randomforest enabled collaborative covid-19 product
TRANSCRIPT

99
RandomForest Enabled CollaborativeCOVID-19 Product Manufacturing/FabricationsShajulin Benedict
Indian Institute of Information Technology Kottayam,Valavoor P.O., Kottayam, Kerala, India – 686635.
AbstractManufacturing COVID-19-related products such as face masks, shields, ventilators, shoe covers, gowns,and so forth, rapidly increased in recent months as the virus pandemic surges across the globe. Govern-ments and Industrialists are keen to formulate quick decisions and are open to decentralize productionswithin a prescribed time limit using smart techniques. Recommendations on the volume of productionsand the producer assignments are remaining a sole concern for policymakers or smart city authori-ties due to the unforeseen or unpredictable nature of the raging pandemic. This article introduces aRandomForest-assisted Collaborative COVID-19 Product Manufacturing (RFCCPM) framework. It col-laboratively decides on producing COVID-19 preventive kits in a cost-efficient manner. The approachwas experimented at the IoT cloud research laboratory; it achieved a manufacturing cost efficiency of66 percent when Threshold Accepting (TA) algorithm was incorporated in the framework.
KeywordsCOVID-19, RandomForest, Fabrication, Manufacturing, Smart Decisions
1. IntroductionOne of the great health-related pandemic thathas clouted all growth sectors, including man-ufacturing and the world finance sector, andhas unsolved challenges is the lethality dueto the COVID-19 public crisis. The virus haspredominantly led nations to unwelcomingsocial distancing practices, ineffective com-munications, sweeping economies, discrimi-nations in certain locations, distrustful rela-tionships, and so forth, at large.
The Manufacturing/Fabrication sector hasseen a disrupted shift in productions whichremains as an unpredictable realization by man-ufacturers in order to revamp productions due
ISIC 2021: International Semantic Intelligence Conference,February 25–27, 2021, New Delhi, India." EMAIL: [email protected] (S. Benedict)~ URL:http://www.sbenedictglobal.com (S. Benedict)� ORCID: 0000-0002-2543-2710 (S. Benedict)© 2021 Copyright for this paper by its authors. Use permitted underCreative Commons License Attribution 4.0 International (CC BY 4.0).CEUR Workshop Proceedings (CEUR-WS.org)
to the ongoing lockdown and minimal em-ployee situations in production units. High-quality machines have become non- opera-tional for months since the eruption of thepandemic across the globe. Many manufac-turing companies have almost closed their op-erations due to reduced workforce and erupt-ing supply chain disruptions. Even the mosturgent production of COVID-19-related pre-ventive products such as masks, face shields,hood caps, shoe covers, and so forth, has wit-nessed a catastrophe which could adverselyreiterate until innovative solutions are framedin the manufacturing/fabrication sectors. Asingle manufacturer of a region could not pro-duce/supply all required COVID-19 productswith utmost satisfaction in a short period inthe midst of the exponential growth of COVID-19 cases.
The manufacturing sector, typically, attractsa major portion of revenue in various coun-tries when compared to services or retail sec-tors. Accordingly, governments and manu-

100
facturers are keen to provide solutions andupsurge productions at about 3 to 5 percent-age in order to combat the anticipated eco-nomic consequences. However, the most cru-cial challenges faced by manufacturers, in-cluding COVID-19 product developers, dur-ing the COVID-19-crisis epoch are listed asfollows:
• an abrupt stalemate in material move-ments, especially while transferring ma-terials from international hubs or lock-down locations, due to disruption in thesupply chains;
• a poor quality in COVID-19 solutionswhile adopting expeditious innovationswith limited machinery or experimentsin a short period from restricted lock-down locations;
• a differing working environment, es-pecially the concept of “Work from Home“,which urged a limited access to remotemanufacturing sites; and so forth.
A growing volume of research and prod-uct development rapidly emerged globally tocounterfeit the COVID-19 crisis and associ-ated challenges apart from the core medicalsolutions. For instance, solutions relating tothe digital working environment, adopting along term planning for cash/resource utiliza-tion, delivery management, agile productionof health-related products, and so forth, pro-liferated to improve the near future economiccatastrophe.
Health departments and concerned officialsof smart cities are eager to proactively de-velop COVID-19 preventive kits and protectthe residents as healthcare resources, includ-ing hospitals and doctors, are scarcely avail-able to nurse the exponentially growing pa-tients. However, manufacturing the preven-tive kits has challenges – i.e., the followingresearch questions need to be clarified / ad-
dressed for improving the voluminous pro-ductions: i) Which company needs to be per-mitted to develop COVID-19 products? andii) How much quantity of COVID-19 prod-ucts is required in a particular region consid-ering the increase of the COVID-19 cases?
This article proposes a Random Forest (RF)algorithmic approach to predict the requirednumber of productions of COVID-19 preven-tive kits based on i) the demand of a partic-ular location, ii) COVID-19 quarantine cases,and iii) the budget availability of a region. Itintroduces a RandomForest-assisted Collabo-rative COVID-19 Product Manufacturing (RFC-CPM) framework. The proposed RFCCPM ap-proach includes a Threshold Acceptance (TA)scheduling algorithm in the framework to pre-pare a manufacturing schedule that consid-ers the geo-distributed nature of collabora-tive manufacturing for quick voluminous pro-ductions. The RFCCPM framework has thecapability to initiate production and promoteseconomy during COVID-19 or similar health-related crisis of the future. It maps produc-tion tasks to available or functional manufac-turing hubs/units using a Threshold Accept-ing (TA) algorithm with the objective of im-proving the cost efficiency of manufacturingunits. It can consider the lockdown situationof a region while producing products.
The proposed research was experimentedat the IoT Cloud Research laboratory and ob-served the prediction accuracy of around 98.4percent while predicting the COVID-19 quar-antine cases of Kerala state using the Ran-domForest algorithm; and, the manufactur-ing cost efficiency of 66 percent while incor-porating TA algorithm in the framework forpreparing the manufacturing task schedule.In short, RFCCPM paves way for a cost- effi-cient production of products considering theavailability of minimal employees during pan-demic epochs such as COVID-19. The majorcontributions of the proposed work, as dis-cussed in this paper, include the following:

101
• RFCCPM, an RF-assisted manufactur-ing framework, was developed for pro-ducing COVID-19 products, includingpreventive COVID-19 products such asface masks, face shields, hood caps, andso forth, understanding the increase /decrease of COVID-19 cases of a region;
• the application of RFCCPM was exper-imented considering fourteen MSMEsof the Kerala state of India; and,
• the Threshold Accepting (TA) algorithmof the framework was analyzed – i.e.,the experiments revealed the cost- ef-ficiency of 66 percent while producingCOVID-19 preventive kits.
The rest of the paper is described as fol-lows: i) Section 2 explores the state-of-the-art research in the application of RandomFor-est considering COVID-19 situations; ii) Sec-tion 3 discusses the inner details and func-tionalities of the deep-learning assisted col-laborative manufacturing platform; Section 4investigates into the theoretical aspects of im-proving the cost involved in the productionof COVID-19 products while incorporatingRFCCPM framework; Section 5 discloses theexperimental results that were carried out atthe “work at home“ working environment byaccessing the machines of the IoT cloud re-search lab; and, Section 6 consolidates the find-ings and insights of the proposed work alongwith a few future developments.
2. Related WorkCorona Virus 2019 (COVID-19) has markedits footprint in over 200 countries with se-vere acute respiratory syndrome which af-fected tens of millions of people. WHO hasreported that 10021401 COVID-19 cases werereported across the globe with a total 499913number of deaths as on 29 June 2020 [11].
Tens of thousands of innovations and mech-anisms have been initiated in the recent pastusing AI [19], [32], [2], and the other innova-tive machine learning technologies. For in-stance, prediction models such as Deep Neu-ral Networks have been applied to study theincrease of COVID-19 patients and the cur-ing status of different countries [8]. Authorsof [16] have predicted the number of proba-ble deaths that happen in the tenth day dueto COVID-19.
A few researchers have applied predictionmodels to study the transmission pattern ofthe COVID-19 virus. For instance, authors of[20] have proposed a compartmental modelto classify the transmission patterns of thevirus; authors of [5] have applied long shortterm memory (LSTM) models to analyze therisk involved in the spread of the virus; simi-larly, authors of [3] applied LSTM models todifferentiate corono-virus from the other res-piratory diseases such as pneumonia. In [14],authors developed a mobile-enabled contacttracing mechanism to avoid COVID-19 con-tacts. Authors of [1] have proposed a methodto improve the CNN training model as suffi-cient COVID-19 images were not available inthe early period of the virus outbreak.
It is a known fact that the impact of COVID-19 highly affected the mobility of humans.The speed in spreading the virus and the sever-ity of occurrence differed from region to re-gion. This puzzles almost all solution archi-tects [21]. The travel patterns changed as peo-ple were led to commotions [23]. In [29], au-thors studied the impact of lockdowns in threeUniversity campuses of their vicinity; the au-thors revealed the successive progress in thenetwork traffic patterns due to the dischargeof lockdown policies. In addition, approacheswere devised to engage human resources ef-ficiently using online systems, preferably bysocial media [24] considering the lockdownand other idleness factors of cities. Notably,authors of [4] devised a value chain consid-

102
ering the lockdown locations.Many researchers and practitioners agree
that online tools, including collaborative tools,would become a mandatory point of sale foroverriding the emerging lockdown situationsin cities [31]. Authors of [7] expressed theimportance of a telemedicine approach in or-der to protect the medical practitioners andnon-COVID-19 patients while pursuing con-sultations. A few researchers adopted mea-sures to counteract the security challengesof online platforms such as Facebook, Twit-ter, Whatsapp, Zoom, Chatbots, VPN, and soforth [30]. Similarly, authors of [25], quanti-fied the online COVID-19 information.
Succinctly, a cloud-based online production-enabling tool would increase the productiv-ity of COVID-19 products. A few researchers[13] [28] [10] have suggested a cloud-enabledservice model for production units. For in-stance, authors of [15] have developed a cloud-based integration of manufacturing units inorder to enable a remote-access of the units;Martino et al. [6] have proposed a semanticrepresentation for establishing Industry 4.0based cloud services; Saivash et al. [26] haveestablished a collaborative digital dentistry prac-ticing platform using cloud manufacturing con-cepts, and so forth; Gajamohan et al. [17] haveproposed a cloud-based robotics platform.
Besides, Prateek et al. [22] has proposed acomputer vision-enabled approach to increasethe social distancing pattern in the manufac-turing location. However, not much researchwork applies the cloud-based services to de-velop COVID-19 products – i.e., very few re-search works have been discussed to improvethe manufacturing aspects of COVID-19 pre-ventive products.
3. RFCCPM FrameworkThis section explains the entities involved inthe proposed RFCCPM framework, the RF-
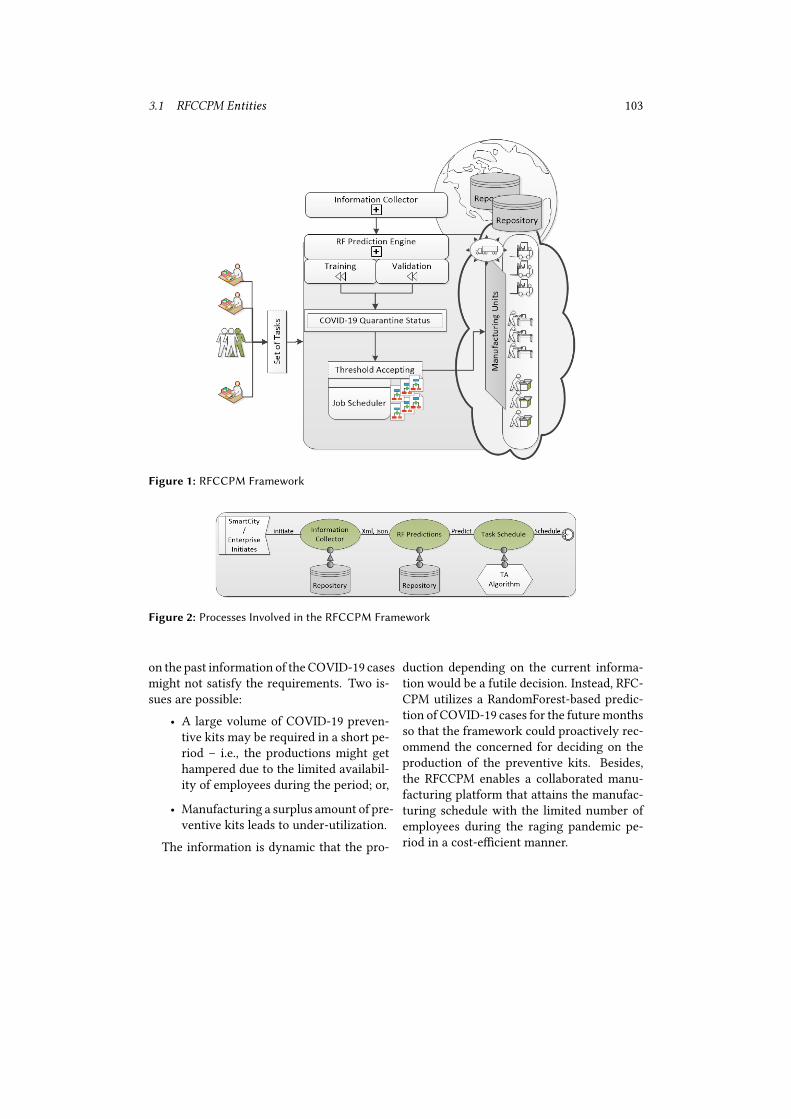
assisted Collaborative COVID-19 product man-ufacturing (RFCCPM) approach. In a nutshell,the RFCCPM framework allows manufactur-ers or smart city officials to quickly producethe demanding COVID-19 essentials, for ex-ample, preventive kits, depending on the sta-tus of locations in a cost-efficient manner. Fig-ure 1 illustrates the entities of the framework.
3.1. RFCCPM EntitiesThe major entities involved in the collabo-rative production of COVID-19 products ina cost-efficient manner and their importantfunctionalities are described below:
3.1.1. Information Collector
Information Collector is a cloud-based micro-service solution that collects the required sta-tus details of COVID-19 from smart city datarepositories after the reception of appropri-ate permissions from them. A micro-serviceis a loosely-coupled tiny service that are in-dependently deployable in clouds. In gen-eral, the number of COVID-19 patients, thenumber of deaths due to the virus, and thenumber of quarantined candidates are quiteopenly available in major cities of various coun-tries as they are involved in reporting the in-fectious status to WHO. The Information Col-lector entity, a golang based cloud service, pro-vides the information in a csv format to theRandomForest prediction engine after convert-ing the formats of the source repository.
3.1.2. RF Prediction Engine
Predicting the number of quarantine cases ina particular location is mandatory to decideon manufacturing the number of COVID-19preventive products. Smart city officials couldutilize the data to fix policies and sketch lay-outs for a complete/partial lockdown in a lo-cation. Manufacturing preventive kits based
3.1 RFCCPM Entities 103
Figure 1: RFCCPM Framework
Figure 2: Processes Involved in the RFCCPM Framework
on the past information of the COVID-19 casesmight not satisfy the requirements. Two is-sues are possible:
• A large volume of COVID-19 preven-tive kits may be required in a short pe-riod – i.e., the productions might gethampered due to the limited availabil-ity of employees during the period; or,
• Manufacturing a surplus amount of pre-ventive kits leads to under-utilization.
The information is dynamic that the pro-
duction depending on the current informa-tion would be a futile decision. Instead, RFC-CPM utilizes a RandomForest-based predic-tion of COVID-19 cases for the future monthsso that the framework could proactively rec-ommend the concerned for deciding on theproduction of the preventive kits. Besides,the RFCCPM enables a collaborated manu-facturing platform that attains the manufac-turing schedule with the limited number ofemployees during the raging pandemic pe-riod in a cost-efficient manner.

3.1 RFCCPM Entities 104
In general, the RF algorithm is a subset ofAI and machine learning [9]; it is an ensemble-based learning algorithm. The RF PredictionEngine entity of RFCCPM incorporates thealgorithm in order to train and predict theCOVID-19 quarantine cases of a region. Thetraining model is prepared from the informa-tion such as latitude, longitude, number ofdeaths, number of quarantined candidates, andso forth, for the locations where the preven-tive kits are required. The engine attempts toimprove the prediction accuracy dependingon the tuning parameters of the algorithmsuch as 𝑚𝑡𝑟𝑦 and the other variable selectionmethods. More detailed information aboutthe algorithm is found in the previous litera-ture [27].
3.1.3. Task Designer
Tasks such as manufacturing face masks, faceshields, gloves, shoe covers, infrared thermome-ters, sanitizer, kit cover, and packaging themneed to be formulated depending on the avail-able manufacturing units within the reach-able vicinity. The Task Designer entity of theframework attempts to pool tasks in a clouddatabase, namely, mongodb database. It con-siders several combinations of manufactur-ing options while designing tasks. The tasksare described in a machine-readable formatsuch as XML, jade, or JSON.
The tasks included in the RFCCPM frame-work are classified into two broad categories:i) Manufacturing tasks and ii) Packaging tasks:
1. Manufacturing COVID-19 Products: Man-ufacturing COVID-19 preventive kits in-clude manufacturing products such asface masks, face shields, gloves, hoodcaps, shoe covers, thermometers, sani-tizers, and so forth. These products areoften manufactured in different cate-gories. For instances, i) face masks couldbe manufactured at different levels ofprotections – i.e., manufacturing face
masks using N95 masks which providehigher protection from COVID-19 im-pacts or using cloths; ii) face shieldsmay be manufactured using low-gradedisposable plastics or poly-carbonates;iii) shoe covers could be fabricated us-ing of non-woven materials or polypropylene fabrics; and so forth. In addi-tion to the COVID-19-related products,manufacturing the packing device thatholds the preventive products is alsoconsidered as a task. The Task Designerentity of the RFCCPM framework pre-pares a set of optional combinations formanufacturing different COVID-19 prod-ucts of preventive kits.
2. Packaging Products: Packaging is a taskthat needs to be accomplished by as-sembling all manufactured products intothe packaging device.
3.1.4. Scheduler
Scheduler organizes tasks depending on thecost factors of allotting tasks to specific man-ufacturing units – i.e., it identifies the man-ufacturing tasks given the information aboutthe available manufacturing units of a region/location. Although the main objective of theScheduler entity is to reduce the manufactur-ing cost, it has to consider several other pa-rameters such as the availability of appropri-ate manufacturing units. For instance, if aface mask needs to be manufactured usingN95, an appropriate manufacturing unit thatis nearest to the vicinity should be available.Besides, it has to consider the prediction re-sults available through the RF prediction en-gine. This is crucial as lockdown situationscould hamper the transfer of products for thefinal preparation of predictive kits. Thresh-old Accepting (TA) [18] [27] scheduling algo-rithm is applied in the framework althoughseveral other scheduling algorithms could beimplemented in the framework. The inner

105
details of the cost-efficiency of the framework,while utilizing the Scheduler entity, is discussedin Section 4.
3.1.5. Processes
The following points highlight the crucial pro-cesses (see Figure 2) involved in the collab-orative manufacturing of COVID-19 preven-tive kits from geo-distributed manufacturinglocations considering the forecasting infor-mation of the RF Prediction Engine:
1. At first, a smart city authority or anenterprise initiates the interest to pur-chase preventive kits of COVID-19 inorder to protect their residents or tosell them in shops of their jurisdiction.
2. Second, the Information Collector cloudservice is invoked. The service gets ac-cess to the nearest COVID-19 data repos-itory. The data is parsed, tidied, andformatted as per the requirement of theRF Prediction Engine of the framework.
3. Third, the tasks are finalized dependingon the available manufacturing unitsthat are accessible within the vicinityand the manufacturing options of dif-ferent product categories.
4. Fourth, the quarantine information ofdifferent locations, where the accessi-ble manufacturing units are located, ispredicted using the RF Prediction engineof the framework. Thus, the schedul-ing of tasks to a particular location couldbe decided on considering the futureissues of the virus – i.e., if the numberof COVID-19 cases would be higher ina location/region, there is a high possi-bility of a requirement of more numberof preventive COVID-19 kits. Thus, theproduction of products could be accord-ingly increased by rerouting manufac-turing tasks to multiple manufacturinglocations in a collaborative manner. Sim-ilarly, predicting the information could
enable smart city officials or enterprisesto quickly transport the required amountof preventive kits before the commence-ment of the “lockdown“.
5. At last, an appropriate schedule of tasksdepending on the number of availablemanufacturing units is prepared basedon the TA algorithm. The schedulingaims at reducing the costs involved inthe production of the entire COVID-19preventive kits of a region.
4. Cost-EfficiencyMechanism
The cost-efficiency, while manufacturing theCOVID-19 preventive kits, is tasked by theapplication of collaborative product manufac-turing processes. Besides, the collaborativeefforts are guided by the Scheduler entity ofthe RFCCPM framework. It applies TA al-gorithm for identifying a cost-efficient taskschedule given the number of tasks and theproduct manufacturing units. This sectionexplains the TA-based scheduling approachwhile preparing the schedule.
4.1. TA Scheduling ApproachTA of the RFCCPM framework initially col-lects the list of products 𝑃𝑖 to be manufac-tured and the corresponding manufacturingsites 𝑀𝑠 . The products are often expressed indifferent categories which are represented as𝐶𝑗 ∈ 𝑃𝑖 . The production of an entire COVID-19 preventive kit is represented as a set oftasks. For example:
C2{P1}, C1{P2}, C3{P3}, C1{P4},C2{P5}, C1{P6}, C2{P7}, C2{P8}
---> Task SetsMS3, MS2, MS7, MS10, MS11,
MS9, MS4, MS1

4.1 TA Scheduling Approach 106
Figure 3: Threshold Accepting Scheduling Algo-rithm – Flowchart
where, C represents categories of P prod-ucts. For instance, a face mask product man-ufactured using N95 in the manufacturing site𝑀𝑆3 is represented as C2{P1}–𝑀𝑆3; a faceshield manufactured using polycarbonate in𝑀𝑆2 is represented as C2{P1}–𝑀𝑆2. A com-plete list of products and their categories isshown in Table 1. In the above task set, eightproducts are included.
Next, multiple sets of manufacturing tasksis formulated in one population 𝑃𝑂 of TA –i.e., each population set has collections of tasksets 𝑆𝑡 . Each manufacturing task set 𝑆𝑡 , thepreventive kit, consists of one category of thevariety of products such as face mask, faceshield, gloves, head cap, shoe cover, thermome-ter, sanitizer, and package. Besides, the ini-tialization parameters that are required forthe scheduling algorithm such as initial thresh-
old, final threshold, threshold value, numberof iterations, and the reduction step size ofTA are assigned to the algorithm.
In the meantime, the costs involved (𝐶𝑜𝑠𝑡)for manufacturing the individual category ofproducts from various manufacturing sites𝑀𝑠
and their corresponding manufacturing time𝑇𝑝 are collected in the cloud-based mongodbdatabase. In addition, the distance 𝑑𝑚 betweenthe manufacturing units of various locationsis stored in the database.
Next, depending on the task set producedby the TA algorithm, the solutions are ob-tained for each manufacturing task set 𝑆𝑡 –i.e., i) the cost 𝑇𝐶𝑡𝑠 involved in the produc-tion of an entire COVID-19 preventive kit of atask set is calculated depending on the avail-able manufacturing costs. Note that the prod-ucts could be of different categories in theCOVID-19 preventive kit; ii) similarly, the to-tal manufacturing time 𝑇 𝑇𝑝 of the task setis evaluated; and, the total distance 𝑇𝑑𝑚 in-volved for transporting the manufactured prod-ucts between the manufacturing units in atask set is calculated. Depending on thesevalues, the combined objective 𝐶𝑂 of a taskset is calculated as shown in the equation 4.1.
𝐶𝑂 = ∑(𝑇𝐶𝑡𝑠 , 𝑇 𝑇𝑝 , 𝑇𝑑𝑚) (1)
The 𝐶𝑂 of each task set 𝑆𝑡 in a populationset 𝑃𝑂 is evaluated in an iterative manner.However, only the best task set is stored inthe database considering the minimal manu-facturing costs of the production tasks. Oncewhen the entire population set 𝑃𝑂 is evalu-ated, the local best task set 𝐿𝑜𝑐𝑎𝑙𝑆𝑡 is recordedalong with the obtained manufacturing timeor costs. Next, the populations are perturbedwith newer combinations and their correspond-ing𝐶𝑂 of task sets 𝑆𝑡 is recorded. The thresh-old value 𝑡ℎ of TA is reduced while increasingthe populations. Whenever the obtained 𝐶𝑂
reaches the pre-assigned minimal 𝐶𝑂 value

107
or whenever the threshold value 𝑡ℎ attainsthe final threshold value, the algorithm stopsthe further creation of iterations or evalua-tions. Finally, the global best task set𝐺𝑙𝑜𝑏𝑎𝑙𝑆𝑡is recorded based on the minimal 𝐶𝑂 valuesamong the local task sets 𝐿𝑜𝑐𝑎𝑙𝑆𝑡 . The pic-torial representation of the TA algorithm isshown in Figure 3.
5. Experimental ResultsThis section manifests the importance of theRFCCPM framework. At first, the experimen-tal setup is explained; next, the accuracy ob-tained due to the RF Prediction engine is re-vealed; and, at last, the identification of themanufacturing task schedule considering theavailability of manufacturing units and thecosts involved is disclosed using TA algorithm.
5.1. Experimental SetupThe experiments were carried out at a DELLprecision tower 7810 machine of the IoT cloudresearch laboratory. The machine utilizes the4.15.0-106-generic kernel Ubuntu version. Thepredictions were carried out by prediction al-gorithm written in R programming languageversion R4.0.0 and the services were writtenusing golang version v1.14. The entire ex-periments were carried out considering thelist of products and their categories illustratedin Table 1; Nineteen MSMEs of fourteen loca-tions within one government agency of Ker-ala were utilized for calculating the manufac-turing costs.
5.2. RF PredictionsIn order to find the requirement for produc-ing the number of COVID-19 preventive kitsat the required prices or budget, predictionswere undertaken to forecast the quarantine
Table 1Categories of Products for COVID-19
Sl.No Product Type1 MaskC1 Cloth-based2 MaskC2 N953 MaskC3 Face printed4 FshieldC1 Polycarbonate5 FshieldC2 Disposable6 FshieldC3 Kid Type7 GloveC1 Latex Gloves8 GloveC2 PVC Gloves9 GloveC3 Plastic Gloves10 HcapC1 Non-Woven11 HcapC2 Cloth type12 ScoverC1 Disposable13 ScoverC2 Non Woven Type14 ThermoC1 Fancy15 ThermoC2 Wall mounted16 SanitizerC1 Alcohol-based17 SanitizerC2 herbal18 PackageC1 Plastic19 PackageC2 Leather
information of a particular location in the Ker-ala state of India. The datasets were collectedfrom the COVID-19 repository of the Keralagovernment site [12]. It was modified withappropriate latitude and longitude informa-tion for the manufacturing locations of con-sideration. The datasets had values recordedfrom 1.3.2020 to 26.6.2020.
5.2.1. Validation Results
At first, the manifestation of utilizing the RFalgorithm while predicting the possible num-ber of quarantine candidates at a location wasvalidated. To do so, fifty percent of the ob-servations were utilized for creating a train-ing model and the other fifty percent of theobservations were tested using the RF algo-rithm.
Figures 4 depicts on the training and thetesting values of the number of quarantinecandidates of four different manufacturing MSME

5.2 RF Predictions 108
0 30 60 90 120DateID
Kas
arag
od
(a) Quarantine Cases in Kasaragod
0 30 60 90 120DateID
Way
anad
(b) Quarantine Cases in Wayanad
0 30 60 90 120DateID
Kot
taya
m
(c) Quarantine Cases in Kottayam
0 30 60 90 120DateID
Thi
ruva
nant
hapu
ram
(d) Quarantine Cases in Thiruvananthapuram
Figure 4: Validation Results of RF for Four Manufacturing Locations
locations, namely, Kasaragod, Wayanad, Kot-tayam, and Thiruvanthapuram. The y-axis ofthe Figures describes the number of quaran-tine cases for these locations. The x-axis dis-cusses the increasing date of COVID-19 whichis represented as unique identifiers.
The training values are represented in pointsand the tested values are shown in blue lines.It could be observed from the figures that thetraining and testing values are almost inclinedto one another – i.e., the prediction accuracyis better for the experiment.
Hence, it is proven to utilize an RF algo-rithm for predicting the COVID-19 quaran-tine cases which relate to the number of re-quired COVID-19 preventive kits in a city ora location of different geo-spatial monitoringpoints.
5.2.2. Accuracy Improvements
The prediction accuracy, which is measuredas 𝑅2 values, was evaluated to understand iffurther improvements are possible while tun-ing the algorithm-specific parameters. It wasobserved that there were a few possibilitiessuch as including more number of variableswhile dividing at each tree node (𝑚𝑡𝑟𝑦) toimprove the prediction accuracy. Accordingly,experiments were held by increasing the num-ber of variables for establishing the trainingmodels. Table 2 discloses the prediction ac-curacy values that were observed while con-ducting experiments with 𝑚𝑡𝑟𝑦=2, 𝑚𝑡𝑟𝑦=5,𝑚𝑡𝑟𝑦=10, 𝑚𝑡𝑟𝑦=15, and 𝑚𝑡𝑟𝑦=20, for four-teen manufacturing locations of Kerala.
As seen in Table 2, it was inferred that theprediction improvement of over 5 percent is

5.2 RF Predictions 109
Table 2Prediction Accuracy Improvements in RF Algorithm
Sl.No Location mtry=2 mtry=5 mtry=10 mtry=15 mtry=201 Kasaragod 0.9459097 0.9733548 0.9774419 0.9796228 0.97962282 Kannur 0.9711467 0.9766201 0.9708988 0.9773691 0.97736913 Wayanad 0.9178817 0.9319097 0.9448657 0.9482104 0.94821044 Kozhikode 0.949926 0.9516512 0.9603881 0.9583597 0.95835975 Malappuram 0.9659479 0.9661579 0.96704 0.9681757 0.96817576 Palakkad 0.9541766 0.9570016 0.9545269 0.9490768 0.94907687 Thissur 0.9732814 0.9693427 0.9663719 0.9622127 0.96221278 Kochi 0.9260813 0.9397723 0.9371033 0.9331185 0.93311859 Idukki 0.9305873 0.9288297 0.935149 0.9213636 0.921363610 Kottayam 0.9479298 0.9635435 0.9720244 0.9841577 0.984157711 Alappuzha 0.9690321 0.9720363 0.977422 0.9779831 0.977983112 Pathanamthitta 0.9578222 0.9545819 0.9585167 0.957121 0.95712113 Kollam 0.8263694 0.810251 0.7684122 0.7723276 0.772327614 Thiruvananthapuram 0.9043191 0.9008584 0.8888427 0.8484054 0.8484054
noticed in several locations – for instance, notethe prediction accuracy observed in Thiru-vananthapuram manufacturing station whileimproving 𝑚𝑡𝑟𝑦 values from 2 to 20; sim-ilar is the case with the other manufactur-ing locations such as Kollam, Kottayam, andKasaragod.
5.2.3. Prediction Results
Finalizing the algorithm-specific parametersto obtain higher accuracy – i.e., 𝑚𝑡𝑟𝑦=20 andnumber of trees 𝑛𝑡𝑟𝑒𝑒=100, predictions wereachieved for the future. The obtained predic-tion results were illustrated in Table 3.
From Table 3, smart city officials or healthdepartment or the concerned officials coulddecide to instruct Micro-Small-Medium-Enterprises(MSMEs) for manufacturing COVID-19 pre-ventive kits in a cost-efficient manner.
For example, the smart city officials of Thiru-vanthapuram shall decide to procure 20 COVID-19 preventive kits for the thirty-fifth day basedon the recommendations of the RFCCPM frame-work – i.e., a production of 20485 preventivekits has to be manufactured at a lower cost.
Table 3Number of Quarantine Cases in Kerala Districts
SlNo Location 35𝑡ℎ Day1 Kasaragod 433.522 Kannur 1196.23 Wayanad 394.024 Kozhikode 252.355 Malappuram 415.766 Palakkad 605.717 Thissur 291.028 Kochi 2470.029 Idukki 612.5510 Kottayam 1540.2211 Alappuzha 199.4812 Pathanamthitta 147.613 Kollam 629.714 Thiruvananthapuram 1084.24
However, the recommendations about whichmanufacturing MSME needs to manufacturethe products in a cost-efficient manner wouldbe dependent on the TA algorithm of the frame-work. Besides, the TA parameters define thetuning of these recommendations in an ele-gant manner.

5.3 Manufacturing Jobs – Cost Efficiency 110
Figure 5: Local Best CO Obtained over 50 Populations
5.3. Manufacturing Jobs – CostEfficiency
It is mandatory to tender works to differentmanufacturers depending on the quality andthe cost involved in the production of the prod-ucts. Questions such as i) Who needs to beoffered the tender? Whether one manufac-turer could handle manufacturing all prod-ucts? This subsection identifies the job sched-ule that considers the cost-efficient manufac-turing of products using the TA algorithm.
The following TA parameter settings wereutilized while searching for the cost-efficientcollaborative COVID-19 preventive kit man-ufacturing units or MSMEs:
Threshold = 0.0Initial_Threshold = 0.099Final_Threshold = 0Threshold_Reduction = 0.001Number of Iterations = 1000Population Size = 50
The local best value 𝐿𝑜𝑐𝑎𝑙𝑆𝑡 obtained forthe experiments consisting of 50 populationswith 1000 iterations of TA algorithm is shownin Figure 5.
The 𝐶𝑂 value is calculated using Eqn. 4.1.It could be observed that the local best 𝐶𝑂
value and the manufacturing cost identifiedfor different sites vary for different popula-tions – i.e., the algorithm searches for the MSMEsor manufacturing units that offer a minimalmanufacturing cost. Even if a lower cost isidentified in any one of the task set of a pop-ulation, the task sets were perturbed in or-der to search for the best possible solutionin the consecutive iterations or populations.In average, the manufacturing cost obtainedamong local best task sets 𝐿𝑜𝑐𝑎𝑙𝑆𝑡 is Rs. 11013.
From the available local best values of tasksets, the global best value 𝐺𝑙𝑜𝑏𝑎𝑙𝑆𝑡 is calcu-lated by the TA algorithm. It is noticed thatthe minimal 𝐶𝑂 value is found as 5454; theminimal manufacturing cost is Rs.3734 for man-ufacturing one preventive COVID-19 kit; and,the manufacturing time is 1620 seconds. Thetask set that levied the global best result asper the TA algorithm 𝐺𝑙𝑜𝑏𝑎𝑙𝑆𝑡 is given be-low:
C3{P1}, C1{P2}, C2{P3}, C1{P4},C2{P5}, C1{P6}, C1{P7}, C1{P8}
MS7, MS3, MS5, MS13, MS10,MS4, MS4, MS3
As seen, the face mask of category 3 is sched-uled for the manufacturing site𝑀𝑆7; face shieldof category 2 is scheduled in𝑀𝑆3; hand gloves

111
of category 3 is scheduled in 𝑀𝑆5; hood capof category 1 is scheduled in𝑀𝑆13; shoe coverof category 2 is allotted to 𝑀𝑆10; thermome-ter of category 1 is scheduled in 𝑀𝑆4; sani-tizer of category 1 is allotted to 𝑀𝑆4; and, thepackaging of category 1 is scheduled in 𝑀𝑆3.The detailed information of the categories ofthe products that are under consideration inthis article is listed in Table 1.
The cost-efficiency of the identified globalbest task set 𝐺𝑙𝑜𝑏𝑎𝑙𝑆𝑡 when compared to theaverage manufacturing cost values of the lo-cal best results, which were identified fromthe population sets of the TA algorithm, isrecorded as 66 percent.
6. ConclusionThe rapid dynamics of the COVID-19 pan-demic has manifested the requirement of in-novations in various sectors, including the man-ufacturing/fabrication sector. This article pro-posed an RFCCPM framework that combinesthe Random Forest and Threshold Acceptingalgorithm for enabling collaborative manu-facturing of COVID-19 preventive kits in acost-efficient manner. The framework wasevaluated considering the COVID-19 quaran-tine information and MSME enterprises of four-teen manufacturing locations in Kerala, In-dia. The necessity of the RFCCPM frameworkwas manifested through experiments that re-vealed a cost efficiency of 66 percent for theidentified job schedule.
AcknowledgmentThe authors would like to thank IIIT-Kottayamofficials, AIC-IIITKottayam, and AIM officials,for providing constant support through outthe research / entrepreneurial career.
References[1] Abdul Waheed, M. Goyal, D. Gupta, A.
Khanna, F. Al-Turjman and P. R. Pin-heiro, CovidGAN: Data AugmentationUsing Auxiliary Classifier GAN for Im-proved Covid-19 Detection, in IEEE Ac-cess, Vol. 8, pp. 91916–91923, 2020.
[2] Albahri A.S., Rula A. Hamid, Jwan k. Al-wan, Z.T. Al-qays, A. A. Zaidan, B. B.Zaidan, A O. S. Albahri, A. H. AlAmoodi,Jamal Mawlood Khlaf, E. M. Almahdi,Eman Thabet, Suha M. Hadi, K I. Mo-hammed, M. A. Alsalem, Jameel R. Al-Obaidi, H.T. Madhloom, Role of biolog-ical Data Mining and Machine LearningTechniques in Detecting and Diagnos-ing the Novel Coronavirus (COVID-19):A Systematic Review, Journal of MedicalSystems, Vol. 44, No. 122, 2020.
[3] Ali M. Hasan, Mohammed M. AL-Jawad, Hamid A. Jalab, Hadil Shaiba,Rabha W. Ibrahim, and Ala R. AL-Shamasneh, Classification of Covid-19Coronavirus, Pneumonia and HealthyLungs in CT Scans Using Q-DeformedEntropy and Deep Learning Features,in Entropy Journal, Vol. 22, No. 517,doi:10.3390/e22050517, pp. 1 – 15, 2020.
[4] Alok Baveja, Ajai Kapoor, BenjaminMelamed, Stopping Covid-19: Apandemic-management service valuechain approach, Annals of OperationsResearch, Vol. 289, pp. 173–184, 2020.
[5] Ayan Chatterjee, Martin W. Gerdes, andSantiago G. Martinez, Statistical Explo-rations and Univariate Timeseries Anal-ysis on COVID-19 Datasets to Under-stand the Trend of Disease Spreadingand Death, in Sensors, Vol. 20, No.3089,doi:10.3390/s20113089, pp. 1–28, 2020.

References 112
[6] Beniamino Di Martino, Valeria DiTraglia, and Ivan Orefice, SemanticRepresentation of Cloud ManufacturingServices and Processes for Industry 4.0,in procs. of CISIS 2019, AISC 993, pp.817–826, 2020.
[7] Bokolo Anthony Jnr, Use of Telemedicineand Virtual Care for Remote Treatmentin Response to COVID-19 Pandemic, inJournal of Medical Systems, Vol. 44, No.132, 2020.
[8] Bouhamed Heni, COVID-19, BacilleCalmette-Guérin (BCG) and Tuberculo-sis: Cases and Recovery Previsions withDeep Learning Sequence Prediction, inIngénierie des Systèmes d’Information,Vol. 25, No. 2, pp. 165–172, 2020.
[9] Breiman L., Random Forests in MachineLearning, Vol. 45, pp. 5–32, 2001.
[10] Brintha N.C, Shajulin Benedict, andWinolyn J., Resource Allocation in CloudManufacturing using Bat Algorithm, inInternational Journal of Manufactur-ing Technology and Management, In-derscience publishers, https://doi.org/10.1504/IJMTM.2020.107309, Vol. 34, No. 3,pp. 296–310, 2020.
[11] COVID-19 Status Report from WHO,in https://www.who.int/emergencies/diseases/novel-coronavirus-2019/situation-reports, accessed in June 2020.
[12] COVID-19 Status in Kerala, https://dashboard.kerala.gov.in/, accessed inJune 2020.
[13] Dae Jun Ahn and Jongpil Jeong, Designand Analysis of OpenStack Cloud SmartFactory Platform for Manufacturing BigData Applications, in proc. of ICCSA2019, LNCS 11620, pp. 53–61, 2019.
[14] Enrique Hernández-Orallo, P. Manzoni,C. T. Calafate and J. Cano, EvaluatingHow Smartphone Contact TracingTechnology Can Reduce the Spreadof Infectious Diseases: The Case ofCOVID-19, in IEEE Access, Vol. 8,pp. 99083–99097, doi: 10.1109/AC-CESS.2020.2998042, 2020.
[15] Florin Anton, Theodor Borangiu, Sil-viu Răileanu, Silvia Anton, Nick Ivă-nescu, and Iulia Iacob, Secure Sharingof Robot and Manufacturing Resourcesin the Cloud for Research and Develop-ment, in proc. of RAAD 2019, AISC 980,pp. 535–543, 2019.
[16] Furqan Rustam et al., COVID-19 FutureForecasting Using Supervised MachineLearning Models, in IEEE Access, Vol.8, pp. 101489–101499, doi: 10.1109/AC-CESS.2020.2997311, 2020.
[17] Gajamohan Mohanarajah, DominiqueHunziker, Raffaello D Andrea, MarkusWaibel, Rapyuta: A Cloud RoboticsPlatform, in IEEE Transactions onAutomation Science and Engineer-ing, Vol. 12, No. 2, pp. 481–493, doi:10.1109/TASE.2014.2329556, April 2015.
[18] Gunter Dueck and Tobias Scheuer,Threshold Accepting: A General purposeoptimization algorithm appearing supe-rior to simulated annealing, J. of compu-tational physics, Vol.90, No. 1, pp. 161-175, 1990.
[19] Mohammed Abdel-Basset, R. Mo-hamed, M. Elhoseny, R. K. Chakraborttyand M. Ryan, A Hybrid COVID-19Detection Model Using an ImprovedMarine Predators Algorithm and aRanking-Based Diversity ReductionStrategy, in IEEE Access, Vol. 8, pp.79521–79540, 2020.

References 113
[20] Nita H. Shah, Ankush H. Suthar, andEkta N. Jayswal, Control Strategies toCurtail Transmission of COVID-19, inInternational Journal of Mathematicsand Mathematical Sciences, Vol. 2020,No. 2649514, pp. 1–12, 2020.
[21] Piotr Staszkiewicz, I. Chomiak-Orsaand I. Staszkiewicz, Dynamics of theCOVID-19 Contagion and Mortality:Country Factors, Social Media, and Mar-ket Response Evidence From a GlobalPanel Analysis, in IEEE Access, Vol.8, pp. 106009–106022, doi: 10.1109/AC-CESS.2020.2999614, 2020.
[22] Prateek Khandelwal, Anuj Khandel-wal, Snigdha Agarwal, Deep Thomas,Naveen Xavier, Arun Raghuraman, inurlhttps://arxiv.org/pdf/2005.05287.pdf,accessed in June 2020.
[23] Qian Liu, Dexuan Sha, Wei Liu, PaulHouser, Luyao Zhang, Ruizhi Hou, HaiLan, Colin Flynn, Mingyue Lu, TaoHu, and Chaowei Yang, Spatiotem-poral Patterns of COVID-19 Impacton Human Activities and Environmentin Mainland China Using NighttimeLight and Air Quality Data, in RemoteSensing, Vol. 12, No. 1576, pp. 1–14,doi:10.3390/rs12101576, 2020.
[24] Qiang Chen, Chen Min, Wei Zhang, GeWang, Xiaoyue Ma, Richard Evans, Un-packing the black box: How to promotecitizen engagement through governmentsocial media during the COVID-19 cri-sis, (to appear), in Computers in HumanBehavior, Elsevier, in https://doi.org/10.1016/j.chb.2020.106380, 2020.
[25] Richard. F. Sear et al., QuantifyingCOVID-19 Content in the Online HealthOpinion War Using Machine Learning,in IEEE Access, Vol. 8, pp. 91886–91893,2020.
[26] Siavash Valizadeh, Omid Fatahi Valilai,Mahmoud Houshmand, and ZahraVasegh, A novel digital dentistryplatform based on cloud manufactur-ing paradigm, in Int. J. of ComputerIntegrated Manufacturing, 2019.
[27] Shajulin Benedict, V. Vasudevan andR. S. Rejitha, Threshold AcceptingScheduling Algorithm for ScientificWorkflows in Wireless Grids, FourthInternational Conference on NetworkedComputing and Advanced InformationManagement, Gyeongju, pp. 686–691,doi: 10.1109/NCM.2008.38, 2008.
[28] Silviu Raileau, Florin Anton, TheodorBorangiu, Silvia Anton, MaximilianNicolae, A cloud-based manufacturingcontrol system with data integrationfrom multiple autonomous agents, inComputers in Industry, Vol. 102, pp.50–61, 2018.
[29] Thomas Favale, Francesca Soro, Mar-tino Trevisan, Idilio Drago, Marco Mel-lia, Campus traffic and e-Learning dur-ing COVID-19 pandemic, in ComputerNetworks, Vol. 176, No. 107290, pp. 1–9,2020.
[30] Tim Weil and San Murugesan, IT Riskand Resilience Cybersecurity Responseto COVID-19, in IT Professional, pp. 4–10, 2020.
[31] Vinton G. Cerf, Implications of theCOVID-19 Pandemic, in Communica-tions of the ACM, Vol. 63, No. 6, pp. 7,2020.
[32] Wang Y., Haiyan Hao, Lisa S.P., Ex-amining risk and crisis communicationsof government agencies and stakehold-ers during early-stages of COVID-19 onTwitter, Computers in Human Behavior,Vol. 114, No. 106568, 2021.