process operability class materials operation during transitions copyright © thomas marlin 2013 the...
TRANSCRIPT
Process Operability Class MaterialsOperation during Transitions
Copyright © Thomas Marlin 2013The copyright holder provides a royalty-free license for use of this material at non-profit
educational institutions
FC1
LC1
FC
1
TC
1
TC
2
T
10
T
12
T
11
T
13
fuel
LC
1
L2
LAHLAL
F
4
Basic flowsheet Design with Operability
OPERATION DURING TRANSITIONS
We will learn about operation during transitions
Transitions involve planned transient behavior between different initial and final conditions.
Continuous processes
• Startup and shutdown• Regeneration• Blocked operation • Load following
Batch Processes
• No steady-state operation
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis

OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Special equipment and procedures are required for starting and stopping process operations.
• These are when most accidents and serious hazards occur - be very thorough in planning and training
• Need to load material during startup and drain material for shutdown.
• Need to heat and/or cool to approach normal process conditions or return to ambient.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
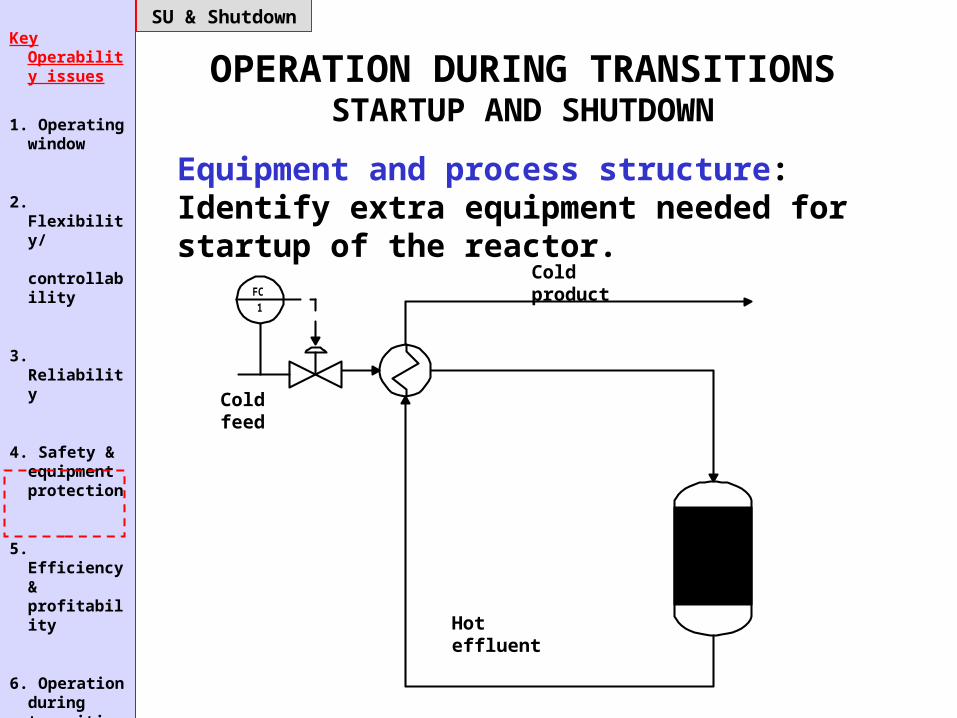
Equipment and process structure: Identify extra equipment needed for startup of the reactor.
FC
1
Cold feed
Hot effluent
Cold product
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
FC
1
Cold feed
Hot effluent
Cold product
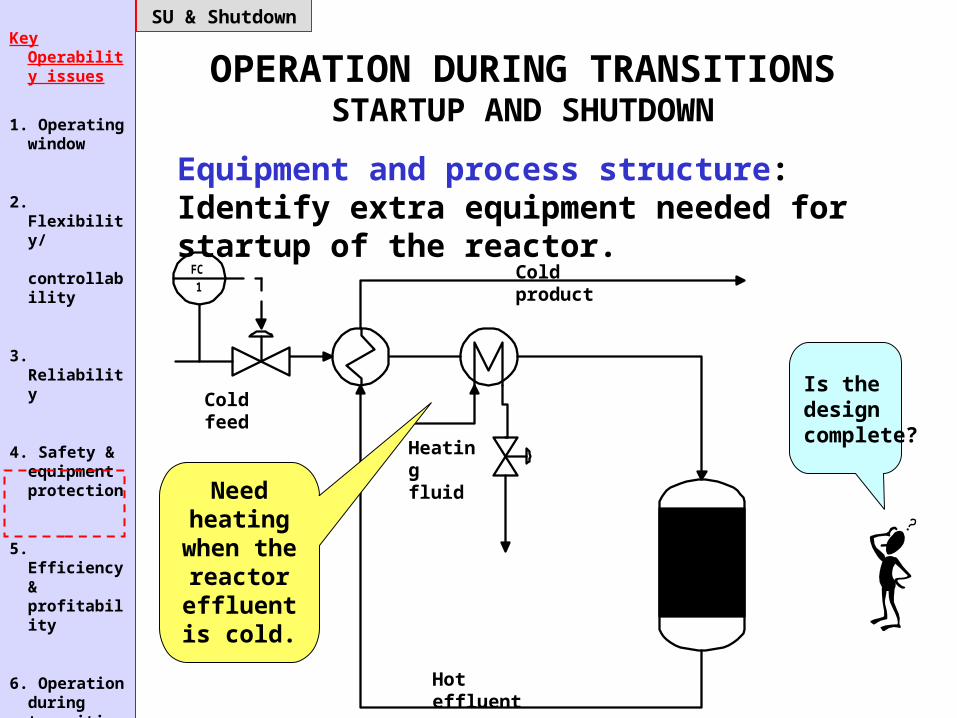
Is the designcomplete?
Heating fluid
Equipment and process structure: Identify extra equipment needed for startup of the reactor.
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Need heating
when the reactor
effluent is cold.
SU & Shutdown
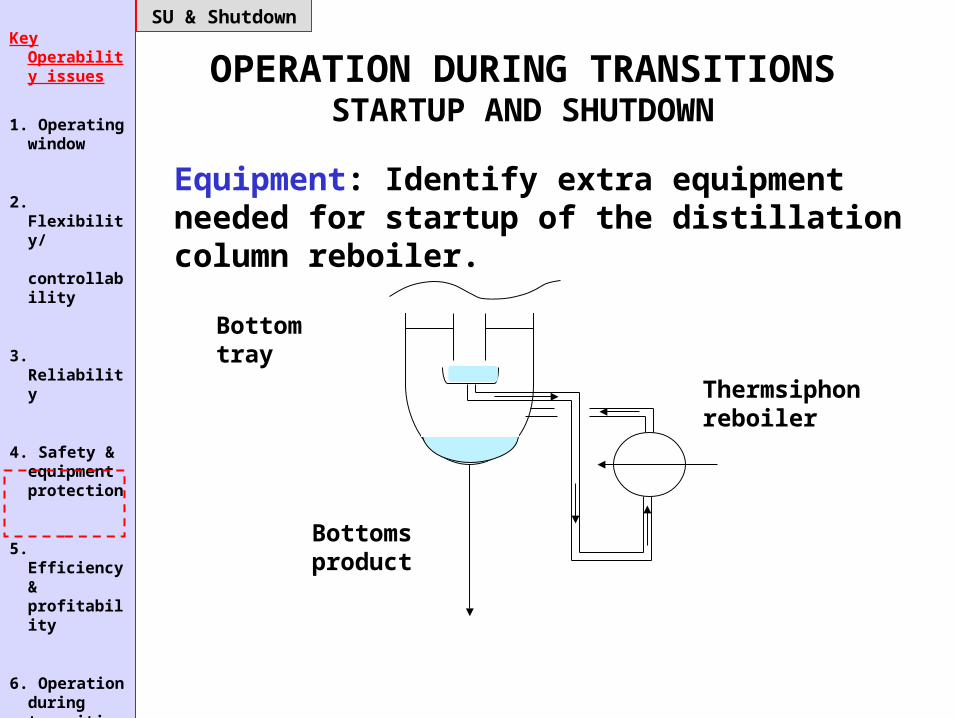
Equipment: Identify extra equipment needed for startup of the distillation column reboiler.
Bottom tray
Bottoms product
Thermsiphon reboiler
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
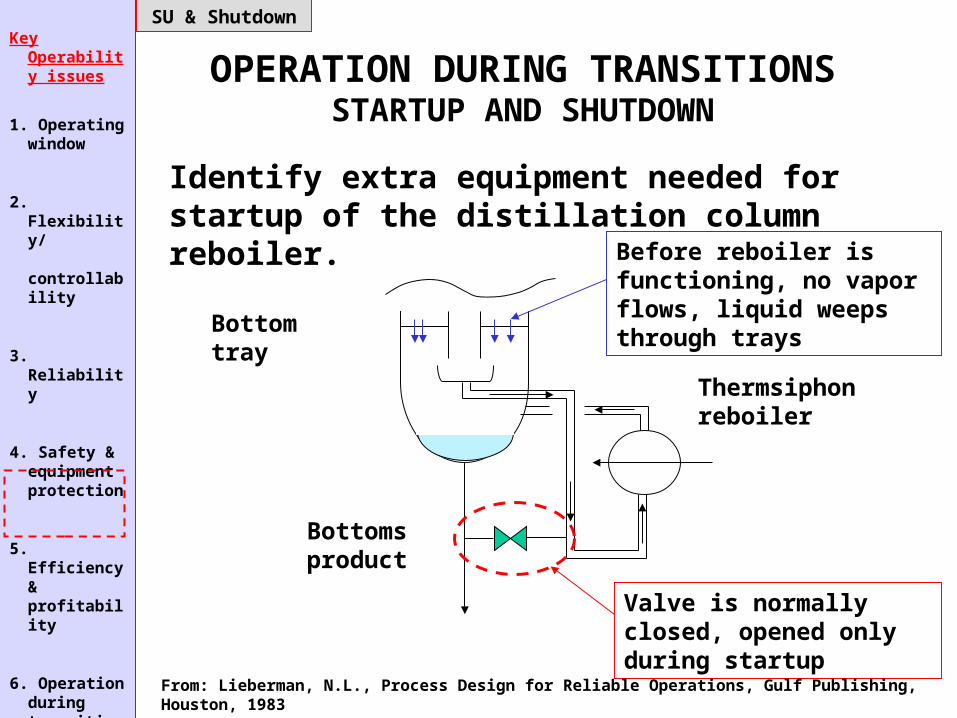
Identify extra equipment needed for startup of the distillation column reboiler.
Bottom tray
Bottoms product
Thermsiphon reboiler
Valve is normally closed, opened only during startup
Before reboiler is functioning, no vapor flows, liquid weeps through trays
From: Lieberman, N.L., Process Design for Reliable Operations, Gulf Publishing, Houston, 1983
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown

Process flow: Occasionally, equipment must be shutdown for preventative maintenance and modifications. What is needed?
Unit A
Unit B
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown

Process flow: Occasionally, equipment must be shutdown for preventative maintenance and modifications. What is needed?
Unit A
Unit B
• Cooling
• Storage
• Pumping
• Heating
Discuss advantages and disadvantages. How big is the tank?
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
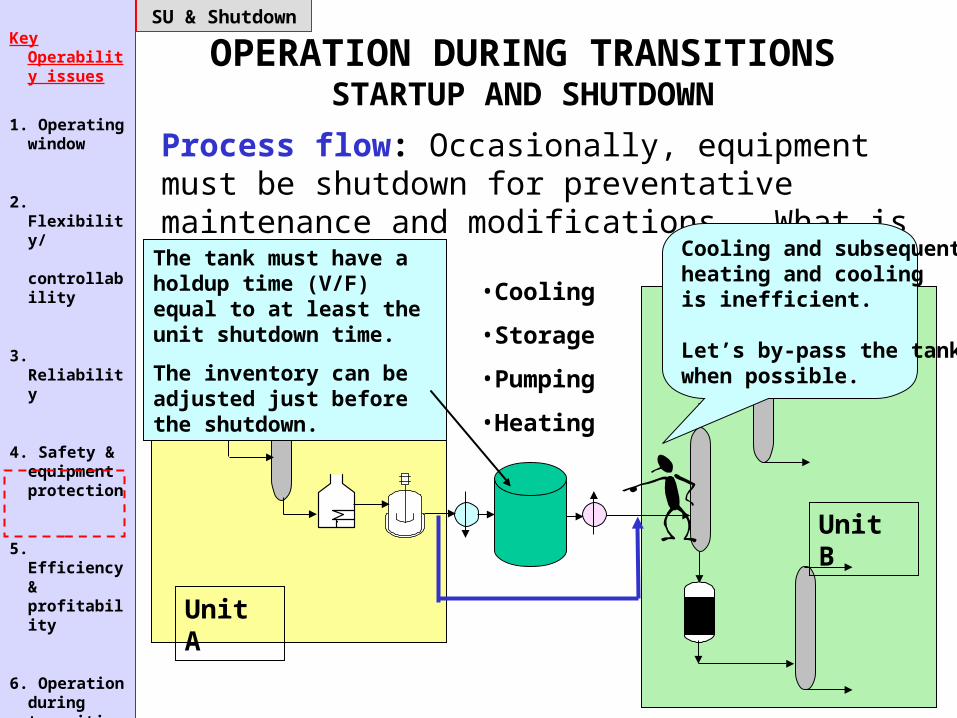
Process flow: Occasionally, equipment must be shutdown for preventative maintenance and modifications. What is needed?
Unit A
Unit B
• Cooling
• Storage
• Pumping
• Heating
Cooling and subsequentheating and coolingis inefficient.
Let’s by-pass the tankwhen possible.
The tank must have a holdup time (V/F) equal to at least the unit shutdown time.
The inventory can be adjusted just before the shutdown.
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
INDUSTRIAL PRACTICE
• The first step is to prepare a detailed startup (shutdown) procedure.
• Then, we check the availability of the appropriate equipment to perform the procedure
• This is very detailed work and requires considerable experience in plant operation and plant equipment
(Talk with operators and shift supervisors.)
OPERATION DURING TRANSITIONSSTARTUP AND SHUTDOWN
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
SU & Shutdown
OPERATION DURING TRANSITIONSREGENERATION
Catalyst, adsorbents, fouled surfaces and some other equipment require periodic regeneration. This can involve different materials flowing through the process and even in opposite directions. The switching period varies from hours to months.
Example of regeneration include the following.
• Catalyst that loses activity
• Adsorbent that has active sites filled
• Equipment that has surface coated due to coke (reactor) or polymer (e.g. reboiler)
• Filtration that must be backflushed
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration

OPERATION DURING TRANSITIONSREGENERATION
Regeneration involves different operating conditions that can challenge equipment or be hazardous
• Different feeds
• Exothermic reactions
• Different operating conditions
• Different downstream processing
• Hazards, such as introducing oxygen into an environment that normally contains hydrocarbons
• Special transition issues can involve corrosion, contamination, hygiene, toxicology, etc.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
OPERATION DURING TRANSITIONSREGENERATION
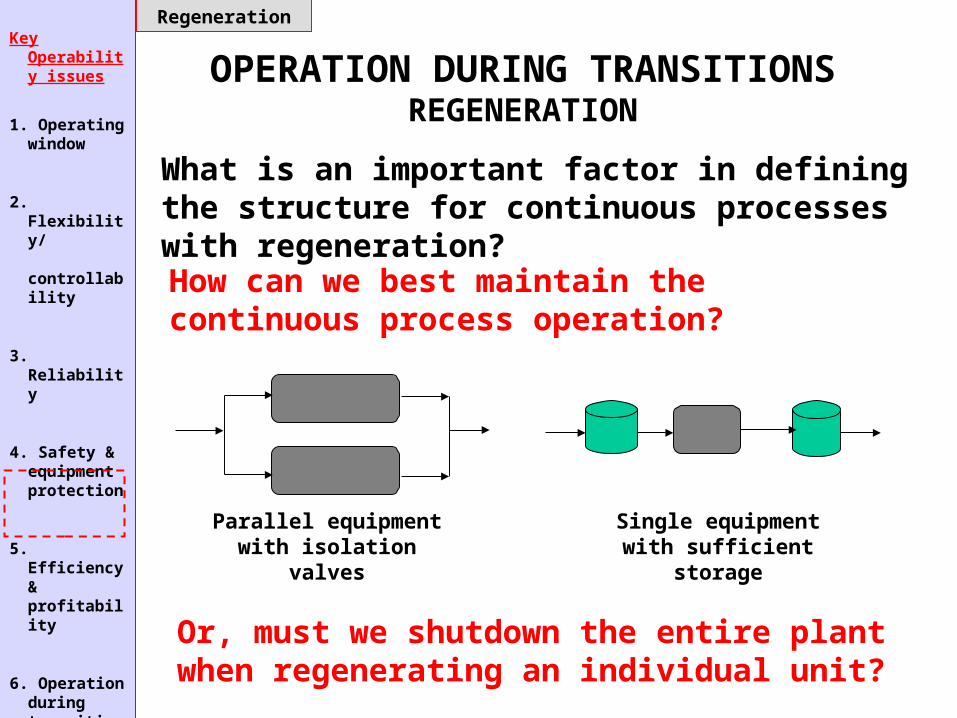
What is an important factor in defining the structure for continuous processes with regeneration?
How can we best maintain the continuous process operation?
Parallel equipment with isolation valves
Single equipment with sufficient storage
Or, must we shutdown the entire plant when regenerating an individual unit?
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
C5+
C2H6
C2H4
C3H6
C4H10
Ethane
Propane
Gas oil
Feed stocks Fired heaters Separation system
OPERATION DURING TRANSITIONSREGENERATION
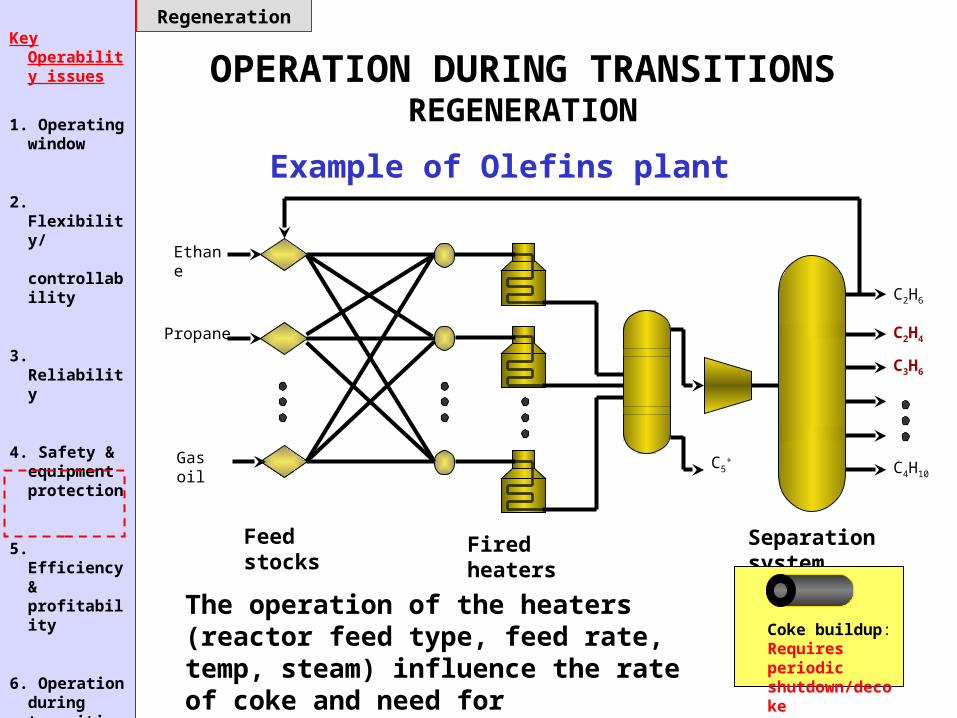
Example of Olefins plant
Coke buildup: Requires periodic shutdown/decoke
The operation of the heaters (reactor feed type, feed rate, temp, steam) influence the rate of coke and need for regeneration.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
C5+
C2H6
C2H4
C3H6
C4H10
Ethane
Propane
Gas oil
Feed stocks Fired heaters Separation system
OPERATION DURING TRANSITIONSREGENERATION
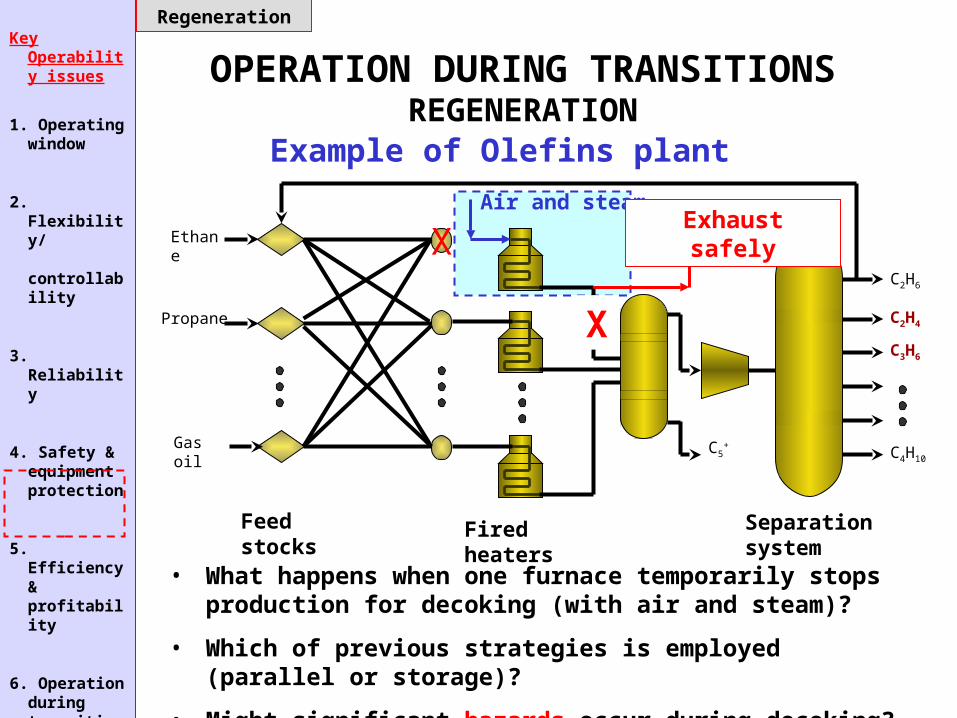
Example of Olefins plant
• What happens when one furnace temporarily stops production for decoking (with air and steam)?
• Which of previous strategies is employed (parallel or storage)?
• Might significant hazards occur during decoking?
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
XAir and steam
Regeneration
X
Exhaust safely
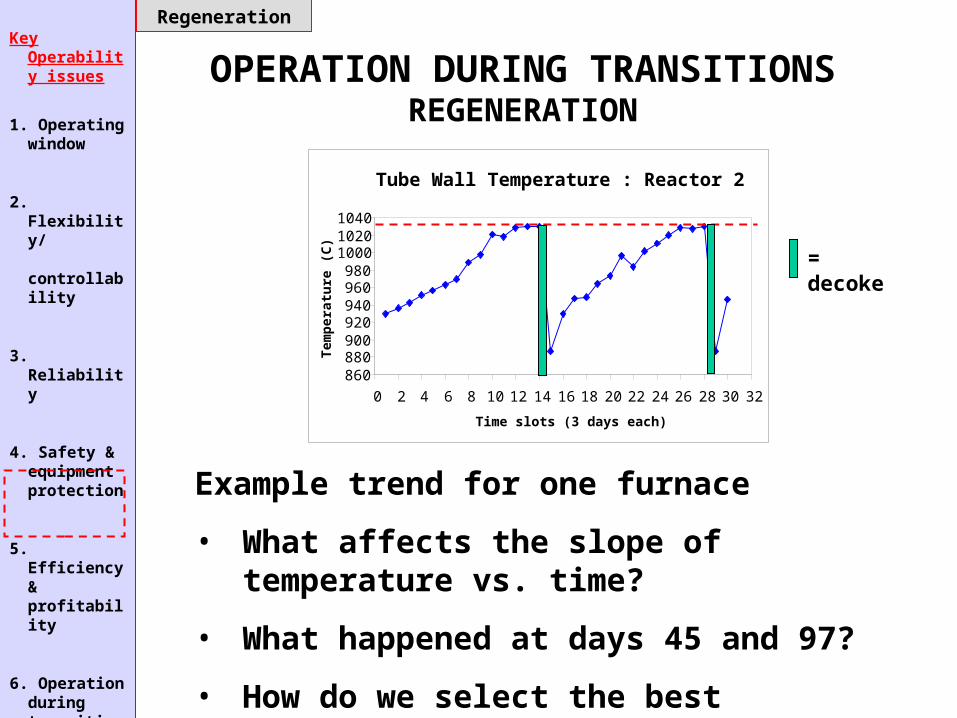
Tube Wall Temperature : Reactor 2
860880900920940960980
100010201040
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
Time slots (3 days each)
Tem
per
atu
re (
C)
OPERATION DURING TRANSITIONSREGENERATION
Example trend for one furnace
• What affects the slope of temperature vs. time?
• What happened at days 45 and 97?
• How do we select the best operations?
= decoke
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
OPERATION DURING TRANSITIONSREGENERATION
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
TC
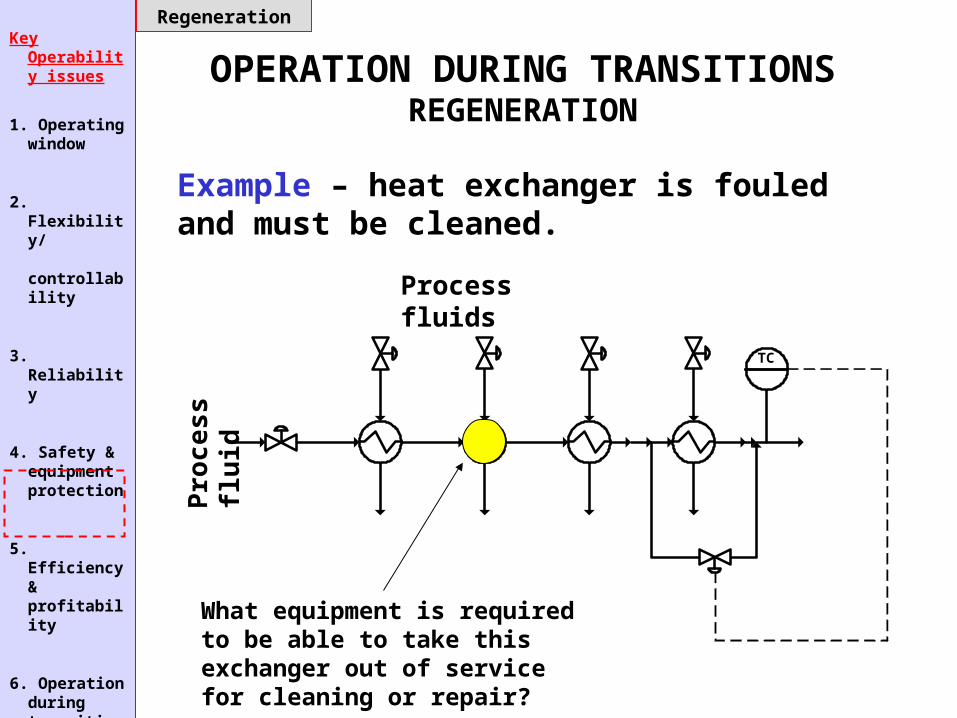
Example – heat exchanger is fouled and must be cleaned.
Process fluids
Pro
cess
flu
id
What equipment is required to be able to take this exchanger out of service for cleaning or repair?
OPERATION DURING TRANSITIONSREGENERATION
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Regeneration
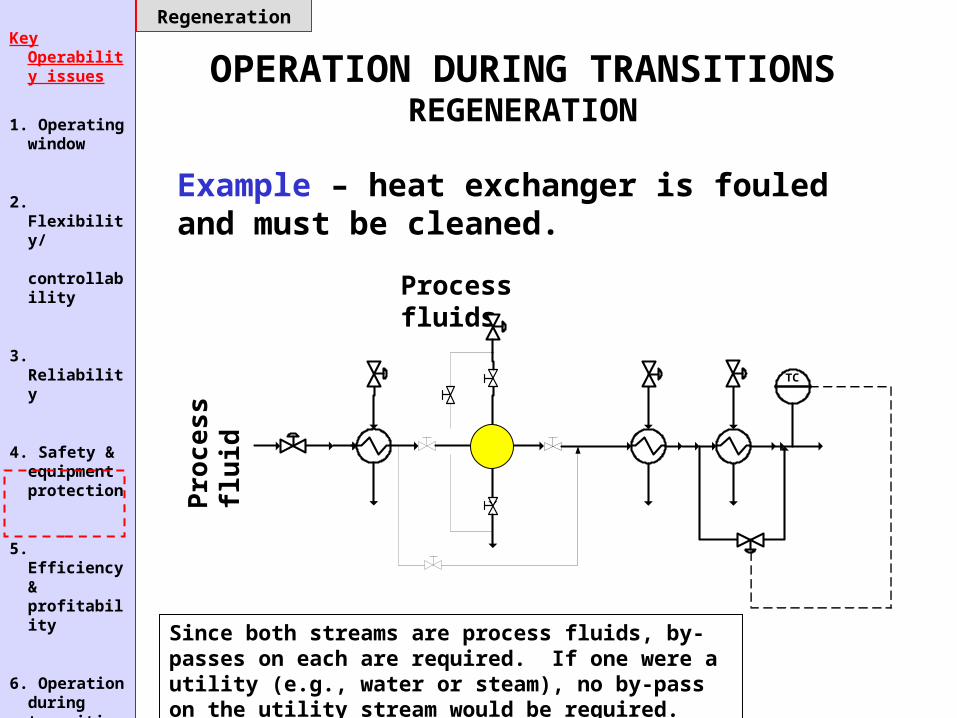
Example – heat exchanger is fouled and must be cleaned.
Process fluids
Pro
cess
flu
id
Since both streams are process fluids, by-passes on each are required. If one were a utility (e.g., water or steam), no by-pass on the utility stream would be required.
TC
OPERATION DURING TRANSITIONSBLOCKED OPERATION
“Blocked operation” involves short periods of continuous, steady-state operation with frequent switches. This policy is required when many products are produced using the same equipment.
Usually, the material produced during the transition has lower value, or in some cases, zero value. Thus, transitions should be expedited.
To satisfy customer demands, product must be stored since no one product is produced continuously at all times.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Blocked operation
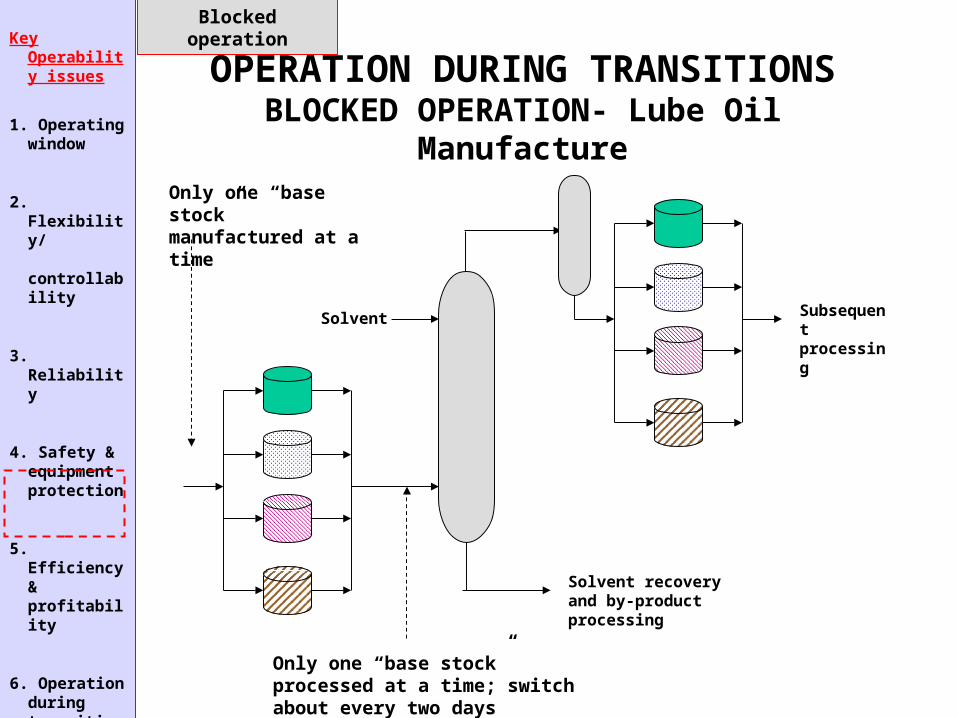
OPERATION DURING TRANSITIONSBLOCKED OPERATION- Lube Oil Manufacture
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Blocked operation
Solvent recovery and by-product processing
Solvent
Only one “base stock” manufactured at a time
Only one “base stock” processed at a time; switch about every two days
Subsequent processing
OPERATION DURING TRANSITIONSBLOCKED OPERATION
Process issues related to blocked operation.
• Reduce production rate and mixing during transition
• Recycle “mixed” material during transition or store for later re-processing
• Transitions from/to some operations are not possible (two phase become miscible, hazardous intermediate state, intermediate product has very low or negative value, etc.)
• Desire very fast transition – fast process dynamics with “strong” manipulated variables
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Blocked operation
OPERATION DURING TRANSITIONSLOAD FOLLOWING
Some parts of a plant produce material that is required for production elsewhere, and the other section(s) of the plant determine their needs independently. The supplier must satisfy the demands.
Typical utilities are steam, nitrogen, oxygen, hydrogen, (processed) water.
Also, some process materials are manufactured for the process and processed without storage, often to reduce hazards.
Often, many consumers are in simultaneous operation and have time-varying demands. The produce must “follow the load” or demand in a timely manner.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following
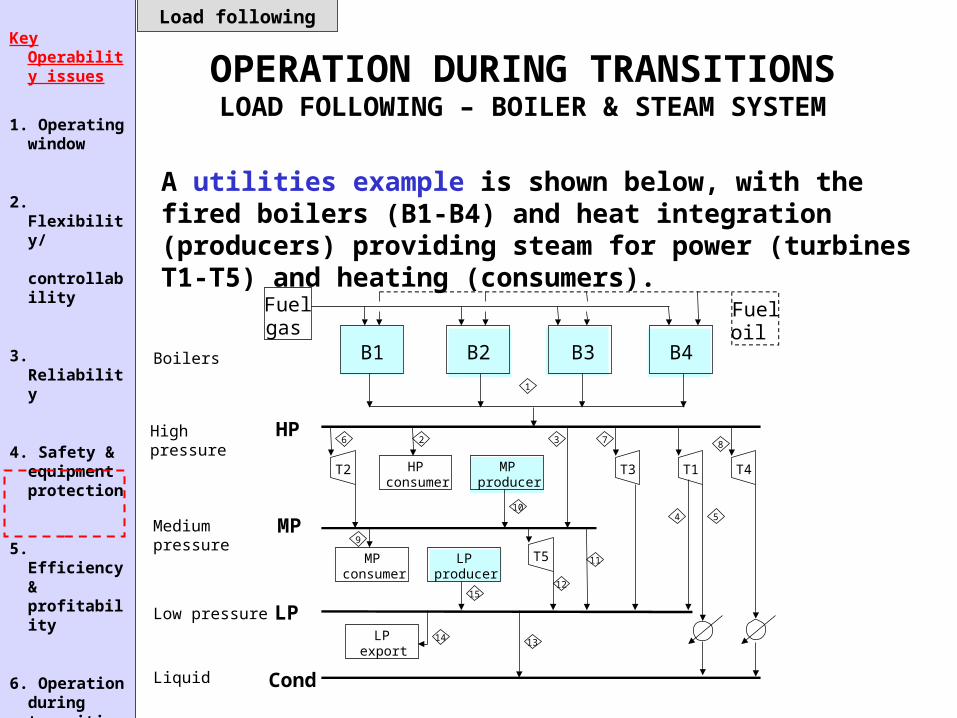
OPERATION DURING TRANSITIONSLOAD FOLLOWING – BOILER & STEAM SYSTEM
B1 B2 B3 B4
HP
1
T2 MPproducer
HPconsumer
MP
LP
Cond
T3 T1 T4
T5MPconsumer
LPproducer
LPexport
2 3
4 5
8
9
7
10
6
11
12
1314
15
Fuelgas
Fueloil
A utilities example is shown below, with the fired boilers (B1-B4) and heat integration (producers) providing steam for power (turbines T1-T5) and heating (consumers).
High pressure
Medium pressure
Low pressure
Liquid
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following
Boilers
OPERATION DURING TRANSITIONSLOAD FOLLOWING
Some issues for load following utilities
• Operating Window – Have sufficient capacity to satisfy demand. How do we know the demand?
We could measure every demand, sum them and produce that amount of steam
Bad idea: Never achieve material balance because measurement errors accumulate.
We could measure steam pressure and control it by adjusting steam generation.
Good idea: Simple and effective. No error accumulation.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following

PC
PYx
PYx
PYx
PYx
We adjust the ratios to lower fuel cost; fast pressure control is not affected.
OPERATION DURING TRANSITIONSLOAD FOLLOWING
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following

OPERATION DURING TRANSITIONSLOAD FOLLOWING
B1 B2 B3 B4
HP
1
T2 MPproducer
HPconsumer
MP
LP
Cond
T3 T1 T4
T5MPconsumer
LPproducer
LPexport
2 3
4 5
8
9
7
10
6
11
12
1314
15
Fuelgas
Fueloil
An example is shown below, with the fired boilers (B1-B4) and heat integration (producers) providing steam for power (turbines T1-T5) and heating (consumers).
High pressure
Medium pressure
Low pressure
Liquid
What is the correct
response when this consumer requires
more steam?
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following
OPERATION DURING TRANSITIONSLOAD FOLLOWING
Some issues for load following utilities
• Reliability – Network to supply any demand from any supplier.
If Boiler 1 fails, are we sure that we can increase the others sufficiently?
We cannot start a “cold” boiler in time to keep plant in operation.
We may have to keep one or more boilers “warm”, even if not producing significant steam.
Must have spare capacity; all boilers in operation should not be near their maximum steam productions!
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following
OPERATION DURING TRANSITIONSLOAD FOLLOWING
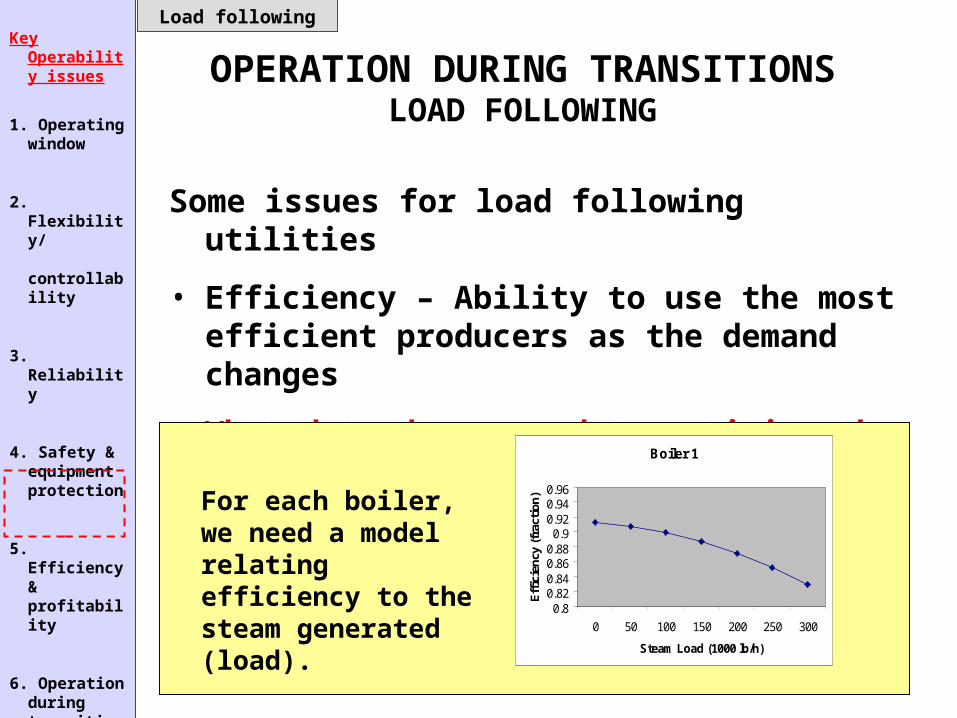
Some issues for load following utilities
• Efficiency – Ability to use the most efficient producers as the demand changes
What data do we need to optimize the boiler load?
Boiler 1
0.80.820.840.860.880.9
0.920.940.96
0 50 100 150 200 250 300
Steam Load (1000 lb/h)
Eff
icie
ncy
(fra
ctio
n)For each boiler, we need a model relating efficiency to the steam generated (load).
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following
OPERATION DURING TRANSITIONSLOAD FOLLOWING
Some issues for load following utilities
• Transient - May require storage of material for startup
How do we store steam?
We don’t. We must respond rapidly!
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Load following

OPERATION DURING TRANSITIONSBATCH OPERATION
Batch operation
• Often the most economical method for manufacturing small quantities and very high purities. Is generally too expensive for producing very large quantities of material.
• A batch plant usually produces numerous products
• Each product is manufactured in a separate “campaign” involving unique feed materials and processing conditions and shared equipment
• Food, pharmaceuticals, “fine chemicals”, …
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation

OPERATION DURING TRANSITIONSBATCH OPERATION
Batch operation: All materials provided at start of the process.
Semi-Batch operation: Some materials introduced after the start of the process.
E-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
product
Reaction
initiator
E-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
product
time
time
timetime
time
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation
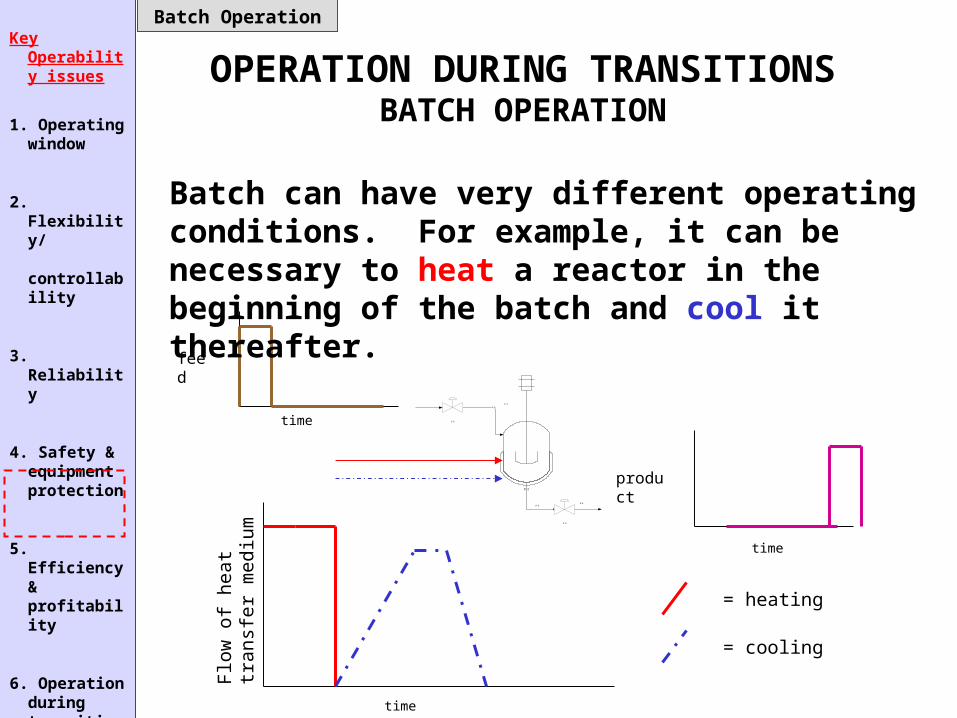
OPERATION DURING TRANSITIONSBATCH OPERATION
productE-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
Batch can have very different operating conditions. For example, it can be necessary to heat a reactor in the beginning of the batch and cool it thereafter.
time
time
time
Flo
w o
f he
at tr
ansf
er m
ediu
m
= heating
= cooling
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation

OPERATION DURING TRANSITIONSBATCH OPERATION
Reactor product
E-1
P-1
P-2
V-1
V-3
P-3
P-4
time
E-2
Some plants integrate batch and continuous units. The plant must contain storage capacity to allow the continuous parts to operate without frequent shutdowns.
Distillation feed
time
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation
OPERATION DURING TRANSITIONSALL SITUATIONS CONSIDERED
Industrial Practice
The operating conditions change during transients. For what operation do we “size” the equipment?
We must size equipment for the most demanding condition of all operations experienced by the process.
Never use the average operation, especially for these extreme transient operations.
It may be required to have parallel equipment with different capacities when the normal and maximum operations are very different.
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation
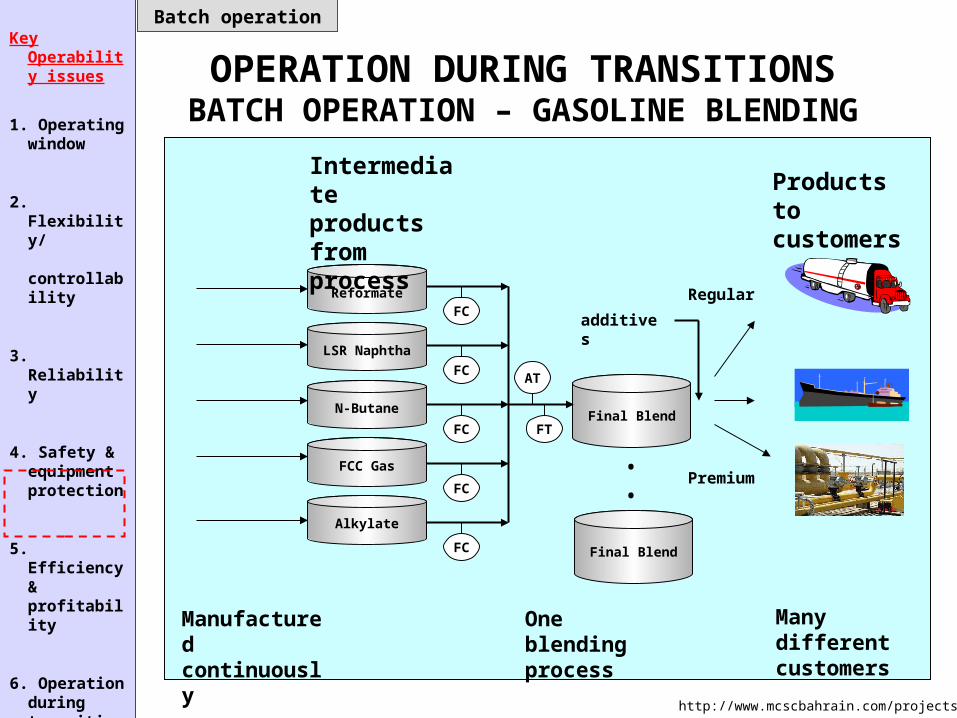
OPERATION DURING TRANSITIONSBATCH OPERATION – GASOLINE BLENDING
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Reformate
LSR Naphtha
N-Butane
FCC Gas
Alkylate
Final BlendFT
AT
FC
FC
FC
FC
FC
Intermediate products from process
http://www.mcscbahrain.com/projects.htm
Products to customers
Manufactured continuously
One blending process
Many different customers
additives
Batch operation
Regular
Premium
Final Blend
••

OPERATION DURING TRANSITIONSALL SITUATIONS CONSIDERED
The operating conditions change during transients. The control system must follow the desired path.
E-1
P-1
P-2
V-1
V-3
P-3
P-4
time
Tem
pera
ture
Challenges remain
1. Determine the best (optimal) transient behavior
2. Achieve good process control over a wide range for a non-linear process
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
Batch Operation
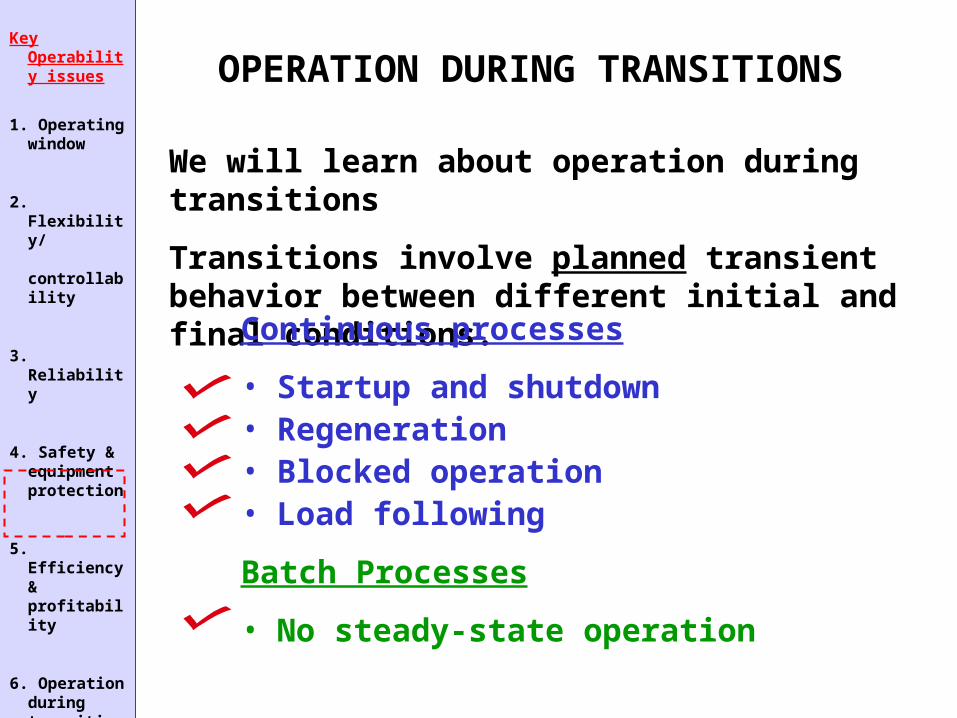
OPERATION DURING TRANSITIONS
We will learn about operation during transitions
Transitions involve planned transient behavior between different initial and final conditions.
Continuous processes
• Startup and shutdown• Regeneration• Blocked operation • Load following
Batch Processes
• No steady-state operation
Key Operability issues
1. Operating window
2. Flexibility/ controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis