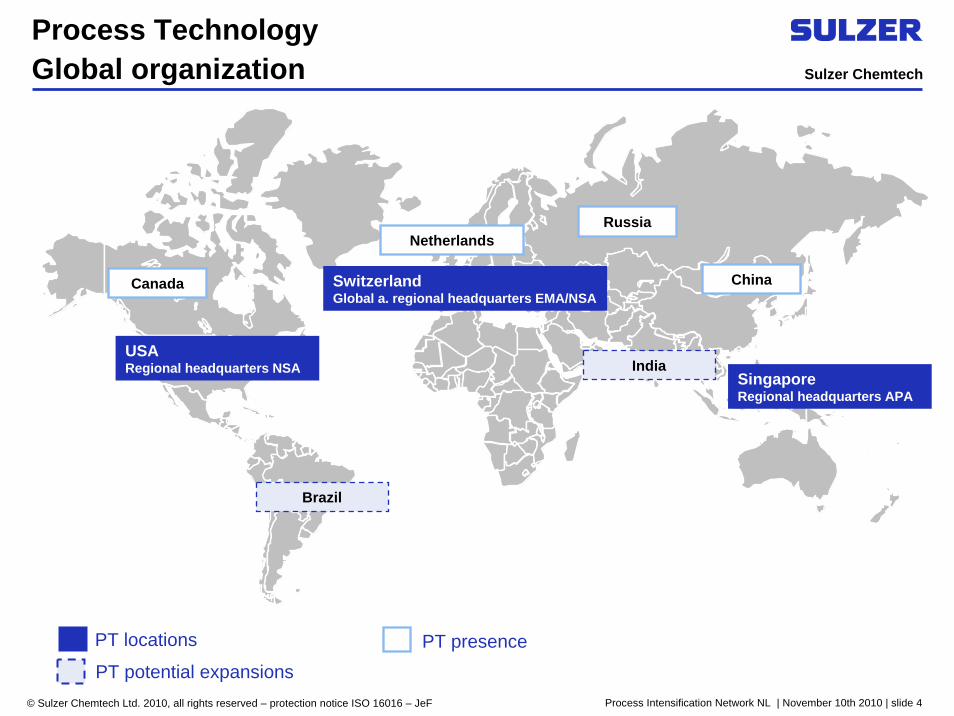
Process TechnologyGlobal organization
PT presencePT potential expansions
PT locations
EMA
ASP
SAM
NAM
Canada
USARegional headquarters NSA
Russia
ChinaSwitzerlandGlobal a. regional headquarters EMA/NSA
Brazil
IndiaSingaporeRegional headquarters APA
Netherlands
Process Intensification Network NL | November 10th 2010 | slide 5
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
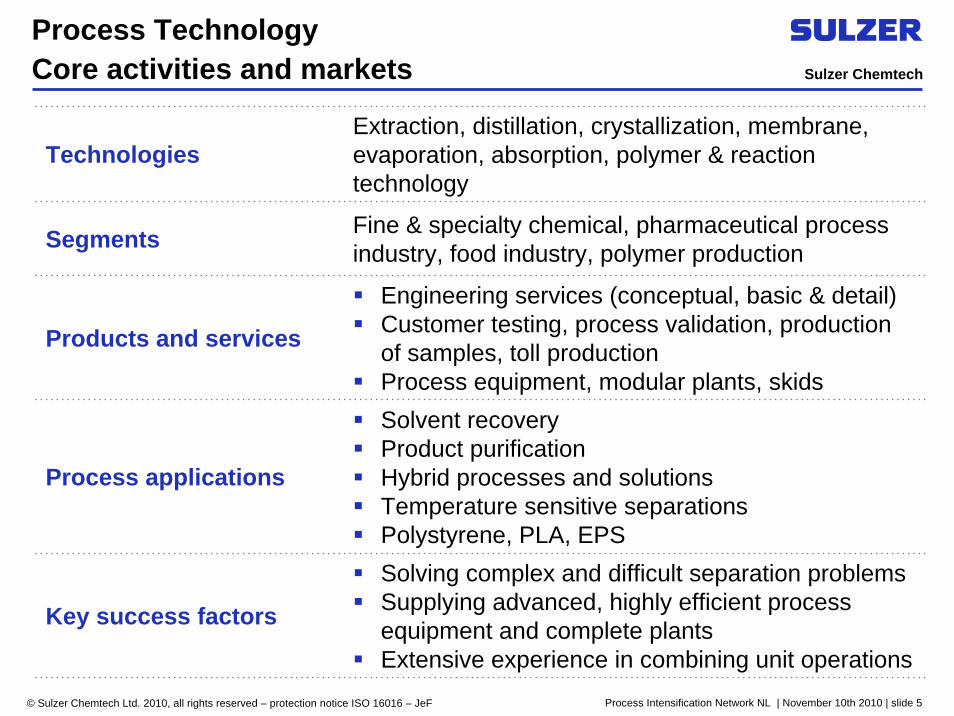
Process Technology Core activities and markets
TechnologiesExtraction, distillation, crystallization, membrane, evaporation, absorption, polymer & reaction technology
Segments Fine & specialty chemical, pharmaceutical process industry, food industry, polymer production
Products and services
Engineering services (conceptual, basic & detail)Customer testing, process validation, production of samples, toll productionProcess equipment, modular plants, skids
Process applications
Solvent recoveryProduct purificationHybrid processes and solutionsTemperature sensitive separationsPolystyrene, PLA, EPS
Key success factors
Solving complex and difficult separation problemsSupplying advanced, highly efficient process equipment and complete plants Extensive experience in combining unit operations
Process Intensification Network NL | November 10th 2010 | slide 6
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Process Technology Unit operations, Products and Equipment
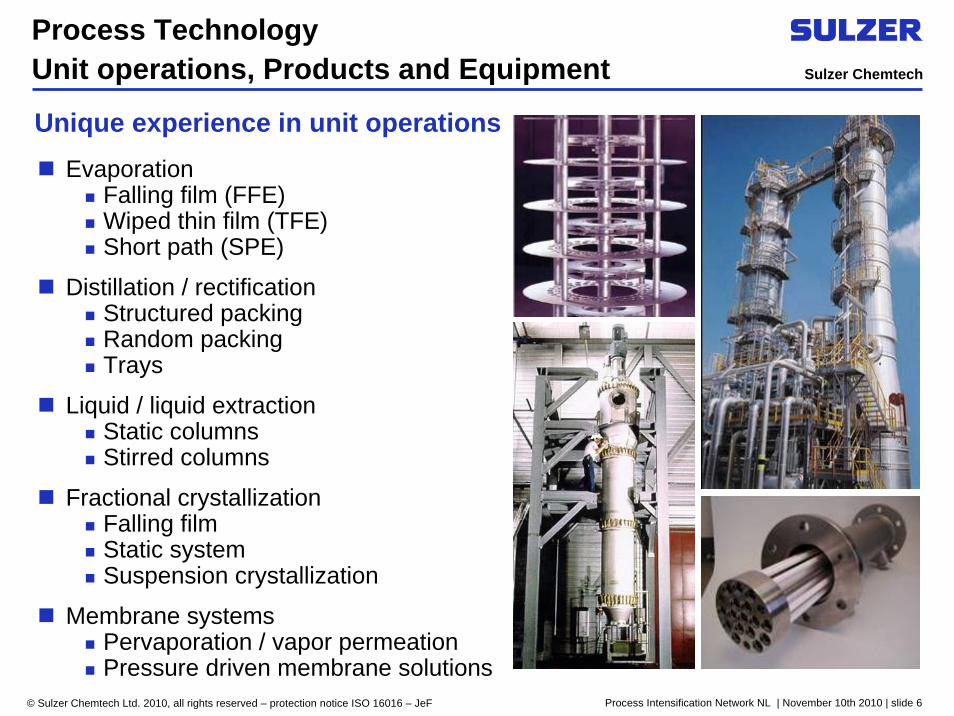
EvaporationFalling film (FFE)Wiped thin film (TFE)Short path (SPE)
Distillation / rectificationStructured packing Random packingTrays
Liquid / liquid extractionStatic columnsStirred columns
Fractional crystallizationFalling filmStatic systemSuspension crystallization
Membrane systemsPervaporation / vapor permeationPressure driven membrane solutions
Unique experience in unit operations

Process Intensification Network NL | November 10th 2010 | slide 7
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Process Technology Development competence
Process Engineering StudiesConceptual design
Process optimizations / debottlenecking
Process synthesis, development and simulation
Test CentreStandard laboratory and pilot equipment for development, pilot and toll processing
Testing and validation of distillation, absorption, crystallization, liquid-liquid extraction, film evaporation and membrane processes as well as reaction, devolatilization and mixing tests for polymeric systems
Process- & Basic EngineeringProcess design, simulation, PFD
P&ID, Basic Engineering
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
Mol Fraction Compound (Liquid)
Mol
Fra
ctio
n C
ompo
und
(Vap
or)
MEK
THF
Acetone
i-Propanol
Ethanol
n-Propanol
AQUEOUS AZEOTROPESAQUEOUS AZEOTROPES
Process Intensification Network NL | November 10th 2010 | slide 8
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
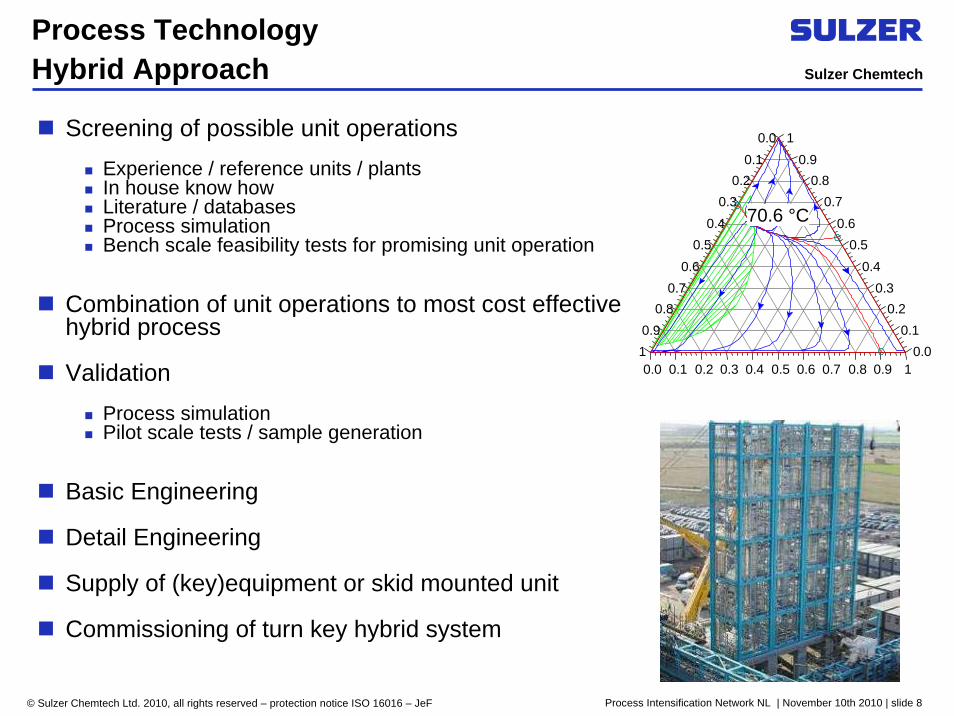
Screening of possible unit operationsExperience / reference units / plantsIn house know howLiterature / databasesProcess simulationBench scale feasibility tests for promising unit operation
Combination of unit operations to most cost effective hybrid process
Validation Process simulationPilot scale tests / sample generation
Basic Engineering
Detail Engineering
Supply of (key)equipment or skid mounted unit
Commissioning of turn key hybrid system
Process Technology Hybrid Approach
0.00.1
0.20.3
0.40.5
0.60.7
0.80.91 0.0
0.10.2
0.30.4
0.50.6
0.70.8
0.91
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
70.6 °C
Process Intensification Network NL | November 10th 2010 | slide 9
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Hybrid Processes Features of specific unit operations
Robust process with high mass transfer rates in liquid and vapor phasePhase separation is rapid and complete
Distillation
Low temperature selective separation @ at mostly ambient pressureHigh throughput @ low energy consumption
Liquid-Liquid-Extraction
Separation at low (melting) temperaturesSeparation of mixtures with close boiling componentsVery high specific purification is possible
Crystallisation
Independent of vapor–liquid equilibriumDirect solvent dehydration of azeotropics and close-boilers without entrainer
Vapour permeation / Pervaporation
No phase transition leads to low energy demandSeparation based on molecule size
Pressure driven membrane (UF/NF/RO)
Process Intensification Network NL | November 10th 2010 | slide 10
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
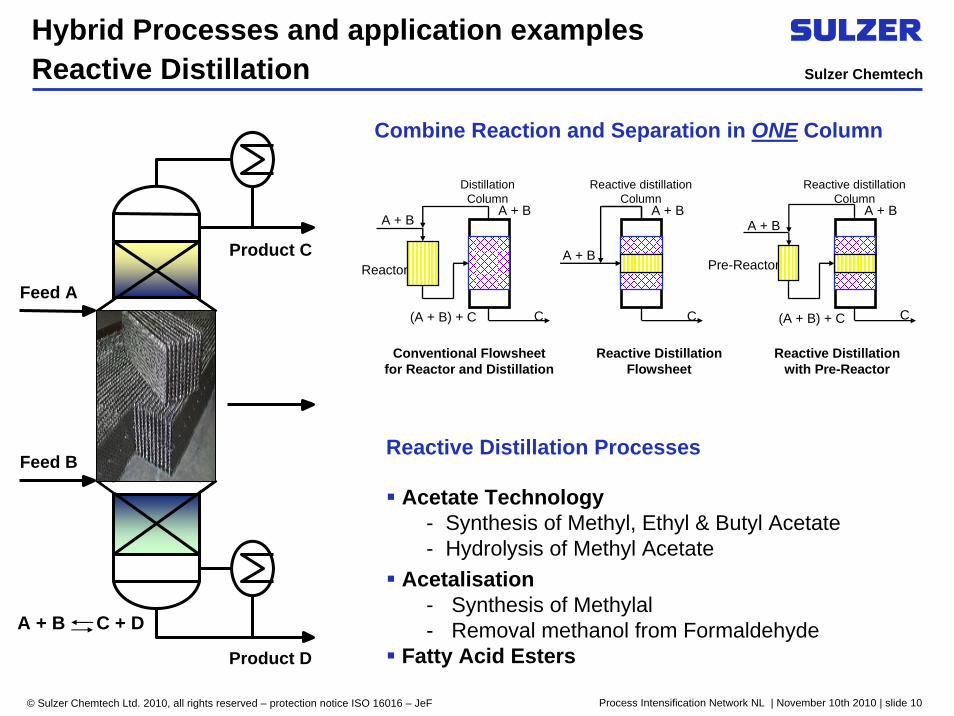
Reactive Distillation Processes
Acetate Technology- Synthesis of Methyl, Ethyl & Butyl Acetate- Hydrolysis of Methyl Acetate
Acetalisation- Synthesis of Methylal- Removal methanol from Formaldehyde
Fatty Acid Esters
Feed A
Feed B
Product C
Product D
A + B C + D
Reactor
A + BA + B
(A + B) + C
Conventional Flowsheetfor Reactor and Distillation
DistillationColumn
Reactive Distillation with Pre-Reactor
Reactive distillationColumn
A + B
A + B
C
Reactive DistillationFlowsheet
Reactive distillationColumn
C
Pre-Reactor
A + BA + B
(A + B) + C C
Combine Reaction and Separation in ONE Column
Hybrid Processes and application examplesReactive Distillation
Process Intensification Network NL | November 10th 2010 | slide 11
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
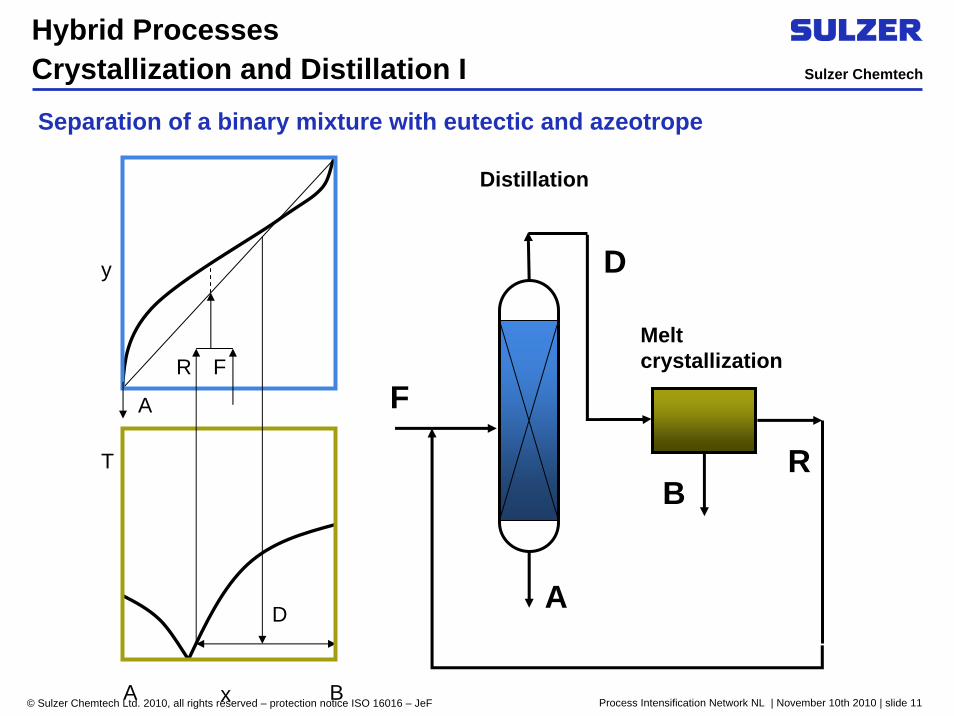
F
Meltcrystallization
D
B
A
Distillation
A B
T
y
x
R F
D
A
R
Hybrid Processes Crystallization and Distillation ISeparation of a binary mixture with eutectic and azeotrope
Process Intensification Network NL | November 10th 2010 | slide 12
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
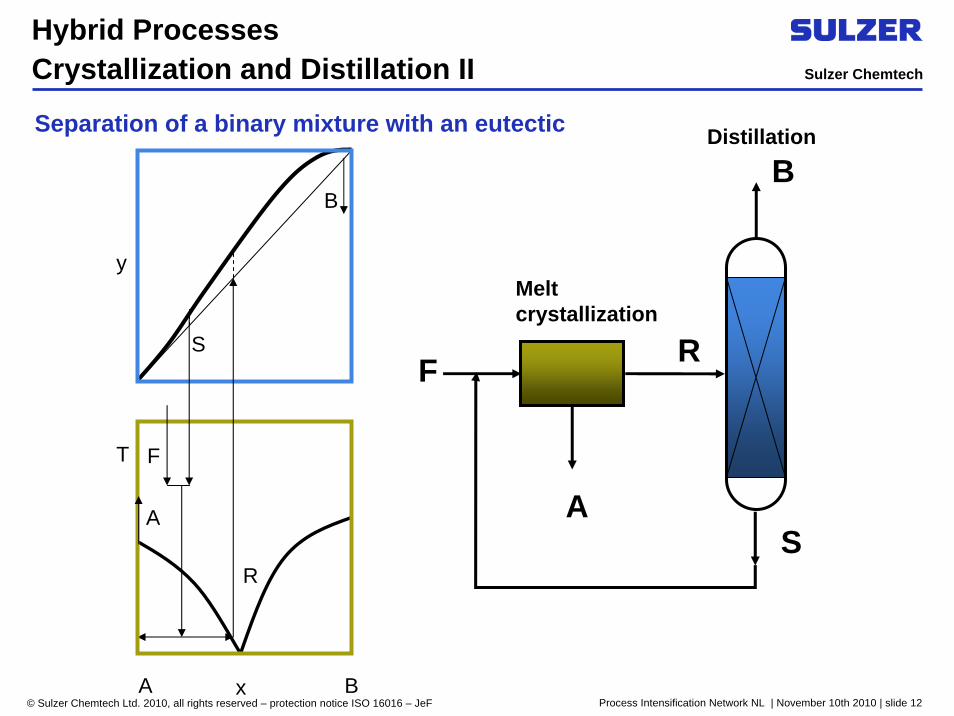
Separation of a binary mixture with an eutectic
F
Meltcrystallization
Distillation
B
AS
A B
T
y
x
R
F
B
RS
A
Hybrid Processes Crystallization and Distillation II
Process Intensification Network NL | November 10th 2010 | slide 13
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Hybrid Application ExamplesCrystallization and Distillation
KEY APPLICATIONS
(ultra) high purities
color / odor removal
isomer separation
APPLICATION EXAMPLES
Dichlorobenzene Isomer Separation
Nitrochlorobenzene Isomer Separation
Nitrotoluene Isomer Separation
Chlorotoluene Isomer Separation
Meta-Xylene Purification with Ethylbenzene as byproduct
MDI Isomer Separation and Purification
Bisphenol A Purification
Caprolactam Purification
DMT Purification
Trioxane
Monochloroacetic Acid
High Purity Benzoic Acid
Glacial Acrylic Acid
Glacial Lactide
Naphthalene Purification
Para-tert. ButylphenolPurification
Anthracene/CarbazoleSeparation and Purification
Process Intensification Network NL | November 10th 2010 | slide 14
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
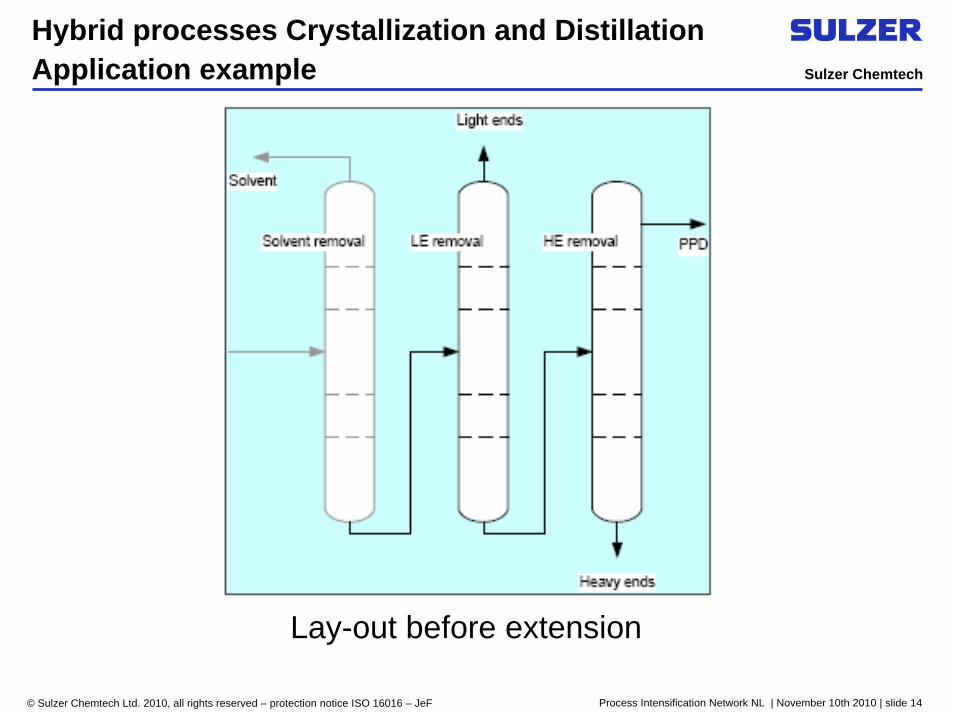
Lay-out before extension
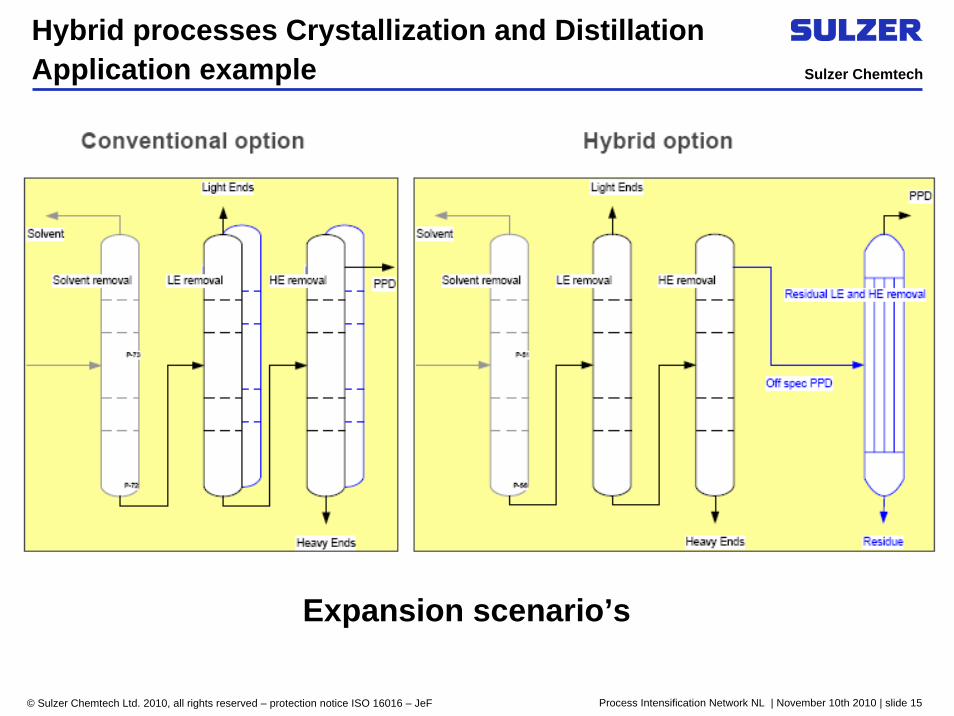
Hybrid processes Crystallization and Distillation Application example
Process Intensification Network NL | November 10th 2010 | slide 15
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Expansion scenario’s
Hybrid processes Crystallization and Distillation Application example
Process Intensification Network NL | November 10th 2010 | slide 16
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
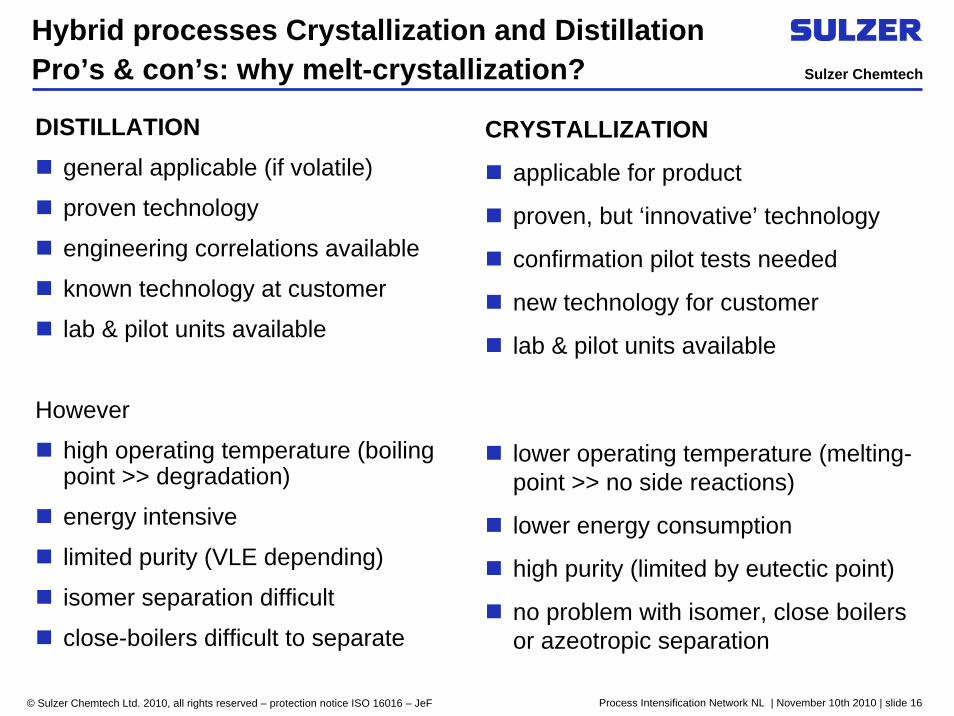
DISTILLATIONgeneral applicable (if volatile)
proven technology
engineering correlations available
known technology at customer
lab & pilot units available
However
high operating temperature (boiling point >> degradation)
energy intensive
limited purity (VLE depending)
isomer separation difficult
close-boilers difficult to separate
CRYSTALLIZATION
applicable for product
proven, but ‘innovative’ technology
confirmation pilot tests needed
new technology for customer
lab & pilot units available
lower operating temperature (melting-point >> no side reactions)
lower energy consumption
high purity (limited by eutectic point)
no problem with isomer, close boilers or azeotropic separation
Hybrid processes Crystallization and Distillation Pro’s & con’s: why melt-crystallization?
Process Intensification Network NL | November 10th 2010 | slide 17
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Summary:
Yield for crystallization of impure mixtures is poor due to phase diagram limitation of the product system
Crystallization from impure mixtures requires multistage operation that leads to larger equipment and higher energy demand
Distillation can, at relatively low energy demand, separate the bulk of impurities easily
Combining the strong points leads to an ideal basis for a hybrid solution and a lower investment @ lower energy consumption
RESULT : HYBRID OPTION CHOSEN AND INSTALLED
Hybrid processes Crystallization and Distillation Application example
Process Intensification Network NL | November 10th 2010 | slide 18
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
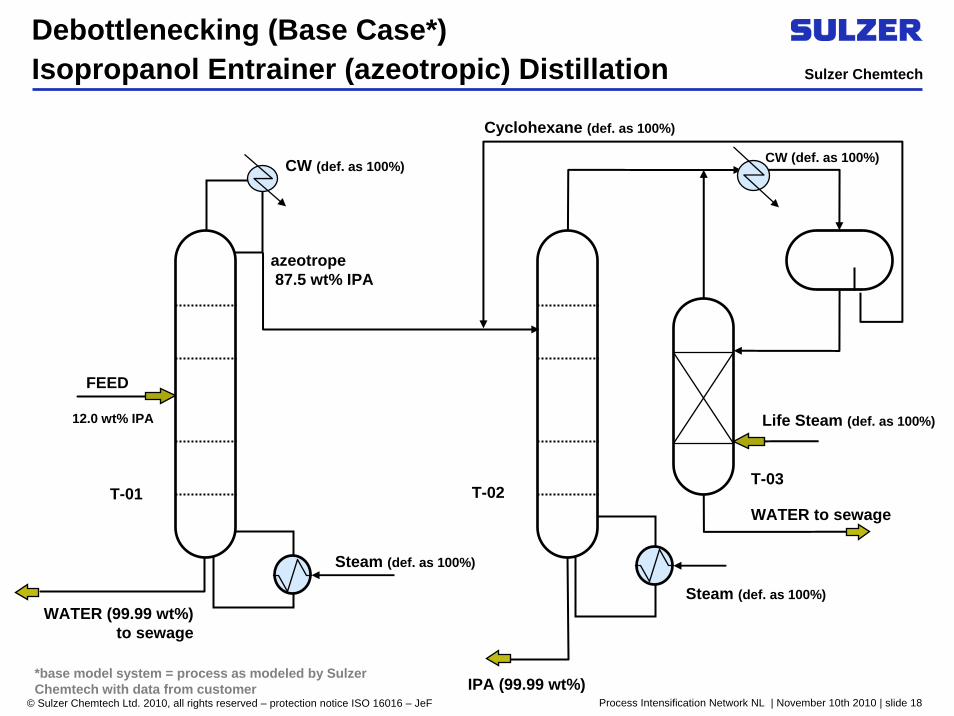
Debottlenecking (Base Case*) Isopropanol Entrainer (azeotropic) Distillation
IPA (99.99 wt%)
T-01 T-02
WATER (99.99 wt%)to sewage
FEED
WATER to sewage
Life Steam (def. as 100%)
Steam (def. as 100%)
Steam (def. as 100%)
Cyclohexane (def. as 100%)
*base model system = process as modeled by Sulzer Chemtech with data from customer
azeotrope87.5 wt% IPA
12.0 wt% IPA
CW (def. as 100%) CW (def. as 100%)
T-03
Process Intensification Network NL | November 10th 2010 | slide 19
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
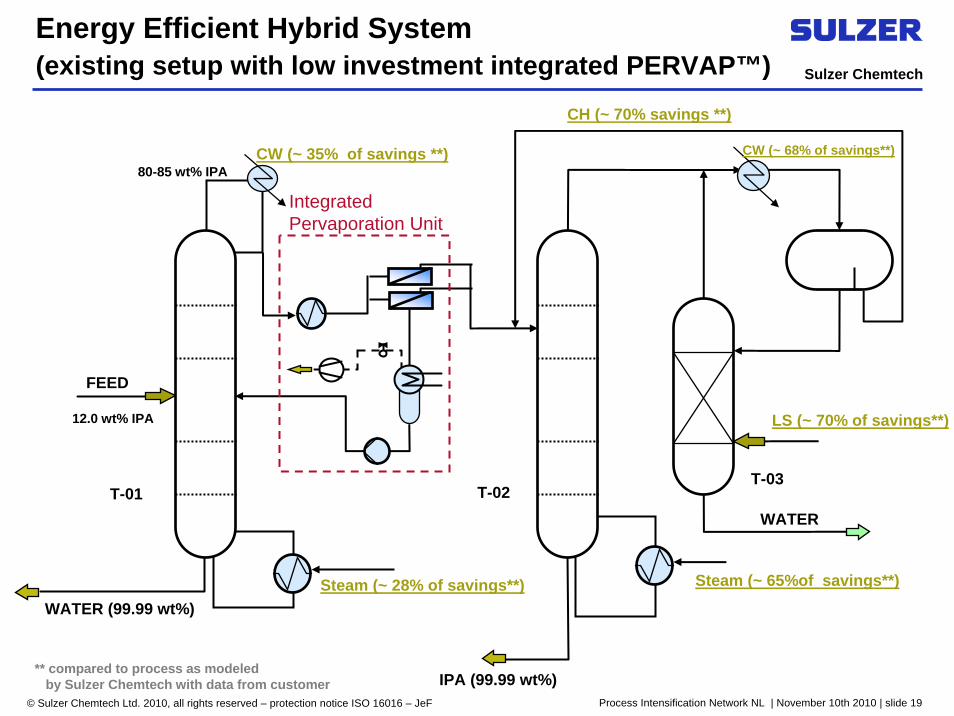
Energy Efficient Hybrid System (existing setup with low investment integrated PERVAP™)
IPA (99.99 wt%)
T-02
WATER (99.99 wt%)
FEED
WATER
LS (~ 70% of savings**)
Steam (~ 28% of savings**) Steam (~ 65%of savings**)
IntegratedPervaporation Unit
CH (~ 70% savings **)
** compared to process as modeledby Sulzer Chemtech with data from customer
80-85 wt% IPACW (~ 35% of savings **) CW (~ 68% of savings**)
T-01T-03
12.0 wt% IPA
Process Intensification Network NL | November 10th 2010 | slide 20
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
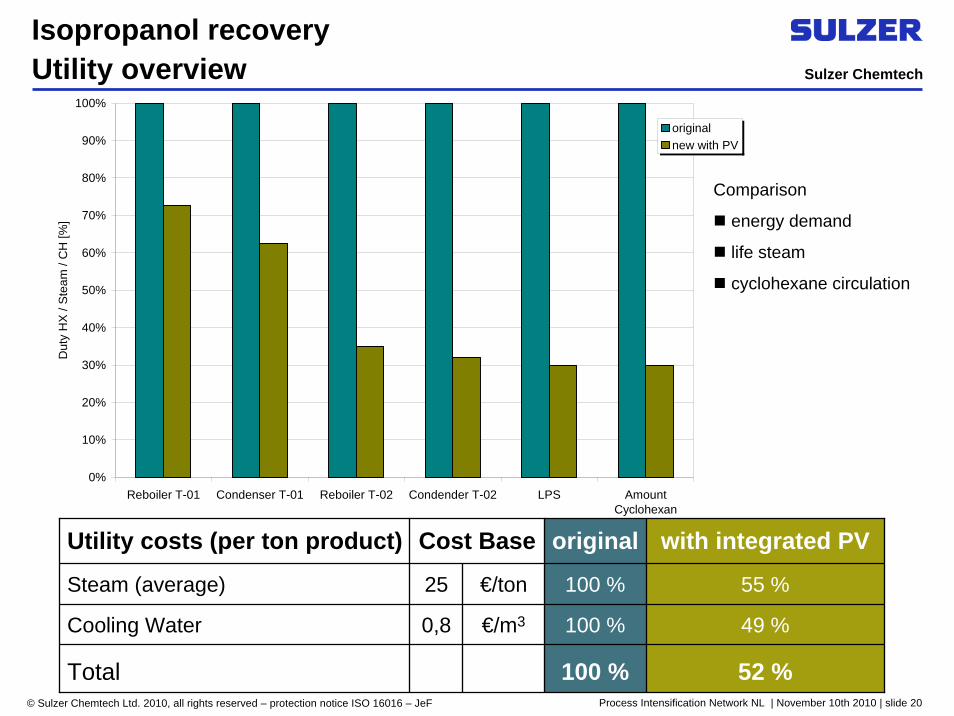
Isopropanol recoveryUtility overview
Utility costs (per ton product) Cost Base original with integrated PV
Steam (average) 25 €/ton 100 % 55 %
Cooling Water 0,8 €/m3 100 % 49 %
Total 100 % 52 %
Comparison
energy demand
life steam
cyclohexane circulation
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Reboiler T-01 Condenser T-01 Reboiler T-02 Condender T-02 LPS AmountCyclohexan
Dut
y H
X /
Ste
am /
CH
[%]
originalnew with PV
Process Intensification Network NL | November 10th 2010 | slide 21
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Entrainer volume can be reduced by more than 60 %
Capacity increase up to 35 % possible
Energy savings of 120 € per ton/hr of product:
Annual operation costs PV: ~200’000 Euro/yr
Simple payback for investment of complete pervaporation system: 2 – 3 years including site engineering, civil engineering & works and pervaporation skid
Isopropanol recoverySummary
Process Intensification Network NL | November 10th 2010 | slide 22
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
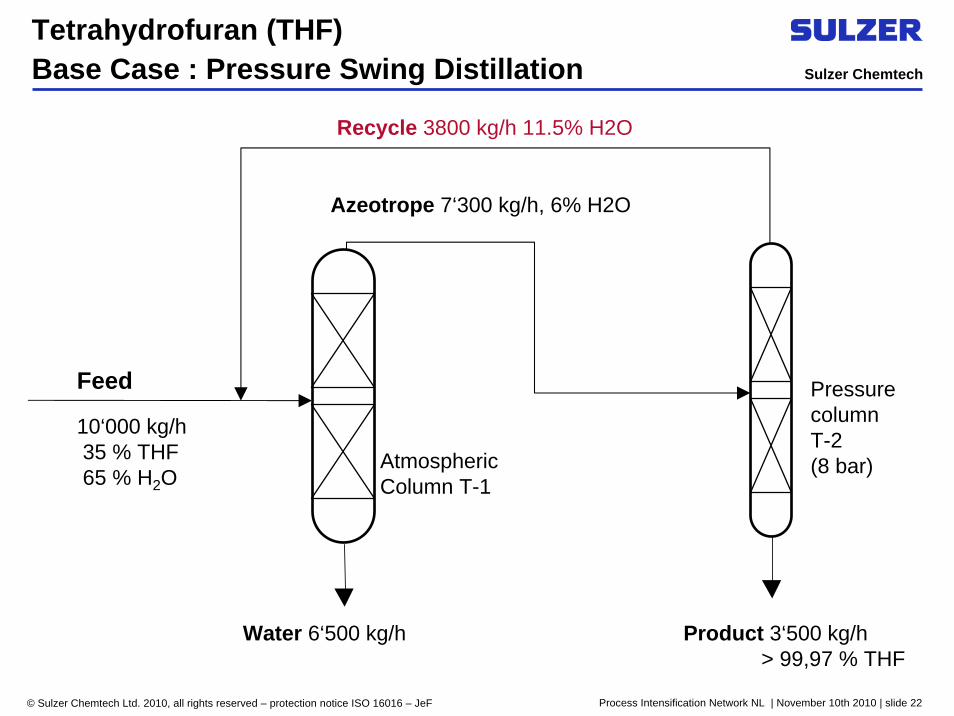
AtmosphericColumn T-1
Recycle 3800 kg/h 11.5% H2O
Water 6‘500 kg/h
PressurecolumnT-2(8 bar)
Product 3‘500 kg/h> 99,97 % THF
Feed
10‘000 kg/h35 % THF65 % H2O
Azeotrope 7‘300 kg/h, 6% H2O
Tetrahydrofuran (THF)Base Case : Pressure Swing Distillation
Process Intensification Network NL | November 10th 2010 | slide 23
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
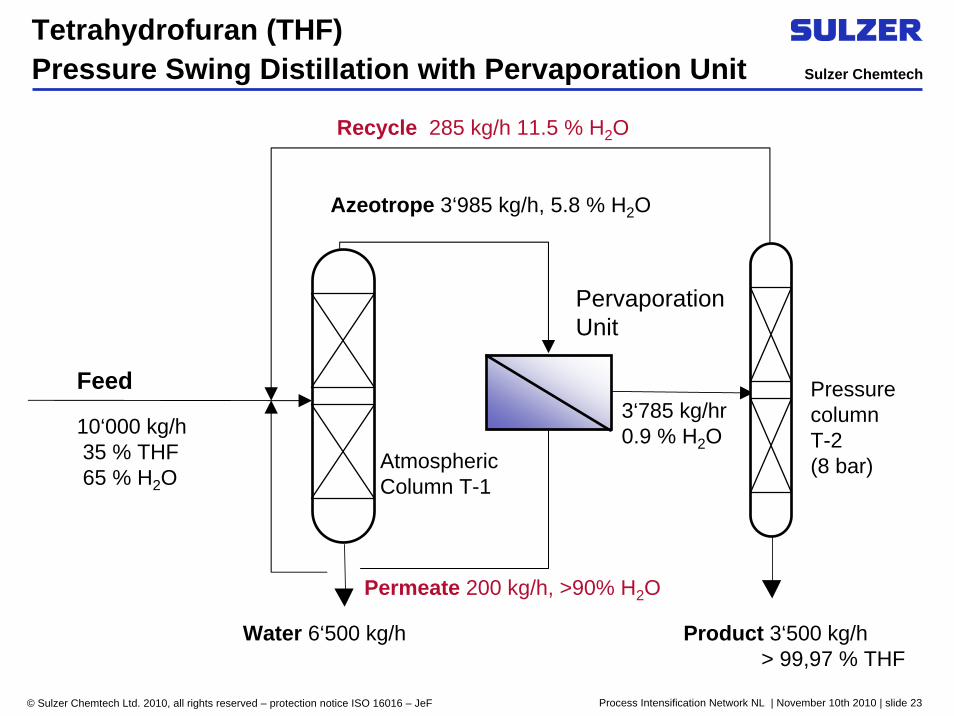
Tetrahydrofuran (THF)Pressure Swing Distillation with Pervaporation Unit
AtmosphericColumn T-1
3‘785 kg/hr0.9 % H2O
Recycle 285 kg/h 11.5 % H2O
Water 6‘500 kg/h
PressurecolumnT-2(8 bar)
Product 3‘500 kg/h> 99,97 % THF
PervaporationUnit
Azeotrope 3‘985 kg/h, 5.8 % H2O
Feed
10‘000 kg/h35 % THF65 % H2O
Permeate 200 kg/h, >90% H2O
Process Intensification Network NL | November 10th 2010 | slide 24
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
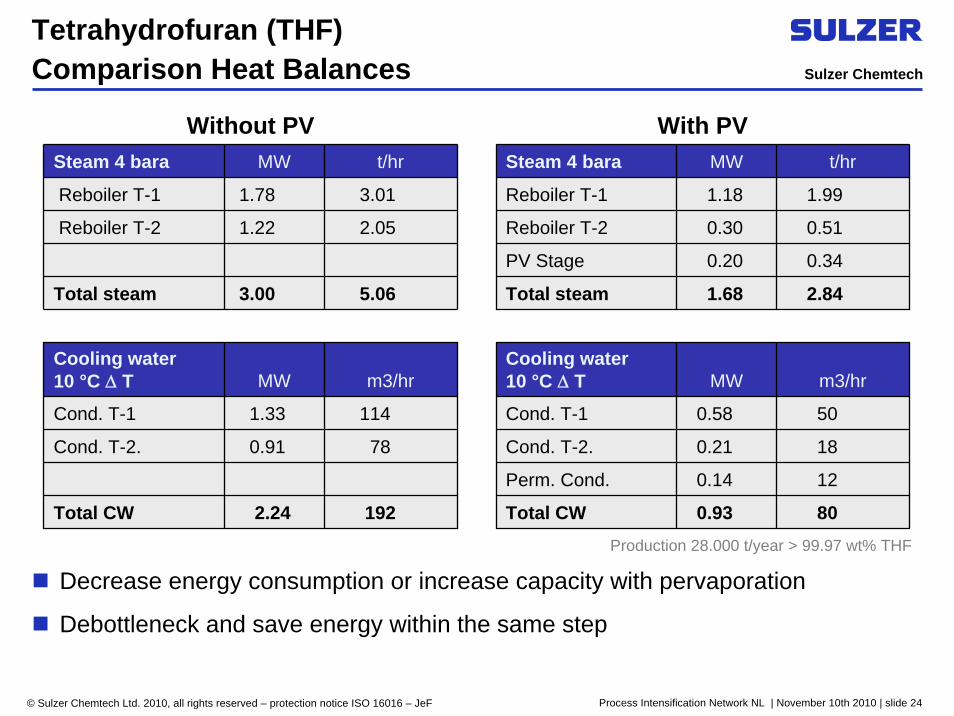
Tetrahydrofuran (THF)Comparison Heat Balances
Decrease energy consumption or increase capacity with pervaporation
Debottleneck and save energy within the same step
Without PV With PVSteam 4 bara MW t/hr Steam 4 bara MW t/hr
Reboiler T-1 1.78 3.01 Reboiler T-1 1.18 1.99
Reboiler T-2 1.22 2.05 Reboiler T-2 0.30 0.51
PV Stage 0.20 0.34
Total steam 3.00 5.06 Total steam 1.68 2.84
Cooling water 10 °C Δ T MW m3/hr
Cooling water 10 °C Δ T MW m3/hr
Cond. T-1 1.33 114 Cond. T-1 0.58 50
Cond. T-2. 0.91 78 Cond. T-2. 0.21 18
Perm. Cond. 0.14 12
Total CW 2.24 192 Total CW 0.93 80 Production 28.000 t/year > 99.97 wt% THF

Process Intensification Network NL | November 10th 2010 | slide 25
Sulzer Chemtech
© Sulzer Chemtech Ltd. 2010, all rights reserved – protection notice ISO 16016 – JeF
Thank you for your attention ! Questions ?
Sulzer Chemtech Ltd. Process Technology
Gewerbestr. 284123 Allschwil (Basel), Switzerland
Jeffrey FELIXPhone +31 651 844 [email protected]
www.sulzer.com
Process Intensification by providing superior and competitive hybrid
separation technology solutions with guaranteed performance