quality control of polymer production processes · quality control of polymer production processes...
TRANSCRIPT

IPSE lab.POSTECH
Quality Control of Polymer Production Processes
Quality Control of Polymer Production Processes
J. Proc. Control, 10, 135-148 (2000)M. Oshima, M. Tanigaki

IPSE lab.POSTECH
Introduction
Polymer plant operation Grade transition Maximizing production Safe operation of reactor
Quality control for the objectives
On-line soft sensing and optimal grade changeover control

IPSE lab.POSTECH
Polymer Production Plant
Monomer
Catalyst
Comonomer
ReactorSeparator Extruder
Blender
Products

IPSE lab.POSTECH
Prospective Control System
CatalystProcessing
Product Blendingand StoringScheduling
Product Blending Planning
Production Planning
Polymerization Rate Control
OptimalChangeoverOperation
Product QualityControl
Concentration RatioControl
Pressure Control
Reaction Temp.Control
Material Feed RateControl
Reactor LevelControl
OnlinePropertySensor
Polymerization Reactor Control System
Polymerization Reactor Separation Extruder Blending
Storing
Process Monitoring
IPSE lab.POSTECH
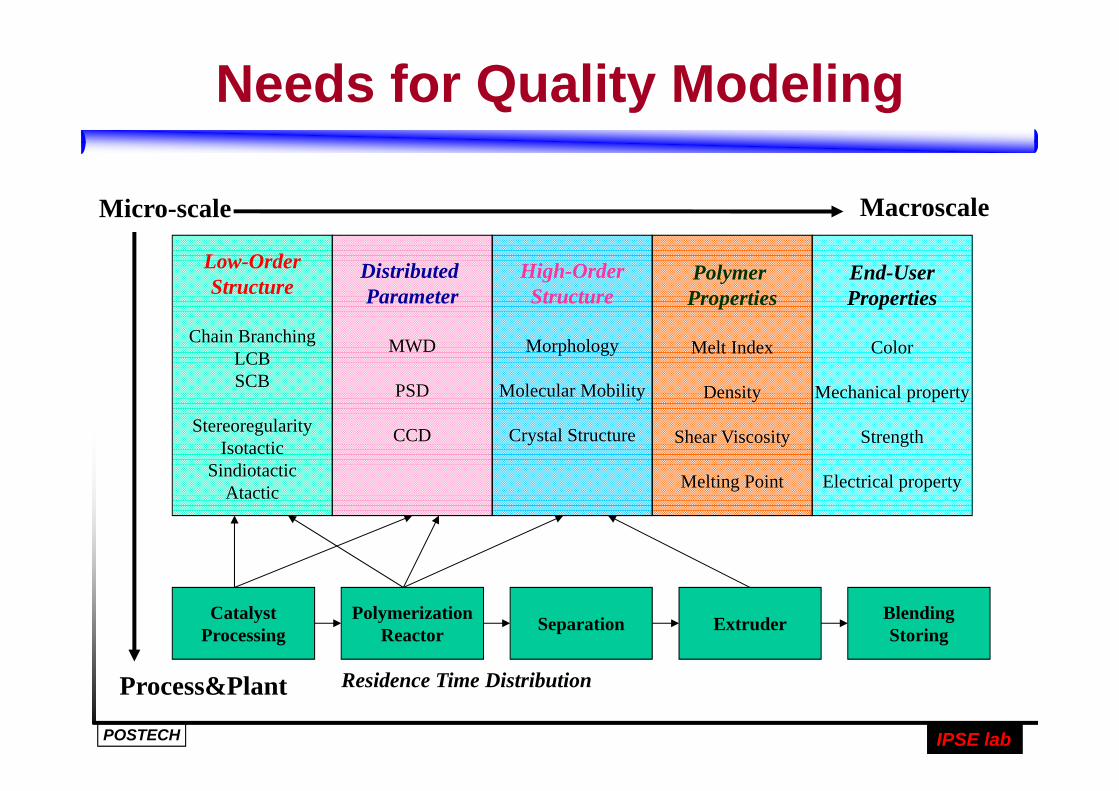
Needs for Quality Modeling
Micro-scale Macroscale
Process&Plant
Low-OrderStructure
Chain BranchingLCBSCB
StereoregularityIsotactic
SindiotacticAtactic
Distributed Parameter
MWD
PSD
CCD
High-OrderStructure
Morphology
Molecular Mobility
Crystal Structure
Polymer Properties
Melt Index
Density
Shear Viscosity
Melting Point
End-UserProperties
Color
Mechanical property
Strength
Electrical property
CatalystProcessing
PolymerizationReactor Separation Extruder Blending
Storing
Residence Time Distribution
IPSE lab.POSTECH
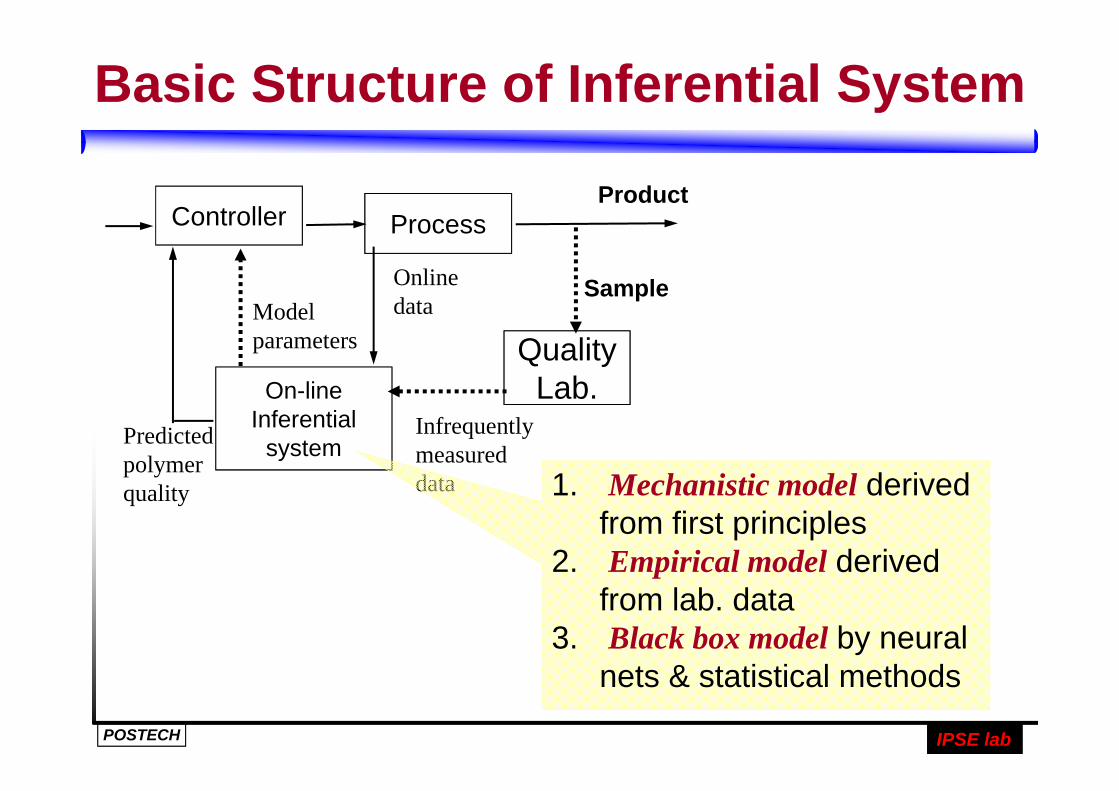
Basic Structure of Inferential System
Controller Process
On-line Inferential
system
Quality Lab.
Model parameters
Online data
Infrequently measured data
Predicted polymer quality
Sample
Product
1. Mechanistic model derived from first principles
2. Empirical model derived from lab. data
3. Black box model by neural nets & statistical methods

IPSE lab.POSTECH
An Examples of Three Kinds Model
Mechanistic model (McAuley & MacGregor, 1991)
Empirical model (Watanabe et. al., 1993)
Neural net model (Koulouris, 1995)
( )
−+
++++=
05
24
2
43
2
32
2
210
11][][
][][
][][
][][ln5.3ln
TTk
CRk
CCk
CCk
CHkkMIi
286.0286.0286.0
)()(
1)()(
1d
)(d −−−
τ−
τ= tMI
ttMI
tttMI
CiC
)log(]log[][][log
][][log
][][log
][][log)log(
54
2
43
2
33
2
22
2
21
TRCC
CC
CH
CHMIi
α+α+
α+α+α+α+β=
( ) ( ) ( ))(log)(
1)(log)(
1d
)(logd tMIt
tMItt
tMICi
C
τ−
τ=
−=−
][][,
][][,
][][,
][C][HNetWave
22
6
2
2
2
2286.0
CR
CC
CCMIi
IPSE lab.POSTECH
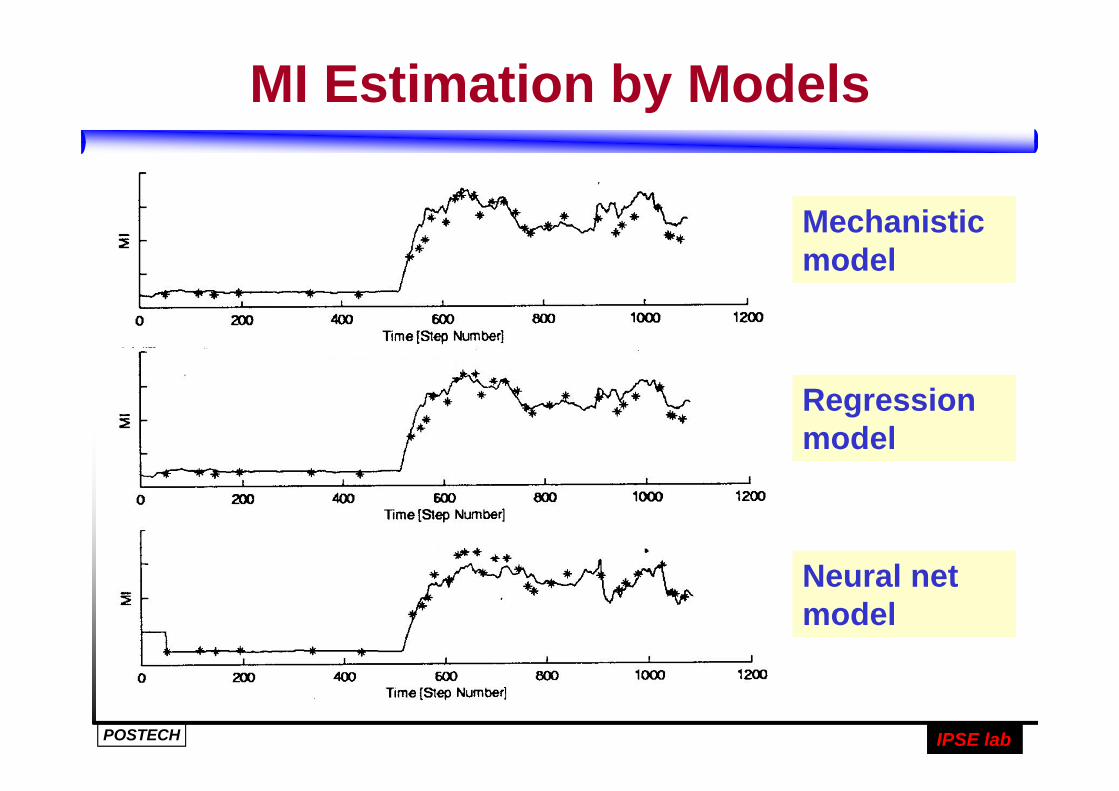
MI Estimation by Models
Mechanistic modelMechanistic model
Regression modelRegression model
Neural net modelNeural net model

IPSE lab.POSTECH
MI Estimation with EKF
Estimation by regression model with EKF
Estimation by regression model with EKF
Estimation by mechanistic model with EKF
Estimation by mechanistic model with EKF

IPSE lab.POSTECH
Risk of Extrapolation
Mechanistic model
Mechanistic model
Regression model
Regression model
Neural net model
Neural net model
Learning data

IPSE lab.POSTECH
Grade Changeover Operation
Grade A
Grade BPattern A
Pattern B
Grade A Grade B
Instantaneousgrade
Instantaneousgrade
Grade A Grade B
1. Not time but grade optimal operation2. Runaway reaction
H2

IPSE lab.POSTECH
Control System
Iterative open-loop optimization A new optimal trajectory is recomputed The first input action is implemented at every new
measurements
Combination of FF&FB controllers A optimal trajectory is pre-calculated of both MV & CV MV is introduced to the plant in a FF manner CV is deviated from the desired optimal trajectory, FB
controller is activated to compensate the deviation

IPSE lab.POSTECH
Results of Control
Manual operation
Control is activated
IPSE lab.POSTECH
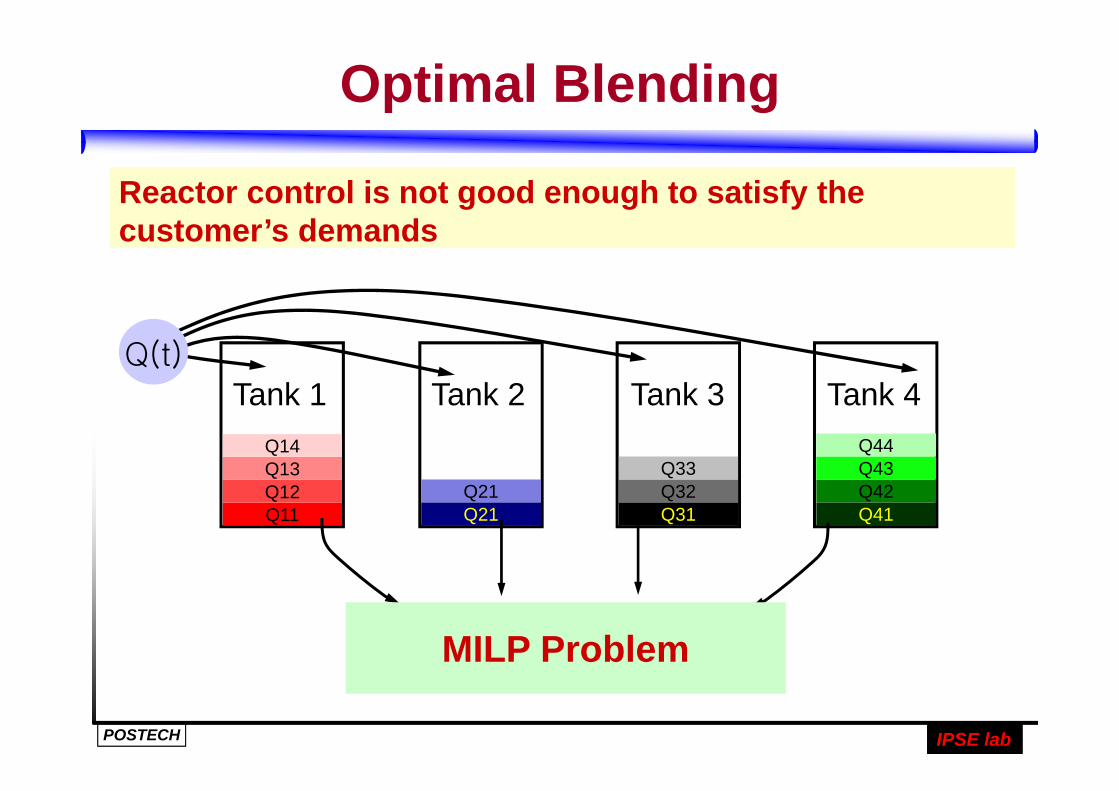
Optimal Blending
Reactor control is not good enough to satisfy the customer’s demandsReactor control is not good enough to satisfy the customer’s demands
Tank 1 Tank 2 Tank 3 Tank 4
Q11Q12Q13Q14
Q21Q21
Q31Q32Q33
Q41Q42Q43Q44
Q(t)
MILP ProblemMILP Problem

IPSE lab.POSTECH
Blending Optimization Result

IPSE lab.POSTECH
Conclusion
Integration of process control, sensing and
optimization is indispensable Most important factor is quality modeling