pursuit of excellence - sae international · pursuit of excellence - value-added auditing - sae...
TRANSCRIPT
Pursuit of Excellence- Value-Added auditing -
SAE AS9100 Auditor Workshop
July 30, 2009
Brian Hughitt, NASA Headquarters
Office of Safety and Mission Assurance

What has been done will be done again.There is nothing new under the sun.
Is there anything of which one can say,“Look this is something new”?It was here already long ago.It was here before our time.
King Solomon1000 BC

USS THRESHER
First in her classShe was fast, quiet, and deep diving
The leading edge of US Submarine Technology

Apollo 1 Command Module
First in her classShe was much larger & far more complex
than any previous design
The leading edge of US Spacecraft Technology

Loss of the USS THRESHER
On April 10, 1963, while engaged in a deep test dive 220 miles east of Cape Cod, MA, the USS THRESHER was lost at sea, settling at a depth of 8400 feet with all aboard
The crew of 112 Naval Officers and Enlisted personnel and 7 civilians perished

Loss of the Apollo 1 Command Module
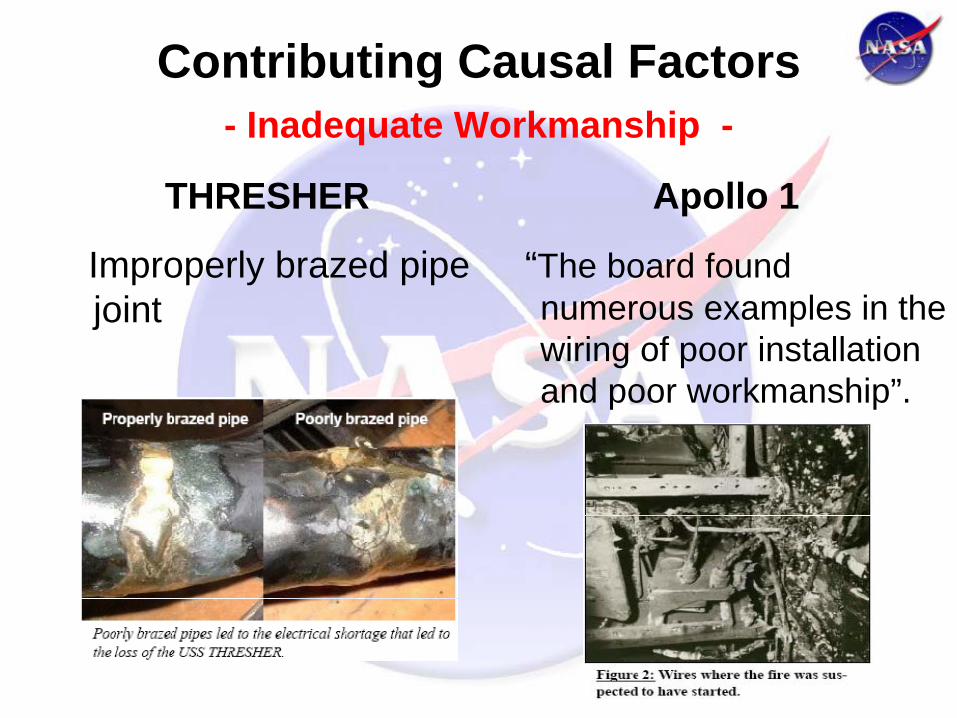
Contributing Causal Factors- Inadequate Workmanship -
THRESHER
Improperly brazed pipe joint
Apollo 1
“The board found numerous examples in the wiring of poor installation and poor workmanship”.

Contributing Causal FactorsInadequate Fabrication Processes
THRESHER
Brazed piping joints exposed to full submergence pressure
Apollo 1
Teflon wire coating could be easily damaged or penetrated by abrasion

Contributing Causal Factors- Ineffective Quality Assurance -
USS THRESHER
Portsmouth Naval Shipyard inspectors using newly developed ultrasonic testing techniques identified numerous instances of faulty brazed joints. Many brazed joints on the THRESHER were never UT’d.
Apollo 1
Kennedy Space Center inspectors cited multiple instances of deficient parts, equipment, and workmanship.

Contributing Causal FactorsVulnerable Design
Inadequate Emergency RecoveryUnforeseen Failure Mode
THRESHER
• Reactor shutdown• Impaired access to vital
equipment• Compromised ballast
tank blow
Apollo 1
• Single gas atmosphere• Flammable materials• Inward opening hatch
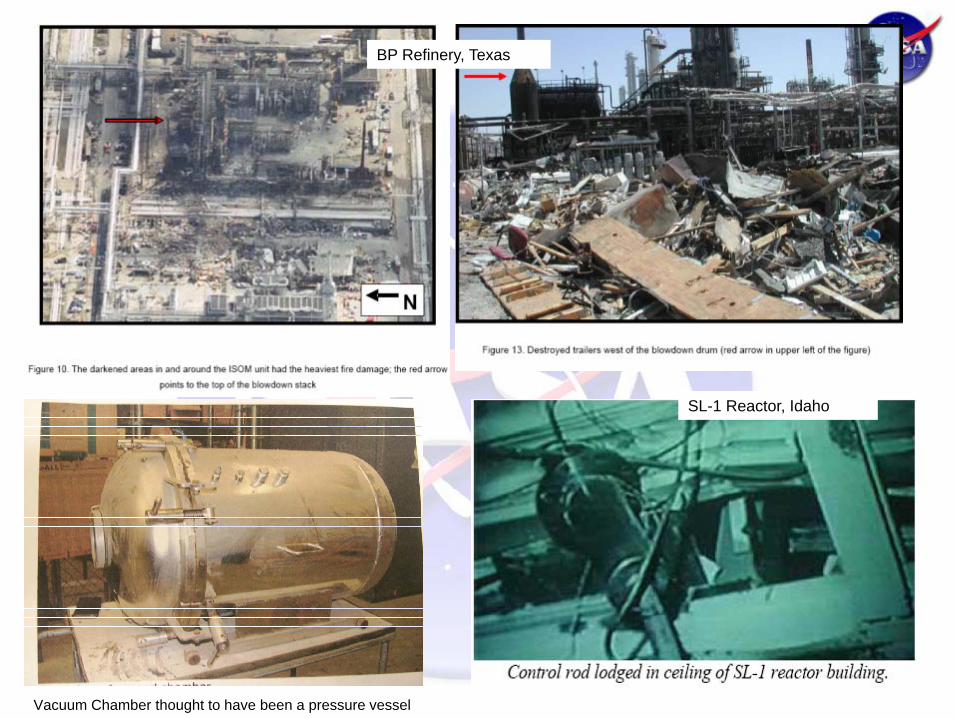
Vacuum Chamber thought to have been a pressure vessel
SL-1 Reactor, Idaho
BP Refinery, Texas

Big Dig, Boston
Montana

All of these events were terrible tragedies

All of these events were completely avoidable

Quality System Weaknesses
The marked boxes indicate ineffective QMS elements and a failure of quality assurance auditing to identify & correct these shortcomings.

Requirements
Design
Quality Assurance
When Events Line Up, the Consequences Can Be Devastating
Adapted from : James Reason, Managing the Risks of Organizational Accidents, 1997, p. 12
Mishap
Manufacturing
Test
Operations
Hazard
Procedures and inspections are often added to “correct” issues that are symptoms, this is the often the least effective way to manage risk.
Failure to effectively respond, failure to put cost or schedules aside to prevent risk, lack of communication, risk management plans, noncompliance or fear of raising issues are signs of a failing quality system.

All quality professionals should be system health monitors.

Three Rules:
1. Be attuned: Know your internal quality system weaknesses, andbe continually working to remedy them.
2. Be attentive: Know your external quality risks, and be continuallyworking to mitigate them.
3. Step back and connect the dots…Look for intangible influences on product quality.Become a student of quality system failures.

19
Removed for copyright protection

20
Removed for copyright protection
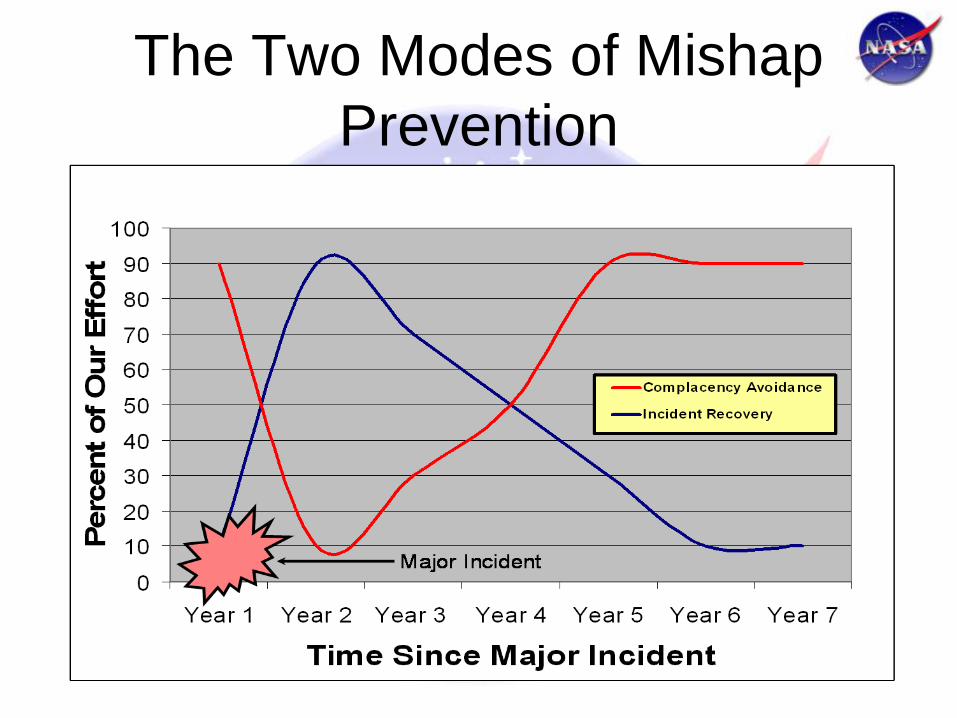
The Two Modes of Mishap Prevention
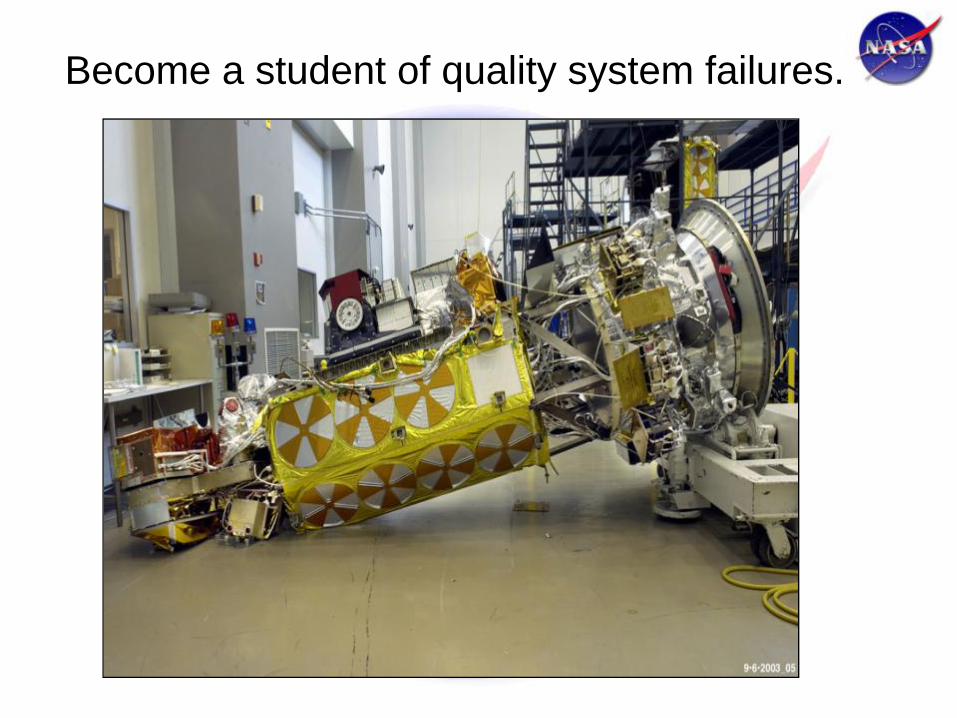
Become a student of quality system failures.

23
NASA System Safety Case Studieshttp://pbma.nasa.gov/index.php?fuseaction=pbma.main&cid=584
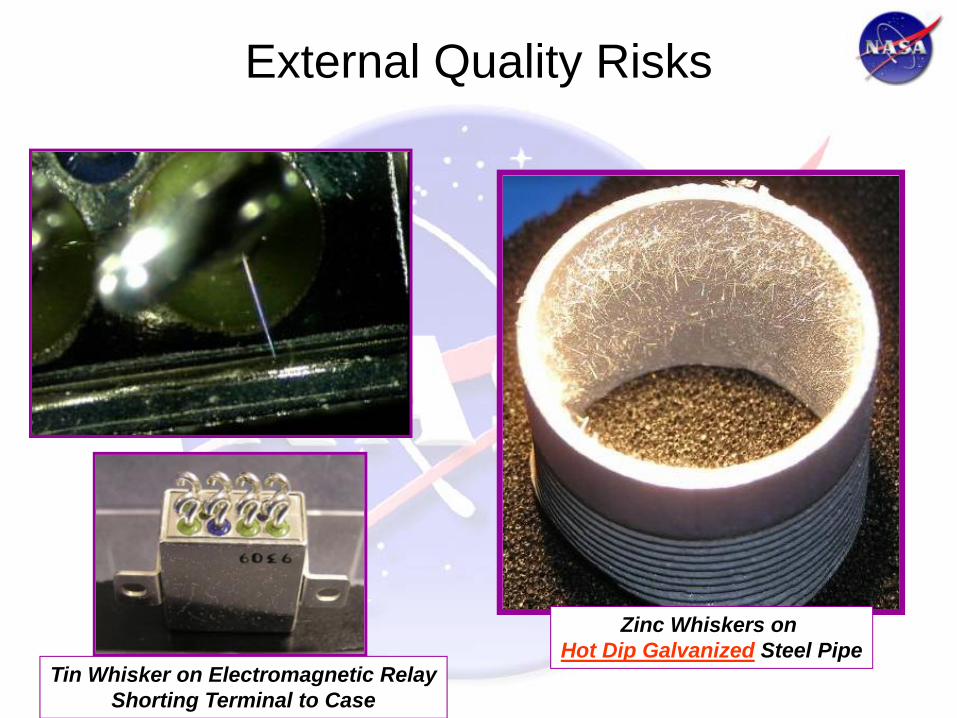
Zinc Whiskers on Hot Dip Galvanized Steel Pipe
Tin Whisker on Electromagnetic RelayShorting Terminal to Case
External Quality Risks
25
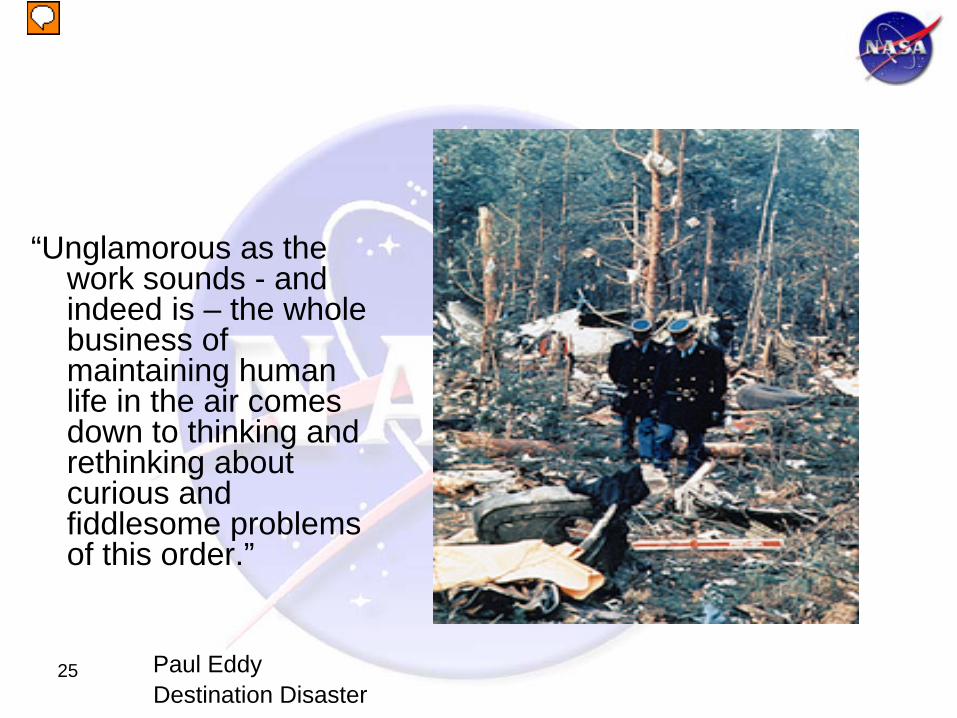
“Unglamorous as the work sounds - and indeed is – the whole business of maintaining human life in the air comes down to thinking and rethinking about curious and fiddlesome problems of this order.”
Paul EddyDestination Disaster

To improve life here,To extend life to there,To find life beyond.

27
Marking indicates an Op Amp from ADI…
… but contains die for a Voltage Reference from PMI
Evidence of prior marking for a part with inferior performance …
… accompanied by bogus test report
Device lead condition shows parts were used
Part number indicates a CLCC package, but this package is a CDP…
Counterfeiting
Retopping Remarking
GIDEP Counterfeit Report Submissions
0
10
20
30
40
50
1976 1978 1980 1982 1984 1986 1988 1990 1992 1994 1996 1998 2000 2002 2004 2006 2008
Year
Rep
orts
28

29
Separate the vital few from the trivial many
Joseph Juran

30
… mitigate risks associated with noncompliance. Risk considers the likelihood of noncompliance and the consequences associated with noncompliance, including the maturity, complexity, criticality, and value of work performed …

31
… attain confidence levels that are commensurate with the severity of consequences that would be incurred in the event of noncompliance.

32
… periodically reevaluated and adjusted based on changes to risk factors.
33
AS9100: 2009A New (and needed) Focus on Risk
7.1.2 Risk Management
The organization shall establish, implement and maintain a process for managing risk to the achievement of applicable requirements, that includes as appropriate to the organization and the product
a) assignment of responsibilities for risk management,b) definition of risk criteria (e.g., likelihood, consequences, risk
acceptance),c) identification, assessment and communication of risks throughout
product realization,d) identification, implementation and management of actions to
mitigate risks that exceed the defined risk acceptance criteria, e) acceptance of risks remaining after implementation of mitigating
actions.
critical items … key characteristics … special requirements

35
The Stakes….The Stakes

37

38

39

"The society which scorns excellence in plumbing because plumbing is a humble activity and tolerates shoddiness in philosophy because it is an exalted activity will have neither good plumbing nor good philosophy. Neither its pipes nor its theories will hold water."
John Gardner

Back-Up slides

42
Counterfeit Parts Examples
Backtop peeling away. Sand marks evident
Acetone Swipe
National Semiconductor does not use “ : ” in part numbers
New versus Refurbished leads
Missing Serial Number
Dual Markings

BusinessWeek Video Clip
http://www.businessweek.com/magazine/content/08_41/b4103034193886.htm?chan=top+news_top+news+index+-+temp_top+story
44
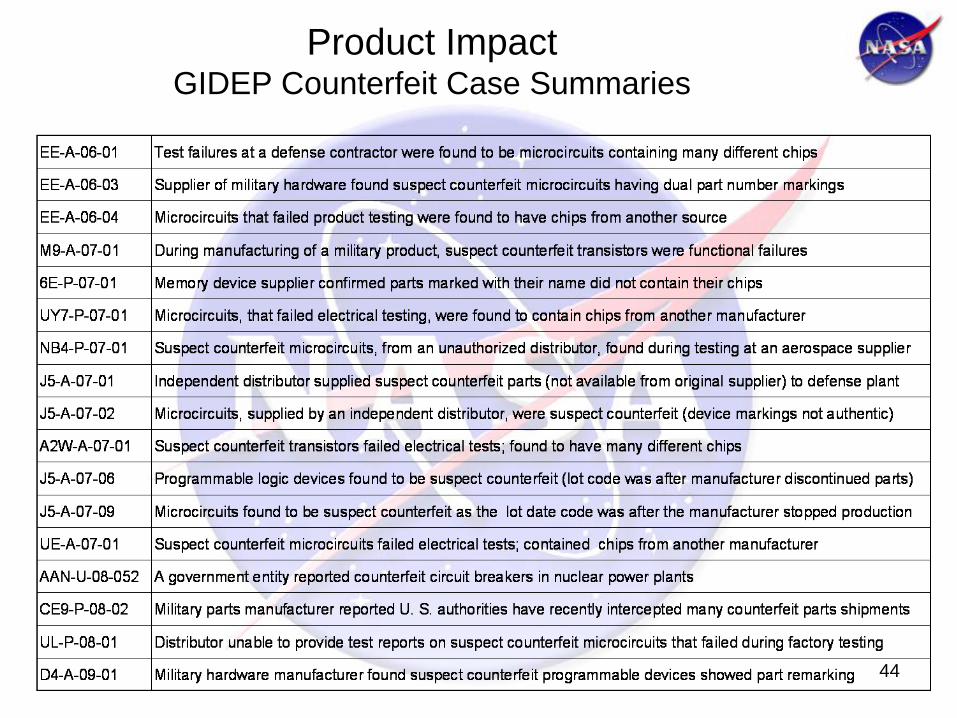
Product ImpactGIDEP Counterfeit Case Summaries

Tools & Resources to Combat Counterfeiting

Tools & Resources (cont)