quick dry refractory castables to reduce the downtime … holland.pdf · quick dry refractory...
TRANSCRIPT
Quick Dry Refractory Castables to Reduce the Downtime of
Foundry Furnaces
Dirk HOLLAND
CastTech 2012 Krefeld, 8th November 2012

Reduction of Refractory Consumption and the related constraints ….
Monolithic refractory developments during the last two decades have enabled Foundries to greatly reduce their refractory consumption
The associated compromise is often the reduction in plant availability due to longer drying times
Some foundries are even forced to invest in additional equipment which are ready lined and pre-dried to speed up the production start after maintenance work
One area in which this compromise was very clear was the introduction of Low Cement (LC) and Ultra Low Cement (ULC) Castables for Channel Holding and Pressure Pouring Furnaces

Channel Furnace Lining
The lining of Channel Holding Furnaces and - Presspours has to be well planned in advance and any necessary installation work must be undertaken during long non-production schedules like summer or winter break.
Owing to the scale and complexity of these furnaces, these periods must typically have a duration of 17 to 23 days to allow for refractory setting, curing and drying
All this has to be strictly controlled in order to achieve the full benefit of the technology
In the event of unplanned maintenance this can only mean a great loss of production for the foundry
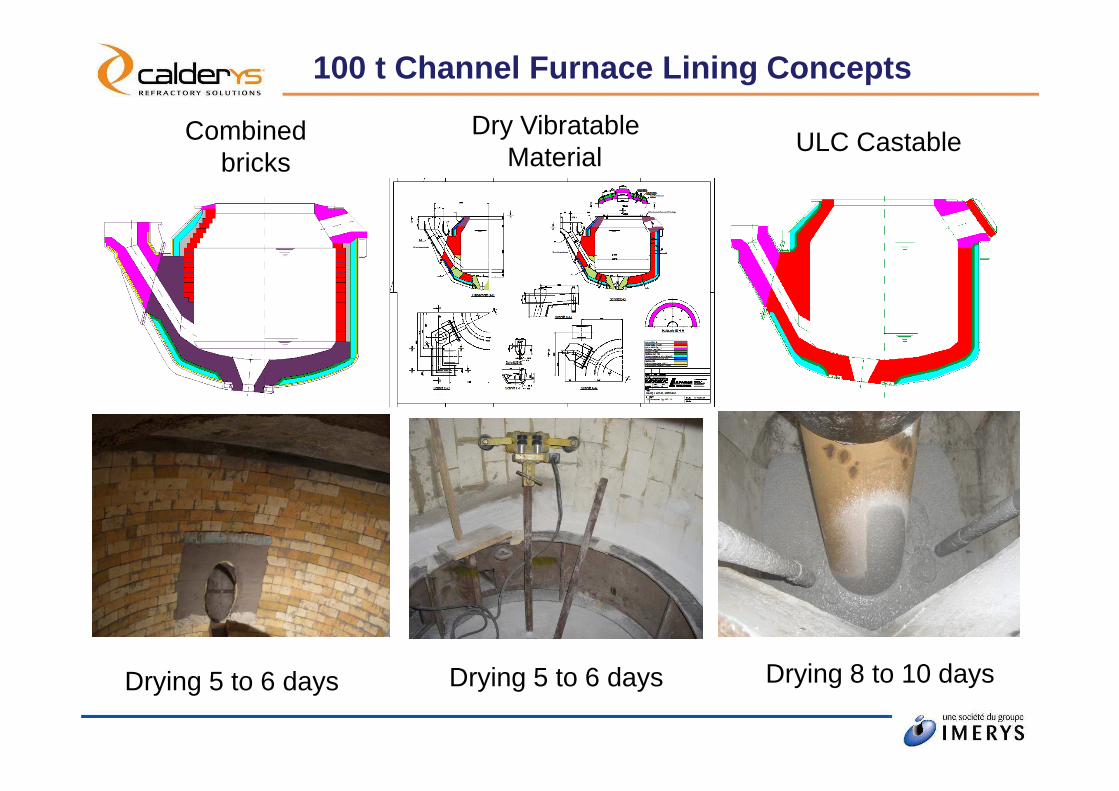
100 t Channel Furnace Lining Concepts
Combined bricks
Dry Vibratable Material ULC Castable
Drying 5 to 6 days Drying 5 to 6 days Drying 8 to 10 days
The Quick Dry - Castable Concept
In 2009 Calderys began to develop a completely new type of cement-free refractories, now known as the QD™-castable range
This new binding system, based on fine mineral components, allows drying times reduction up to 50%, depending on the type of furnace and raw material selection
In addition to the reduced drying time after demoulding, no curing is necessary, so that the burner can be started immediately
Due to the way QD™ evacuates water, it can be considered a safer product in terms of reduced explosion risks compared to cement bonded castables

Quick Dry No Cement Castables
Introduction:
QUICK DRY NO CEMENT CASTABLES• Flexibility and Ease of installation
• No curing time• Drying times heavily reduced
Technology definition:
Quick Dry No Cement Castables
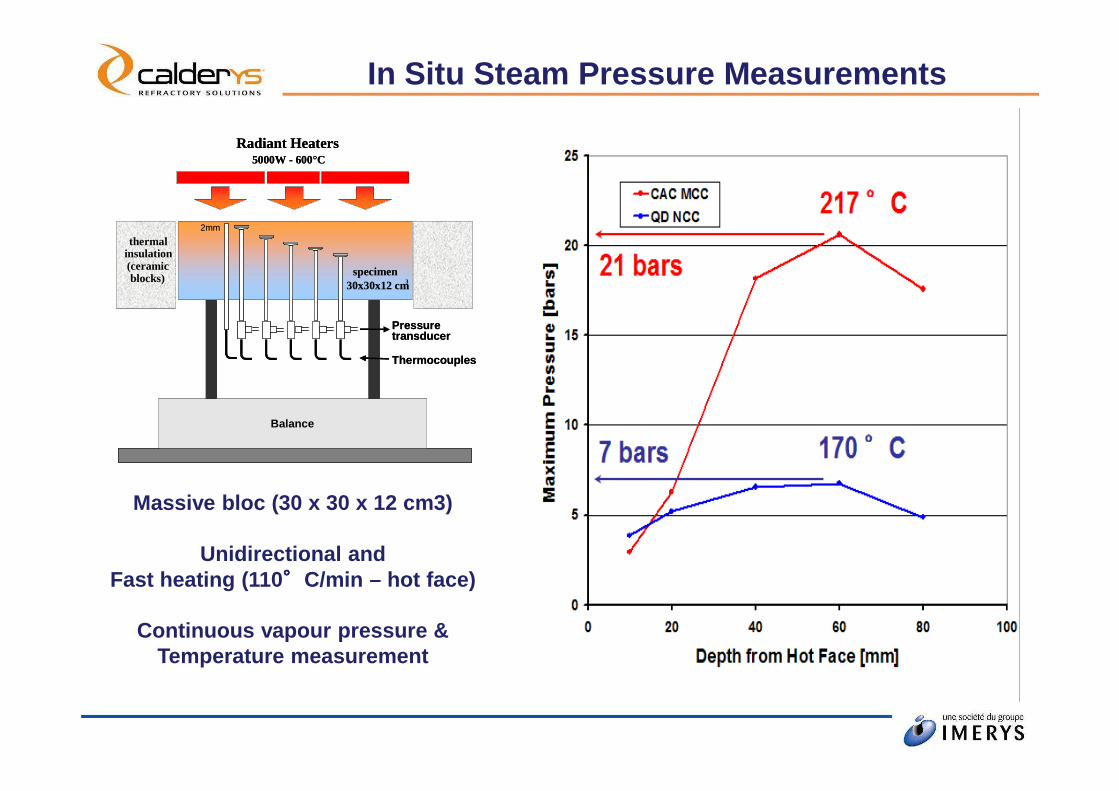
In Situ Steam Pressure Measurements
2mm
specimen30x30x12 cm3
Radiant Heaters5000W - 600°C
Thermocouples
Pressuretransducer
thermalinsulation(ceramicblocks)
Balance
2mm
specimen30x30x12 cm3
Radiant Heaters5000W - 600°C
Thermocouples
Pressuretransducer
thermalinsulation(ceramicblocks)
Balance
Massive bloc (30 x 30 x 12 cm3)
Unidirectional andFast heating (110 °°°°C/min – hot face)
Continuous vapour pressure & Temperature measurement

No difference in corrosion between CALDE™ CAST UT 94 and CALDE™ CAST NT 92 QD
Cup test for Channel Holder
QD

Customer Details
Leading German Automotive Foundry
ABP IRT 115 Channel Holding Furnace with 1,2 MW inductor
Prime melting unit (feed furnace) Küttner unlined Cupola
SG Base Iron (Feed Temperature 1540oC Tap Temperature 1480oC)
Normal Lining CALDE™ CAST UT 94
Normal life – 2-3 yrs (+450k tons iron)
Reason for QD™ – Castable Application
Normal installation including wrecking and drying takes ~ 23 days
Customer demand is for a 17 days maximum
QD™ Option offered and accepted following success in Press Pour Furnace Repair November 2010
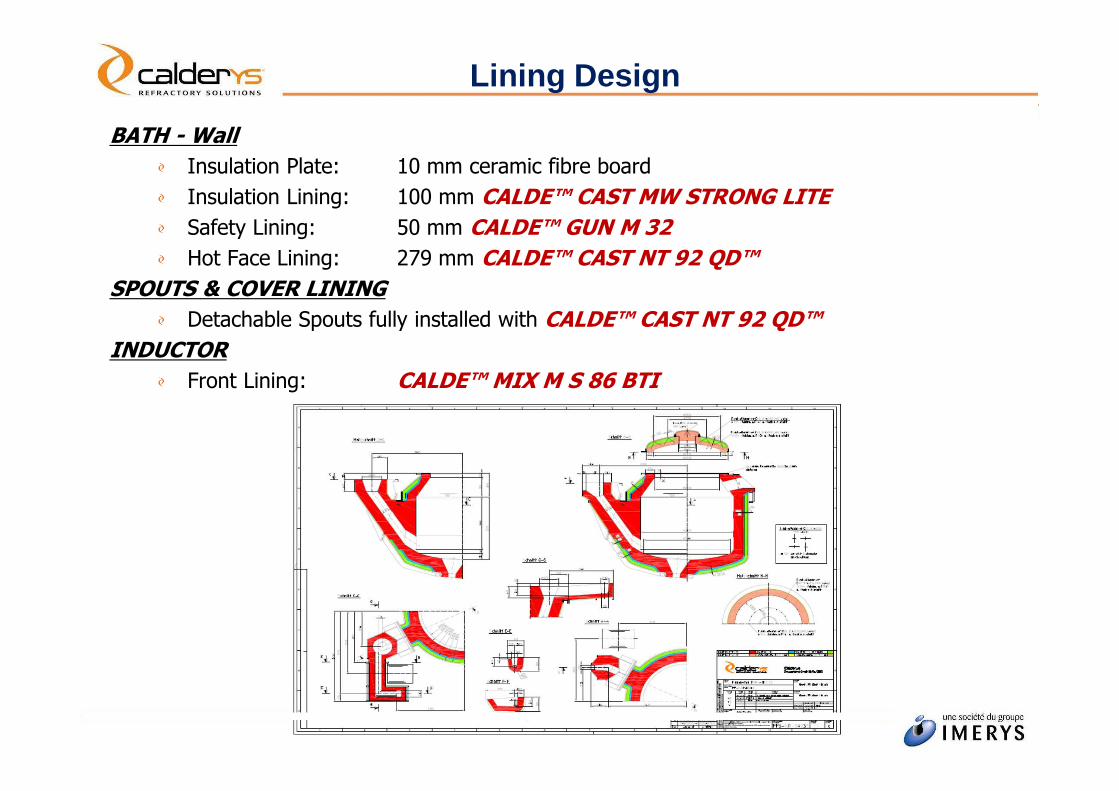
Lining Design
BATH - Wall
Insulation Plate: 10 mm ceramic fibre board
Insulation Lining: 100 mm CALDE™ CAST MW STRONG LITE
Safety Lining: 50 mm CALDE™ GUN M 32
Hot Face Lining: 279 mm CALDE™ CAST NT 92 QD™
SPOUTS & COVER LINING
Detachable Spouts fully installed with CALDE™ CAST NT 92 QD™
INDUCTOR
Front Lining: CALDE™ MIX M S 86 BTI
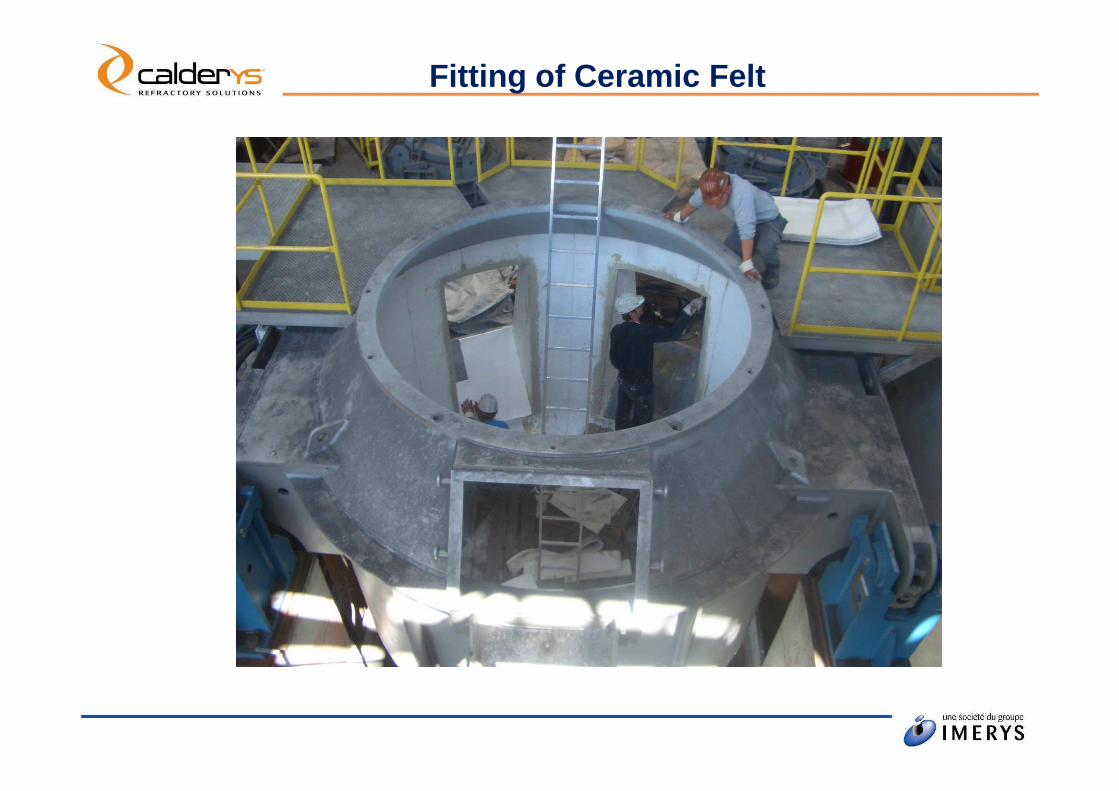
Fitting of Ceramic Felt

Gunning of Back Lining and Surface Finishing

Former Preparation
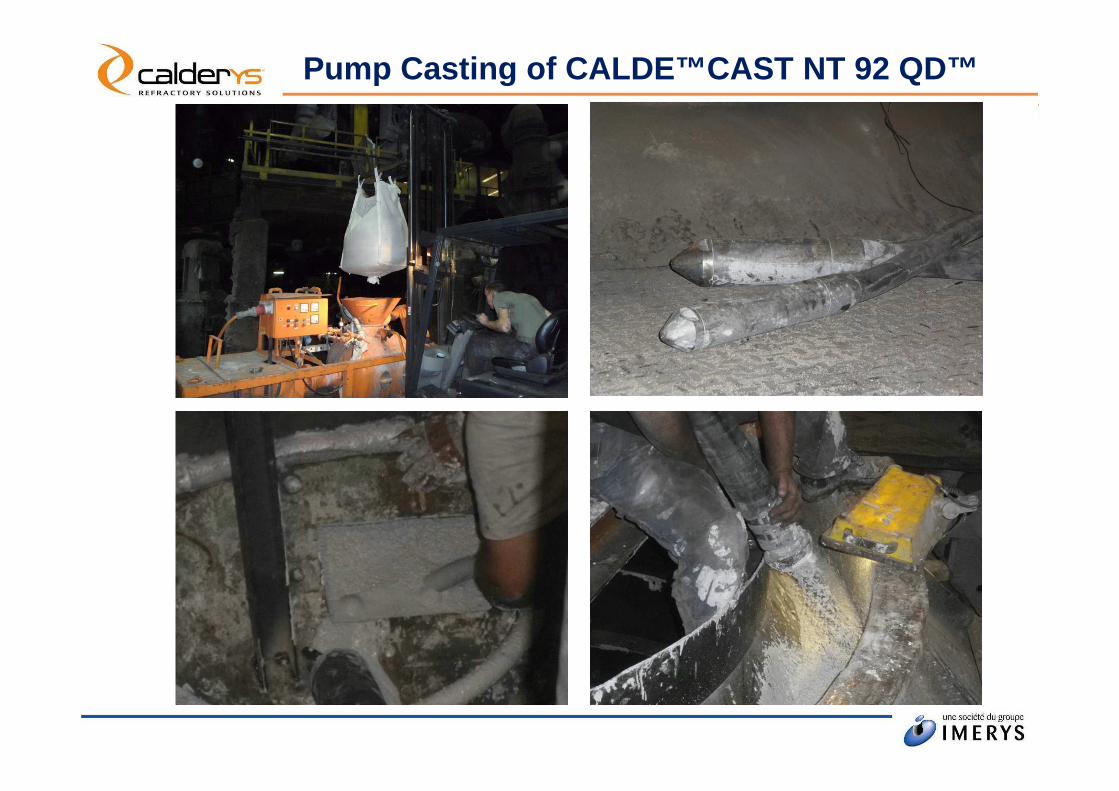
Pump Casting of CALDE™CAST NT 92 QD™

Former Removal
CALDE™ CAST NT 92 QD™

Burner Assembly
Placement of Thermocouples
and
air ejectors

A good Burner and Supervision are Key for
Success

Installation Details
BATH LINING(Excluding Spouts and Cover)
Insulation Layer ~7.5 t CALDE™ CAST MW STRONG LITE
Safety Layer ~7.5 t CALDE™ GUN M 32
Hot Face Layer 36.8 t CALDE™ CAST NT 92 QD™
QD™ CASTING WATER(Recommended Range = 4.8 to 5.4%)
3200KG @ 5.4%
4800KG @ 5.0%
28800KG @ 4.75%
Total Water Installed = 1780 Litre = 4.84%
QD™ CASTING TIME(2 x 800kg Pump)
6200KG per Hour
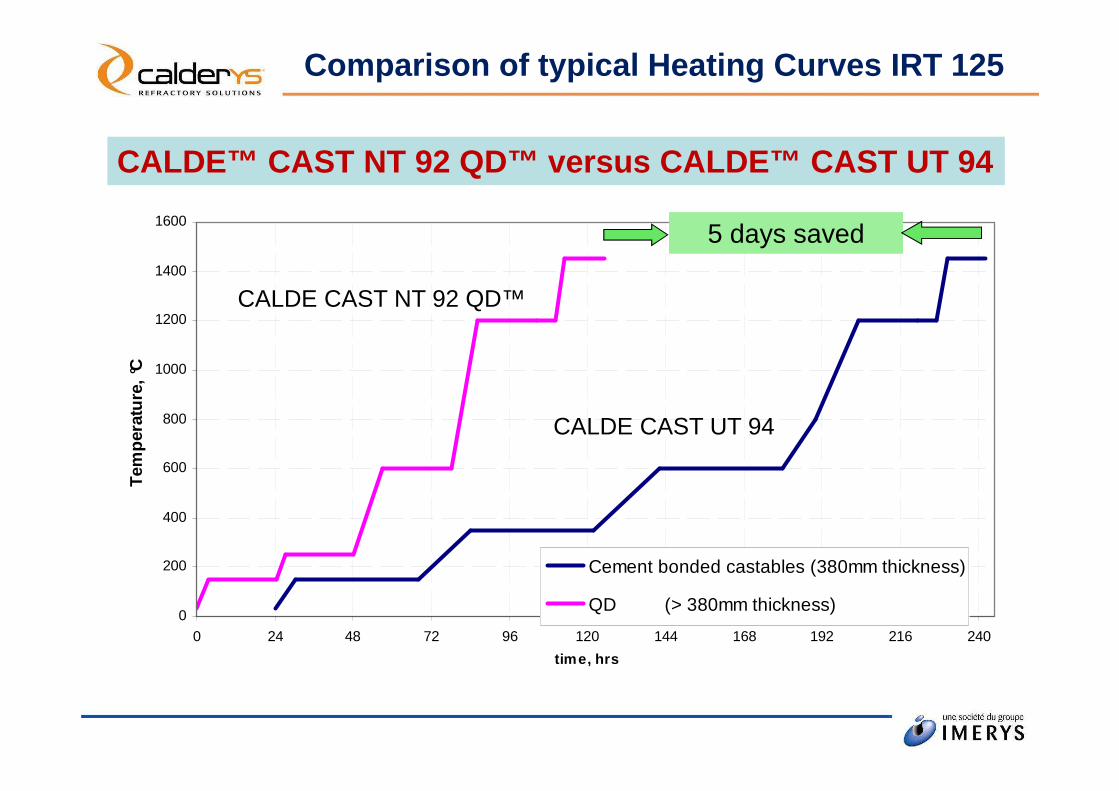
Comparison of typical Heating Curves IRT 125
Channel Furnace 160 ton Example
0
200
400
600
800
1000
1200
1400
1600
0 24 48 72 96 120 144 168 192 216 240
time, hrs
Tem
pera
ture
, °C
Cement bonded castables (380mm thickness)
QD NCC (> 380mm thickness)
CALDE™ CAST NT 92 QD™ versus CALDE™ CAST UT 94
5 days saved
CALDE CAST NT 92 QD™
CALDE CAST UT 94

1 Week Production Saved
QD™ INSTALLATION
ULCC INSTALLATION
OBJECTIVE ACHIEVED!!!
QD™ Range for Foundry Ladles
CALDE ™ CAST NB 82 QD™ (for Iron & Steel)Bauxite based
Medium densitiy: 2,82 kg/dm³
high corrosion and abrasion resistance (6,2 cm³ following ASTM)
High Cold Crushing Ctrength
Very good thermal shock resistance
CALDE ™ CAST NA 55 QD™ (for Iron)Andalusite based
low density: 2,51 kg/dm³ >> good thermal insulation
Very good thermal shock resistance
CALDE ™ CAST NM 62 QD™ (for Iron)Mullite based
Low density: 2,55 kg/dm³ >> good thermal insulation
Good corrosion and abrasion resistance
CALDE ™ CAST NT 92 QD™ (for Steel)Tabular Alumina based
High density: 2,96 kg/dm³
Excellent corrosion resistance
High Cold Crushing Strength
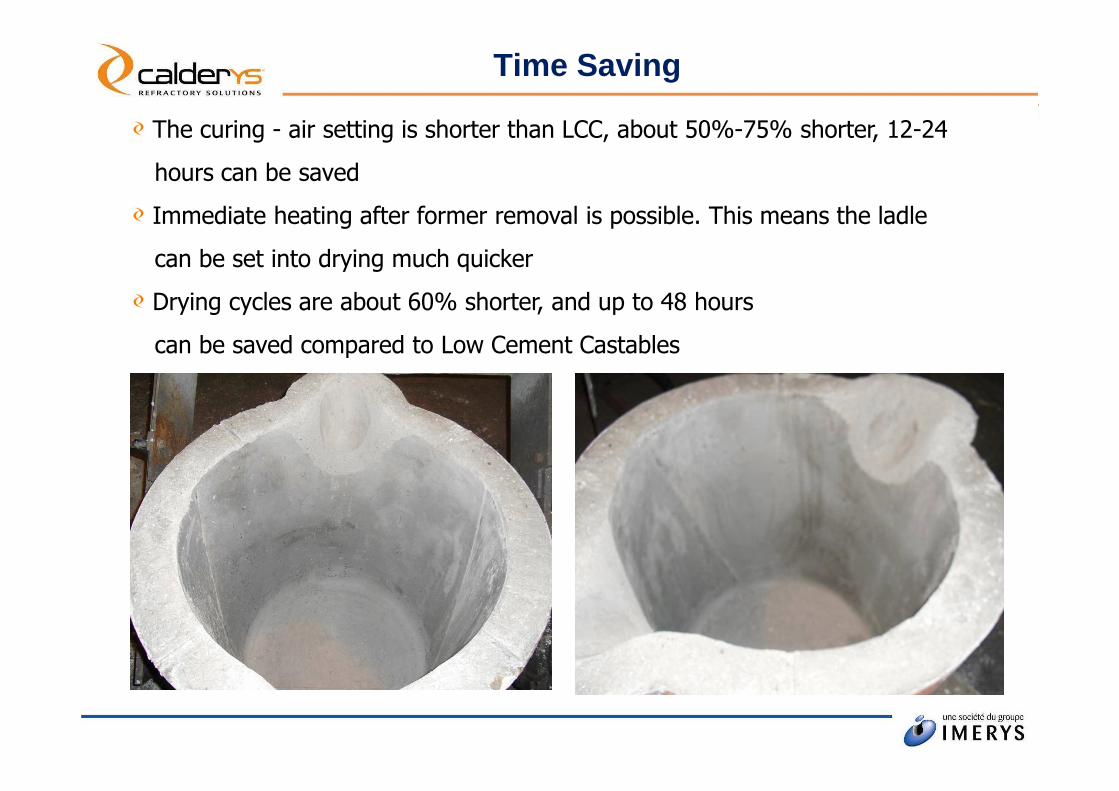
Time Saving
The curing - air setting is shorter than LCC, about 50%-75% shorter, 12-24
hours can be saved
Immediate heating after former removal is possible. This means the ladle
can be set into drying much quicker
Drying cycles are about 60% shorter, and up to 48 hours
can be saved compared to Low Cement Castables

Energy savings for Ladles thanks to QD™ Range usage
Hours of initial sintering/heat up LCC QD NCC
2 ton transfer ladle 72 24
1 ton transfer ladle 48 24
2 ton - treatment ladle 54 30
3 ton pouring ladle 72 36
1,5 ton transfer ladle 56 24
• Figures show some example on ladles traditionally lined with LCC and alternatively with QD™ castables and the significant savings in time and energy.
24 – 48 hours saved!
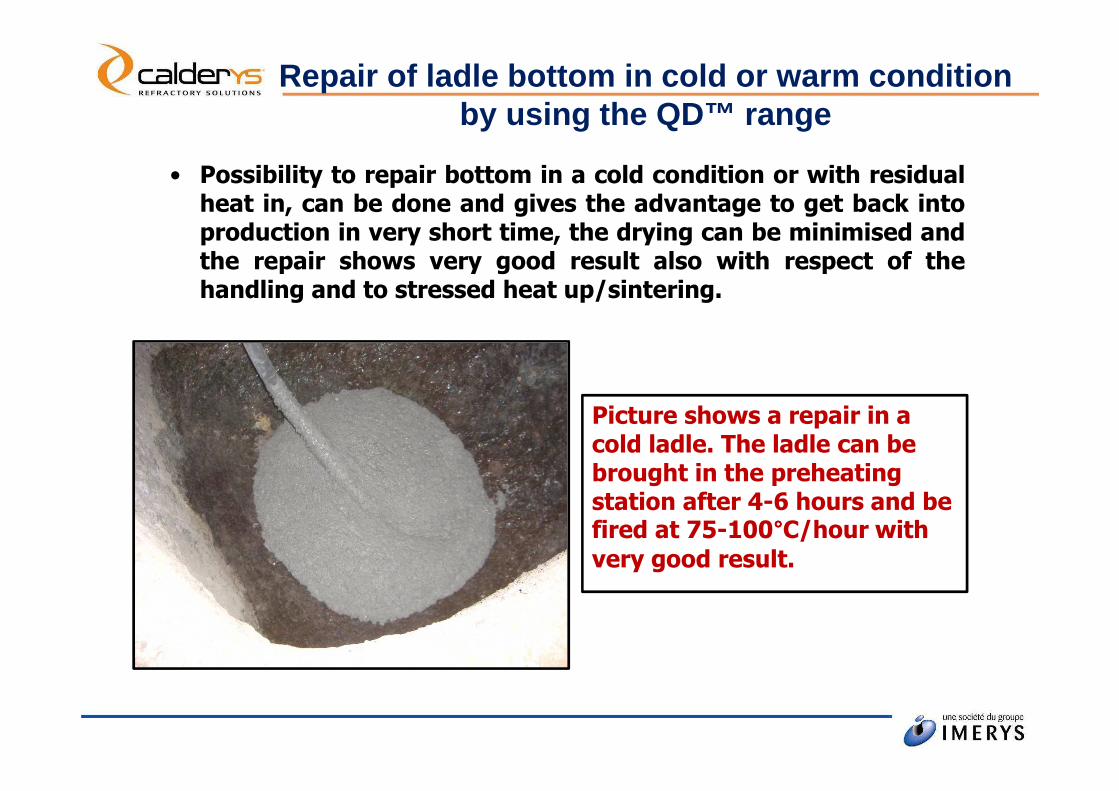
Repair of ladle bottom in cold or warm condition by using the QD™ range
• Possibility to repair bottom in a cold condition or with residualheat in, can be done and gives the advantage to get back intoproduction in very short time, the drying can be minimised andthe repair shows very good result also with respect of thehandling and to stressed heat up/sintering.
Picture shows a repair in a cold ladle. The ladle can be brought in the preheating station after 4-6 hours and be fired at 75-100°°°°C/hour with
very good result.

Advantages of QD™ Castables in Foundry ladles
Flexible in working temperature intervals
Easy to repair
Short curing time and drying cycles
Safe drying cycles
Less demanding preheating
Lower energy consumption during drying
Less sensitive forthermal cycling
QD™

Conclusions
Advantages with the new QD™ - range proven on the field:
Energy savings during dryout / sintering
Shorter cycles = shorter turn around time
Up to 60 % time saving = up to 60 % gas/energy consumtion
Installation advantage
No curing time = shorter turn around time
Easy installation
Favourable thermal shock resistance
Advantages for preheating and cold tapping
Less sensitive to thermal cycling
Leads to prolonged life length
Faster turn around: Refractory installation times can be reduced byseveral days resulting in higher ladle availability and flexibility
Overall improved performances!
Summary
The success of recent furnace projects clearly demonstrates the real benefits of the new QD™ technology, which has been applied in many variants. The number of references is increasing daily in all areas of the foundry: Press Pour Furnaces, Channel Holding Furnaces, Cupola, CIF, Ladles, and Launders etc.
No special equipment or skills are required for the installation and drying of QD™ materials beyond those required for conventional castables. Savings can be achieved in both downtime and fuel consumption