properties and effects of chemically modified bis a … and effects of chemically modified bis a...
TRANSCRIPT

Properties and Effects of Chemically Modified Bis A Epoxy Resin for Cure Acceleration
by Charles Zarnitz Technical Service Manager CVC Specialty Chemicals
Moorestown NJ 08057 856-533-3000
Presented at a meeting of the Thermoset Resin Formulators Association at the Hyatt Regency Boston in Boston, Massachusetts, October 4 through 5, 2004.
ABSTRACT; Formulators of epoxy resins are often asked to provide systems that will react and cure at temperatures well below ambient. Such systems are required for application of coatings, flooring, and adhesives in outdoor, cooler temperature environments, or in unheated indoor areas for civil engineering and a myriad of other applications. Users are also interested in methods to accelerate sluggish ambient or elevated temperature cure systems that, while providing excellent physical performance properties, cure slowly. Existing methods for acceleration of epoxies may exhibit less desirable properties such as odor, poor water or chemical resistance, or reduced thermal properties. Newly available resin technology based on a chemically modified Bisphenol A epoxy has been shown to provide improvements in ambient and low temperature applications. Use of this resin with a variety of curing agents shows desirable effects. Comparison with other methods of accelerated cure indicates advantageous effects.
This paper is presented by invitation of TRFA. It is publicly distributed upon request by the TRFA to assist in the communication of information and viewpoints relevant to the thermoset industry. The paper and its contents have not been reviewed or evaluated by the TRFA and should not be construed as having been adopted or endorsed by the TRFA.

Introduction Epoxy formulators use a variety of methods to accelerate cure of standard Liquid Epoxy Resin (LER) to provide products for low temperature and/or fast cure applications. Some examples include polymercaptans for fast cure adhesives and acrylated epoxy resins for low temperature patching compounds or fast cures at room temperature. However, with the use of polymercaptans and acrylated epoxy, also come undesirable side effects, including the odor and poor water resistance of polymercaptan, and lowered Tg and chemical resistance with acrylated resins. Also, some curing chemistries provide excellent physical properties in cured systems, but have limitations that render them difficult to use. Some examples would be the induction times and long cure cycles required when using polyamides and some amidoamines, or the lengthy room temperature cure times required to enjoy the benefits of cure with polyoxyalkyleneamines. With elevated temperature cure systems, users are always looking for ways to reduce the time and/or temperature requirements needed to achieve satisfactory cure of formulated resin systems. The purpose of this paper is to discuss new resin technology available in the form of a chemically modified Liquid Epoxy Resin (m-LER) that provides a means for cure acceleration in low, ambient, and elevated temperature cure systems. Acceleration in m-LER is not dependant on additives, which can cause decreased chemical resistance and Tg. The modification of m-LER imparts higher reactivity through catalyzation of the epoxy reaction. It should be noted that this modification also results in a higher viscosity resin as compared to standard LER. m-LER is compatible with and can be readily blended with most standard epoxy resins, elastomer-modified and flexiblizing resins, reactive and non-reactive diluents, and solvents. It can also be cured with any standard epoxy curing agent. In addition, m-LER has no regulatory restrictions and is listed on TSCA, NDSL, and EINECS. The remainder of this paper will present information on;
1. Resin viscosity; viscosity stability, viscosity reduction with solvents, reactive diluents, and non-reactive diluents; effect of viscosity modification on gel times and Tg.
2. Use of m-LER to enhance RT and sub-ambient temperature characteristics of a simple Polyamide cure coating formulation
3. Comparison of polymercaptan cured to m-LER based formulas. 4. Comparison of acrylated resin formulas to m-LER. 5. Use of m-LER to accelerate the cure of polyoxyalkyleneamines 6. Use of m-LER to accelerate the cure of aromatic, aliphatic, and
cycloaliphatic amine cured formulas

1. Resin Viscosity and Viscosity Reduction; The modification used in m-LER to provide cure acceleration also has the effect of greatly increasing the viscosity of the resin as compared to standard LER. Initial resin viscosity of a single plant made batch of m-LER was in the 4,000,000 cps range at 25°C and 12,000 to 13,000 cps at 50°C. Laboratory made product has ranged from 150,000 to 200,000 cps at 25°C and 2000 to 4000 cps at 50°C. It is anticipated that once scale-up problems have been solved, the viscosity of plant made product will be more similar to those values observed with lab made material. The viscosity stability of laboratory made product has been good. Material held at room temperature for one year only increased 25% in viscosity (measured at 50°C) as shown in the Figure 1 below.
Figure 1
m-LER Viscosity Stability -- Aged at Room Temperature
1500
2000
2500
3000
3500
4000
0 50 100 150 200 250 300 350 400
Time (Days)
Visc
osity
@ 5
0°C
While m-LER is essentially a semi-solid at RT, mild heat or small additions of diluent decrease its viscosity significantly. One way to effectively reduce viscosity for coatings applications is to dilute with solvent. In Table 1 we see how Xylene can be used to cut the viscosity of plant and lab made m-LER resin.
Table 1 -- Effect of Dilution with Xylene on m-LER Viscosity % Xylene 0 10 12 14 20
Plant Made 4MM 14,000 7300 4000 950
Lab Made 150,000 6875 3850 2150 575 Viscosity measured in cps @ 25°C using Brookfield HAT or LVF w/small sample adapter

Another effective way to reduce viscosity is to use a non-reactive diluent such as furfuryl alcohol. In Table 2 we see how this diluent affects the viscosity of viscosity made resin.
Table 2 – Effect of Dilution w/Non-Reactive Diluent on Plant m-LER Viscosity
% dilution 0 2 4 6 8 10
Furfuryl Alcohol (cps @ 25°C) 4MM 760,000 225,000 113,000 51,000 29,000
Viscosity measured in cps @ 25°C using Brookfield HAT w/small sample adapter
Dilution with furfuryl alcohol at these levels will decrease gel time as evidenced in Figure 2 below. In this experiment gel times were run in a 100-gram mass using an accelerated amido-amine (Genamid 2000/Versamine EH-50 @ 90/10) as the curing agent at 1:1 stoichiometry with the diluted resin.
Figure 2
m-LER Gel Time with Furfuryl Alcohol Dilution
10
11
12
13
14
15
0% 2% 4% 6% 8% 10% 12%% Furfuryl Alcohol
Gel
Tim
e (m
ins)
One of the more effective and desirable ways to reduce resin viscosity is to use a reactive diluent. While not as efficient in viscosity reduction as compared to solvents and non-reactive diluents, these modifiers will still substantially reduce resin viscosity without some of the detrimental side effects of the solvent based and non-reactive systems such as shrinkage and reduced physical and thermal

properties. Table 3 shows the effect of four diluents shown below on the viscosity and gel time of Plant m-LER resin.
C12-14 GE – Monofunctional Alkyl Glycidyl Ether based on C12-14 Alcohol CGE – Monofunctional Aromatic Glycidyl Ether based on Ortho-Cresol NPGDGE – Difunctional Glycidyl Ether Based on Neopentyl Glycol TMPTGE – Trifunctional Glycidyl Ether Based on Trimethylol Propane
Table 3 -- Effect of Dilution w/ Reactive Diluent on Plant m-LER Viscosity and Gel Time
% Diluent 0 10 20 30
Visc. Gel Visc. Gel Visc. Gel Visc. Gel
C12-14 GE 4MM 55,000 18 7580 23 2060 30
CGE 4MM 100,000 16 13125 17 2700 21
NPGDGE 4MM 105,000 17 14250 18 3300 22
TMPTGE 4MM 255,000 16 55,000 17 16750 19 Viscosity measured in cps @ 25°C using Brookfield HAT or LVF w/small sample adapter
Gel Time measure in minutes-Cured with 90/10 Genamid 2000/Versamine EH50
Gel time of LER resin cured with 90/10 Genamid 2000/Versamine EH50 was 43 mins
2. m-LER to Enhance RT & Sub-Ambient Cure in a Polyamide Coating Formulation Polyamide resins have long been used to provide tough, durable, semi-flexible, primers and coatings for a wide variety of applications. These curing agents could be used more effectively if they did not have limitations due to slow cure, poor low temperature cure, and the inconvenience of required induction times prior to coating. Tests were run to investigate the effect of using m-LER to help speed the cure of simple polyamide cured coating formulations. The formulations used are shown in Table 4.

Table 4 – Formulations used to Evaluated Polyamide Cured Films
% m-LER in LER
LER (parts) m-LER (parts) Xylene (parts)
Versamid 125 (parts)
0 9 0 1 5
33 6 3 1 5
66 3 6 1 5
100 0 9 1 5
Drawdowns of each formula were made with zero induction time on steel Q-Panels using a # 50 wire wound rod to produce 4 to 5 mil dried films. Tack free time was measured on coatings cured at room temperature and at 4°C. Gel times were measured at RT on 100-gram samples using an automatic gel timer. Coated panels were cured for 14 days and tested for MEK double rubs and Gardner Impact. Results of these tests are shown below in Tables 5 and 6.
Table 5 – Use of m-LER in Polyamide Cured Coatings Formulas % m-LER in LER
100 gm. Gel Time
MEK Double Rubs Direct Impact
(mins) 100 200 300 (in-lbs.)
0 188 destroyed x x 12
33 69 dull/tacky dull/tacky dull/tacky 7
66 52 dulled dulled dulled 8
100 31 No effect Slight dulling
Slight dulling
11
As seen in Table 5, the results show that use of m-LER will significantly decrease the gel time when cured with Versamid 125. Impact is relatively unaffected and an increase in chemical resistance, as measured by MEK rub resistance is observed. Table 6 shows the significant decrease in Tack-Free time that occurs at RT and at 4°C with increased concentration of m-LER in LER. The difference at low temperature is particularly sharp.

Table 6 – Use of m-LER in Polyamide Cured Coatings Formulas to Reduce Tack-Free Times
%m-LER in LER Tack-Free Time @ RT (hours)
Tack-Free Time @ 4°C (hours)
0 19 88
33 9 50
66 8 41
100 6 26
Major differences in film appearance are seen with use of m-LER in this same series. Photographs of cured films (below) show that with no modification, the film appears matte and mottled. Film appearance improves significantly with 33% m-LER modification to give a gloss appearance. Higher addition of m-LER further improves the gloss. Improvement in MEK rub resistance is also seen in these photos. With no modification, the film was destroyed at 100 rubs. Improvements are seen as the m-LER level increases to 100%, where we see little effect after 300 rubs.

Comparison of m-LER in polymercaptan and acrylate resin modified systems Cure acceleration provided by m-LER resin would lead a formulator to investigate its use in comparison to chemistries currently utilized to provide fast cure. Current technologies include polymercaptan cure and acrylate modified resins. m-LER Compared to Polymercaptan Cure Simple formulas were tested to compare the speed of cure, hardness development, and water absorption of a mercaptan-cured system against m-LER resin cured with an accelerated amine. Formulations and test results are shown
100% LER w/ Versamid 125
100% m-LER w/ Versamid 125
33/67 LER/m-LER w/ Versamid 125
67/33 LER/m-LER w/ Versamid 125

below in Table 7. The 80/20 m-LER/NPGDGE resin was chosen to provide a viscosity similar to LER resin with an EEW = 185-190.
TABLE 7 – m-LER vs. Mercaptan Cure
Formulation A B
LER 12.5 0
80/20 m-LER/NPGDGE 0 17
90/10 Capcure 3-800/Versamine EH-50 12.5 0
Versamine F-11 8
Test Results
Gel Time (20 grams) 3’10” 4’20”
Water Absorption1 10.00% 7.97%
D Hardness @ 15 min 55/42 79
D Hardness @ 30 min 73 82
D Hardness @ 40 min 74 84
D Hardness @ 16 hrs 78 82 1 –24 hour boil
As seen in the table, the m-LER resin formula actually provides for a longer open time but faster hardness development, and lower water absorption, all without the odor and higher expense associated with mercaptans. m-LER Compared to Acrylated Resin Although its viscosity would preclude its use in very low viscosity formulations, m-LER may be useful in some applications in place of acrylated epoxy. Simple formulas were tested to compare the gel time, hardness development, and Tg of an acrylated resin against m-LER resin cured with TETA. Formulations and test results are shown below in Table 8. The 75/25 m-LER/NPGDGE formula was chosen to provide a viscosity similar to the acrylate resin blend used using the plant made m-LER resin. Tg was measured on samples cut from 20-gram discs made of each formula. MEK rubs were tested on panels coated with each formula using a #50 wire wound rod, and drawn down on steel Q-panels.

Table 8 – m-LER vs. Acrylated Resin
Formulation A B
LER 75 0
Plant m-LER 0 75
Acrylated Resin 25 0
NPGDGE 0 25
TETA 14 12.8
Test Results
Gel Time (20 grams) 12” 11”
Hardness (hours to D=80+) 7 1
Tg (48 hour RTC) 51°C 70°C
Tg (10 day RTC) 53°C 80°C
MEK Rubs/Heat Cure1 >300 >300
MEK Rubs/16 hr. RTC <502 >300
MEK Rubs/4 day RTC >3002 >300
Xylene Resistance/Heat Cure1
- 0.004%3 + 0.056%3
Xylene Resistance/4-day RTC
+ 1.05%3 + 0.17%3
1-16 hrs. RT + 2 hrs. @ 100°C; 2-Stained film appearance; 3- 3 days immersion;
The data indicates use of m-LER resin yields similar gel time and improved development of properties as indicated by Hardness and higher Tg. The improvement in chemical resistance on ambient temperature cured samples, as indicated with MEK rub resistance and Xylene immersion testing, is quite remarkable. The photograph below shows panels used for MEK rub resistance on room temperature cured films. Rub testing was performed after cures of 16 hours at RT, and 4 days at RT. The acrylate resin modified film did not perform well after either cure cycle. At 16 hours the film became very gummy with initial MEK rubs, and was stained afterwards wherever MEK was in contact with the film. After 4 days the rub resistance improved, but the film still stained badly. Panels that were heat cured performed well.

4. Use of m-LER to accelerate the cure of polyoxyalkyleneamines. Polyoxyalkyleneamine curing agents are well known to provide flexible coatings, adhesive, and sealant formulations. One of their limitations is slow cure, particularly at ambient temperature. Gel time comparisons (100 gram samples) were conducted on diluted m-LER (80/20 m-LER/NPGDGE) vs. LER with three different polyoxyalkyleneamine curing agents using an automatic gel timer. The curing agents tested were Jeffamine D-230, Jeffamine D-400, and Jeffamine T-403. The results in Figure 3 show that m-LER causes a dramatic decrease in gel time with all three hardeners as compared to LER.
m-LER/NPGDGE @ 75/25 cured w/TETA LER/Acrylated Epoxy @
75/25 cured w/ TETA
MEK Rubs after 16 hour RTC and 4 day RTC

Figure 3
LER v. m-LER Gel Times with Jeffamines
660
1830
487
230
665
1450
200
400
600
800
1000
1200
1400
1600
1800
2000
D-230 D-400 T-403
Hardener
Gel
Tim
e (m
inut
es)
LERm-LER/NPGDGE
The degree of cure vs. time with m-LER v. LER was tested using Jeffamine D-230 as curative. Resin was mixed at 1:1 stoichiometry with Jeffamine D-230 and aliquots added to each of several stainless steel sample pans. An initial cure scan with each formula was run by DSC to obtain the heat of reaction for each formula. Subsequent samples were tested at intervals to determine residual heat of reaction and the degree of cure was calculated at each interval. Results, shown in Figure 4, indicate a moderate decrease in the time to cure at RT with the use of the m-LER resin.

Figure 4
% Cure v. Time for m-LER and LER - Cured w/ Jeffamine D-230
0.00
10.00
20.00
30.00
40.00
50.00
60.00
0 1 2 3 4 5 6 7 8 9
Time (hours)
% C
ure
LER/D230m-LER/D230
5. Use of m-LER to provide for improved water spot resistance The potential of m-LER to provide coatings with improved resistance to waterspot and blush was evaluated using a procedure loosely based on “Investigation of Waterspot and Blush Resistance of Epoxy Industrial Floors” (presented at the American Concrete Institute Conference, Seattle, WA, 1997 by Peter Lucas, Paula Clark, Robert Haney, and Margaret Kittek, all of Air Products and Chemicals). m-LER and LER were mixed with Ancamide 501, an amidoamine curing agent, at 1:1 stoichiometry, diluted with Xylene to 90% solids, and applied to a steel Q-Panels using a #50 wire wound rod. The LER sample was allowed a 30’ induction time while the m-LER was applied with no induction time. Each panel was air dried for 5 hours before placing a wet cotton ball on the coated surface. A plastic cup was placed over the cotton ball to prevent evaporation for 24 hours. After 24 hours, the cotton ball was removed to reveal the surfaces shown in the photographs below. One can clearly see that, the m-LER film with zero induction time provides good film appearance with improved resistance to waterspot as compared to the LER control.

6. Comparison of m-LER vs. LER to provide for faster elevated temperature cures with aromatic, aliphatic and cycloaliphatic amines. Given the ability of m-LER to provide enhanced cure at ambient and sub-ambient temperatures, it was deemed worthwhile to investigate the affect on the cure of aromatic and neat cycloaliphatic amines. The amines used in this phase of the study were;
• Ancamine 9360 – Methylene Dianiline based hardener, from Air Products
• Ethacure 100 – Diethyltoluenediamine from Albermarle Corporation
• Amicure PACM -- bis-(p-aminocyclohexyl) methane, from Air Products
• Vestamin IPD – Isophorone Diamine
• DEH 24 – Triethylenetetramine from Dow Chemical Time to cure studies where performed using a Perkin-Elmer DSC7 Thermal Analyzer to compare m-LER and LER with each of the above-mentioned curing agents. Kinetics determinations were made using the Pyris 6 software package from Perkin-Elmer. Pyris Software has two options to determine kinetics, Scanning Kinetics and Isothermal Kinetics. Scanning Kinetics will compute results from a single cure scan while Isothermal Kinetics requires from 3 to 6 separate isothermal curing runs. Obviously, use of scanning kinetics requires less time while isothermal kinetics would be expected to provide more accurate data. Efforts were made in this study to quantify the difference using the Ancamine 9360 model pair. To generate Scanning Kinetics data, samples were mixed at ratios shown in Table 9 below.

TABLE 9 – Weight Ratios for m-LER and LER with Aromatic and Cycloaliphatic Amines for Kinetics Determinations
A B C D E F G H I J
M-LER 100 0 100 0 100 0 100 0 100 0
LER 0 100 0 100 0 100 0 100 0 100
Ancamine 9360
36.5 38.4 - - - - - -
-Ethacure 100
- - 22.4 23.6 - - - -
Amicure PACM
- - - - 26.4 27.8 - -
Vestimin IPD
- - - - - - 21.4 22.5
TETA 12.2 12.9
Small aliquots of mixed material were added to stainless steel sample pans and crimped closed. Curing scans were run from 50 to 230°C at 10°C/min. Scans were analyzed to generate onset temperatures, peak exotherm temperature and Delta H. From the curing scans, the scanning kinetics software can compute a variety of data including % reaction vs. time for various isothermal cure temperatures to produce curves as shown below in Figure 5 for resin cured with Ancamine 9360.

Figure 5 - % Reaction v. Time at Isothermal Temperatures for m-LER and LER cured by Ancamine 9360 by Scanning Kinetics
These curves show % reaction on the y-axis vs. time on the x-axis. Each line on the graph is an isothermal cure line to show the time it would take to achieve a certain % cure at that temperature. From these graphs we can pull off data at a desired % cure and compare times to cure at various temperatures. Figure 6 below compares m-LER and LER time to cure to 90% of full cure at various temperatures.
m-LER cured with Ancamine 9360. % Reaction v. time by Scanning Kinetics
LER cured with Ancamine 9360. % Reaction v. time by Scanning Kinetic
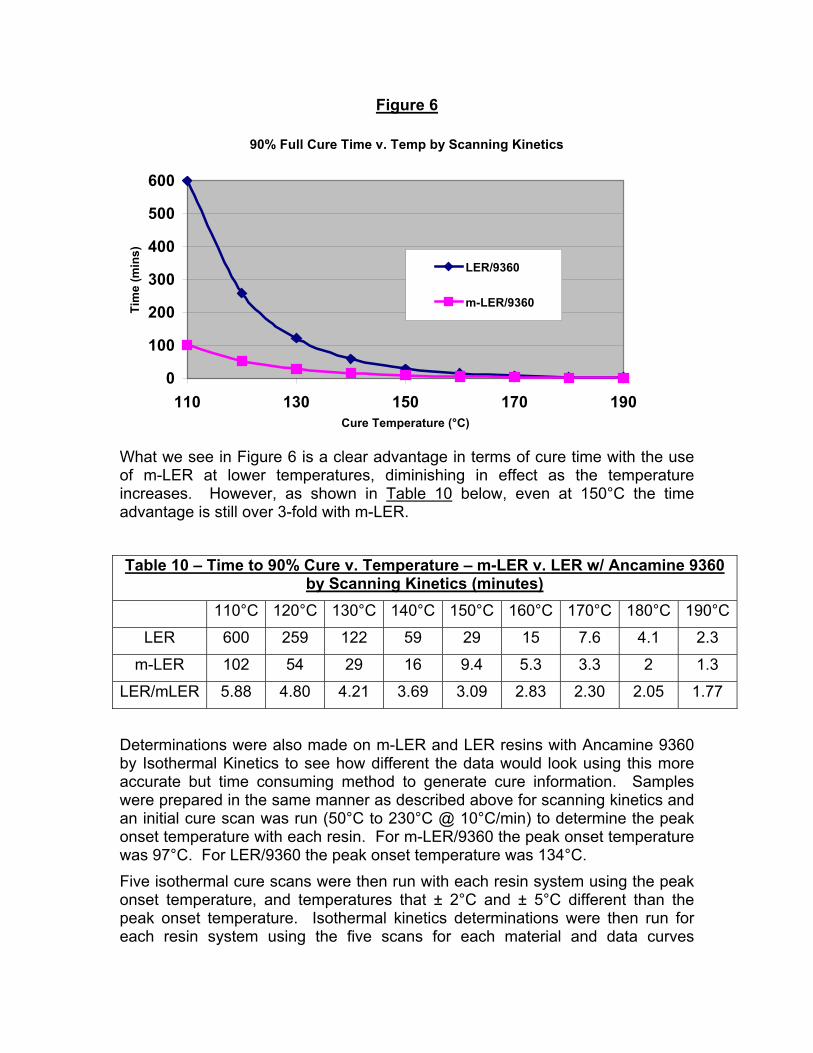
Figure 6
90% Full Cure Time v. Temp by Scanning Kinetics
0
100
200
300
400
500
600
110 130 150 170 190Cure Temperature (°C)
Tim
e (m
ins)
LER/9360
m-LER/9360
What we see in Figure 6 is a clear advantage in terms of cure time with the use of m-LER at lower temperatures, diminishing in effect as the temperature increases. However, as shown in Table 10 below, even at 150°C the time advantage is still over 3-fold with m-LER.
Table 10 – Time to 90% Cure v. Temperature – m-LER v. LER w/ Ancamine 9360 by Scanning Kinetics (minutes)
110°C 120°C 130°C 140°C 150°C 160°C 170°C 180°C 190°C
LER 600 259 122 59 29 15 7.6 4.1 2.3
m-LER 102 54 29 16 9.4 5.3 3.3 2 1.3
LER/mLER 5.88 4.80 4.21 3.69 3.09 2.83 2.30 2.05 1.77
Determinations were also made on m-LER and LER resins with Ancamine 9360 by Isothermal Kinetics to see how different the data would look using this more accurate but time consuming method to generate cure information. Samples were prepared in the same manner as described above for scanning kinetics and an initial cure scan was run (50°C to 230°C @ 10°C/min) to determine the peak onset temperature with each resin. For m-LER/9360 the peak onset temperature was 97°C. For LER/9360 the peak onset temperature was 134°C. Five isothermal cure scans were then run with each resin system using the peak onset temperature, and temperatures that ± 2°C and ± 5°C different than the peak onset temperature. Isothermal kinetics determinations were then run for each resin system using the five scans for each material and data curves

showing time to cure at various temperatures were generated for each. Times to 90% full cure for each system were determined from the graph for each resin and treated in similar manner to data for Scanning kinetics. Figure 7 below compares m-LER and LER time to cure to 90% of full cure at various temperatures.
Figure 7
90% Full Cure v. Temperature by Isothermal Kinetics
0
10
20
30
40
50
60
110 120 130 140 150 160 170 180 190 200Cure Temperature (°C)
Tim
e (m
ins) LER/9360
m-LER/9360
As compared to Figure 6, we still see a clear advantage in terms of cure time with the use of m-LER at lower temperatures, also diminishing in effect as the temperature increases. However, the degree of difference is less at all temperatures through the profile. These data, along with cure time ratio LER/m-LER is shown below in Table 11.
Table 11 – Time to 90% Cure v. Temperature – m-LER v. LER w/ Ancamine 9360 by Isothermal Kinetics (minutes)
90°C 100°C 110°C 120°C 130°C 140°C 150°C 160°C 170°C 180°C 190°C
LER 117 81.2 57.6 41.7 30.5 22.9 17.1 13.2 10.2 8.0 6.4
mLER 28.6 22.4 17.6 14.2 11.5 9.4 7.7 6.4 5.4 4.6 3.9
LER/mLER 4.09 3.63 3.27 2.94 2.65 2.44 2.22 2.06 1.89 1.74 1.64
Table 12 compares the LER/m-LER ratios as generated by Scanning vs. Isothermal kinetics. At 110°C, for example, scanning kinetics predicts that the LER resin will require a cure time six times as long as the m-LER resin with Ancamine 9360 while isothermal kinetics predicts this difference to be approximately three-fold. At 150°C, the difference in cure time is predicted to be 3-fold by scanning kinetics and 2-fold by isothermal kinetics.
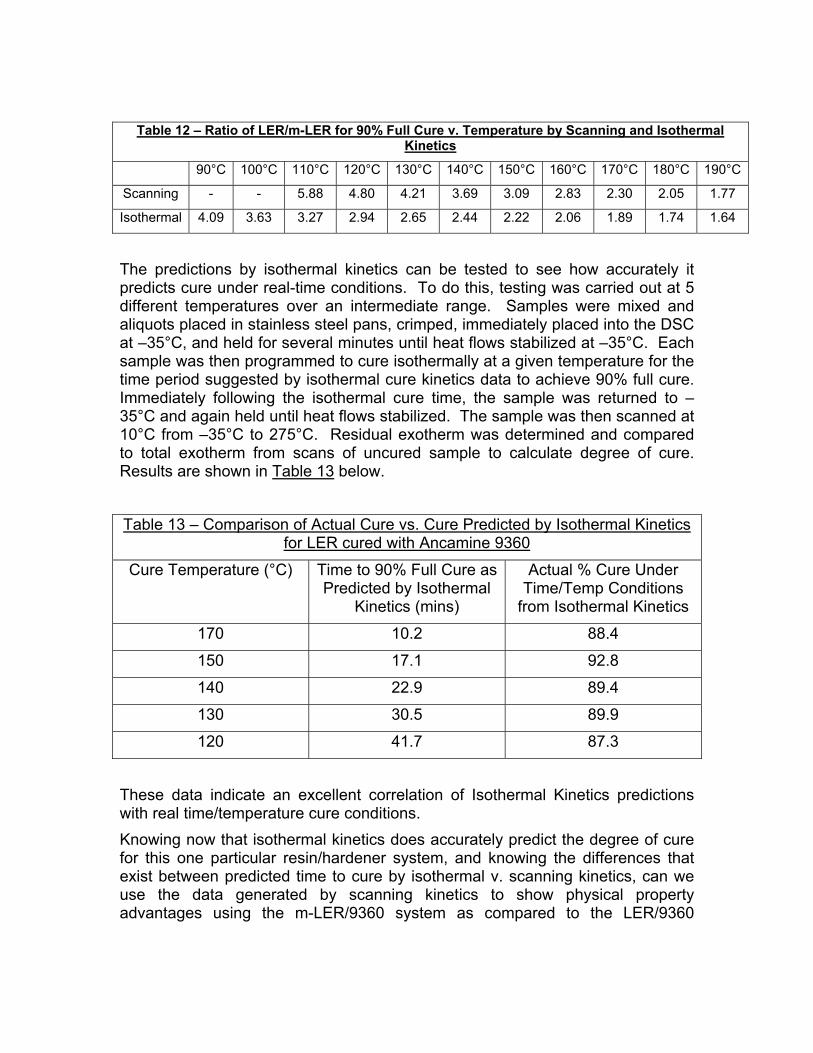
Table 12 – Ratio of LER/m-LER for 90% Full Cure v. Temperature by Scanning and Isothermal
Kinetics
90°C 100°C 110°C 120°C 130°C 140°C 150°C 160°C 170°C 180°C 190°C
Scanning - - 5.88 4.80 4.21 3.69 3.09 2.83 2.30 2.05 1.77
Isothermal 4.09 3.63 3.27 2.94 2.65 2.44 2.22 2.06 1.89 1.74 1.64
The predictions by isothermal kinetics can be tested to see how accurately it predicts cure under real-time conditions. To do this, testing was carried out at 5 different temperatures over an intermediate range. Samples were mixed and aliquots placed in stainless steel pans, crimped, immediately placed into the DSC at –35°C, and held for several minutes until heat flows stabilized at –35°C. Each sample was then programmed to cure isothermally at a given temperature for the time period suggested by isothermal cure kinetics data to achieve 90% full cure. Immediately following the isothermal cure time, the sample was returned to –35°C and again held until heat flows stabilized. The sample was then scanned at 10°C from –35°C to 275°C. Residual exotherm was determined and compared to total exotherm from scans of uncured sample to calculate degree of cure. Results are shown in Table 13 below.
Table 13 – Comparison of Actual Cure vs. Cure Predicted by Isothermal Kinetics for LER cured with Ancamine 9360
Cure Temperature (°C) Time to 90% Full Cure as Predicted by Isothermal
Kinetics (mins)
Actual % Cure Under Time/Temp Conditions
from Isothermal Kinetics
170 10.2 88.4
150 17.1 92.8
140 22.9 89.4
130 30.5 89.9
120 41.7 87.3
These data indicate an excellent correlation of Isothermal Kinetics predictions with real time/temperature cure conditions. Knowing now that isothermal kinetics does accurately predict the degree of cure for this one particular resin/hardener system, and knowing the differences that exist between predicted time to cure by isothermal v. scanning kinetics, can we use the data generated by scanning kinetics to show physical property advantages using the m-LER/9360 system as compared to the LER/9360

system? Shown below are Scanning Kinetics curves for LER/9360 (Figure 8) and m-LER/9360 (Figure 9). Figure 8 - % Reaction v. Time at Isothermal Temperatures for LER cured by
Ancamine 9360 by Scanning Kinetics Figure 9 - % Reaction v. Time at Isothermal Temperatures for m-LER cured
by Ancamine 9360 by Scanning Kinetics
LER w/ 38.4 phr Ancamine 9360 by Scanning Kinetics
25 to 30 mins @ 150° for 90%
m-LER w/ 36.5 phr Ancamine 9360 by Scanning Kinetics
25 to 30 mins @ 130° for 90%

Given that data shown previously indicated differences in predicted cure times between isothermal and scanning kinetics in the cure temperature range between 120 and 150°C are not too great, can the simpler scanning data predictions be used to determine if the m-LER resin system can provide similar cure at lower temperatures vs. standard LER? In order to test this we note that in Figure 8 it appears that LER/9360 curing for 25-30 minutes at 150°C is needed to achieve 90% full cure. Figure 9 shows that with m-LER /9360, a temperature of 130°C for 25 to 30 minutes will be sufficient for 90% full cure. Samples of each system were cured at the isothermal conditions shown in Table 14, and then checked for Tg. This testing was carried out as follows; Samples were mixed and aliquots placed in stainless steel pans, crimped, immediately placed into the DSC at 0°C, and held for several minutes until heat flow was stabilized. Each sample was then programmed to cure isothermally under the time/temperature conditions shown in Table 14. Immediately following cure, the sample was returned to 0°C and held until heat flow was stable. The sample was then scanned at 10°C from 0°C to 275°C and Tg was determined. Results are shown in Table 14.
Table 14 – Comparison of Tg with m-LER v. LER cured w/Ancamine 9360 under Different Time/Temperature Conditions
Cure Schedule LER/9360 - Tg m-LER/9360 - Tg
25 mins @ 150°C 120°C -
25 mins @ 130°C - 119°C
25 mins @ 120°C 71°C 109°C
30 mins @ 120°C - 118°
The data in Table 14 clearly illustrates that m-LER/9360 will cure at temperatures 20 to 30°C lower than LER/9360 and achieve the same Tg. Figures 10, 11, and 12 & 13 compare the time to 90% full cure with m-LER and LER using the following curing agents;
• Ethacure 100 – Figure 10
• Amicure PACM – Figure 11
• Vestimin IPD – Figure 12
• DEH 24 – Figure 13

Figure 10
90% Full Cure Time v. Temperature by Scanning Kinetics
0
100
200
300
400
500
600
700
100 110 120 130 140 150 160 170Cure Temperature (°C)
Tim
e (M
in)
LER/Eth. 100m-LER/Eth. 100
Figure 11
90% Cure Time v. Temperature by Scanning Kinetics
0
100
200
300
400
500
600
700
800
50 70 90 110 130 150 170Cure Temperature (°C)
Tim
e (m
in)
LER/PACMm-LER/PACM

Figure 12
90% Full Cure Time v. Temperature by Scanning Kinetics
0100200300400500600700800900
55 65 75 85 95 105 115 125Cure Temperature (°C)
Tim
e (m
in)
LER/IPDm-LER/IPD
Figure 13
90% Cure Time v. Temperature by Scanning Kinetics
0
100
200
300
400
500
600
700
800
900
1000
30 40 50 60 70 80 90 100
Cure Temperature (°C)
Tim
e (m
inut
es)
LER/TETAm-LER/TETA
The curves shown in Figures 10, 11, 12 and 13, for curing agents Ethacure 100, Amicure PACM, Vestimin IPD, and DEH 24 are similar in profile to those generated for Ancamine 9360. Although time considerations limited the possibility of verifying the advantages of m-LER in all, it is expected that in each

case shorter times to full cure would be observed leading to savings in time and/or energy costs to cure formulations made with m-LER. Summary and Conclusions This paper was intended to investigate a range of possible applications where m-LER could, by virtue of its cure accelerating capabilities, be utilized advantageously. Beneficial uses suggested and supported are;
1. With Polyamide cured coatings a. Tack free times that are 3 to 4 times faster b. Exudate-Free, high gloss coatings with zero induction time c. Improved MEK Rub resistance with RTC
2. Fast cure formulations without the use of polymercaptan that provide for improved water resistance, lower cost, and less odor.
3. Formulations with similar cure time and faster property build vs. acrylated resin, that also show improved chemical resistance and film appearance when room temperature cured.
4. Shorter gel times and improved cure response with polyoxyalkyleneamines.
5. Improved water spot resistance with standard curing agents at RT and sub-ambient conditions.
6. Shorter cure times with aromatic and unmodified cycloaliphatic amines.

Acknowledgements
• William Starner PhD, Technical Director, CVC Specialty Chemical – o Advice and input in development of data and review of paper.
• James Shirk, Process Chemist, CVC Specialty Chemicals o Preparation of resin material.
• Gary LaQuatra, R&D Technician, CVC Specialty Chemicals o Preparation of materials, testing, evaluations, and photography.
• CVC Specialty Chemicals Senior Management o Provision of resources.
• David Norman, Senior Field Scientist, Perkin-Elmer Instruments o Help and advice on thermal analysis.
AUTHOR BIOGRAPHY
Charles Zarnitz is Technical Service Manager for CVC Specialty Chemicals, Maple Shade, NJ. He has 25 years experience with companies that manufacture raw materials and finished products for adhesives, coatings, flooring, and lining applications. In positions previous to CVC he has served as Technical Director for US Anchor Corporation, Pompano Beach FL, Research and Development Manager for Atlas Minerals and Chemicals, Mertztown PA, and as a Chemist with Wilmington Chemical, Wilmington DE and Devcon Corporation, Danvers, MA. He is a current member of TRFA and ACS. Charlie graduated from Lock Haven University, Lock Haven, PA with a BS in Biology in 1978 and received his MS in Chemistry from West Chester University, West Chester, PA in 1998.