process simulation technics - prosimtechs.com study case_2.pdfdiagram equipmen t process s lab...
TRANSCRIPT

Rigorous Process Simulation Services for the Vegetable
oils & Fats refining industry (Degumming - Neutralising
– Bleaching – Deodorising/Physical Refining)
PROCESS SIMULATION TECHNICS
ProSimTechs MODELLING & SIMULATION
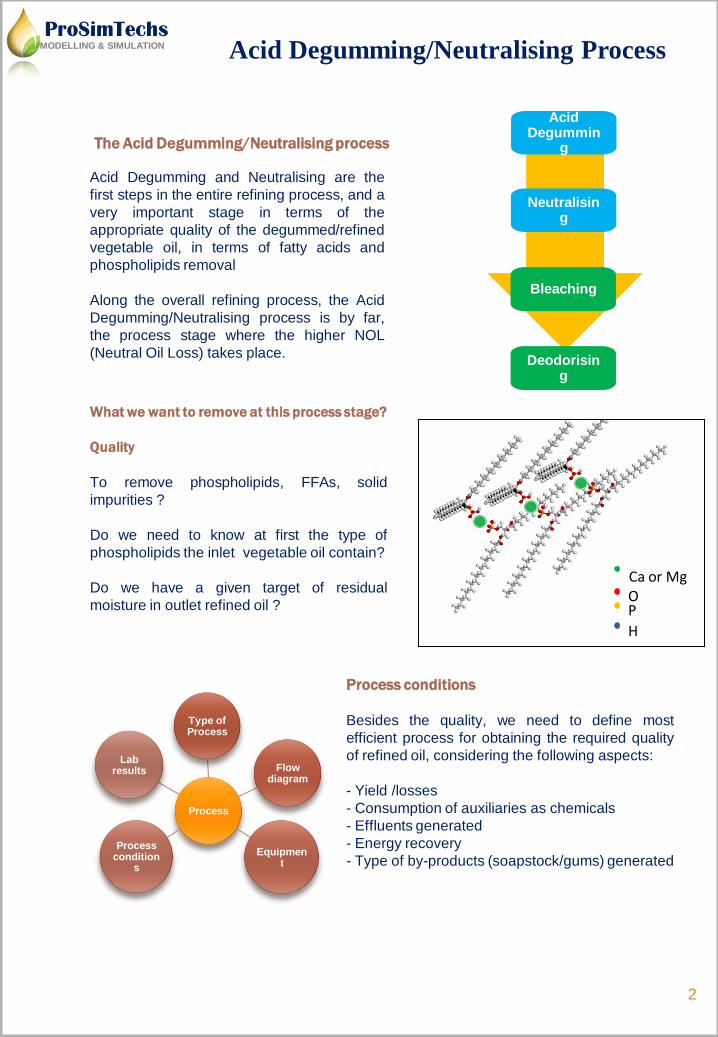
The Acid Degumming/Neutralising process
2
Acid Degumming and Neutralising are the
first steps in the entire refining process, and a
very important stage in terms of the
appropriate quality of the degummed/refined
vegetable oil, in terms of fatty acids and
phospholipids removal
Along the overall refining process, the Acid
Degumming/Neutralising process is by far,
the process stage where the higher NOL
(Neutral Oil Loss) takes place.
What we want to remove at this process stage?
Quality
To remove phospholipids, FFAs, solid
impurities ?
Do we need to know at first the type of
phospholipids the inlet vegetable oil contain?
Do we have a given target of residual
moisture in outlet refined oil ?
Process conditions
Besides the quality, we need to define most
efficient process for obtaining the required quality
of refined oil, considering the following aspects:
- Yield /losses
- Consumption of auxiliaries as chemicals
- Effluents generated
- Energy recovery
- Type of by-products (soapstock/gums) generated
Process
Type of Process
Flow diagram
Equipment
Process condition
s
Lab results
Neutralising
Bleaching
Deodorising
Acid Degummin
g
Acid Degumming/Neutralising Process
Ca or Mg O P
H
ProSimTechs MODELLING & SIMULATION
The performance in terms of refined oil quality and NOL
3
The Acid Degumming/Neutralising Process Unit is one the
economic heart of today’s refinery. Small reductions in NOL
(Neutral Oil Loss) can bring significant gains in productivity and
revenues.
Rigorous process simulation studies have diagnosed operating
problems and helped improve the performance of all major
components of this process stage .
Each project is customized to provide the information needed
to optimize or troubleshoot your specific process.
Data collected can be used to identify operating parameter
changes to improve unit productivity, or gauge the accuracy of
process modeling and simulation.
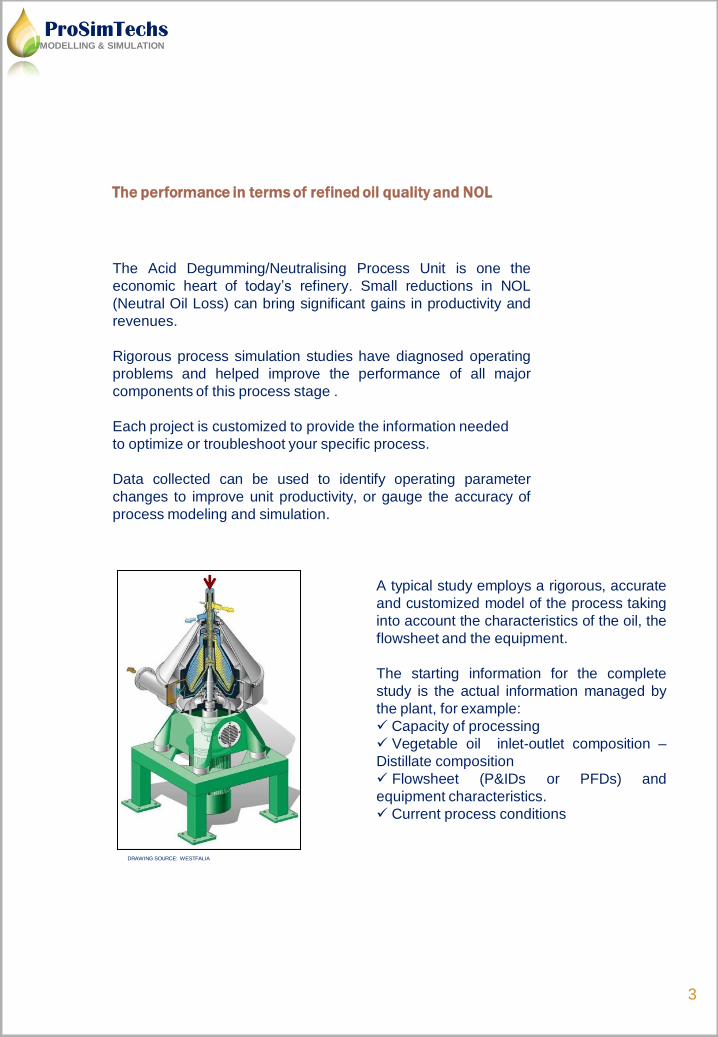
A typical study employs a rigorous, accurate
and customized model of the process taking
into account the characteristics of the oil, the
flowsheet and the equipment.
The starting information for the complete
study is the actual information managed by
the plant, for example:
Capacity of processing
Vegetable oil inlet-outlet composition –
Distillate composition
Flowsheet (P&IDs or PFDs) and
equipment characteristics.
Current process conditions
DRAWING SOURCE: WESTFALIA
ProSimTechs MODELLING & SIMULATION
4
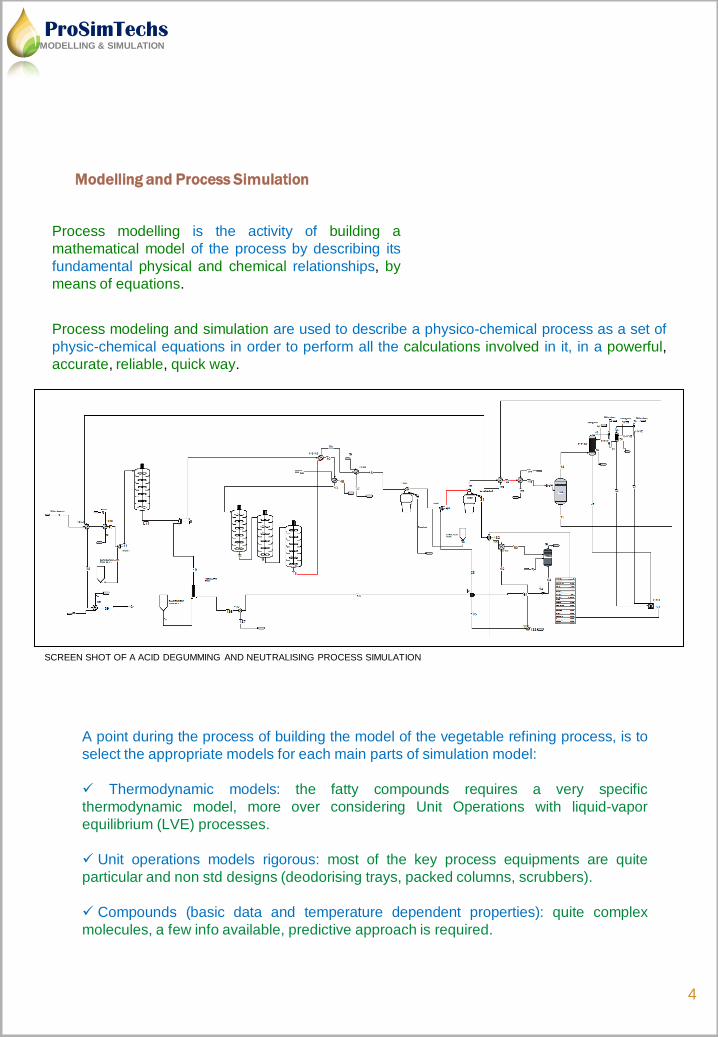
Modelling and Process Simulation
Process modelling is the activity of building a
mathematical model of the process by describing its
fundamental physical and chemical relationships, by
means of equations.
Process modeling and simulation are used to describe a physico-chemical process as a set of
physic-chemical equations in order to perform all the calculations involved in it, in a powerful,
accurate, reliable, quick way.
A point during the process of building the model of the vegetable refining process, is to
select the appropriate models for each main parts of simulation model:
Thermodynamic models: the fatty compounds requires a very specific
thermodynamic model, more over considering Unit Operations with liquid-vapor
equilibrium (LVE) processes.
Unit operations models rigorous: most of the key process equipments are quite
particular and non std designs (deodorising trays, packed columns, scrubbers).
Compounds (basic data and temperature dependent properties): quite complex
molecules, a few info available, predictive approach is required.
cambiar
SCREEN SHOT OF A ACID DEGUMMING AND NEUTRALISING PROCESS SIMULATION
ProSimTechs MODELLING & SIMULATION
5
Study case: Soybean oil refining in Acid Degumming/Neutralising
Relevant information for the Modelling
Process conditions
Oil inlet temperature (ºC)
Final heating temperature (ºC)
Temperatures in heat recovery stages
Oil outlet temperature (design)
Vacuum at Drying stage (mbar)
Temperature at Drying stage (ºC)
Oil outlet temperature (ºC)
Equipment
Type and general dimensions of
the main equipments
Heat exchange areas
Soapstock/Gums composition
FFA (%)
Phospholipids
Moisture
Fatty matter
Vegetable oil inlet composition
FFA (%)
Moisture (ppm)
Impurities (ppm)
Phospholipids (%)
Soaps (sodium oleate) (ppm)
Vegetable oil outlet composition
FFA (%)
Moisture (ppm)
Impurities (ppm)
Phospholipids (%)
Soaps (sodium oleate) (ppm)
Relevant information for validation of first simulation run
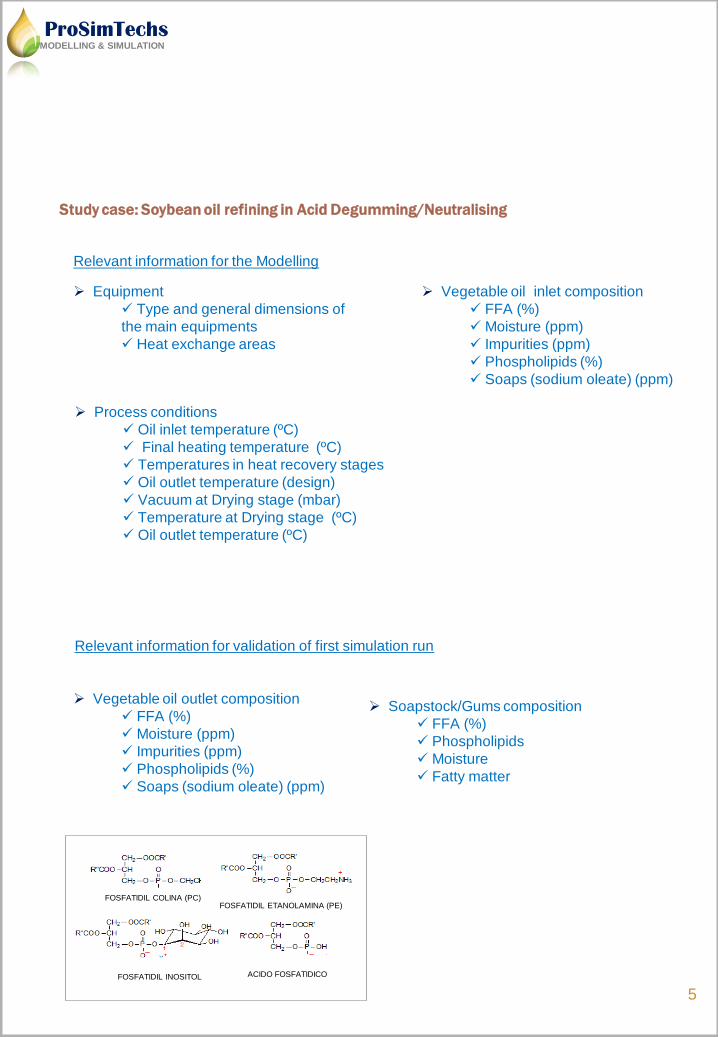
ACIDO FOSFATIDICO
FOSFATIDIL COLINA (PC)
FOSFATIDIL INOSITOL
FOSFATIDIL ETANOLAMINA (PE)
ProSimTechs MODELLING & SIMULATION
6
Objectives
Modelling of the process
Simulation of a given scenario in terms of process conditions and oil inlet quality
Validation of the modelling against plant
Sensitivity studies
To compare different NOL scenarios in terms of OPEX
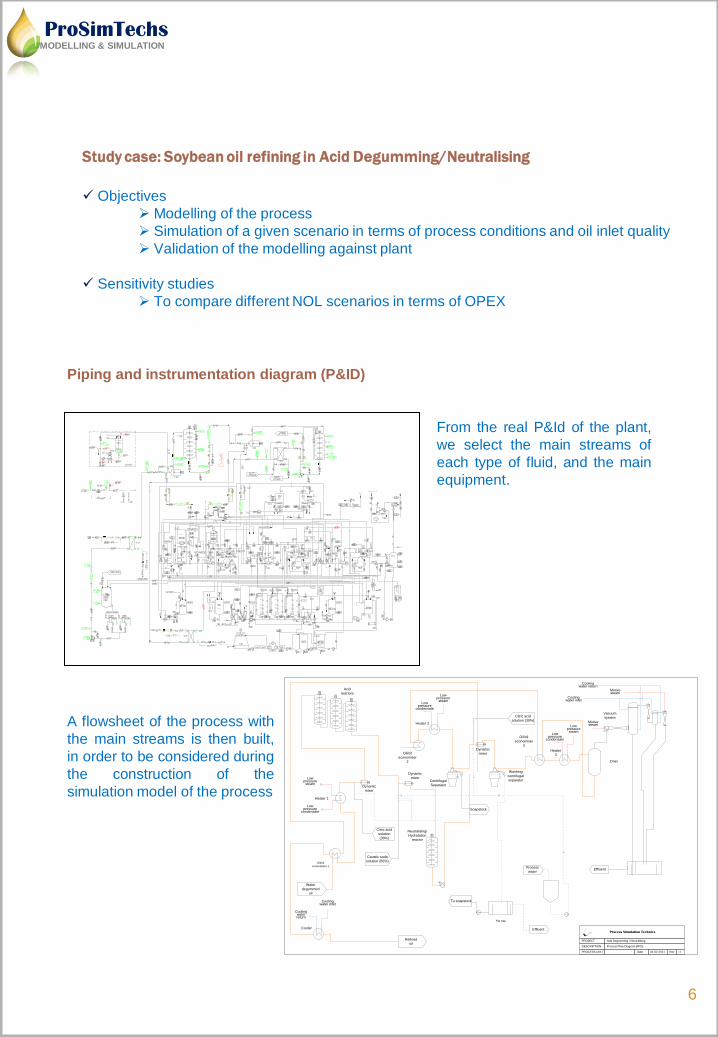
Piping and instrumentation diagram (P&ID)
Study case: Soybean oil refining in Acid Degumming/Neutralising
From the real P&Id of the plant,
we select the main streams of
each type of fluid, and the main
equipment.
A flowsheet of the process with
the main streams is then built,
in order to be considered during
the construction of the
simulation model of the process Low
pressure steam
Dynamic
mixer
Washing
centrifugal
separator
Heater 1
Dynamic
mixer
Acid
reactors
Centrifugal
Separator
Oil/oil
economiser 1
Citric acid
solution
(30%)
Caustic soda
solution (50%)
Process
water
Soapstock
Oil/oil
economiser
2
Heater 2
Citric acid
solution (30%)
Effluent
Fat trap
Neutralising/
Hydratation
reactor
To soapstock
Dynamic
mixer
Process Simulation Technics
Process Flow Diagram (PFD)
Acid Degumming / Neutralising
1.0
DESCRIPTION
PROJECT
RevPROCESS UNIT Date 01-02-2011
Low pressure
condensate
Low pressure
steamLow
pressure condensate
Water
degummed
oil
Heater
3
Low pressure
steamLow
pressure condensate
Oil/oil
economiser
3
Cooler
Cooling water inlet
Cooling water return
Refined
oil
Vacuum
system
Motive steam
Motive steam
Drier
Effluent
Cooling water inlet
Cooling water return
ProSimTechs MODELLING & SIMULATION
7
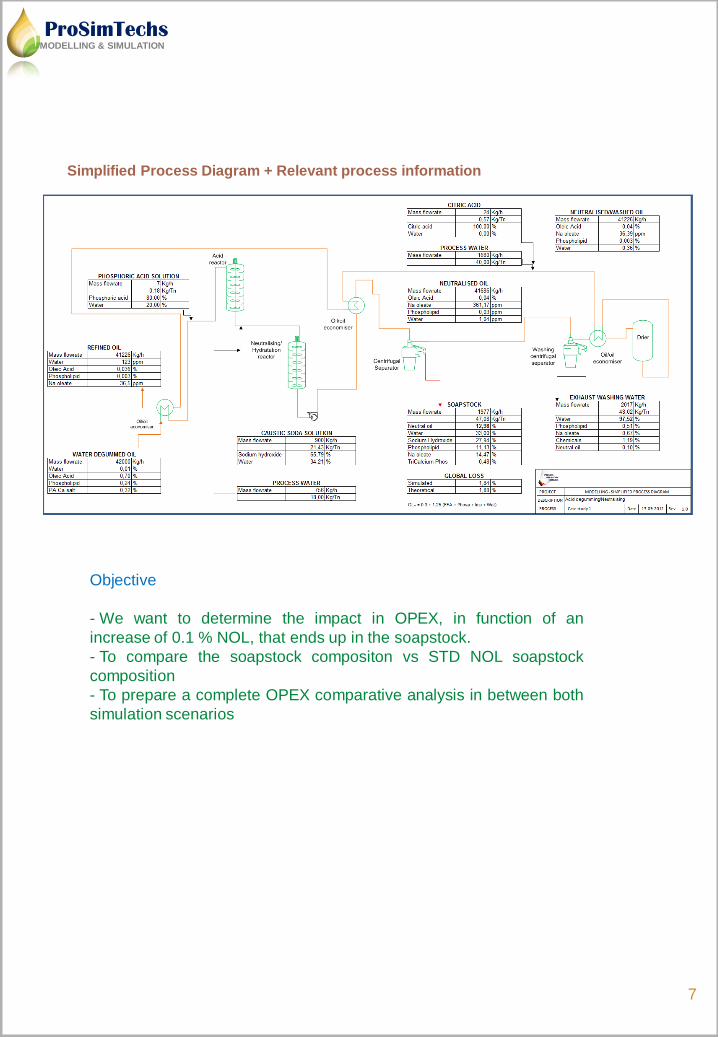
Simplified Process Diagram + Relevant process information
Objective
- We want to determine the impact in OPEX, in function of an
increase of 0.1 % NOL, that ends up in the soapstock.
- To compare the soapstock compositon vs STD NOL soapstock
composition
- To prepare a complete OPEX comparative analysis in between both
simulation scenarios
ProSimTechs MODELLING & SIMULATION

8
OPEX analysis on Chemical refining extra NOL 0.1 %
An extra NOL of 0.1 %,
which is feasible to detect
by process simulation and
soapstock comparative
between plant lab analysis
and simulation values, is
analysed by OPEX
calculations in both cases.
As it is shown from the
detailed OPEX table, the
OPEX by neutral oil losses,
that end up in the
soapstock, has a cost
weight in total gross OPEX,
in this neutralising process
case of around 83 %.
That is why, the total OPEX
is very sensitive to small
NOL values.
Finally, making a annual OPEX
calculation, considering the net OPEX
departure from STD, capacity plant and
330 working days/year, we have:
1- Quality specification of vegetable oil
Type of vegetable oil
water degummed
soybean oil
FFA (as oleic acid by titration) 0,10 %
Phospholipid (as P) 200 ppm
Volatiles 0,10 %
Impurities 0,10 %
Plant Capacity 600 TPD
2- Price of vegetable oil and by-products
Water degummed oil 1000 U$S/Ton
Soapstock 90,00 U$S/Ton
3- Operative cost of the different processes
RBD
(Chem)
RBD
(Chem)
Extra NOL Difference
U$S/Tn U$S/Tn U$S/Tn
OPEX per Tn water degummed oil 4,22 4,52
OPEX per Tn refined oil 3,05 3,06 0,00
OPEX x losses 14,79 15,79 1,00
OPEX total per Tn refinado 17,84 18,84
RBD OPEX 1017,84 1018,84 1,00
Byproduct income per Tn RBD 4,59 4,69 0,10
Net OPEX 13,25 14,16 0,91
RBD (Chem) RBD (Chem)
Extra NOL
Section Loss
%
NEUTRALISING 1,38 1,48
WASHING + DRYING 0,10 0,10
1,48 1,58
NOL excess 0,10
Annual OPEX departure USD 179.563
ProSimTechs MODELLING & SIMULATION
9
Concluding remarks
Acid Degumming/Neutralising is a key process in terms of overall neutral oil
losses.
Vegetable oil is a multicompound mixture that directly impacts on
soapstock/gums composition.
Also configuration and type of the equipment plays a role towards a given product
quality.
Modelling and Simulation is an optimum and very valuable tool to predict and
analyse different scenarios and see “what if”.
The information from a simulation run, sensitivity analysis and global optimisation
allows to have an in-depth knowledge on our process, then to make the appropriate
decision-making.
There is a new point of view to analyze your processes. Let us exchange ideas.
[email protected] www.prosimtechs.com
(C) 2013 ProSimTechs
ProSimTechs MODELLING & SIMULATION