quality audit report corrosion repair no. 11/2011 hubli
TRANSCRIPT

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 1 of 29
QUALITY AUDIT REPORT
CORROSION REPAIR
No. 11/2011
HUBLI WORKSHOP
SOUTH WESTERN RAILWAY, HUBLI
August „2011
QUALITY ASSURANCE (MECHANICAL) DIRECTORATE RESEARCH DESIGNS & STANDARDS ORGANISATION
MANAK NAGAR, LUCKNOW

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 2 of 29
QUALITY AUDIT REPORT CORROSION REPAIR OF COACHING STOCK HUBLI
WORKSHOP, SWR
INTRODUCTION:-
As per Railway Board‟s directives vide Letter No. 2009/M(W)/814/35/Safety, dated
11.11.2010, Quality Audit of Hubli workshop has been carried out by Shri Brijesh Dixit,
Director/I&L/Mumbai and his team on 4th and 5th August, 2011. The quality audit was one in
accordance with Coaching Maintenance Manual and Technical pamphlet No. C-7602 Rev .2
after preparing the check list. Following officers and Supervisors were present during the
audit:
1. Shri A.P. Soni, WM/Coaching
2. Shri Bili Angadi, ACMT
3. Shri Wilson, SSE/Welding
4. Shri Subhan, SSE/C.Repairs
5. Shri Chaudhra Reddy, CI/BTC
Observation of the audit were briefed to CWM/UBLS and Dy.CME‟R‟/UBLS
OBSERVATION:-
1. Latest version of the Corrosion Manual for ICF/RCF built BG coaches issued by
RDSO i.e. C-7602(Rev.2) which had been circulated vide RDSO/s letter no.
Mc/CRN/REH dated 4.3.11 was not available.
2. Documentation needs improvement, especially with regard to inspection, identification and traceability, coach history, gradation of welders, etc. System for ensuring traceability with regard to the fitters / welders deputed in a particular coach needs to be established.
3. A separate inspection wing(independent of the corrosion repair shop) is not available.
4. No Pre-inspection check sheet is not prepared.
5. Surface to be painted is not being cleaned up to bare metal. The manual system is not very effective.
6. Improvement required in scrapping, cleaning and painting of the portion over trolley and other locations which are difficult to access.
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 3 of 29
7. Improvement required in the quality of fabrication of headstock assemblies with regard to reduction in weld spatter, alignment of buffer holes, painting with PCN 123, etc.
8. Final camber is not being recorded while replacing the entire head stock assembly.
9. Proper staggering of joints of sole bar needs to be ensured in all cases.
10. In case a welder fails in refresher, it is upto the SSE/Welding to decide as to what job is to be assigned to him. For example, Shri Bepari (T.No. 4772) had failed in bead welding, he was being utilizing for tack welding. It is suggested that such welders may be automatically re-booked for refresher.
11. Of the 236 welders, only 60 have been given refresher training based on module No.MECH.06 vide Railway Bd‟s guidelines (Vol II, May‟06).
12. Promotional training from unskilled to skilled is not being given as per Railway Board‟s guidelines.
13. Against the strength of 19 Inspectors, only 8 are available at BTC. For training of welders, no Instructor is available against sanctioned strength of 3. One general instructor (of welding trade) is utilized for training of welders.
14. Testing of welder for vertical up and flat welding(in addition to horizontal, vertical and flat welding)may be planned as per relevant clause of Is: 7310 Part-I, 1974.
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 4 of 29
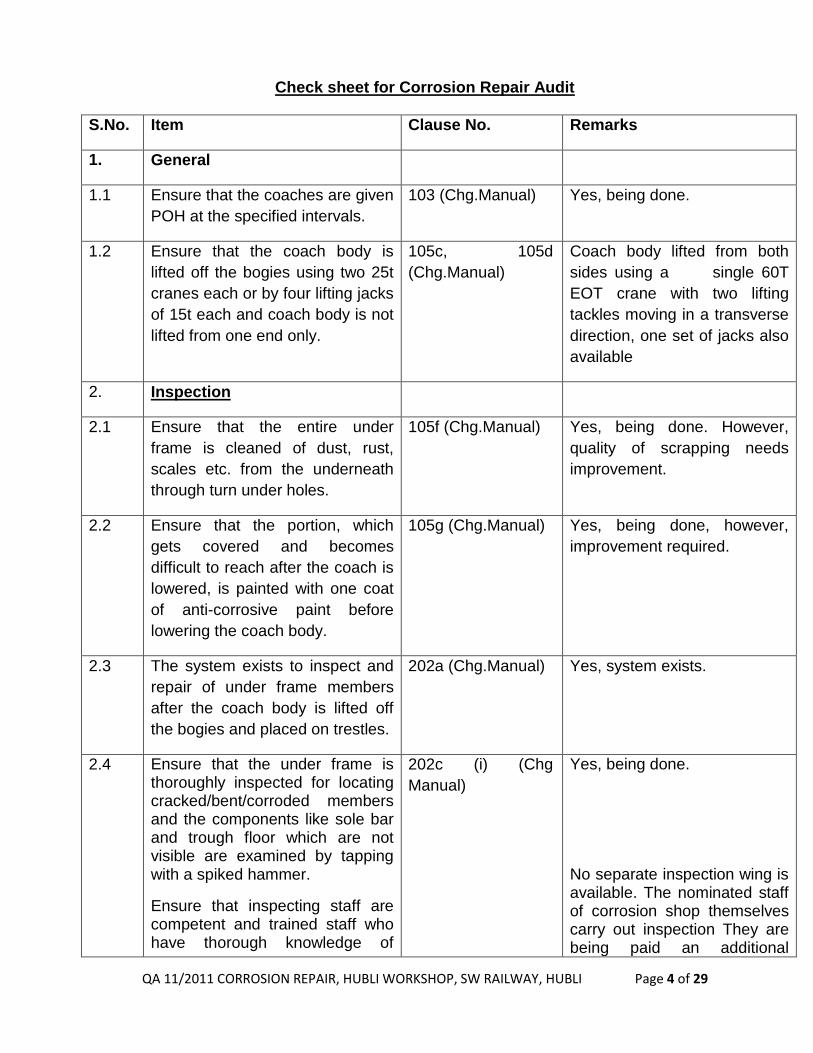
Check sheet for Corrosion Repair Audit
S.No. Item Clause No. Remarks
1. General
1.1 Ensure that the coaches are given
POH at the specified intervals.
103 (Chg.Manual) Yes, being done.
1.2 Ensure that the coach body is
lifted off the bogies using two 25t
cranes each or by four lifting jacks
of 15t each and coach body is not
lifted from one end only.
105c, 105d
(Chg.Manual)
Coach body lifted from both
sides using a single 60T
EOT crane with two lifting
tackles moving in a transverse
direction, one set of jacks also
available
2. Inspection
2.1 Ensure that the entire under
frame is cleaned of dust, rust,
scales etc. from the underneath
through turn under holes.
105f (Chg.Manual) Yes, being done. However,
quality of scrapping needs
improvement.
2.2 Ensure that the portion, which
gets covered and becomes
difficult to reach after the coach is
lowered, is painted with one coat
of anti-corrosive paint before
lowering the coach body.
105g (Chg.Manual) Yes, being done, however,
improvement required.
2.3 The system exists to inspect and
repair of under frame members
after the coach body is lifted off
the bogies and placed on trestles.
202a (Chg.Manual) Yes, system exists.
2.4 Ensure that the under frame is thoroughly inspected for locating cracked/bent/corroded members and the components like sole bar and trough floor which are not visible are examined by tapping with a spiked hammer.
Ensure that inspecting staff are competent and trained staff who have thorough knowledge of
202c (i) (Chg
Manual)
Yes, being done. No separate inspection wing is available. The nominated staff of corrosion shop themselves carry out inspection They are being paid an additional

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 5 of 29
integral coaches.
Adequate instruments such as spiked hammer, torch etc., should be provided to enable proper and thorough inspection being carried out.
allowance of 15% of basic pay Yes, available.
2.5 Trough Floor: Examine visually from below for signs of corrosion supplemented by tapping with a spiked hammer.
2.6.1 (C-7602 Rev2)
Yes, being done.
2.8 Inspection of Sole bars, body
pillars and turn under (when
turn under has elongated
holes): The sole bars, body pillars
and turn under in the bays under
and adjoining lavatories should be
examined visually from below the
coach and through the elongated
holes in the turn under after
removing accumulated dirt and
cleaning the inside surfaces. A
torch light may be used to
facilitate inspection. The inside of
the sole bar above the trough
floor, however, cannot be visually
inspected. If incidence of
corrosion is noticed in the bottom
half of the sole bar, the trough
floor should be cut to a width of
300mm and requisite length for
examining the inside top half. If
heavy corrosion is noticed, the
side wall should be cut to a height
of 500mm from the bottom of the
turn under covering sufficient
length and all the exposed parts,
after scrapping and cleaning
should then be examined to
determine the extent of corrosion.
2.6.2.1(C-7602
Rev2), 202d Chg
Manual)
Yes, being done

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 6 of 29
2.9 Inspection of Sole bars, body pillars and turn under (when turn under does not have holes): Coaches without elongated holes in the turn under, should be visually examined, supplemented by tapping with spiked hammer on the bottom of the turn under as well as the lower half of the sole bar from inside. If corrosion is suspected, a 100 mm dia hole in the bottom of turn under in the suspected area should be cut without damaging the pillar, for examining the inside. If signs of corrosion are noticed, side wall up to a height of 500mm from bottom of turn under should be cut for thorough examination. The elongated holes shall be provided in turn unders of all Non-AC coaches similar to ICF drg. No. GS-1-4-009 & GS-1-4-011.
2.6.2.2 (C-7602
Rev2)
Yes, being done
Turn unders that are changed are provided with elongated holes of size slightly less than the drawing.
100% turn under at least upto the second lifting pad is being changed during refurbishing.
2.10 Sole bar, turn under and pillars above the lifting pads: If signs of corrosion are noticed, the side wall sheet above the lifting pads should be cut to a height of 500mm above the turn under and to a length of half a meter on either side of the lifting pads and the structural members scraped, cleaned and examined minutely to ascertain the extent of corrosion.
2.6.3 (C-7602 Rev2)
Yes, being done
2.11 Pillars behind the sliding door pockets of SLRs and Parcel Vans: The pockets for the sliding doors should be opened and the accumulated dust dislodged and thoroughly cleaned.
2.6.5 (C-7602 Rev2)
Yes, being done
2.12 Sole bars, pillars at door corners:
These members should be
2.6.6 (C-7602 Rev2)
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 7 of 29
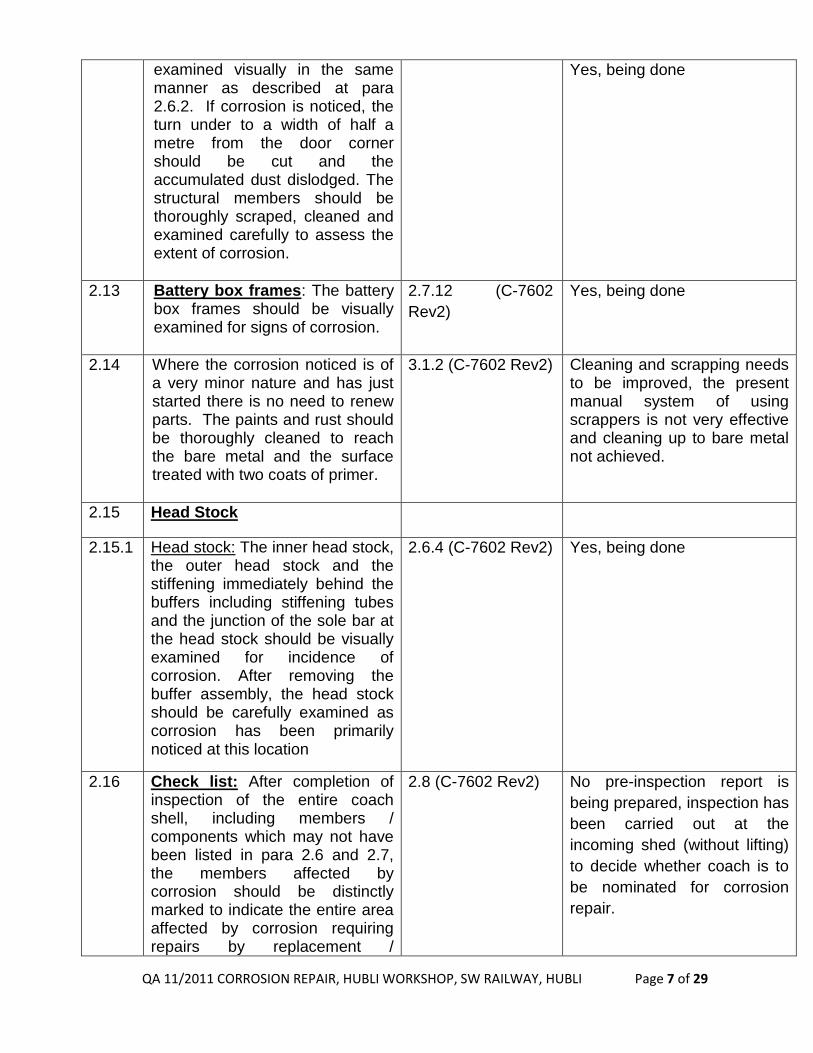
examined visually in the same manner as described at para 2.6.2. If corrosion is noticed, the turn under to a width of half a metre from the door corner should be cut and the accumulated dust dislodged. The structural members should be thoroughly scraped, cleaned and examined carefully to assess the extent of corrosion.
Yes, being done
2.13 Battery box frames: The battery box frames should be visually examined for signs of corrosion.
2.7.12 (C-7602
Rev2)
Yes, being done
2.14 Where the corrosion noticed is of a very minor nature and has just started there is no need to renew parts. The paints and rust should be thoroughly cleaned to reach the bare metal and the surface treated with two coats of primer.
3.1.2 (C-7602 Rev2) Cleaning and scrapping needs to be improved, the present manual system of using scrappers is not very effective and cleaning up to bare metal not achieved.
2.15 Head Stock
2.15.1 Head stock: The inner head stock, the outer head stock and the stiffening immediately behind the buffers including stiffening tubes and the junction of the sole bar at the head stock should be visually examined for incidence of corrosion. After removing the buffer assembly, the head stock should be carefully examined as corrosion has been primarily noticed at this location
2.6.4 (C-7602 Rev2) Yes, being done
2.16 Check list: After completion of inspection of the entire coach shell, including members / components which may not have been listed in para 2.6 and 2.7, the members affected by corrosion should be distinctly marked to indicate the entire area affected by corrosion requiring repairs by replacement /
2.8 (C-7602 Rev2) No pre-inspection report is
being prepared, inspection has
been carried out at the
incoming shed (without lifting)
to decide whether coach is to
be nominated for corrosion
repair.
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 8 of 29
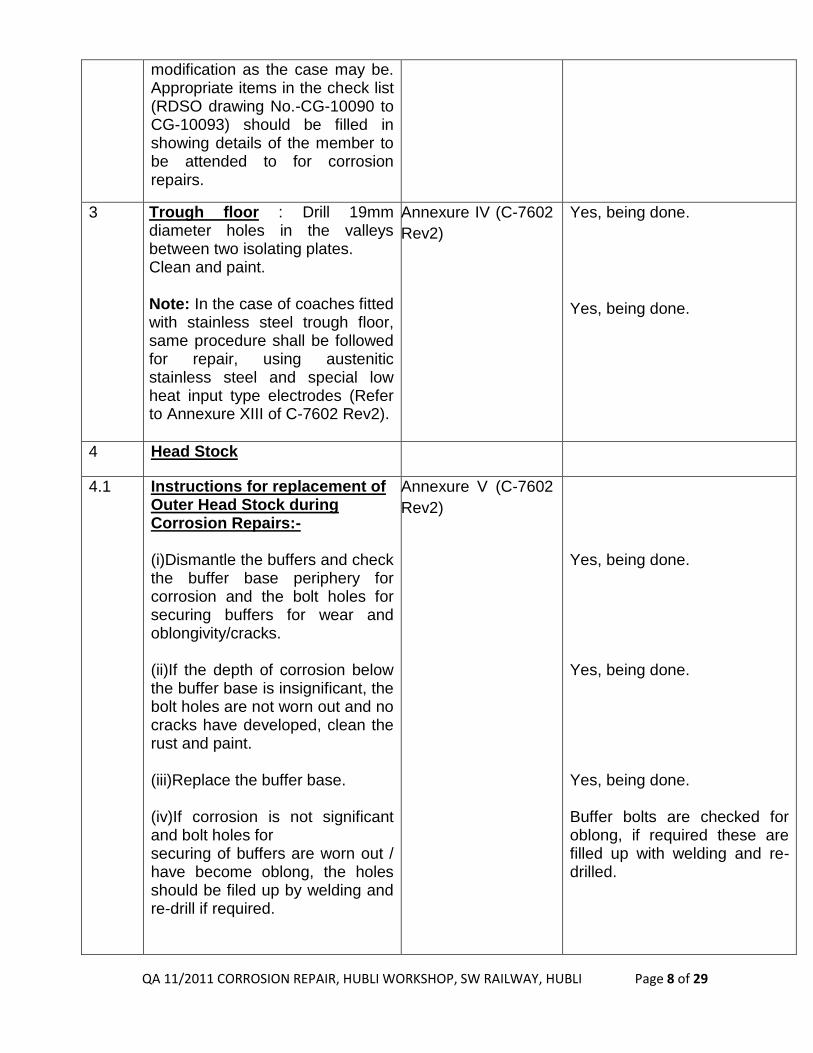
modification as the case may be. Appropriate items in the check list (RDSO drawing No.-CG-10090 to CG-10093) should be filled in showing details of the member to be attended to for corrosion repairs.
3 gs.6. Trough floor : Drill 19mm diameter holes in the valleys between two isolating plates.
12.20 Clean and paint. Note: In the case of coaches fitted with stainless steel trough floor, same procedure shall be followed for repair, using austenitic stainless steel and special low heat input type electrodes (Refer to Annexure XIII of C-7602 Rev2).
13.
Annexure IV (C-7602
Rev2)
Yes, being done.
Yes, being done.
4 Head Stock
4.1 Instructions for replacement of Outer Head Stock during Corrosion Repairs:-
1. (i)Dismantle the buffers and check the buffer base periphery for corrosion and the bolt holes for securing buffers for wear and oblongivity/cracks.
2. 3. (ii)If the depth of corrosion below
the buffer base is insignificant, the bolt holes are not worn out and no cracks have developed, clean the rust and paint.
4. 5. (iii)Replace the buffer base. 6.
7. (iv)If corrosion is not significant and bolt holes for
8. securing of buffers are worn out / have become oblong, the holes should be filed up by welding and re-drill if required.
Annexure V (C-7602
Rev2)
Yes, being done. Yes, being done. Yes, being done. Buffer bolts are checked for oblong, if required these are filled up with welding and re-drilled.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 9 of 29
9. 10. (v)If the corrosion is significant
(i.e. loss in section is more than 20% of original thickness) replace the buffer base.
11. (vi)Carry out necessary stripping 12. 13. (vii)Gas cut the head stock beam
along with the vestibule sill and other corroded components and the end wall sheet, ensuring that no damage is caused to the anti-telescopic stanchions, sole bar and the stiffener tube behind the buffers.
14. 15. (viii)Grind sole bar flanges,
stiffener tubes behind buffer (center stiffener) and floor stiffener stanchions to match with the head stock.
16. 17. (ix)Remove all existing paint of
visible area by steel wire brush to bare metal & prepare the visible surface for painting.
18. 19. (x)Prepare a new head stock
beam arrangement complete with 8 mm steel plate to drawing No ICF/STD-1-2-002. Before welding ensure correctness of the bolt hole size for buffer bolts in headstock beam as well as stiffeners (Item 5,15, 6,16) are welded in the head stock in position.
20. 21. (xi)Check for straightness of head
stock and over all alignment. 22.
23. (xii)Full weld the new head stock to the sole bar, stiffener tubes, anti telescopic stanchions, floor stiffeners and guide angles. Weld
Outer headstock is changed in case of 50% loss of section thickness. This loss of thickness is checked visually. Workshop has indented a UST gauge for measuring thickness of structural members. Yes, being done. Yes, being done. Yes, being done. Paint does not get removed upto bare metal as the manual system of using scrappers is not very effective Yes, being done. Yes, being done. Yes, being done. However, checked coach no. KRSWR 96496GS NCV end south side, outer headstock welding was

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 10 of 29
a new vestibule sill over the headstock.
24. (xiii)Welding shall be done by „D‟ class electrodes to IRS – M 28 (latest Rev.) or class IV MIG/MAG welding wires as per specification IRS-M46 (latest Rev.).
25. (xiv)Paint the head stock and all visible members by high performance anticorrosion epoxy coating RDSO specification No M & C /PCN/123/2006.
non-uniform and flange welding was inadequate in some localized areas D class electrodes not used, refer Annexure B High performance anticorrosion epoxy coating RDSO specification No M & C /PCN/123/2006 is ony being used on trial basis in chew coaches.Two coats of ROZC primer, two coats of bituminous paint and finally one coat of enamel paint is applied on the new head stock
4.2 Instructions for replacement of Head Stock Assembly during Corrosion Repairs:-
1. (i) If the corrosion is significant i.e. loss in thickness of section is more than 20% of original thickness at any location on inner head stock and their other members, the assembly should be replaced.
2. (ii) Measure the Camber of the coach by “Piano Wire System”, and also measure the height of the bottom flange of the head stock from the rail level.
3. 4. 5. 6. 7. 8. 9. 10. 11. 12.
Annexure VI (C-7602
Rev2)
Headstock is changed in case of 50% loss of section thickness. This loss of thickness is checked visually. Workshop has indented a UST gauge for measuring thickness of structural members Camber is measured during refurbishment but not recorded. Checked coach no. SWR 99150 ACCNin which camber at bolster was 30mm and at headstock was 15mm i.e. reverse camber. In order to maintain the buffer height, without having to provide excess packing on the trolley, the head stock assembly is fitted at a slightly greater height as compared to the original reading

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 11 of 29
13. 14. (iii) Fabricate the complete head
stock with 8mm outer beam (outer head stock) to RCF Drawing No CC12230 or ICF drawing No. ICF/STD-1-2-001 on a welding manipulator for facilitating down hand full welding or procure from trade. (iv) Paint the head stock and all visible members by high performance anticorrosive epoxy coating to RDSO specification M & C /PCN/123/2006. (v) Measure the final camber of the coach at the ends, if required re-adjusts it accordingly. (vi) Welding shall be done by „D‟ class electrodes to IRS – M 28 (latest Rev.) or class IV MIG/MAG welding wires as per specification IRS-M46 (latest Rev.)
Yes, being done. Headstock assemblies are being fabricated on manipulator. Inspected one such assembly, some spatter was noticed and buffer holes in the outer beam and inner plate were slightly offset, requiring rectification of the holes through gas cutting High performance anticorrosion epoxy coating RDSO specification No M & C/PCN/123/2006 used only on trial basis in some coaches.Two coats of ROZC primer, two coats of bituminous paint and finally one coat of enamel paint is applied on the new head stock assembly Not measured. D class electrodes not used, head stock assembly is fabricated using CO2 welding, refer Annexure B
5 Sole Bar
5.1 Instructions for Corrosion repairs of sole bars :-(Ref: RDSO drawing No.-CG-10101)
1. 6. (i) After carrying out necessary
stripping, cut off the sole bar and grind the edges and prepare for a „V‟ butt joint as shown in the sketch.
7. (ii) Prepare a new sole bar piece
of the requisite length with edges
Annexure II (C-7602 Rev2)
V groove is formed through grinding on the web portion, same is not formed on the flange portion. Same as above.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 12 of 29
suitable for a „V‟ butt joint. 8. (iii) Tack weld the new sole bar
piece at both ends. 9. (iv)Check and ensure straightness
of the sole bar and overall alignment.
10. (v)Tack weld cross bearers, if
any, to the new sole bar piece. 11. (vi)Weld both ends of the sole
bar. 12. (vii)Weld cross bearers, support
piece and trough floor.
(viii)Weld new body pillar part, sidewall sheet and turn under. These components also require replacement whenever a part of sole bar is replaced for corrosion. Notes: (i) If sole bar of length more
than 2400mm requires replacement the same should be done in lengths not exceeding 2400mm at each stage.
(ii) If the sole bar at head
stock location requires renewal, the sole bar to a distance of 300mm towards body bolster from the inner headstock should also be replaced as shown in detail „X‟.
(iii) If the coach under repair
has its under frame and body pillars up to waist rail level pasted with FRP tissue, the portions of the FRP tissue damaged during corrosion repairs should be painted with
Yes, being done. Yes, being done. Yes, being done. Yes, being done. Yes, being done. Yes, being done. Sole bars of lengthsupto 2400mm areused Yes, being done High performance antico- rrosion epoxy coating RDSO specification No. M & C/PCN/123/2006 not used. In case of new sole bars / body pillars, two coats of ROZC primer, two coats of bituminous paint, FRP tissue

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 13 of 29
RDSO Specification M & C /PCN/123/2006 for high performance anticorrosion epoxy.
1 2 3 4 5 (iv)Whenever a portion of the sole
bar is replaced during corrosion repairs, the bottom portion of sidewall pillars at this location should also be simultaneously replaced.
6 7 (v)If sole bars are to be replaced
on both sides of the body bolster the joints should be staggered and both ends of the body bolster should not be attended to simultaneously.
ii)
and finally one coat of bituminous paint is applied. In case of FRP tissue damaged during repairs, one coat of ROZC primer followed by two coats of bitumen paint are applied Yes being done. In coach no.SWR 99150 ACCN noticed that the joints in sole bar between the head stock and coach bolster had not been staggered
6 Outturn of the workshop and renewal of structural members
Refer Annexure ‟E‟
7 Tubular frame below lavatories Examine visually the tubes and joints for incidence of corrosion.
Corroded tubes shall be replaced. If corrosion is extreme, entire tubular frame should be replaced.
202d (vii) (Chg
Manual)
Yes, being done
8 Repairs to draw and buffing gear support structure
Examine the draw gear support structure for corrosion, breakage, etc. If the corrosion is light, scrap off the rust to bare metal, clean well and re-paint. If the corrosion is heavy, replace the corroded angle or gusset plate with new support angle. Similarly examine the buffing gear support structure for corrosion, breakage, etc. If the corrosion is light, scrap off the rust to bare metal, clean well and re-paint. If
Draw gear and buffers stripped in each POH Yes, being done, however scrapping up to bare metal not ensured, one coat of enamel paint applied Yes, being done, however scrapping up to bare metal not ensured, one coat of enamel paint applied

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 14 of 29
the corrosion is heavy, replace the corroded angle or stiffeners.
9 Repairs to centre pivots
Clean and examine the centre pivot for bent, wear, cracks. Cracks shall be detected by doing chalk testing or magnaflux dye penetrant test. If the centre pivot is found cracked or worn beyond repair, it should be replace. Check the mounting bolts for loose or missing. Tighten and lock the bolts with locking plate.
209 (Chg Manual)
Chalk testing of Centre Pivot is done. Locking plate is renewed 100%
10 Water tank support structure
Examine the water tank support structure for corrosion, breakage, wear, etc. If the corrosion is light, scrap off the rust to bare metal, clean well and re-paint. If the corrosion, breakage are beyond repair, replace the corroded angle with new angle of suitable size as per the requirement. Replace the rubber/wooden packing if perished or damaged.
210 (Chg Manual)
Yes, being done. Proper securing of the rubber/wooden packing over the water tank suspension to be ensured
11 Material used
11.1 Refer Annexure A below 202e (i) (Chg
Manual)
Clause 3.1,
Annexure XII, XIII
(C-7602 Rev2)
Refer Annexure A
12 List of tool and plant : Refer
Annexure D below
213 (Chg Manual)
Refer Annexure D

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 15 of 29
13 Painting
13.1 Procedure detailed in Code of Practice for painting of all metal coaches should be followed for cleaning and painting of surfaces which are attended to during corrosion repairs. Effective supervision and inspection should be introduced at all important stages of corrosion repairs. The parts used for repairs should be given proper surface treatment and applied with protective paint. Relatively thick sections such as sole bars, cross bearers, etc. should preferably be grit blasted and immediately thereafter given a protective coat of red oxide zinc chromate primer paint.
3.5 (C-7602 Rev2)
212 (Chg Manual)
In case of non-renewal of components, manual scrapping is done followed by application of spray paint. However, quality of scrapping / painting needs to be improved. Inspected coach no. SWR 99286 CN (refurbished). Bituminous paint had not been completely applied at the bottom of the body pillars and some traces of ROZC primer were visible. FRP tissue was coming off from the edges of the body pillars. Scrapping of trough floor and underframe members required improvement. Painting of coach bolster and portion above trolley required to be improved. Grit blasting is not being done at present. Order for grit blasting plant for components had been placed (Contract No. COFMOW/IR/S-4029/P-11/OP-1860 dated 09.03.2011 awarded to M/s Surface International, F-32/ MIA,Phase-1,Basni, Jodhpur-342005). However, due to lesser diameter of table, some of these components shall have to be put diagonally.
For new sole bar and body pillars, two coats of ROZC primer, two coats of bituminous paint, FRP tissue final coat of bituminous paint is being applied. For new head stock, two coats of ROZC primer, two coats of bituminous paint and a final coat of enamel paint is applied. Rust converter is

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 16 of 29
being applied prior to painting with ROZC primer. Epoxy is being applied on trial basis in few coches.
13.2 Paints should be of the prescribed
quality conforming to the relevant
IS/IRS specification.
Paints used as per following
specn are used: ROZC primer
to IS2074/62, Bituminous paint
to IRS P 3096, Enamel paint
to IS8662, Rust converter to
Specn. No. IS 13515/ 1992
13.3 If the condition of the paint so
warrants or at every 5th POH of a
coach, the paint should be
completely removed to the bare
metal and the coach repainted as
per paint schedule A'. If the
general condition of the paint is
good, follow paint schedule `C'.
1201c (Chg.Manual) At present, „A‟ schedule
painting not done. However, a
coach sand blasting booth was
under commissioning after
which it shall be possible to
carry out „A‟ schedule painting
14 Welding
14.1 Corrosion repair is required to be
carried out to the best standard of
workmanship. Trained and
experienced welders should be
deputed for carrying out welding
under careful supervision of
qualified welding supervisors.
Suitable arrangements should be
made for dry storage of
electrodes. Approved class
electrodes suitable for vertical and
overhead welding should only be
used for corrosion repairs.
Reference may be made in this
connection to the approved
brands of electrodes issued by
RDSO (Refer Annexure B and C
below).
3.5 (C-7602 Rev2)
212 (Chg Manual)
Refer Annexure D
Though list of staff deputed on a particular coach is maintained in the daily work distribution diary, summary of the same is not available along with the coach details for ease of traceability at a later date, also no record of whether the assigned work completed satisfactorily maintained
Interacted with welder
ShriP.Dandapani, he seemed
to be quite knowledgeable.
Of a total of 236 welders,
approx. 25 welders are
deputed for corrosion repair.
Of these, 3 welders are trained
in CO2 welding.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 17 of 29
Few good welders have been
identified who are deputed for
head stock/sole bar, however,
no documentary evidence for
the same was available
14.2 All repairs of cracks should be carried out by gouging and welding by suitable electrodes.
212 (Chg Manual) V groove is formed through
gas cutting and grinding in
case of head stock (8mm), it is
formed by grinding alone in
case of sole bar, however, V
groove is not formed on the
flange portion of sole bar.
14.3 No electric welding on the coach should be carried out without proper earthing from near the portion being welded on such that the return current has a distinct path (earth) which should not be allowed through the bogies and rails. In the absence of such earthing, the return current passes through axle roller bearings causing pitting of rollers and bearing failure in service.
212 (Chg Manual) Proper earthing ensured
14.4 Welding machines CO2 (Kempee make), rectifier,
inverter and transformer based
machines are available.
Oil cooled transformer based
machines are being phased
out.
CheckedC Checked welding plant Nos.A-0918 (inverter based)& 120021235, though the gauges of current/voltage were working, no calibration sticker was available. No gauges for voltage and current available in plant no.120019069

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 18 of 29
14.5 Instruction for Welding of D Class electrodes and welder quality:- 1. While welding with D class electrodes following special care should be taken as these are basic coated electrodes.
a) The electrode must be preheated to about 2500C for two hours or as recommended by electrode manufactures before use.
b) While welding with AC, the welding transformer must have minimum OCV-80 volts for its smooth running.
c) If welding with DC equipment, the electrode must be connected with positive terminal of equipment.
d) During positional welding, 4 mm or less diameter electrodes to be preferred for better control of bead.
2. Welding shall be preferred in flat position; vertical up welding shall be used in place of vertical down. 3. For the periodical checking of competency of welder the Railway should follow IS: 7310 (Part-1). Welder approval test record may be kept as per appendix-A of this IS specification.
4. RDSO specification No M & C /PCN/123/2006 for high performance anticorrosion epoxy coating to be adopted in all under
Refr: Annexure XIII of C-7607 Rev2)
D class Electrodes not used due to problem of heavy smoke generation. For pre-heating of electrodes, both fixed and portable ovens are available. Generally, AC plants not used, few transformer based plants are being phased out. Yes, being done During positional welding, 3.15mm electrodes used Yes, being done For periodical competency, welders are tested for horizontal, vertical and flat welds as per clause 5.2 (b) of IS: 7310 Part-I, 1974. The test pieces are prepared in presence of JE/Welding (BTC) and CMS and are tested for visual (spatter, undercut, fusion, etc.) and subsequently subject to bend test. High performance anticorrosion epoxy coating to RDSO specification No M & C /PCN/123/2006is being

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 19 of 29
frame member where Bituminous solution and Emulsion where painted earlier.
5. Stainless steel cutting shall be done with arc cutting by two methods: i) By using class N1
electrodes as per IRS M-28-Rev.2.
ii) Portable plasma arc cutting machine
applied on trial basis, mostly ROZC primer, Bituminous paint, FRP tissue and Enamel paint is used. Stainless steel cutting done using class N1 electrodes as per IRS M-28-Rev.2.
14.6 Improvements made Workshop has recently introduced CO2 welding for under frame. At present, approximately, 50% of CO2 welding and 50% of arc welding is carried out.
15 Design improvements / modifications :Several design improvements / modifications for eliminating / minimizing corrosion have been issued by the RDSO/ICF/RCF from time to time. Brief details of these together with the action to be taken by the Railways are given below:
3.2(C-7602 Rev2)
15.1 Stiffening of sole bars at doorways including luggage compartment doorways of SLR coaches.
3.2.1(C-7602 Rev2)
Inside boxing of sole bar is
done, however, for some SLR,
outside boxing is done.
15.2 Trough Floor: 13mm diameter holes provided in the valleys of trough floor for drainage of condensation were increased to 19mm so as to allow quicker drainage in coaches turned out by ICF since 1968. This modification may be incorporated in all coaches, if not already done. Whenever trough floor is laid painted with M & C /PCN/123/2006 for high
3.2.4(C-7602 Rev2)
SS trough floor is used. 19mm
holes are provided through
drilling. However, checked
coach No. SWR 93488 GSi n
which holes of less diameter
had been made at some
locations of the trough floor
through gas cutting.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 20 of 29
performance anticorrosion epoxy, these holes should be pierced through.
15.3 Stainless Steel trough floor: Presently, since 1998 ICF is turning out all coaches also with austenitic stainless steel trough floor. Coaches provided with austenitic stainless steel trough floor should be repaired with equivalent material using proper electrodes as mentioned in Annexure– XIII.
3.2.5(C-7602 Rev2)
S.S. Trough floor is used,
wherever replaced.
15.4 Body Side doors: Since 1976 body side doors have been modified as shown at detail „X‟ on RDSO drawing No. CG-10083 with completely open bottom and a removable inside panel to facilitate inspection of the out side panel. Body side door should be modified as indicated in „Annexure – IX‟ if not already done.
3.2.7(C-7602 Rev2)
Body side door repair is being carried out as specified. Pivots are being checked and replaced with SS, if required. However, screwed inside panels for facilitating inspection not provided in some coaches (checked coach no. SWR 00723 SLR, removable inside panel for inspection not available in any of the doors) One new door was not having screwed inspectional panel on the inside. It had been supplied by ICF.
15.5 Flooring : Compartment, doorway/gangway :Floor construction arrangement shall consist of 2.0 mm thick Vinyl sheet laid over 12 mm compreg board. All the joints in Vinyl sheet shall be hot air welded to avoid seepage of water. In addition, aluminiumchequered plate shall be provided over PVC in the doorway/gangway portion. Lavatoties : SS inlay, with proper slope, single piece vinyl sheet
3.2.8/9/10/11 (C-
7602 Rev2)
Flooring of compreg and PVC provided, hot air welding carried out, proper slope maintained, in few coaches, epoxy based floor coat provided in the lavatories, doorway/gangway and compartment SS inlay provided, same stiffened prior to fitment, proper slope maintained

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 21 of 29
Luggage compartment : (i)compreg with PVC followed by steel chequered plates, or (ii)compreg with floor coat compound to RDSO Specification No. C-9704 Pantry cars :compreg with dovetail joints sloping towards centre of hall with drain tray and drain holes should be provided. Epoxy coating should be provided over the compreg.
Being ensured. Flooring of compreg with epoxy coating provided on trial basis in few pantry cars.
15.6 Battery box frames: Corroded battery boxes should be replaced with new battery box of the same design.
3.2.13(C-7602
Rev2)
Being ensured
16 Documentation:- After corrosion repairs are completed, particulars should be entered in the check lists. A diagram of the in standard A-4 size should be marked suitably to indicate the parts of the shell replaced during corrosion repair with specific details of the location and extent of corrosion. The diagram and the check list should be filed in a folder maintained for each coach.
4.0 (C-7602 Rev2)
A4 size diagrams indicating the work carried out have been recently introduced, coach history is not being maintained, the folders of corrosion repair work are maintained month wise, not coach wise

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 22 of 29
Annexure A Specification for materials used in corrosion repairs of shell:- (Ref : Clause 3.1 and Annexure XII of C-7607 Rev2)
S.N Item Specification No. Actually used by W/s
1. Steel sheets for manufacture of Approved sources from RDSO/ICF/RCF.
Yes
1.1 Trough floor 2 mm for IRSM – 41 Gr.I, 1.7 mm for austenitic stainless steel.
1.7 mm austenitic stainless steel, AISI 301
1.2 Pillars, sidewall sheet, light rail, waist rail and end wall sheet
2 mm for IRSM – 41 Gr. I. Yes
1.3 Car line 2 mm for IRS M – 41 Gr.I. Yes
1.4 Roof sheet and longitudinal stiffeners
1.6 mm for IRS M – 41 Gr.I. 2mm, IRS M – 41 Gr.I.
1.5 Cant rail and ribs 3.15 mm for IRSM-41 Gr.I. Yes
1.6 Other structural members like sole bar stiffeners
IRS: M – 41 Gr.I. Yes
2. Steel plates for manufacture of Approved sources from RDSO/ICF/RCF.
Yes
2.1 Sole bars and turn under 5 mm for IRSM – 41 Gr.I. Yes
2.2 Cross bearers above and below trough floor, end wall stanchions
4 mm for IRSM – 41 Gr.I. 5mm, IRSM – 41 Gr.I
2.3 Outer headstock beam 8 mm for IRSM – 41 Gr.I. Yes
2.4 Other structural members like sole bar stiffeners
IRSM -41 Gr.I. Yes
3. Tubes for tubular frame below lavatory
IS:1239 Pt.I Tab.3 Yes
3.1 Sheets like skirting plate floor side moulding
IRSM – 41 Gr.I. Yes
3.2 Plates IRSM – 41 Gr.I. Yes
4. Paint RDSO specification No. M & C /PCN /123/2006 for high performance anticorrosion epoxy coating.
ROZC primer to IS2074/62, Bituminous paint to IRS P 3096, Enamel paint to IS: 8662, Rust converter to Specn. No. IS 13515/ 1992

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 23 of 29
Annexure B
Instruction for Welding Electrode & Welding Wire for different combination of Steel Material:-
(Refr : Annexure – XIII of C-7607 Rev2)
Electrode & Welding Wire:
Welding electrode and MIG/MAG welding wire for welding of different types of steels
are:
S.N Description MMAW Electrode As per IRS M-28- 2002 (Amendment-2)
MIG/MAG welding wire As per IRS M-46-2003 (Amendment-1)
Remarks
1. 1.
IRSM-41 with IRSM-41 „D‟ class Class IV For head stock / sole bar :
Electrodes Class A2, Wire Class I
For body panel : Electrodes Class
A1
D class electrodes not used due to
heavy smoking.
2. 3.
IRSM-41with AISI 301 M4 Class Class VII Electrodes Class M4
3. 6.
AISI 301/AISI304 with IS:2062 E-250
M4 Class Class VII Electrodes Class M4
4. 7.
IS: 2062 E-250 to IS: 2062 E-250 or IS:1239 Pt.I Tab.3
A3/B1 Class Cass I
Electrodes Class A1
5. 8.
IRSM-41 with IS: 2062 E-250
„D‟ Class Class IV
Electrodes Class M4
6. 9.
AISI 301 with AISI 301 Electrodes Class M2
Checked the following electrode boxes:
(i)AWS E 6013 Class A1 manufactured by M/s.KUCHHAL Welding Electrodes (RDSO approved). (ii)Class M-4 electrodes manufactured by M/s.Seth Electrodes Pvt.Ltd., on 25.12.2010. (iii)Class M-2 electrodes manufactured by M/s Classis Electrodes on 22.2.2011
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 24 of 29
Annexure C
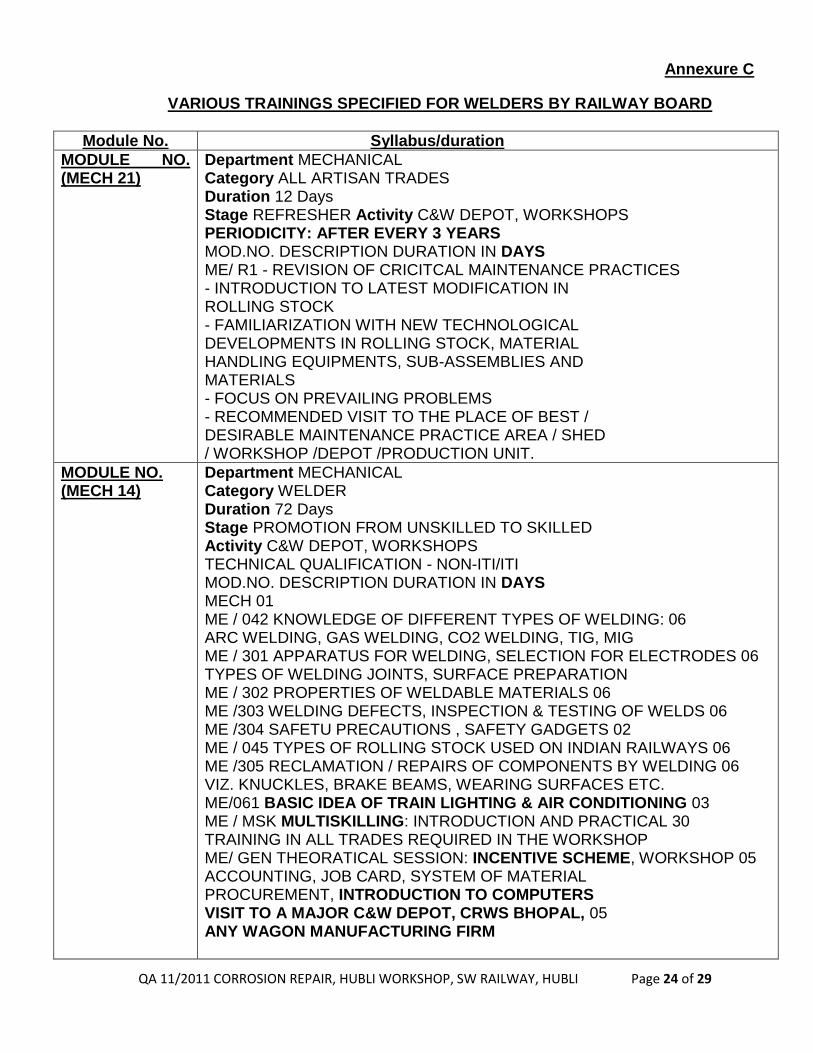
VARIOUS TRAININGS SPECIFIED FOR WELDERS BY RAILWAY BOARD
Module No. Syllabus/duration
MODULE NO. (MECH 21)
Department MECHANICAL Category ALL ARTISAN TRADES Duration 12 Days Stage REFRESHER Activity C&W DEPOT, WORKSHOPS PERIODICITY: AFTER EVERY 3 YEARS MOD.NO. DESCRIPTION DURATION IN DAYS ME/ R1 - REVISION OF CRICITCAL MAINTENANCE PRACTICES - INTRODUCTION TO LATEST MODIFICATION IN ROLLING STOCK - FAMILIARIZATION WITH NEW TECHNOLOGICAL DEVELOPMENTS IN ROLLING STOCK, MATERIAL HANDLING EQUIPMENTS, SUB-ASSEMBLIES AND MATERIALS - FOCUS ON PREVAILING PROBLEMS - RECOMMENDED VISIT TO THE PLACE OF BEST / DESIRABLE MAINTENANCE PRACTICE AREA / SHED / WORKSHOP /DEPOT /PRODUCTION UNIT.
MODULE NO. (MECH 14)
Department MECHANICAL Category WELDER Duration 72 Days Stage PROMOTION FROM UNSKILLED TO SKILLED Activity C&W DEPOT, WORKSHOPS TECHNICAL QUALIFICATION - NON-ITI/ITI MOD.NO. DESCRIPTION DURATION IN DAYS MECH 01 ME / 042 KNOWLEDGE OF DIFFERENT TYPES OF WELDING: 06 ARC WELDING, GAS WELDING, CO2 WELDING, TIG, MIG ME / 301 APPARATUS FOR WELDING, SELECTION FOR ELECTRODES 06 TYPES OF WELDING JOINTS, SURFACE PREPARATION ME / 302 PROPERTIES OF WELDABLE MATERIALS 06 ME /303 WELDING DEFECTS, INSPECTION & TESTING OF WELDS 06 ME /304 SAFETU PRECAUTIONS , SAFETY GADGETS 02 ME / 045 TYPES OF ROLLING STOCK USED ON INDIAN RAILWAYS 06 ME /305 RECLAMATION / REPAIRS OF COMPONENTS BY WELDING 06 VIZ. KNUCKLES, BRAKE BEAMS, WEARING SURFACES ETC. ME/061 BASIC IDEA OF TRAIN LIGHTING & AIR CONDITIONING 03 ME / MSK MULTISKILLING: INTRODUCTION AND PRACTICAL 30 TRAINING IN ALL TRADES REQUIRED IN THE WORKSHOP ME/ GEN THEORATICAL SESSION: INCENTIVE SCHEME, WORKSHOP 05 ACCOUNTING, JOB CARD, SYSTEM OF MATERIAL PROCUREMENT, INTRODUCTION TO COMPUTERS VISIT TO A MAJOR C&W DEPOT, CRWS BHOPAL, 05 ANY WAGON MANUFACTURING FIRM
QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 25 of 29
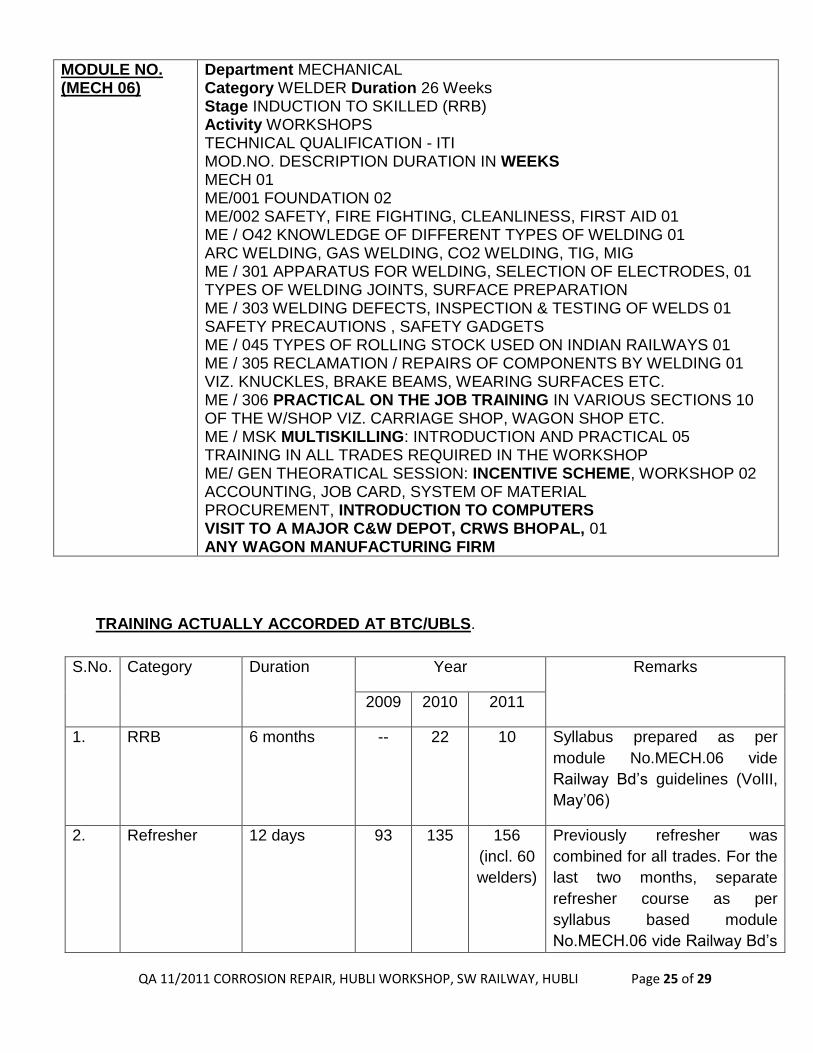
MODULE NO. (MECH 06)
Department MECHANICAL Category WELDER Duration 26 Weeks Stage INDUCTION TO SKILLED (RRB) Activity WORKSHOPS TECHNICAL QUALIFICATION - ITI MOD.NO. DESCRIPTION DURATION IN WEEKS MECH 01 ME/001 FOUNDATION 02 ME/002 SAFETY, FIRE FIGHTING, CLEANLINESS, FIRST AID 01 ME / O42 KNOWLEDGE OF DIFFERENT TYPES OF WELDING 01 ARC WELDING, GAS WELDING, CO2 WELDING, TIG, MIG ME / 301 APPARATUS FOR WELDING, SELECTION OF ELECTRODES, 01 TYPES OF WELDING JOINTS, SURFACE PREPARATION ME / 303 WELDING DEFECTS, INSPECTION & TESTING OF WELDS 01 SAFETY PRECAUTIONS , SAFETY GADGETS ME / 045 TYPES OF ROLLING STOCK USED ON INDIAN RAILWAYS 01 ME / 305 RECLAMATION / REPAIRS OF COMPONENTS BY WELDING 01 VIZ. KNUCKLES, BRAKE BEAMS, WEARING SURFACES ETC. ME / 306 PRACTICAL ON THE JOB TRAINING IN VARIOUS SECTIONS 10 OF THE W/SHOP VIZ. CARRIAGE SHOP, WAGON SHOP ETC. ME / MSK MULTISKILLING: INTRODUCTION AND PRACTICAL 05 TRAINING IN ALL TRADES REQUIRED IN THE WORKSHOP ME/ GEN THEORATICAL SESSION: INCENTIVE SCHEME, WORKSHOP 02 ACCOUNTING, JOB CARD, SYSTEM OF MATERIAL PROCUREMENT, INTRODUCTION TO COMPUTERS VISIT TO A MAJOR C&W DEPOT, CRWS BHOPAL, 01 ANY WAGON MANUFACTURING FIRM
TRAINING ACTUALLY ACCORDED AT BTC/UBLS.
S.No. Category Duration Year Remarks
2009 2010 2011
1. RRB 6 months -- 22 10 Syllabus prepared as per
module No.MECH.06 vide
Railway Bd‟s guidelines (VolII,
May‟06)
2. Refresher 12 days 93 135 156
(incl. 60
welders)
Previously refresher was
combined for all trades. For the
last two months, separate
refresher course as per
syllabus based module
No.MECH.06 vide Railway Bd‟s

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 26 of 29
guidelines (VolII, May‟06) has
been introduced
3. Promotion
from unskilled
to skilled
21 days This training is mixed for all
trades. Individual training for
welders vide module
No.Mech14 / 11 is not provided
4. Change of
trade
One month 100 -- --
BTC has 5 class rooms that are well equipped.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 27 of 29
Annexure D
LIST OF TOOLS AND PLANT
Lifting shop 1. EOT cranes 2. Trestles for coach
body 3. Inspection torches 4. Spiked hammers 5. Ball peen
hammers 6. Goggles for
inspection staff 7. Measuring tape 8. Measuring scale
Remarks All available
Corrosion Repair Shop 1. EOT cranes
2. Trestles for coach body
3. Gas cutting plants 4. Multi-operator welding
plants 5. CO2 Welding plant 6. Electrical angle
grinders 7. Pneumatic hand
grinders 8. Component painting
equipment
Remarks Only one crane of 60T with two lifting tackles available. Coaches lifted from both ends. No standby crane available. Available Available Single operator welding plants Available Available Not available Spray painting is done. Workshop has planned to go in for a plant for degreasing / rinsing followed by application of rust converter / primer.

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 28 of 29
Annexure E
Outturn
Vide Railway Board‟s letter No. 2011-10 (w) 814/1 dated 18.2.1, following targets have been
given to Hubli Workshop:
S.N POH Refurbishment Total
Non-ac AC Total Non-ac AC Total Non-ac AC Total
Target
50 8 58 10 1 11 60 9 69
Actual outturn (2011-12)
April 49 7 56 8 1 9 57 8 65
May 74 7 81 5 1 6 79 8 87
June 55 6 61 5 3 8 60 9 69
July 57 6 63 11 1 12 68 7 65
Total 261 35 296
Note : (i) An average of 11.94 days were taken for POH and 48.73 days for Refurbishment in the period April‟11 to July‟11 (ii) Refurbishment is done after about 10 days of coach life. (iii) The w/s caters to coaches of SWR and KRCL Extent of renewal of items during corrosion repair
The extent of renewal of head stock/sole bar, etc. for the period April‟11 to July ‟11 is as mentioned below:
Sr.
No
Item
Refurbishment (total chs 35)
POH(total chs 261)
Quantity
Quantity Per
ch
Quantity Quantity Per
ch
1 Head stocks
(Complete Module)
13 Nos. 0.37 nos. -- --

QA 11/2011 CORROSION REPAIR, HUBLI WORKSHOP, SW RAILWAY, HUBLI Page 29 of 29
2. Head Stocks (Outer) -- -- 21 nos. 0.08 nos.
3. Panel Patches 1211 m 34.6m 242 m 0.93 m
4. Body Pillars 1474 nos. 42.11 nos. 295 nos. 1.13 nos.
5. Sole bars 223 m 6.37 m 45 m 0.17 m
6. Turn under 902 m 25.77 m 180 m 0.69 m
7. Cross Channels 146 nos. 5.6 sqm 39 sqm 0.15 sqm
8. Trough Floor 196 sqm 5.6 sqm 39 sqm 0.15 sqm