production management i - rwth aachen university€¦ · production management i ... description of...
TRANSCRIPT

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 1
© WZL/Fraunhofer IPT
Production Management I- Lecture 6 -
Planning and Organisation for Manufacturing and Assembly
Contact:Dipl.-Ing. D. [email protected] 53B R515Tel.: 80 - 28210

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 2
Table of contents of lecture 6:
1. Table of contents L6 Page 2
2. Abstract L6 Page 3
3. Glossary L6 Page 4
4. Highlights of the lecture L6 Page 5
5. Lecture
Planning for Manufacturing and Assembly L6 Page 6
Manufacturing
Functions and Equipment L6 Page 9
Manufacturing Principles L6 Page 10
Manufacturing Types L6 Page 12
Manufacturing Planning L6 Page 15
Description of a Machining Task L6 Page 16
Derivation of Technology Requirements L6 Page 18
Disposition of a Manufacturing Sector L6 Page 20
Conclusion L6 Page 21
Trends L6 Page 22
Assembly
Characteristica and problems of assembly L6 Page 23
Tasks of assembly planning L6 Page 26
Definition of assembly tasks L6 Page 27
Determinaton of the assembly structure L6 Page 28
Determination of the assembly areas L6 Page 29
Assembly organisation forms L6 Page 31
Bibliography L6 Page 34
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 3
AbstractThe objective of the lecture is to impart the principles of manufacturing and assembly planning.
For this purpose, the basic functions of the production fields Manufacturing and Assembly are presented, the manufacturing equipment and types of organisation are described and the procedure of planning the two above mentioned fields is explained. This means in detail:
• to present the functions and manufacturing equipment of the manufacturing sec-tor and the assembly area as well as their organisation in the operational process
• to characterise the different manufacturing types (individual production and series production)
• to show the systematic procedure of manufacturing and assembly planning
• to describe the tasks of planning
• manufacturing and assembly structures
• types of organisations
• production means, personell, material to be processed
• Erläutern der Hilfsmittel zur Planung der Fertigung und Montage
In addition to that the furture design trends are to be shown.
Particularly the following terms will be explained and defined in this lecture
- functions of manufacturing,
- manufacturing equipment,
- manufacturing qrganisation forms,
- manufacturing types,
- manufacturing principles,
- technology requirements and specifications
- composition of part families,
- functions of assembly,
- production related data,
- product related datat,
- sub-assembly,
- main-assembly,
- assembly organisation forms,
- forms of material provision
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 4
Glossary
Manufacturing concept: Logical and spacial arrangement of productionmeans and work stations; divided into job shop, group and continous flow manufacturing.
Assembly concept: Logical and spacial arrangement of the assemblywork stations; divided into site installation, group-, line-, time-phased production line and continousflow assembly.
Job shop manufacturing: Arrangement of production means and workstations according to the manufacturing method(methods of the same kind are centralised into one„competence centre“); suitable for frequentlychanging workpieces and small scale production.
Group manufacturing: Arrangement of production means and workstations according to the product (all methodsneeded to machine a group of workpieces arelogically and spacially combined); suitable forrecurrent manufacturing methods with frequentlychanging variants.
Continous flow manufacturing: Arrangement of production means and workstations according to the sequence of themanufacturing processes of a workpiece (flowprinciple); suitable for recurrent/ similarmanufacturing processes and large scaleproduction.
Small scale production: Production method for small quantities of products; usually order related.
Large scale production: Production method for large quantities of products; usually not order related, but customer specificvariants are possible (e.g. automotive industry).
Performance production arrangement: Form of assembly organisation with stationaryassembly objects (Site installation or Group assembly).
Continous flow arrangement: Form of assembly organisation with movingassembly objects (Line assembly, Time-phasedproduction line assembly or Continous flowassembly).

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 5
© WZL/Fraunhofer IPT Page 5
Highlights of the lecture
Manufacturing principles
Suitability of manufacturing methods
Fields of application of different manufacturing concepts
Differences between Manufacturing and Assembly
Coherency between product- and assembly structure
Assembly organisation forms
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 6
© WZL/Fraunhofer IPT Page 6
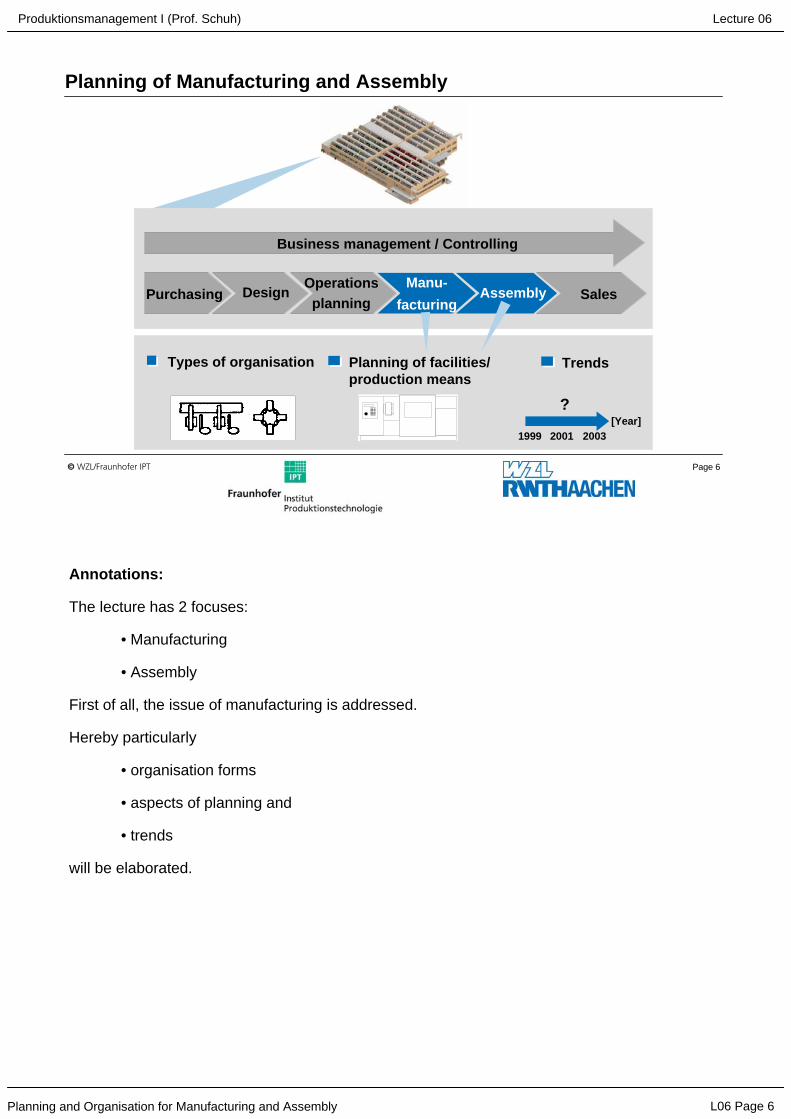
Planning of Manufacturing and Assembly
Business management / Controlling
Purchasing Design Operations planning
Manu-facturing
Assembly Sales
Types of organisation Planning of facilities/ production means
Trends
1999 2001 2003[Year]
?
Annotations:
The lecture has 2 focuses:
• Manufacturing
• Assembly
First of all, the issue of manufacturing is addressed.
Hereby particularly
• organisation forms
• aspects of planning and
• trends
will be elaborated.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 7
© WZL/Fraunhofer IPT Page 7
Effects of Manufacturing and Assembly on Preceding Areas of Production
Modification of machining
procedures
Design Drawing up of manufacturing
documents
Operations planningOperations planning
Operations management
ManufacturingManufacturing of
single parts
AssemblyAssembly of single parts and modules
Manufacturing process
Products
Machining possibilities
Design modifications
Annotations:
On the part of manufacturing e.g. targt for design and process engineering:
• maximum achievable accuracy
• biggest possible workpiece measurements
Resultant are the performance data for the determination of the target time and processsequence.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 8
© WZL/Fraunhofer IPT Page 8
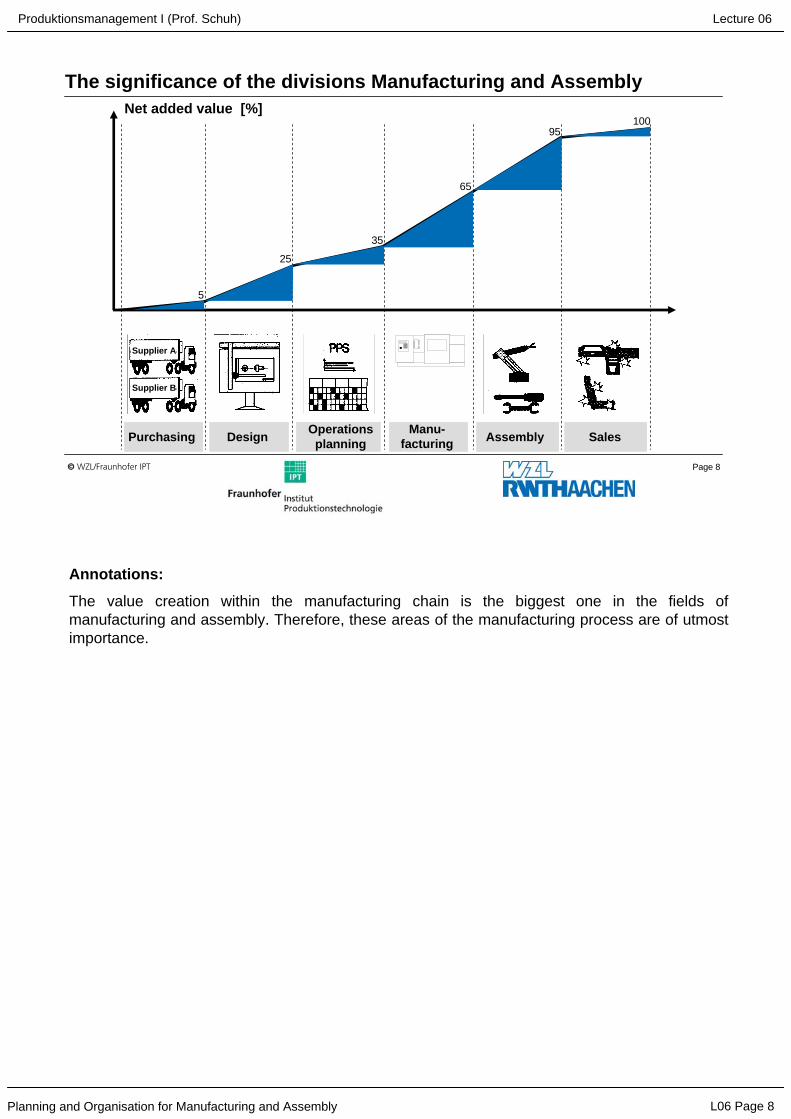
The significance of the divisions Manufacturing and AssemblyNet added value [%]
Purchasing Design Operationsplanning
Manu-facturing Assembly Sales
10095
65
35
25
5
Supplier A
Supplier B
Annotations:
The value creation within the manufacturing chain is the biggest one in the fields of manufacturing and assembly. Therefore, these areas of the manufacturing process are of utmost importance.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 9
© WZL/Fraunhofer IPT Page 9
Functions and Equipment of Manufacturing
Provision of information
Staging of workpiece
Buffering of workpiece Tool change
Functions
Workpiecechange Machining Process
monitoring
Measuring, checking
Removal of chips
Manufacturing equipment
F
Manufacturing System
Machine Tools Tools Fixtures
Annotations:
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 10
© WZL/Fraunhofer IPT Page 10
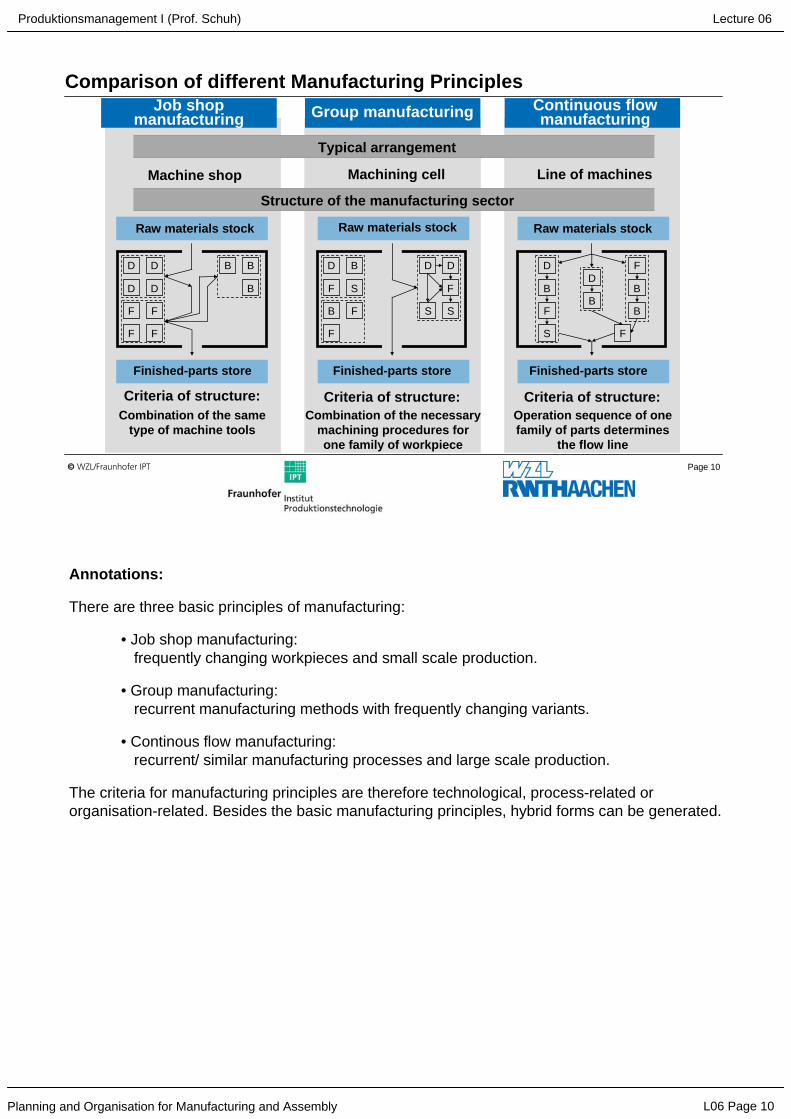
Comparison of different Manufacturing PrinciplesGroup manufacturingJob shop
manufacturing Continuous flow manufacturing
Typical arrangement
Machining cellMachine shop Line of machines
Structure of the manufacturing sector
Raw materials stockRaw materials stock Raw materials stock
Finished-parts store Finished-parts store
Criteria of structure:Criteria of structure: Criteria of structure:Combination of the necessary
machining procedures forone family of workpiece
Combination of the same type of machine tools
Operation sequence of onefamily of parts determines
the flow line
D
D
F
F
D
D
F
F
B
B
B D
F
B
F
B
S
F
D
F
D
SS
F
B
B
D
B
F
S F
D
B
Finished-parts store
Annotations:
There are three basic principles of manufacturing:
• Job shop manufacturing:frequently changing workpieces and small scale production.
• Group manufacturing:recurrent manufacturing methods with frequently changing variants.
• Continous flow manufacturing: recurrent/ similar manufacturing processes and large scale production.
The criteria for manufacturing principles are therefore technological, process-related ororganisation-related. Besides the basic manufacturing principles, hybrid forms can be generated.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 11
© WZL/Fraunhofer IPT Page 11
Suitability of different Manufacturing Principles
Continuous flow manufacturing
Legend: - Low suitability - Limited suitability - Good suitability
a
a
a
a
a
a
a
a
a
a
a
a
a
Ab
Criteria of machining Principles of manufacturingJob shop
manufacturing Group
manufacturing
Similarity of form
Sameness of form
Technological similarity
Uniformity of processes per workpiece
Correspondence of range of dimension
Complexity of process per workpiece
Great differences in processing times
High lot frequencies
Big number of processes per workpiece
Big quantity of items per lot
Uniformity of process sequences per workpiece
Great demands on work contents
Great demands on allocation of costs
Great demands on control and schedule monitoring
Org
anis
atio
nPr
oced
ure
Wor
kpie
ce
Annotations:
Suitability of manufacturing principles against the background of certain criteria of evaluation.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 12
© WZL/Fraunhofer IPT Page 12
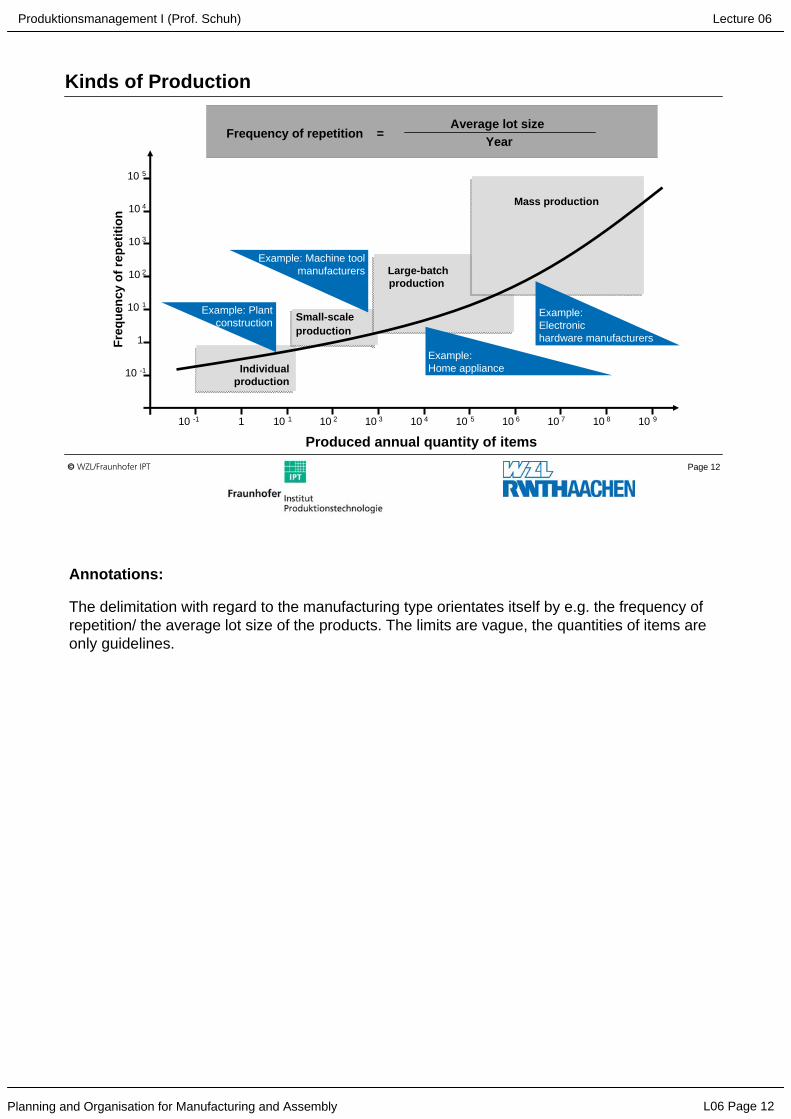
Kinds of Production
Frequency of repetition =Average lot size
Year
Freq
uenc
yof
repe
titio
n
Produced annual quantity of items
10 4
10 3
10 2
10 1
1
10 -1
10 5
10 410 310 210 11 10 -1 10 5 10 810 710 6 10 9
Mass production
Large-batchproduction
Example: Electronichardware manufacturers
Example: Home appliance manufacturers
Example: Machine tool manufacturers
Example: Plant construction
Individual production
Small-scale production
Annotations:
The delimitation with regard to the manufacturing type orientates itself by e.g. the frequency of repetition/ the average lot size of the products. The limits are vague, the quantities of items are only guidelines.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 13
© WZL/Fraunhofer IPT Page 13
Characteristics of Small Scale and Large Scale Production
Individual and small scale production
Large scale and mass production
Order data
Manufacturing equipment
Manufacturing process
Changeover of manufacturing
Proportion of operating time
Capacity utilisation
Space utilisation
Proportion of side operation time
Proportion of changeover time
frequently
low
small
low
big
average
Lot size small big
rarely
big
Annual quantity of items small big
big
high
small
small
Annotations:
Individual and small scale production and large scale and mass production differ in:
• order data
• manufacturing equipment
• manufacturing process

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 14
© WZL/Fraunhofer IPT Page 14
Fields of application of different Manufacturing Concepts
Non-interlinked NC-
manufacturing
Manufacturing cell Machining
centre Flexible manufacturing
system Flexible manufacturing
lineTransfer line
Quantity of items per variant
Num
ber o
f var
iant
sField of application:- minimum quantities of items- little similarity of parts Field of application:
- frequent order change- little similarity of parts
Field of application:- frequent order changes- small quantities of items
Field of application:- large-batch and mass
production- rare order change
Field of application:- average quantities of items- complex machining task
Field of application:- average or big quantities of items- great similarity of parts
Example: Aircraft construction
Example: Tool manufacturing
Example: Prototypemanufacture
Example: Housing manufacturing Example: Engine manufacturing Example: Automotive industry
Annotations:
Comparison between number of variants/ quantity of items per variant and corresponding fields of application.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 15
© WZL/Fraunhofer IPT Page 15
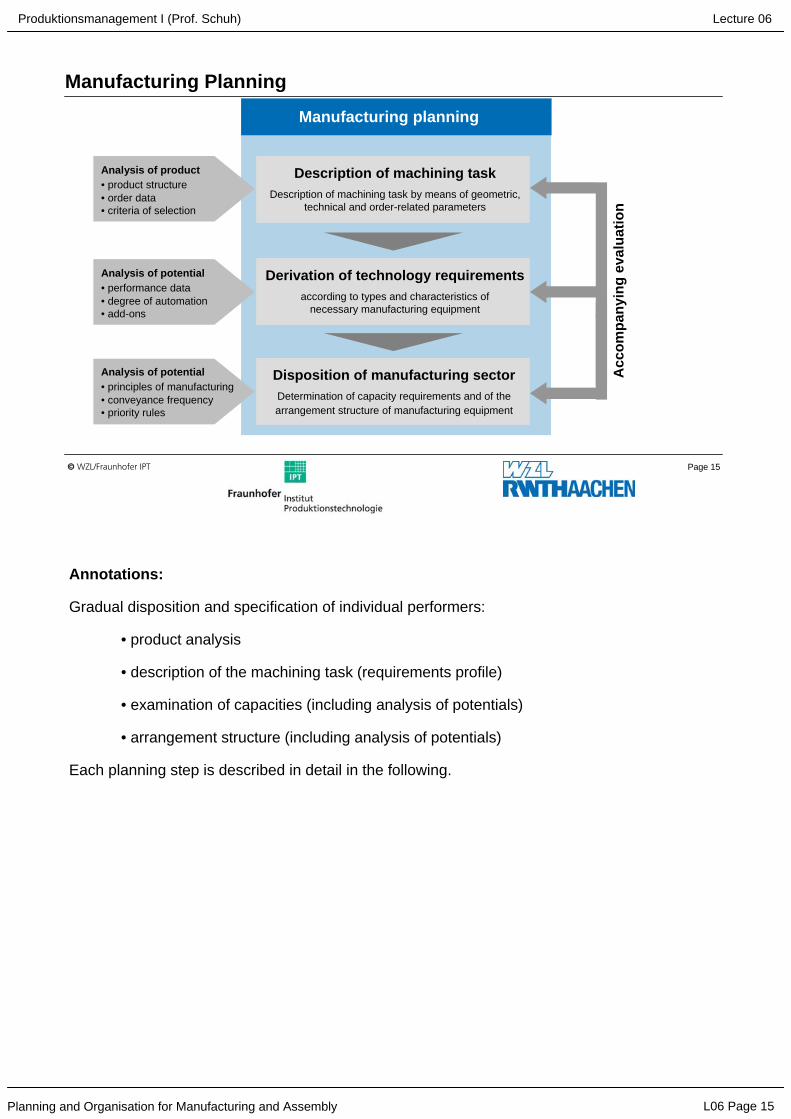
Manufacturing Planning
Manufacturing planning
Description of machining taskDescription of machining task by means of geometric,
technical and order-related parameters
Derivation of technology requirementsaccording to types and characteristics of
necessary manufacturing equipment
Disposition of manufacturing sectorDetermination of capacity requirements and of thearrangement structure of manufacturing equipment
Analysis of product• product structure• order data• criteria of selection
Analysis of potential• performance data• degree of automation• add-ons
Analysis of potential• principles of manufacturing• conveyance frequency• priority rules
Acc
ompa
nyin
g ev
alua
tion
Annotations:
Gradual disposition and specification of individual performers:
• product analysis
• description of the machining task (requirements profile)
• examination of capacities (including analysis of potentials)
• arrangement structure (including analysis of potentials)
Each planning step is described in detail in the following.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 16
© WZL/Fraunhofer IPT Page 16
Essential parts belonging to aComprehensive Description of a Machining Task
Machining taskMaterial: CK 45 Elementary form:
Forging blank
Derived machine requirements
• Precisions/ procedure
• Speed graduations
• Performance
• Rates of feed
Organisational data
• Parts families• Quantities of items• Number of variants• Lot size/ frequency of
repetition
Technological data
• Material/hardness/machining property
• Tolerance requirements
• Heat treatment
• Pre-machining/ finemachining
Geometry of moulded elements
• Bends/ radii
• Tolerances
• Bevellings/ legs of trajectory
• Discontinuities ofdiameters
Geometry of workpiece
• Size• Type and quantity of
moulded elements• Type of external form
(e.g. uphill casted on oneside)
• Rotational part with/without deviations
Gear tooth forming
Cone
Annotations:
Parameters for the description of the machining task are:
• geometric data,
• technological data,
• organisational data.
The geometric description of a workpiece depends e.g. on the fact if a metal-cutting or a non-cutting machining task is planned.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 17
© WZL/Fraunhofer IPT Page 17
Manufacturing of part families
Form Dimension
Geometric similaritywith regard to:
Technological similaritywith regard to:
Chucking means Machining Measuring means
Manufacturing of part families
Workpiece system
Classification system
Higher productivity
Rationalisation of design
Adapted production
means
Higher degree of automation
Annotations:
If it is not possible to produce sufficiently big lots of components of one machining task, a formation and manufacturing of a family of parts should be realised.
With this effect, the reduction of changeover, retooling and setup works is made possible.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 18
© WZL/Fraunhofer IPT Page 18
Overview: Processing Requirements – Machine RequirementsAnalysis of workpiece
Organisational data
Technological data Geometry of workpiece
Derived machine requirements
Processing requirements overview
Maximum workpiece lengthMaximum workpiece diameter
Maximum machine accuracy
Machine requirements overview
Balancing
Geometry of moulded elements
Maximum machine-tool output
Annotations:
The machine has to meet the requirements that are necessary to carry out the machining task.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 19
© WZL/Fraunhofer IPT Page 19
Selection of a suitable Type of ManufacturingRequirements Profile of
Batch Production
Non-interlinked NC-machines
Manufac-turing island
Machining centre
Flexible manufacturing
system
Transfer line
Flexible manufacturing
line
Short throughput time
High productivity
Low investment
Little manpower
requirements
High flexibility
High quality
Performance profile of manufacturing types
Legend:
Requirements profile
Performance profile
Deficiencies
Annotations:
The selection of manufacturing type depends on the criteria shown in the figure. The requirements profile has to be completely covered by the performance profile.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 20
© WZL/Fraunhofer IPT Page 20
Derivation of the Machine Plan
Analysis ofparts spectrum
Determination of operation
sequence
Calculation ofcapacity
requirements
Calculation ofnumber of machines
• Quantity of items
• Machining requirements
• Alternative operationsequences
• Clearing-up Capacity balancing
Number of machinesCapacity balancingStandard operation
sequence
Representativeworkpiecespectrum
12 13
131 132Necessary capacity
requirements
Capacity availability per
machineTurn
ing
Dril
ling
Mill
ing
h/a
Annotations:
The steps shown in the figure have to be taken when selecting the machines. Should the situation arise, some corresponding iterative loops will have to be gone through.
For further information on this topic compare the lecture „Fabrikplanung“.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 21
© WZL/Fraunhofer IPT Page 21
Results of the Lecture Part Manufacturing
Functions of manu-facturing equipment
Planning phases of manufacturing
Trends: ?
Principles of manufacturing
Manufacturing types
Derivation of a machine plan
Business management / Controlling
Purchasing Design Operations planning
Manu-facturing
Assembly Sales
Overview processing requirements vs.
machine requirements
Annotations:
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 22
© WZL/Fraunhofer IPT Page 22
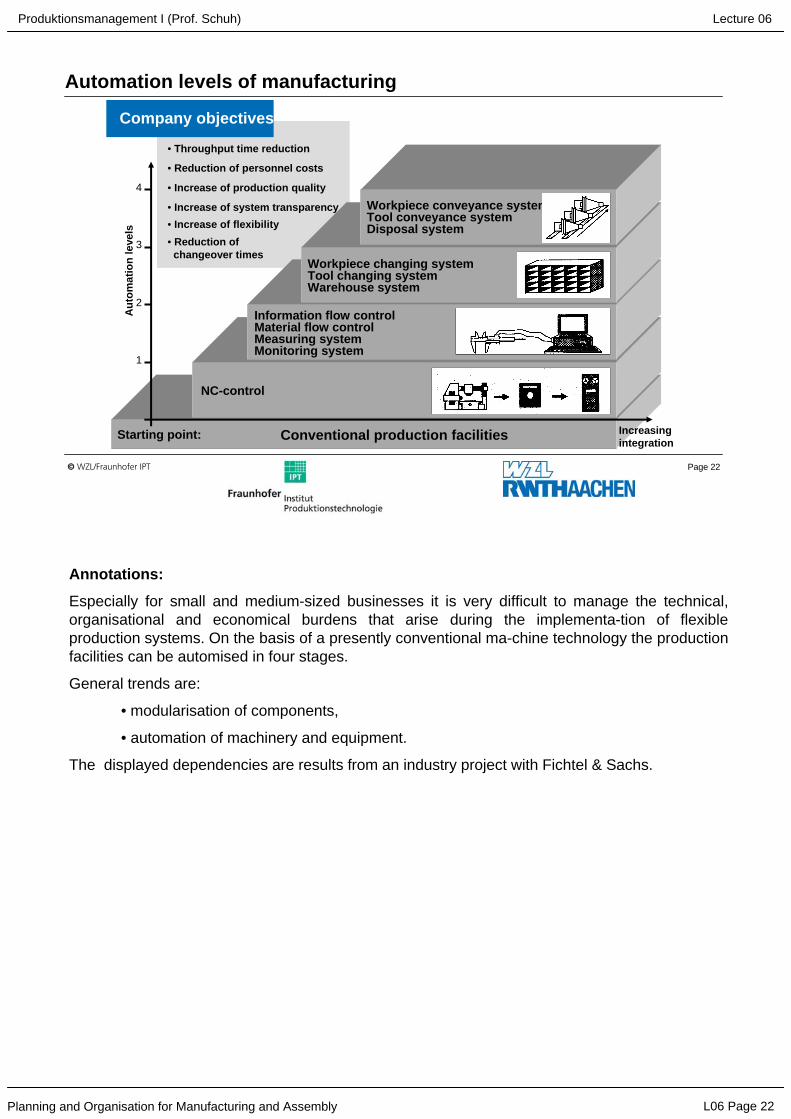
Automation levels of manufacturing
Aut
omat
ion
leve
ls
3
2
1
4
NC-control
Starting point: Conventional production facilities Increasing integration
Information flow controlMaterial flow controlMeasuring systemMonitoring system
Workpiece changing systemTool changing systemWarehouse system
Workpiece conveyance systemTool conveyance systemDisposal system
Company objectives
• Throughput time reduction
• Increase of production quality
• Reduction of personnel costs
• Increase of system transparency• Increase of flexibility• Reduction of
changeover times
Annotations:
Especially for small and medium-sized businesses it is very difficult to manage the technical, organisational and economical burdens that arise during the implementa-tion of flexible production systems. On the basis of a presently conventional ma-chine technology the production facilities can be automised in four stages.
General trends are:
• modularisation of components,
• automation of machinery and equipment.
The displayed dependencies are results from an industry project with Fichtel & Sachs.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 23
© WZL/Fraunhofer IPT Page 23
Problems of Planning and Controlling the Assembly Compared with Machining by Stock Removal
Manufacturing Assembly
Planning and control task
For the most part clear operation sequence
sawing turning milling
• Average value tables
• Company-specificguideline values
• Standard time files
• Raw part• Personnel
Information• Production
meansSingle part
Operation sequence
Determination of time
Coordination
Networked operationsequence
• Comparison• Estimation• Calculation of
relevant factors• Time
• Single part• Module• Personnel
Information• Production means • Area
Product
Raw parts Finished parts
Zeit
E
Finished parts ProductAssemble
Assemble Finished parts
Finished parts
Assemble
Annotations:
In the following, manufacturing and assembly will be contrasted:
The assembly process is networked by the material that is brought together; the necessarymotion sequence is often complicated.
The deterministic planning is usually very complex; e. g. the determination of times has to beestimated.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 24
© WZL/Fraunhofer IPT Page 24
Functions of the Assembly System
InputSingle parts
Modules
OutputProductsMain
function
Secondary functions
M A
Assembling Storing Conveying
HandlingAdjusting
Controlling
According to: Eisenmann
According to: Kuka
According to: MahoAccording to: Renk According to: Gildemeister
According to: DEXION
Assembly process
Annotations:
For the individual and small scale production usually simple, versatile all-purpose tools are used.
For large scale and mass production increasingly automated assembly devices and fixturesspecially adjusted to individual products are used.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 25
© WZL/Fraunhofer IPT Page 25
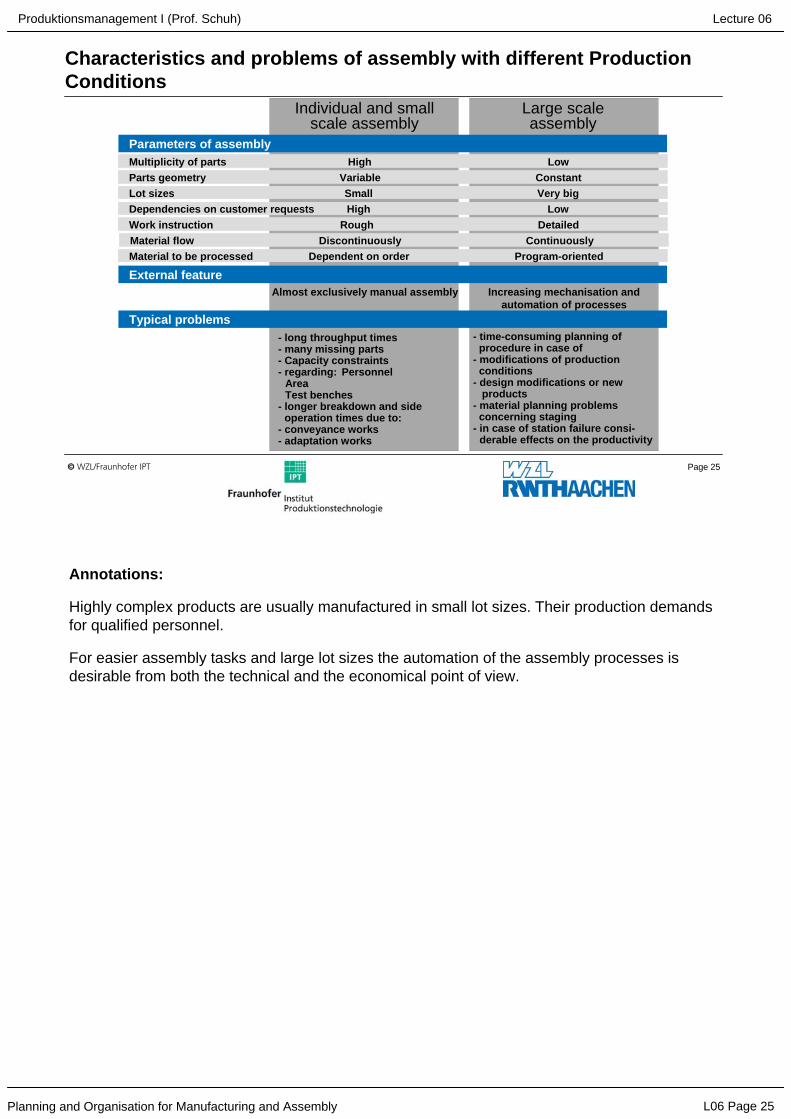
Characteristics and problems of assembly with different Production Conditions
Individual and small scale assembly
Large scale assembly
Parameters of assembly
External feature
Typical problems
Almost exclusively manual assembly
- long throughput times- many missing parts- Capacity constraints- regarding: Personnel
AreaTest benches
- longer breakdown and side operation times due to:
- conveyance works- adaptation works
Multiplicity of parts High Low
Increasing mechanisation and automation of processes
- time-consuming planning of procedure in case of
- modifications of production conditions
- design modifications or newproducts
- material planning problemsconcerning staging
- in case of station failure consi-derable effects on the productivity
Parts geometry Variable ConstantLot sizes Small Very bigDependencies on customer requests High LowWork instruction Rough DetailedMaterial flow Discontinuously ContinuouslyMaterial to be processed Dependent on order Program-oriented
Annotations:
Highly complex products are usually manufactured in small lot sizes. Their production demandsfor qualified personnel.
For easier assembly tasks and large lot sizes the automation of the assembly processes isdesirable from both the technical and the economical point of view.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 26
© WZL/Fraunhofer IPT Page 26
Tasks of Assembly PlanningRequirements for planning the assembly
Room Energy Information Constraints AimsSalesMarket shareCosts
Definition ofassembly tasks
Determination ofassembly structure
Determinationof assembly
Determination of
Product data Production data
Determination oforganisationform
- final assembly - module
assembly-
- pre-assembly- main assembly- subsequent
assembly-
- weight- dimensions - assembly - operation
sequence
- product variants- quantity of items
- Site installation - Group assembly - Planning of production means- Planning of personnel- Determination of assembly process
Disposition of assembly
assembly levels assembly phases
Annotations:
Firstly the resources and the potential of a company are identified.
After this, the assembly layout is designed in four steps. Each one of these four steps will beexplained in detail in the follöowing.

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 27
© WZL/Fraunhofer IPT Page 27
Data for the characterisation of an Assembly Task
Production-related data
Product-related data
Products to be assembled
P1 P2 P3 P4 P5 P6 P7
Product capacity profile
- Number of different products
- Gradients of quantity of items
- Production times
- Logical interdependency of assembly activities
- Capacity requirements- Variant-specific capacity shares
- Single parts- Weight
Quantity of items
Time
Time
Capacity requirements
Annotations:
Description of the assembly task by means of:
• production related data,
• capacity profile,
• product related data.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 28
© WZL/Fraunhofer IPT Page 28
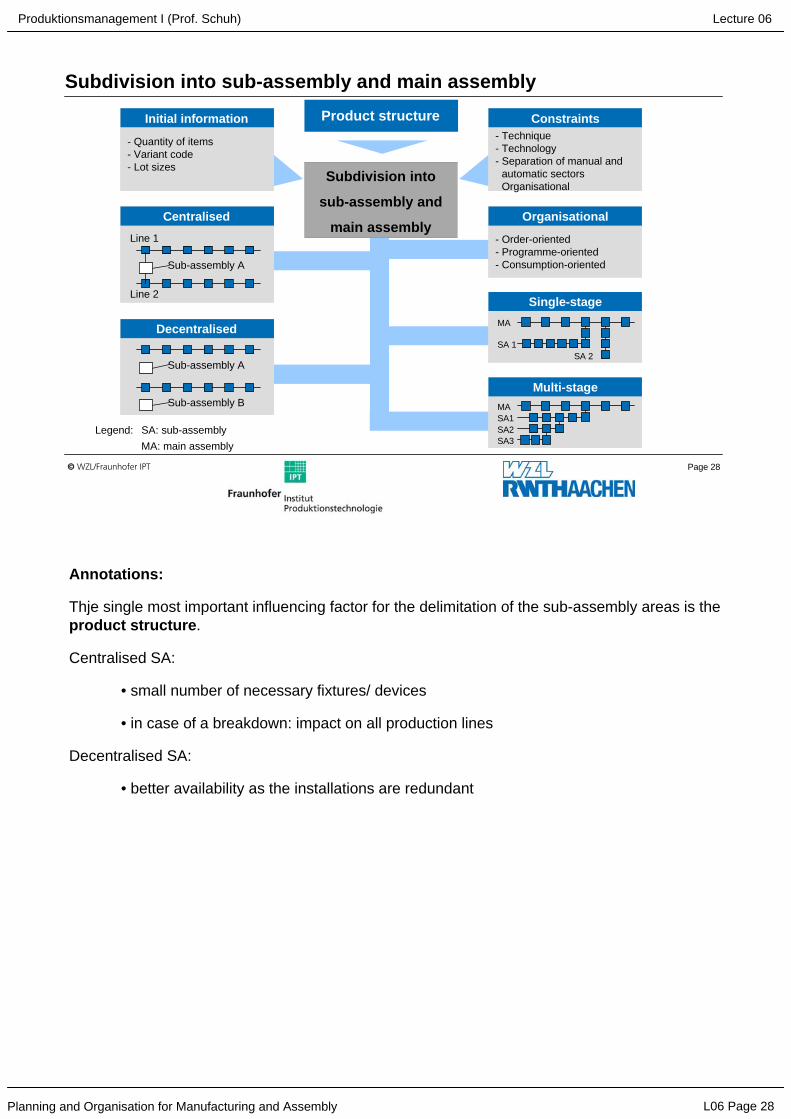
Subdivision into sub-assembly and main assembly
Legend: SA: sub-assemblyMA: main assembly
Initial information Constraints
Centralised Organisational
Decentralised
Single-stage
Multi-stage
Product structure
Subdivision into
sub-assembly and
main assembly
- Quantity of items- Variant code- Lot sizes
- Technique- Technology- Separation of manual and
automatic sectorsOrganisational
- Order-oriented- Programme-oriented- Consumption-orientedSub-assembly A
Line 1
Line 2
Sub-assembly A
Sub-assembly B
SA 2SA 1
MA
MASA1SA2SA3
Annotations:
Thje single most important influencing factor for the delimitation of the sub-assembly areas is theproduct structure.
Centralised SA:
• small number of necessary fixtures/ devices
• in case of a breakdown: impact on all production lines
Decentralised SA:
• better availability as the installations are redundant
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 29
© WZL/Fraunhofer IPT Page 29
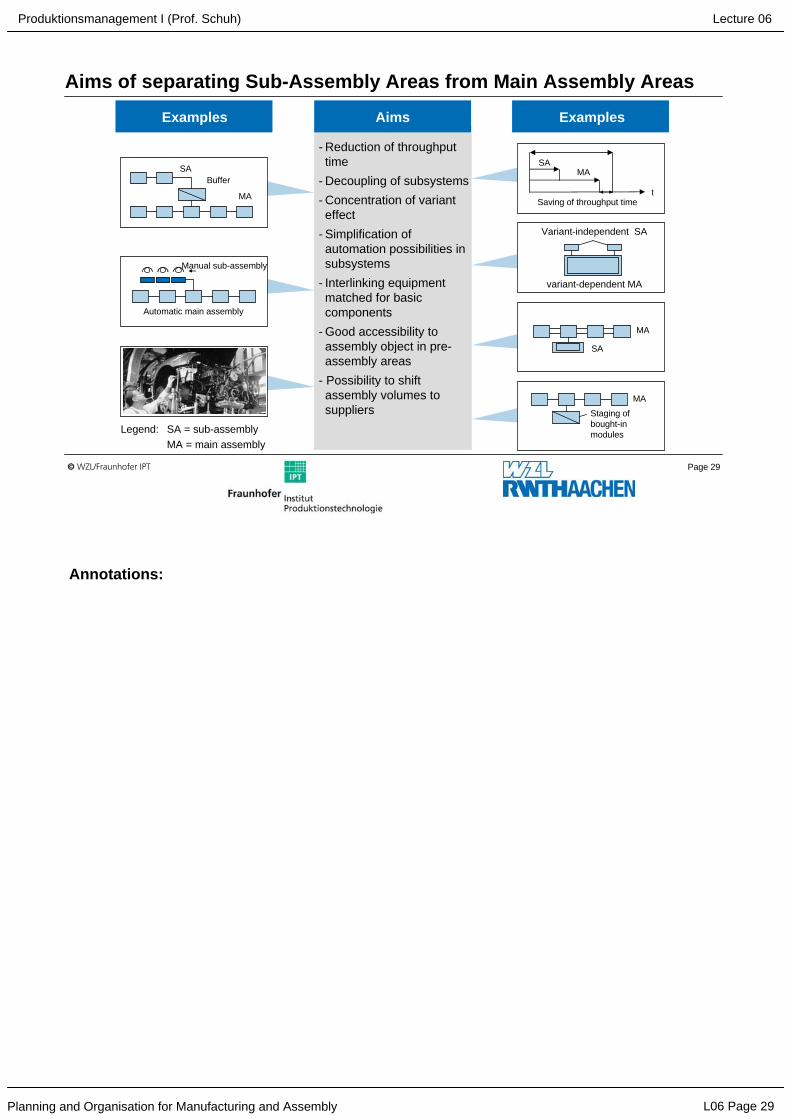
Aims of separating Sub-Assembly Areas from Main Assembly Areas
Examples ExamplesAims
Variant-independent SA
variant-dependent MA
- Reduction of throughput time
- Decoupling of subsystems- Concentration of variant effect
- Simplification of automation possibilities in subsystems
- Interlinking equipmentmatched for basic components
- Good accessibility to assembly object in pre-assembly areas
- Possibility to shift assembly volumes to suppliers
Legend: SA = sub-assemblyMA = main assembly
SABuffer
MA
Manual sub-assembly
Automatic main assembly
Saving of throughput time
SAMA
t
SA
MA
MAStaging of bought-inmodules
Annotations:

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 30
© WZL/Fraunhofer IPT Page 30
Coherency between Product Structure and Assembly StructureEfficient determination of product structure
Product structure Assembly structure
Final assembly
Sub-assembl
y
Intermediate store
Sub-assembl
y
Sub-assembl
y
A CB
Warehouse
Which part
is assembled
When
Where
How
With whom
By whom
Product
UNUN
CPCP CP CP CP
SA SA SA
SP
SP
SP
SP
SP
SA
Legend: UNCPSASP
= Unit= Component= Subassembly= Single part
Annotations:
A systematic subdividing of a product into components that can be pre-assembled and ideally preliminary tested for their operatability is a precondition for a „good“ assembly structure.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 31
© WZL/Fraunhofer IPT Page 31
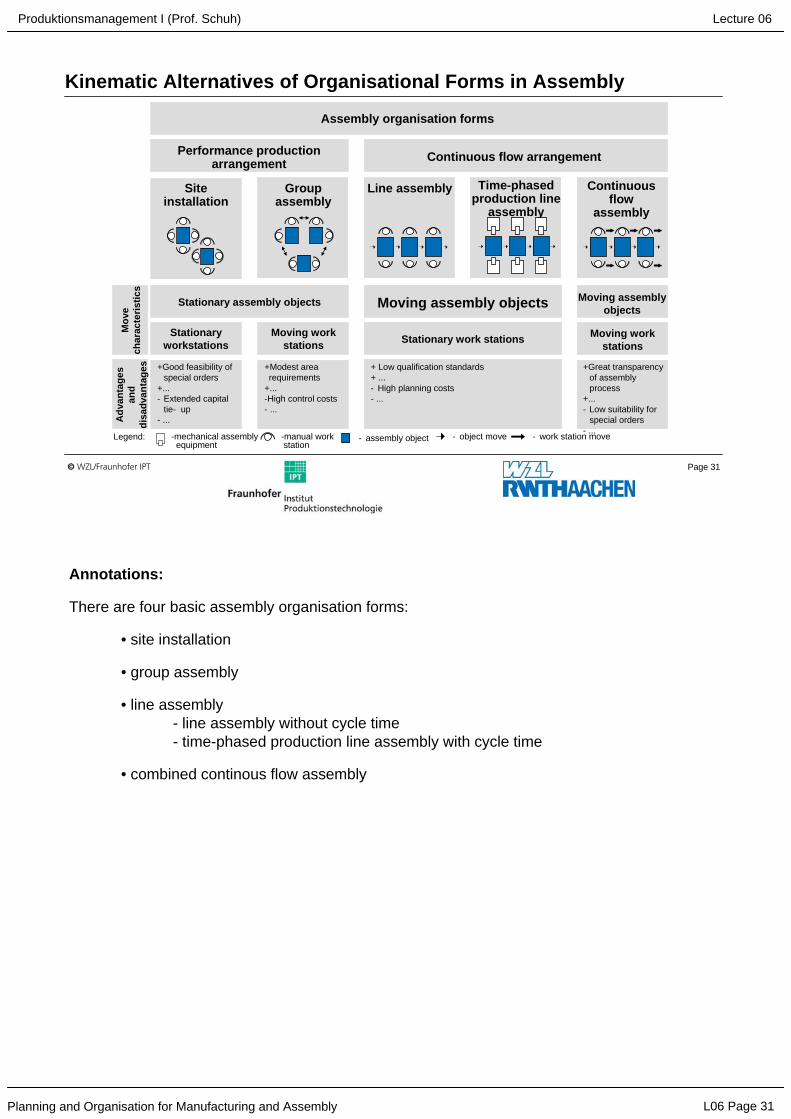
Kinematic Alternatives of Organisational Forms in Assembly
Assembly organisation forms
Continuous flow arrangementPerformance production arrangement
Stationary assembly objects
Fließprinzip
Moving assembly objects Moving assemblyobjects
Stationary workstations
Moving workstations Stationary work stations Moving work
stations
Site installation
Group assembly
Line assembly Time-phased production line
assembly
Continuous flow
assembly
Mov
e ch
arac
teris
tics
Adv
anta
ges
and
disa
dvan
tage
s +Good feasibility of special orders
+...- Extended capital
tie- up- ...
+Modest arearequirements
+...-High control costs- ...
+ Low qualification standards+ ...- High planning costs- ...
+Great transparencyof assembly process
+...- Low suitability for
special orders- ...
Legend: -mechanical assembly equipment
-manual work station
- assembly object - object move - work station move
Annotations:
There are four basic assembly organisation forms:
• site installation
• group assembly
• line assembly- line assembly without cycle time- time-phased production line assembly with cycle time
• combined continous flow assembly

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 32
© WZL/Fraunhofer IPT Page 32
Types of production means in the Assembly Department
Types of production means in the assembly department
• Roller conveyors
• Chain conveyors
• Monorails• Fork stackers• ...
• Warehouse• Bunker• Hoppers• Shelves
• Industrial robots
• Pick and placedevices
• ...
• Screwdrivers• Riveting devices
• Presses• Wrenches• ...
• Optical sensors• Inductivetracers
• ...
Conveyance equipment
Storageequipment
Handling equipment
Assemblyequipment
Monitoringequipment
Annotations:

Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 33
© WZL/Fraunhofer IPT Page 33
The significance of the manufacturing resource Personnel for Manufacturing and Assembly
Manufacturing Assembly
• Potential of rationalisation exhausted to the greatest extent possible due to automation
• Potential of rationalisation not completely exhausted by automation
• Very large volume of manual assembly
Flexible manufacturing
system
Machining centre
NC turning machine
Manual turning machine
Flexible assembly system
Handling device
Manual assembly
?
Annotations:
While in the field of manufacturing the personnel employment could be reduced, there is still some potential of rationalisation in the field of assembly. Therefore, the manufacturing resourcePersonnel is of great importance for the assembly.
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 34
Bibliography
Manufacturinga) Books
Briel, Ralf von Ein skalierbares Modell zur Bewertung der Wirtschaftlichkeit von Anpassungsinvestitionen in ergebnisverantwortlichen Fertigungssystemen,Jost-Jetter Verlag, 2002
Dangelmaier, W. Fertigungsplanung,Springer-Verlag, Berlin 1999
Dietrich, A. Featureintegrierte Fertigungsplanung,Dissertation, Berlin 1996
Eversheim, W Organisation in der Produktionstechnik,Bd. 4, VDI-Verlag, Düsseldorf 1989
Eversheim, W. Betriebshütte, Produktion und Management Schuh, G. Springer-Verlag, 1996
Garside, J. Kosten senken durch modulare Fertigung und optimierte Schnittstellen: Werkzeuge - Arbeitsblätter – ChecklistenVerlag Moderne Industrie, 2000
Grob, R. Flexibilität in der Fertigung,Springer-Verlag, Berlin 1986
Jacobs, H-J Entwicklung und Gestaltung von FertigungsprozessenHanser, 2002
Kistner, K-P Produktionsplanung,2001
Sossna, F. Reorganisation Gruppentechnologischer Fertigungsstrukturen,Shaker Verlag, 2000
Sonnenschein, K Feinplanung in felxiblen Fertigungssystemen,Shaker-Verlag, 1998
Teunis, Gerrit Engpassorientierte Werkstattsteuerung für teilautonome, kooperative Fertigungen,Hannover 2003
Neuhausen, Jörn Methodik zur Gestaltung modularer Produktionssysteme für Unternehmen der Serienproduktion, 2002
Dohms, Ralf Methodik zur Bewertung und Gestaltung wandlungsfähiger, dezentraler Produktionsstrukturen, 2001
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 35
b) Journals
Eversheim, W. Autonome ProduktionszellenLehrstuhl für Produktionssystematik am WZL, RWTH Aachen, 2003
Eversheim, W. Neuartige Fabrikkonzepte sichern WettbewerbsfähigkeitIndustrieanzeiger 04, 2001
Gausemeier, J. Planung der Produkte und Fertigungssysteme für die Märkte von morgen,
VDMA Verlag, 2004
Klocke, F. Modulare Fertigungsplanung,Lehrstuhl für Technologie der Fertigungsverfahren am WZL, RWTH Aachen, 1999
Schmidt, K. Flexible FertigungZohm, F. VDI-Z 09, 1999
Schuh, G. Strategische Produkt- und Prozessplanung,Lehrstuhl für Produktionssystematik am WZL, RWTH Aachen, 2004
Schuh, G. Skalierbare ProduktionslinienGottschalk, S. ZWF 09, 2004
Zohm, F. Flexible FertigungKeiser, R. VDI-Z 09, 2000
Zohm, F. Die Fabrik im 21. JahrhundertBergholz, M. RWTH Themen 01, 2002
Zohm, F. Die Fabrik von morgenBergholz, M. Industrieanzeiger 06, 2002Lange-Stalinski, T
Produktionsmanagement I (Prof. Schuh) Lecture 06
Planning and Organisation for Manufacturing and Assembly L06 Page 36
Assemblya) Books
Cuiper, Ralf Durchgängige rechnergestützte Planung und Steuerung von automatisierten Montagevorgängen,Herbert Utz Verlag, 2000
Esser, H. Integration von Produktionslogistik und Montage-planung und –steuerung,Dissertation, RWTH Aachen 1996
Eversheim, W Organisation in der Produktionstechnik,Bd. 4, VDI-Verlag, Düsseldorf 1989
Eversheim, W. Betriebshütte, Produktion und Management,Schuh, G. Springer-Verlag, 1996
Holle, Wolfgang Rechnerunterstützte Montageplanung, 2002
Jonas, Christian Konzept einer durchgängigen, rechnergestützten Planung von Montageanlagen,Herbert Utz Verlag, 2000
Kratzsch, Sabine Prozess- und Arbeitsorganisation in Fließmontagesystemen,Vulkan-Verlag, 2000
Westkämper, H-J Montageplanung :effizient und marktgerecht,Springer Verlag, 2001
b) Journals
Eversheim, W. Ganzheitliche Neugestaltung der WerkzeugmaschinenmontageLehrstuhl für Produktionssystematik am WZL, RWTH Aachen, 1999
Eversheim, W. Global Footprint,Schuh, G. CIRP General Assy Antalya 08 2005
König, Roland Optimierung der Fertigung und Montage für die Werkzeugmaschinenproduktion,ZERBST Werkzeugmaschinenfabrik GmbH, 2004
Meyer, M. Lean Supply Chain,Lücke, T. WT Online 04, 2004
Schuh, G. Optimized Production Ramp-up in Automotive Industry,Desoi, J. C. IDDME Bath 04 2004Tücks, G.
Schuh, G. Smart Logistics,Kampker, A. WT Online 04, 2005Ripp, S.