professional design project · professional design project ... also study of similar product...
TRANSCRIPT

Professional Design Project
PDP‐11‐103
Designing and development of cnc cylindrical grinder
MSME name -City -State -Zone -
Atul machine toolsRajkotGujaratWestZone
Designer/Firm-
West
Jitendra pranla l mehtagCity -State -PROJECT CODE
J pRajkotGujarat
Approved cost :Start Date :Completion date :
Rs.75000001-05-201220-03-2014

PHASE 1 – RESEARCH
PHASE 1. PRODUCT DEFINATION PHASE
IDENTIFY THE CUSTOMERS: WHO ARE THEY?
The key to this step is collecting information from customers. There are essentially three methods commonly used: observations, surveys, and focus groups.
As we are in business of manufacturing Cylindrical Grinder for long time, we are in contact of users of CNC Cylindrical Grinder.
We already have the customer using our machines and CNC Cylindrical grinder machines.
We have contacted them and studied their requirement in detail.
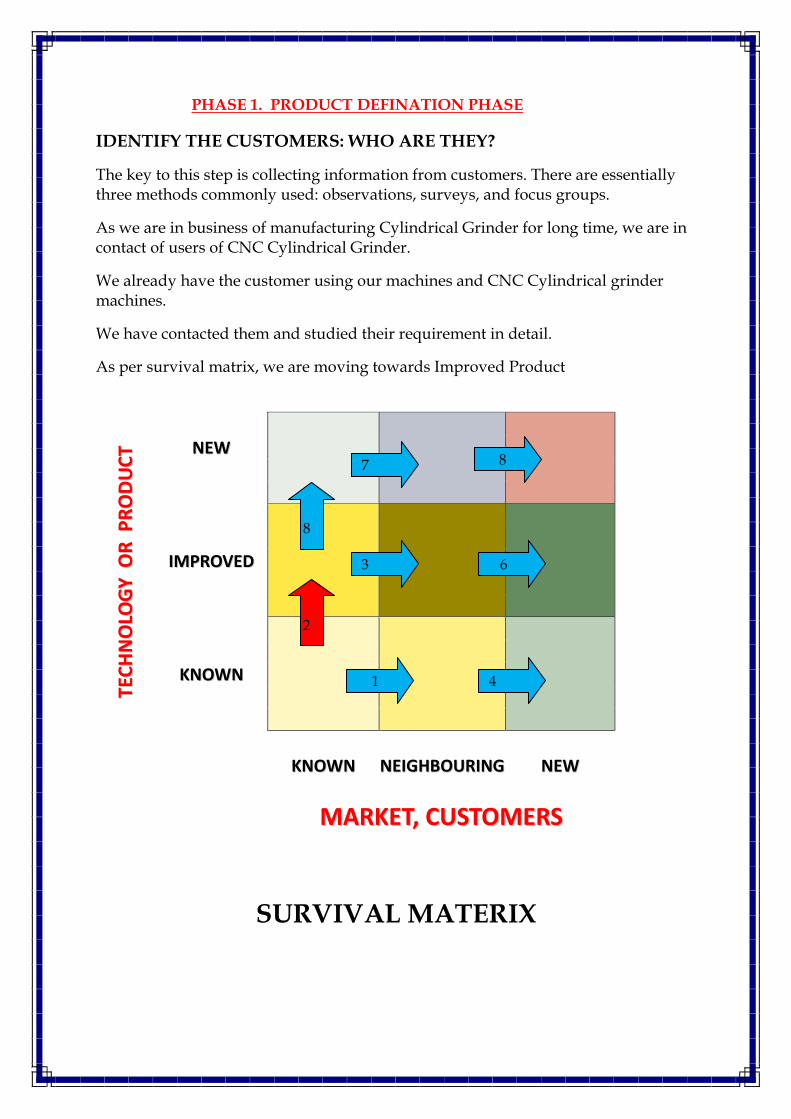
As per survival matrix, we are moving towards Improved Product
TTEE
CCHH
NNOO
LLOO
GGYY
OO
RR
PPRR
OODD
UUCC
TT
NNEEWW
IIMMPPRROOVVEEDD
KKNNOOWWNN
KKNNOOWWNN NNEEIIGGHHBBOOUURRIINNGG NNEEWW
MMAARRKKEETT,, CCUUSSTTOOMMEERRSS
SURVIVAL MATERIX
1 4
6 3
8 7
8
2

COMPETETOR BENCHMARKING
Also study of similar product manufacturer in India and Taiwan for generating the specifications of project machine.
Detail of this study is given in excel sheet
After the study, Detail discussion and brainstorming, we have derived the specifications.
CAPACITIES
Max. Dia. Of swing 250 mm
Max. Distance bet. Centres 600mm
Grinding Length 450 mm
Grinding Diameter (max) 200 mm
Maximum Weight Between Centre 60 kg
Work Head Centre Height 150 mm
WHEEL HEAD
Wheel Surface Speed 30 m/s
Grinding Wheel (OD x ID) 400x127 mm
Grinding Wheel Width (Max) 50 mm
Minimum Wheel Size OD 280 mm
R.P.M of wheel spindle (rpm) 1783 rpm
Linear Velocity 30 m/s
Spindle Type Cartridge Type
Spindle Motor 3.7(5.5) KW/HP
WHEEL SLIDE
Guide way Type V NEEDLE SLIDE
Movement Ball screw dia. 32
Slide Stroke 200
Feed Servo Motor torque 4/6 Nm
Rapid Feed Rate (on dia) 10
(Feed back resolution) Minimum Increment/Pulse 0.0001

WORK HEAD
Spindle Morse Taper MT - 4
Spindle rpm 10 - 300 rpm
Motor 1 HP Freq Drive
Work Head Swivel 45 degree
TABLE
Speed 6/10 m/min
Swivel Angle +7 AND -2 Degree
Table Stroke 625 mm
Minimum Increment/Pulse 0.0001
Feed Servo Motor Torque 6/8 Nm
Guide way Type V & flat
Movement Ball screw dia. 32
TAILSTOCK
Sleeve Morse Taper MT - 4
Quill Travel 25

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
DESIGN PROJECT PHASE 2
TITLE OF PROJECT : DESIGN AND DEVELOPMENT
OF
CNC CYLINDRICAL GRINDER
NAME OF COMPANY ATUL MACHINE TOOLS
CO-APPLICANT (DESIGN
EXPERT)
JITENDRA P. MEHTA
We went to great lengths to understand the design problem and to develop its
specifications and requirements. Now our goal is to use this understanding as a basis
for generating concepts that will lead to a quality product.
Concept is an idea that is sufficiently developed to evaluate the physical principles that
govern its behaviour.
We will focus on techniques to help with functional decomposition
Product Assembly Decomposition
After Freezing Specification of the Cylindrical Grinder, Major assembly of machine was decomposed as per table
MAJOR 8 ASSEMBLIES OF CYLINDRICAL GRINDER
1 BASE ASSEMBLY
2 TABLE ASSEMBLY (Z_SLIDE)
3 TABLE_BALL_SCREW (Z_SLIDE)
4 WORK HEAD ASSEMBLY
5 TAIL_STOCK ASSEMBLY
6 WHEEL_HEAD_SLIDE ASSEMBLY (X_SLIDE)
7 WHEEL_HEAD_BALL_SCREW ASSEMBLY
8 WHEEL_HEAD ASSEMBLY

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
Further to this decomposition of major assembly, are further divided in to sub assemblies to simplify the design process. This finer functional detail leads to a better understanding of the design problem. Breaking down the functions of the design may lead to the realization that there are some already existing components that can provide some of the functionality required.
1 BASE ASSEMBLY
A BASE
B HYDRAULIC POWER PACK
C ELECTRICAL PANEL
D GUARDING
F LEVELING BOLTS
G COOLANT TANK AND ACCESSORIES
2 TABLE ASSEMBLY (Z_SLIDE)
A SLIDE
B Sub-Assembly TABLE_PIVOT_PIN
C Sub-Assembly TOP_PLATE_600
D Sub-Assembly WORK_HEAD_600
E Sub-Assembly Tail Stock_600
F Sub-Assembly TABLE_BS_NUT_BKT
3 TABLE_BALL_SCREW (Z_SLIDE)
A BALL_SCREW
B Sub-Assembly BSB_HOUSING_32
C Sub-Assembly BSB_HOU_FLOT_SIDE
D Sub-Assembly BSB_HOUSING_32
4 WORK HEAD ASSEMBLY
A WORK HEAD
B Sub-Assembly WORK_HEAD_SPINDLE_20
C Sub-Assembly WH_IDELER_SHAFT

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
5 TAIL_STOCK ASSEMBLY
A TAIL_STOCK
B Sub-Assembly TS_RAM_600
C Sub-Assembly T_S_PINION_SHAFT
6 WHEEL_HEAD_SLIDE ASSEMBLY (X_SLIDE)
A Sub-Assembly G_W_H_BTM_SLIDE
B Sub-Assembly G_W_H_TOP_SLIDE
C Sub-Assembly GWH_MOTOR_STAND
D Sub-Assembly MOTOR_STAND_SCREW
7 WHEEL_HEAD_BALL_SCREW ASSEMBLY
A BALLSCREW
B Sub-Assembly BSB_HOUSING_32
C Sub-Assembly PAD_GWH_SLIDE_FLOT
8 WHEEL_HEAD ASSEMBLY
A HEAD
B Sub-Assembly GRINDING_SPINDLE
C Sub-Assembly GRINDING_WHEEL
Benchmarking is a good practice because many hundreds of engineering hours have
been spent developing the features of existing products, and to ignore this work is
foolish.
We have benchmarked sub assemblies from Existing manufacturers from India and Taiwan
for different assemblies and studies their concept and system in detail.
My experience in design and manufacturing of Grinding Machines and experience of
entrepreneur of making similar conventional machine, makes Concept creation very
comfortable.
Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
TYPE OF GUIDE WAYS FOR TABLE
Guideways are machine component used to guide slides (saddle, table, etc) and to
bear the loads applied on them.
They are devised to constrain five degrees of freedom of the slide and allowing only
the linear motion along the machine axis.
To design these guideways for modern machine tools, a set of requirements should
be met as follows: high positioning accuracy, high load capacity and stiffness,
minimum friction and wear, motion without stick-slip, high damping of vibrations,
long service life and low power-consuming.
The types of guideways most used on machine tools are the following: plain, rolling,
hydrostatic, aerostatic and combined guideways (one type in combination with another).
Normally antifriction guide ways are used in recent technology, but for grinding machine
rigidity is very important when we consider the Indian customers. In Indian condition, in
put to the machine is not as per requirement.
We have decided to go with plastics-coated slideways plain slide with V and Flat.
These slideways are constructed with thin-film PTFE (Polytetrafluorethylene) bearings pads The materials used for the construction of plain slideways should have the following properties: a) A low coefficient of friction, preferably even under dry friction conditions; b) A coefficient of friction that does not decrease with increasing velocity and that does not vary markedly with lubrication conditions; c) A low rate of wear and a high resistance to abrasion; d) Good dimensional stability and damping behaviour with adequate stiffness; e) Reasonable cost, simplicity of application and good machining properties; f) Good chemical stability and good compatibility with lubricating oils and cutting fluids.
Drive to Slide with Ball Screw and Servo Motor

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
TYPE OF GUIDE WAYS FOR WHEEL HEAD For guide ways of head, posinitional accuracy is very important, We have decided for antifriction slide. But again to achieve rigidity, we have decided to go with V roller slide Also we have bench marked with other Manufacturer Drive to Slide with Ball Screw and Servo Motor RAPID AND FEED TRAVEL OF BOTH SLIDES We have bench marked from other Manufacturer For Table Slide – 8 mt/Min For Cross Slide – 12 mt/Min WORK HEAD DRIVE To make our machine competitive in the market we have decided to go with A C motor and Frequency variable drive for same. Work Head Drive RPM Varies from 30 to 300 TYPE OF GRINDING WHEEL SPINDLE Spindle manufacturing is very specialised and accurate process. Instead of spending time and money, we have decided to outsource it. Now a day’s good manufacturers are in market. Also recent era is grinding spindle with Antifriction bearing WHEEL DRESSING ARRANGEMENT For wheel dressing, rigid and fixed bracket is to be design TYPE OF BALL SCREWS AND MOUNTING ARRANGEMENT According to accuracy requirement, and length of ball screw, we have decided to go with both end fix for table and One fix and One Floating for Cross Slide TAILSTOCK RAM MOVEMENT Normally tailstock Ram is spring loaded manual but we are planning for Hydraulic movement.

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
LUBRICATION POSSIBILITIES We will go with Centralised Automatic Lubrication system CNC SYSTEM REQUIREMENTS For CNC System, option available in India is Fanuc and Siemens. Discussion is in process with both.
WORK HEAD
600 mm
TAIL
STOCK
SLIDE
BASE

Jitendra MehtaJitendra MehtaJitendra MehtaJitendra Mehta
PROJ. – ATUL MACHINE TOOLS -RAJKOT
After creating concept, Design work starts with some standard data and formula used from CMTI Machine tool design data book
Unit Formula
Diameter of Wheel D mm 350
Peripheral Speed of Wheel v m/sec ̟*Dn/1000*60 32mt/Min
Wheel Revolution per Minute n RPM 1740
Diameter of Work piece Dw mm 50
Work piece rev per Minute nw RPM 200
Peripheral work Speed Vw m/min ̟*Dw*nw/1000 3.14
Depth of Grind Traverse grinding t mm/pass 0.025
Table traverse feed rate ft mm/min 2000
Width of cut Plunge Grinding b mm 40
Plunge in feed rate per work revolution S mm/Rev .01
Plunge in feed rate per minute fp mm/min S*nw 2
Metal Removal Rate Q
Traverse Grinding Q1 Cm³/min ̟*Dw*t*ft/1000 7.85
Plunge Grinding Q2 cm³/min ̟*Dw*b*fp/1000 12.56
Unit Power U Kw/.cm³/min From Data Book 0.85
Power at Spindle N Kw U*Q 4.003
Efficiency of Transmission E % 90
Power of Motor Nel Kw N/E 4.447
Tangential Cutting Force Pz Kgf 102*N/v
Torque at Spindle Ts Kgf.m 975N/n 2.22413
DESIGN OF BED Bed is designed with One V and One Flat For each contacting surface, Maximum pressure calculated and compared with maximum permissible value of pressure as obtained from experimental investigation is give in CMTI Machine tool design data book. For cast iron slide ways of grinding machine is .005 to .008 Kgf/mm2 Base on this data Shape and Size of V and flat is decided

PHASE 3 – DRAWINGS

PHASE 2 – CONCEPTS

PHASE 4 – PROTOTOTYPE

BED AND TABLE

FINAL PRODUCT

