realizado por: vadell johnny vazquez narlem tesis de …
TRANSCRIPT

UNIVERSIDAD DE LOS ANDESNUCLEO UNIVERSITARIO “RAFAEL RANGEL”
DEPARTAMENTO DE INGENIERIATRUJILLO, ESTADO TRUJILLO
ESTUDIO DE PREINVERSION A NIVEL DE PREFACTIBILIDAD PARA LA INSTALACION DE UNA PLANTA PROCESADORA DE
CAÑA DE AZUCAR PARA LA OBTENCION DE MELADURA EN EL MUNICIPIO MIRANDA EN EL ESTADO TRUJILLO
Realizado por:VADELL JOHNNY
VAZQUEZ NARLEM
Tesis de Grado que se presenta a la Ilustre Universidad de los AndesNúcleo Universitario “Rafael Rangel”. Como requisito para optar al titulo de
INGENIERO AGRICOLA
__________________ ________________ Ing Miguel Manzanilla Ing Ciprian Delgado Tutor Académico Asesor Académico
Trujillo, Abril de 2010
1

UNIVERSIDAD DE LOS ANDESNUCLEO UNIVERSITARIO “RAFAEL RANGEL”
DEPARTAMENTO DE INGENIERIATRUJILLO, ESTADO TRUJILLO
ESTUDIO DE PREINVERSION A NIVEL DE PREFACTIBILIDAD PARA LA INSTALACION DE UNA PLANTA PROCESADORA DE
CAÑA DE AZUCAR PARA LA OBTENCION DE MELADURA EN EL MUNICIPIO MIRANDA EN EL ESTADO TRUJILLO
Autores: VADELL JOHNNY
VAZQUEZ NARLEM
Trujillo, Abril de 2010
2
AGRADECIMIENTOS
Al Ser Supremo, por darnos sabiduría y salud para culminar nuestras
metas.
Al Núcleo Universitario “Rafael Rangel”, que durante nuestros años de
estudio, han sido como nuestra segunda casa.
A la colaboración y orientación de nuestro Tutor Académico Miguel
Manzanilla, gracias por impartirnos su conocimiento.
A nuestro Asesor Académico Ciprian Delgado por toda su ayuda y
asesoría en nuestro trabajo, también al profesor Edixson Macías por su apoyo
incondicional, y al Técnico de Laboratorio Olegario por toda su colaboración a lo
largo de nuestras carreras.
Al Prof Jhonny Umbria por toda su colaboración en el inicio de este trabajo
y en el desarrollo de este.
A todo el personal del CVA azúcar ubicado en Motatan, especialmente a la
Ingeniero Jackeline Romero y al Técnico Agrícola Villamarin por su apoyo,
colaboración y cooperación
A nuestros compañeros de estudio que de una u otra forma con quienes
compartimos experiencias y conocimientos.
Al Consejo de Desarrollo Científico Humanístico y Tecnológico de la ULA (CDCHT), por su apoyo en el financiamiento de esta investigación. (Código del Proyecto NURR-H-446-08-09-F)
Al personal que labora en la Biblioteca “Aquiles Nazoa” del N.U.R.R por toda su colaboración
3

DEDICATORIA
A Dios Todopoderoso que con su infinita bondad me ilumino por el camino
correcto
A mi Madre Isabel Ophir pilar fundamental, orgullo y fuente de inspiración
en mi vida por el amor que me has dado en todo momento y por enseñarme
que los obstáculos hay que vencerlos para alcanzar y lograr el éxito
A mi Hermano Johnny Daniel por haberme brindado su apoyo y ayuda en
la transcripción de este trabajo en el momento que mas lo necesitaba, este
triunfo es tuyo
A mi Abuela Candida y mi hermana Andrea que siempre llevo presente en
mi corazón
A mi compañero de tesis Narlem Vázquez por brindarme su confianza,
lucha y perseverancia en nuestro camino universitario
A mis compañeros de estudio y residencia: Elio, Ismael, Donaldo, Luis
Manuel, Mariangel, Angel Eduardo, Jorge Luis, Jhoan Alvarez, Juan Pablo,
Jorge Cordoba, David, Merlin, Christian y Aisbel gracias por haberme apoyado y
acompañado en los momentos mas difíciles de mi carrera.
A la Señora María Vera que con su gran corazón y luz me llevaste al final
del sendero…Gracias.
Johnny
4
DEDICATORIA
A Dios Todopoderoso que me dio la fortaleza, salud y me brindo la fe para
culminar con éxito mi carrera
A mis Padres por estar conmigo en cada momento, gracias mama y papa
por ser ejemplos para mí y apoyarme siempre en mi carrera, por su compresión
y el amor que me han brindado en toda mi vida los adoro muchísimo
A mis abuelos que desafortunadamente ya no están conmigo físicamente
pero que los tengo presente siempre, cada paso que di lo hice pensando en
ustedes gracias nunca los olvidare.
A mis Hermanos: Narmig, Narwill, y Naryarit que me han dado su apoyo
incondicionalmente, por siempre permanecer unidos y ser una gran familia.
A mi esposa Eri Villa por todo el apoyo, el cariño que me ha dado, por estar
en esta parte final de mi carrera llenándola de satisfacción y alegría, eres una
persona que ha llegado a mi vida para quedarse gracias por todo niña…Te
Amo.
A mi Madrina Sol que siempre ha estado en las buenas y en las malas
conmigo este triunfo también es para ti…Te quiero mucho.
A mi compañero de tesis Johnny por todo su apoyo a lo largo de la carrera.
Y a mis amigos: Humberto, Rafa, Ender, Javier, Norelbis, MaryFe, Raquel,
Francis, por toda su ayuda y todos los momentos compartidos a lo largo de mi
vida y por estar siempre ahí cuando uno los necesita cada uno de ellos a puesto
su granito de arena para lograr culminar mi carrera.
Narlem
5
INDICE
PÁG
Agradecimiento
Dedicatoria
Índice General
Lista de Tablas
Lista de Figuras
Lista de Gráficos
Resumen
Introducción
Capitulo IDescripción de la Materia prima del producto a obtener y sus usos
Caña de azúcar
Clasificación Botánica
Estructura Morfológica de la Caña de Azúcar
Constituyentes de la Caña
El Cultivo de la Caña
El Azúcar
Sacarosa
Glucosa
Fructosa
La Meladura
Usos de la Meladura
Capitulo II
III
IV
VI
X
XI
XII
XIII
1
4
4
5
6
7
9
10
12
12
13
15
16
6
Localización de la PlantaCapitulo IIIDeterminación de la Capacidad instalada de la Planta Procesadora de Caña de Azúcar para obtener Meladura
Determinación de la oferta neta de materia prima
Determinación de la oferta neta de materia prima disponible
De caña en el Municipio Miranda
Capitulo IVDescripción del Procesamiento de la caña para producir Meladura
Recepción: transporte, pesaje y descarga de la caña
Dispositivo de descarga
Preparación de la caña para la molienda
Extracción del jugo
Tratamiento del jugo mixto
Calentamiento del jugo
Purificación del jugo mezclado
Concentración del jugo mezclado
Capitulo VEstudio de la Ingeniería del Proyecto. Selección y dimensionamiento de la tecnología del procesamiento de Meladura a partir de la caña de azúcar Balances de masa
Descarga en la mesa de alimentación, picadora y desfibradora
Etapa de molienda
Mezclador
Calentador
24
28
35
37
39
41
43
43
44
47
51
52
53
56
58
7

Clarificación
Filtración
Evaporación
Balances de Energía
Balance en la sección de molienda
Mezclador
Calentador
Clarificador
Filtro
Evaporadores
Calderas
Dimensionamiento de Equipos
Bascula de Pesaje
Grúas
Mesa de alimentación
Conductor de caña
Cuchillas
Desfibradora
Molinos
Tanque de Mezclado
Calentadores
Clarificador
Tanque de Polímero
Filtro Rotatorio
Evaporadores
Tanque de Meladura
Calderas
Bombas
60
62
64
66
67
68
68
70
71
72
77
78
78
79
80
81
83
85
85
87
89
91
94
95
96
101
102
104
8

Capitulo VIAnálisis Financiero
Capitulo VIIConclusiones RecomendacionesAnexos Bibliografía
147
149
150
165
9
LISTA DE TABLAS
PAG
Componentes de la Caña de Azúcar
Composición de la Caña
Producción de caña en Venezuela
Composición química de la Meladura
Otros análisis aplicados a la Meladura
Superficie del Municipio Miranda
Distancia de la Planta a centros de interés
Producción de caña en el Municipio Miranda
Producción de caña arrimada a La Pastora
Producción de caña arrimada al Central Motatán
Producción de caña requerida por los trapiches
Oferta neta disponible en el Municipio Miranda
Tabla General de la caña disponible en el Municipio Miranda
6
7
9
14
14
18
21
25
26
27
29
30
32
10

LISTA DE FIGURAS
PAG
1. Estructura y Configuración de la Sacarosa
2. Mapa del Municipio Miranda
3. Plano Topográfico
4. Vista del galpón donde van a estar ubicados los equipos
5. Vista de las oficinas y de las casetas
6. Transporte de caña
3. Descarga de caña
4. Bascula de pesaje
5. Mesa de alimentación
6. Grúa de hilo
7. Banda transportadora
8. Picadora de caña
9. Desfibradora
10. Rotor de 6 barras
11. Molinos
12. Mezcladores
13. Calentadores
14. Clarificador
15. Filtro Rotatorio
16. Esquema de funcionamiento del Filtro
17. Evaporadores
18. Tanques de Meladura
23. Caldera Acuotubular
24. Bombas de rotor flexible
11
17
20
23
24
36
36
36
37
38
38
39
40
40
42
43
44
45
46
47
48
49
50
51
11

LISTA DE GRAFICOS
PAG
1. Caña de Azúcar disponible en el Municipio Miranda 31
2. Línea de tendencia definitiva de la caña disponible
en el Municipio Miranda 33
3. Representación grafica de los flujos de efectivo 150
12
UNIVERSIDAD DE LOS ANDESNUCLEO UNIVERSITARIO “RAFAEL RANGEL”
TRUJILLO, ESTADO TRUJILLO
ESTUDIO DE PREINVERSION A NIVEL DE PREFACTIBILIDAD PARA LA INSTALACION DE UNA PLANTA PROCESADORA DE CAÑA DE AZUCAR
PARA LA OBTENCION DE MELADURA EN EL MUNICIPIO MIRANDA EN EL ESTADO TRUJILLO
Autores:Johnny G Vadell BNarlem D Vázquez N
RESUMEN
La meladura, es un jarabe con un alto porcentaje de sacarosa solicitado tanto en el mercado nacional como en el internacional, ya que como materia prima tiene gran utilidad en las industrias alimentarias y en las industrias destiladoras. Considerando la importancia de este producto, se presenta una investigación de tipo descriptiva de tipo no experimental, que consistió en un estudio de preinversión a nivel de prefactibilidad para la instalación de una planta procesadora de Caña de Azúcar para la obtención de Meladura en el Municipio Miranda en el Estado Trujillo; para lograr esta investigación se realizó un estudio de la materia prima agrícola y del producto agroindustrial, posteriormente se hizo una breve descripción de la zona donde va a estar ubicada la planta. El paso siguiente consistió en determinar el tamaño o capacidad instalada de la agroindustria productora de meladura a partir de la caña de azúcar, luego se explica el proceso por el cual la caña de azúcar es transformada en meladura, tomándose en cuenta el diseño de equipos que conforman la línea tecnológica. Una vez recopilada esta información se realizo el análisis financiero en el cual (VPN, TIR); indico resultados viables para demostrar la factibilidad financiera del proyecto, dándole de esta manera la verdadera importancia a este subproducto
Palabras claves: Meladura, Caña de Azúcar, Prefactibilidad, Agroindustria.
13
INTRODUCCION
En Venezuela, la caña de azúcar (Saccharum Spp) ha conformado uno
de los pilares principales de nuestra economía, y a la vez ha generado altas
fuentes de ingreso como también fuentes de empleo. La caña de azúcar es un
cultivo muy tradicional en nuestro país, su procesamiento a nivel de centrales
azucareros data de los años 40, así como el inicio de la modernización e
industrialización de este sector.
Por otra parte, la producción de caña de azúcar en Venezuela fue de
10.291.912 toneladas (MAT 2008), cuyas zonas de producción se encuentran
en las regiones Central y Occidental del país, distribuyéndose según el área de
influencia de los centrales azucareros. Según cifras de la FAO para el 2008,
establece que el promedio del consumo per-capital de azúcar esta en el orden
de los 35,05 Kg. por persona, para el (2008) el consumo de azúcar en nuestro
país se ubica, alrededor de 1.009.896,772 toneladas.
Respecto a la situación actual del cultivo de caña de azúcar en el Estado
Trujillo, tenemos que data desde 1954, y hasta la fecha ha ido incrementándose
en cuanto a la cantidad de caña cultivada, las zonas de cultivo actual en el
Estado son: El Cenizo, Monay, Motatán, La Urbina, Río Seco, Puente Carache,
Valerita y Santa Isabel.
A partir de la caña podemos obtener una gran cantidad de subproductos
como lo son: bagazo, cachaza y la Meladura. Así mismo, la meladura es un
producto intermedio que puede ser utilizado para elaborar etanol u obtener
mediante un adecuado procesamiento azúcar moscabada y/o refinada.
14
En virtud de que el Ejecutivo Nacional ha decidido impulsar la creación de
agrupaciones que permitan el desarrollo del sector agrícola generador de
fuentes de empleo y recursos económicos, que permita dejar de mostrarnos
como un país monoproductor de ingresos y monoexportadora de recursos de
hidrocarburos, el Instituto Autónomo de Desarrollo Endógeno del Municipio
Miranda, adscrito a la Alcaldía del Municipio Miranda del Estado Trujillo, como
una de las estrategias destinadas al fortalecimiento del desarrollo rural desde
hace mucho tiempo estudia la instalación y puesta en marcha de una planta
procesadora de caña de azúcar para la obtención de meladura. Es importante
tomar en cuenta que en el Municipio Miranda existen mas de 20.000 has sin
cultivar, con suelos de primera calidad y abundantes recursos hídricos, que
reúnen condiciones extraordinarias para el cultivo de la caña de azúcar según
ASOCAÑA. Por esta razón, esta investigación tiene como objetivo general
elaborar un estudio de preinversión a nivel de prefactibilidad para la instalación
de una planta procesadora de caña de azúcar para la obtención de meladura en
el Municipio Miranda en el Estado Trujillo.
Finalmente el éxito de este proyecto habrá de contribuir con la elevación
del valor bruto de la producción agrícola, del valor agregado y, por ende, el nivel
de ingresos de la población rural, favoreciendo la permanencia en su medio en
condiciones de desarrollo sustentable. Así como también, el de contribuir con
los planes del Gobierno Nacional dirigidos a fomentar la explotación de uno de
los rubros agrícolas beneficiados con el programa denominado rubros bandera,
con la finalidad de cooperar con la recuperación de la economía Regional y
Nacional.
Para el desarrollo de esta investigación y dar respuesta al objetivo
general de la misma, esta se estructuró de la siguiente manera:
15
En el capitulo I se hizo una descripción de la materia prima, productos a
obtener y sus usos
El capitulo II se realizó un reconocimiento de la zona donde va a estar
ubicada la agroindustria
Para el capitulo III se organizó la información existente sobre la
producción de caña de azúcar en el Municipio Miranda y se determinó el
tamaño de la Agroindustria calculando la capacidad instalada de la planta
En el capitulo IV se hízo una descripción del procesamiento de la caña
de azúcar para producir meladura
En el capitulo V se seleccionó y se diseño los equipos necesarios para
cumplir con la línea de procesamiento referida a la producción de meladura
Asimismo, el capitulo VI contiene la inversión inicial, los egresos e
ingresos y la rentabilidad.
Finalmente, el capitulo VII se realizaron las respectivas conclusiones y
recomendaciones
16
CAPITULO I
DESCRIPCIÓN DE LA MATERIA PRIMA DEL PRODUCTO A OBTENER Y SUS USOS
El objetivo fundamental de este capitulo es presentar una guía de los
aspectos mas importantes que se deben conocer de la materia prima y los
productos que van a participar en la planificación de la agroindustria en
particular.
Entre los aspectos generales de la materia prima que vamos a
desarrollar están su: Definición, Taxonomia, aspectos agronómicos, usos y
caracterización mediante las propiedades físicas, químicas y nutricionales de la
materia prima y productos a obtener
Caña de Azúcar:
Perafán (2002) indica que, la caña de azúcar es una planta herbácea,
perenne familia de las gramíneas, tiene un rápido crecimiento su tallo puede
alcanzar los 7 m de altura y un diámetro de 6 cm. La sacarosa es sintetizada
por la caña gracias a la energía tomada del sol durante la fotosíntesis.
La caña de azúcar, tiene su origen en Nueva Guinea y de allí se extendió
a Asia y a otros países tropicales, en Venezuela se estima que alrededor del
año 1520, Don Juan de Ampíes introduce la caña de azúcar por la ciudad de
Coro y la establece en el Tocuyo, iniciándose así la expansión de este cultivo a
otras zonas del país, donde se producía azúcar y papelón. La explotación del
cultivo comienza de forma artesanal, desarrollándose lentamente hasta
principios del siglo XX cuando se fundan los centrales Venezuela y Tacarigua
17

en la última década representó junto con el arroz, uno de los cultivos
agroindustriales con perspectivas de crecimiento.
Clasificación Botánica:
• Tipo: Fanerógamas
• Sub-Tipo: Angiospermas
• Clase: Monocotiledóneas
• Orden: Grumales
• Familia: Gramíneas
• Tribu: Antropogéneas
• Genero: Saccharum
• Especie: Officinarum L., Barberi J., Sinense R., Spontaneum L.,
Robustum B.
Estructura Morfológica de la Caña de Azúcar.
Según García y Araujo (1993), la caña de azúcar de una forma
generalizada mantiene la siguiente estructura morfológica:
Tallo: es el que contiene la sacarosa acumulada y esta compuesto por lo
siguiente: entrenudos, canal de la yema, anillo de crecimiento, zona de raíces,
yema o brotes y el anillo ceroso. La longitud oscila normalmente entre 1.50 y 4
metros y el diámetro varia entre 1.5 y 6 centímetros. El tallo es la parte
morfológica de la caña utilizada en la industria azucarera.
Raíces: al plantar el esqueje nacen dos clases de raíces: las raíces del
esqueje y las raíces del tallo. Las raíces del esqueje son de vida efímera, son
delgadas, muy delgadas y superficiales. Las raíces del tallo que sustituyen a las
raíces del esqueje son de color blanco y aun cuando su corteza se oscurece y
18

se arruga con el tiempo de cultivo, su parte central permanece blanca, lo cual
es un indicativo de que esta viva; son más carnosas y menos ramificadas. Las
raíces tanto del tallo como las del esqueje se encuentran constituidas por pelos
radiculares los cuales cumplen la función de absorber el agua y los alimentos
minerales.
Hojas: las hojas de esta gramínea están situadas en los tallos al nivel de
los nudos, alternas, alargadas, y compuestas por: la nervadura central, lámina
de la hoja, lígula, junta de la hoja o collar, aurícula y la vaina.
Constituyentes de la Caña.
El tronco de la caña de azúcar esta compuesto por una parte sólida
llamada fibra y una parte liquida, el jugo, que contiene agua y sacarosa. En
ambas partes también se encuentran otras sustancias en cantidades muy
pequeñas. Las proporciones de los componentes varían de acuerdo con la
variedad (familia) de la caña, edad, madurez, clima, suelo, método de cultivo,
abonos, lluvias, riegos, entre otros. Sin embargo, unos valores de referencia
general pueden ser:
Tabla 1 Componentes de la Caña de Azúcar.
Agua 50 – 76%Sacarosa 8 – 15%
Fibra 11 – 40% Fuente: Perafán (2002).
El jugo de la caña de azúcar esta constituido por varios compuestos que
le dan su característica particular. La proporción de estos compuestos varían de
19

acuerdo a la variedad de caña, clima, cultivos, fertilizantes, edad y madurez de
la caña, extracción de la fábrica, entre otros.
Tabla 2 Composición del Jugo de Caña.
Composición del Jugo % Sólidos SolublesAzúcares 75 – 92Sacarosa 70 – 88Glucosa 2 – 4Fructosa 2 – 4
Sales 3.0 – 4.5Ácidos Orgánicos 1.5 – 5.5
Proteínas 0.5 – 0.6Almidón 0.001 – 0.0050Gomas 0.30 – 0.60
Cera y Grasas 0.05 – 0.15Colorantes y Constituyentes Menores 3.0 – 5.0
Fuente: Perafán (2002).
El Cultivo de la Caña.
Lameca (2003) en su trabajo sobre este cultivo dice que, la caña se
encuentra mucho más a gusto en las zonas tropicales y sub – tropicales. Ella se
adapta perfectamente a las condiciones de fuerte sol y temperaturas intensas.
Crece prácticamente en todo tipo de suelo, ya sean arcillosos o arenosos, no
obstante prefiere un suelo bastante aireado y bien irrigado. Para obtener
buenos resultados, la caña debe recibir de 2.000 a 3.000 milímetros de lluvia
durante su crecimiento.
Las plantas de caña son generalmente propagadas por esquejes. Los
esquejes son enterrados y las yemas “los ojos” pueden entonces desarrollarse y
desarrollar otras pequeñas plantas primarias. En la maduración un pedazo del
tallo de la caña puede tener de 10 a 15 planticas.
20
Generalmente, las plantas de caña ocupan la misma parcela durante
muchos años consecutivos. Cuando se produce la cosecha, una parte del tallo
se deja en el lugar para una nueva germinación. Esta práctica, no obstante,
disminuye el rendimiento después de cada ciclo. Después de tres cosechas
consecutivas en la misma plantación, el campo debe generalmente replantarse
de otros nuevos esquejes.
El periodo de maduración varía según el clima y la región. La cosecha es
una etapa crucial y demanda una gran organización. Se hace en el momento
preciso que la caña posee el más alto grado de azúcar. El corte se realiza
todavía de forma manual. Para facilitar el corte, se queman a veces las hojas
secas con anterioridad. Durante el quemado de la caña, la cantidad de azúcar
disminuye en la planta.
Después del corte de la caña, debe molerse lo más rápido posible ya que
el contenido en azúcar disminuye rápidamente. Sí la caña está quemada, el
tiempo máximo a esperar para el corte y la molienda es de 24 horas. Por su
parte, sí la caña no esta quemada, puede esperar como máximo 48 horas.
En el cultivo industrial, el rendimiento medio varía entre 60 y 100
toneladas por hectárea, ya sea un cultivo irrigado o no. Una vez que la caña ha
sido tratada, el rendimiento en azúcar podrá alcanzar de 6 a 8 toneladas por
hectárea para los cultivos pluviales y de 8 a 11 toneladas por hectárea en
cultivos irrigada.
Según estadísticas de la FAO, la producción de caña de azúcar en
Venezuela, es la siguiente:
Tabla 3 Producción de Caña de Azúcar en Venezuela.
21
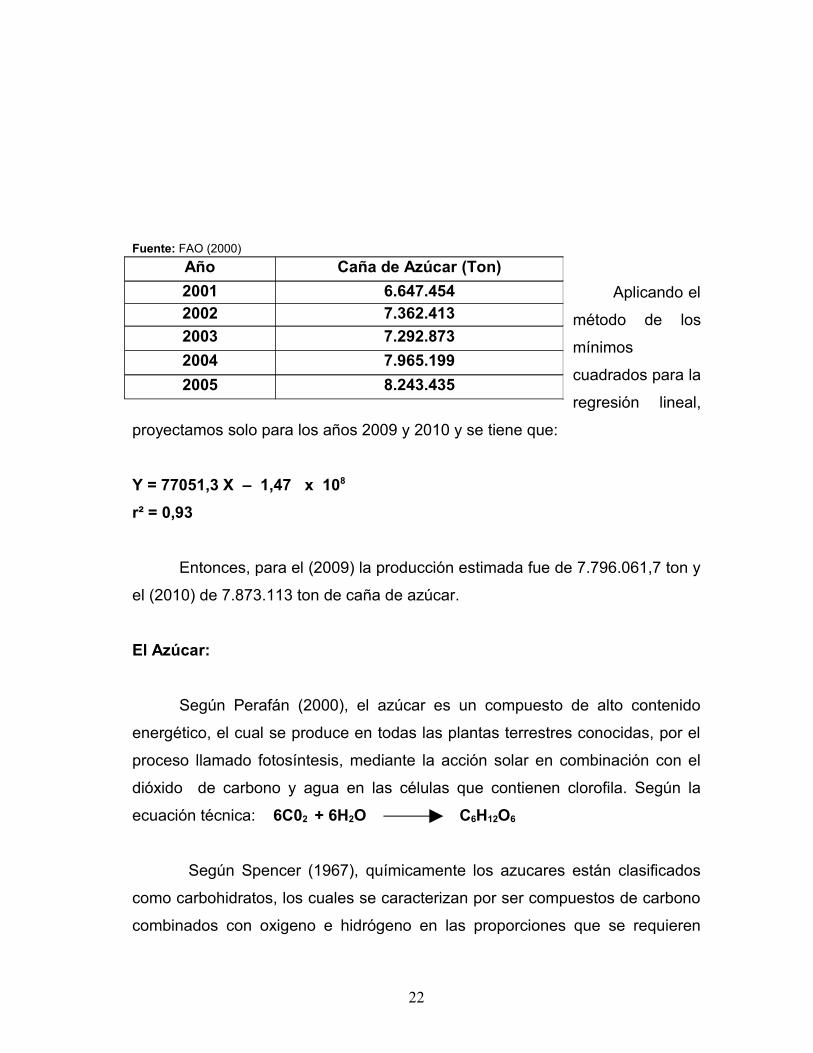
Fuente: FAO (2000)
Aplicando el
método de los
mínimos
cuadrados para la
regresión lineal,
proyectamos solo para los años 2009 y 2010 y se tiene que:
Y = 77051,3 X – 1,47 x 108
r² = 0,93
Entonces, para el (2009) la producción estimada fue de 7.796.061,7 ton y
el (2010) de 7.873.113 ton de caña de azúcar.
El Azúcar:
Según Perafán (2000), el azúcar es un compuesto de alto contenido
energético, el cual se produce en todas las plantas terrestres conocidas, por el
proceso llamado fotosíntesis, mediante la acción solar en combinación con el
dióxido de carbono y agua en las células que contienen clorofila. Según la
ecuación técnica: 6C02 + 6H2O C6H12O6
Según Spencer (1967), químicamente los azucares están clasificados
como carbohidratos, los cuales se caracterizan por ser compuestos de carbono
combinados con oxigeno e hidrógeno en las proporciones que se requieren
Año Caña de Azúcar (Ton)2001 6.647.4542002 7.362.4132003 7.292.8732004 7.965.1992005 8.243.435
22
para formar agua; estructuralmente son compuestos de cadenas de carbono,
que frecuentemente se encuentran en números de 5 ó 6 átomos.
Los azucares se clasifican en: Monosacáridos, Disacáridos, Trisacáridos,
Oligosacáridos y Polisacáridos. Siendo los monosacáridos los compuestos más
simples entre los azucares y los polisacáridos los de mayor estructura. Las
configuraciones de los grupos hidróxilo y los átomos de hidrógeno en los
azucares, son las que determinan la propiedad de los azucares, que le permite
la rotación del plano de la luz polarizada.
La Sacarosa.
La sacarosa es el azúcar que comúnmente se encuentra en el comercio
en forma de cristales y está ampliamente diseminado por todo el reino vegetal.
La sacarosa es un disacárido producido por la condensación de glucosa y
fructosa. Las fuentes comerciales de mayor amplitud son la caña de azúcar y la
remolacha azucarera.
El nombre químico exacto de la sacarosa es α – D - glucopiranosil β – D fructofuranósido y su formula empírica es C12 H22 O11, la configuración
espacial se muestra en la Figura 1.
La densidad de la sacarosa cristalizada a 15 °C es de 1,5879 g/ml. El
punto de fusión de la sacarosa llega a 186 °C; se han encontrado valores de
160 a 180 °C para este punto de fusión. La razón de estas diferencias es
probablemente el resultado del hecho de que el punto de fusión está altamente
influido por las pequeñas cantidades de productos de descomposición térmica
de la sacarosa y por trazas de impurezas.
23

Figura 1. Estructura y Configuración de la Sacarosa
Por razón de la asimetría de los átomos de carbón, en la molécula de
sacarosa, las soluciones de sacarosa giran el plano de luz polarizada. En
solución la sacarosa es dextrógira (hace girar el plano de la luz polarizada hacia
la derecha) con una rotación especifica de α 20 °C, 589,25 = 66,529° a
una concentración de 26 gramos por 100 ml de agua a 20 °C. Los métodos
polarimétricos están basados en esta propiedad.
La sacarosa se hidroliza fácilmente en soluciones ácidas a velocidades
que aumentan notablemente a medida que aumenta la temperatura y disminuye
el pH, con liberación de los monosacáridos constituyentes según la reacción:
C12 H22 O11 + H2O = C6 H12 O6 + C6 H12 O6
Sacarosa Glucosa Fructosa
A esta reacción hidrolítica se le aplica generalmente el nombre de
inversión, ya que produce un cambio en la actividad óptica dextrógira propia de
la sacarosa a una actividad neta levógira de los productos de la reacción.
La Glucosa (Dextrosa).
24
La glucosa es un monosacárido con formula de C6 H12 O6 (peso molecular
180,16), y su estructura recibe la designación química de D – glocopiranosa.
La glucosa es una aldohexosa, y se puede cristalizar del agua tanto en la
configuración α como en la β, estas dos formas están en equilibrio en solución a
temperaturas inferiores a 50 °C. La glucosa es menos soluble en agua que la
sacarosa; las soluciones saturadas contienen 49,4 % a 23 °C y 54,6 % a 30 °C,
de azúcar anhidro, por peso. Es típico de los azucares reductores, el tener un
grupo aldehido libre oxidable por la acción de soluciones alcalinas de sales de
cobre, el yodo y otros agentes oxidantes.
Son fácilmente interconvertibles las formas α y β de la glucosa y sus
soluciones muestran el mismo fenómeno de mutarotación que presentan la
mayoría de las hexosas. Cuando se disuelve primero la α – D – glucosa tiene
una rotación específica de de α = 20 °C, 589,25 + 112,2 °, mientras que la
de la β – D glucosa es de α = 20 °C, 589,25 + 18,7 °. Cuando se establece
un equilibrio con presencia de 40 % de la formula α y 60 % de la forma β, la
rotación es de α = 20 °C, 589,25 + 52,7 °.
La Fructosa (Levulosa).
La fructosa tiene la misma formula que la glucosa, C6 H12 O6, pero es una
cetohexosa, con el oxigeno fijado en el carbono 2, en lugar de estar en el
carbono 1. En solución existe un equilibrio entre la α y β fructofuranosas de la
forma cetona. La levulosa es más soluble en agua que la sacarosa y la glucosa;
una solución saturada a 20 °C contiene un 78,9 % de este azúcar. La fructosa
se oxida con la mayoría de los reactivos que se utilizan para determinar
azucares reductores.
25

La fructosa cristalina funde de 102 a 104 °C. Su configuración de
fructopiranosa, con un anillo de 5 átomos, uno de ellos de oxigeno, es diferente
de la furanósica, con anillo de 4 átomos. La mutarotación de la fructosa en
soluciones acuosas establece un equilibrio entre la estructura anular furanósica
y piranósica y también entre sus formas α y β. La levorrotación inicialmente
elevada, de α 20 °C, 589,25 – 132,2 ° disminuye a α 20 °C, 589,25 – 92,4 °, siendo este último valor el que se usa en sacarimetría.
LA MELADURA.
La meladura es el jugo concentrado que es obtenido luego del proceso de
evaporación, donde le es eliminado un alto porcentaje de agua que esta entre
un 60 y 80% aproximadamente, resultando un jarabe con una cantidad de
sólidos solubles entre 60° y 85° Brix, que sirve de sustrato para la fermentación
con múltiples propósitos, entre ellos la obtención de alcohol (etanol) o para la
transformación de azúcar moscabada y/o refinada.
26
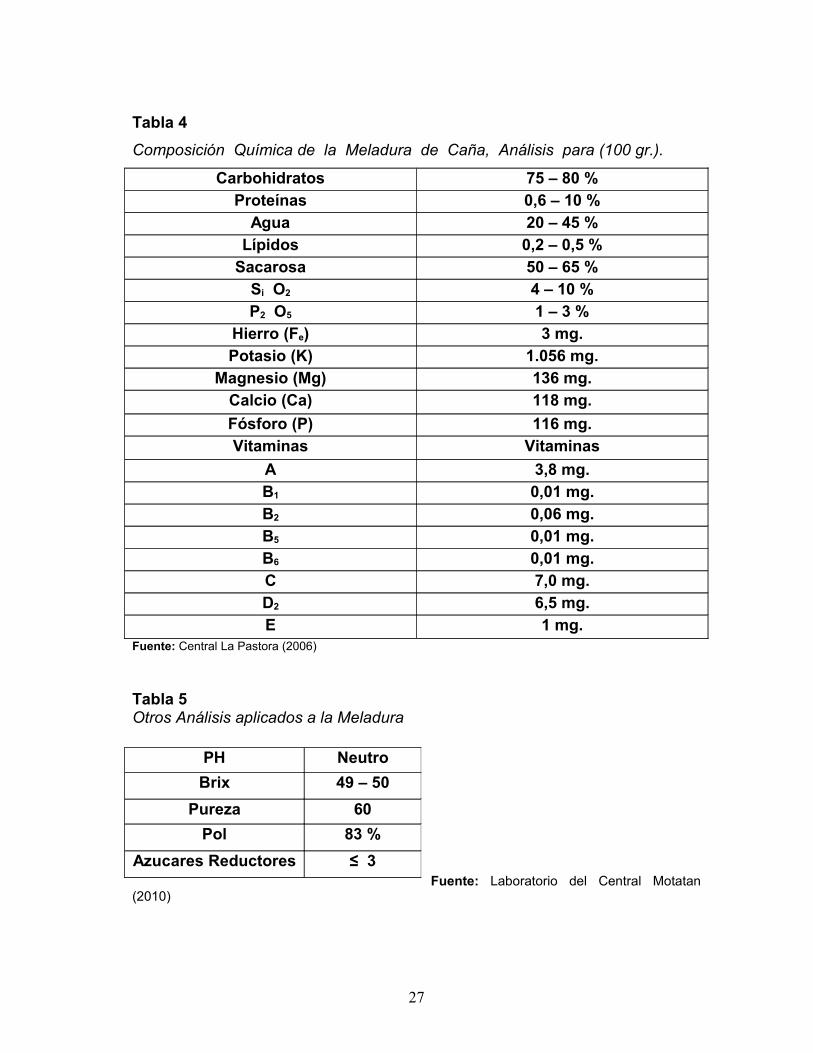
Tabla 4 Composición Química de la Meladura de Caña, Análisis para (100 gr.).
Carbohidratos 75 – 80 %Proteínas 0,6 – 10 %
Agua 20 – 45 %Lípidos 0,2 – 0,5 %
Sacarosa 50 – 65 %Si O2 4 – 10 %P2 O5 1 – 3 %
Hierro (Fe) 3 mg.Potasio (K) 1.056 mg.
Magnesio (Mg) 136 mg.Calcio (Ca) 118 mg.Fósforo (P) 116 mg.Vitaminas Vitaminas
A 3,8 mg.B1 0,01 mg.B2 0,06 mg.B5 0,01 mg.B6 0,01 mg.C 7,0 mg.D2 6,5 mg.E 1 mg.
Fuente: Central La Pastora (2006)
Tabla 5Otros Análisis aplicados a la Meladura
Fuente: Laboratorio del Central Motatan (2010)
PH NeutroBrix 49 – 50
Pureza 60Pol 83 %
Azucares Reductores ≤ 3
27

Usos de la Meladura
En la Agroindustria la meladura es un compuesto intermedio que luego es
procesado por otros equipos para múltiples propósitos entre ellos: obtener
azúcar moscabada y/o refinada para obtener azúcar blanca, y en las industrias
destiladoras ocuparía un lugar importante en el uso industrial de este
compuesto.
28
CAPITULO II
LOCALIZACION DE LA PLANTA
Una vez definida la materia prima a procesar y el producto a elaborar en
este capitulo se hace necesario describir el lugar donde va a ser instalada la
planta.
La Agroindustria se instalará en el Estado Trujillo, entidad Federal
ubicada en la zona occidental del país, en lo que se conoce como la región de
los Andes venezolanos, espacio territorial que cuenta con una área cercana a
los 8 mil kilómetros cuadrados, enmarcado en la llamada región Andina en el
occidente de Venezuela.
Destacándose Trujillo por ser un territorio donde se combina la presencia
de diversos escenarios agroclimáticos, derivados del hecho de la existencia de
un relieve topográfico que engloba espacios ubicados desde los 0 metros hasta
los 3.400 metros de altura sobre el nivel del mar.
Esto permite hablar de la existencia de diversos pisos climáticos y de
tipos de bosques tales como el seco, el húmedo tropical, el montano, entre
otros; lo cual posibilita el desarrollo de diversas actividades productiva de
acuerdo a condiciones agroclimáticas preexistentes de un conjunto de ríos y
quebradas, que recorren el territorio siendo afluentes tanto el Lago de
Maracaibo, como de otros ríos que desembocan en el Río Orinoco, de igual
manera cuenta con una serie de recursos acuíferos subterráneos, que pueden
ser aprovechados y utilizados para satisfacer la demanda de agua en zonas
donde se dificulta al acceso a los causes superficiales.
29
El Municipio Miranda del Estado Trujillo, se encuentra ubicado entre las
coordenadas 9°25´ 00” y 9° 44´ 20” Latitud Norte; 70° 32´ 00” y 70° 48´ 20”
Latitud Oeste; limita específicamente de la siguiente manera:
• Por el Norte con los Municipios Andrés Bello y Felipe Márquez Cañizales.
• Por el Este con los Municipios Candelaria, Pampan y Motatán.
• Por el Oeste con el Municipio Sucre.
• Por el Sur con el Municipio Sucre.
Figura 2 Mapa del Municipio Miranda
El área total del Municipio es de 422,28 Km², equivalentes al 5,61 % de
la superficie del Estado Trujillo; esta conformado desde el punto de vista político
y administrativo por cinco Parroquias de acuerdo a la siguiente organización
espacial:
30

Tabla 6Superficies del Municipio Miranda
Parroquia Capital Superficie (Km²)El Dividive El Dividive 90,75El cenizo El cenizo 80,55
Agua santa Agua santa 73,63Agua caliente Agua caliente 106,8
Valerita Valerita 70,55Total 422,28
Fuente: Alcaldía del Municipio Miranda
Los terrenos que conforman este Municipio, se clasifican en:
• Terrenos de bosque muy seco tropical.
• Terrenos de bosque seco tropical.
En el primero de los casos los mismos se localizan entre los 200 y los
400 metros sobre el nivel del mar, donde el promedio anual de precipitaciones
oscila entre 5000 y 100 mm.; por lo que se le considera como un área de tipo
árida. En el segundo caso se ubican una serie de llanuras donde la temperatura
oscila entre 23 y 29 grados centígrados, con un promedio anual de
precipitaciones que van desde los 1000 a los 1800 mm, por lo cual estas áreas
resultan aptas para el desarrollo de la ganadería y la exportación de rubros
agrícolas de peso climático bajo.
Es necesario destacar que la evaporación anual es bastante alta,
representándose valores superiores a los 2000 mm al año, con promedios
mensuales que oscilan entre 150 y 190 mm, lo cual sobrepasa los valores
mensuales de las precipitaciones. Política y administrativamente el terreno
donde se instalará la unidad de producción, se localiza en la Parroquia de El
Dividive del Municipio Miranda del Estado Trujillo, como ya se indico, este
Municipio se ubica en la zona norte del Estado, ubicándose en forma contigua a
31
los Municipios Sucre, Pampan, Motatán y Candelaria, caracterizándose la
totalidad de los terrenos que conforman el Municipio por ubicarse en pisos
climáticos que van desde los 120 metros de altura sobre el nivel del mar, hasta
alturas cercanas a los 600 metros sobre el nivel del mar; cuestión que le
convierten en una zona apta para el desarrollo tanto de los cultivos agrícolas,
como del desarrollo ganadero, y por ser poseedor de un parque industrial, en
una zona potencialmente categorizada como apta para asentar allí,
encadenamientos productivos industriales y agroindustriales. En cuanto a
potencialidades productivas primarias, y las tierras que lo conforman.
El sector Las Cocuizas, se ubica en las inmediaciones del asentamiento
“El Cenizo”, concretamente la procesadora de caña tendrá su asiento en un
terreno ubicado al margen de la vía o que conduce desde El Cenizo a la
Carretera Panamericana, la cual permite la comunicación vial de la zona con
diversos Municipios trujillanos y con los Estados Mérida, Zulia y Táchira. Esta
zona posee un alto potencial para el desarrollo intensivo y extensivo de la
cañicultura. El terreno cuenta con un área total de 3.4 hectáreas de topografía
plana, alinderado de la siguiente forma:
• Norte: Campo Deportivo Las Cocuizas.
• Sur: Terrenos de José Maldonado.
• Este: Vía El Cenizo – Panamericana.
• Oeste: Quebrada Las Cocuizas.
En la figura 3 podemos ver el galpón y las áreas de oficinas ya existentes
que se encuentran localizada a una altura de 160 metros sobre el nivel del mar,
su ubicación en una zona periférica le garantizará a la unidad de producción
ciertas ventajas para acceder a servicios públicos y de apoyo.
32

Figu
ra 3
Pla
no T
opog
ráfic
o de
la z
ona
dond
e va
a e
star
ubi
cado
el
Cen
tral
Mel
ador
33

Adicionalmente a ello, es necesario destacar que en el área del Municipio
Miranda, así como en los Municipios vecinos, existe un importante número de
fincas dedicadas al cultivo de caña, al igual que numerosas tierras que pueden
destinarse a este fin, por otra parte el sitio seleccionado para instalar la
procesadora se localiza a menos de 1 kilómetro de la vía panamericana la cual
se consideraba la vía fundamental de la zona sur del lago.
De manera que, dicho terreno se ubica estratégicamente respecto a un
conjunto de centros de interés los cuales son: Valera, El Puerto de la Ceiba,
Llanos de Monay, la zona sur del lago, la costa oriental del lago y la zona centro
occidental. Para tener una idea precisa de la interconexión de Agua Santa con
los sitios mencionados con las ciudades más importantes del país,
establecemos el siguiente cuadro demostrativo:
Tabla 7
Distancia de la planta a centros de interés
Centros de Interes
Distancia de las Cocuizas
Recorrido
Valera 32 Km. Las Cocuizas-Motatán-ValeraSabana de Mendoza 15 Km. Las Cocuizas-Sabana de Mendoza
Monay 38 Km. Las Cocuizas-Agua Viva-MonayMotatán 21 Km. Las Cocuizas-Agua Viva-MotatánPampán 54 Km. Las Cocuizas-Peraza-Pampán
Barquisimeto 200 Km. Las Cocuizas-Agua Viva-Barquisimeto
Valencia 405 Km. Las Cocuizas-Barquisimeto-ValenciaMaracay 504 Km. Las Cocuizas-Barquisimeto-MaracayCaracas 608 Km. Las Cocuizas-Barquisimeto-Caracas
Menegrande 59 Km. Las Cocuizas-Agua Viva-MenegrandeCabimas 150 Km. Las Cocuizas-Agua Viva-CabimasEl Vigía 138 Km. Las Cocuizas-Caja Seca-El Vigía
San Cristóbal 343 Km. Las Cocuizas-El Vigía-San CristóbalPuerto de la
Ceiba54 Km. Las Cocuizas-Mendoza-La Ceiba
34
Como puede deducirse, esta locación permite a la unidad de producción
una rápida conexión con la llamada zona sur del lago, con la región Andina, con
el Estado Falcón y con el área centro occidental del país a través de la vía Lara
– Zulia, por lo cual se garantiza un fácil acceso a las ciudades que conforman el
mercado potencial de derivados del procesamiento de la caña de azúcar, donde
se ubican los productores y comercializadores de insumos y materias primas
requeridos por este tipo de unidades de producción.
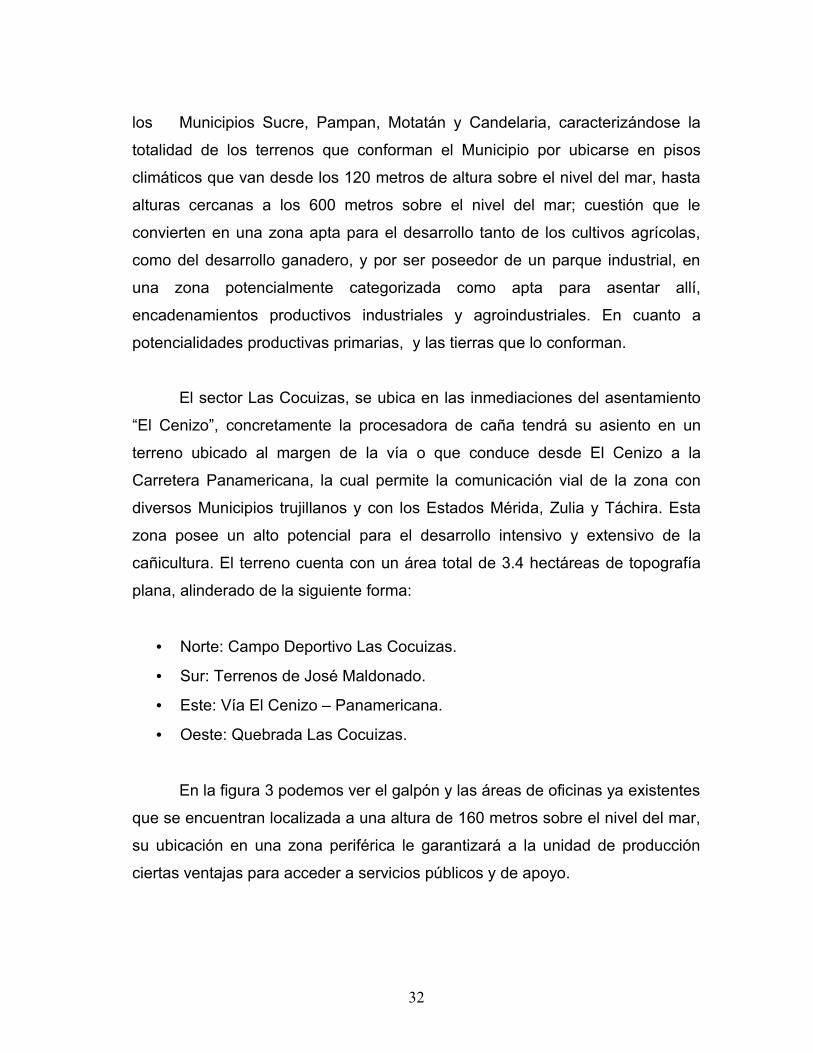
Imágenes de la construcción del galpón donde estarán ubicados los equipos para procesar la caña
Figura 4 Vista Frontal
Figura 5 Vista Lateral izquierda
35
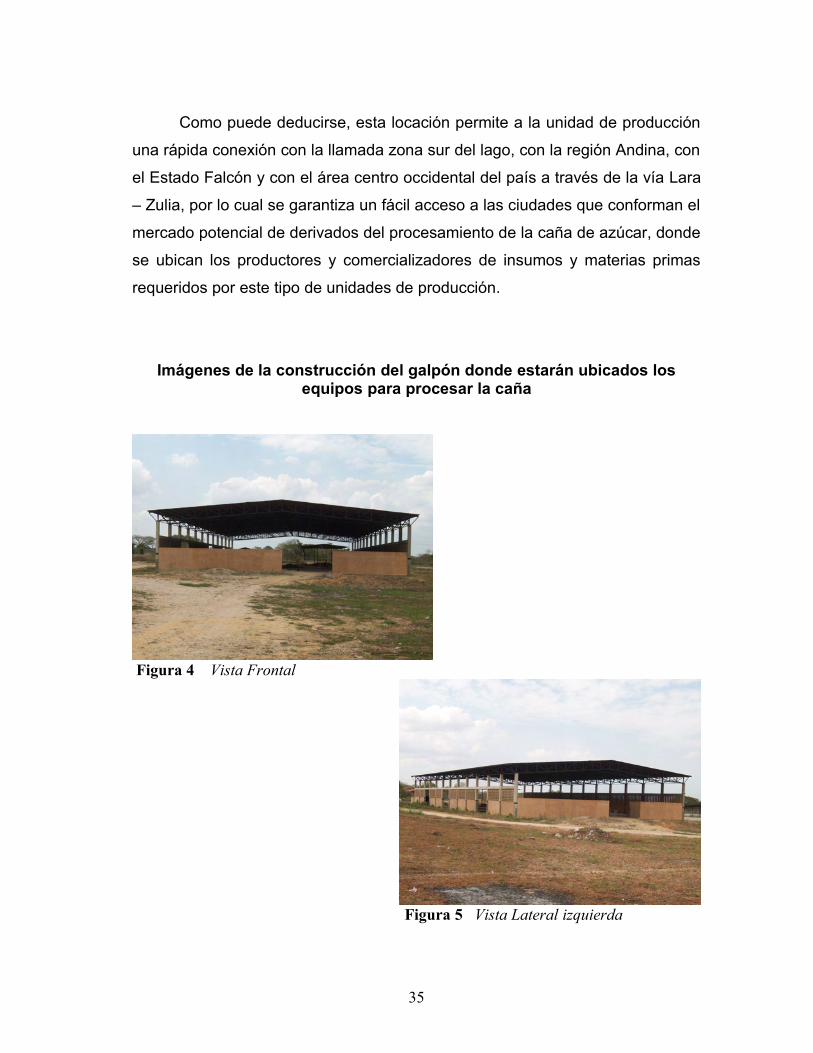
Figura 6 Vista Lateral Derecha
Imágenes donde están ubicadas las oficinas, casetas de electricidad, agua y vigilancia
Figura 7 Vista lateral de las oficinas
Figura 8 Las casetas de electricidad y vigilancia
36
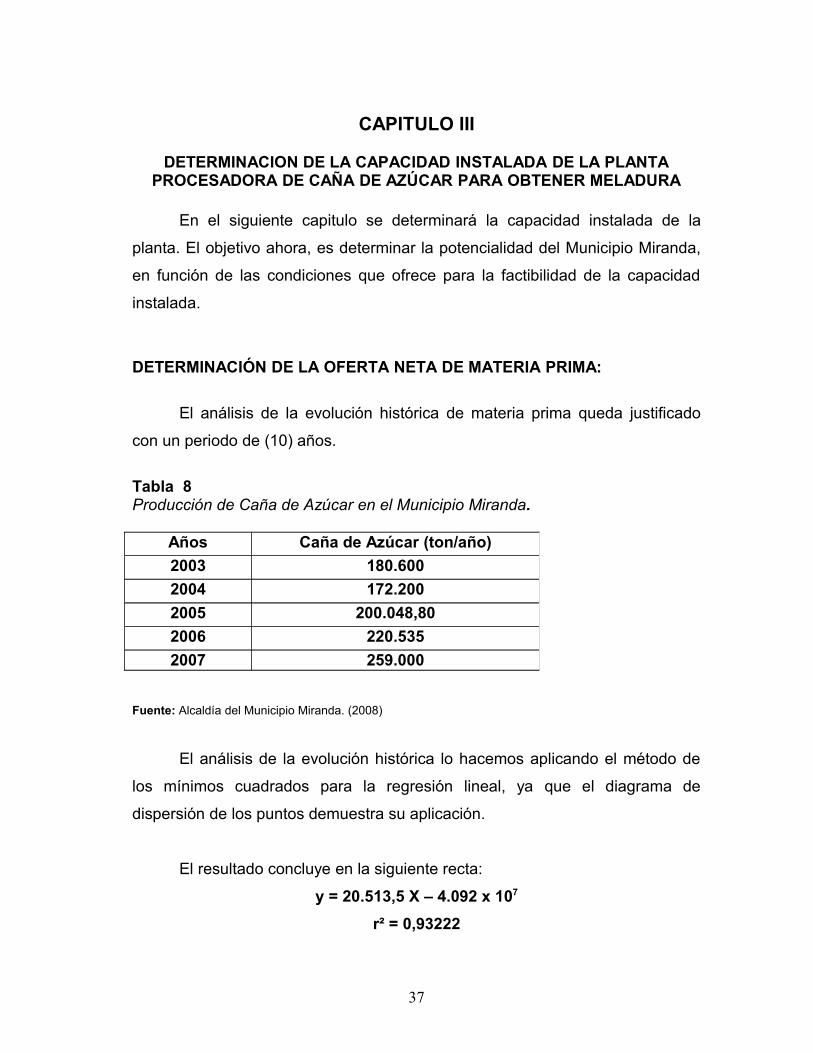
CAPITULO III
DETERMINACION DE LA CAPACIDAD INSTALADA DE LA PLANTA PROCESADORA DE CAÑA DE AZÚCAR PARA OBTENER MELADURA
En el siguiente capitulo se determinará la capacidad instalada de la
planta. El objetivo ahora, es determinar la potencialidad del Municipio Miranda,
en función de las condiciones que ofrece para la factibilidad de la capacidad
instalada.
DETERMINACIÓN DE LA OFERTA NETA DE MATERIA PRIMA:
El análisis de la evolución histórica de materia prima queda justificado
con un periodo de (10) años.
Tabla 8 Producción de Caña de Azúcar en el Municipio Miranda.
Fuente: Alcaldía del Municipio Miranda. (2008)
El análisis de la evolución histórica lo hacemos aplicando el método de
los mínimos cuadrados para la regresión lineal, ya que el diagrama de
dispersión de los puntos demuestra su aplicación.
El resultado concluye en la siguiente recta:
y = 20.513,5 X – 4.092 x 107
r² = 0,93222
Años Caña de Azúcar (ton/año)2003 180.6002004 172.2002005 200.048,802006 220.5352007 259.000
37
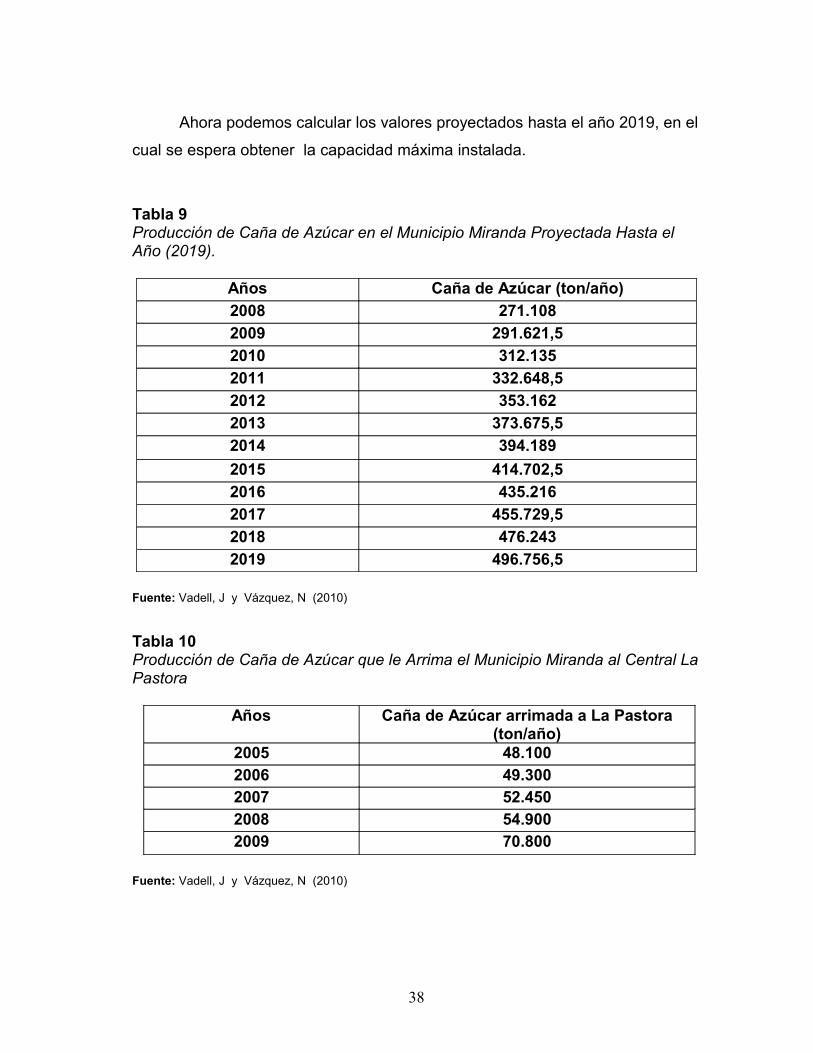
Ahora podemos calcular los valores proyectados hasta el año 2019, en el
cual se espera obtener la capacidad máxima instalada.
Tabla 9 Producción de Caña de Azúcar en el Municipio Miranda Proyectada Hasta el Año (2019).
Años Caña de Azúcar (ton/año)2008 271.1082009 291.621,52010 312.1352011 332.648,52012 353.1622013 373.675,52014 394.1892015 414.702,52016 435.2162017 455.729,52018 476.2432019 496.756,5
Fuente: Vadell, J y Vázquez, N (2010)
Tabla 10 Producción de Caña de Azúcar que le Arrima el Municipio Miranda al Central La Pastora
Años Caña de Azúcar arrimada a La Pastora (ton/año)
2005 48.1002006 49.3002007 52.4502008 54.9002009 70.800
Fuente: Vadell, J y Vázquez, N (2010)
38
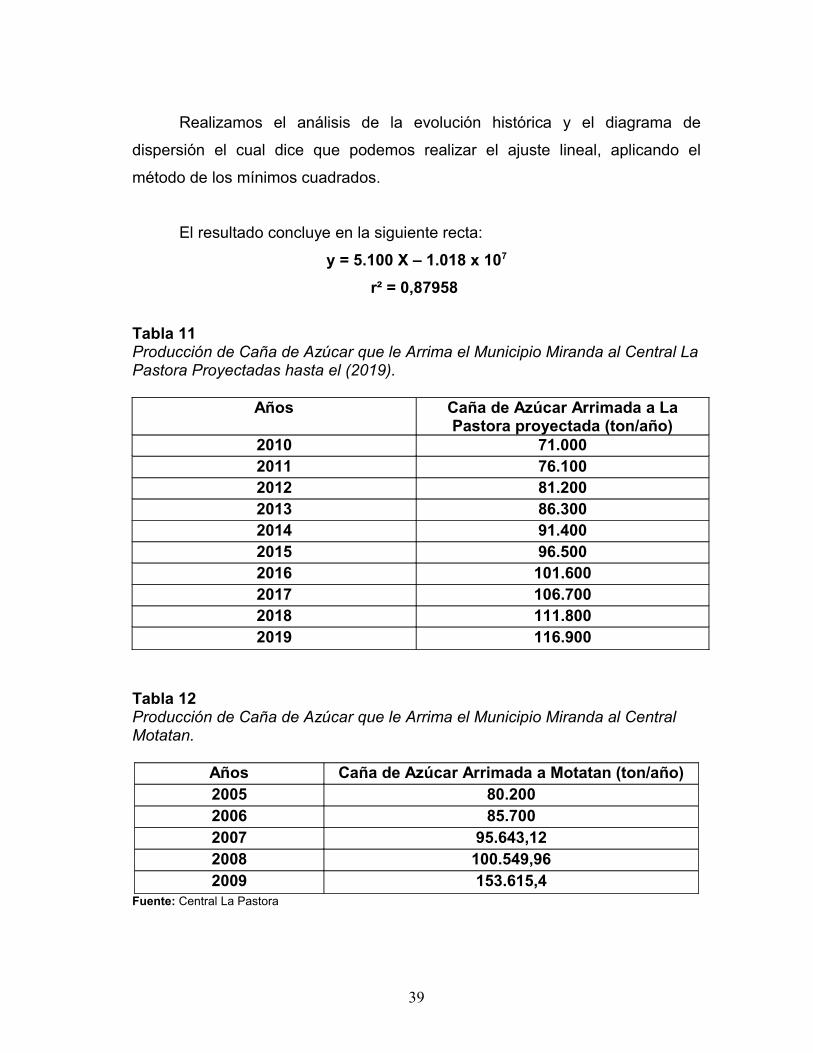
Realizamos el análisis de la evolución histórica y el diagrama de
dispersión el cual dice que podemos realizar el ajuste lineal, aplicando el
método de los mínimos cuadrados.
El resultado concluye en la siguiente recta:
y = 5.100 X – 1.018 x 107
r² = 0,87958
Tabla 11Producción de Caña de Azúcar que le Arrima el Municipio Miranda al Central La Pastora Proyectadas hasta el (2019).
Años Caña de Azúcar Arrimada a La Pastora proyectada (ton/año)
2010 71.0002011 76.1002012 81.2002013 86.3002014 91.4002015 96.5002016 101.6002017 106.7002018 111.8002019 116.900
Tabla 12 Producción de Caña de Azúcar que le Arrima el Municipio Miranda al Central Motatan.
Años Caña de Azúcar Arrimada a Motatan (ton/año)2005 80.2002006 85.7002007 95.643,122008 100.549,962009 153.615,4
Fuente: Central La Pastora
39
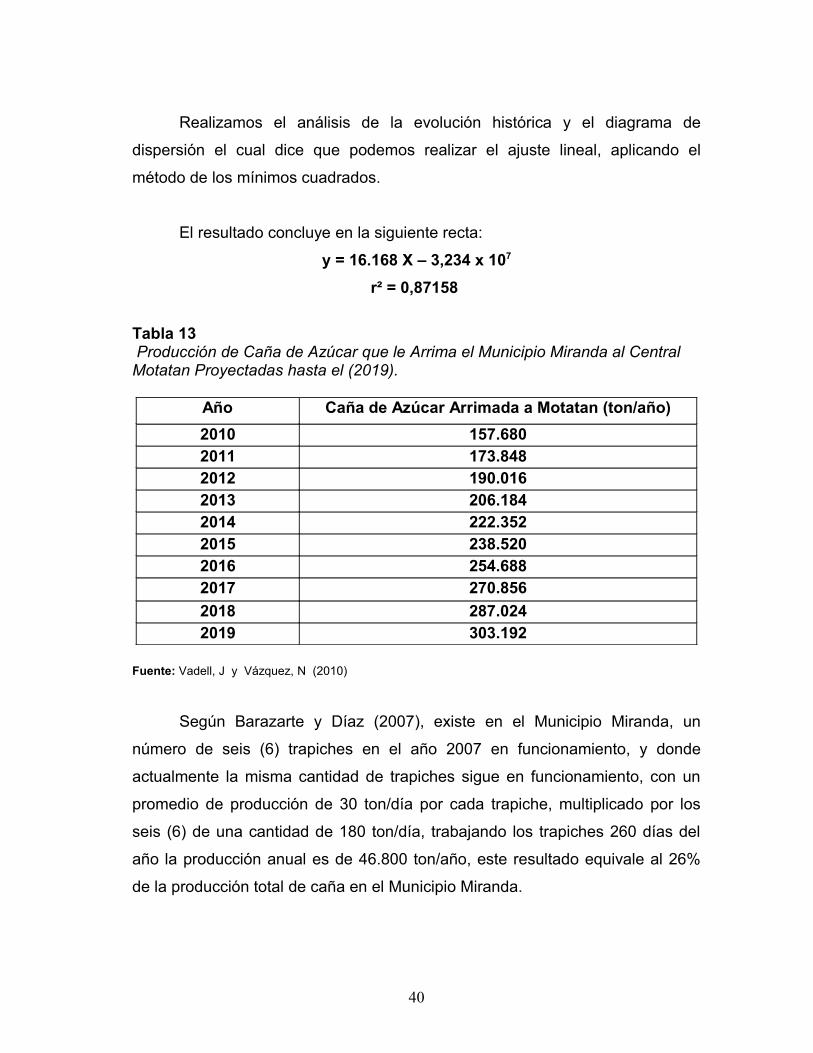
Realizamos el análisis de la evolución histórica y el diagrama de
dispersión el cual dice que podemos realizar el ajuste lineal, aplicando el
método de los mínimos cuadrados.
El resultado concluye en la siguiente recta:
y = 16.168 X – 3,234 x 107
r² = 0,87158
Tabla 13 Producción de Caña de Azúcar que le Arrima el Municipio Miranda al Central Motatan Proyectadas hasta el (2019).
Año Caña de Azúcar Arrimada a Motatan (ton/año)2010 157.6802011 173.8482012 190.0162013 206.1842014 222.3522015 238.5202016 254.6882017 270.8562018 287.0242019 303.192
Fuente: Vadell, J y Vázquez, N (2010)
Según Barazarte y Díaz (2007), existe en el Municipio Miranda, un
número de seis (6) trapiches en el año 2007 en funcionamiento, y donde
actualmente la misma cantidad de trapiches sigue en funcionamiento, con un
promedio de producción de 30 ton/día por cada trapiche, multiplicado por los
seis (6) de una cantidad de 180 ton/día, trabajando los trapiches 260 días del
año la producción anual es de 46.800 ton/año, este resultado equivale al 26%
de la producción total de caña en el Municipio Miranda.
40

Luego, para obtener el valor de las (ton/año) de caña de azúcar
procesada por los trapiches, calculamos el 26% de la Tabla 8 y 9 que
corresponde a la producción de caña en el Municipio, con la cual obtendremos
la producción de caña en los trapiches desde el año (2005 hasta el 2019).
Tabla 14 Producción de Caña de Azúcar requerida para los Trapiches.
AñoCaña de Azúcar Arrimada a los
Trapiches (ton/año)2005 52.012,692006 57.339,12007 67.3402008 70.488,082009 75.821,62010 81.155,12011 86.488,612012 91.822,122013 97.155,632014 102.489,142015 107.822,652016 113.156,162017 118.489,672018 123.823,182019 129.156,69
Fuente: Vadell, J y Vázquez, N (2010)
DETERMINACIÓN DE LA OFERTA NETA DISPONIBLE DE CAÑA DE AZÚCAR EN EL MUNICIPIO MIRANDA:
O.N.D.C.A.M.M = Prod. Caña A. M. M. – Caña A. A. C. P - Caña A. A. C. M –
Caña A. A. T. M. M
O.N.D.C.A.M.M = Oferta neta disponible de caña de azúcar en el Municipio
Miranda.
41

P.C.A.M.M = Producción de caña de azúcar en el Municipio Miranda.
C. A. A. C. P = Caña de azúcar arrimada al Central La Pastora
C. A. A. C. M = Caña de azúcar arrimada al Central Motatan.
C. A. A. T. M. M = Caña de azúcar arrimada a los trapiches del Municipio
Miranda.
Con esta formula calculamos la O. N. D. C. A. M. M. en la Tabla 15 del
año (2005 al 2019).
Tabla 15 Oferta Neta Disponible de Caña de Azúcar en el Municipio Miranda.
AñoOferta Neta Disponible de Caña de Azúcar
(ton/año)
2005 67.836,112006 77.495,92007 96.016,882008 100.069,962009 62.184,52010 73.299,92011 72.311,892012 71.323,882013 70.335,872014 69.347,862015 68.359,852016 67.371,842017 66.383,832018 65.395,822019 64.407,81
Fuente: Vadell, J y Vázquez, N (2010)
42
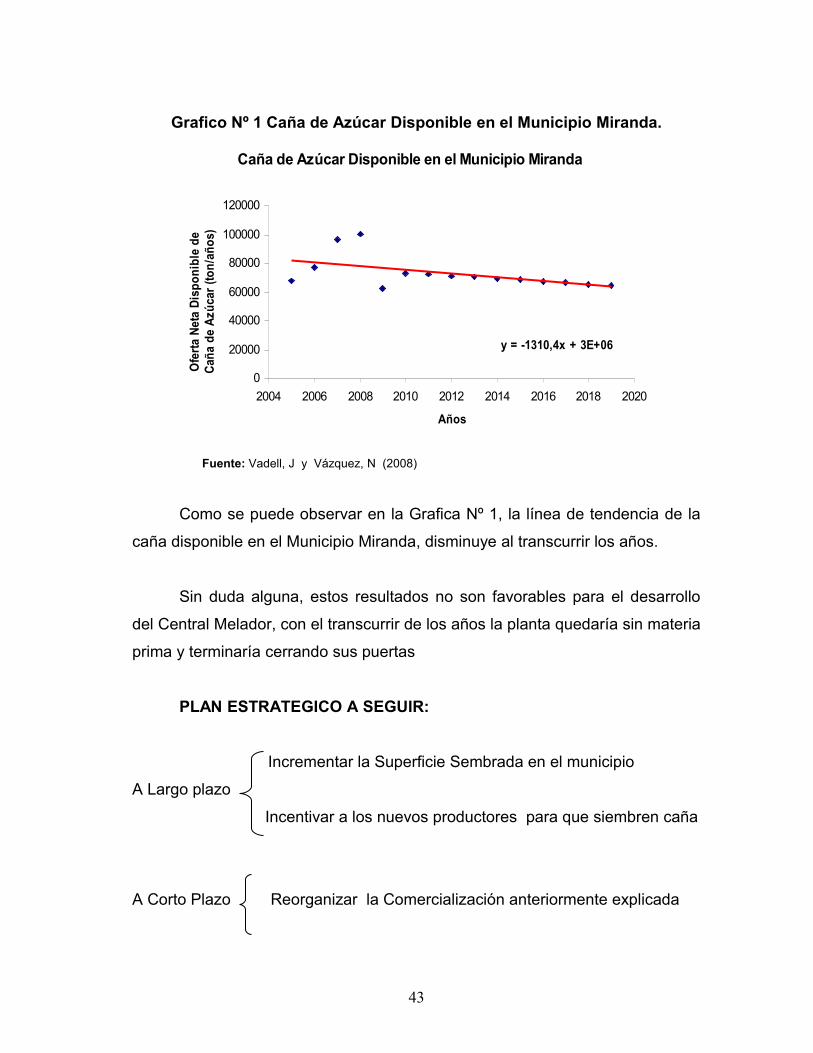
Grafico Nº 1 Caña de Azúcar Disponible en el Municipio Miranda.
Caña de Azúcar Disponible en el Municipio Miranda
y = -1310,4x + 3E+06
0
20000
40000
60000
80000
100000
120000
2004 2006 2008 2010 2012 2014 2016 2018 2020
Años
Ofe
rta N
eta
Disp
onib
le d
e Ca
ña d
e Az
úcar
(ton
/año
s)
Fuente: Vadell, J y Vázquez, N (2008)
Como se puede observar en la Grafica Nº 1, la línea de tendencia de la
caña disponible en el Municipio Miranda, disminuye al transcurrir los años.
Sin duda alguna, estos resultados no son favorables para el desarrollo
del Central Melador, con el transcurrir de los años la planta quedaría sin materia
prima y terminaría cerrando sus puertas
PLAN ESTRATEGICO A SEGUIR:
Incrementar la Superficie Sembrada en el municipio
A Largo plazo
Incentivar a los nuevos productores para que siembren caña
A Corto Plazo Reorganizar la Comercialización anteriormente explicada
43
El plan a largo plazo implica una significativa inversión económica así
como también un tiempo de espera prolongado para obtener los resultados
deseados por lo que la estrategia que hemos asumido es el plan a corto plazo
el cual consiste en lo siguiente:
Para el Central Melador es que los productores del Municipio Miranda no
le arrimen caña de azúcar al Central La Pastora, y seguir atendiendo al Central
Motatan y a los trapiches existentes en la zona del municipio.
De acuerdo a las primeras tablas y el grafico referido anteriormente,
hemos tomado una decisión, la cual desarrollaremos de la siguiente manera:
1. El Municipio Miranda solo le va a arrimar el 50% de la producción de
caña que se solía arrimar al Central Motatán referida en la tabla 12
2. A los trapiches se les va a arrimar el 10% y no el 26% de la caña que se
solía arrimar en años anteriores la cual que podemos ver en la tabla 14
Realizamos una nueva tabla, donde volvemos a colocar la producción de
caña de azúcar en el Municipio Miranda, el cual se le resto el 50% de la caña de
azúcar arrimada al Central Motatan referida en la tabla 16, y le restamos
también el 10% de la caña de azúcar que se le arrima a los trapiches, para
obtener finalmente la oferta neta disponible de Caña de Azúcar en el Municipio
Miranda. para determinar la cantidad final de caña de azúcar con que va a
contar el Central Melador. Y es la siguiente:
44
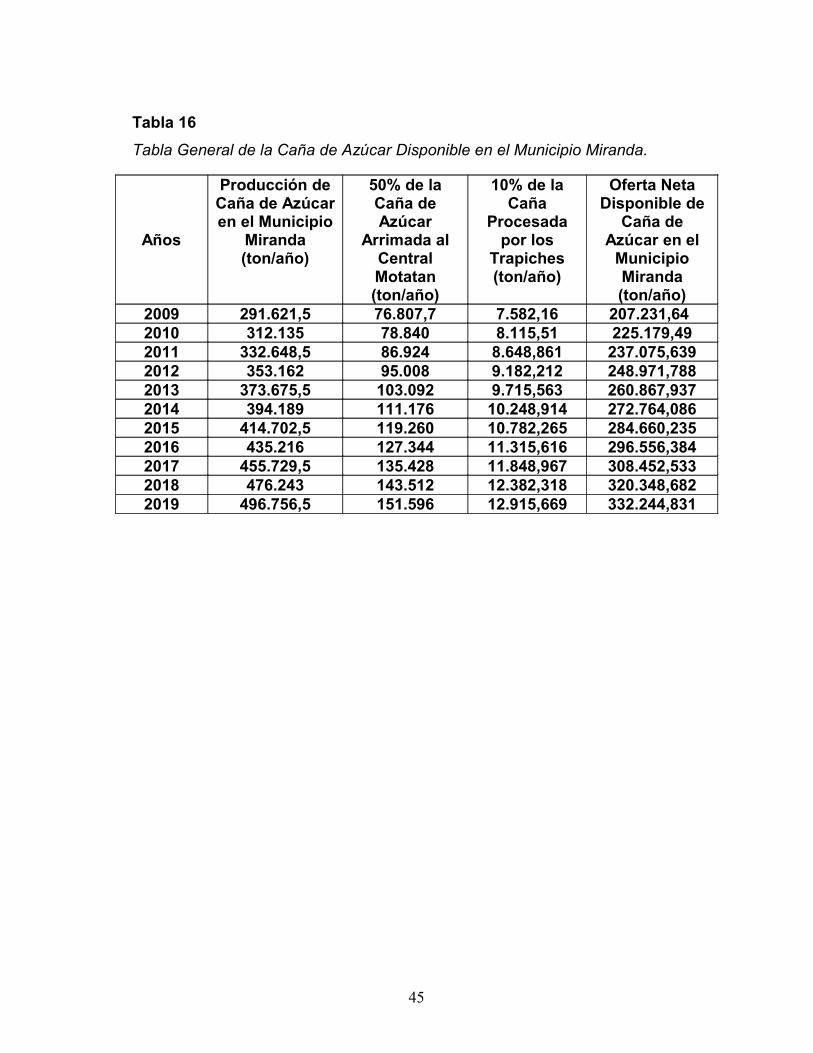
Tabla 16 Tabla General de la Caña de Azúcar Disponible en el Municipio Miranda.
Años
Producción de Caña de Azúcar en el Municipio
Miranda (ton/año)
50% de la Caña de Azúcar
Arrimada al Central Motatan (ton/año)
10% de la Caña
Procesada por los
Trapiches (ton/año)
Oferta Neta Disponible de
Caña de Azúcar en el
Municipio Miranda(ton/año)
2009 291.621,5 76.807,7 7.582,16 207.231,642010 312.135 78.840 8.115,51 225.179,492011 332.648,5 86.924 8.648,861 237.075,6392012 353.162 95.008 9.182,212 248.971,7882013 373.675,5 103.092 9.715,563 260.867,9372014 394.189 111.176 10.248,914 272.764,0862015 414.702,5 119.260 10.782,265 284.660,2352016 435.216 127.344 11.315,616 296.556,3842017 455.729,5 135.428 11.848,967 308.452,5332018 476.243 143.512 12.382,318 320.348,6822019 496.756,5 151.596 12.915,669 332.244,831
45
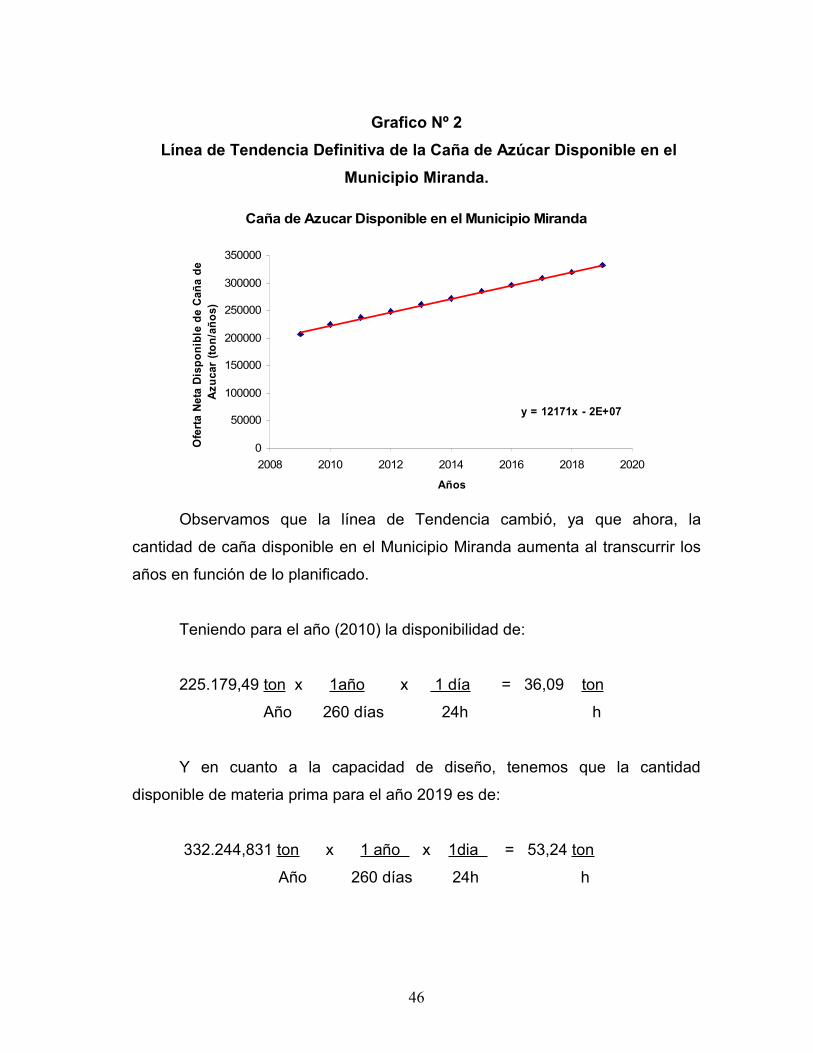
Grafico Nº 2 Línea de Tendencia Definitiva de la Caña de Azúcar Disponible en el
Municipio Miranda.
Caña de Azucar Disponible en el Municipio Miranda
y = 12171x - 2E+07
0
50000
100000
150000
200000
250000
300000
350000
2008 2010 2012 2014 2016 2018 2020
Años
Ofe
rta
Net
a D
ispo
nibl
e de
Cañ
a de
A
zuca
r (to
n/añ
os)
Observamos que la línea de Tendencia cambió, ya que ahora, la
cantidad de caña disponible en el Municipio Miranda aumenta al transcurrir los
años en función de lo planificado.
Teniendo para el año (2010) la disponibilidad de:
225.179,49 ton x 1año x 1 día = 36,09 ton
Año 260 días 24h h
Y en cuanto a la capacidad de diseño, tenemos que la cantidad
disponible de materia prima para el año 2019 es de:
332.244,831 ton x 1 año x 1dia = 53,24 ton
Año 260 días 24h h
46
Calculamos el porcentaje del Crecimiento Inicial:
% Crecimiento inicial = Capacidad Inicial X 100
Capacidad Máxima
% Crecimiento Inicial = 797,04 ton/días X 100 = 62,37 %
1.277,86 ton/días
El Porcentaje de Crecimiento Inicial es 62,37 %.
Calculamos el crecimiento interanual:
Crecimiento = Capacidad Máxima – Capacidad Inicial x 1 x 100 Interanual Periodo Capacidad InicialC. I = 1.277,86 ton/días – 797,04 ton/días x 1 x 100 = 6,03%
10 797,04 ton/días
El Porcentaje de Crecimiento Interanual de la Capacidad es 6,03%.
47

CAPITULO IV
DESCRIPCION DEL PROCESAMIENTO DE LA CAÑA DE AZUCAR PARA PRODUCIR MELADURA
El procesamiento de la caña para obtener Meladura sigue los mismos pasos que para la obtención de azúcar refinada. Estos son los siguientes:
RECEPCIÓN: TRANSPORTE, PESAJE Y DESCARGA DE LA CAÑA
La caña se pesa por lo general en grandes básculas de plataforma, junto
con la unidad de transporte el cual recibe el nombre de camión, remolque. Para
el procedimiento del pesaje, resulta imposible el pesaje directo, el peso de la
caña se calcula mediante un método diferencial en lo cuales los camiones son
pesados antes y después de la descarga, obteniéndose el peso real de la caña
por la diferencia entre las dos medidas.
La perdida de sacarosa causada por la exposición en el campo y en el
patio de la recepción de la caña ya cortada, mas de 12 horas en los camiones,
carros o pilas esta sujeta a perdidas similares que en gran parte se pueden
evitar por una pronta molienda.
El objetivo del pesaje de la caña es posibilitar el control agrícola, el pago
del transporte, el control de la molienda y el cálculo del rendimiento industrial.
48
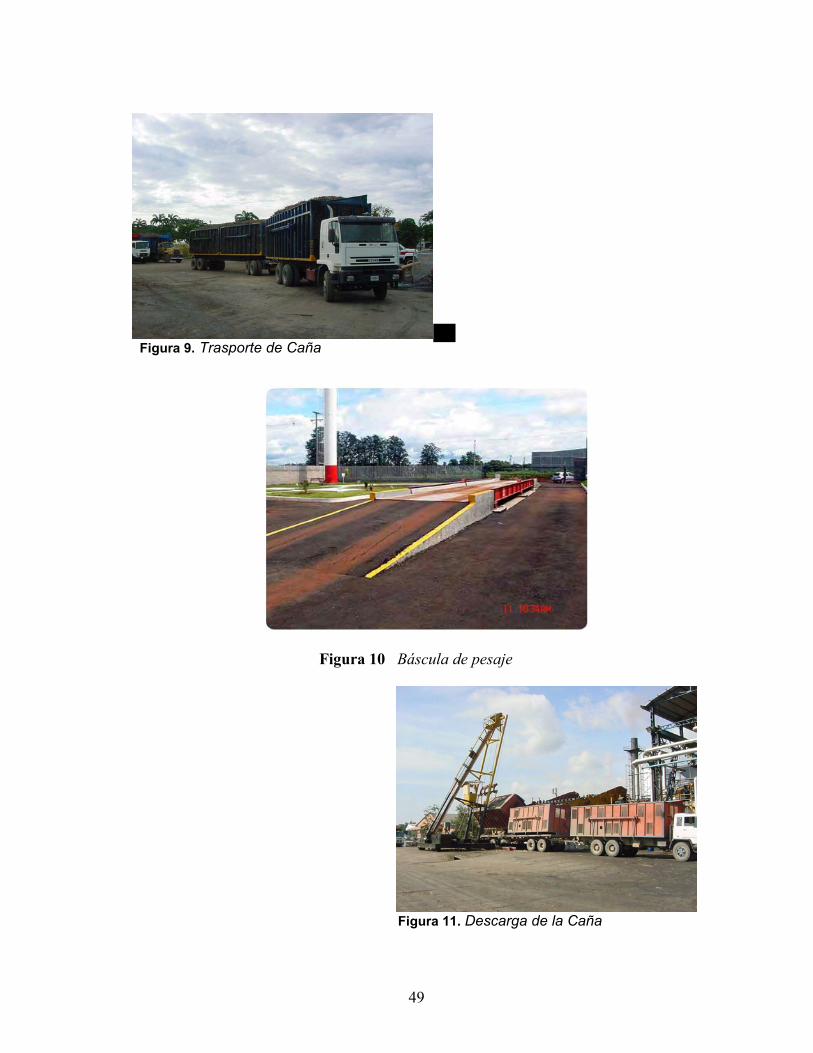
Figura 9. Trasporte de Caña
Figura 10 Báscula de pesaje
Figura 11. Descarga de la Caña
49

DISPOSITIVO DE DESCARGA:
Mesa de Alimentación:
Después del pesaje el camión se traslada hasta la grúa de descarga, el
cual tiene por función descargar el camión y además colocar la caña en la
denominada mesa de alimentación que posee un nivelador para que la caña no
forme tacos.
En la mesa alimentadora las unidades de transporte son descargadas
por una grúa hilo a través del basculamiento lateral que abastece la referida
mesa. La finalidad de la mesa es permitir una descarga rápida de los camiones
y proporcionar una alimentación uniforme y constante de la banda
transportadora de caña.
Figura 12. Mesa de Alimentación
50

Figura 13. Grúa de Hilo
Figura 14. Banda Transportadora
PREPARACIÓN DE LA CAÑA PARA LA MOLIENDA:
Picadora de Caña:
La caña descargada en la mesa sigue alimentando a la banda
transportadora de manera ordenada, continua y homogénea, la caña es
conducida hasta pasar por la cuchilla.
51

El sistema de preparación de la caña es constituido por un equipo
rotativo de cuchillas fijas y tiene por finalidad aumentar la densidad de la caña,
picándola en trozos menores sin extraerle el jugo, preparando la caña para el
trabajo del desfibrador.
Figura 15. Picadora de Caña
Desfibradora:
El desfibrador esta formado por un rotor el cual esta acoplado a un
conjunto de martillos oscilantes que giran de una forma que la caña pasa por
una pequeña abertura. La desfibradora desintegra la caña hasta un máximo de
un 92 % una vez desfibrada la caña continuara hasta la etapa de molienda.
Figura 16. Desfibradora Modelo Fives Cail
52

Figura 17. Rotor de 6 barras
EXTRACCIÓN DEL JUGO:
Molinos:
Toda la caña desintegrada llega al primer molino donde a través de la
presión ejercida por las mazas se logra la extracción del jugo de la caña.
La extracción por los molinos es un proceso volumétrico y consiste en
desplazar el jugo contenido en la caña. Este desplazamiento es conseguido
haciendo pasar la caña entre dos mazas, sometidos a determinada presión y
rotación, siendo el volumen de jugo mixto generado menor que el volumen de la
caña.
Un segundo objetivo importante de la molienda es la producción de un
bagazo final del cuarto molino en condiciones de propiciar una buena quema
rápida en las calderas.
En la primera unidad de molienda ocurre la mayor parte de la extracción
del jugo mixto. Para mejorar la eficiencia de este proceso y extraer la mayor
cantidad de sacarosa de la caña se le adiciona agua caliente al bagazo que va
53

hacia el último molino, este proceso se conoce como imbibición. El jugo
extraído del tercer molino es recirculado al bagazo que sale del primer molino, y
el jugo que sale del cuarto molino es recirculado al bagazo que sale del
segundo molino todo esto se realiza con el fin de obtener la mayor extracción
de sacarosa aprovechando al máximo todo el bagazo exprimido. Todo el jugo
extraído en el primer y segundo molino o sea el jugo mixto es bombeado hacia
el área donde se encuentra el mezclador.
Figura 18. Molinos para la Extracción del Jugo
Figura 19. Masas de los Molinos
54
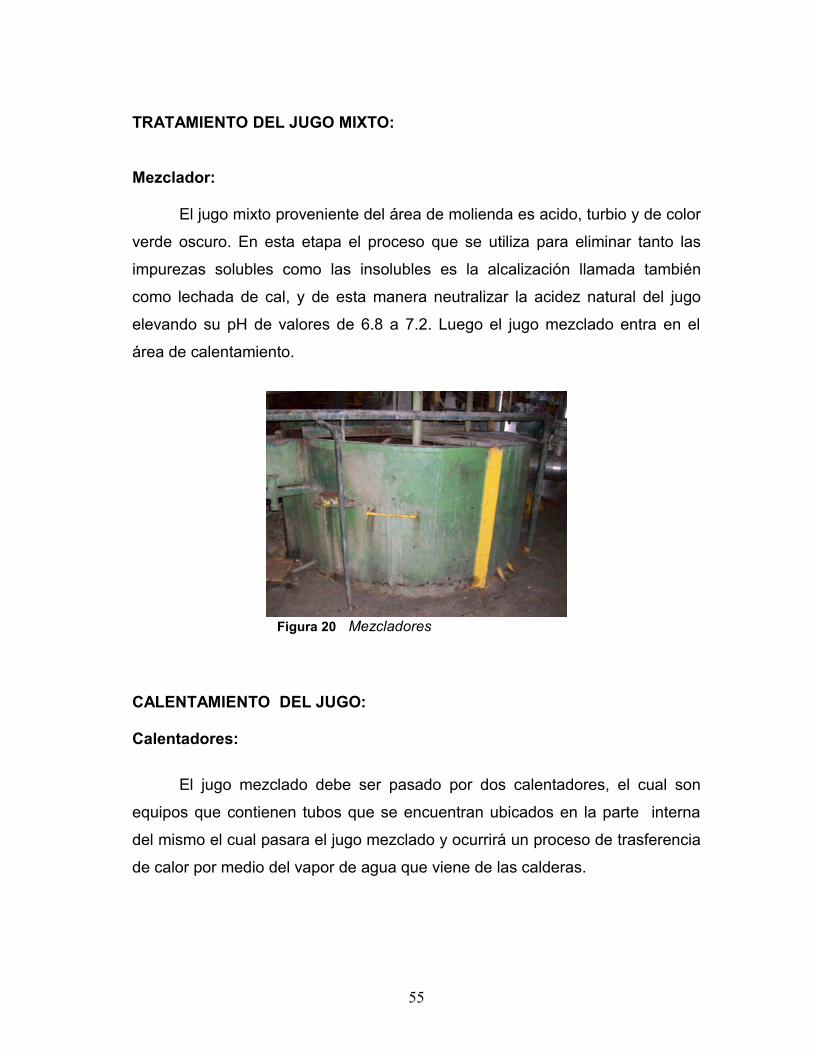
TRATAMIENTO DEL JUGO MIXTO:
Mezclador:
El jugo mixto proveniente del área de molienda es acido, turbio y de color
verde oscuro. En esta etapa el proceso que se utiliza para eliminar tanto las
impurezas solubles como las insolubles es la alcalización llamada también
como lechada de cal, y de esta manera neutralizar la acidez natural del jugo
elevando su pH de valores de 6.8 a 7.2. Luego el jugo mezclado entra en el
área de calentamiento.
Figura 20 Mezcladores
CALENTAMIENTO DEL JUGO:
Calentadores:
El jugo mezclado debe ser pasado por dos calentadores, el cual son
equipos que contienen tubos que se encuentran ubicados en la parte interna
del mismo el cual pasara el jugo mezclado y ocurrirá un proceso de trasferencia
de calor por medio del vapor de agua que viene de las calderas.
55
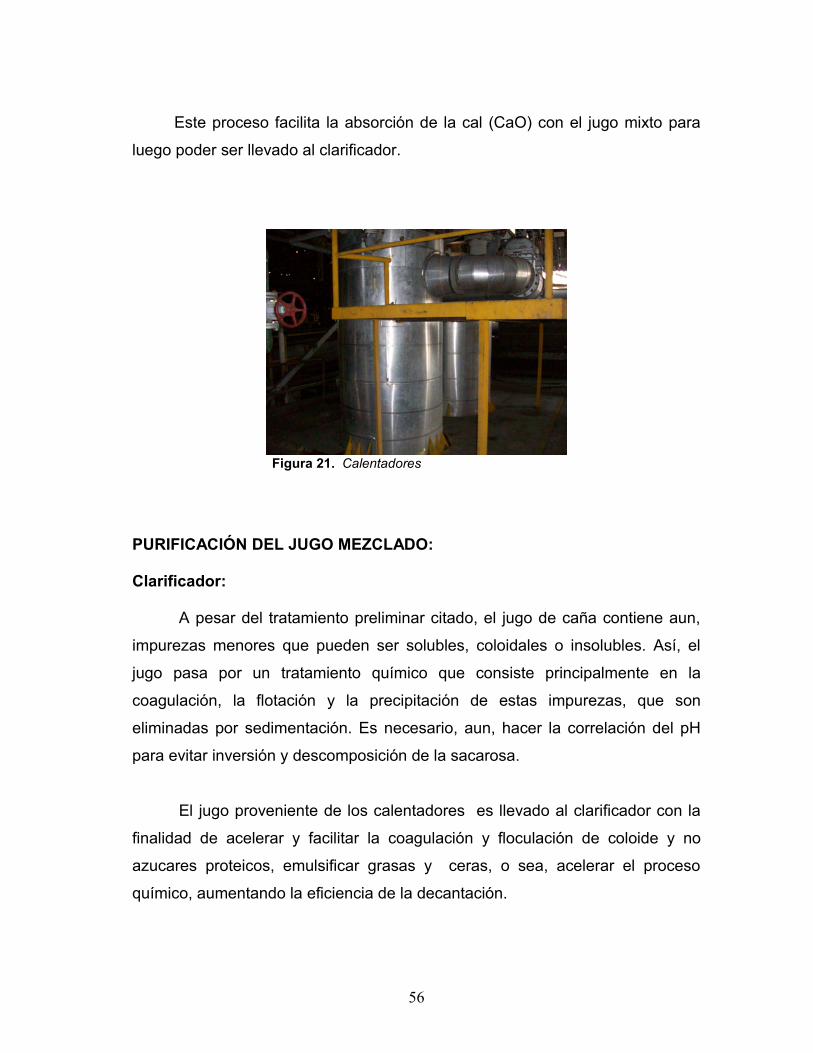
Este proceso facilita la absorción de la cal (CaO) con el jugo mixto para
luego poder ser llevado al clarificador.
Figura 21. Calentadores
PURIFICACIÓN DEL JUGO MEZCLADO:
Clarificador:
A pesar del tratamiento preliminar citado, el jugo de caña contiene aun,
impurezas menores que pueden ser solubles, coloidales o insolubles. Así, el
jugo pasa por un tratamiento químico que consiste principalmente en la
coagulación, la flotación y la precipitación de estas impurezas, que son
eliminadas por sedimentación. Es necesario, aun, hacer la correlación del pH
para evitar inversión y descomposición de la sacarosa.
El jugo proveniente de los calentadores es llevado al clarificador con la
finalidad de acelerar y facilitar la coagulación y floculación de coloide y no
azucares proteicos, emulsificar grasas y ceras, o sea, acelerar el proceso
químico, aumentando la eficiencia de la decantación.
56
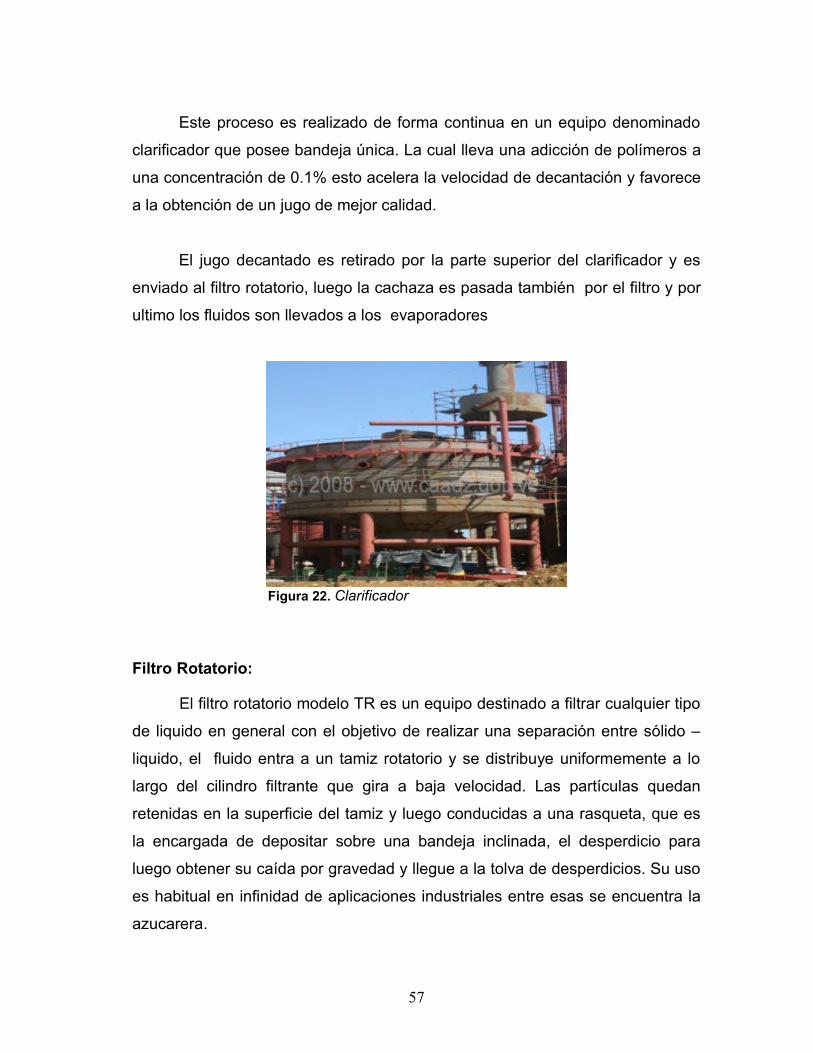
Este proceso es realizado de forma continua en un equipo denominado
clarificador que posee bandeja única. La cual lleva una adicción de polímeros a
una concentración de 0.1% esto acelera la velocidad de decantación y favorece
a la obtención de un jugo de mejor calidad.
El jugo decantado es retirado por la parte superior del clarificador y es
enviado al filtro rotatorio, luego la cachaza es pasada también por el filtro y por
ultimo los fluidos son llevados a los evaporadores
Figura 22. Clarificador
Filtro Rotatorio:
El filtro rotatorio modelo TR es un equipo destinado a filtrar cualquier tipo
de liquido en general con el objetivo de realizar una separación entre sólido –
liquido, el fluido entra a un tamiz rotatorio y se distribuye uniformemente a lo
largo del cilindro filtrante que gira a baja velocidad. Las partículas quedan
retenidas en la superficie del tamiz y luego conducidas a una rasqueta, que es
la encargada de depositar sobre una bandeja inclinada, el desperdicio para
luego obtener su caída por gravedad y llegue a la tolva de desperdicios. Su uso
es habitual en infinidad de aplicaciones industriales entre esas se encuentra la
azucarera.
57

Su característica de diseño le proporciona un alto rendimiento con
tamaños bastante menores si se compara con otros del mercado. El
funcionamiento del filtro trabaja al vacío como un dispositivo autolimpiante,
capaz de operar durante largos periodos de tiempos sin necesidad de atención.
Figura 23. Filtro Rotatorio Modelo TR
Esquema de Funcionamiento:
Entrada del Líquido bruto Rasqueta
Salida de Sólidos
Salida del Líquido filtrado
Figura 24. Esquema de Funcionamiento del Filtro Rotativo Modelo TR
58

CONCENTRACIÓN DEL JUGO CLARIFICADO:
Evaporadores:
El jugo que viene del filtro rotatorio conjuntamente con el del clarificador
es sometido a un proceso de concentración a través de la eliminación de agua.
Para esto será instalado un sistema de cuádruple efecto utilizando vapor de
escape para alimentar el primer efecto.
Los evaporadores están formados por cajas, conectadas en serie, de
manera que el jugo sufre una concentración progresiva de la primera a la última
caja. Para esto, es necesario inyectar vapor de escape solo en la primera caja
donde es condensado el jugo en el proceso de calentamiento. Lo condensado
del vapor de escape tiene calidad adecuada para ser reutilizado en las calderas,
de esta manera, el vapor es conducido para los desaireador sin sufrir expansión
para un mejor aprovechamiento energético. El calentamiento del jugo en las
cajas siguientes es realizado con la propia agua evaporada del jugo llamado
vapor vegetal obtenido de las cajas anteriores. Este procedimiento, tiene como
objetivo de concentrar el jugo clarificado que recibirá a una concentración
minima de 14 °Brix hasta una concentración entre 60 y 68 °Brix
59

Figura 25. Evaporadores de Cuádruple EfectoTanque de Almacenamiento de Meladura:
La meladura que sale de los evaporadores será almacenada en tanques
rectangulares el cual tendrá una capacidad de almacenamiento máximo para 3
días.
Figura 26. Meladura
Figura 27 Tanques para el almacenamiento de Meladura
60

61
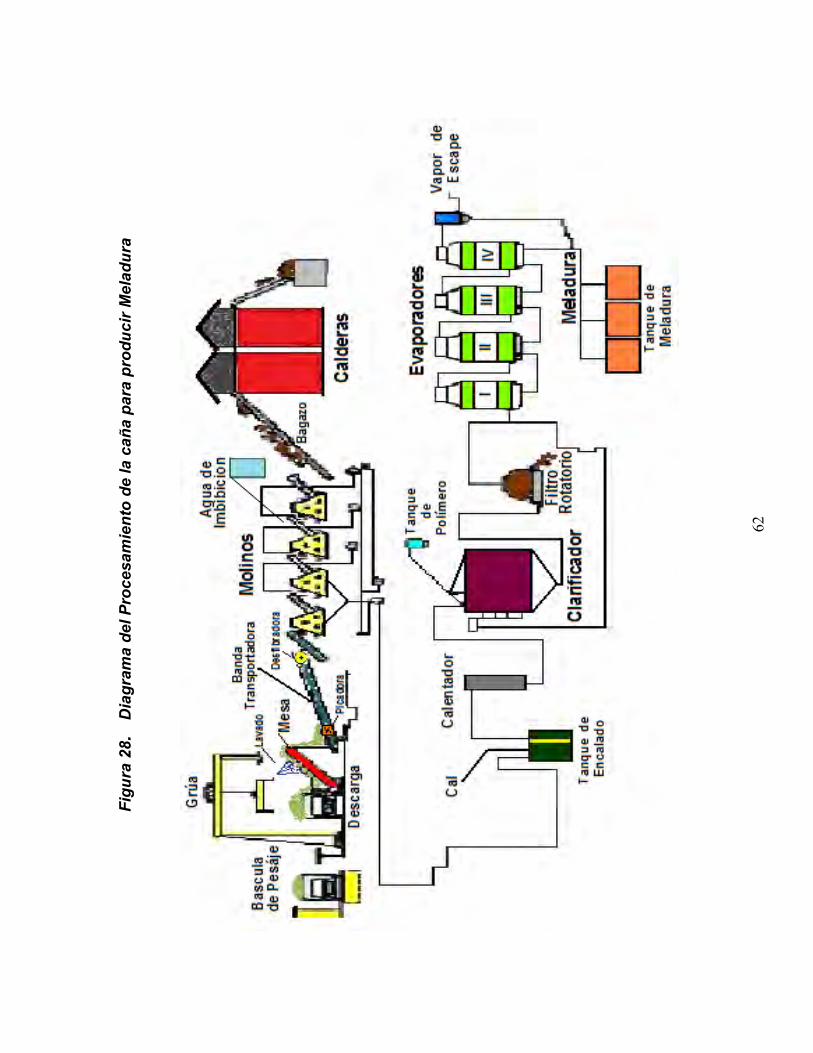
Figu
ra 2
8.
Dia
gram
a de
l Pro
cesa
mie
nto
de la
cañ
a pa
ra p
rodu
cir M
elad
ura
62
CAPITULO V
ESTUDIO DE LA INGENIERIA DEL PROYECTO.SELECCIÓN Y DIMENSIONAMIENTO DE LA TECNOLOGÍA DEL
PROCESAMIENTO DE MELADURA A PARTIR DE LA CAÑA DE AZÚCAR
En este capitulo se tiene como objetivo, presentar un análisis de la línea
tecnológica de la empresa brasileña Empral C.A, referente a la planta
procesadora de caña de azúcar para la obtención de meladura. Esta línea
contempla la secuencia de operaciones a la que se somete la materia prima
para llegar a la obtención del producto deseado.
Balance de Materia y Energía:
Según (Barrios 1993), los balances de materia y energía de un proceso
tratan de expresar cuantitativamente todos los materiales que entran o salen de
ese proceso. Normalmente conviene preparar el balance de materiales en
forma diagramatica para evitar omisiones. Los balances de materia y energía
son necesarias para:
1. A nivel de ingeniería de detalle de una planta para poder diseñar las
operaciones mas simples, tanto para calcular el tamaño del equipo como
para considerar las interrelaciones entre los distintos equipos
2. Permite tener una estimación de los requerimientos adicionales al
proceso másico y energético, tales como agua de calentamiento,
enfriamiento o lavado.
3. En una planta de proceso que ya este operando, el balance de materia y
energía es una herramienta muy útil y efectiva para mejorar la eficiencia
de un proceso, la magnitud y la localización de cada fuente de perdida,
de rendimiento o eficiencia.
63

FLUJOGRAMA DE LA LÍNEA TECNOLÓGICA PARA LA OBTENCION DE MELADURA:
RECEPCIÓN, PESAJE
DESCARGA EN MESA DE ALIMENTACIÓN
PICADORA
EVAPORADORES
DESFIBRADORA
MEZCLADORES
MOLINOS
CALENTADORES
FILTRO ROTATORIO
CLARIFICADOR
TANQUES DE MELADURA
64
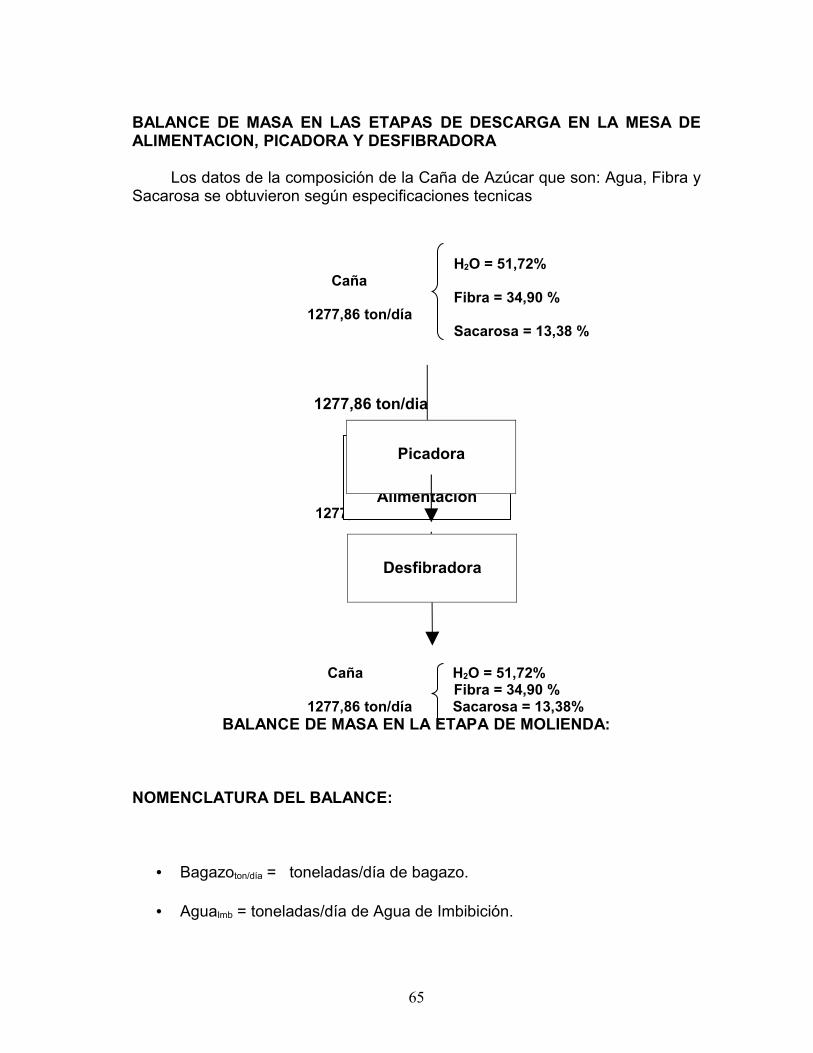
BALANCE DE MASA EN LAS ETAPAS DE DESCARGA EN LA MESA DE ALIMENTACION, PICADORA Y DESFIBRADORA
Los datos de la composición de la Caña de Azúcar que son: Agua, Fibra y Sacarosa se obtuvieron según especificaciones tecnicas
H2O = 51,72% Caña Fibra = 34,90 % 1277,86 ton/día Sacarosa = 13,38 %
1277,86 ton/dia
1277,86 ton/día
Caña H2O = 51,72% Fibra = 34,90 % 1277,86 ton/día Sacarosa = 13,38%
BALANCE DE MASA EN LA ETAPA DE MOLIENDA:
NOMENCLATURA DEL BALANCE:
• Bagazoton/día = toneladas/día de bagazo.
• AguaImb = toneladas/día de Agua de Imbibición.
Mesa de Alimentación
Picadora
Desfibradora
65

• CañaMolida = toneladas/día de Caña Molida.
• JugoMIXTO = toneladas/día de Jugo.
• XSC = % de Sacarosa en la Caña.
• XAC = % de Agua en la Caña.
• XFC = % de Fibra de Caña.
• XSJ = % de Sacarosa en Jugo Mixto.
• XAJ = % de Agua en Jugo Mixto.
• XFC = % de Fibra en Jugo Mixto.
• XAB = % de Agua de Bagazo.
• XSB = % de sacarosa en Bagazo.
• XFB = % de Fibra en Bagazo.
Agua de Imbibición H2O = 51,72% CañaMolida Fibra = 34,90 % 1277,86 ton/día Sacarosa = 13,38 % H2O 53,42 %
Bagazo Fibra 40,95%
Sacarosa 5,63 %
H2O = ?
Jugo Mixto Fibra = ?
MOLINOS
66
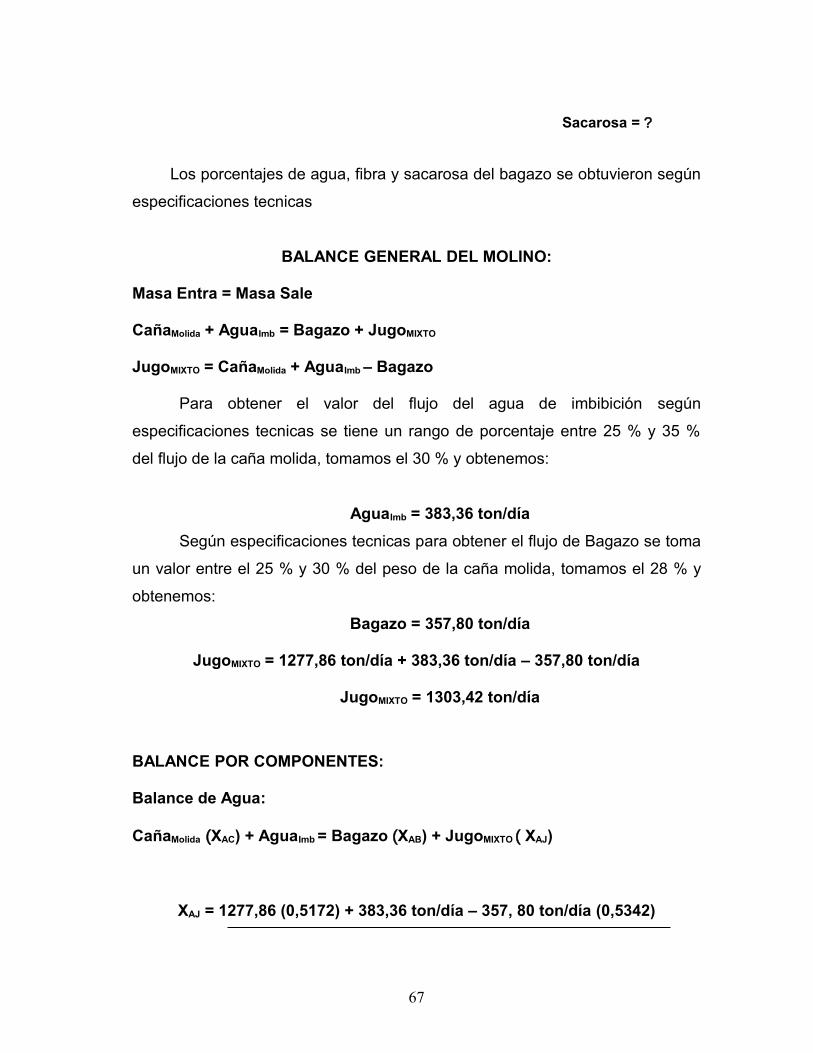
Sacarosa = ?
Los porcentajes de agua, fibra y sacarosa del bagazo se obtuvieron según
especificaciones tecnicas
BALANCE GENERAL DEL MOLINO:
Masa Entra = Masa Sale
CañaMolida + AguaImb = Bagazo + JugoMIXTO
JugoMIXTO = CañaMolida + AguaImb – Bagazo
Para obtener el valor del flujo del agua de imbibición según
especificaciones tecnicas se tiene un rango de porcentaje entre 25 % y 35 %
del flujo de la caña molida, tomamos el 30 % y obtenemos:
AguaImb = 383,36 ton/díaSegún especificaciones tecnicas para obtener el flujo de Bagazo se toma
un valor entre el 25 % y 30 % del peso de la caña molida, tomamos el 28 % y
obtenemos:
Bagazo = 357,80 ton/día
JugoMIXTO = 1277,86 ton/día + 383,36 ton/día – 357,80 ton/día
JugoMIXTO = 1303,42 ton/día
BALANCE POR COMPONENTES:
Balance de Agua:
CañaMolida (XAC) + AguaImb = Bagazo (XAB) + JugoMIXTO ( XAJ)
XAJ = 1277,86 (0,5172) + 383,36 ton/día – 357, 80 ton/día (0,5342)
67
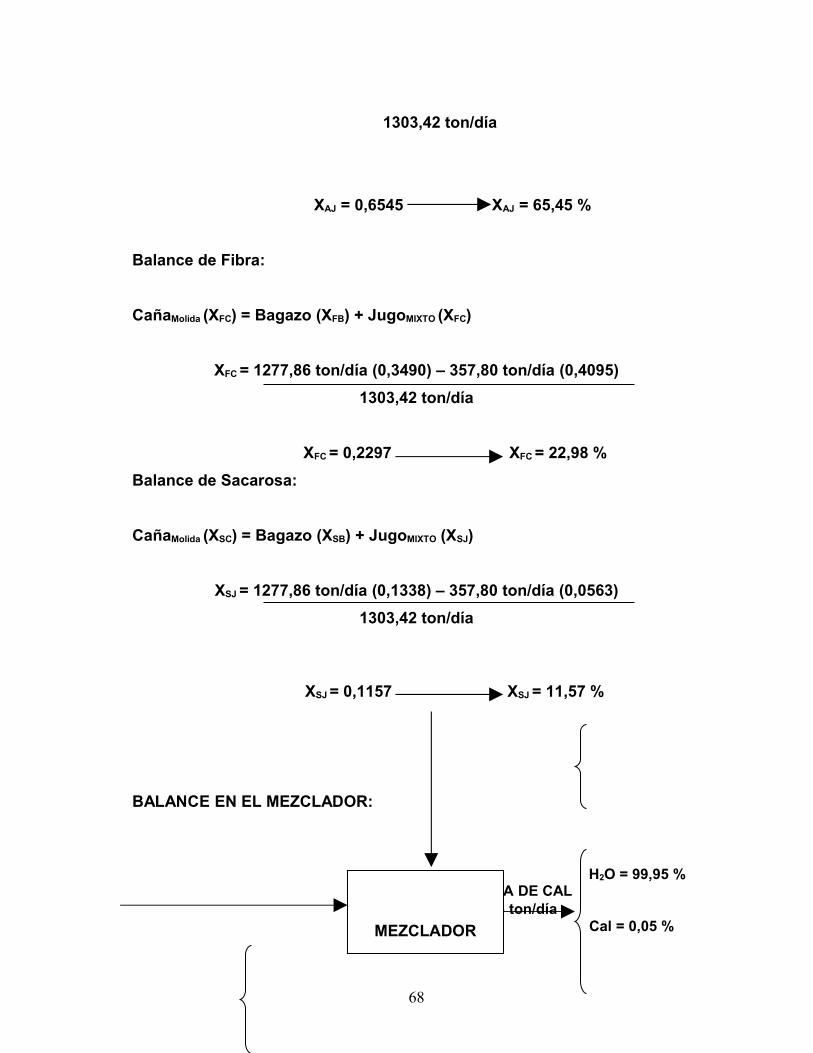
1303,42 ton/día
XAJ = 0,6545 XAJ = 65,45 %
Balance de Fibra:
CañaMolida (XFC) = Bagazo (XFB) + JugoMIXTO (XFC)
XFC = 1277,86 ton/día (0,3490) – 357,80 ton/día (0,4095)1303,42 ton/día
XFC = 0,2297 XFC = 22,98 %Balance de Sacarosa:
CañaMolida (XSC) = Bagazo (XSB) + JugoMIXTO (XSJ)
XSJ = 1277,86 ton/día (0,1338) – 357,80 ton/día (0,0563)1303,42 ton/día
XSJ = 0,1157 XSJ = 11,57 %
BALANCE EN EL MEZCLADOR:
H2O = 99,95 % LECHADA DE CAL 1315,54 ton/día Cal = 0,05 %
MEZCLADOR
68
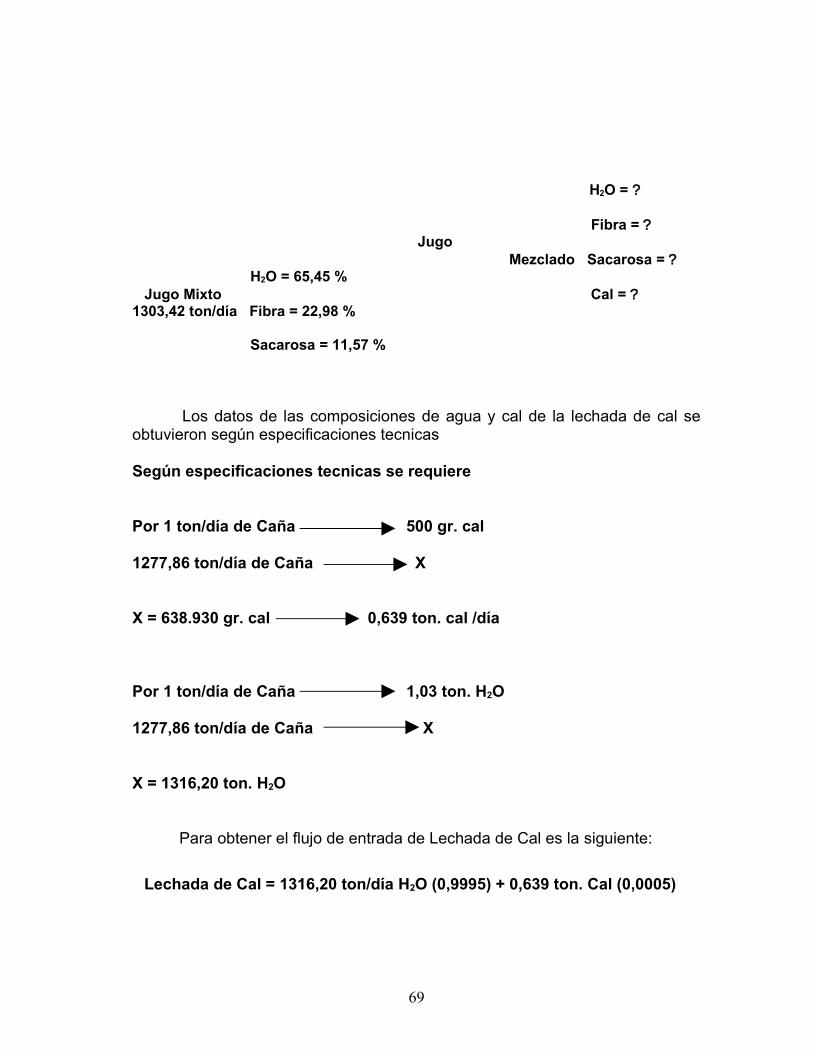
H2O = ?
Fibra = ? Jugo
Mezclado Sacarosa = ? H2O = 65,45 % Jugo Mixto Cal = ?1303,42 ton/día Fibra = 22,98 %
Sacarosa = 11,57 %
Los datos de las composiciones de agua y cal de la lechada de cal se obtuvieron según especificaciones tecnicas
Según especificaciones tecnicas se requiere
Por 1 ton/día de Caña 500 gr. cal
1277,86 ton/día de Caña X
X = 638.930 gr. cal 0,639 ton. cal /día
Por 1 ton/día de Caña 1,03 ton. H2O
1277,86 ton/día de Caña X
X = 1316,20 ton. H2O
Para obtener el flujo de entrada de Lechada de Cal es la siguiente:
Lechada de Cal = 1316,20 ton/día H2O (0,9995) + 0,639 ton. Cal (0,0005)
69

Lechada de Cal = 1315,54 ton/día
Jugo Mezclado = Jugo Mixto + Lechada de Cal
Jugo Mezclado = 1303,42 ton/día + 1315,54 ton/día
Jugo Mezclado = 2618,96 ton/día
Balance de Agua:
1303,42 ton/día (0,6545) + 1315,54 ton/día (0,9995) = 2618,96 ton/día (XH2O)
XH2O = 0,8278
XH2O = 82,78 %
Balance de Fibra:
1303,42 ton/día (0,2298) = 2618,96 ton/día (Xfibra)
Xfibra = 0,1144
Xfibra = 11,44 %
Balance Sacarosa:
1303,42 ton/día (0,1157) = 2618,96 ton/día (Xsacarosa)
Xsacarosa = 0,0576
Xsacarosa = 5,76 %
XH2O + Xfibra + Xsacarosa + Xcal = 1
Xcal = 0,02 %
70
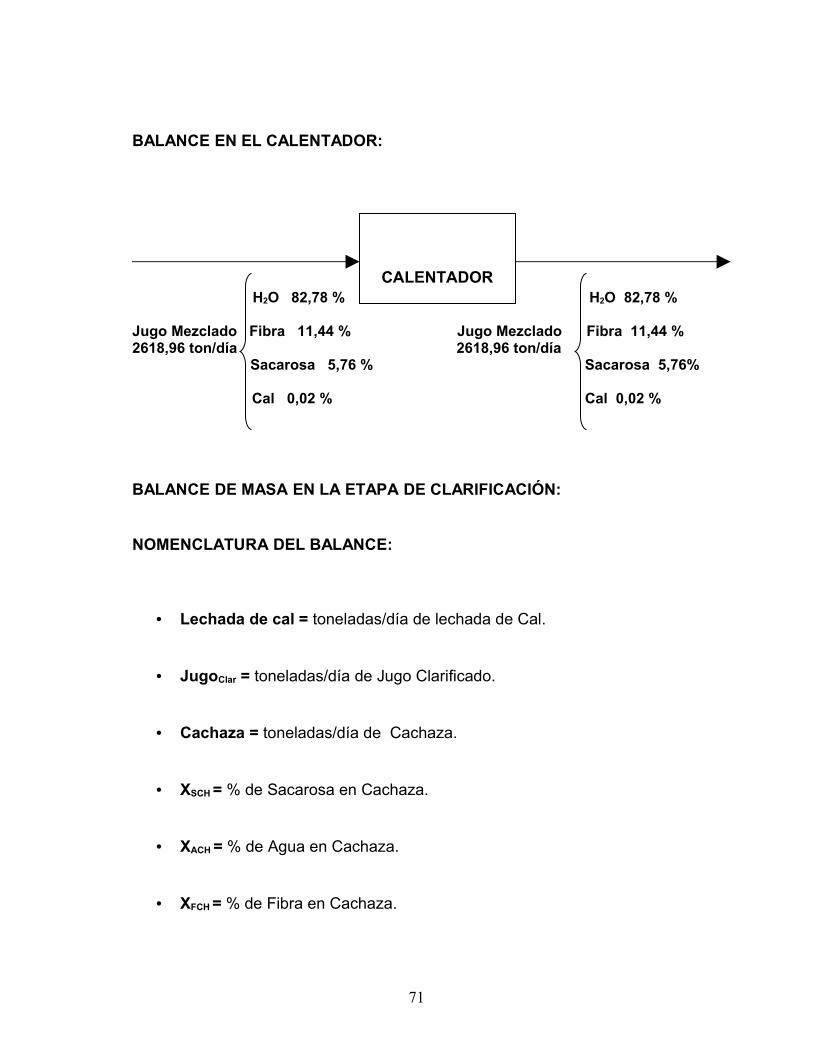
BALANCE EN EL CALENTADOR:
H2O 82,78 % H2O 82,78 % Jugo Mezclado Fibra 11,44 % Jugo Mezclado Fibra 11,44 % 2618,96 ton/día 2618,96 ton/día Sacarosa 5,76 % Sacarosa 5,76% Cal 0,02 % Cal 0,02 %
BALANCE DE MASA EN LA ETAPA DE CLARIFICACIÓN:
NOMENCLATURA DEL BALANCE:
• Lechada de cal = toneladas/día de lechada de Cal.
• JugoClar = toneladas/día de Jugo Clarificado.
• Cachaza = toneladas/día de Cachaza.
• XSCH = % de Sacarosa en Cachaza.
• XACH = % de Agua en Cachaza.
• XFCH = % de Fibra en Cachaza.
CALENTADOR
71

• XFJC = % de Fibra en Jugo Clarificado.
• XSJC = % de Sacarosa en Jugo Clarificado.
• XAJC = % de Agua en Jugo Clarificado.
• XAL = % de Agua de Lechada de Cal.
• XIMPJC = % de Impureza en el Jugo Clarificado.
H2O = 82,78 % Jugo Mezclado Fibra = 11,44 % 2618,96 ton/día Sacarosa = 5,76 %
H2O = 60,82 % Cal = 0,02 %
Cachaza Fibra = 33,48%
Sacarosa = 5,07 %
H2O = ? Jugo Fibra = ? Clarificado Sacarosa = ?
CLARIFICADOR
72
Según especificaciones tecnicas se obtuvieron las composiciones de
Agua, fibra y sacarosa y para el flujo de Cachaza se calcula el 4,3 % de la
entrada del Jugo Mezclado que entra al Clarificador:
Cachaza = 112,62 ton/día
BALANCE GENERAL DEL CLARIFICADOR:
JugoMZC = Cachaza + JugoClar
JugoClar = JugoMZC – Cachaza
JugoClar = 2618,96 ton/día – 112,62 ton/díaJugoClar = 2506,34 ton/día
Balance de Agua:
2618,96 ton/día (0,8278) = 112,62 ton/día (0,6082) + 2506,34 ton/día (XAJC)
XAJC = 0,8377 XAJC = 83,77 %
Balance de Fibra:
2618,96 ton/día (0,1144) = 112,62 ton/día (0,3348) + 2506,34 ton/día (XFJC)
XFJC = 0,1045 XFJC = 10,46 %
73

Balance de Sacarosa:
2618,96 ton/día (0,0576) = 112,62 ton/día (0,057) + 2506,34 ton/día (XSJC)
XSJC= 0,0576 XSJC = 5,77 %
BALANCE DE MASA EN LA ETAPA DE FILTRACIÓN:
NOMENCLATURA DEL BALANCE:
• Cachaza = toneladas/día de Cachaza.
• JugoFLT = toneladas/día de Jugo Filtrado.
• XSCS = % de Sacarosa en Cachaza.
• XACS = % de Agua en Cachaza.
• XFCS = % de Fibra en Cachaza.
• XAFLT = % de Agua en Jugo Filtrado.
• XSFLT = % de Sacarosa en Jugo Filtrado.
H2O = 83,77 %
FILTRO ROTATORIO
74
Jugo Fibra = 10,46 % Clarificado
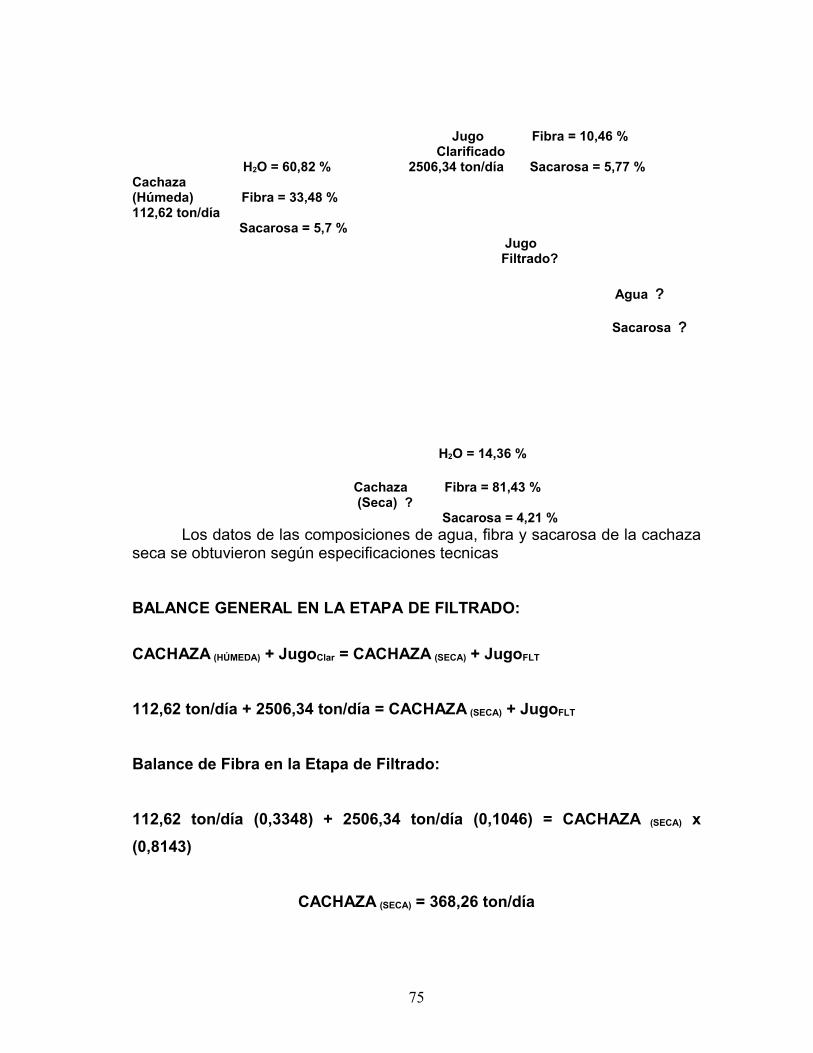
H2O = 60,82 % 2506,34 ton/día Sacarosa = 5,77 % Cachaza (Húmeda) Fibra = 33,48 % 112,62 ton/día Sacarosa = 5,7 % Jugo Filtrado?
Agua ? Sacarosa ?
H2O = 14,36 % Cachaza Fibra = 81,43 % (Seca) ? Sacarosa = 4,21 % Los datos de las composiciones de agua, fibra y sacarosa de la cachaza seca se obtuvieron según especificaciones tecnicas
BALANCE GENERAL EN LA ETAPA DE FILTRADO:
CACHAZA (HÚMEDA) + JugoClar = CACHAZA (SECA) + JugoFLT
112,62 ton/día + 2506,34 ton/día = CACHAZA (SECA) + JugoFLT
Balance de Fibra en la Etapa de Filtrado:
112,62 ton/día (0,3348) + 2506,34 ton/día (0,1046) = CACHAZA (SECA) x (0,8143)
CACHAZA (SECA) = 368,26 ton/día
75

Luego en la ecuación del balance general despejamos el Jugo
Filtrado:
JugoFLT = 112,62 ton/día + 2506,34 ton/día – 368,26 ton/día
JugoFLT = 2250,70 ton/día
Balance de Agua en la Etapa de Filtrado:
112,62 ton/día (0,6082) + 2506,34 ton/día (0,8377) = 368,26 ton/día (0,1436) + 2250,70 ton/día (XAFLT)
XAFLT = 0,9398 XAFLT = 93,98 %
Balance de Sacarosa en la Etapa de Filtrado:
112,62 ton/día (0,0577) + 2506,34 ton/día (0,057) = 368,26 ton/día (0,042) + 2250,70 ton/día (XSFLT)
XSFLT = 0,0595 XSFLT = 5,95 %
BALANCE DE MASA EN LA ETAPA DE EVAPORACIÓN:
NOMENCLATURA DEL BALANCE:
• JugoFLT = Toneladas de Jugo Filtrado.
• MELADURA = Toneladas de Meladura.
• AguaEVA = Toneladas de Agua Evaporada.
76

• XS MEL = % de Sacarosa en la Meladura.
• XA MEL = % de Agua en la Meladura.
H2O = 93,98 % Jugo Filtrado Sacarosa = 5,95 % MELADURA H2O 39,42 %2250,70 ton/día Sacarosa 60,58
AguaEVA
Los datos de la composición de agua y sacarosa de la meladura se
obtuvieron según especificaciones tecnicas
Balance de Sacarosa en el Evaporador:
2250,70 ton/día (0,0595) = MELADURA (ton/día) (0,6058)
MELADURA = 221,06 ton/día
Balance de Agua en el Evaporador:
2250,70 ton/día (0,9398) = AguaEVA + 221,06 ton/día (0,3942)
AguaEVA = 2029,64 ton/día
EVAPORADOR
77
BALANCE DE ENERGÍA:
Considerando que para los equipos que vamos a evaluar a continuación
los cambios de energía cinética y energía potencial son despreciables tenemos
que:
Para los sistemas que se encuentran en estado estacionario:
Energía que entra al sistema = Energía que sale del sistema
Cp = ∆H / ∆T ∆H = Cp. ∆TQ = m∆H
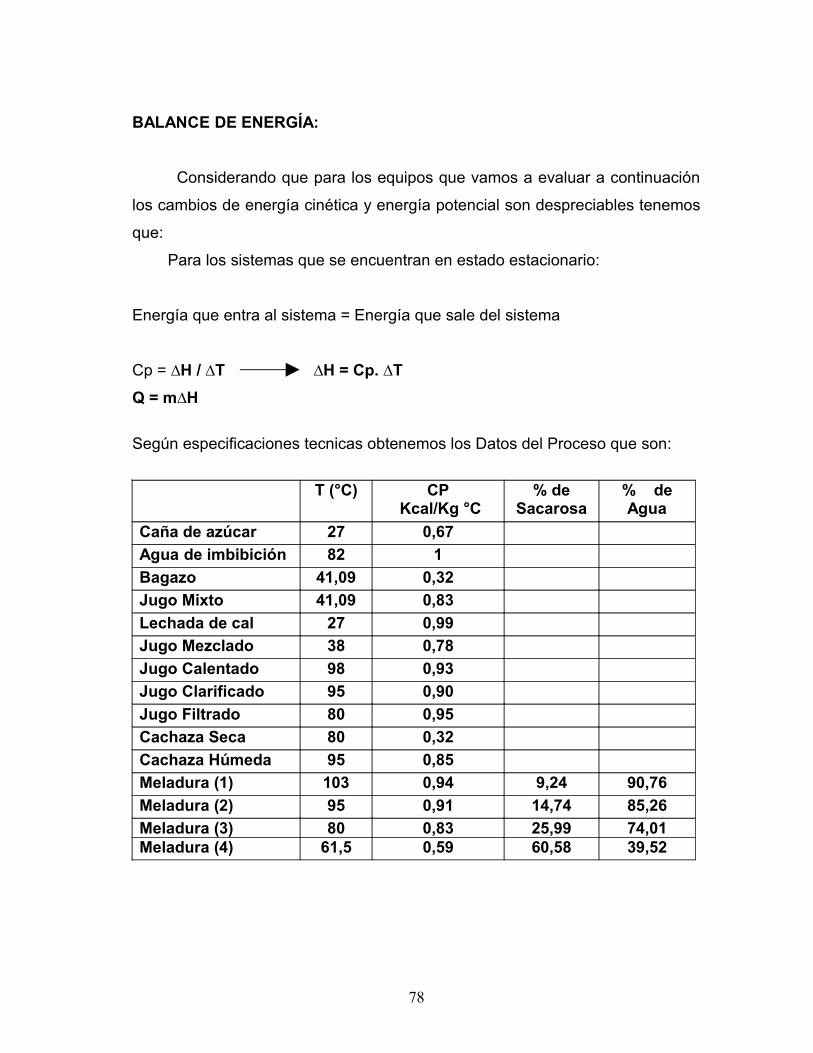
Según especificaciones tecnicas obtenemos los Datos del Proceso que son:
T (°C) CP Kcal/Kg °C
% de Sacarosa
% de Agua
Caña de azúcar 27 0,67Agua de imbibición 82 1Bagazo 41,09 0,32Jugo Mixto 41,09 0,83Lechada de cal 27 0,99Jugo Mezclado 38 0,78Jugo Calentado 98 0,93Jugo Clarificado 95 0,90Jugo Filtrado 80 0,95Cachaza Seca 80 0,32Cachaza Húmeda 95 0,85Meladura (1) 103 0,94 9,24 90,76Meladura (2) 95 0,91 14,74 85,26Meladura (3) 80 0,83 25,99 74,01Meladura (4) 61,5 0,59 60,58 39,52
78
• Rango de temperatura para el agua de imbibición: 80 – 85 °C.
• Se asume T del bagazo = T del guarapo.
• CPSACAROSA = 0,2775 + 0,00085 T (°C) Kcal./Kg. °C
• CPCAL = 10 + 0,00484 T – (108000 / T2) con T en °K
• PMSACAROSA = 342 Kg./Kg. mol
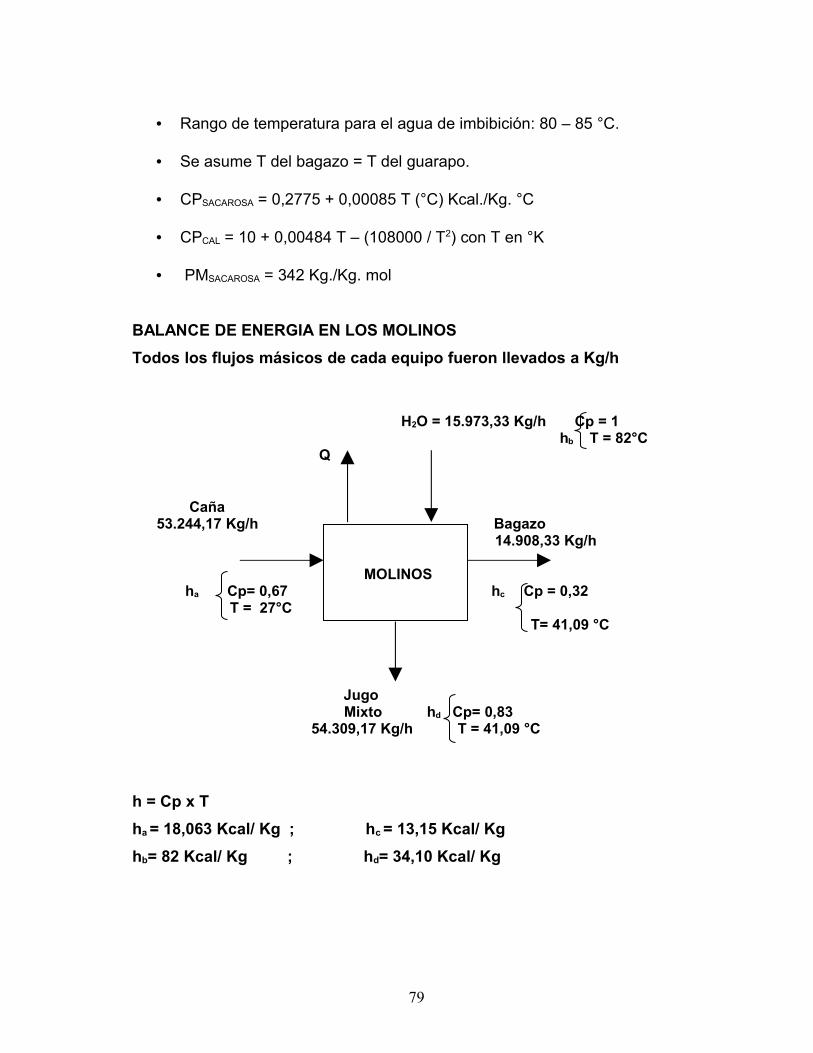
BALANCE DE ENERGIA EN LOS MOLINOSTodos los flujos másicos de cada equipo fueron llevados a Kg/h
H2O = 15.973,33 Kg/h Cp = 1 hb T = 82°C Q Caña 53.244,17 Kg/h Bagazo 14.908,33 Kg/h MOLINOS ha Cp= 0,67 hc Cp = 0,32 T = 27°C T= 41,09 °C Jugo Mixto hd Cp= 0,83 54.309,17 Kg/h T = 41,09 °C
h = Cp x Tha = 18,063 Kcal/ Kg ; hc = 13,15 Kcal/ Kghb= 82 Kcal/ Kg ; hd= 34,10 Kcal/ Kg
79

Balance de Energía53.244,17 (ha) + 15.973,33 (hb) = 14.908,33 (hc) + 54.309,17(hd) + QQ = 223.575,31 Kcal/ h
BALANCE DE ENERGIA EN EL MEZCLADOR: Lechada de Cal 54.814,17 Kg/h He Cp= 0,99 Jugo Mixto T= 27°C 54.309,17Kg/h
Hd Cp= 0,83 T= 41,09°C MEZCLADOR
Jugo
Mezclado 109.123,33 Kg/h
Hf Cp= 0,78
Q T= 38°C
hd = 34,10 Kcal/Kghe = 26,97 Kcal/Kghf= 29,64 Kcal/Kg
Balance de Energía54.309,17 (hd) + 54.814,17 (he) = 109.123,33 (hf) + QQ = 96.029,80 Kcal/ h
BALANCE DE ENERGIA EN EL CALENTADOR:
Q
Jugo Mezclado Jugo Calentado 109.123,33 Kg/h 109.123,33
CALENTADOR80
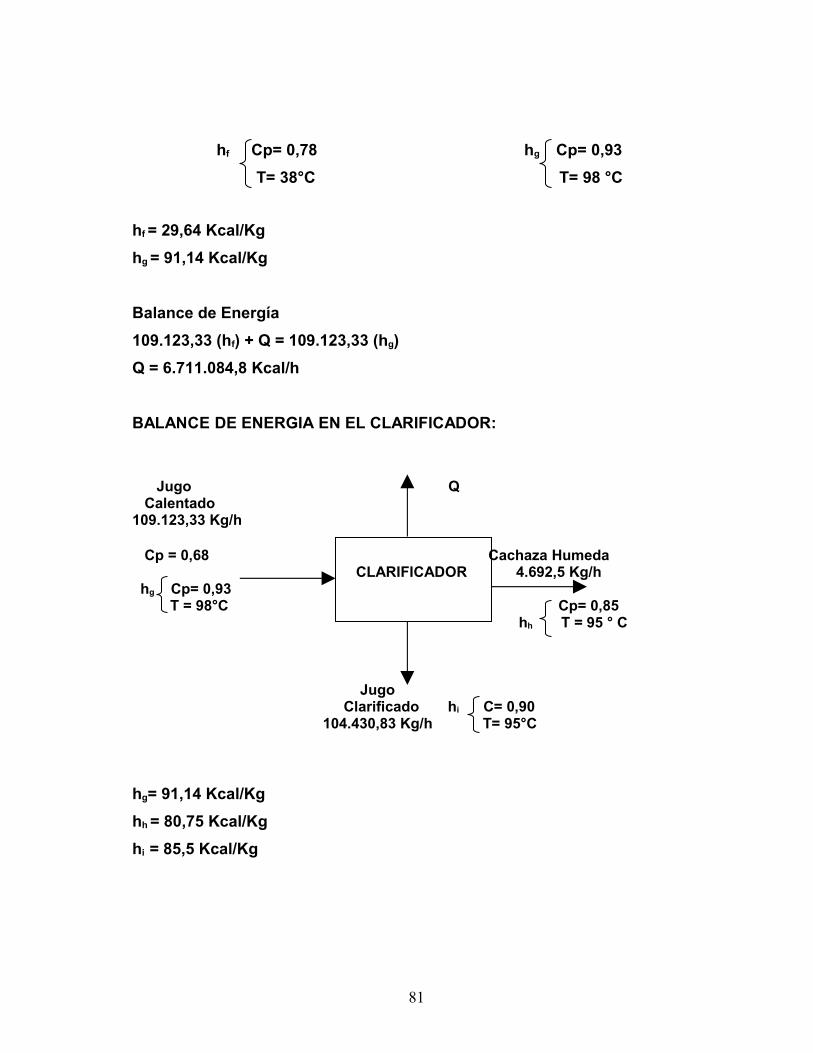
hf Cp= 0,78 hg Cp= 0,93 T= 38°C T= 98 °C
hf = 29,64 Kcal/Kghg = 91,14 Kcal/Kg
Balance de Energía109.123,33 (hf) + Q = 109.123,33 (hg) Q = 6.711.084,8 Kcal/h
BALANCE DE ENERGIA EN EL CLARIFICADOR:
Jugo Q Calentado 109.123,33 Kg/h Cp = 0,68 Cachaza Humeda CLARIFICADOR 4.692,5 Kg/h hg Cp= 0,93
T = 98°C Cp= 0,85 hh T = 95 ° C Jugo Clarificado hi C= 0,90 104.430,83 Kg/h T= 95°C
hg= 91,14 Kcal/Kghh = 80,75 Kcal/Kghi = 85,5 Kcal/Kg
81
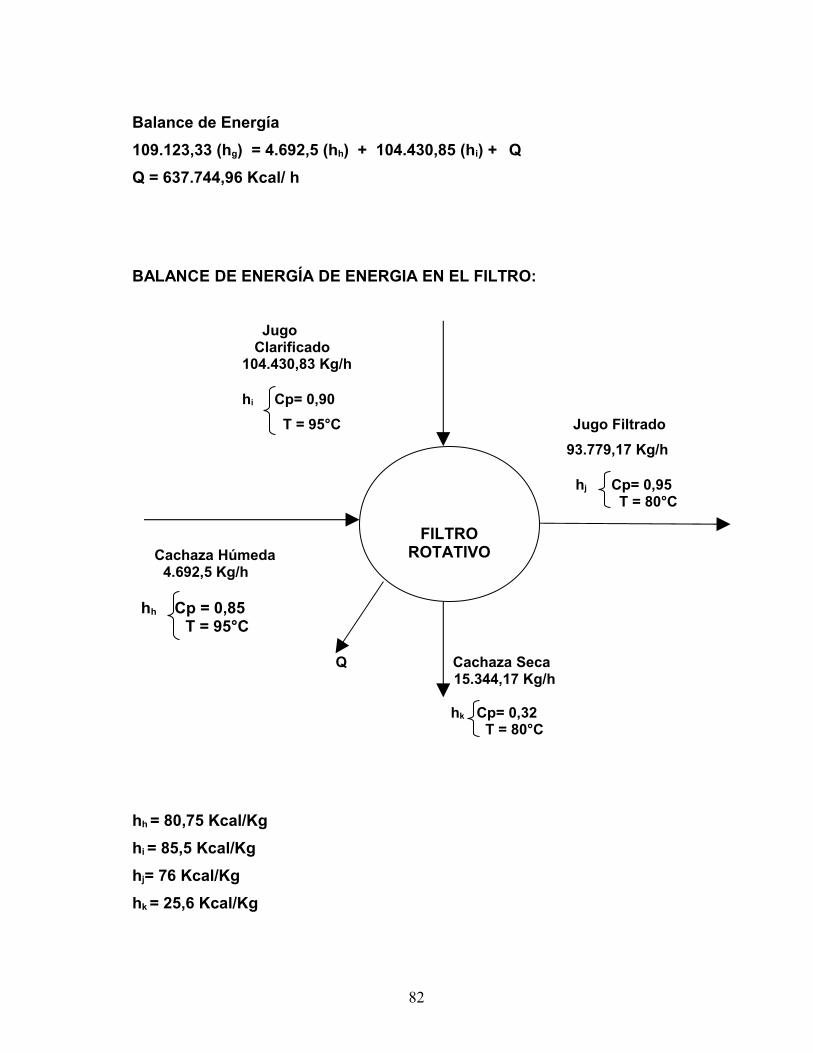
Balance de Energía109.123,33 (hg) = 4.692,5 (hh) + 104.430,85 (hi) + QQ = 637.744,96 Kcal/ h
BALANCE DE ENERGÍA DE ENERGIA EN EL FILTRO:
Jugo Clarificado 104.430,83 Kg/h hi Cp= 0,90 T = 95°C Jugo Filtrado
93.779,17 Kg/h
hj Cp= 0,95 T = 80°C
Cachaza Húmeda 4.692,5 Kg/h hh Cp = 0,85 T = 95°C Q Cachaza Seca 15.344,17 Kg/h
hk Cp= 0,32 T = 80°C
hh = 80,75 Kcal/Kghi = 85,5 Kcal/Kghj= 76 Kcal/Kghk = 25,6 Kcal/Kg
FILTRO ROTATIVO
82
Balance de Energía4.692,5 (hh) + 104.430,83 (hi) = 93.779,17 (hj) + 15.344,17 (hk) + QQ = 1.787.727,67 Kcal/ h
BALANCE DE ENERGÍA EN LOS EVAPORADORES:
PRIMER EFECTO:
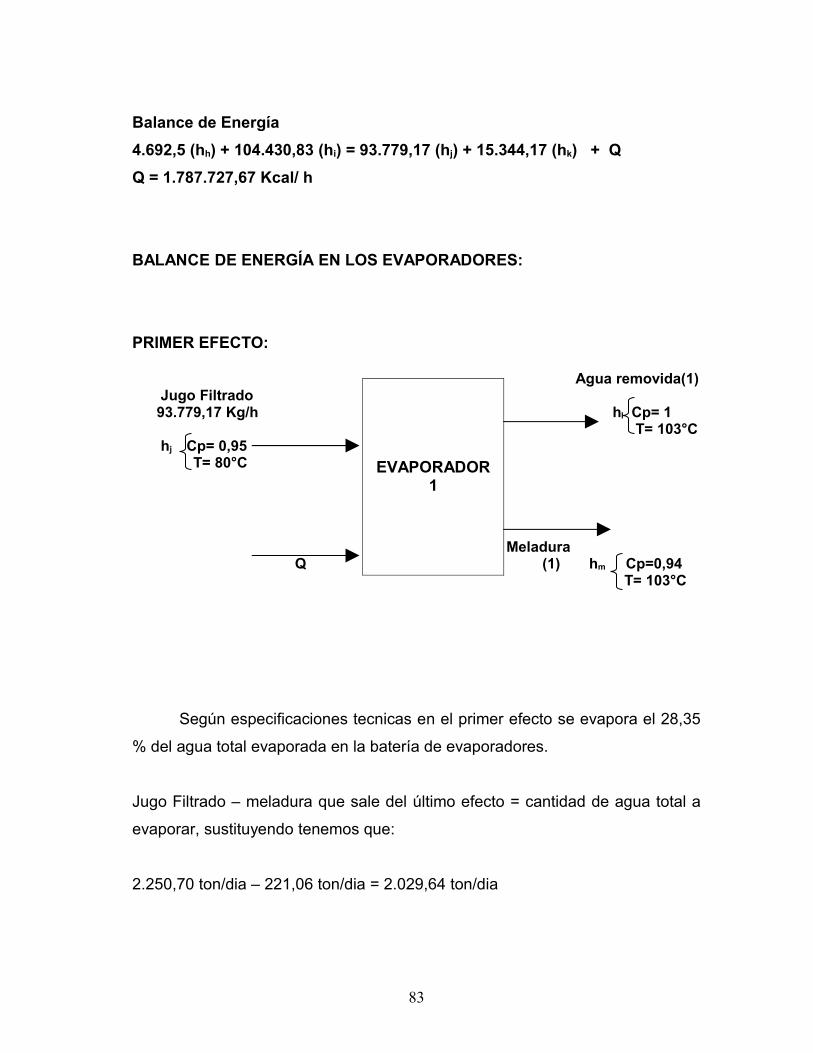
Agua removida(1) Jugo Filtrado 93.779,17 Kg/h hl Cp= 1 T= 103°C hj Cp= 0,95 T= 80°C 1
Meladura Q (1) hm Cp=0,94 T= 103°C
Según especificaciones tecnicas en el primer efecto se evapora el 28,35
% del agua total evaporada en la batería de evaporadores.
Jugo Filtrado – meladura que sale del último efecto = cantidad de agua total a
evaporar, sustituyendo tenemos que:
2.250,70 ton/dia – 221,06 ton/dia = 2.029,64 ton/dia
EVAPORADOR1
83
Entonces el 28,35 % de 2029,64 ton/día es = 575,40 ton/día
El Agua removida (1) = 23.975 Kg/h
Meladura (1) = 93.779,17 – 23.975 = 69.804,17 Kg/hh = Cp x T
hj = 76 Kcal/Kghl = 103 Kcal/Kghm= 96,82 Kcal/Kg
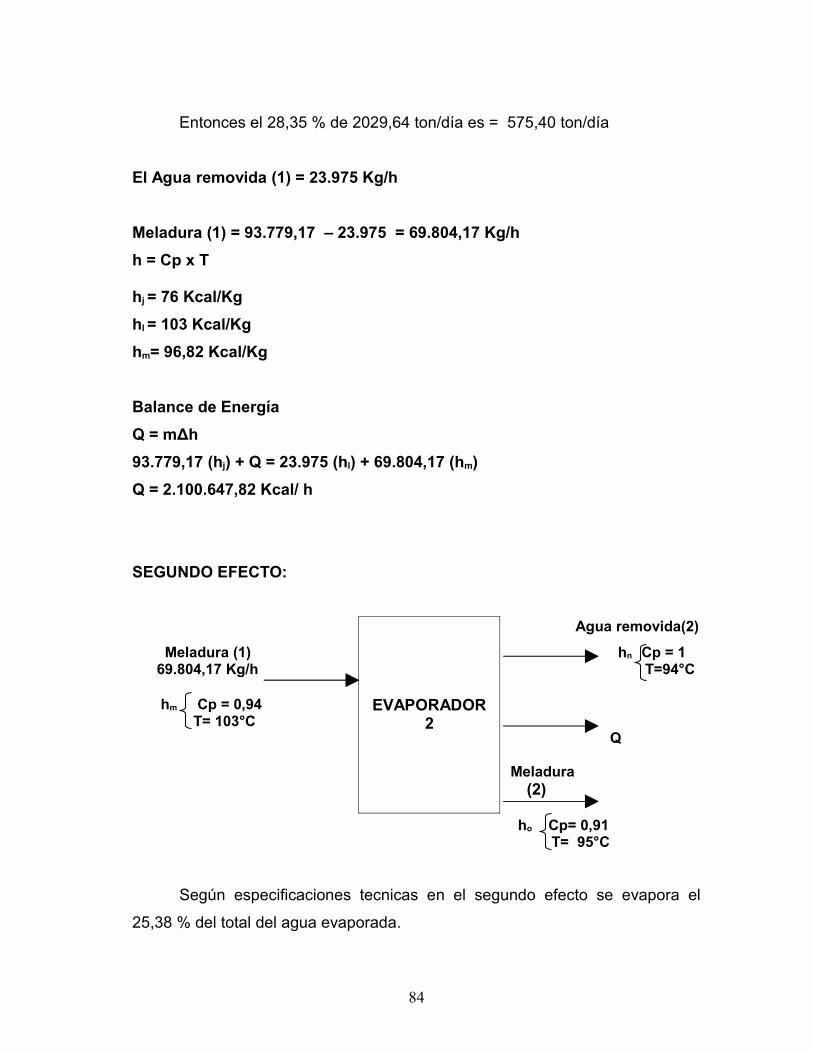
Balance de EnergíaQ = mΔh93.779,17 (hj) + Q = 23.975 (hl) + 69.804,17 (hm) Q = 2.100.647,82 Kcal/ h
SEGUNDO EFECTO:
Agua removida(2)
Meladura (1) hn Cp = 1 69.804,17 Kg/h T=94°C hm Cp = 0,94 T= 103°C
Q Meladura (2) ho Cp= 0,91 T= 95°C
Según especificaciones tecnicas en el segundo efecto se evapora el
25,38 % del total del agua evaporada.
EVAPORADOR2
84
Entonces el 25,38 % de 2029,64 ton/día es = 515,12 ton/día
El Agua removida (2) = 21.463,33Meladura (2) = 69.804,17 – 21.463,33 = 48.340,83 Kg/hh = Cp x Thm= 96,82 Kcal/Kghn = 94 Kcal/Kgho= 86,45 Kcal/Kg
Balance de EnergíaQ = mΔh69.804,17 (hm) = 21.463,33 (hn) + 48.340,83 (ho) + QQ = 561.821,96 Kcal/ h
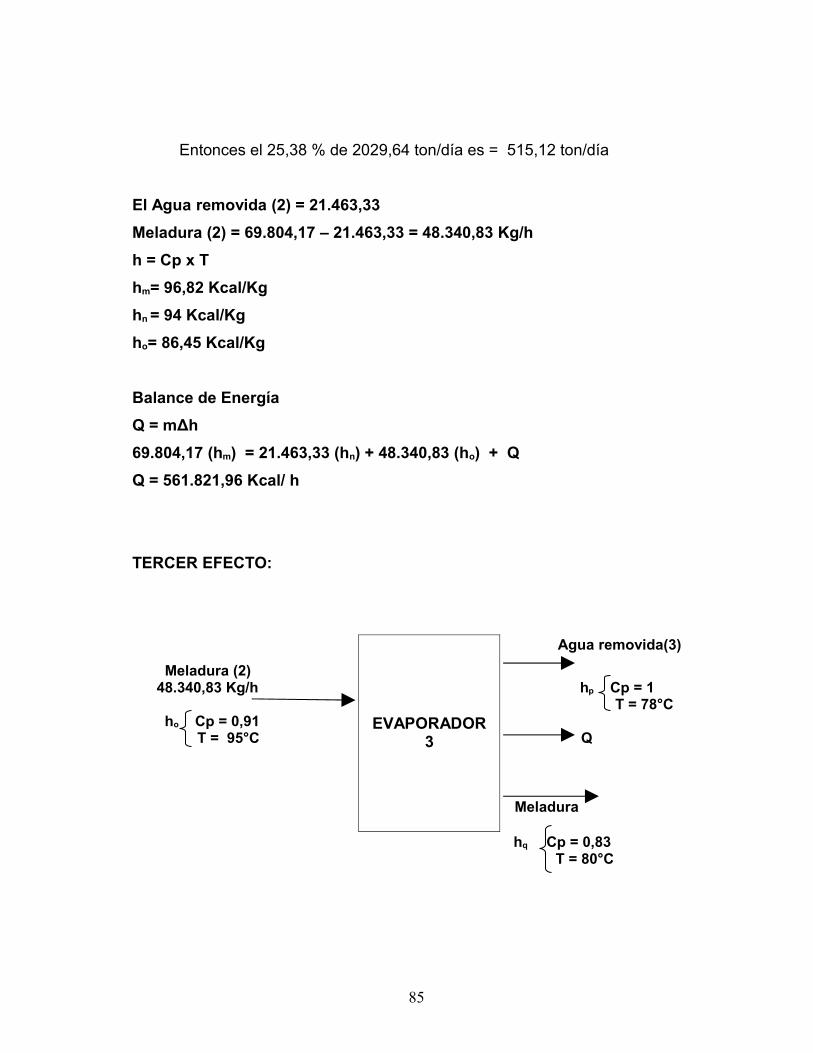
TERCER EFECTO:
Agua removida(3)
Meladura (2) 48.340,83 Kg/h hp Cp = 1 T = 78°C ho Cp = 0,91 T = 95°C Q
Meladura hq Cp = 0,83 T = 80°C
EVAPORADOR 3
85

Según especificaciones tecnicas en el tercer efecto se evapora el 23,77 %
del total del agua evaporada.
Entonces el 23,77 % de 2029,64 ton/día es = 482,45 ton/día
El Agua removida (3) = 20.102,08 Kg/h
Meladura (3) = 48.340,83 Kg/h – 20.102,08 Kg/h = 28.238,75 Kg/h
h = Cp x Tho= 86,45 Kcal/Kghp = 78 Kcal/Kghq= 66,45 Kcal/Kg
Balance de EnergíaQ = mΔh48.340,83 (ho) = 20.102,08 (hp) + 28.238,75 (hq) + QQ = 734.637,57 Kcal/ h
CUARTO EFECTO:
Agua removida (4)
Meladura (3) hr Cp = 1 28.238,75 Kg/h T = 55°C Cp =0,83 hq T = 80°C Q Meladura
EVAPORADOR 4
86
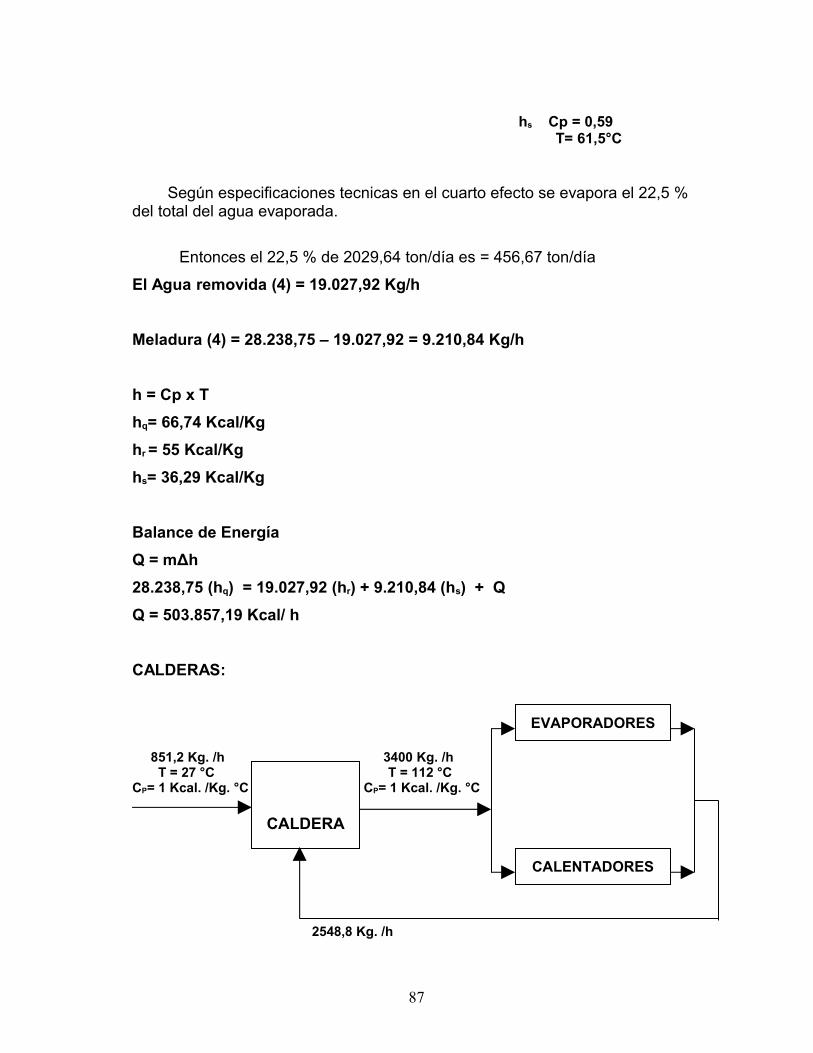
hs Cp = 0,59 T= 61,5°C
Según especificaciones tecnicas en el cuarto efecto se evapora el 22,5 % del total del agua evaporada.
Entonces el 22,5 % de 2029,64 ton/día es = 456,67 ton/día
El Agua removida (4) = 19.027,92 Kg/h
Meladura (4) = 28.238,75 – 19.027,92 = 9.210,84 Kg/h
h = Cp x Thq= 66,74 Kcal/Kghr = 55 Kcal/Kghs= 36,29 Kcal/Kg
Balance de EnergíaQ = mΔh28.238,75 (hq) = 19.027,92 (hr) + 9.210,84 (hs) + QQ = 503.857,19 Kcal/ h
CALDERAS:
851,2 Kg. /h 3400 Kg. /h T = 27 °C T = 112 °CCP= 1 Kcal. /Kg. °C CP= 1 Kcal. /Kg. °C
2548,8 Kg. /h
CALDERA
EVAPORADORES
CALENTADORES
87
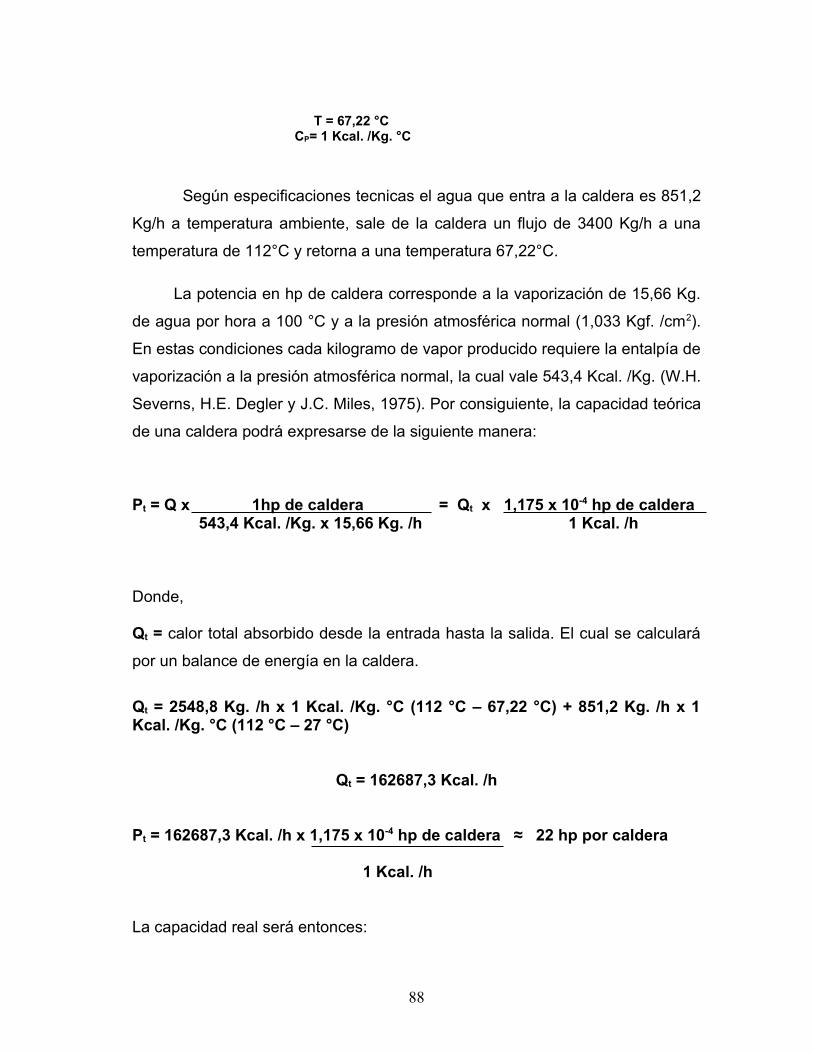
T = 67,22 °C CP= 1 Kcal. /Kg. °C
Según especificaciones tecnicas el agua que entra a la caldera es 851,2
Kg/h a temperatura ambiente, sale de la caldera un flujo de 3400 Kg/h a una
temperatura de 112°C y retorna a una temperatura 67,22°C.
La potencia en hp de caldera corresponde a la vaporización de 15,66 Kg.
de agua por hora a 100 °C y a la presión atmosférica normal (1,033 Kgf. /cm2).
En estas condiciones cada kilogramo de vapor producido requiere la entalpía de
vaporización a la presión atmosférica normal, la cual vale 543,4 Kcal. /Kg. (W.H.
Severns, H.E. Degler y J.C. Miles, 1975). Por consiguiente, la capacidad teórica
de una caldera podrá expresarse de la siguiente manera:
Pt = Q x 1hp de caldera = Qt x 1,175 x 10-4 hp de caldera 543,4 Kcal. /Kg. x 15,66 Kg. /h 1 Kcal. /h
Donde,
Qt = calor total absorbido desde la entrada hasta la salida. El cual se calculará
por un balance de energía en la caldera.
Qt = 2548,8 Kg. /h x 1 Kcal. /Kg. °C (112 °C – 67,22 °C) + 851,2 Kg. /h x 1 Kcal. /Kg. °C (112 °C – 27 °C)
Qt = 162687,3 Kcal. /h
Pt = 162687,3 Kcal. /h x 1,175 x 10-4 hp de caldera ≈ 22 hp por caldera 1 Kcal. /h
La capacidad real será entonces:
88
Pr = Pt Donde: ns = Eficiencia Térmica del Sistema. ns x nc nc = Eficiencia Térmica de la Caldera.
Pr = 22 hp = 33 hp 0,83 x 0,80DIMENSIONAMIENTO DE EQUIPOS:
Descripción de la báscula de pesaje: Generalmente las básculas de pesaje de la caña tienen las siguientes
características:
• Plataforma de pesar, metálica para piso concreto armado.
• Tamaño de la plataforma 18m x 3.20 m.
• Capacidad de peso hasta 80 toneladas (80.000 kilos).
• Indicador electrónico digital.
1. Zona de Molienda:
Capacidad de la Planta: 1277,86 ton/día = 53,24 ton/h
89
a) Grúas: Son maquinas empleadas en el patio de la fabrica para la
manipulación de la caña.
Se seleccionó 1 grúa auto-estable que a continuación se describe:
• Fuerza de Levantamiento: Es el peso máximo que puede levantar la
grúa en el extremo del brazo = F.
F = 0,1 C (Ton) = F = 0,1 x 53,24 = 5,32 ton ≈ 6 ton
• Radio de Acción: Es la distancia horizontal entre el pivote de la grúa y el
eje de la polea = R.
R = 3 √c (m) = R = 3 √53,24 = 21,89 m ≈ 22 m
• Altura Máxima: Es la altura de los extremos de los ganchos de la araña,
sobre el piso del patio cuando levanta a la altura mayor posible, se toma
generalmente de 6 a 8 m y se designa por H.
H = 8 m
En resumen se necesita una grúa con las siguientes características
Fuerza de Levantamiento 6 tonRadio de Acción 22 mAltura Máxima 8 m
b) Mesas de Alimentación: Consiste en un conductor muy ancho y muy
corto, movido por un motor independiente. Su planta es rectangular o
aproximadamente cuadrada.
90
Superficie de la Mesa de Alimentación: se puede estimar utilizando la
siguiente formula:
SM = 0,6 C
Donde:
SM = Superficie de la Mesa (m)
C = Capacidad de la planta
SM = 0,6 x 53,24 = 31,9 m2
Se adopta una mesa rectangular de (4 x 8) m.
• Velocidad de la Mesa: Los valores normales de velocidad para la mesa
están entre 3 y 6 m/min., pues con una mayor velocidad se puede
alimentar mayor cantidad de caña que la necesaria.
VM = 5 m/min. = 16,4 pie/min.
• Potencia del Motor de la Mesa: Esta puede estimarse utilizando la
siguiente formula:
T = 0,5 SM donde T = Hp del Motor
SM = Superficie de la Mesa (m)
TM = 0,5 x 32 = 16 Hp
En resumen se necesita una mesa de alimentación con las siguientes características
Superficie de la Mesa 31,9 m²Velocidad de la Mesa 16,4 pie/minPotencia del Motor 16 Hp
91
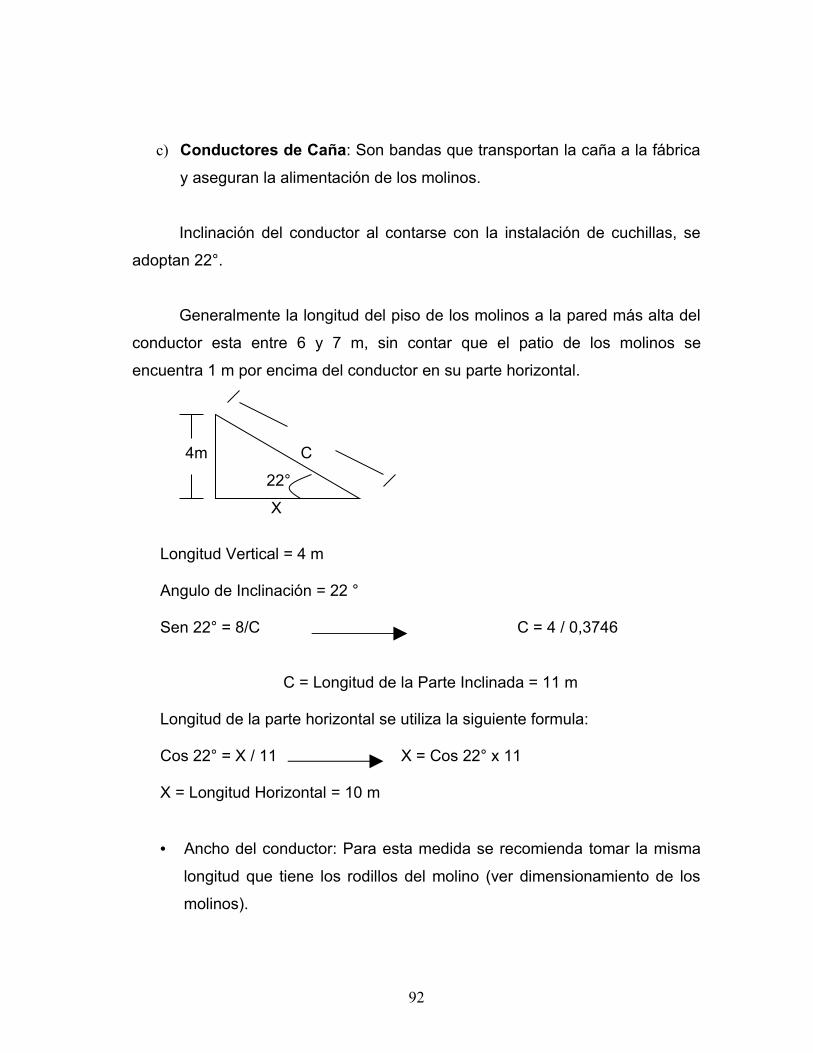
c) Conductores de Caña: Son bandas que transportan la caña a la fábrica
y aseguran la alimentación de los molinos.
Inclinación del conductor al contarse con la instalación de cuchillas, se
adoptan 22°.
Generalmente la longitud del piso de los molinos a la pared más alta del
conductor esta entre 6 y 7 m, sin contar que el patio de los molinos se
encuentra 1 m por encima del conductor en su parte horizontal.
4m C
22°
X
Longitud Vertical = 4 m
Angulo de Inclinación = 22 ° Sen 22° = 8/C C = 4 / 0,3746
C = Longitud de la Parte Inclinada = 11 m
Longitud de la parte horizontal se utiliza la siguiente formula:
Cos 22° = X / 11 X = Cos 22° x 11
X = Longitud Horizontal = 10 m
• Ancho del conductor: Para esta medida se recomienda tomar la misma
longitud que tiene los rodillos del molino (ver dimensionamiento de los
molinos).
92
Ancho del conductor = 1,370 m
• Velocidad del Conductor: Esta no se puede fijar de manera absoluta,
debe relacionarse con la velocidad de los molinos.
Siendo esta:
Velocidad Periférica de los Molinos 11,15 m/min sobre 2
V = 11,15 m/min. /2 V = 5,58 m/min. Velocidad Periférica media
• Potencia del Conductor:
P = C/3
P = Potencia en Hp.
C = Capacidad T.C.H
P = 53,24/3 = 17,75 Hp ≈ 18 Hp
Para escoger los rodillos guías se utiliza la Tabla 1 del Anexo, se
selecciona operación intermitente y capacidades medias, serie 6000 para
poleas de guía.
Diámetro de los rodillos: 4 – 5 pulg. = 1,22 – 1,52 m
Se escogió un diámetro 1,37 m
En resumen se necesita un conductor de caña con las siguientes características
93
Longitud vertical 4 mAngulo de inclinación 22°Ancho del conductor 1.370 m
Velocidad del conductor 5,58 m/minPotencia del conductor 18 HpDiámetro de los rodillos 1,37 m
d) Cuchillas: Realizan el trabajo de convertir las cañas enteras en pedazos
cortos y pequeños.
• Número de Hojas: Se obtiene a través de la expresión:
N = L/P – 1
Donde:
N = Número de Hojas.
L = Ancho del Conductor de Caña.
P = Paso de las Cuchillas, Utilizan Normalmente 50 mm.
N = 1370/50 – 1
N = 26,4 ≈ 27 Hojas
• Velocidad de Rotación: Se adopta universalmente a 500 rpm.
POTENCIA = 0,0025 K.C.F.N .R
P
Donde:
94

K = Proporción de cañas cortadas, con relación a la unidad, su valor
medio más frecuente es = 0,8.
C = Capacidad de la planta = 53,24 T.C.H.
F = Fibra de caña con relación a la unidad, su valor normalmente es
0,0125.
N = Velocidad de rotación de las cuchillas = 500 rpm.
R = Radio del circulo de rotación en las puntas de las hojas = 60 cm.
P = Paso de las cuchillas en CM, su valor es de 5 cm.
POTENCIA = 0,0025 x 0,8 x 53,24 x 0,0125 x 500 x 60 = 7,986 Hp 5
En resumen se necesitan unas cuchillas con las siguientes características
Numero de hojas 27Velocidad de rotación 500 rpm
Potencia 8 hp
e) Desfibradora: La desfibradora produce un buen porcentaje de
desintegración, para luego producir un buen proceso de Molienda.
De acuerdo con la Tabla 2 del Anexo, se tomó una desfibradora con las
siguientes especificaciones:
95

De acuerdo al flujo de entrada de caña que es 1277,86 ton/día lo llevamos
a 53,24 ton/h.
En resumen se necesita una desfibradora con las siguientes características:
Modelo Fives Cails
Capacidad 50 – 200 (T.C.H)
Potencia instalada 15 hp
Longitud del rotor 1,30 m
Índice de Desintegración 92%Diámetro G – P (m) 0.60 – 0.40
f) Molinos: La función de los molinos es extraer el jugo de la caña
Son necesarias 4 baterías de molinos con 3 cilindros cada molino. Todos
los cilindros son idénticos.
Capacidad de la Planta: 53,24 T.C.H
Tomamos 60 T.C.H de la Tabla 3 del Anexo, y obtenemos los siguientes
datos:
• Diámetro de los Rodillos = 28 pulg. = 0,71 m.
• Longitud de los Rodillos = 54 pulg. = 1,37 m.
• Velocidad Periférica de los Molinos: Es la velocidad lineal de un punto
del diámetro medio de un cilindro.
V = π x A x n
96

V = 3,14 x 0,71 x 5 V = 11,15 m/min.
Donde:
V = Velocidad Periférica m/min.
A = Diámetro de los Molinos = 0,71 m.
n = Velocidad de Rotación de los Cilindros = 5 rpm.
• Potencia de los Molinos:
P = (n x A/ ) X T (0,2360 (√ /d.) + 0,05) + 4L
Donde:
P = Potencia de los molinos en Hp.
n = Velocidad de rotación = 5 rpm.
A = Diámetro de los cilindros (m).
= Rendimiento de los engranajes = 0,82.
= Carga fibrosa especifica del molino = 11,6 Kg. /m
T = Presión hidráulica total aplicada sobre el cilindro superior = 200xLxA
T = 194,54 ton.
d = Densidad del bagazo comprimido = 1250 Kg. / m3.
L = Longitud de los cilindros = 1,37 m.
P = (5 x 0,71/0,82) 194,54 (0,2360 (√11,6/1250) + 0,05) + 4 (1,37)
P = 4,33 x 19.63 84,99 Hp
97
En resumen se necesita una batería de 4 molinos y 12 cilindros con las siguientes características
Diámetro de los rodillos 0,71 mLongitud de los rodillos 1,37 m
Velocidad Periférica 11,15 m/minPotencia 85 Hp
g) Tanque de Mezclado:
• Masa del Jugo Claro = 2618,96 ton/día 109123,33 Kg. /h.
• Densidad del Jugo Claro = 1088,26 Kg. /m3.
• Volumen del Jugo Claro = masa = 109123,33 Kg = 100,27 m3
Densidad 1088,26 Kg. /m3
V = π x D2 x H 4
Se estima un diámetro de 4,5 m, se despeja h y se calcula la altura.
Altura del Tanque: H = 4 V H = 6m
π x D2
Para determinar el espesor se utiliza el nomograma que aparece en la
Tabla 4, con:
D0 = 14,76 pies
H = L = 19,69 pies
T = 206 °F
98
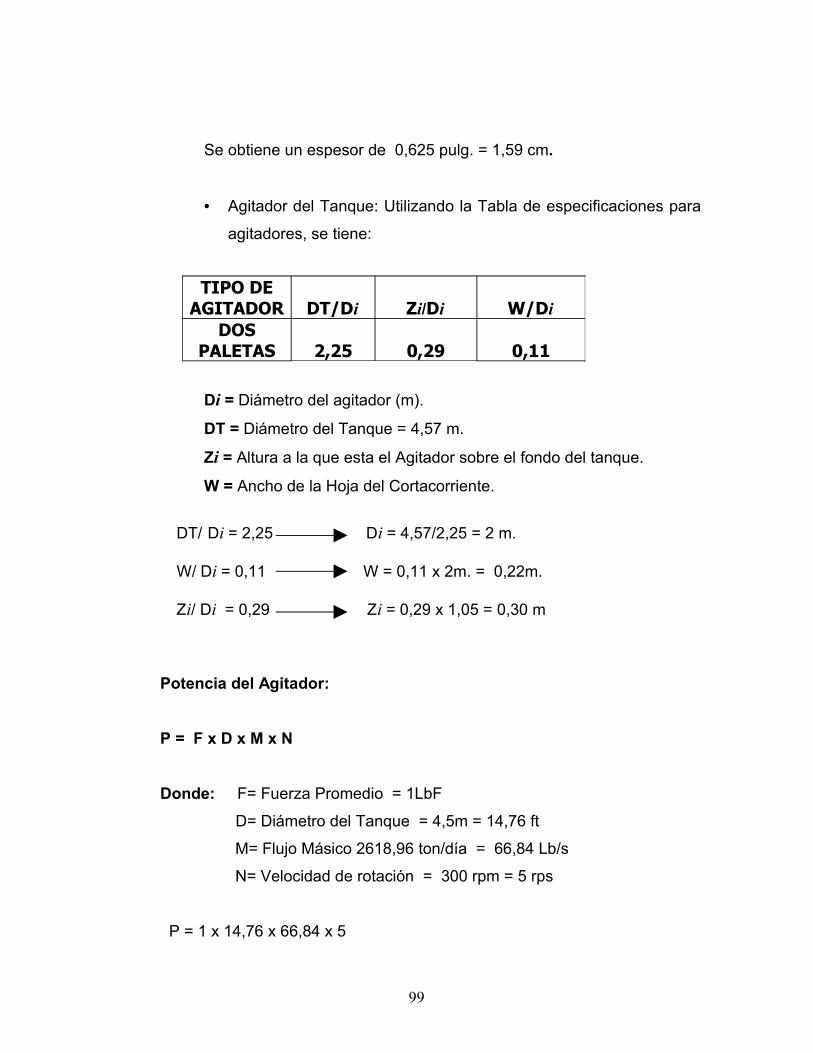
Se obtiene un espesor de 0,625 pulg. = 1,59 cm.
• Agitador del Tanque: Utilizando la Tabla de especificaciones para
agitadores, se tiene:
Di = Diámetro del agitador (m).
DT = Diámetro del Tanque = 4,57 m.
Zi = Altura a la que esta el Agitador sobre el fondo del tanque.
W = Ancho de la Hoja del Cortacorriente.
DT/ Di = 2,25 Di = 4,57/2,25 = 2 m.
W/ Di = 0,11 W = 0,11 x 2m. = 0,22m. Zi/ Di = 0,29 Zi = 0,29 x 1,05 = 0,30 m
Potencia del Agitador:
P = F x D x M x N
Donde: F= Fuerza Promedio = 1LbF
D= Diámetro del Tanque = 4,5m = 14,76 ft
M= Flujo Másico 2618,96 ton/día = 66,84 Lb/s
N= Velocidad de rotación = 300 rpm = 5 rps
P = 1 x 14,76 x 66,84 x 5
TIPO DE AGITADOR DT/Di Zi/Di W/Di
DOS PALETAS 2,25 0,29 0,11
99
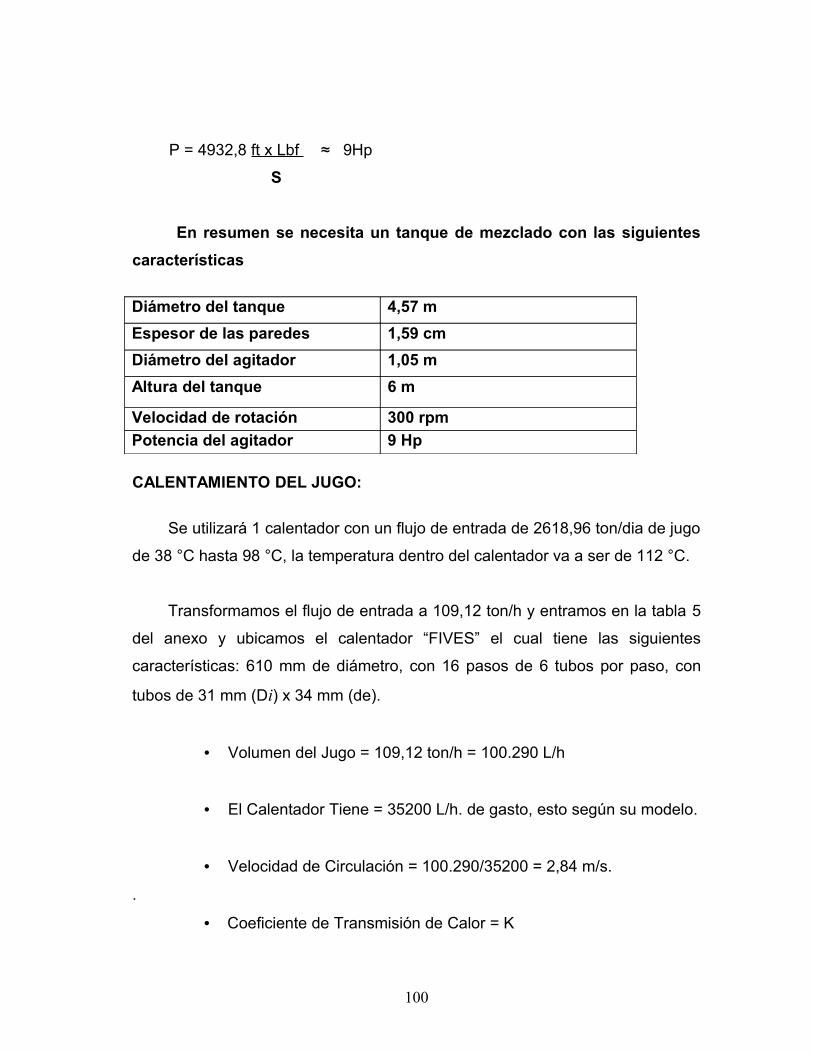
P = 4932,8 ft x Lbf ≈ 9Hp
S
En resumen se necesita un tanque de mezclado con las siguientes características
Diámetro del tanque 4,57 mEspesor de las paredes 1,59 cmDiámetro del agitador 1,05 mAltura del tanque 6 m
Velocidad de rotación 300 rpmPotencia del agitador 9 Hp
CALENTAMIENTO DEL JUGO:
Se utilizará 1 calentador con un flujo de entrada de 2618,96 ton/dia de jugo
de 38 °C hasta 98 °C, la temperatura dentro del calentador va a ser de 112 °C.
Transformamos el flujo de entrada a 109,12 ton/h y entramos en la tabla 5
del anexo y ubicamos el calentador “FIVES” el cual tiene las siguientes
características: 610 mm de diámetro, con 16 pasos de 6 tubos por paso, con
tubos de 31 mm (Di) x 34 mm (de).
• Volumen del Jugo = 109,12 ton/h = 100.290 L/h
• El Calentador Tiene = 35200 L/h. de gasto, esto según su modelo.
• Velocidad de Circulación = 100.290/35200 = 2,84 m/s.
.
• Coeficiente de Transmisión de Calor = K
100
K = T = 112 °C = 873,85 Kcal. /m2/h/°C 0,1 + (0,08)/V 0,1 + 0,08/2,84
• Superficie de calentamiento = S
S = PC/K x Ln T – T0/T – t
Donde:
P = Peso del jugo = 109.120 Kg. /h.
C = Calor especifico del jugo = 0,8934 Kcal. /Kg. °C.
T = Temperatura del vapor = 112 °C.
T0 = Temperatura de entrada del jugo = 38 °C.
t = Temperatura de salida del jugo = 98 °C.
K = Coeficiente de transmisión de calor = 873,85
S = 109.120 Kg. /h x 0,8934 Kcal. /Kg. °C x Ln (112 – 38) °C
873,85 Kcal. /m2/h/°C (112 – 98) °C
S = 185,75 m²
Según la Tabla 5 del anexo, nos metemos con 164,28 m2 y obtenemos que
la longitud de los tubos es 4,875 m.
En resumen se necesita calentadores con las siguientes características
Modelo FivesSuperficie de calentamiento 144,74 m²
Velocidad de circulación 1.42 m/sDiámetro 610 mm
Numero de pasos 16Tubos por paso 6N° total de tubos 96
101
Longitud de tubos 4.875
CLARIFICADOR:
• Jugo a Clarificar = 2618,96 ton/día = 109123,33 Kg. /h.
= 1088,26 Kg. /m3
= m/v = V = m/ = 109123,33 Kg. /h = 100,27 m3/h 1088,26 Kg. /m3
V = 100,27 m3/h = 26491,41 Gal. /h = 441,5 Gal. /min.
CALCULO DEL AISLANTE DEL CLARIFICADOR:
Para lograr que la temperatura no descienda más de 95 °C, se recubre el
clarificador con Silicato de Calcio sintético.
En la Tabla 7 que aparece en el Anexo, se utiliza:
Kais = 0,22 Btu/hr x Pie2 (°F/Pie).
Kacero = 27,6 Btu/hr x Pie2 (°F/Pie)
QP = 637.744,96 Kcal /h = 2.530.572 Btu/h del balance de energía
en el clarificador
Área Total del Clarificador = 56,11 m2 = 603,96 Pies2
5,53 m
3,23 m
102

Ta = 212 °F Tb
Tamb = 80,6 ° QP = Ta – T
Espesor + Espesor (Acero) (Aislante)
Kacero Kaislante
(Área) (Área)
2.530.572 Btu/h = 212 °F – 80,6 °F
0,082 Pies + Espesor (Aislante)
27,6 Btu x 603,96 Pies2 0,22 Btu x 603,96Pies2
h x Pie2 (°F/Pie) h x Pie2 (°F/Pie)
2.530.572 Btu/hr 4,92 x 10-6 °F x hr + 7,53 x 10-3 °F x hr Espesor (Aislante) =131,4 ° F
Btu Btu x Pie
12,44 ° F + 19.045 °F/Pie (Espesor Aislante) = 131,4 °F
Espesor (Aislante) = 6.25 x 10ֿ ³ Pie = 0.2 cm.
Como este valor esta muy por debajo de 1 cm, tomamos un rango entre 1
y 2 cm el cual elegimos 1.5 cm
Se escoge el modelo 9 de clarificadores de la Tabla 7 del anexo con las siguientes características:
103
CALCULO DEL TANQUE DE POLÍMERO:
Jugo Mezclado = 2618,96 ton/día x 1000 Kg. x 1 día x 1 h = 1818,72 Kg. min. 1 ton. 24 h 60 min.
Calculo del flujo (f) de polímero, para una concentración de 0,1 % sí para
63,33 Kg. /min. se requiere 20 p.p.m de polímero, entonces para 1818,72 Kg. /
min. se requiere 574,36 p.p.m la cantidad de polímero a utilizar.
f = 1818,72 Kg. /min. x 574,36 mg. 1 Kg.
f = 1.044.600 mg. /min.
f = 1.044.600 mg. /min. x 1000 cc = 1.044.600 cc/min.
1000 mg.
Altura 3,23 m
Diámetro 5,53 m
Motor del Agitador 0,75 hp
Espesor del Tanque 2,5 cm
Área total del Clarificador 56,11 m²
Velocidad de rotación 12 rev/h
Espesor del aislante 1,5 cm
104
1 cc = 9,87 x 10-8 Lts.
f = 1.044.600 cc/min. x 9,87 x 10-8 Lts. x 60 min. = 6,19 Lts. /h de solución de polímero 1 h
El volumen del tanque de polímero se determinó considerando que la
mayor cantidad de polímero a usar es 574,36 p.p.m que representa el flujo de
6,19 Lts. /h para trabajar durante 24 horas.
V = 6,19 L/h x 24 h = 148,56 L. ≈ 150 L.
Se utiliza un tanque de 150 L. = 0,15 m3 = 39,50 galones, sí el
diámetro es de 1,2 m calculamos la altura:
V = π x D2 x H 4
H = 4 x V 4 (0,15 m3) = π x D2 π x (0,5 m)2
H = 0,8 m
En resumen se necesita tanque con las siguientes características
Volumen del tanque 150 L
Altura del tanque 0,8 mDiámetro del tanque 0,5 m
105

FILTRO ROTATORIO:
Esta compuesto en acero inoxidable AISI 304, en versión estándar. Este
cilindro se construye con maquinaria especial, por enrollamiento helicoidal de
un perfil de sección triangular sobre una serie de barras de soporte que siguen
las líneas generatrices del cilindro.
Todos y cada uno de los puntos de cruce entre el enrollado helicoidal y
las barras de soporte van soldados, dando al conjunto una elevada rigidez y
resistencia. La separación entre espiras o paso del enrollado helicoidal se
regula durante su construcción a fin de obtener la luz de rendija deseada.
El flujo de entrada del filtro es de 2618,96 ton/día, lo dividimos por la
densidad de 1088,26 Kg. /m3, y llevamos de día a horas y nos queda:
100,27 m3/h.
Sobrediseñamos en un 10% y nos queda un flujo de 110,30 m3/h, con
este valor entramos a las Tablas Nº 8 y Nº 9 del Anexo
En resumen se necesita un filtro con las siguientes características
Modelo TR 6200Con una Luz de Paso de las Rendijas 0,25 mm
Diámetro del Cilindro 0,63 mLongitud del Cilindro 1,960 m
Potencia del Motor 10 HPPeso en Vacío 400 KgAncho Total 2,331 mFondo Total 1,269 m
Alto Total 0,970 m
DISEÑO DE LOS EVAPORADORES DE CUADRUPLE EFECTO:
• Flujo de Entrada en el 1er Evaporador = 2250,70 ton/día
106
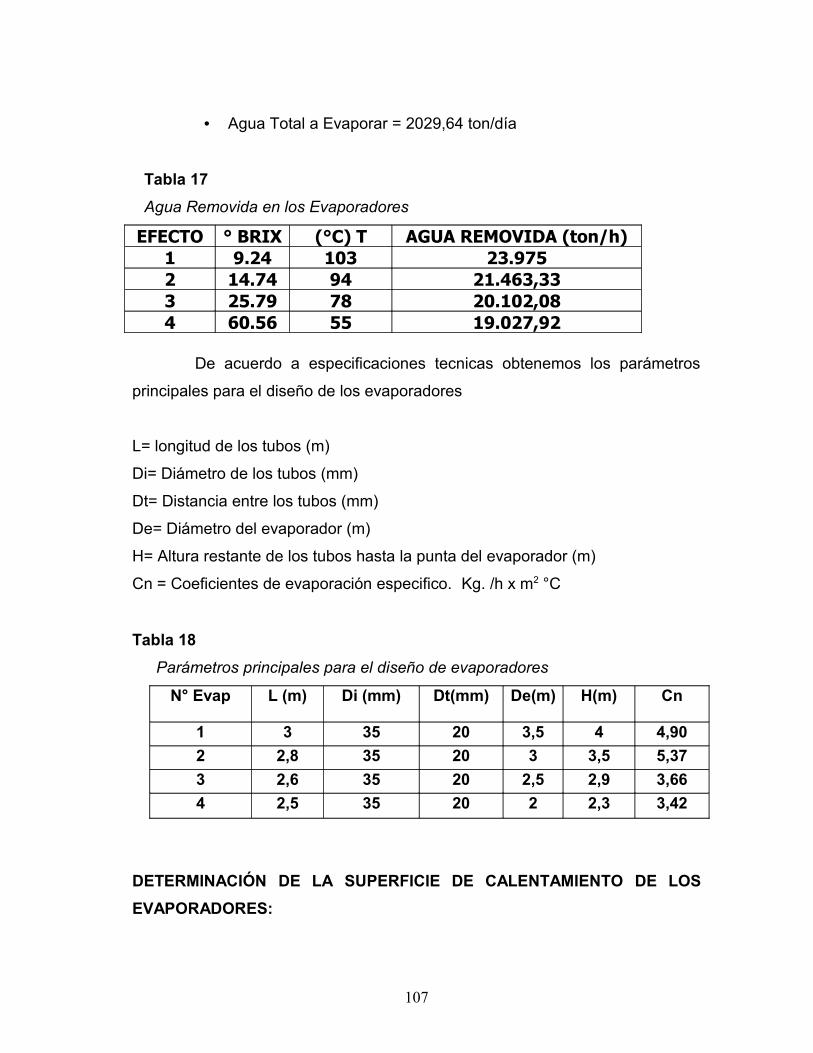
• Agua Total a Evaporar = 2029,64 ton/día
Tabla 17Agua Removida en los Evaporadores
EFECTO ° BRIX (°C) T AGUA REMOVIDA (ton/h)1 9.24 103 23.9752 14.74 94 21.463,333 25.79 78 20.102,084 60.56 55 19.027,92
De acuerdo a especificaciones tecnicas obtenemos los parámetros
principales para el diseño de los evaporadores
L= longitud de los tubos (m)
Di= Diámetro de los tubos (mm)
Dt= Distancia entre los tubos (mm)
De= Diámetro del evaporador (m)
H= Altura restante de los tubos hasta la punta del evaporador (m)
Cn = Coeficientes de evaporación especifico. Kg. /h x m2 °C
Tabla 18
Parámetros principales para el diseño de evaporadores
N° Evap L (m) Di (mm) Dt(mm) De(m) H(m) Cn
1 3 35 20 3,5 4 4,902 2,8 35 20 3 3,5 5,373 2,6 35 20 2,5 2,9 3,664 2,5 35 20 2 2,3 3,42
DETERMINACIÓN DE LA SUPERFICIE DE CALENTAMIENTO DE LOS EVAPORADORES:
107

SN = Superficie de Calentamiento en m2.
SN = qn/cn ∆n
Donde:
qn = Cantidad de agua evaporada en cada cuerpo.
∆n = Caídas netas de temperatura en los n cuerpos.
cn = Coeficientes de evaporación especifico.
Tabla 19
Datos para el cálculo de superficies de calentamiento de los evaporadores
T (°C) ∆n (°C) cn (Kg. /h x m2 °C) qn (Kg. /h)Vapor de escape 112
1er Evap 103 9 4,90 23.975,002do Evap 94 9 5,37 21.463,333er Evap 78 16 3,66 20.102,084to Evap 55 23 3,42 19.027,92
Fuente: Vadell, J y Vázquez, N (2010)
S1 = 23.975,00/4,90 x 9 = 543,65 m2 se tomarán 550 m2
S2 = 21463,33/5,37 x 9 = 444,09 m2 se tomarán 450 m2
S3 = 20102,08/3,66 x 16 = 343,27 m2 se tomarán 350m2
S4 = 19.027,92/3,42 x 23 = 241,90 m2 se tomarán 250 m2
CALCULO DEL NÚMERO DE TUBOS EN CADA EFECTO:
• Número de Tubos = Sn/área de un tubo.
• Área de un Tubo = 0,2513 m2
Tabla 20 N° de tubos de los evaporadores
Efecto Nº de tubos
108
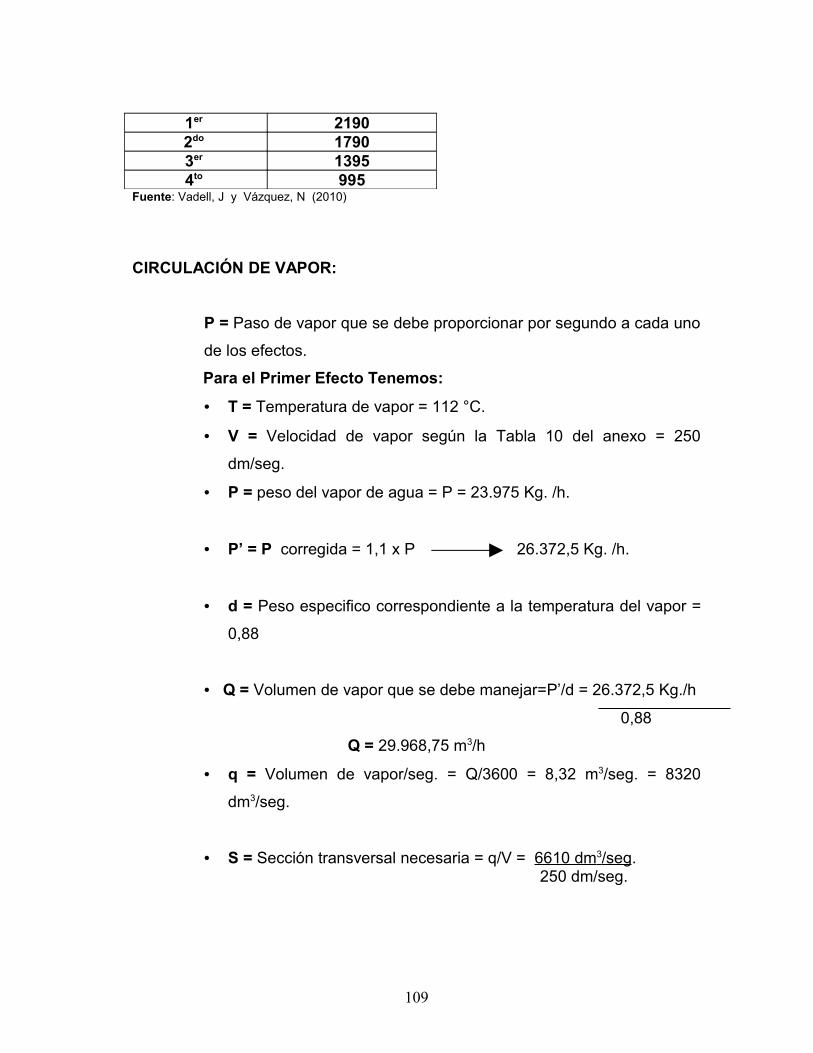
1er 21902do 17903er 13954to 995
Fuente: Vadell, J y Vázquez, N (2010)
CIRCULACIÓN DE VAPOR:
P = Paso de vapor que se debe proporcionar por segundo a cada uno
de los efectos.
Para el Primer Efecto Tenemos:
• T = Temperatura de vapor = 112 °C.
• V = Velocidad de vapor según la Tabla 10 del anexo = 250
dm/seg.
• P = peso del vapor de agua = P = 23.975 Kg. /h.
• P’ = P corregida = 1,1 x P 26.372,5 Kg. /h.
• d = Peso especifico correspondiente a la temperatura del vapor =
0,88
• Q = Volumen de vapor que se debe manejar=P’/d = 26.372,5 Kg./h
0,88
Q = 29.968,75 m3/h
• q = Volumen de vapor/seg. = Q/3600 = 8,32 m3/seg. = 8320
dm3/seg.
• S = Sección transversal necesaria = q/V = 6610 dm 3 /seg . 250 dm/seg.
109
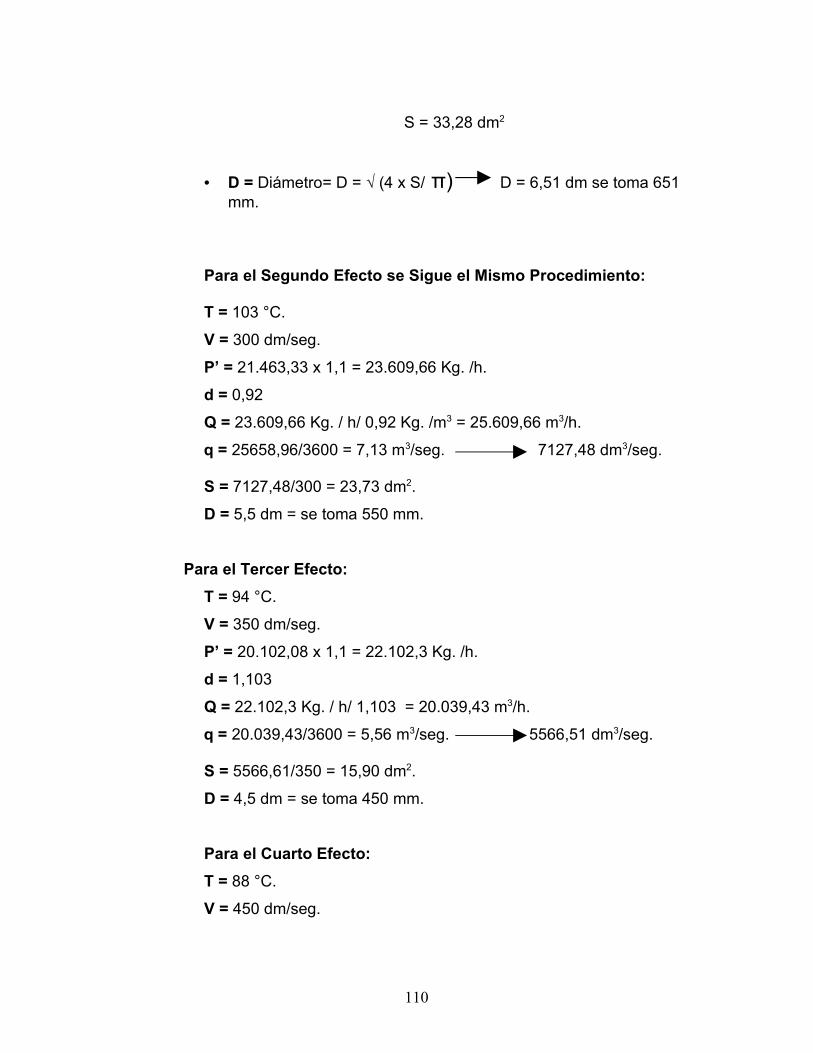
S = 33,28 dm2
• D = Diámetro= D = √ (4 x S/ π) D = 6,51 dm se toma 651 mm.
Para el Segundo Efecto se Sigue el Mismo Procedimiento:
T = 103 °C.
V = 300 dm/seg.
P’ = 21.463,33 x 1,1 = 23.609,66 Kg. /h.
d = 0,92
Q = 23.609,66 Kg. / h/ 0,92 Kg. /m3 = 25.609,66 m3/h.
q = 25658,96/3600 = 7,13 m3/seg. 7127,48 dm3/seg.
S = 7127,48/300 = 23,73 dm2.
D = 5,5 dm = se toma 550 mm.
Para el Tercer Efecto:T = 94 °C.
V = 350 dm/seg.
P’ = 20.102,08 x 1,1 = 22.102,3 Kg. /h.
d = 1,103
Q = 22.102,3 Kg. / h/ 1,103 = 20.039,43 m3/h.
q = 20.039,43/3600 = 5,56 m3/seg. 5566,51 dm3/seg.
S = 5566,61/350 = 15,90 dm2.
D = 4,5 dm = se toma 450 mm.
Para el Cuarto Efecto:T = 88 °C.
V = 450 dm/seg.
110
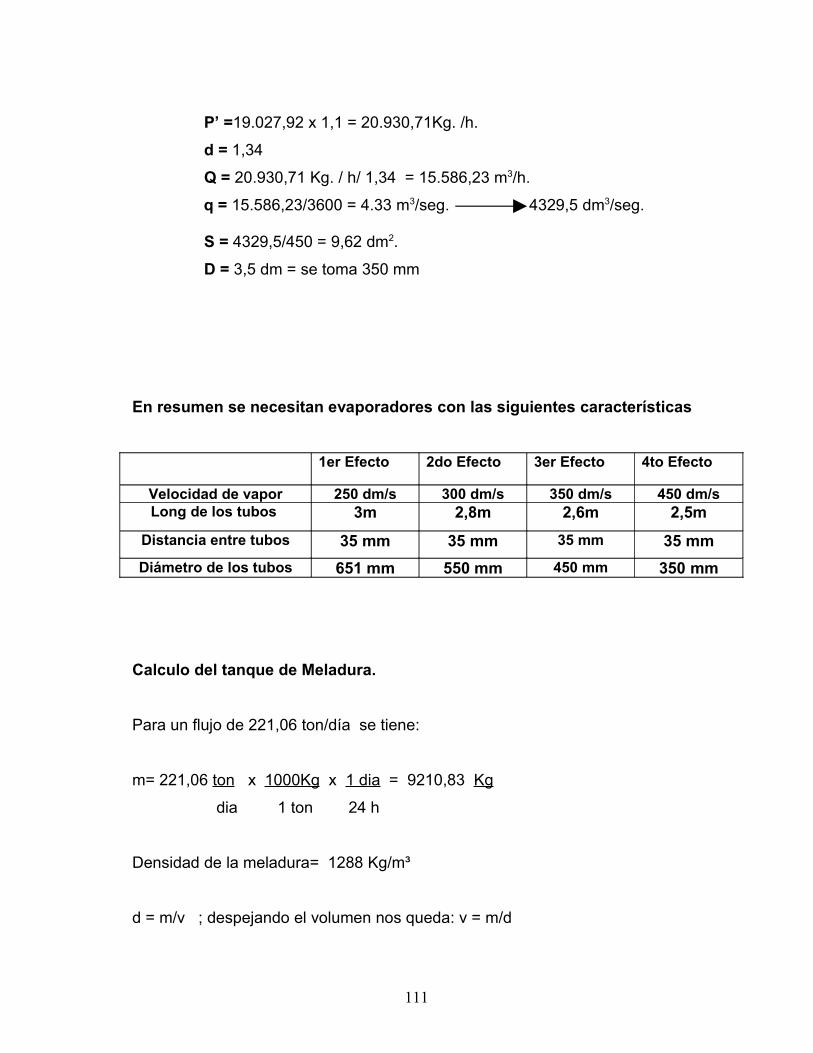
P’ =19.027,92 x 1,1 = 20.930,71Kg. /h.
d = 1,34
Q = 20.930,71 Kg. / h/ 1,34 = 15.586,23 m3/h.
q = 15.586,23/3600 = 4.33 m3/seg. 4329,5 dm3/seg.
S = 4329,5/450 = 9,62 dm2.
D = 3,5 dm = se toma 350 mm
En resumen se necesitan evaporadores con las siguientes características
1er Efecto 2do Efecto 3er Efecto 4to Efecto
Velocidad de vapor 250 dm/s 300 dm/s 350 dm/s 450 dm/sLong de los tubos 3m 2,8m 2,6m 2,5m
Distancia entre tubos 35 mm 35 mm 35 mm 35 mmDiámetro de los tubos 651 mm 550 mm 450 mm 350 mm
Calculo del tanque de Meladura.
Para un flujo de 221,06 ton/día se tiene:
m= 221,06 ton x 1000Kg x 1 dia = 9210,83 Kg
dia 1 ton 24 h
Densidad de la meladura= 1288 Kg/m³
d = m/v ; despejando el volumen nos queda: v = m/d
111

v = 9210,83Kg/h = 7,15 m³/h
1288 kg/m³
7,15 m³/h x 24h V = 171,6 m³
Como la meladura se va a almacenar en un máximo de tres días vamos a
necesitar 3 tanques rectangulares de concreto armado con una capacidad de
180 m³ c/u con las siguientes características:
Volumen 180m³Largo 12mAncho 5mAltura 3m
Espesor 20cm
CALDERAS:
Las calderas acuotubular modelo CIT, con configuración en delta de tres
pasos de humos con paredes de agua y la tabiquería exterior refractaria.
La caldera se compone de dos colectores o domos a los que van a
conectar todos los tubos de la caldera, con dos o más columnas de circulación
natural, según sea el tamaño de la caldera.
Según el tamaño de la caldera, llevará uno o dos quemadores, con sus
correspondientes rampas de combustible y maniobra eléctrica independiente,
112
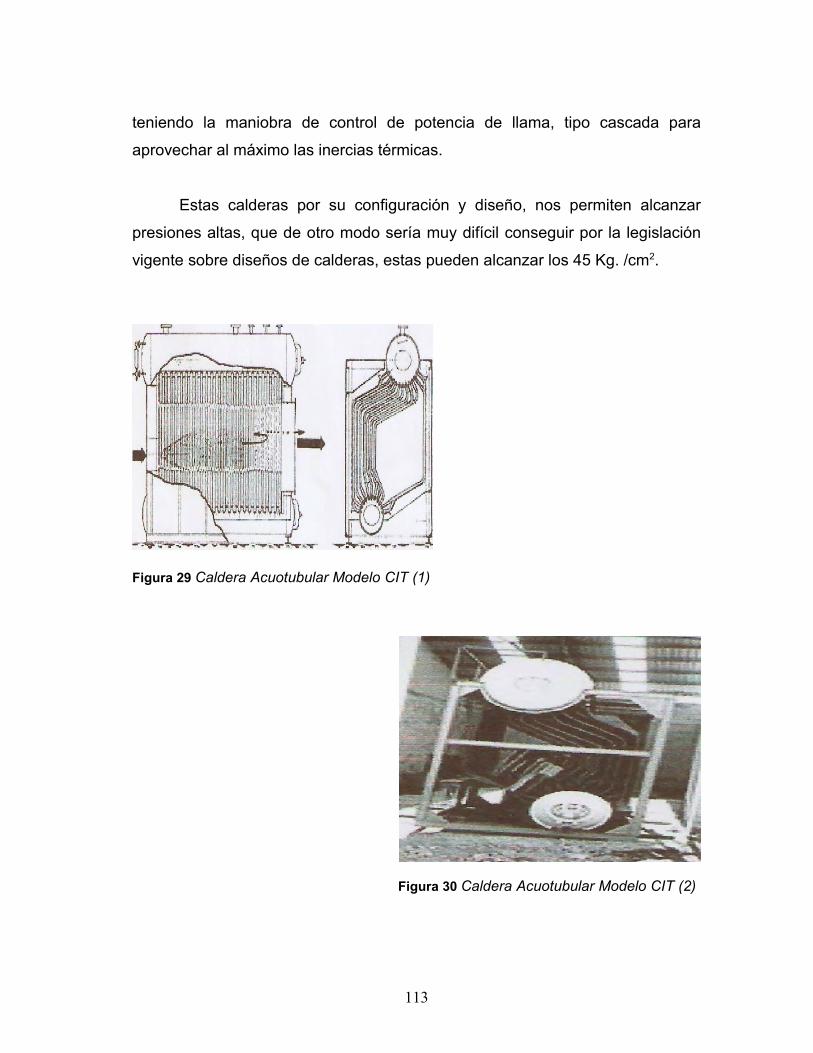
teniendo la maniobra de control de potencia de llama, tipo cascada para
aprovechar al máximo las inercias térmicas.
Estas calderas por su configuración y diseño, nos permiten alcanzar
presiones altas, que de otro modo sería muy difícil conseguir por la legislación
vigente sobre diseños de calderas, estas pueden alcanzar los 45 Kg. /cm2.
Figura 29 Caldera Acuotubular Modelo CIT (1)
Figura 30 Caldera Acuotubular Modelo CIT (2)
113

Para tomar el modelo de la caldera obtenemos primero la suma total de
la superficie a calentar.
Calentador : S = 185,75 m2
Evaporadores S1 = 550 m2
S2 = 450 m2
S3 = 350 m2
S4 = 250 m2
ST = 1785,75 m2
De acuerdo a la superficie total a calentar es 1785,75 m2, tomamos 2 calderas modelo CIT – 1050 en el Anexo Tabla 11 con las siguientes características:
Producción 3400 Kg. /hSuperficie a Calentar 1050 m2
Temperatura de salida del Vapor de agua 112°C Volumen 23,70 m3
Longitud 10800 mmAltura 6400 mmAncho 4250 mm
BOMBAS DE ROTOR FLEXIBLE:
Las bombas de impulsor flexible son rotatorias de desplazamiento
positivo. El flexionamiento de los álabes del impulsor se controla, en parte, por
una leva o excéntrica dentro del cuerpo de la bomba, entre los orificios de
entrada y descarga y mediante el espesor, material y configuración de los
álabes. Cada álabe empieza a flexionarse conforme suba la excéntrica en el
centro del orificio de descarga y se extiende a toda la longitud cuando se separa
de la excéntrica después de pasar por el orificio de entrada. El aumento en
114
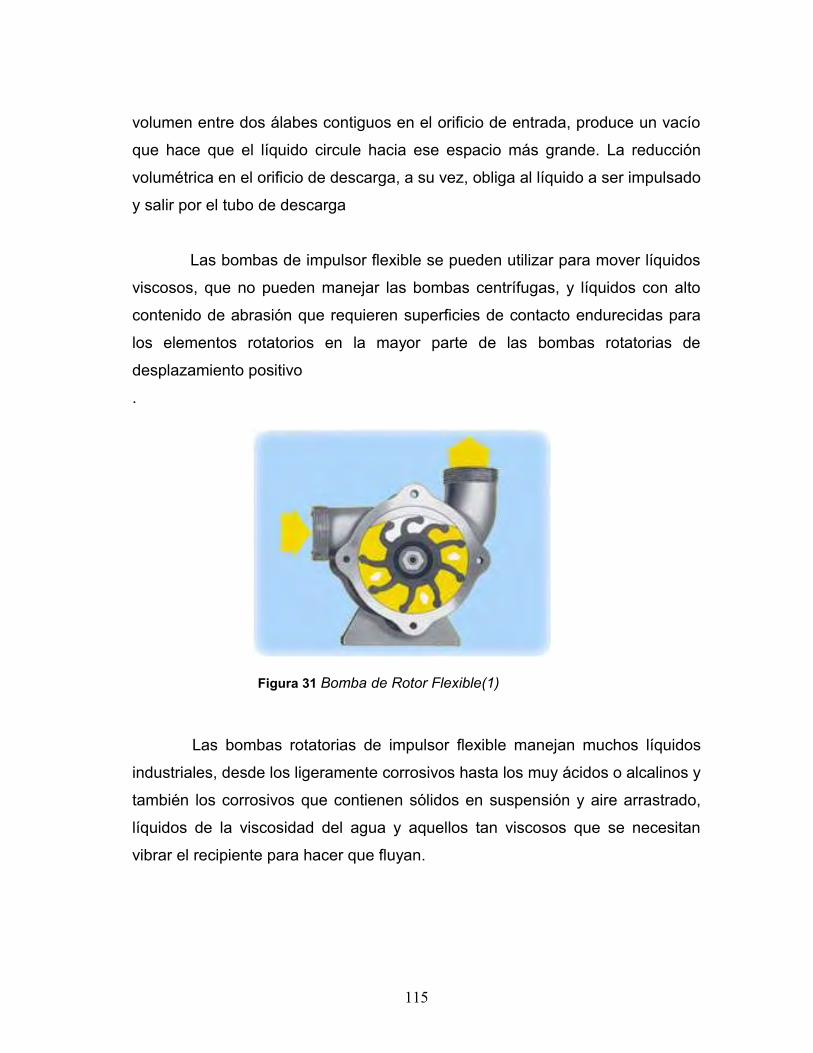
volumen entre dos álabes contiguos en el orificio de entrada, produce un vacío
que hace que el líquido circule hacia ese espacio más grande. La reducción
volumétrica en el orificio de descarga, a su vez, obliga al líquido a ser impulsado
y salir por el tubo de descarga
Las bombas de impulsor flexible se pueden utilizar para mover líquidos
viscosos, que no pueden manejar las bombas centrífugas, y líquidos con alto
contenido de abrasión que requieren superficies de contacto endurecidas para
los elementos rotatorios en la mayor parte de las bombas rotatorias de
desplazamiento positivo
.
Figura 31 Bomba de Rotor Flexible(1)
Las bombas rotatorias de impulsor flexible manejan muchos líquidos
industriales, desde los ligeramente corrosivos hasta los muy ácidos o alcalinos y
también los corrosivos que contienen sólidos en suspensión y aire arrastrado,
líquidos de la viscosidad del agua y aquellos tan viscosos que se necesitan
vibrar el recipiente para hacer que fluyan.
115
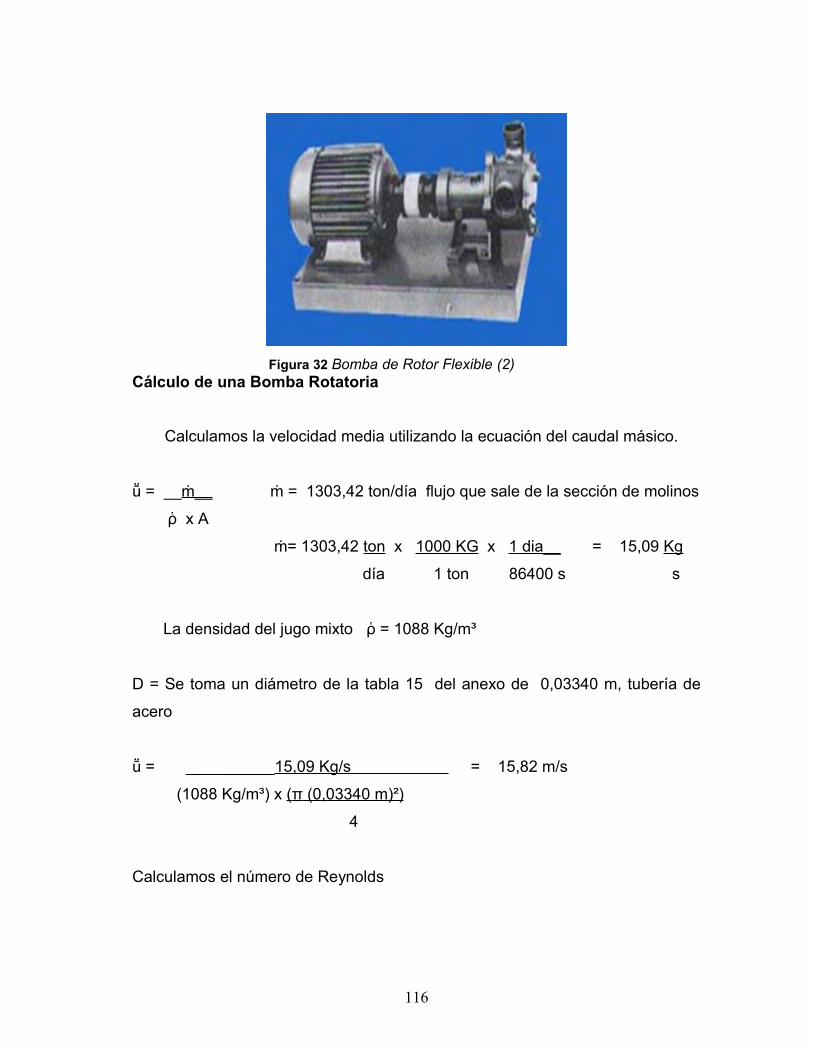
Figura 32 Bomba de Rotor Flexible (2)Cálculo de una Bomba Rotatoria
Calculamos la velocidad media utilizando la ecuación del caudal másico.
= __ṻ __ṁ = 1303,42 ton/día flujo que sale de la sección de molinosṁ ῥ x A
= 1303,42 ṁ ton x 1000 KG x 1 dia __ = 15,09 Kg
día 1 ton 86400 s s
La densidad del jugo mixto = 1088 Kg/m³ῥ
D = Se toma un diámetro de la tabla 15 del anexo de 0,03340 m, tubería de
acero
= __________ṻ 15,09 Kg/s = 15,82 m/s
(1088 Kg/m³) x ( π (0,03340 m)²)
4
Calculamos el número de Reynolds
116
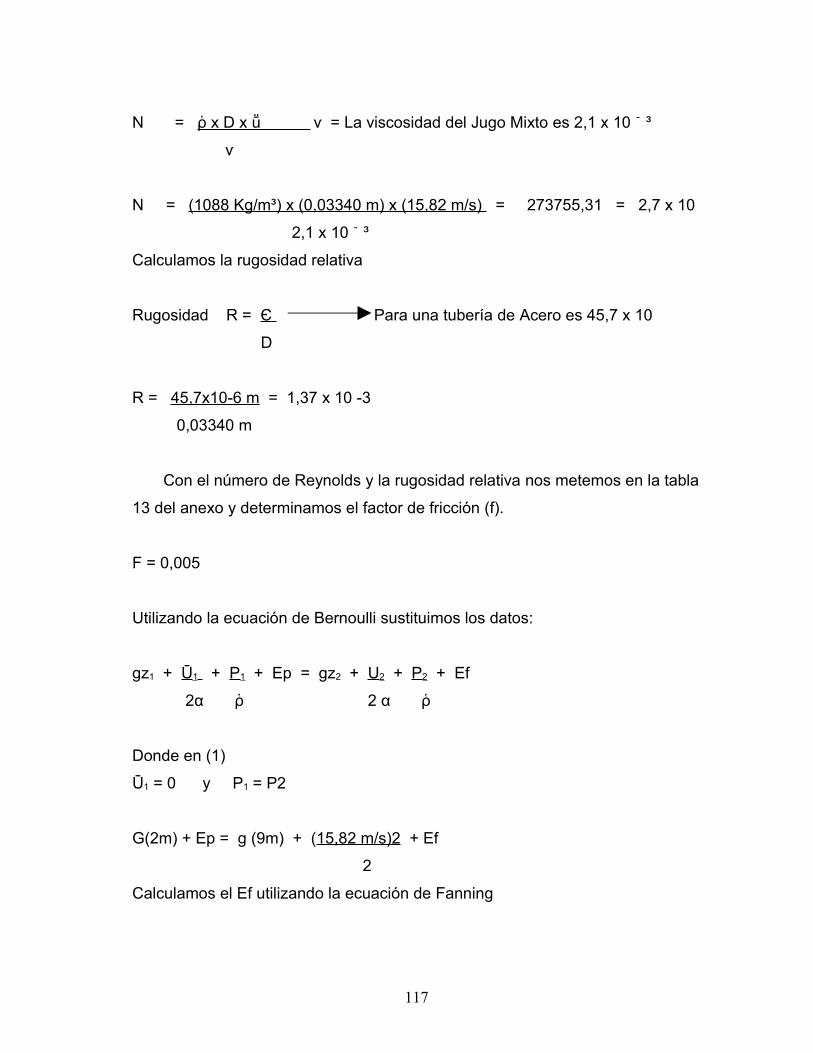
N = x D x ῥ ṻ = La viscosidad del Jugo Mixto es 2,1 x 10ѵ ֿ ³
ѵ
N = (1088 Kg/m³) x (0,03340 m) x (15,82 m/s) = 273755,31 = 2,7 x 10
2,1 x 10 ֿ ³
Calculamos la rugosidad relativa
Rugosidad R = Є Para una tubería de Acero es 45,7 x 10
D
R = 45,7x10-6 m = 1,37 x 10 -3
0,03340 m
Con el número de Reynolds y la rugosidad relativa nos metemos en la tabla
13 del anexo y determinamos el factor de fricción (f).
F = 0,005
Utilizando la ecuación de Bernoulli sustituimos los datos:
gz1 + Ū1 + P1 + Ep = gz2 + U2 + P2 + Ef
2α 2 α ῥ ῥ
Donde en (1)
Ū1 = 0 y P1 = P2
G(2m) + Ep = g (9m) + (15,82 m/s)2 + Ef
2
Calculamos el Ef utilizando la ecuación de Fanning
117

Ef = ΔPf = 2f (Ū x L)
2
L= 13 m, longitud de la tubería
Y a la ecuación de Fanning se le ha de sumar la longitud de la tubería y las
perdidas por fricción para uniones estándar que están en la tabla 14 del anexo
las cuales son:
Dos codos estándar de 90°, Le/D = 32(0,03340 m) x 2 = 2,14m
Y para la válvula en ángulo, Le/D = 170(0,03340m) = 5,68m
Ef = 2 x (0,005) x (15,82 m/s)2 x (13m + 2,14m + 5,68m)
(0,03340m)
Ef = 1560,08 J/kg
Ya calculamos Ef incluye todas las formas de perdida de energía debidas
al rozamiento. Ahora de la ecuación de Bernoulli calculamos Ep que
corresponde a la energía suministrada por la bomba
Ep = 9,81 m/s² (9m – 2m) + (15,82 m/s)² + (1560,08J/Kg)
2
Ep = 1560,08 J/Kg como la potencia es energía por unidad de
tiempo
Potencia = 1560,08 J/Kg x 1Kg/s = 1560,08 J/s
Dado el resultado anterior debe considerarse teórica, dado que la potencia
desarrollada por una bomba puede ser solo del 60%, la potencia real será:
118

Potencia = 1560,08 J/s = 2600 W; trasformando tenemos
3,5 Hp ≈ 4 Hp = 4,055 CV
Con el caudal que es 1303,42 ton/dia lo transformamos a 54.309,16 L/h.
con este caudal conseguimos las especificaciones de la bomba en la tabla 12
del anexo
Como resultado necesitamos 7 bombas con las siguientes características:
Área de Molienda y Encalado: 4 Bombas
Modelo Serie 6900 RF 103Velocidad (rpm) 1500Potencia (c.v) 5
Impulsor FlexibleAltura de bombeo (m) 10
Diámetro (pulg) 2½Caudal 55.000
Área de Clarificación y filtración: 2 bombas
Modelo Serie 7800 RF 133Velocidad (rpm) 1500Potencia (c.v) 7
Impulsor FlexibleAltura de bombeo (m) 15
diámetro (pulg) 3¾Caudal 108.000
Área de Evaporación: 1 bomba
Modelo Serie 5900 RF 73Velocidad (rpm) 1500Potencia (c.v) 2
Impulsor Flexible
119

Altura de bombeo (m) 20diámetro (pulg) 1½
Caudal 7500CAPITULO VI
ANÁLISIS FINANCIERO
Haynes (1979), define el análisis financiero como el estudio de los
criterios económicos para evaluar decisiones sobre inversiones, por medio de
técnicas para calcular el valor y el costo de alternativas que tienen flujos de
dinero distinto.
Con el análisis financiero se conoce el rendimiento que se obtiene sobre
el capital que se invierte, así como se establecen los ingresos a generar y el
financiamiento a recibir durante el proyecto.
El análisis financiero contiene una descripción detallada de los costos, en
que se debe incurrir para adelantar el proyecto, contempla además las
necesidades crediticias requeridas con los cálculos de la amortización de la
deuda, utilizando como parámetros los indicadores financieros tales como: el
Valor Actual Neto (VAN), y la Tasa Interna de Retorno (TIR).
BACA (1998), considera a el estudio de prefactibilidad como aquel que
profundiza la investigación en fuentes primarias y secundarias sobre aspectos
de mercados, detalle de la tecnología que se emplearán, determina los costos
totales, la rentabilidad económica del proyecto y es la base en que se apoyan
los investigadores para tomar una decisión.
Se distinguen tres niveles de profundidad en un estudio de evaluación de
proyecto y considerar el estudio de prefactibilidad o anteproyecto como aquel
que profundiza la investigación en fuentes secundarias y primarias de
120
investigación de mercado detalla la tecnología que se empleará, determina los
costos totales y la rentabilidad económica del proyecto, y es la base en que se
apoyan los inversionistas para tomar una decisión.
Un estudio de prefactibilidad comprende aspectos de estudio relativos a
lo siguiente:
• Planificación: esta presente siempre, pero en los inicios se constituye en
la primera etapa de estudios de prefactibilidad.
• Diseño de los Procesos: se refiere al estudio completo de los procesos
desde el punto de vista operativo y discriminación de los equipos.
• Análisis Financiero: comprende los estudios de rentabilidad financiera en
los términos exigidos por los inversionistas.
Según Contreras (1992), se hace necesaria la identificación de los costos
para la formulación de todo tipo de proyecto, entre las cuales se tiene:
• Costos de Producción: están formados por todas las necesidades de
mano de obra entre otras.
• Materia Prima: son los materiales que forman parte del producto
terminado.
• Mano de Obra Directa: se utiliza para transformar la materia prima en
producto terminado.
121

• Mano de Obra Indirecta: es la necesaria en el departamento de
producción pero no interviene directamente en la transformación de las
materias primas.
• Materiales Indirectos: forman parte auxiliar en la presentación del
producto terminado, sin ser el producto en sí.
• Costos de Mantenimiento: es un costo que se contabiliza por separado,
en virtud de las características especiales que se pueden presentar.
• Costos Financieros: son los intereses que se deben pagar en relación
con capitales obtenidos en préstamos.
• Cargos por Depreciación y Amortización: son los costos virtuales, es
decir, tienen un costo sin serlo; donde la depreciación es la disminución
en valor de un activo fijo físico y la amortización es el cargo anual que se
hace para recuperar la inversión.
• Inversión Inicial: comprende la adquisición de todos los activos,
necesarios para iniciar todas las operaciones planteadas en el proyecto.
• Flujo de Caja: es un instrumento que permite determinar la capacidad
financiera para llevar adelante el proyecto a través de la cual se verifica
si el es capaz de generar los fondos requeridos para ser sometidos en el
tiempo. Además, esta compuesto únicamente por entrada y salidas de
dinero en efectivo.
Con los saldos netos de este cuadro se calcula la Tasa Interna de
Retorno (T.I.R), Valor Presente Neto (V.P.N) y la Relación Beneficios Costos
(B/C) criterios que nos sirven para evaluar proyectos.
122
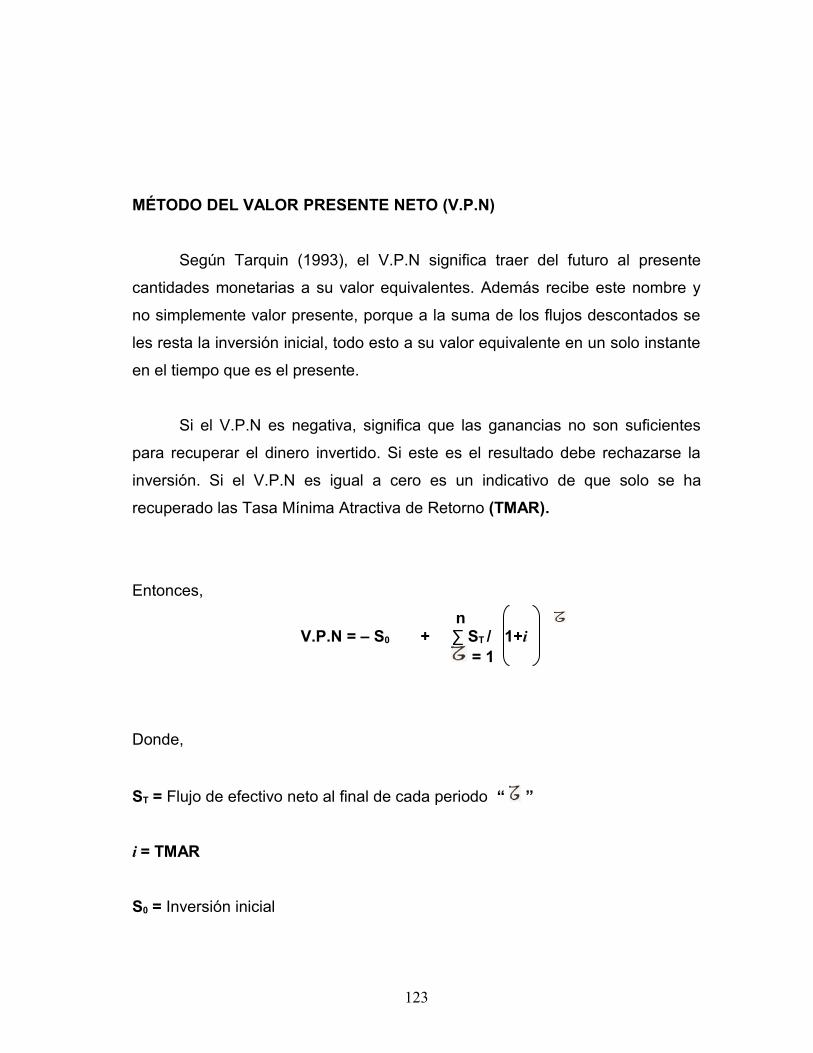
MÉTODO DEL VALOR PRESENTE NETO (V.P.N)
Según Tarquin (1993), el V.P.N significa traer del futuro al presente
cantidades monetarias a su valor equivalentes. Además recibe este nombre y
no simplemente valor presente, porque a la suma de los flujos descontados se
les resta la inversión inicial, todo esto a su valor equivalente en un solo instante
en el tiempo que es el presente.
Si el V.P.N es negativa, significa que las ganancias no son suficientes
para recuperar el dinero invertido. Si este es el resultado debe rechazarse la
inversión. Si el V.P.N es igual a cero es un indicativo de que solo se ha
recuperado las Tasa Mínima Atractiva de Retorno (TMAR).
Entonces,
n V.P.N = – S0 + ∑ ST / 1+i = 1
Donde,
ST = Flujo de efectivo neto al final de cada periodo “ ”
i = TMAR
S0 = Inversión inicial
123

n = Horizonte de planificación
El criterio para la aceptación será:
VPN ≤ 0 Rechazado
VPN ≥ 0 Viable para estudios posteriores
de sensibilidad y riesgo (Barrios, 1993)
MÉTODO DE LA TASA INTERNA DE RETORNO (TIR)
Según Barrios (1993), la TIR es la que se determina a través de la tasa
de interés que proporciona un valor futuro de cero.
Entonces,
n ∑ ST / 1 + TIR = 0
= 1
Además, es muy importante comprender la definición de la tasa interna
inherente al uso del método (TIR) de una inversión como la tasa de interés que
gana el saldo no recuperado de una inversión.
El criterio para la aceptación del flujo de caja proyectado, consiste en
realizar una comparación con la tasa mínima atractiva de retorno, de la
siguiente forma:
TIR ≤ TMAR Rechazado
124

TIR≥TMAR Viable para estudios posteriores
de sensibilidad y riesgo.
Finalmente, el inversionista espera que su dinero aumente en términos
reales. Por muy pequeño que sea su valor, crecer de esta manera significa
ganar un rendimiento superior a la inflación, ya que si se gana un rendimiento
igual a la inflación, el dinero no crece si no mantiene su poder adquisitivo.
Entonces,TMAR = INFLACION + RIESGO + COSTO DE OPORTUNIDAD
El costo de oportunidad esta formado por la tasa pasiva promedio de los
seis primeros bancos del país.
INVERSIÓN INICIAL:La fuente de financiamiento del presente proyecto de inversión es el
100% recursos provenientes del Ejecutivo Nacional a través del Instituto
Autónomo Municipal de Desarrollo Endógeno del Municipio Miranda (Estado
Trujillo).
CAPITAL FIJO INVERTIDO:Representa el capital necesario para la compra e instalación de equipos
requeridos en el proceso, junto con todos los auxiliares. También se incluyen
los costos de instalaciones de los equipos, costo de tuberías, instrumentos y
aislantes.
COSTOS DE LOS EQUIPOS PARA PROCESAR LA CAÑA: Debido a que los costos de los equipos son una función del tiempo y la
planta empezará sus operaciones para el año 2010, se estima el factor de
125
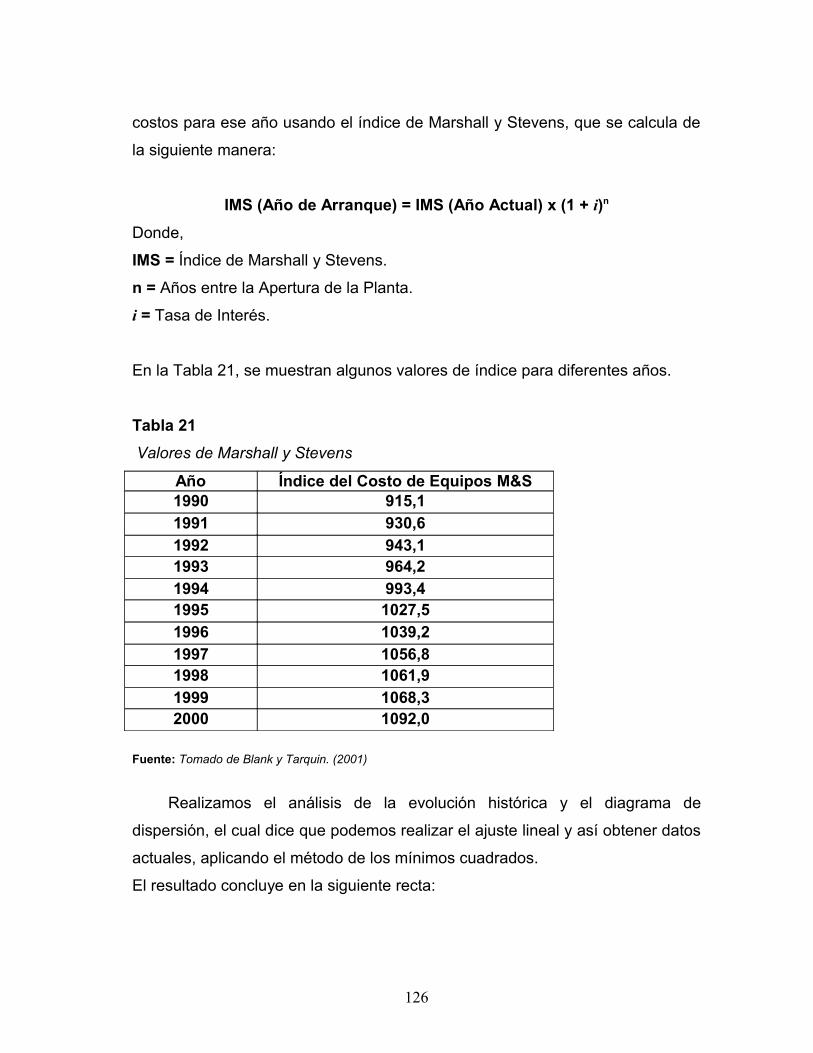
costos para ese año usando el índice de Marshall y Stevens, que se calcula de
la siguiente manera:
IMS (Año de Arranque) = IMS (Año Actual) x (1 + i)n
Donde,
IMS = Índice de Marshall y Stevens.
n = Años entre la Apertura de la Planta.
i = Tasa de Interés.
En la Tabla 21, se muestran algunos valores de índice para diferentes años.
Tabla 21 Valores de Marshall y Stevens
Año Índice del Costo de Equipos M&S1990 915,11991 930,61992 943,11993 964,21994 993,41995 1027,51996 1039,21997 1056,81998 1061,91999 1068,32000 1092,0
Fuente: Tomado de Blank y Tarquin. (2001)
Realizamos el análisis de la evolución histórica y el diagrama de
dispersión, el cual dice que podemos realizar el ajuste lineal y así obtener datos
actuales, aplicando el método de los mínimos cuadrados.
El resultado concluye en la siguiente recta:
126

Y = ax + bY = 21,0966 (x) – 41081,9
r² = 0,99 ≤ 1
Tabla 22 Valores de Marshall y Stevens Proyectados Hasta el Año 2010.
Año Índice del Costo de Equipos M&S
2001 1132,392002 1153,492003 1174,592004 1195,682005 1216,782006 1237,882007 1258,982008 1218,632009 1301,172010 1322,27
Fuente: Vadell, J y Vázquez, N (2010))
Tabla 23 Costo de los Equipos para el Año 2008.
Concepto Cantidad Importe (Bs)Báscula de Pesaje de Caña 01 87.500,oo
Grúa de Descarga de Hilo Fijo 01 37.860,ooMesa Alimentadora 01 22.716,oo
Sistema de Cuchillas 01 35.000,ooBanda Transportadora de Tablillas 01 30.500,oo
Desfibradora 01 27.486,36Molinos, Conductor Donnelly y sistema
de imbibición04 y 03 520,200,oo
Calderas 02 330.000,ooTanque Mezclador 01 19.460,04
Calentador Tubular Vertical 02 149.925,60Clarificador y tanque de Polímero 01 80.000,oo
Filtro Rotatorio 01 50.000,oo
127

Evaporadores 04 420.000,ooBombas de Rotores Tubulares 07 100.200,oo
Total 1.910.848,18 Fuente: Empresa Empral C.A
Podemos estimar el costo de los equipos hacia el futuro suponiendo que el
único factor que incide en su aumento será la inflación.
n = (2010 – 2008) = 2IMS = (2010) = 1218,63 x (1 + 0,15)2 = 1611,64
El costo de los equipos para el año de arranque se calcula de la siguiente
manera:
Costo (Año de Arranque) = Costo (Año x) x IMS (Año de Arranque) IMS (Año x)
Ejemplo: Costo de la Báscula de Pesaje (2008) = 87.500,oo BsCosto (2010) = 87.500,oo x 1611,64 = 157.718,9 Bs
1218,63Tabla 24 Costos Estimados de los Equipos para el Año 2010.
Concepto Cantidad Importe (Bs)Báscula de Pesaje de Caña 01 115.718,88
Grúa de Descarga de Hilo Fijo 01 99.975,20Mesa Alimentadora 01 79.985,12
Sistema de Cuchillas 01 46.200,ooBanda Transportadora de Tablillas 01 40.260,oo
Desfibradora 01 36.281,99Molinos, conductor donnelly y Sistema
de Imbibición04 686.400,oo
Calderas 02 467.464,ooTanque Mezclador 01 25.687,25
Calentador Tubular Vertical 02 197.901,79Clarificador y Tanque de Polímero 01 y 01 205.601,oo
Filtro Rotatorio 01 66.000,oo
128

Evaporadores 04 554.400,ooTanques de Meladura 03 150.000,oo
Bombas de Rotores Tubulares 07 140.000,ooTotal 2.911.875,23
COSTOS DE INSTALACIÓN DE EQUIPOS:
El costo de instalación comprende el pago de algún personal nacional o
extranjero calificado, ello resulta conveniente por la experiencia que dicho
personal tiene y además porque muchas veces los proveedores de equipos sólo
se harán responsables de su garantía, sí dichos equipos han sido montados por
su propio personal o técnicos autorizados por ellos.
Para las plantas de procesado de alimentos se pueden determinar los
factores multiplicadores para la estimación de costos, a partir de proyectos de
plantas realizadas (A. López, 1990).
Tabla 25 Factores Usados en la Instalación de Equipos.
Concepto F iInstalación Equipo de Proceso 0,028
Instalación Tuberías de Proceso 0,02Sistema Generación de Vapor 0,012
Material Eléctrico, Incluyendo Cableado y Centro de Transformación 0,028
Según Bartholomay (1987) citado por A. López (1990), referente a una
planta agroindustrial tiene los siguientes factores, basadas en el costo total de
los equipos y se muestran en la siguiente tabla.
Tabla 26 Costos de Instalación de Maquinarias y Equipos.
Concepto Costo BsInstalación Equipo de Proceso 81.532,51
129
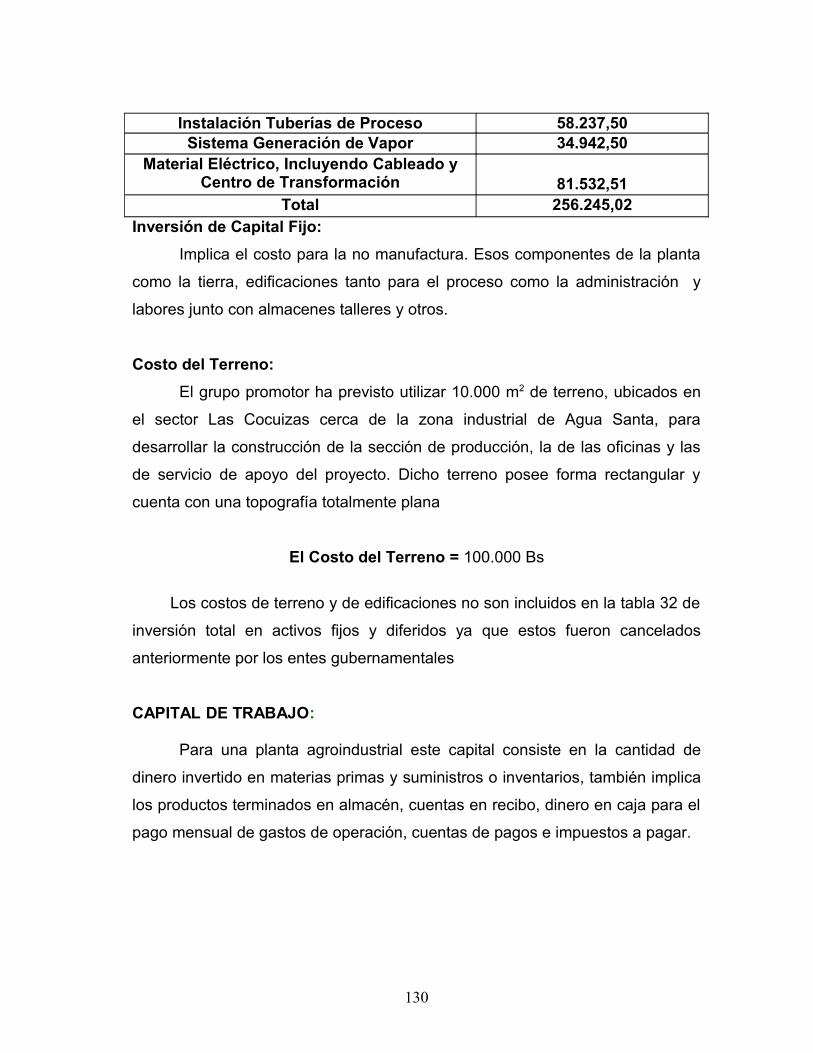
Instalación Tuberías de Proceso 58.237,50Sistema Generación de Vapor 34.942,50
Material Eléctrico, Incluyendo Cableado y Centro de Transformación 81.532,51
Total 256.245,02Inversión de Capital Fijo:
Implica el costo para la no manufactura. Esos componentes de la planta
como la tierra, edificaciones tanto para el proceso como la administración y
labores junto con almacenes talleres y otros.
Costo del Terreno:El grupo promotor ha previsto utilizar 10.000 m2 de terreno, ubicados en
el sector Las Cocuizas cerca de la zona industrial de Agua Santa, para
desarrollar la construcción de la sección de producción, la de las oficinas y las
de servicio de apoyo del proyecto. Dicho terreno posee forma rectangular y
cuenta con una topografía totalmente plana
El Costo del Terreno = 100.000 Bs
Los costos de terreno y de edificaciones no son incluidos en la tabla 32 de
inversión total en activos fijos y diferidos ya que estos fueron cancelados
anteriormente por los entes gubernamentales
CAPITAL DE TRABAJO:
Para una planta agroindustrial este capital consiste en la cantidad de
dinero invertido en materias primas y suministros o inventarios, también implica
los productos terminados en almacén, cuentas en recibo, dinero en caja para el
pago mensual de gastos de operación, cuentas de pagos e impuestos a pagar.
130

La razón de capital de trabajo se puede estimar de acuerdo al
conocimiento del costo del equipo principal, la más probable precisión en la
estimación, está alrededor de un 30 % (Barrios, 1993).
Costo de Capital de Trabajo = 0,3 x 2.911.875,23 = 873.562,57 Bs
Tabla 27 Costos del Mobiliario de Oficina
Concepto Cantidad Costo BsComputadoras 05 15.000
Escritorio Ejecutivo 01 2.800Escritorio Semi-Ejecutivo 03 3.600
Escritorio Secretarial 03 2.400Silla Ejecutiva 01 900
Silla Semi-Ejecutiva 03 1050Silla Secretarial 03 600Sillas Ordinarias 15 2.250Mesones Largos 02 2.800Juego de Estar 01 3.500
Archivadores en Fórmica 03 3.900Papel, Lápices y Otros - 300
Total 39.100 Fuente: Vadell, J y Vázquez, N (2010)
Costos del Mobiliario de Servicio:Se refiere a los costos de los equipos auxiliares que aportan energía
eléctrica, gasoil y agua.
Costos del Mobiliario de Servicio:Con miras a garantizar la permanencia del flujo eléctrico en caso de caída
en el suministro facilitado por la empresa CADAFE, se ha previsto contar con
plantas eléctricas auxiliares que sirvan de apoyo tanto a la sección de
procesamiento de caña de azúcar como a las secciones de servicios de apoyo
131
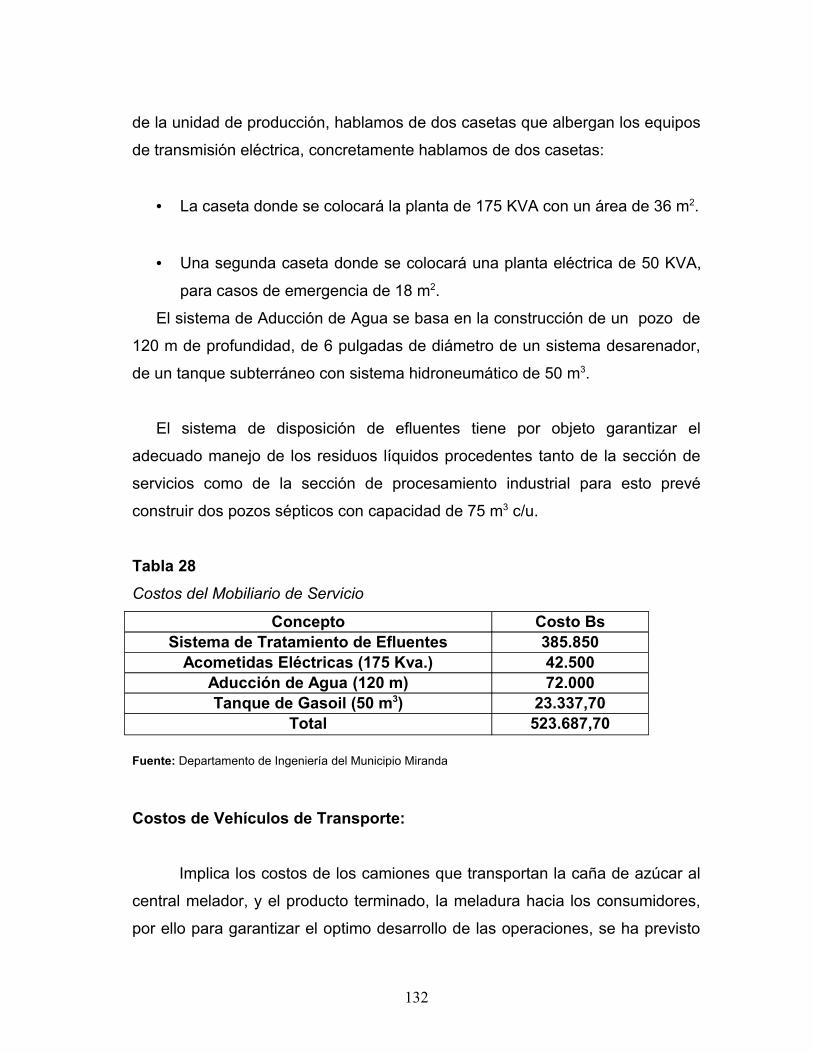
de la unidad de producción, hablamos de dos casetas que albergan los equipos
de transmisión eléctrica, concretamente hablamos de dos casetas:
• La caseta donde se colocará la planta de 175 KVA con un área de 36 m2.
• Una segunda caseta donde se colocará una planta eléctrica de 50 KVA,
para casos de emergencia de 18 m2.
El sistema de Aducción de Agua se basa en la construcción de un pozo de
120 m de profundidad, de 6 pulgadas de diámetro de un sistema desarenador,
de un tanque subterráneo con sistema hidroneumático de 50 m3.
El sistema de disposición de efluentes tiene por objeto garantizar el
adecuado manejo de los residuos líquidos procedentes tanto de la sección de
servicios como de la sección de procesamiento industrial para esto prevé
construir dos pozos sépticos con capacidad de 75 m3 c/u.
Tabla 28 Costos del Mobiliario de Servicio
Concepto Costo BsSistema de Tratamiento de Efluentes 385.850
Acometidas Eléctricas (175 Kva.) 42.500Aducción de Agua (120 m) 72.000Tanque de Gasoil (50 m3) 23.337,70
Total 523.687,70
Fuente: Departamento de Ingeniería del Municipio Miranda
Costos de Vehículos de Transporte:
Implica los costos de los camiones que transportan la caña de azúcar al
central melador, y el producto terminado, la meladura hacia los consumidores,
por ello para garantizar el optimo desarrollo de las operaciones, se ha previsto
132
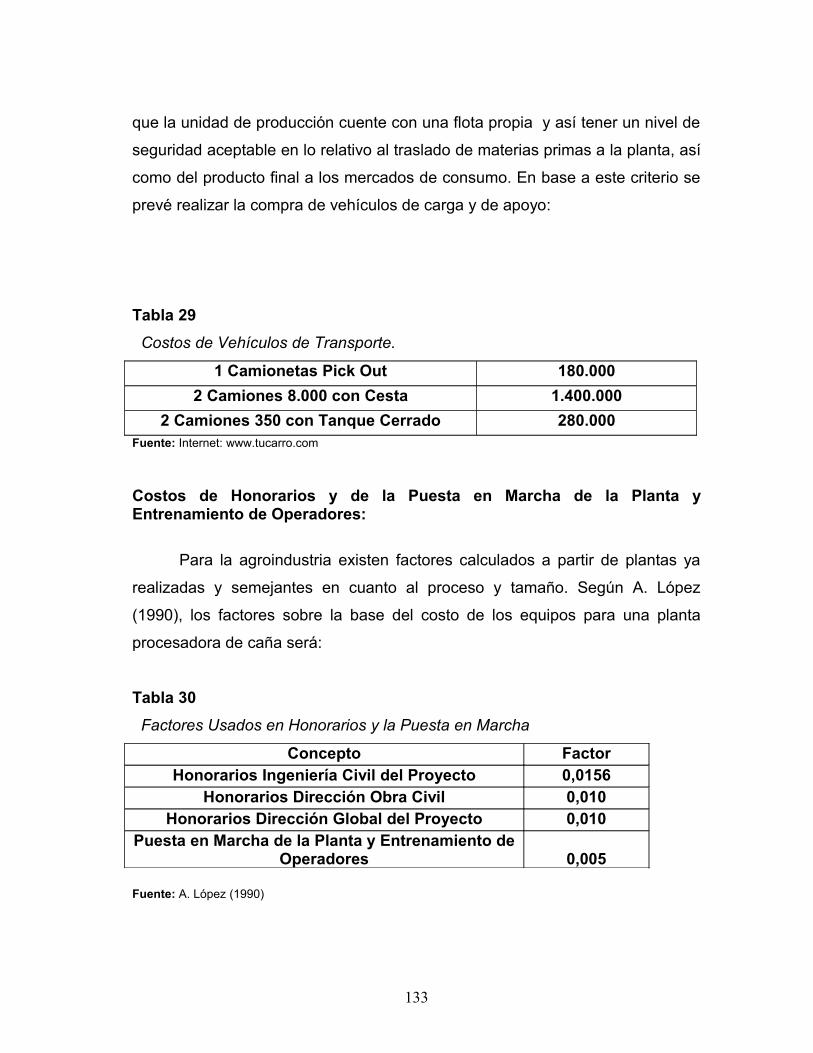
que la unidad de producción cuente con una flota propia y así tener un nivel de
seguridad aceptable en lo relativo al traslado de materias primas a la planta, así
como del producto final a los mercados de consumo. En base a este criterio se
prevé realizar la compra de vehículos de carga y de apoyo:
Tabla 29 Costos de Vehículos de Transporte.
1 Camionetas Pick Out 180.0002 Camiones 8.000 con Cesta 1.400.000
2 Camiones 350 con Tanque Cerrado 280.000Fuente: Internet: www.tucarro.com
Costos de Honorarios y de la Puesta en Marcha de la Planta y Entrenamiento de Operadores:
Para la agroindustria existen factores calculados a partir de plantas ya
realizadas y semejantes en cuanto al proceso y tamaño. Según A. López
(1990), los factores sobre la base del costo de los equipos para una planta
procesadora de caña será:
Tabla 30 Factores Usados en Honorarios y la Puesta en Marcha
Concepto FactorHonorarios Ingeniería Civil del Proyecto 0,0156
Honorarios Dirección Obra Civil 0,010Honorarios Dirección Global del Proyecto 0,010
Puesta en Marcha de la Planta y Entrenamiento de Operadores 0,005
Fuente: A. López (1990)
133

En la Tabla 31 se muestran los costos de honorarios y la puesta en marcha de la planta:
Tabla 31 Costos de Honorarios y Puesta en Marcha
Concepto Costo BsHonorarios de Ingeniería Civil del Proyecto 45.425,25
Honorarios Dirección Obra Civil 29.118,75Honorarios Dirección Global del Proyecto 29.118,75
Puesta en Marcha de la Planta y Entrenamiento de Operadores
14.559,38
Total 118.222,13
Fuente: Vadell, J y Vázquez, N (2010)
Costos de Inversión Total:
A continuación se detallan los montos totales de la inversión requeridas
para la ejecución del proyecto:
Tabla 32 Inversión Total en Activo Fijo y Diferido
Concepto Costo. Bs Sub total. BsActivos Fijos
Equipos de Producción 2.911.875,23Mobiliario de Oficina y Venta 39.100
Mobiliario de Servicio 523.687,70Vehiculo de Transporte 1.860.000
Sub-Total
Activos Diferidos 5.334.466,93
134
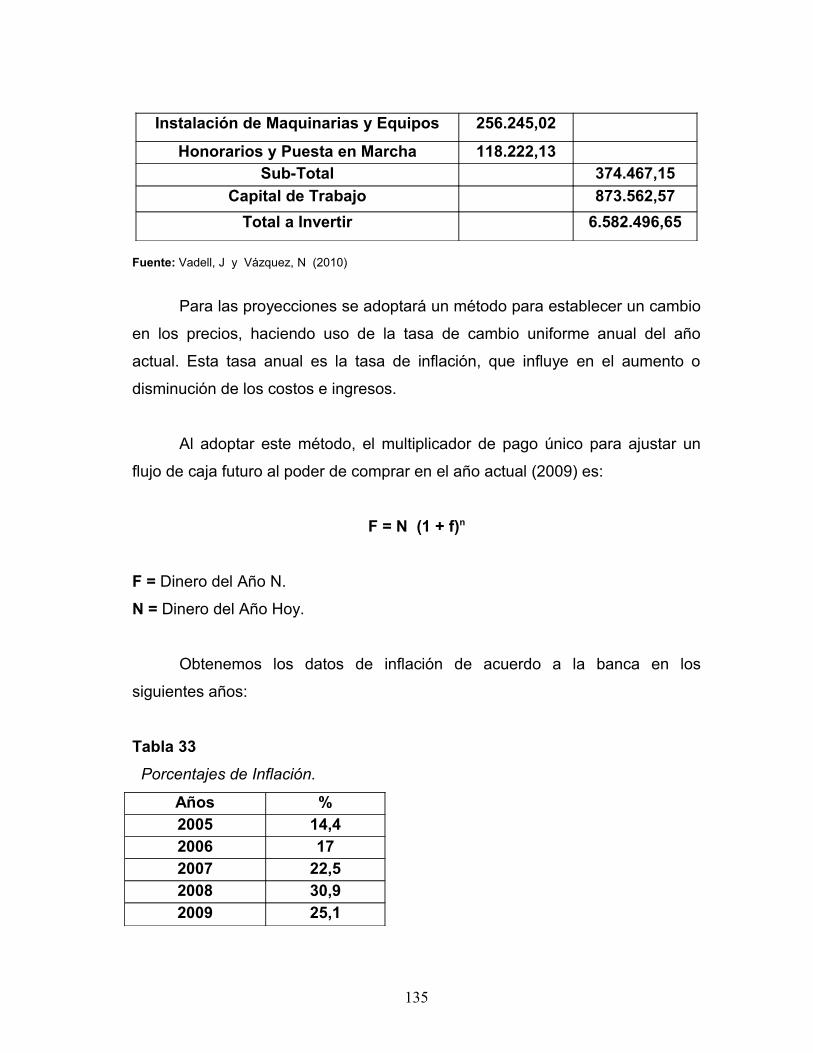
Instalación de Maquinarias y Equipos 256.245,02
Honorarios y Puesta en Marcha 118.222,13Sub-Total 374.467,15
Capital de Trabajo 873.562,57Total a Invertir 6.582.496,65
Fuente: Vadell, J y Vázquez, N (2010)
Para las proyecciones se adoptará un método para establecer un cambio
en los precios, haciendo uso de la tasa de cambio uniforme anual del año
actual. Esta tasa anual es la tasa de inflación, que influye en el aumento o
disminución de los costos e ingresos.
Al adoptar este método, el multiplicador de pago único para ajustar un
flujo de caja futuro al poder de comprar en el año actual (2009) es:
F = N (1 + f)n
F = Dinero del Año N.
N = Dinero del Año Hoy.
Obtenemos los datos de inflación de acuerdo a la banca en los
siguientes años:
Tabla 33 Porcentajes de Inflación.
Años %2005 14,42006 172007 22,52008 30,92009 25,1
135
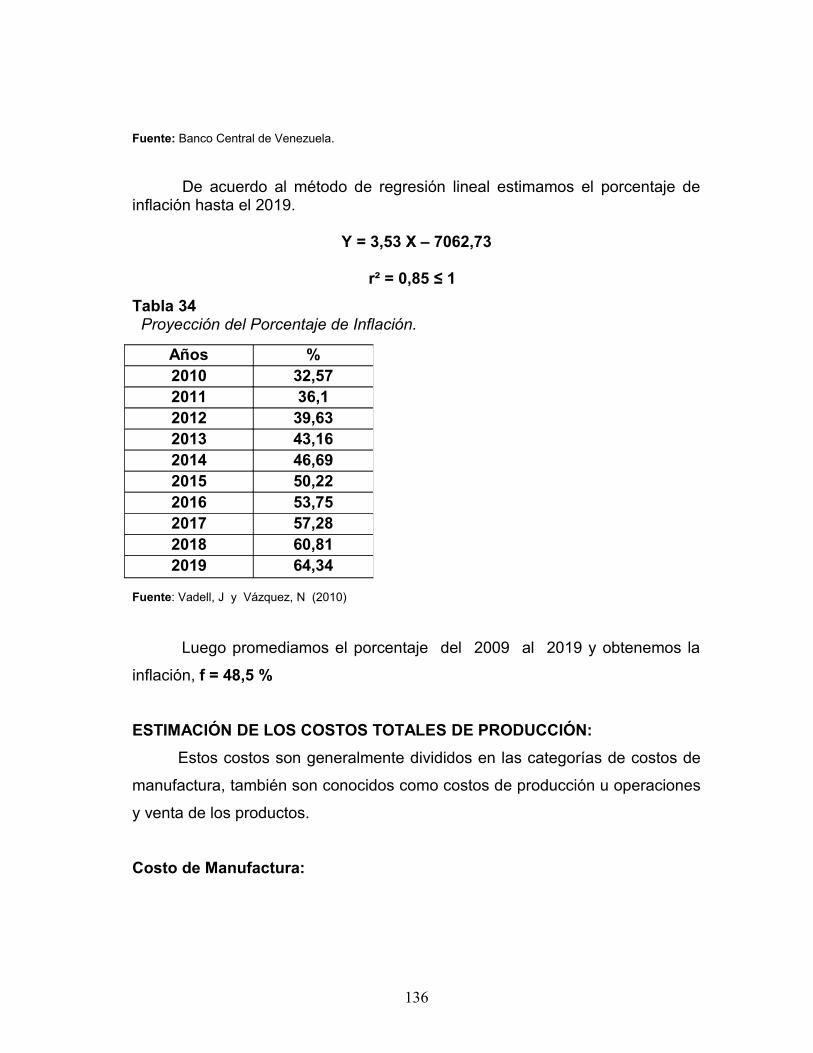
Fuente: Banco Central de Venezuela.
De acuerdo al método de regresión lineal estimamos el porcentaje de inflación hasta el 2019.
Y = 3,53 X – 7062,73
r² = 0,85 ≤ 1 Tabla 34 Proyección del Porcentaje de Inflación.
Fuente: Vadell, J y Vázquez, N (2010)
Luego promediamos el porcentaje del 2009 al 2019 y obtenemos la
inflación, f = 48,5 %
ESTIMACIÓN DE LOS COSTOS TOTALES DE PRODUCCIÓN: Estos costos son generalmente divididos en las categorías de costos de
manufactura, también son conocidos como costos de producción u operaciones
y venta de los productos.
Costo de Manufactura:
Años %2010 32,572011 36,12012 39,632013 43,162014 46,692015 50,222016 53,752017 57,282018 60,812019 64,34
136

Son todos los gastos directamente relacionados con la operación de
manufacturera o equipamiento físico de una planta de proceso, son divididos en
tres clasificaciones:
• Costos Directos de Producción: son los costos directamente relacionados
con la operación de manufactura.
• Costos de la Materia Prima: el costo de la materia prima para el proyecto
se ha calculado con base a la información proporcionada por
En la Tabla 35 se muestra el costo anual proyectado de la materia prima.
Este costo aumenta con la capacidad de producción y con la inflación.
Tabla 35 Costos Proyectados de la Materia Prima.
Año Requerimiento (Ton/Año)
Costo (Bs./Ton) Costo Anual (Bs)
0 207.231,64 120,oo 24.867.796,801 225.179,49 178,2 33.103.636,822 237.075,64 264,6 52.308.369,213 248.971,79 392,9 97.821.016,294 260.867,94 583,50 152.216.4435 272.764,09 866,51 236.352.811,66 284.660,24 1.286,75 366.286.563,87 296.556,53 1.910,83 566.669.114,28 308.452,54 2.837,83 875.335.871,69 320.348,68 4.214,18 1.350.007.000
10 332.244,83 6.258,05 2.079.205.975 Fuente: Vadell, J y Vázquez, N (2010)
Insumos:
Los principales insumos en la obtención de la meladura son la cal y el
polímero floculante para la clarificación del jugo.
137

Para el encalado del Jugo Mixto se utiliza un promedio de 13 sacos de
cal para una molienda de 1277,86 ton/día.
El saco es de 10 Kg. Y tiene un costo de 7 Bs. Entonces tenemos:
13 sacos x 7 Bs = 91 Bs/ díaEl polímero utilizado es aniónico marca NALCO y el Kg. tiene un costo de
30 Bs, se utilizan un promedio de 12 Kg. /día. Entonces tenemos:
12 Kg. /día x 30 Bs = 360 Bs/Kg. /díaTabla 36 Costos Proyectados de los Insumos.
Año CAL POLÍMERO Costo Total Anual (Bs)
Bs/día Anual Bs/día Anual0 91 23.600,oo 360 93.600 117.2001 135,14 35.135,1 534,6 138.996 174.131,12 200,68 52.177,6 793,8 206.388 258.565,63 298,oo 77.482,5 1.178,9 306.514 383.996,54 442,53 115.057,8 1.750,7 455.182 570.239,85 665,16 170.860,8 2.599,8 675.948 846.808,86 987,76 256.818,3 3.860,7 1.003.782 1.260.600,37 1.466,83 381.374,1 5.733,1 1.490.606 1.871.980,18 2.178,24 566.343,1 8.513,6 2.213.536 2.779.879,19 3,234,69 841.018,5 12.642,7 3.287.102 4.128.120,5
10 4.803,51 1.248.913,8 18.744,4 4.881.354,9 6.130.268,7
Fuente: Vadell, J y Vázquez, N (2010)
Consumo de Agua:
En nuestra planta, el tipo de agua a utilizar es de uso industrial B, que
corresponde a aquellos inmuebles donde el agua no es un insumo esencial y
principal para realizar la actividad industrial.
138
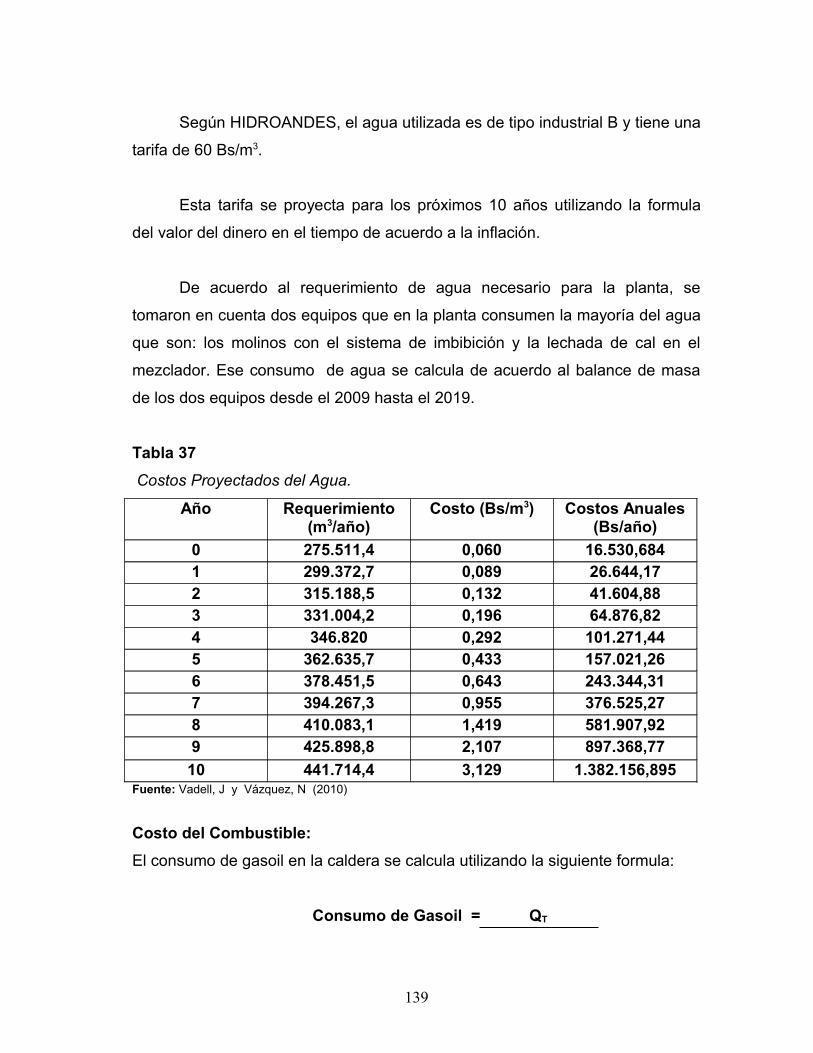
Según HIDROANDES, el agua utilizada es de tipo industrial B y tiene una
tarifa de 60 Bs/m3.
Esta tarifa se proyecta para los próximos 10 años utilizando la formula
del valor del dinero en el tiempo de acuerdo a la inflación.
De acuerdo al requerimiento de agua necesario para la planta, se
tomaron en cuenta dos equipos que en la planta consumen la mayoría del agua
que son: los molinos con el sistema de imbibición y la lechada de cal en el
mezclador. Ese consumo de agua se calcula de acuerdo al balance de masa
de los dos equipos desde el 2009 hasta el 2019.
Tabla 37 Costos Proyectados del Agua.
Año Requerimiento (m3/año)
Costo (Bs/m3) Costos Anuales (Bs/año)
0 275.511,4 0,060 16.530,6841 299.372,7 0,089 26.644,172 315.188,5 0,132 41.604,883 331.004,2 0,196 64.876,824 346.820 0,292 101.271,445 362.635,7 0,433 157.021,266 378.451,5 0,643 243.344,317 394.267,3 0,955 376.525,278 410.083,1 1,419 581.907,929 425.898,8 2,107 897.368,7710 441.714,4 3,129 1.382.156,895
Fuente: Vadell, J y Vázquez, N (2010)
Costo del Combustible:El consumo de gasoil en la caldera se calcula utilizando la siguiente formula:
Consumo de Gasoil = QT
139
nT x nb x Hf
QT = Calor Absorbido por el Agua.
nT = Eficiencia Térmica Total del Sistema.
nb = Eficiencia Térmica de la Caldera, por lo general 0,8.
Hf = Contenido de Calor del Gasoil.
Consumo de Gasoil = 162.687 x 30 Kcal. /h = 26,09 L/h 0,83 x 0,8 x 9400 Kcal. /L
Por consiguiente, el gasoil consumido es:
26,09 Litros/h x 24 h/1 día x 260 día/1 Año = 162.801,6 Litros/Año
La demanda total instalada para el primer año es de 62,37 % de la
capacidad máxima:
162.801,6 Litros/Año x 0,6237 = 101.539,36 Litros/Año
El litro de gasoil tiene un costo de 0,045 Bs/Litro.
101.539,36 Litros/Año x 0,045 Bs/Año = 4.569,27 Bs/AñoEl costo por tonelada de meladura será:
Costo Anual de Combustible = 4.569,27 Bs/Año = 0,079 Bs/ton 57.475,6 ton/Año
Tabla 38Costo Proyectado del Combustible.
Año Volumen de Producción (ton)
Costo (Bs/ton) Costos Anuales (Bs)
140
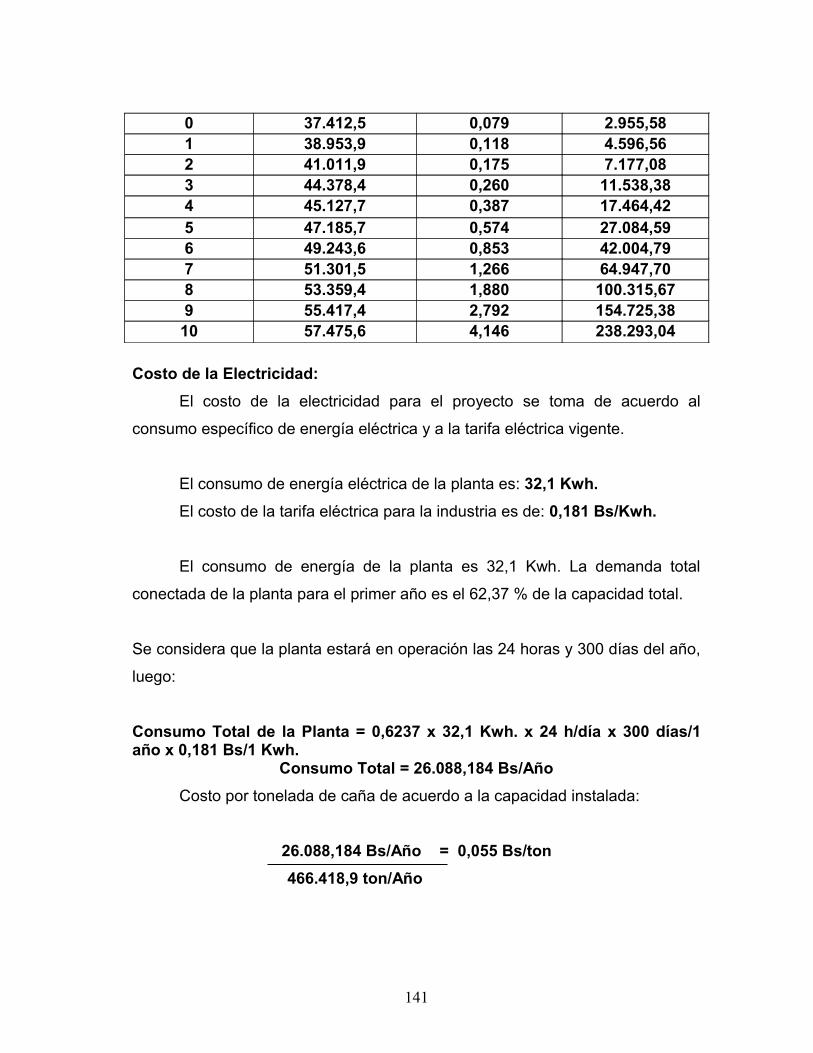
0 37.412,5 0,079 2.955,581 38.953,9 0,118 4.596,562 41.011,9 0,175 7.177,083 44.378,4 0,260 11.538,384 45.127,7 0,387 17.464,425 47.185,7 0,574 27.084,596 49.243,6 0,853 42.004,797 51.301,5 1,266 64.947,708 53.359,4 1,880 100.315,679 55.417,4 2,792 154.725,3810 57.475,6 4,146 238.293,04
Costo de la Electricidad:El costo de la electricidad para el proyecto se toma de acuerdo al
consumo específico de energía eléctrica y a la tarifa eléctrica vigente.
El consumo de energía eléctrica de la planta es: 32,1 Kwh.El costo de la tarifa eléctrica para la industria es de: 0,181 Bs/Kwh.
El consumo de energía de la planta es 32,1 Kwh. La demanda total
conectada de la planta para el primer año es el 62,37 % de la capacidad total.
Se considera que la planta estará en operación las 24 horas y 300 días del año,
luego:
Consumo Total de la Planta = 0,6237 x 32,1 Kwh. x 24 h/día x 300 días/1 año x 0,181 Bs/1 Kwh.
Consumo Total = 26.088,184 Bs/AñoCosto por tonelada de caña de acuerdo a la capacidad instalada:
26.088,184 Bs/Año = 0,055 Bs/ton 466.418,9 ton/Año
141
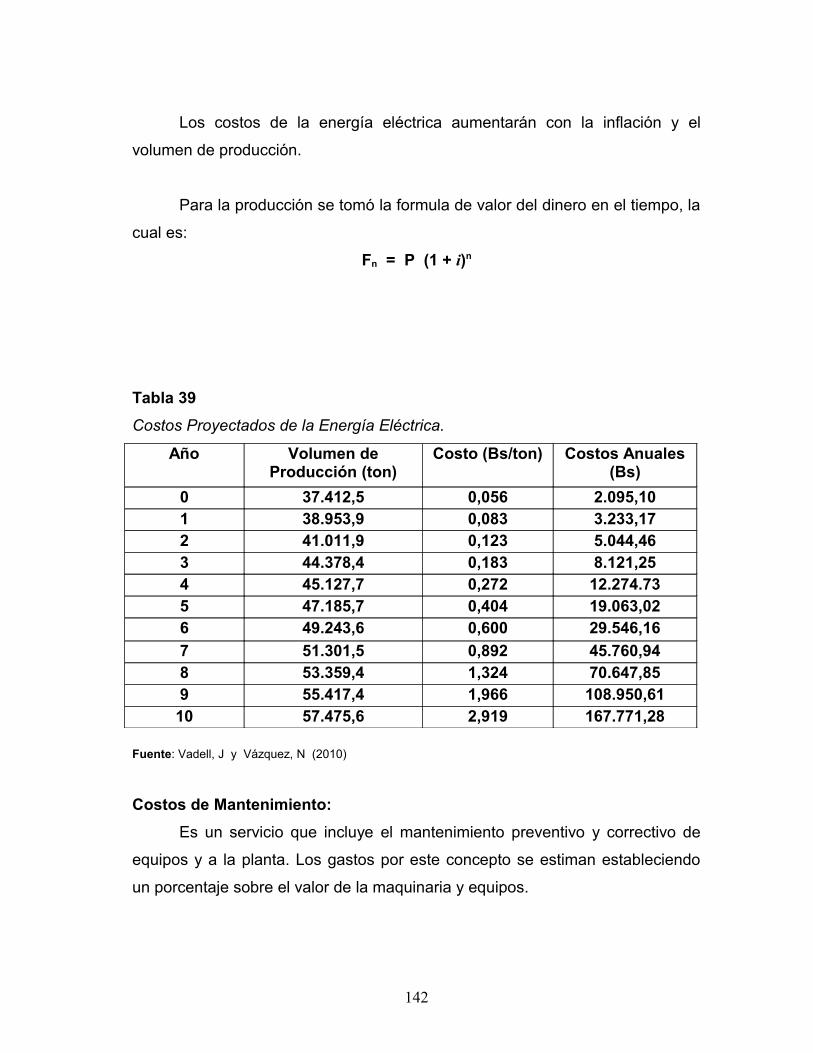
Los costos de la energía eléctrica aumentarán con la inflación y el
volumen de producción.
Para la producción se tomó la formula de valor del dinero en el tiempo, la
cual es:
Fn = P (1 + i)n
Tabla 39 Costos Proyectados de la Energía Eléctrica.
Año Volumen de Producción (ton)
Costo (Bs/ton) Costos Anuales (Bs)
0 37.412,5 0,056 2.095,101 38.953,9 0,083 3.233,172 41.011,9 0,123 5.044,463 44.378,4 0,183 8.121,254 45.127,7 0,272 12.274.735 47.185,7 0,404 19.063,026 49.243,6 0,600 29.546,167 51.301,5 0,892 45.760,948 53.359,4 1,324 70.647,859 55.417,4 1,966 108.950,6110 57.475,6 2,919 167.771,28
Fuente: Vadell, J y Vázquez, N (2010)
Costos de Mantenimiento:Es un servicio que incluye el mantenimiento preventivo y correctivo de
equipos y a la planta. Los gastos por este concepto se estiman estableciendo
un porcentaje sobre el valor de la maquinaria y equipos.
142
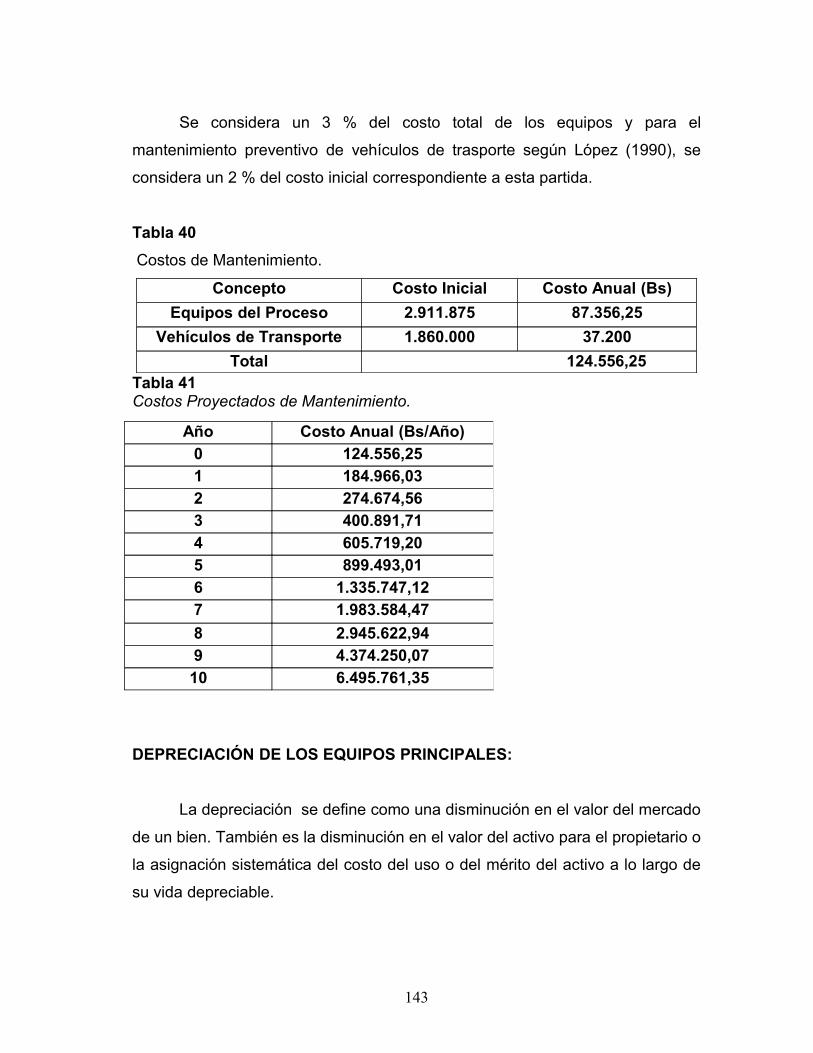
Se considera un 3 % del costo total de los equipos y para el
mantenimiento preventivo de vehículos de trasporte según López (1990), se
considera un 2 % del costo inicial correspondiente a esta partida.
Tabla 40 Costos de Mantenimiento.
Concepto Costo Inicial Costo Anual (Bs)Equipos del Proceso 2.911.875 87.356,25
Vehículos de Transporte 1.860.000 37.200Total 124.556,25
Tabla 41Costos Proyectados de Mantenimiento.
DEPRECIACIÓN DE LOS EQUIPOS PRINCIPALES:
La depreciación se define como una disminución en el valor del mercado
de un bien. También es la disminución en el valor del activo para el propietario o
la asignación sistemática del costo del uso o del mérito del activo a lo largo de
su vida depreciable.
Año Costo Anual (Bs/Año)0 124.556,251 184.966,032 274.674,563 400.891,714 605.719,205 899.493,016 1.335.747,127 1.983.584,478 2.945.622,949 4.374.250,0710 6.495.761,35
143
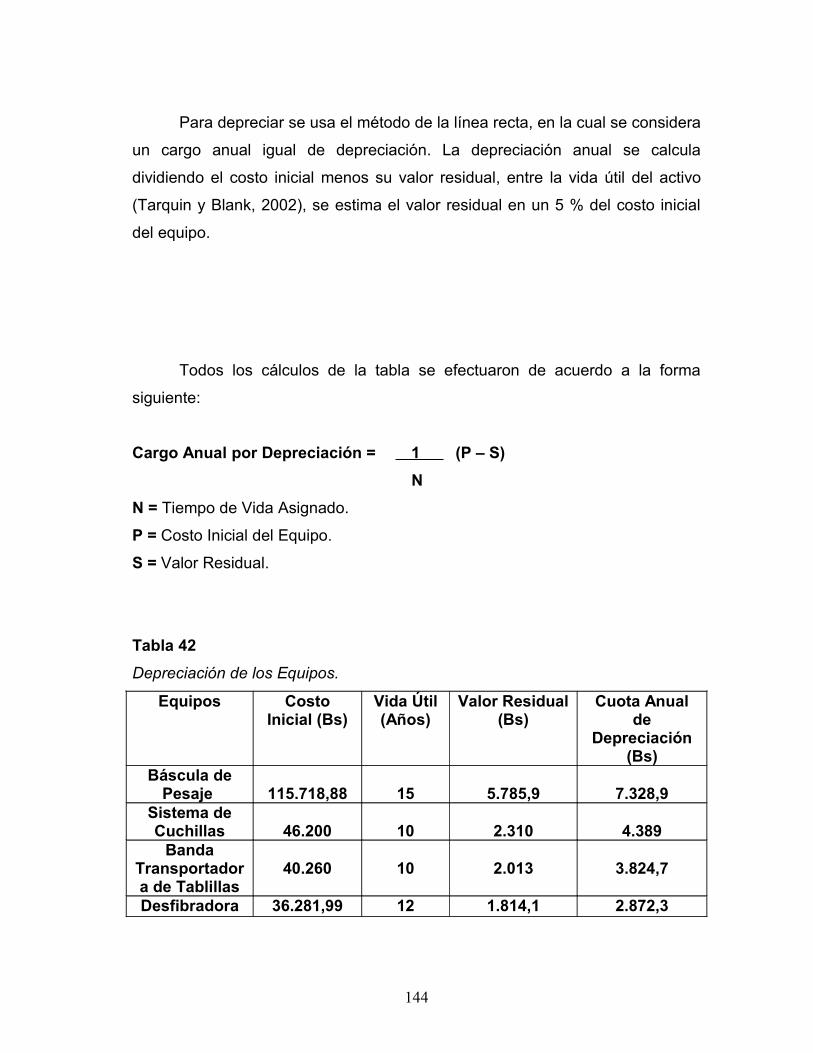
Para depreciar se usa el método de la línea recta, en la cual se considera
un cargo anual igual de depreciación. La depreciación anual se calcula
dividiendo el costo inicial menos su valor residual, entre la vida útil del activo
(Tarquin y Blank, 2002), se estima el valor residual en un 5 % del costo inicial
del equipo.
Todos los cálculos de la tabla se efectuaron de acuerdo a la forma
siguiente:
Cargo Anual por Depreciación = 1 (P – S) NN = Tiempo de Vida Asignado.
P = Costo Inicial del Equipo.
S = Valor Residual.
Tabla 42 Depreciación de los Equipos.
Equipos Costo Inicial (Bs)
Vida Útil (Años)
Valor Residual (Bs)
Cuota Anual de
Depreciación (Bs)
Báscula de Pesaje 115.718,88 15 5.785,9 7.328,9
Sistema de Cuchillas 46.200 10 2.310 4.389
Banda Transportadora de Tablillas
40.260 10 2.013 3.824,7
Desfibradora 36.281,99 12 1.814,1 2.872,3
144

Molinos 686.400 10 34.320 65.208Calentador
Tubular Vertical
197.901,79 15 9.895,1 12.533,8
Clarificador 205.601 13 10.280,1 15.024,68Filtro
Rotatorio66.000 10 3.300 6.270
Evaporadores 554.400 10 27.720,00 52.668Bombas de
Rotores Tubulares
140.000 10 7.000 13.300
Total 183.419,38
Tabla 43 Valor de Salvamento
Equipo Valor de Salvamento
Bascula de Pesaje 36.644,5Sistema de Cuchillas 4.389,00
Banda Transportadora 3.824,7Desfibradora 5.744,6
Molinos 65.208,00Calentador Tubular Vertical 62.669
Clarificador 45.074,8Filtro Rotatorio 6.270,00Evaporadores 52.668,00
Bombas Tubulares 13.300,00Total 561.944,2
Fuente: Vadell, J y Vázquez, N (2010)
Amortización de Activos Diferidos:La Amortización es un término al cual usualmente se le asocia con
aspectos financieros, pero en términos fiscales, su significado es igual que el de
la depreciación. Se diferencian en que la amortización se aplica a los activos
diferidos o intangibles como por ejemplo gastos preoperativos, gastos de
instalación, compra, marca y patente entre otros.
145

A la recuperación de la inversión de los activos intangibles, por vía fiscal,
se denomina amortización. De acuerdo a la tabla 32, se toma la cantidad total
de los activos diferidos y se divide entre los 10 años establecidos en el
horizonte de planificación
ADAD = Amortización de Activos Diferidos
ADAD = 374.467,15 Bs ADAD = 37.446,72 Bs/ año
10 años
COSTOS DE MANO DE OBRA DIRECTA E INDIRECTA:Estos costos se refieren a las erogaciones del personal que laborará en
la planta con su respectivo sueldo o salario. Las cifras incluyen todos los
beneficios contemplados en la Ley Orgánica del Trabajo.
Tabla 44 Costos de la Mano de Obra Directa.
Personal Cantidad Sueldo Mensual
(Bs)
Prestaciones de
antiguedad (Bs)
Bono vacaciona
l (Bs)
Sueldo Anual (Bs)
Ingeniero de Planta 1 3.800,oo 5.700,oo 1.900 53.200,oo
Operadores de Procesamiento 15 1.500,oo 2.250,00 750
273.000,oo
Supervisor de Fábrica 1 3.100,oo 4.650,oo 1.550
43.400,oo
Supervisor de Patio y Molienda 1 3.100,oo 4.650,00 1.550
43.400,oo
Total 413.000,oo
Tabla 45 Costos de la Mano de Obra Indirecta.
Personal Cantidad Sueldo Mensual
(Bs)
Prestaciones de antiguedad
(Bs)
Bono vacacional
(Bs)
Sueldo Anual (Bs)
146
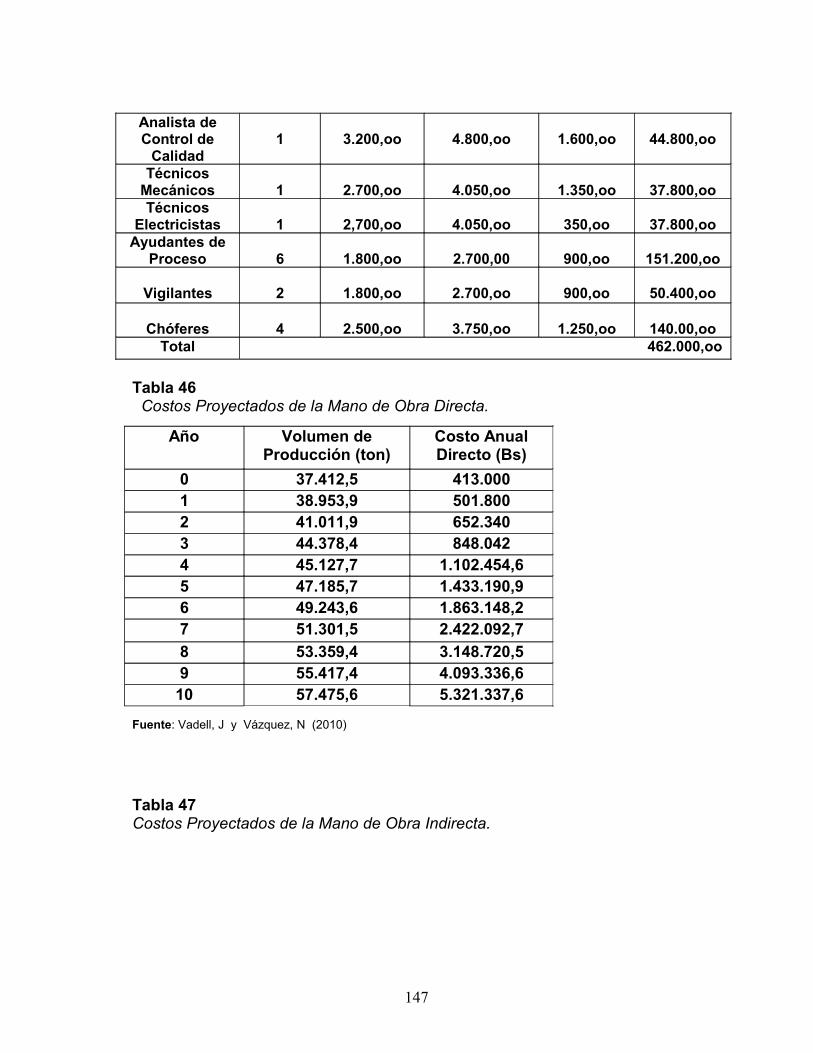
Analista de Control de
Calidad1 3.200,oo 4.800,oo 1.600,oo 44.800,oo
Técnicos Mecánicos 1 2.700,oo 4.050,oo 1.350,oo 37.800,ooTécnicos
Electricistas 1 2,700,oo 4.050,oo 350,oo 37.800,ooAyudantes de
Proceso 6 1.800,oo 2.700,00 900,oo 151.200,oo
Vigilantes 2 1.800,oo 2.700,oo 900,oo 50.400,oo
Chóferes 4 2.500,oo 3.750,oo 1.250,oo 140.00,ooTotal 462.000,oo
Tabla 46 Costos Proyectados de la Mano de Obra Directa.
Fuente: Vadell, J y Vázquez, N (2010)
Tabla 47Costos Proyectados de la Mano de Obra Indirecta.
Año Volumen de Producción (ton)
Costo Anual Directo (Bs)
0 37.412,5 413.0001 38.953,9 501.8002 41.011,9 652.3403 44.378,4 848.0424 45.127,7 1.102.454,65 47.185,7 1.433.190,96 49.243,6 1.863.148,27 51.301,5 2.422.092,78 53.359,4 3.148.720,59 55.417,4 4.093.336,6
10 57.475,6 5.321.337,6
147
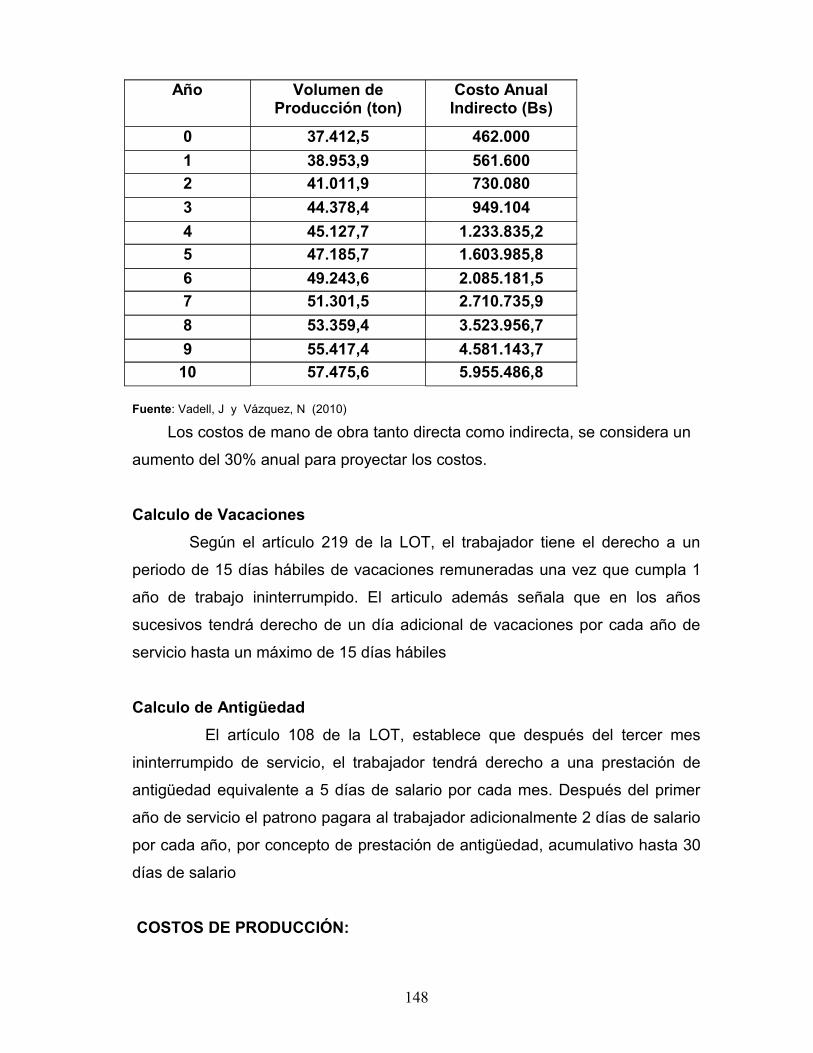
Fuente: Vadell, J y Vázquez, N (2010)
Los costos de mano de obra tanto directa como indirecta, se considera un
aumento del 30% anual para proyectar los costos.
Calculo de Vacaciones Según el artículo 219 de la LOT, el trabajador tiene el derecho a un
periodo de 15 días hábiles de vacaciones remuneradas una vez que cumpla 1
año de trabajo ininterrumpido. El articulo además señala que en los años
sucesivos tendrá derecho de un día adicional de vacaciones por cada año de
servicio hasta un máximo de 15 días hábiles
Calculo de Antigüedad El artículo 108 de la LOT, establece que después del tercer mes
ininterrumpido de servicio, el trabajador tendrá derecho a una prestación de
antigüedad equivalente a 5 días de salario por cada mes. Después del primer
año de servicio el patrono pagara al trabajador adicionalmente 2 días de salario
por cada año, por concepto de prestación de antigüedad, acumulativo hasta 30
días de salario
COSTOS DE PRODUCCIÓN:
Año Volumen de Producción (ton)
Costo Anual Indirecto (Bs)
0 37.412,5 462.0001 38.953,9 561.6002 41.011,9 730.0803 44.378,4 949.1044 45.127,7 1.233.835,25 47.185,7 1.603.985,86 49.243,6 2.085.181,57 51.301,5 2.710.735,98 53.359,4 3.523.956,79 55.417,4 4.581.143,7
10 57.475,6 5.955.486,8
148
Con el propósito de anticipar los resultados económicos que produciría el
proyecto, se ha calculado el costo de producción que estaría vigente durante los
primeros 10 años.
En este cálculo los costos totales de producción se muestran en la Tabla
48 a lo largo del horizonte de planificación.
149
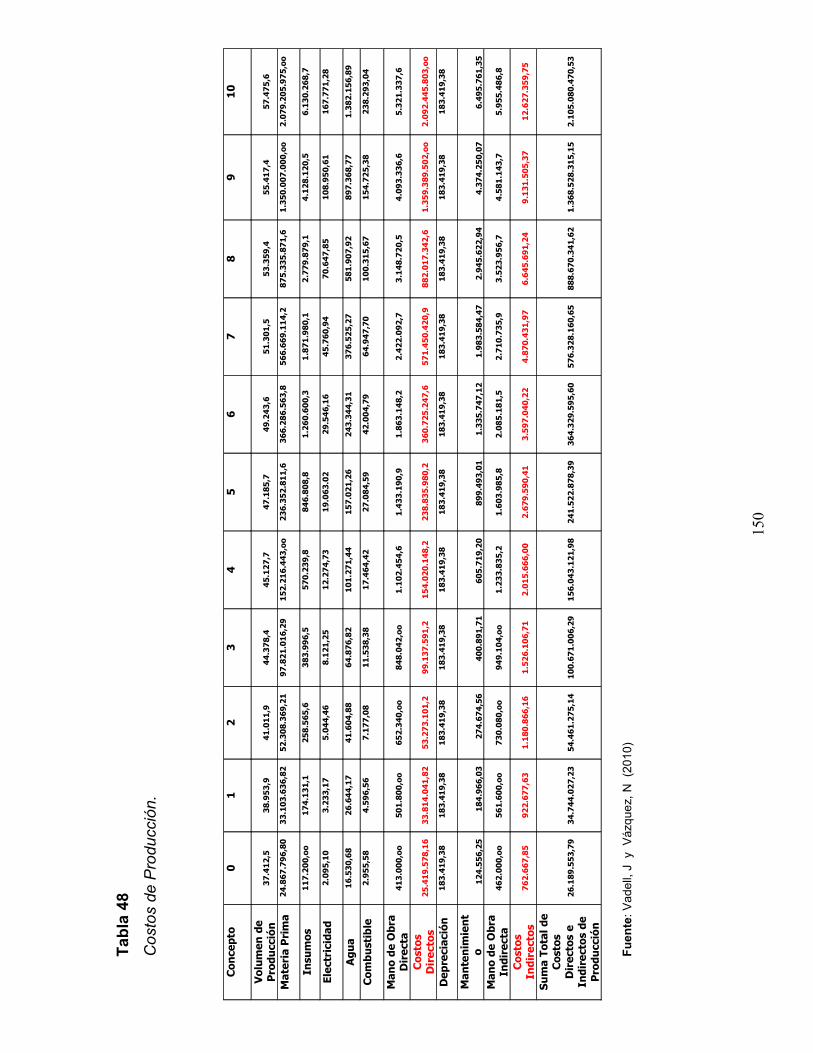
Tabl
a 48
C
osto
s de
Pro
ducc
ión.
Con
cept
o0
12
34
56
78
91
0
Vol
um
en d
e P
rodu
cció
n37
.412
,538
.953
,941
.011
,944
.378
,445
.127
,747
.185
,749
.243
,651
.301
,553
.359
,455
.417
,457
.475
,6
Mat
eria
Pri
ma
24.8
67.7
96,8
033
.103
.636
,82
52.3
08.3
69,2
197
.821
.016
,29
152.
216.
443,
oo23
6.35
2.81
1,6
366.
286.
563,
856
6.66
9.11
4,2
875.
335.
871,
61.
350.
007.
000,
oo2.
079.
205.
975,
oo
Insu
mos
117.
200,
oo17
4.13
1,1
258.
565,
638
3.99
6,5
570.
239,
884
6.80
8,8
1.26
0.60
0,3
1.87
1.98
0,1
2.77
9.87
9,1
4.12
8.12
0,5
6.13
0.26
8,7
Elec
tric
idad
2.09
5,10
3.23
3,17
5.04
4,46
8.12
1,25
12.2
74,7
319
.063
.02
29.5
46,1
645
.760
,94
70.6
47,8
510
8.95
0,61
167.
771,
28
Agu
a16
.530
,68
26.6
44,1
741
.604
,88
64.8
76,8
210
1.27
1,44
157.
021,
2624
3.34
4,31
376.
525,
2758
1.90
7,92
897.
368,
771.
382.
156,
89
Com
bu
stib
le2.
955,
584.
596,
567.
177,
0811
.538
,38
17.4
64,4
227
.084
,59
42.0
04,7
964
.947
,70
100.
315,
6715
4.72
5,38
238.
293,
04
Man
o de
Obr
a D
irec
ta41
3.00
0,oo
501.
800,
oo65
2.34
0,oo
848.
042,
oo1.
102.
454,
61.
433.
190,
91.
863.
148,
22.
422.
092,
73.
148.
720,
54.
093.
336,
65.
321.
337,
6
Cos
tos
Dir
ecto
s25
.419
.578
,16
33.8
14.0
41,8
253
.273
.101
,299
.137
.591
,215
4.02
0.14
8,2
238.
835.
980,
236
0.72
5.24
7,6
571.
450.
420,
988
2.01
7.34
2,6
1.35
9.38
9.50
2,oo
2.09
2.44
5.80
3,oo
Dep
reci
ació
n18
3.41
9,38
183.
419,
3818
3.41
9,38
183.
419,
3818
3.41
9,38
183.
419,
3818
3.41
9,38
183.
419,
3818
3.41
9,38
183.
419,
3818
3.41
9,38
Man
ten
imie
nt
o12
4.55
6,25
184.
966,
0327
4.67
4,56
400.
891,
7160
5.71
9,20
899.
493,
011.
335.
747,
121.
983.
584,
472.
945.
622,
944.
374.
250,
076.
495.
761,
35
Man
o de
Obr
a In
dire
cta
462.
000,
oo56
1.60
0,oo
730.
080,
oo94
9.10
4,oo
1.23
3.83
5,2
1.60
3.98
5,8
2.08
5.18
1,5
2.71
0.73
5,9
3.52
3.95
6,7
4.58
1.14
3,7
5.95
5.48
6,8
Cos
tos
Indi
rect
os76
2.66
7,85
922.
677,
631.
180.
866,
161.
526.
106,
712.
015.
666,
002.
679.
590,
413.
597.
040,
224.
870.
431,
976.
645.
691,
249.
131.
505,
3712
.627
.359
,75
Su
ma
Tota
l de
Cos
tos
Dir
ecto
s e
Indi
rect
os d
e P
rodu
cció
n
26.1
89.5
53,7
934
.744
.027
,23
54.4
61.2
75,1
410
0.67
1.00
6,29
156.
043.
121,
9824
1.52
2.87
8,39
364.
329.
595,
6057
6.32
8.16
0,65
888.
670.
341,
621.
368.
528.
315,
152.
105.
080.
470,
53
Fuen
te: V
adel
l, J
y V
ázqu
ez, N
(20
10)
150

COSTOS GENERALES:Incluye los gastos administrativos y los gastos de venta y distribución.
Costos de Administración:Se refiere básicamente a los sueldos del personal que tendrá a su cargo la
organización productiva y administrativa de la planta.
Tabla 49Costos de Administración.
Concepto Sueldo Mensual
(Bs)
Prestaciones de
antiguedad
Bono Vacacional
(Bs)
Sueldo Anual (Bs)
1 Gerente General
4.500 6.750 2.250 63.000
1 Administrador 2.500 3.750 1.125 34.8751 Secretaria 1.500 2.250 750 21.000
Total 118.875
Fuente: Vadell, J y Vázquez, N (2010)
Costos de Distribución y Ventas:Estos costos incluyen únicamente la parte fija que corresponde a los
sueldos base del personal encargado de la gerencia de ventas, y los costos que
corresponden a papel, talonarios, entre otros.
Tabla 50 Costos de Distribución y Venta.
Concepto Sueldo Mensual
(Bs)
Prestaciones de Antigüedad
(Bs)
Bono Vacacional
(Bs)
Sueldo Anual (Bs)
2 Secretarias 1.500 2.250 750 39.0001 Contador 2.800 4.200 1.400 39.200Gastos de
Oficina
2002.400
Viáticos - 24.000Total 104.600
151

Los costos administrativos crecen un 30 % anual, mientra que los costos de
venta aumentan con el volumen de producción.
Tabla 51 Proyección de Costos de Distribución y Venta y Costos de Administración
Año Volumen de Producción (ton)
Costos de Distribución y Venta
(Bs)
Costos Administrativos
Anuales (Bs)0 37.412,5 104.600 118.8751 38.953,9 155.331 154.537,52 41.011,9 230.666,54 200.898,253 44.378,4 342.539,81 260.363,484 45.127,7 508.671,63 338.472,525 47.185,7 755.377,37 440.014,286 49.243,6 1.121.735,40 572.018,567 51.301,5 1.665.777,06 743.624,138 53.359,4 2.473.678,94 1.033.637,549 55.417,4 3.673.413,22 1.343.728,80
10 57.475,6 5.455.018,63 1.746.847,44
Fuente: Vadell, J y Vázquez, N (2010)
Determinación de los Ingresos por Venta:De acuerdo a la utilización de la capacidad, se pueden estimar los
ingresos anuales proyectando en el horizonte de planificación de 10 años.
Para ello se calcula el costo unitario del producto a nivel de planta
con la siguiente formula:
Cu = Costos de Producción (Bs)
Ton de Meladura producida
Para el primer año de operación el costo estimado será:
Cu = 26.189.553,79 Bs 37.412,5 ton
152
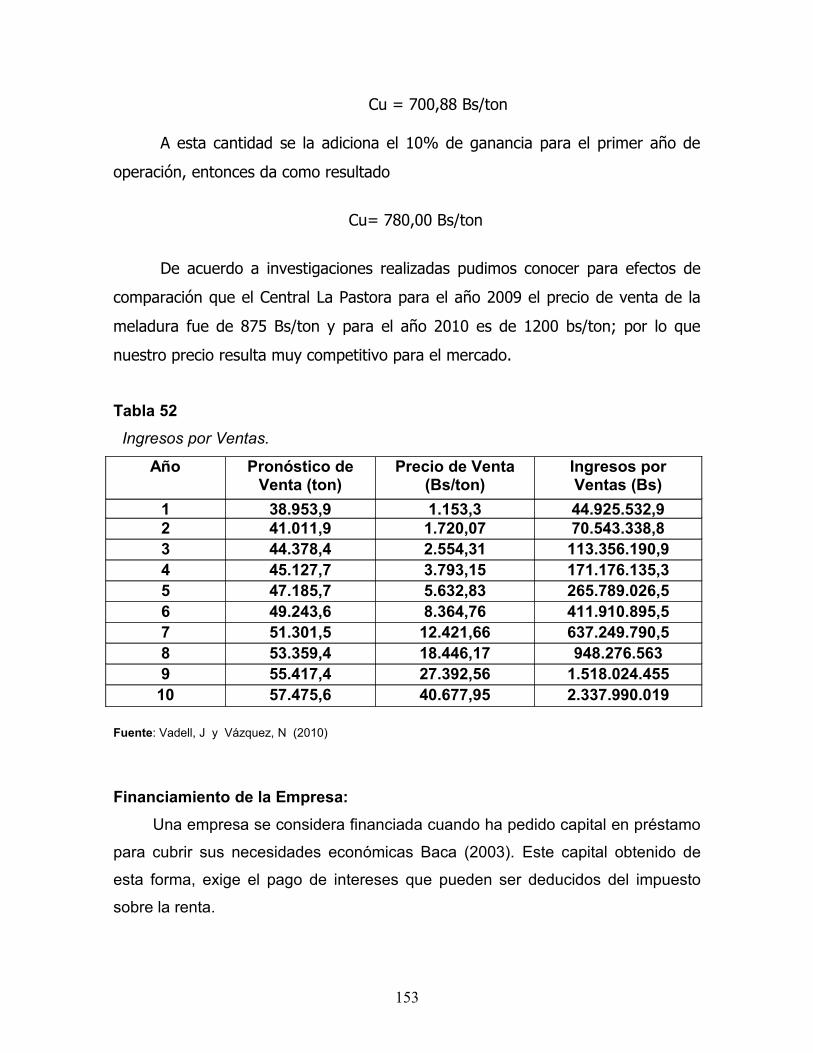
Cu = 700,88 Bs/ton
A esta cantidad se la adiciona el 10% de ganancia para el primer año de
operación, entonces da como resultado
Cu= 780,00 Bs/ton
De acuerdo a investigaciones realizadas pudimos conocer para efectos de
comparación que el Central La Pastora para el año 2009 el precio de venta de la
meladura fue de 875 Bs/ton y para el año 2010 es de 1200 bs/ton; por lo que
nuestro precio resulta muy competitivo para el mercado.
Tabla 52 Ingresos por Ventas.
Año Pronóstico de Venta (ton)
Precio de Venta (Bs/ton)
Ingresos por Ventas (Bs)
1 38.953,9 1.153,3 44.925.532,92 41.011,9 1.720,07 70.543.338,83 44.378,4 2.554,31 113.356.190,94 45.127,7 3.793,15 171.176.135,35 47.185,7 5.632,83 265.789.026,56 49.243,6 8.364,76 411.910.895,57 51.301,5 12.421,66 637.249.790,58 53.359,4 18.446,17 948.276.5639 55.417,4 27.392,56 1.518.024.455
10 57.475,6 40.677,95 2.337.990.019
Fuente: Vadell, J y Vázquez, N (2010)
Financiamiento de la Empresa: Una empresa se considera financiada cuando ha pedido capital en préstamo
para cubrir sus necesidades económicas Baca (2003). Este capital obtenido de
esta forma, exige el pago de intereses que pueden ser deducidos del impuesto
sobre la renta.
153
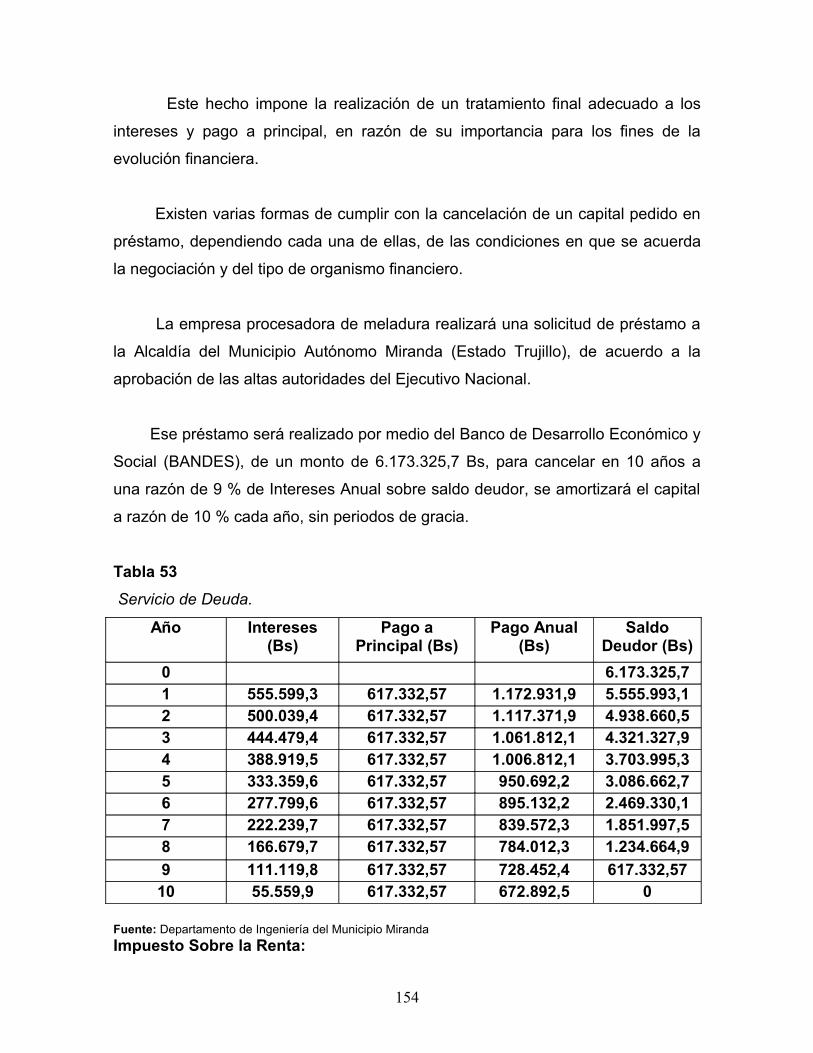
Este hecho impone la realización de un tratamiento final adecuado a los
intereses y pago a principal, en razón de su importancia para los fines de la
evolución financiera.
Existen varias formas de cumplir con la cancelación de un capital pedido en
préstamo, dependiendo cada una de ellas, de las condiciones en que se acuerda
la negociación y del tipo de organismo financiero.
La empresa procesadora de meladura realizará una solicitud de préstamo a
la Alcaldía del Municipio Autónomo Miranda (Estado Trujillo), de acuerdo a la
aprobación de las altas autoridades del Ejecutivo Nacional.
Ese préstamo será realizado por medio del Banco de Desarrollo Económico y
Social (BANDES), de un monto de 6.173.325,7 Bs, para cancelar en 10 años a
una razón de 9 % de Intereses Anual sobre saldo deudor, se amortizará el capital
a razón de 10 % cada año, sin periodos de gracia.
Tabla 53 Servicio de Deuda.
Año Intereses (Bs)
Pago a Principal (Bs)
Pago Anual (Bs)
Saldo Deudor (Bs)
0 6.173.325,71 555.599,3 617.332,57 1.172.931,9 5.555.993,12 500.039,4 617.332,57 1.117.371,9 4.938.660,53 444.479,4 617.332,57 1.061.812,1 4.321.327,94 388.919,5 617.332,57 1.006.812,1 3.703.995,35 333.359,6 617.332,57 950.692,2 3.086.662,76 277.799,6 617.332,57 895.132,2 2.469.330,17 222.239,7 617.332,57 839.572,3 1.851.997,58 166.679,7 617.332,57 784.012,3 1.234.664,99 111.119,8 617.332,57 728.452,4 617.332,5710 55.559,9 617.332,57 672.892,5 0
Fuente: Departamento de Ingeniería del Municipio MirandaImpuesto Sobre la Renta:
154

De acuerdo a la Ley de Impuesto sobre la Renta, la cual entró en vigencia el
día 16 de febrero del año 2007, la misma señala de forma específica en su
articulado que:
Artículo 9: Las compañías anónimas y los contribuyentes asimilados a
éstas, que realicen actividades distintas a las señaladas en el artículo 11 de esta
Ley, pagarán impuesto por todos sus enriquecimientos netos, con base a la tarifa
prevista en el artículo 52 y a los tipos de impuesto fijados en sus parágrafos.
A las sociedades o corporaciones extranjeras, cualquiera sea la forma que
revistan, les será aplicado el régimen previsto en este artículo.
Las entidades jurídicas o económicas a que se refiere el literal e del artículo
7 de esta Ley, pagarán el impuesto por todos sus enriquecimientos netos con base
en lo dispuesto en el artículo 52.
Las fundaciones y asociaciones sin fines de lucro pagarán con base al
artículo 50 de esta Ley.
Artículo 52. El enriquecimiento global neto anual obtenido por los contribuyentes
a que se refiere el artículo 9 de esta Ley, se gravará salvo disposición en contrario,
con base en la siguiente Tarifa expresada en unidades tributarias (U.T.):
Tarifa Nº 2
155
• Por la fracción comprendida hasta 2.000 15 %
• Por la fracción que exceda de 2.000 hasta 3.000 22 %.
• Por la fracción que exceda de 3.000 34 %
Como este proyecto excede los 3.000 Bs, se estimará un 34 % de las
utilidades brutas para el cálculo del Impuesto Sobre la Renta.
Ley del Seguro Social
El articulo 66 de dicha ley dice: la cotización para financiar el Seguro Social
Obligatorio será, al iniciarse la aplicación de esta ley, de (11%) del salario a que
se refiere el articulo 59, para las empresas clasificadas en el riesgo mínimo de un
(12%) para las clasificadas en riesgo medio, y de un (13%) para las clasificadas en
riesgo máximo.
Para este trabajo utilizaremos el 13% de las utilidades brútas
Punto de Equilibrio:
156
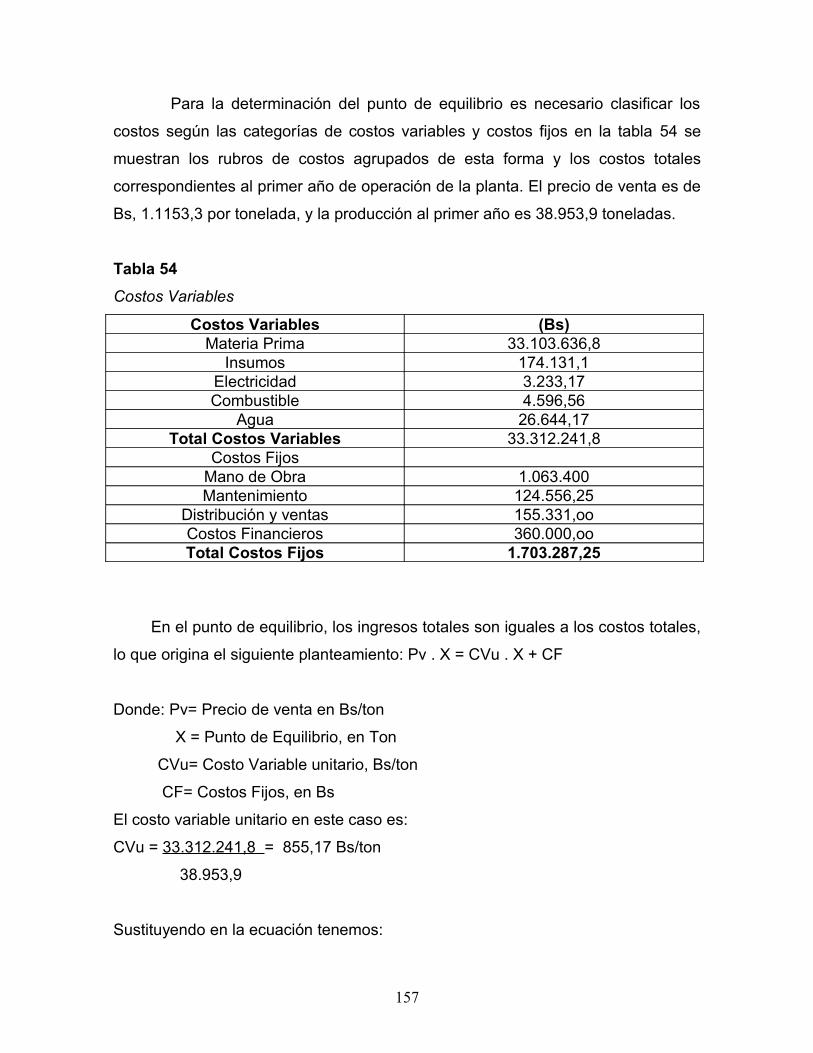
Para la determinación del punto de equilibrio es necesario clasificar los
costos según las categorías de costos variables y costos fijos en la tabla 54 se
muestran los rubros de costos agrupados de esta forma y los costos totales
correspondientes al primer año de operación de la planta. El precio de venta es de
Bs, 1.1153,3 por tonelada, y la producción al primer año es 38.953,9 toneladas.
Tabla 54Costos Variables
Costos Variables (Bs)Materia Prima 33.103.636,8
Insumos 174.131,1Electricidad 3.233,17Combustible 4.596,56
Agua 26.644,17Total Costos Variables 33.312.241,8
Costos FijosMano de Obra 1.063.400Mantenimiento 124.556,25
Distribución y ventas 155.331,ooCostos Financieros 360.000,ooTotal Costos Fijos 1.703.287,25
En el punto de equilibrio, los ingresos totales son iguales a los costos totales,
lo que origina el siguiente planteamiento: Pv . X = CVu . X + CF
Donde: Pv= Precio de venta en Bs/ton
X = Punto de Equilibrio, en Ton
CVu= Costo Variable unitario, Bs/ton
CF= Costos Fijos, en Bs
El costo variable unitario en este caso es:
CVu = 33.312.241,8 = 855,17 Bs/ton
38.953,9
Sustituyendo en la ecuación tenemos:
157
(780,00) X = (890,40). X + 1.703.287,25
X = 1.703.287,25 = 5.713,24 ton
(1.153,3 – 855,17)
El punto de equilibrio se obtiene cuando la producción es de 5.713,24 ton, lo
cual indica que el inicio de las operaciones se estarían obteniendo casi siete veces
la producción minima económica para este año.
158

Tabl
a 55
Est
ado
de R
esul
tado
o F
lujo
de
Caj
a P
roye
ctad
o pa
ra u
n H
oriz
onte
de
10 a
ños
en (B
s).
Con
cept
o0
12
34
56
78
91
0
+ I
ngr
esos
por
V
enta
s 44
.925
.532
,970
.543
.338
,811
3.35
6.19
0,9
171.
176.
135,
326
5.78
9.02
6,5
411.
910.
895,
563
7.24
9.79
0,5
948.
276.
563
1.51
8.02
4.45
52.
337.
990.
019
- C
osto
s de
P
rodu
cció
n34
.744
.027
,23
54.4
61.2
75,1
410
0.67
1.00
6,29
156.
043.
121,
9824
1.52
2.87
8,39
364.
329.
595,
6057
6.32
8.16
0,65
888.
670.
341,
621.
368.
528.
315,
152.
105.
080.
470,
53
Uti
lidad
M
argi
nal
10.0
16.2
51,8
815
.830
.436
,712
.298
.292
,o14
.626
.646
,423
.412
.926
,746
.308
.039
,559
.024
.611
,956
.782
.923
,314
5.29
7.31
622
6.66
8.06
9
- C
osto
s de
D
istr
ibu
ción
y
Ven
tas
155.
331,
oo23
0.66
4,54
342.
539,
8150
8.67
1,63
755.
377,
371.
121.
735,
401.
665.
777,
062.
473.
678,
943.
673.
413,
225.
455.
018,
63
- C
osto
s A
dmin
istr
ativ
os15
4.53
7,5
200.
898,
2526
0.36
3,48
338.
472,
5244
0.01
4,28
572.
018,
5674
3.62
4,13
1.03
3.63
7,54
1.34
3.72
8,80
1.74
6.84
7,44
- C
osto
s Fi
nan
cier
os55
3.59
9,3
500.
039,
444
4.47
9,4
388.
919,
533
3.35
9,6
277.
799,
622
2.23
9,7
166.
679,
711
1.11
9,8
55.5
59,9
Uti
lidad
Bru
ta9.
152.
784,
0814
.898
.834
,51
11.2
50.9
0913
.390
.582
,75
2188
4175
,45
4433
6485
,94
56.3
92.9
71,0
153
.108
.927
,12
140.
169.
054,
221
9.41
0.64
3
- Im
pues
tos
Sob
re la
Ren
ta
(34
%)
3.11
1.94
6,90
5.06
5.60
3,73
3.82
5.30
9,17
4.55
2.79
8,13
7.44
0.61
9,65
15.0
74.4
05,2
219
.173
.610
,14
18.0
57.0
35,2
247
.657
.478
,70
74.5
99.6
18,6
2
- Se
guro
Soc
ial
(13
%)
1.18
9.86
1,90
1.93
6.84
8,50
1.46
2.61
8,20
1.74
0.76
5,80
2.84
4.94
2,80
5.76
3.74
3,10
7.33
1.08
6,20
6.90
4.16
0,50
18.2
21.9
90,2
028
.523
.383
,60
Uti
lidad
Net
a4.
850.
975,
307.
896.
382,
285.
962.
981,
947.
097.
018,
8211
.598
.613
,00
23.4
98.3
37,6
229
.888
.274
,67
28.1
47.7
31,4
074
.289
.586
,10
116.
287.
640,
78
+ D
epre
ciac
ión
183.
419,
3818
3.41
9,3
818
3.41
9,38
183.
419
,38
183.
419,
3818
3.41
9,3
818
3.41
9,38
183.
419
,38
183.
419,
3818
3.41
9,3
8
+ A
mor
tiza
ción
37.4
46,7
237
.446
,72
37.4
46,7
237
.446
,72
37.4
46,7
237
.446
,72
37.4
46,7
237
.446
,72
37.4
46,7
237
.446
,72
+ V
alor
de
Sal
vam
ento
561.
944,
2
- P
ago
a P
rin
cipa
l61
7.33
2,57
617.
332,
5761
7.33
2,57
617.
332,
5761
7.33
2,57
617.
332,
5761
7.33
2,57
617.
332,
5761
7.33
2,57
617.
332,
57
Flu
jo N
eto
de
Efec
tivo
4454
508,
8374
9991
5,81
5566
515,
4767
0055
2,35
1120
2146
,53
2310
1871
,15
2949
1808
,227
7512
64,9
373
8931
19,6
311
6453
118,
5
- In
vers
ión
Inic
ial
6.58
2.49
6,65
Fuen
te: V
adel
l, J
y V
ázqu
ez, N
(20
10)
159

Aplicaciones de las medidas de merito:
Para este proyecto se utilizo la TIR y el VAN. Para ello se estimo una tasa
minima atractiva de rentabilidad de 78,01% la cual se cálculo considerando las
siguientes tasas:
Tasa de Inflación: 48,5%
Tasa de costo de oportunidad: 14,51%
Tasa de Riesgo: 15%
Luego: TMAR = (48,5 + 14,51 + 15) % = 78,01%
Representación Grafica de los Flujos de Efectivo
116.453.118,5
73.893.119,63
29.491.808,2
23.101.871,15 27.751.264,93
11.202.146,53
4.454.508,83 7.499.915,81 5.566.515,47 6.700.552,35
6.582.496,65
VAN= 2.865.880,91 > 0, Se acepta para estudios mas detallados
TIR= 99% > TMAR, Se acepta para estudios mas detallados
160

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES
Para poder dar continuidad a este estudio debe cumplirse la estrategia
planteada a corto plazo
Para dar respuesta a nuestro primer objetivo especifico, se realizó el
reconocimiento de la zona y concluimos que de acuerdo a la potencialidad y
descripción de la zona donde va a estar ubicada la planta. El Municipio
Miranda presenta excelentes condiciones para el desarrollo del sector
agrícola y Agroindustrial ya que cuenta con suelos aptos para el cultivo de
caña, servicios básicos y una red de vías de comunicación terrestre que le
permite vincularse fácilmente con el resto del país
De acuerdo al segundo objetivo especifico, se concluye que la producción
de caña de azúcar en el Municipio Miranda para el año 2010 es de
225.179,49 ton y calculamos la capacidad instalada de la planta para el año
2019 de 332.244,83 ton. Con respecto a la distribución y venta que se le va
a dar a la materia prima ya procesada concluimos que:
• Que el 100% de la meladura que produzca el Central Melador sea
distribuidas a las Plantas de Etanol que se están construyendo en Monay
y en el sector de La Ceiba, o que el 50 % de la meladura se le venda a las
Plantas de Etanol y el otro 50% vaya para cualquier Central que quiera
refinar azúcar, y finalmente que el 100% de la meladura producida sea
para cualquier Central que quiera refinar azúcar en Venezuela
161
Para nuestro tercer objetivo especifico, la línea tecnológica a implementar
cumple con los requisitos técnicos y la capacidad necesaria para elaborar la
meladura
Y finalmente para nuestro ultimo objetivo especifico, se calculo el análisis
financiero para la producción Agroindustrial de la caña de azúcar que arrojó
resultados favorables, ya que los resultados de las medidas de merito
fueron que el VAN 0 y el TIR TMAR mostrando así una buena˃ ˃
rentabilidad, garantizando de esta forma el retorno de la inversión inicial y
un alto porcentaje de ingreso a lo largo de la vida del proyecto
162

RECOMENDACIONES
• Se recomienda realizar estudios posteriores de factibilidad con un mayor
nivel de detalle para la puesta en marcha del proyecto.
• Realizar un estudio de impacto ambiental, con el objetivo de darle un
adecuado manejo a la gran cantidad de desechos (Bagazo y cachaza)
generados por el central Melador, y así de esta manera minimizar o anular
las posibles consecuencias ambientales del proyecto.
• Se debe ampliar el galpón a fin de mejorar el desarrollo de las actividades a
realizar. Así mismo, se debe pensar en la adquisición de los terrenos
contiguos disponibles, para la zona de estacionamiento de vehículos
particulares y camiones de descarga en el área de acceso de materia
prima.
163
ANEXOS
164
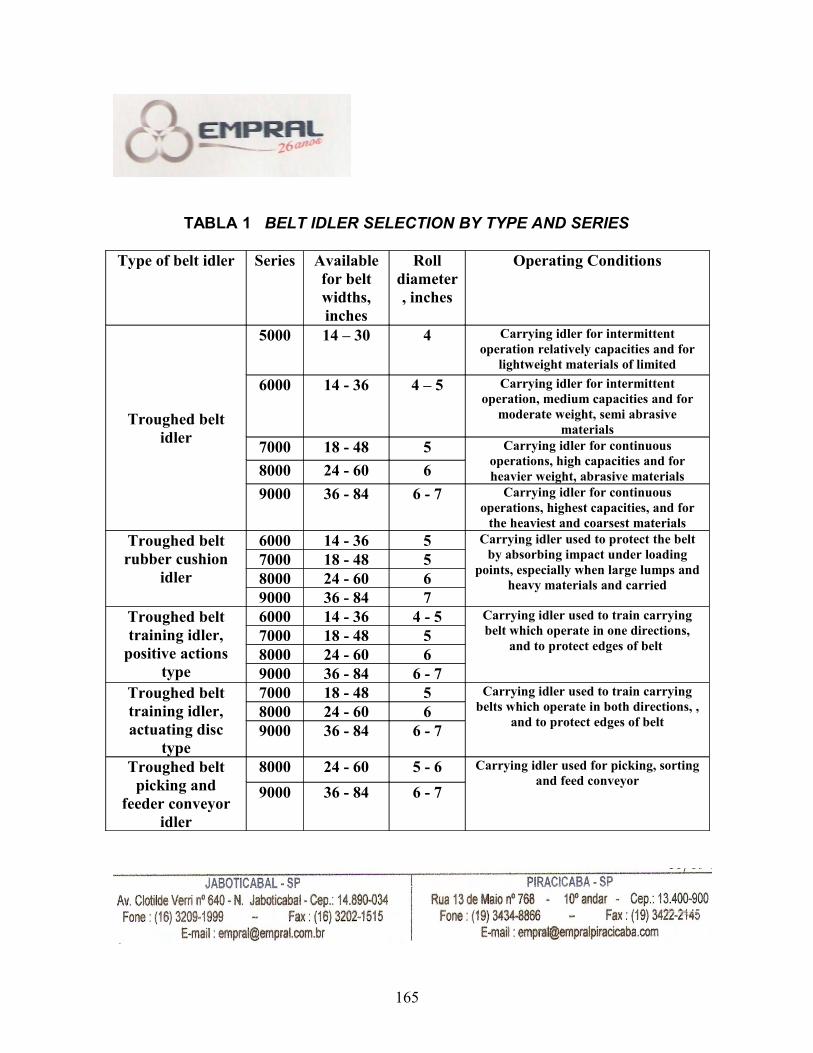
TABLA 1 BELT IDLER SELECTION BY TYPE AND SERIES
Type of belt idler Series Available for belt widths, inches
Roll diameter, inches
Operating Conditions
Troughed belt idler
5000 14 – 30 4 Carrying idler for intermittent operation relatively capacities and for
lightweight materials of limited6000 14 - 36 4 – 5 Carrying idler for intermittent
operation, medium capacities and for moderate weight, semi abrasive
materials7000 18 - 48 5 Carrying idler for continuous
operations, high capacities and for heavier weight, abrasive materials8000 24 - 60 6
9000 36 - 84 6 - 7 Carrying idler for continuous operations, highest capacities, and for
the heaviest and coarsest materialsTroughed belt rubber cushion
idler
6000 14 - 36 5 Carrying idler used to protect the belt by absorbing impact under loading
points, especially when large lumps and heavy materials and carried
7000 18 - 48 58000 24 - 60 69000 36 - 84 7
Troughed belt training idler,
positive actions type
6000 14 - 36 4 - 5 Carrying idler used to train carrying belt which operate in one directions,
and to protect edges of belt 7000 18 - 48 58000 24 - 60 69000 36 - 84 6 - 7
Troughed belt training idler, actuating disc
type
7000 18 - 48 5 Carrying idler used to train carrying belts which operate in both directions, ,
and to protect edges of belt8000 24 - 60 69000 36 - 84 6 - 7
Troughed belt picking and
feeder conveyor idler
8000 24 - 60 5 - 6 Carrying idler used for picking, sorting and feed conveyor
9000 36 - 84 6 - 7
165
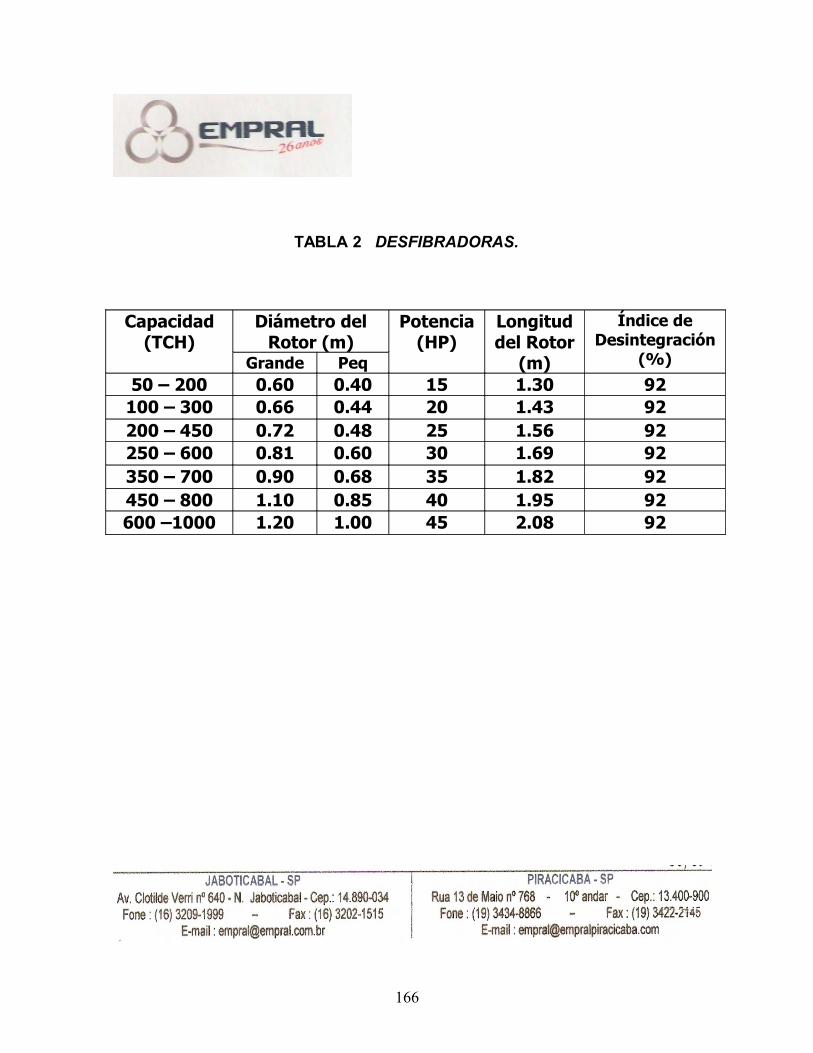
TABLA 2 DESFIBRADORAS.
Capacidad (TCH)
Diámetro del Rotor (m)
Potencia (HP)
Longitud del Rotor
(m)
Índice de Desintegración
(%)Grande Peq50 – 200 0.60 0.40 15 1.30 92
100 – 300 0.66 0.44 20 1.43 92200 – 450 0.72 0.48 25 1.56 92250 – 600 0.81 0.60 30 1.69 92350 – 700 0.90 0.68 35 1.82 92450 – 800 1.10 0.85 40 1.95 92600 –1000 1.20 1.00 45 2.08 92
166

TABLA 3 CAPACIDAD DE LOS MOLINOS EN T.C.H
Composición de la bateríaM = N° de molinos C= N° de cilindros
3M11C
4M12C
5M14C
6M15C
7M17C
8M18C
D” L” D.mm Lmm LD2(m3)
2041511391241141019281746558504538332820
2121571451291101059085776760524640352921
23017015714012911410191847365565043383223
23817516214413311810895877568585244393323
253187173154142125115101928072625547413626
260192178158146129118104958374645749433626
42 8436 8436 7834 7834 7232 7232 6630 6630 6028 6028 5426 5426 4824 4824 4222 4220 36
1.065 2.134915 2.134915 1.980863 1.980863 1.830810 1.830810 1.675760 1.675760 1.530710 1.530710 1.370660 1.370660 1.220610 1.220610 1.070560 1.070510 915
2.4201.7871.6581.4751.3631.2011.0990.9670.8840.7710.6910.5970.5310.4540.3980.3360.238
167

TABLA 4. NOMOGRAMA
168
TABLA 5 CALENTADORES FIVES SERIE NUEVA
Flujo másico (ton/h) 163 217 271 352 516 766Diámetro del
calentador (mm) 1200 1525 1790 1880 1960 2460
Numero de pasos 16 16 16 16 12 12Tubos por paso 6 8 10 13 19 26
Numero total de tubos 96 128 160 203 228 312Diámetro de los tubos
(mm) 25 33 40 53 68 96
Gasto (l/h) 35200 404480 465563 525938 598765 642987Sup. de Calentamiento
S=30 m²S=40S=50S=60S=70S=80S=90S=100S=120S=130S=150S=170S=190S=210S=230S=250
1.26 m1.53 “1.80 “2.06 “2.33 “2.60 “2.86 “3.13 “3.40 “3.66 “3.93 “4.20 “4.46 “4.63 “4.80 “4.97 “
5.14 m5.315.485.655.855.996.166.336.506.676.847.017.187.357.527.69
7.86 m7.968.068.168.268.368.468.568.668.768.868.969.069.169.269.36
9.46 m 9.569.669.769.869.9610.0610.2610.3610.5110.6610.8110.9611.1111.2611.41
9.46 m 9.569.669.769.869.9610.0610.2610.3610.5110.6610.8110.9611.1111.2611.41
9.46 m 9.569.669.769.869.9610.0610.2610.3610.5110.6610.8110.9611.1111.2611.41
169
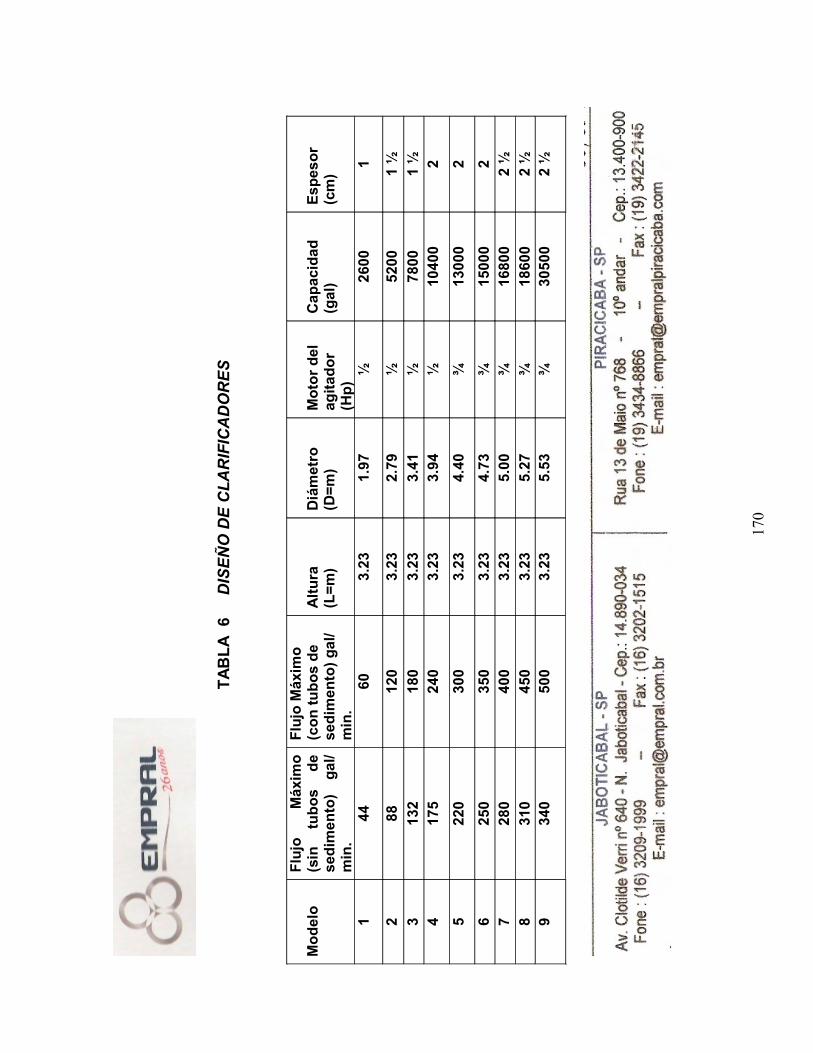
TAB
LA 6
D
ISEÑ
O D
E C
LAR
IFIC
AD
OR
ES
Mod
elo
Fluj
o
Máx
imo
(sin
tu
bos
de
se
dim
ento
) ga
l/m
in.
Fluj
o M
áxim
o (c
on tu
bos
de
sedi
men
to) g
al/
min
.
Altu
ra
(L=m
)D
iám
etro
(D
=m)
Mot
or d
el
agita
dor
(Hp)
Cap
acid
ad
(gal
)Es
peso
r (c
m)
144
603.
231.
97½
2600
1
288
120
3.23
2.79
½52
001
½3
132
180
3.23
3.41
½78
001
½4
175
240
3.23
3.94
½10
400
2
522
030
03.
234.
40¾
1300
02
625
035
03.
234.
73¾
1500
02
728
040
03.
235.
00¾
1680
02
½8
310
450
3.23
5.27
¾18
600
2 ½
934
050
03.
235.
53¾
3050
02
½
170

TABLA 7 CONDUCTIVIDADES TERMICAS DE AISLANTES Y ALGUNOS MATERIALES DE CONSTRUCCION
MATERIAL Densidad aparente ρ, lb/pie₂ a temperatura ambiente
T(°C)
K(Btu/h.Pie²)
AceroAsbestoAsfaltoAserrinArenaAzufreCalcioYeso
CalisaCarbon, gas
Carbón vegetalCartón, corrugado
ConcretoCeniza de maderaClinker, granuladoSilicato de Calcio
----11213212926---16098103---126---------------
---14068706821286---75212170---104212292---
27,60.0130.430.630.190.091.31.70.542.0
0.9430.0370.170.0410.270.22
171
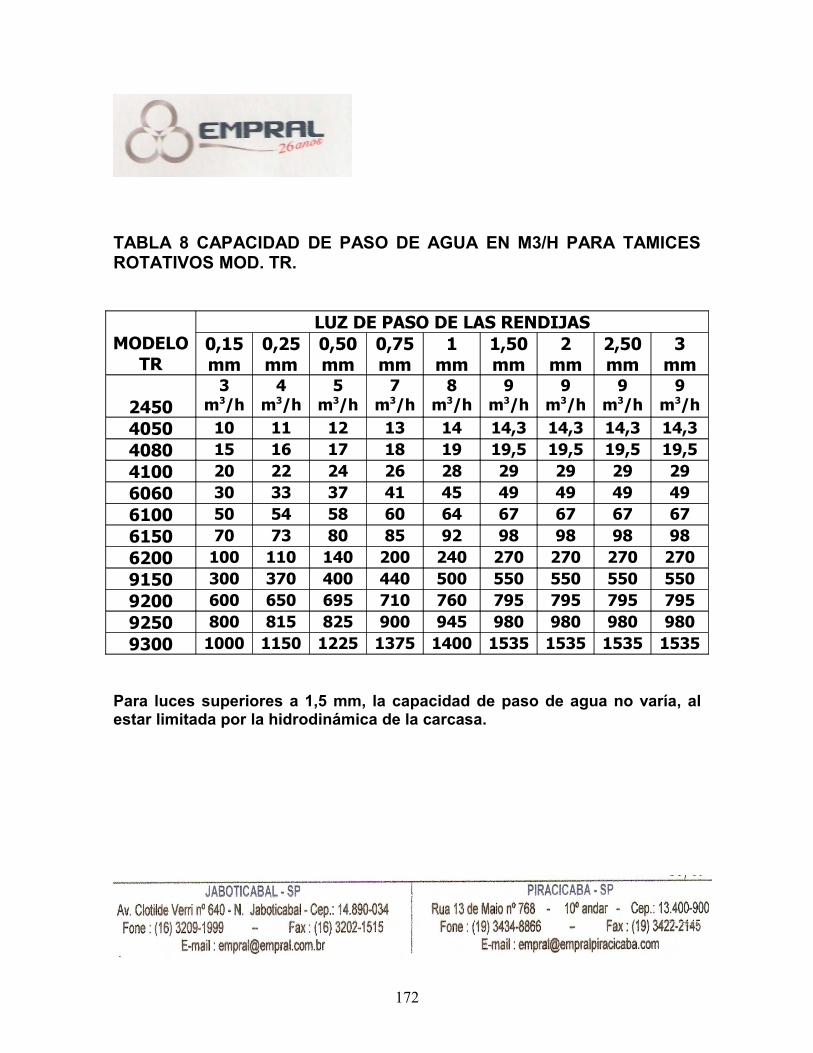
TABLA 8 CAPACIDAD DE PASO DE AGUA EN M3/H PARA TAMICES ROTATIVOS MOD. TR.
MODELOTR
LUZ DE PASO DE LAS RENDIJAS0,15 mm
0,25 mm
0,50 mm
0,75 mm
1mm
1,50 mm
2mm
2,50 mm
3mm
24503
m3/h4
m3/h5
m3/h7
m3/h8
m3/h9
m3/h9
m3/h9
m3/h9
m3/h4050 10 11 12 13 14 14,3 14,3 14,3 14,34080 15 16 17 18 19 19,5 19,5 19,5 19,54100 20 22 24 26 28 29 29 29 296060 30 33 37 41 45 49 49 49 496100 50 54 58 60 64 67 67 67 676150 70 73 80 85 92 98 98 98 986200 100 110 140 200 240 270 270 270 2709150 300 370 400 440 500 550 550 550 5509200 600 650 695 710 760 795 795 795 7959250 800 815 825 900 945 980 980 980 9809300 1000 1150 1225 1375 1400 1535 1535 1535 1535
Para luces superiores a 1,5 mm, la capacidad de paso de agua no varía, al estar limitada por la hidrodinámica de la carcasa.
172
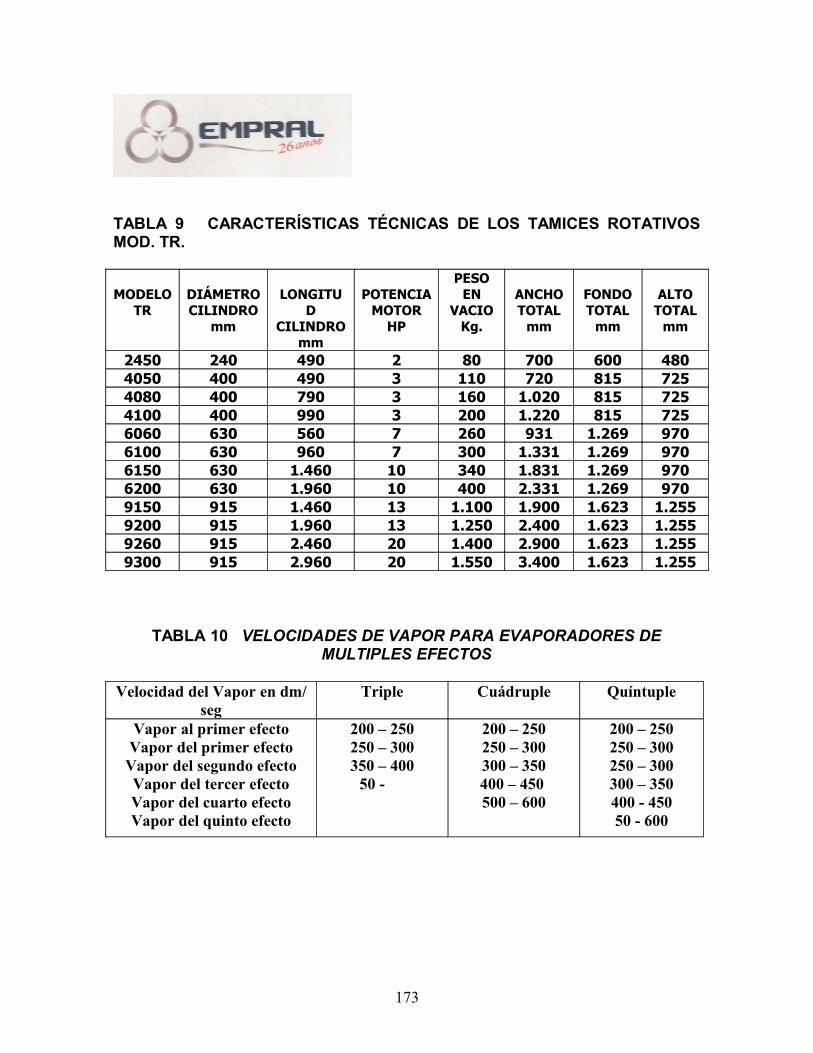
TABLA 9 CARACTERÍSTICAS TÉCNICAS DE LOS TAMICES ROTATIVOS MOD. TR.
MODELO TR
DIÁMETRO CILINDRO
mm
LONGITUD
CILINDRO mm
POTENCIA MOTOR
HP
PESO EN
VACIO Kg.
ANCHO TOTAL
mm
FONDO TOTAL
mm
ALTO TOTAL
mm
2450 240 490 2 80 700 600 4804050 400 490 3 110 720 815 7254080 400 790 3 160 1.020 815 7254100 400 990 3 200 1.220 815 7256060 630 560 7 260 931 1.269 9706100 630 960 7 300 1.331 1.269 9706150 630 1.460 10 340 1.831 1.269 9706200 630 1.960 10 400 2.331 1.269 9709150 915 1.460 13 1.100 1.900 1.623 1.2559200 915 1.960 13 1.250 2.400 1.623 1.2559260 915 2.460 20 1.400 2.900 1.623 1.2559300 915 2.960 20 1.550 3.400 1.623 1.255
TABLA 10 VELOCIDADES DE VAPOR PARA EVAPORADORES DE MULTIPLES EFECTOS
Velocidad del Vapor en dm/seg
Triple Cuádruple Quíntuple
Vapor al primer efectoVapor del primer efecto
Vapor del segundo efectoVapor del tercer efectoVapor del cuarto efectoVapor del quinto efecto
200 – 250250 – 300350 – 400
50 -
200 – 250250 – 300300 – 350400 – 450 500 – 600
200 – 250250 – 300250 – 300300 – 350400 - 45050 - 600
173
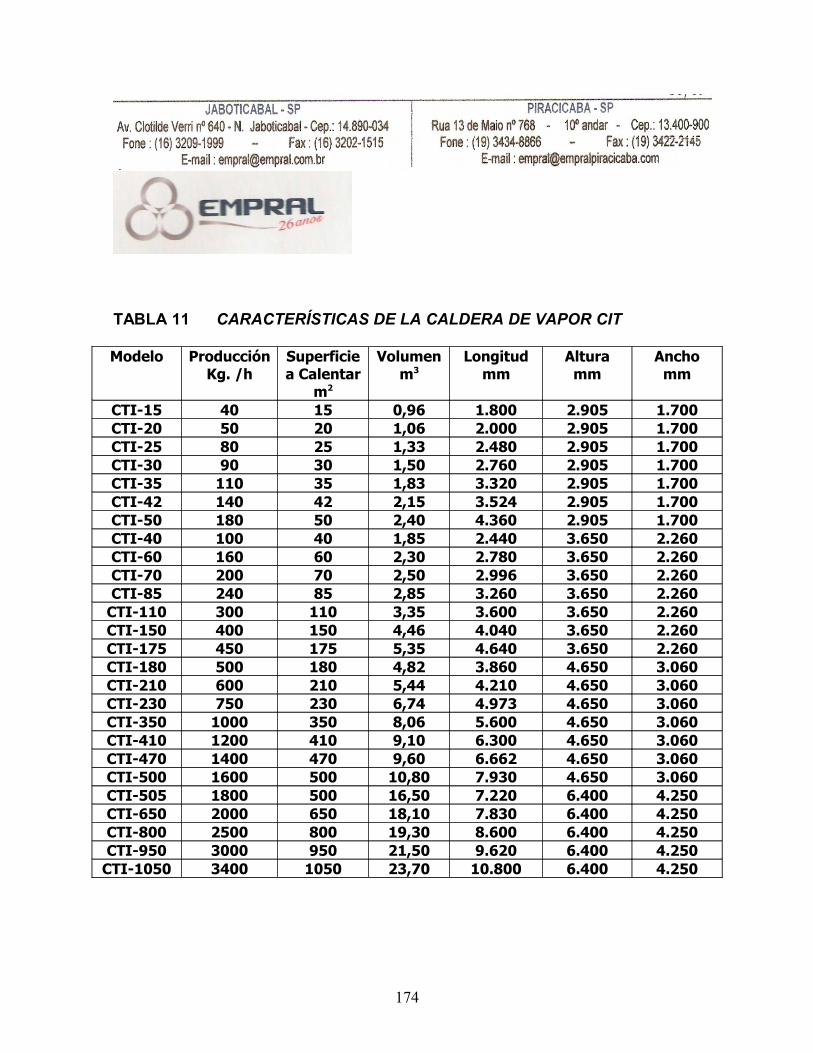
TABLA 11 CARACTERÍSTICAS DE LA CALDERA DE VAPOR CIT
Modelo Producción Kg. /h
Superficie a Calentar
m2
Volumen m3
Longitud mm
Altura mm
Ancho mm
CTI-15 40 15 0,96 1.800 2.905 1.700CTI-20 50 20 1,06 2.000 2.905 1.700CTI-25 80 25 1,33 2.480 2.905 1.700CTI-30 90 30 1,50 2.760 2.905 1.700CTI-35 110 35 1,83 3.320 2.905 1.700CTI-42 140 42 2,15 3.524 2.905 1.700CTI-50 180 50 2,40 4.360 2.905 1.700CTI-40 100 40 1,85 2.440 3.650 2.260CTI-60 160 60 2,30 2.780 3.650 2.260CTI-70 200 70 2,50 2.996 3.650 2.260CTI-85 240 85 2,85 3.260 3.650 2.260
CTI-110 300 110 3,35 3.600 3.650 2.260CTI-150 400 150 4,46 4.040 3.650 2.260CTI-175 450 175 5,35 4.640 3.650 2.260CTI-180 500 180 4,82 3.860 4.650 3.060CTI-210 600 210 5,44 4.210 4.650 3.060CTI-230 750 230 6,74 4.973 4.650 3.060CTI-350 1000 350 8,06 5.600 4.650 3.060CTI-410 1200 410 9,10 6.300 4.650 3.060CTI-470 1400 470 9,60 6.662 4.650 3.060CTI-500 1600 500 10,80 7.930 4.650 3.060CTI-505 1800 500 16,50 7.220 6.400 4.250CTI-650 2000 650 18,10 7.830 6.400 4.250CTI-800 2500 800 19,30 8.600 6.400 4.250CTI-950 3000 950 21,50 9.620 6.400 4.250
CTI-1050 3400 1050 23,70 10.800 6.400 4.250
174
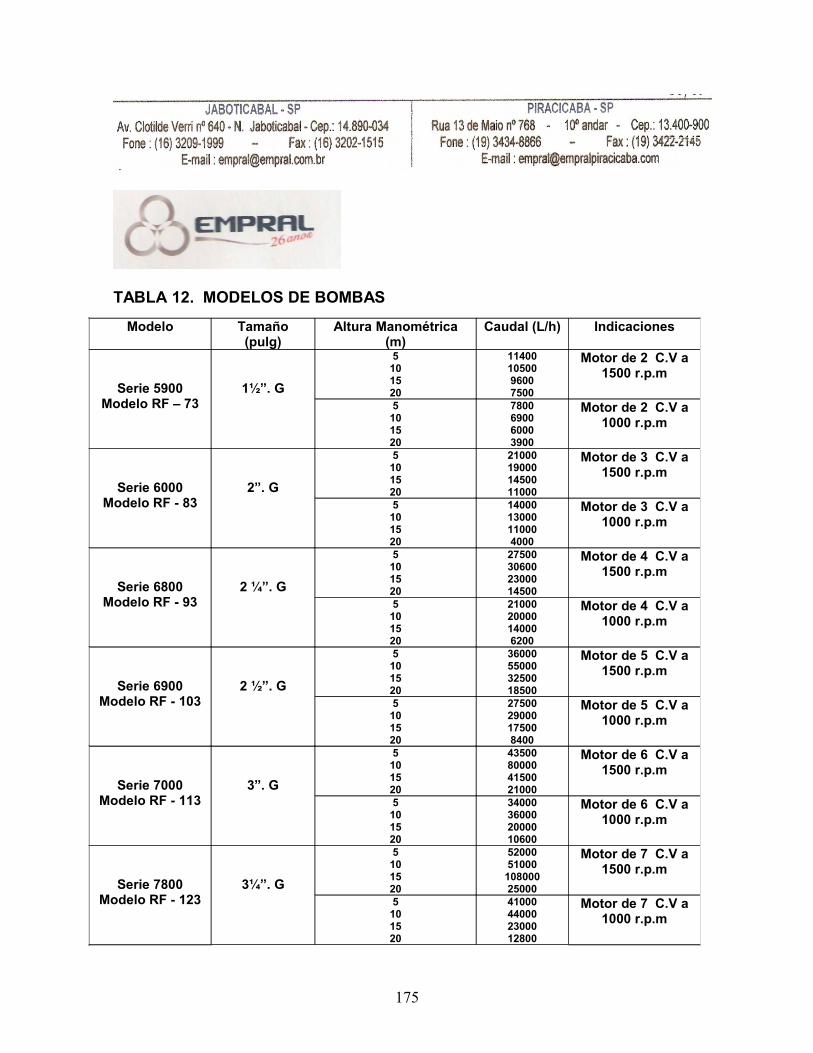
TABLA 12. MODELOS DE BOMBAS
Modelo Tamaño (pulg)
Altura Manométrica (m)
Caudal (L/h) Indicaciones
Serie 5900 Modelo RF – 73
1½”. G
5101520
114001050096007500
Motor de 2 C.V a 1500 r.p.m
5101520
7800690060003900
Motor de 2 C.V a 1000 r.p.m
Serie 6000 Modelo RF - 83
2”. G
5101520
21000190001450011000
Motor de 3 C.V a 1500 r.p.m
5101520
1400013000110004000
Motor de 3 C.V a 1000 r.p.m
Serie 6800 Modelo RF - 93
2 ¼”. G
5101520
27500306002300014500
Motor de 4 C.V a 1500 r.p.m
5101520
2100020000140006200
Motor de 4 C.V a 1000 r.p.m
Serie 6900 Modelo RF - 103
2 ½”. G
5101520
36000550003250018500
Motor de 5 C.V a 1500 r.p.m
5101520
2750029000175008400
Motor de 5 C.V a 1000 r.p.m
Serie 7000 Modelo RF - 113
3”. G
5101520
43500800004150021000
Motor de 6 C.V a 1500 r.p.m
5101520
34000360002000010600
Motor de 6 C.V a 1000 r.p.m
Serie 7800 Modelo RF - 123
3¼”. G
5101520
520005100010800025000
Motor de 7 C.V a 1500 r.p.m
5101520
41000440002300012800
Motor de 7 C.V a 1000 r.p.m
175
TABLA 13. DIAGRAMA DE MOODY
176
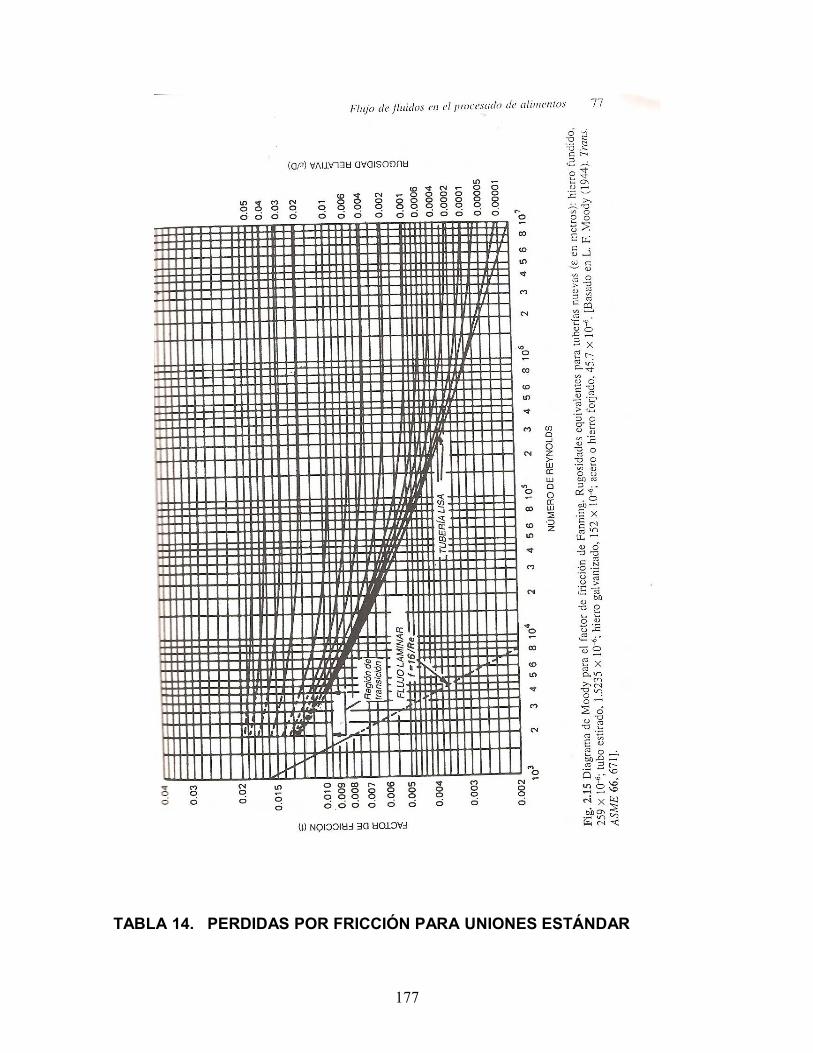
TABLA 14. PERDIDAS POR FRICCIÓN PARA UNIONES ESTÁNDAR
177
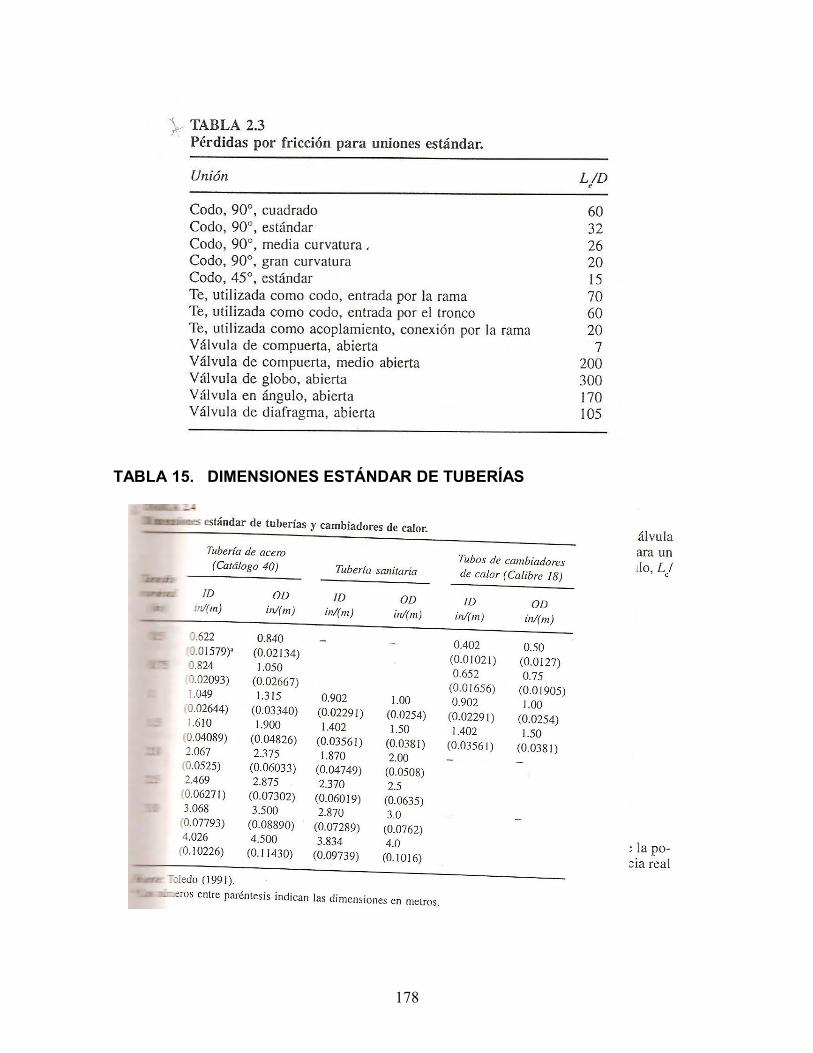
TABLA 15. DIMENSIONES ESTÁNDAR DE TUBERÍAS
178

BIBLIOGRAFIA
177

BIBLIOGRAFIA
• Abreu, Antonio. (2005). Estudio de Preinversión sobre el Diseño de una
Planta Agroindustrial para el Procesamiento local de la Zabila en el
Municipio Miranda. Estado Trujillo. Tesis de la Universidad de los Andes.
Trujillo – Venezuela
• Alcaldía del Municipio Miranda. Estado Trujillo. (2005). Instalación y puesta
en marcha de una Planta procesadora de caña de azúcar a escala industrial
para la fabricación de meladura
• Arnal, J. (1981). Venezuela y el azúcar. Hombre, trabajo y técnica.
Distribuidora Venezolana de azucares. Venezuela
• Baca, G. (1998). Evaluación de Proyectos. Mc Graw Hill. México.
• Balzhiser, R. (1974). Termodinámica Química para Ingenieros. Editorial
PHI. Chile
• Barazarte, C y Díaz, J. (2007). Plan Estratégico para la comercialización de
la Caña de Azúcar en el Estado Trujillo. Tesis de la Universidad de Los
Andes. Trujillo – Venezuela
178
• Barbosa Santander. 1991. Manual para la selección, montaje y operación
de los equipos de molienda para la producción de panela. Cimpa.
Colombia.
• Barrios, R. (1993). Planificación Agroindustrial, análisis, evaluación y
estrategias. Trabajo de Acenso. Ula, Estado Trujillo- Venezuela
• Bartholomay. 1987. Fabricas de Alimentos. Editorial Acribia. Zaragoza
España
• BCV. (2010). Banco Central de Venezuela. Venezuela. Revisado en 2010.
Disponible en: http://www.bcv.org.ve
• Caballero, Blanca. 2001. Curso de Calidad de Caña. Fundación Azucarera
para el Desarrollo, la Productividad y la Investigación. Venezuela
• Chain, M. 1991. Evaluación de Proyectos. Editorial Continental. Primera
Edición. Ciudad de México. (México).
• Clavijo, Luis. 1977. Ajuste de balance de Materiales en la Industria
Azucarera. Revista Cuba – Venezuela
179
• Delgado, C y Macías, E. (2003). Estudio de Preinversión a nivel de
Prefactibilidad de un proyecto Agroindustrial para una planta Procesadora
de Piña con el fin de Obtener Pulpa Pasteurizada y pulpa Congelada en el
Estado Trujillo. Tesis de grado Publicada. Ula. Estado Trujillo – Venezuela
• Guerra, Yosmery. 2003. Diseño de la línea tecnológica y determinación de
perdidas de sacarosa del proceso agroindustrial azucarero de la empresa
“Valores Roa” antes Central Motatan. Tesis de la Universidad de los Andes.
Trujillo - Venezuela
• Hernández Sampieri, Roberto. (2006). Metodología de la investigación. Mc
Graw Hill. Tercera edición.
• Himmelblau 1980. Principio y cálculos básicos de la Ingeniería. Editorial
Continental. Ciudad de México. (México)
• Honing, P. 1969. Principios de Tecnología Azucarera. Vol I, II y III. Editorial
Elsevier. Amsterdam.
• Kern Donald. 1984. Procesos de Transferencia de Calor. Editorial
Continental. México
• Lewis, MJ. 1993. Propiedades Físicas de los Alimentos y de los Sistemas
Procesados. Ediciones Aguilar. España
180

• López, A. (1990) Diseño de Industrias Agroalimentarias. Ediciones España
• Manzanilla, Miguel. 2006. Principios de Ingeniería Económica: bases
conceptuales para la estimación de costos y análisis de alternativas de
inversión en Ingeniería Agrícola.
• Ministerio de Infraestructura. Centro Regional de Coordinación Minfra
Trujillo.(2005). Infraestructura Vial. Municipio Miranda.
• Newman, D. (1985). Análisis Económico en Ingeniería Mc Graw Hill. México
• Ocón J, G Tojo. 1978. Problemas de Ingeniería Química. Ediciones Aguilar,
España
• Pedrosa, Puertas. 1979. Fabricación de Azúcar de Caña. Editorial Limosa.
México.
• Perry, J.H. (1991). Manual de Ingeniería. Editorial Acribia. Zaragoza España
• Rodríguez Aura. 1990. Estudio de los sistemas de Clarificación de Meladura
por Flotación en el Central La Pastora. Tesis. Universidad de los Andes.
Trujillo - Venezuela.
181
• Ruiz, Rubén. 1987. Caña de Azúcar y Panelera. Tercera Edición. Bogota –
Colombia
• Spencer, Meade. 1967. Manual del Azúcar de Caña. Editorial Montaner y
Simon. Novena Edición. Barcelona – España.
• Tarquin, Anthony y Blank, Leland. (2002) Ingeniería Económica. Quinta
edición. Editorial Mac Graw Hill. Interamericana.
182