quality assurance d r rossmann south african national road agency ltd
TRANSCRIPT

Quality Assurance
D R RossmannSouth African National Road Agency Ltd
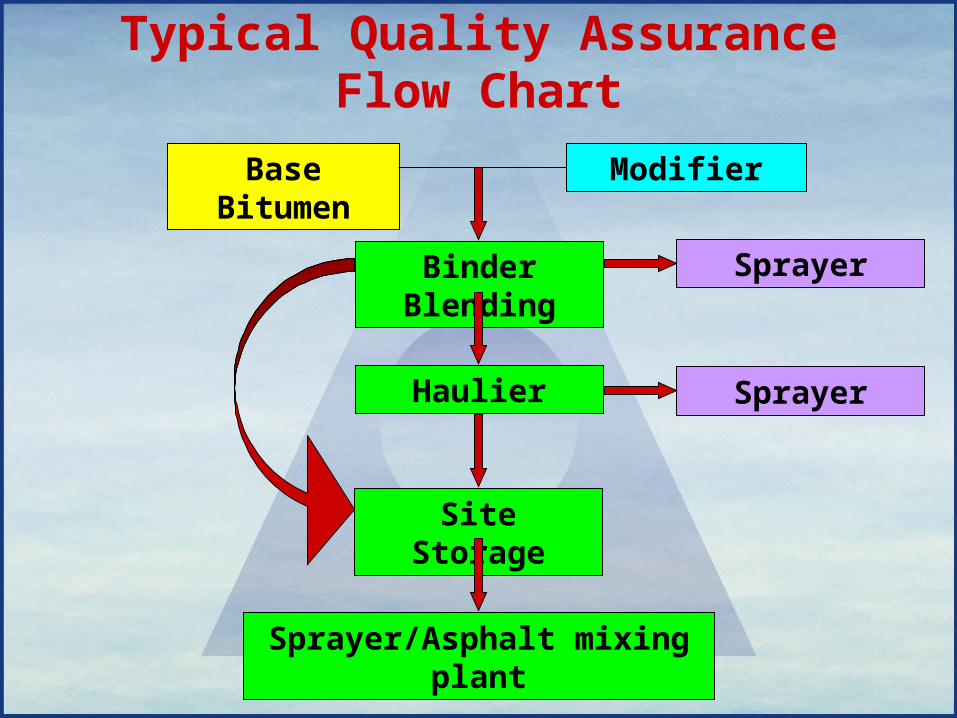
Typical Quality Assurance Flow Chart
ModifierBase Bitumen
Binder Blending
Haulier
Site Storage
Sprayer
Sprayer
Sprayer/Asphalt mixing plant

Information required from the Manufacturer at the start of contract
• Quality control measures for raw materials, including supplier’s certificates of analysis
• Manufacturers process control, including a blending method statement (type of polymer needs to be stated; recipe details need not be given)
• Storage and handling parameters/limits• Sampling plan and testing frequencies, including
sampling and test methods.• Reporting of results against manufacturing
specifications

Other information at start of contract
• Binder Manufacturer– Full set of test results showing mandatory properties of
the modified binder– Certificate of compliance of base bitumen with SABS 307
• On the Client’s request– Non-mandatory information at the discretion of client– Representative samples for mix design purposes
• Mandatory testing– Full range on first production batch– System of frequency testing according to manufacturer’s
approved quality assurance programme and agreed with the client
– Mandatory testing repeated if the base bitumen, crude diet or manufacturing process changes

Quality Control During Construction
• Quality control testing on every load supplied to site• Test programme agreed between client and
manufacturer (generally indicator tests)• Torsional recovery test has potential as a process
control test• When assessing test results, the confidence limits
(repeatability and reproducibility) should be taken into account
• The manufacturer should conduct the test in accordance with the agreed quality assurance plan before releasing the product

Testing Frequency of Hot Polymer Modified Binder
Test Manufacturer HaulierSite
StorageSprayer
Softening Point Every batch Every load Every day Every load
Dynamic viscosity @ 165ºC
Every batch Every load
Torsional recovery @ 15ºC and 25ºC
Every batch
(if specified)
Every load
(if specified)
Ductility @ 15ºC Every 5th batch Every 5th load
Elastic recovery @ 15ºC Every 5th batch Every 5th load
Storage stability Every 5th batch Every 10th load
After RTFOT:
Diff in Softening point
Dynamic viscosity
Every 10th batch
Every 10th load
Torsional recovery If specified If specified

Testing Frequency ofPolymer Modified Emulsions
Test Manufacturer HaulierSite
StorageSprayer
Binder Content Every batchSample
onlyEvery day Every load
Viscosity @ 50ºC Every batch Every load
Residue on Sieving Every batchEvery load
(if specified)
Sedimentation Every 5th batch Every 5th load
Test on recovered binder:
Softening Point
Ductility @ 15ºC
Elastic recovery @ 15ºC
Every 5th batchSoftening
Point every day
Softening Point every load
Torsional recovery @ 25ºC
As specifiedEvery day
(if specified)
Every load
(if specified)

Testing Frequency forBitumen-Rubber
Test Spray Tanker
Compression recovery (5 mins) Every 5th load
Compression recovery (1 hour) Every 5th load
Compression recovery (4 days) Every 10th load
Softening Point Every load
Resilience Every load
Flow Every load
Dynamic viscosity @ 190ºC At start and end of every load
•Bitumen-rubber normally blended on, or close to, site
•Final product normally blended in spray tanker (10 – 15 tonnes)

Reconstitution
• Generally not possible to reconstitute SBS modified binders that have lost their modified properties
• Old bitumen-rubber and SBR latex modified binders can be reconstituted– Blending of maximum 20% old modified product
with new base bitumen and an appropriate percentage of modifier
– Manufacturer’s guideline must be followed
• Reconstituted binders must still meet the requirements for the relevant modified binder class

Sampling and Testing
• Modified binders are multi-phase material and thermo-dynamically unsound
• Susceptible to problems not experienced with conventional binders
• Thermo-mechanical history has major influence on properties
• Relevant sampling and sample preparation must be strictly adhered to
• Correlation testing should be carried out between all stakeholder laboratories at the start of the contract
Sampling and Testing cont…..
• Report only requirements for certain tests– Force Ductility
– Complex Shear Modulus (G* and sin δ)
– Torsional Recovery @ 15 & 25 ºC
• Cannot expect suppliers to carry out “report only” testing in most cases
• Must be specified if required

Modified Vialit Adhesion Test(MB-7)
•Procedure for determining the adhesive and cohesive properties of modified binders to aggregates at 5ºC and 25ºC
•Procedure written for specification compliance
•May be modified to specific site conditions
•Degree of Retention (R) is calculated after impact
•Deviations from the specification test method should be reported

Torsional Recovery Test (MB-5)
9.5 mm
28.6 mm
Total mass of spider,
nuts, shaft and disk assembly
45 g
Spider with 3 arms grooved to assist initial location with the rim of the penetration cup.
Not Drawn to Scale Tolerance on mass 1 g, dimensions 0.1 mm
• Determines the torsional recovery of polymer modified binders using a bolt and cup assembly
• Manual rotation of an aluminium blot embedded in a cup of modified binder
• Test conducted at 25ºC ± 3 ºC • Rate of application of torque is critical to reliable results• Spider assembly should not contact the rim of the cup

Rolling Thin Film Oven Test

Occupational Health and Safety
• Hot modified binders require extreme care when handling
• Sabita Manual 8 contains detailed information