recent ultrasonic testing technology … · demonstrate the challenge and some solutions to novel...
TRANSCRIPT
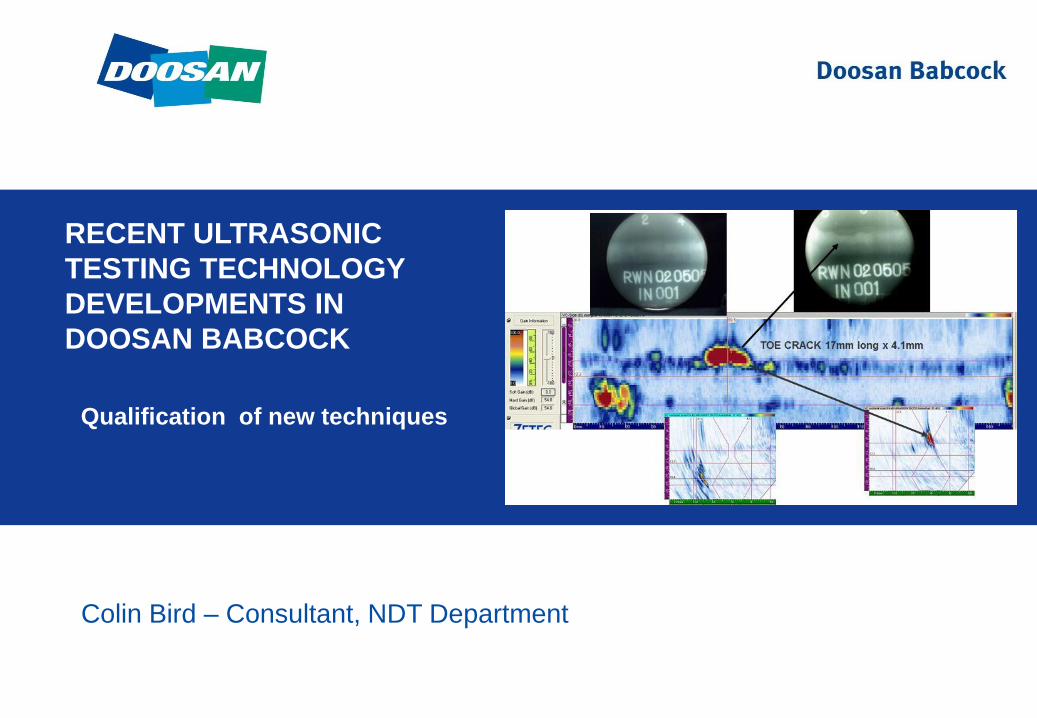
RECENT ULTRASONIC
TESTING TECHNOLOGY
DEVELOPMENTS IN
DOOSAN BABCOCK
Colin Bird – Consultant, NDT Department
Qualification of new techniques
Demonstrate how new inspection technologies can improve
plant efficiency by reducing down time.
Show that new technologies can be introduced where there
are no appropriate standards.
Demonstrate the challenge and some solutions to novel
technique qualification via two case studies.
Paper Objectives

Drivers for Change
– Cost Reduction
• Phased Array Technique 30 welds per shift per team
• Radiography 15 welds per shift per team.
• PA team 2 operators per team, Radiography 4 man team.
– Outage Time Reduction• No radiographic exclusion zones.
– Multiple phased array teams
– Work in parallel with welding teams
• Proven outage time compression of 10% to 30%.
– Safety Improvement
• No radiographic hazard.
Small Bore Pipe Inspection and Qualification
11 to 13mm gap
between tubes

Inspection Technique
– Pipe Diameters
• 25mm to 90mm diameter
– Wall Thickness
• 3mm to 12mm
– Material
• Currently ferritic tubing
• Developing austenitic capability
– Focused Phased Array Probes• 10MHz 32 element
– Scanner
• Bi direction bracelet scanner
Small Bore Pipe InspectionTechnique

1995 ASME Code case 2235
– Subject to proving trials
– Codes require detection of pores, worm holes, slag and planar flaws.
Why!
– UT is inherently less sensitive to pores than radiography
– Radiography is less sensitive to planar flaws.
• Planar flaws cause catastrophic failure pores may leak if the pipe becomes thin due to corrosion or erosion.
.
– Do we require manufacturing QA or Fitness for service.
Inspection Standards
14 September 2011 | 5
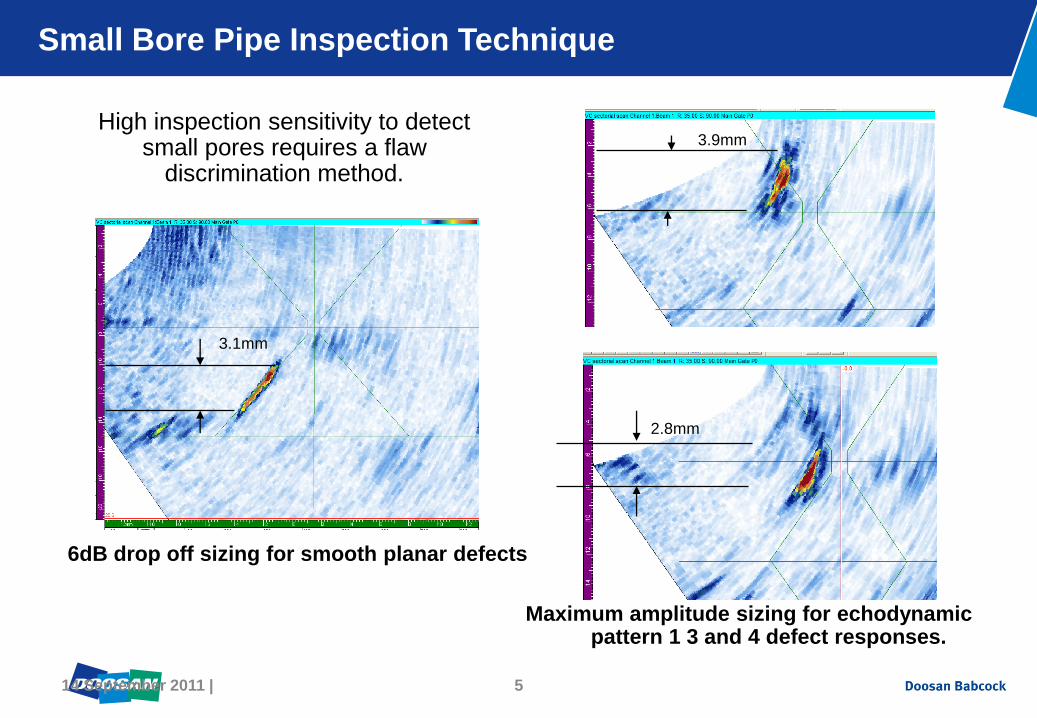
Small Bore Pipe Inspection Technique
3.1mm
6dB drop off sizing for smooth planar defects
Maximum amplitude sizing for echodynamicpattern 1 3 and 4 defect responses.
High inspection sensitivity to detect small pores requires a flaw
discrimination method.
3.9mm
2.8mm
14 September 2011 | 6
Inspection Development
Doosan commenced development in 2009 in collaboration with RWE.
Comprehensive practical trials
– Range of representative samples containing about 70 real defects*.
Tube butt welds 4-9mm thick.
Theoretical coverage modelling
Live qualification dossier.
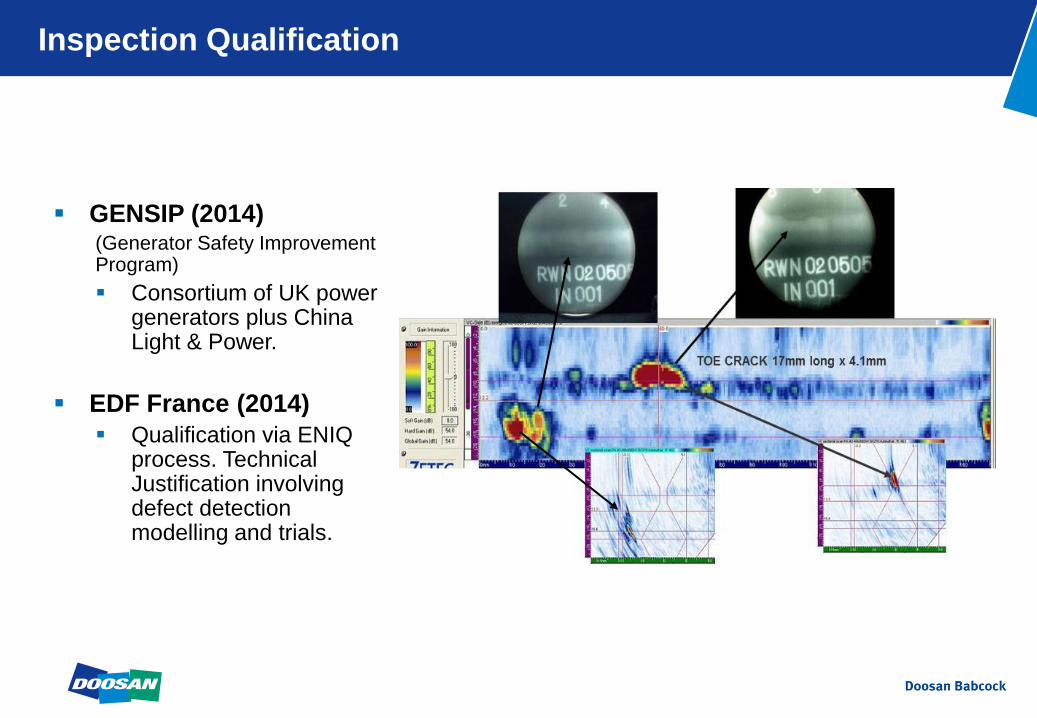
GENSIP (2014)(Generator Safety Improvement Program)
Consortium of UK power generators plus China Light & Power.
EDF France (2014)
Qualification via ENIQ process. Technical Justification involving defect detection modelling and trials.
Inspection Qualification

Inspection Qualification - Modelling
Comparison of amplitude with small variations in target position

14 September 2011 | 9
GENSIP Qualification Trials
Collaborative Trial administered by E.ON.
10 companies performed blind trials using phased array UT techniques.
50 welds
10 flaw types
90 flaws
2 Days to complete trial including reporting
Radiography used as a control under open trial conditions.

14 September 2011 | 10
GENSIP Qualification Trial Results
Doosan Babcock
Radiography
14 September 2011 | 11
Conclusions from GENSIP Qualification Trials
Training of the inspection personnel with the procedure is necessary.
Reliability is not achieved by solely procuring the correct equipment.
There are weaknesses in radiography and phased array UT but the
weaknesses in phased array UT can be mitigated with training.

Drivers for HDPE Pipe Usage
and Inspection
– Corrosion resistance• Longer life
• Less time lost due to maintenance programmes
– Erosion resistance• Longer life
– Lower coefficient of friction• Smaller diameter for a given flow rate –
but usually lower operating pressures.
HDPE Pipe Inspection and Qualification
Location of defects.
Weld fusion line.
Weld flash.

HDPE Pipe Inspection and Qualification
Top and bottom arcs
from planar defect
Pipe bore weld flash
Inspection Technique

Drivers
– Corrosion resistance
• Longer life
• Less time lost due to maintenance
programmes
– Erosion resistance
– Longer life
– Lower coefficient of friction
• Smaller diameter for a given flow
rate –but usually lower operating
pressures.
Hurdles
– No defect acceptance standards
– No volumetric inspection
standards
HDPE Pipe Inspection Drivers and Hurdles for Usage
Location of defects.
Weld fusion line.
Weld flash.
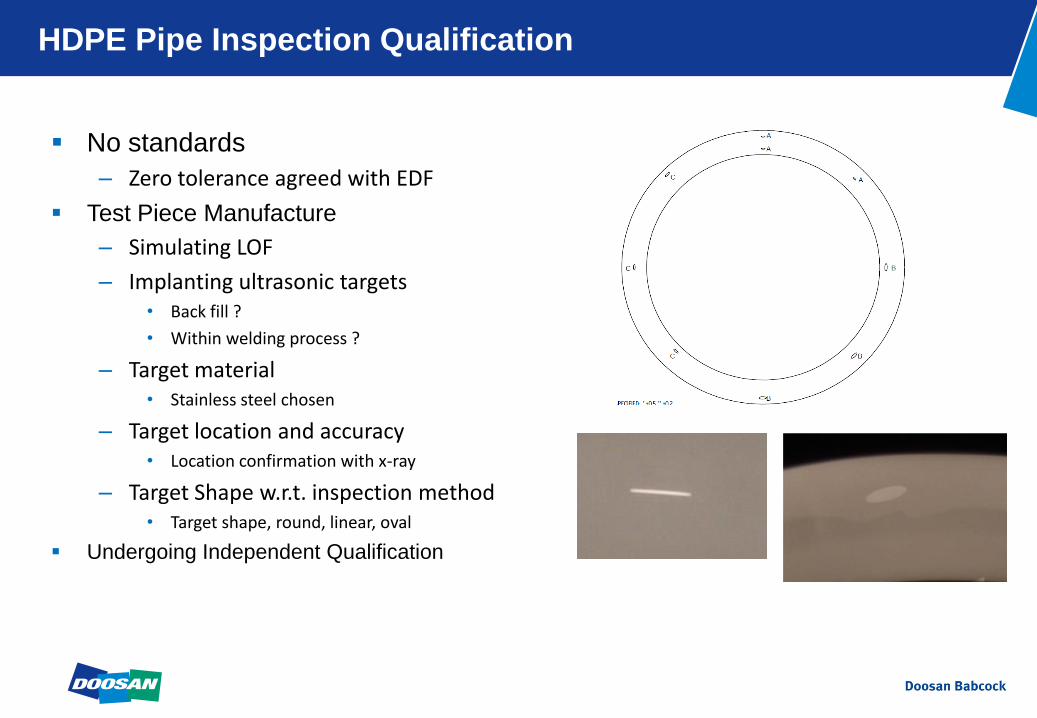
No standards
– Zero tolerance agreed with EDF
Test Piece Manufacture
– Simulating LOF
– Implanting ultrasonic targets• Back fill ?
• Within welding process ?
– Target material• Stainless steel chosen
– Target location and accuracy• Location confirmation with x-ray
– Target Shape w.r.t. inspection method• Target shape, round, linear, oval
Undergoing Independent Qualification
HDPE Pipe Inspection Qualification
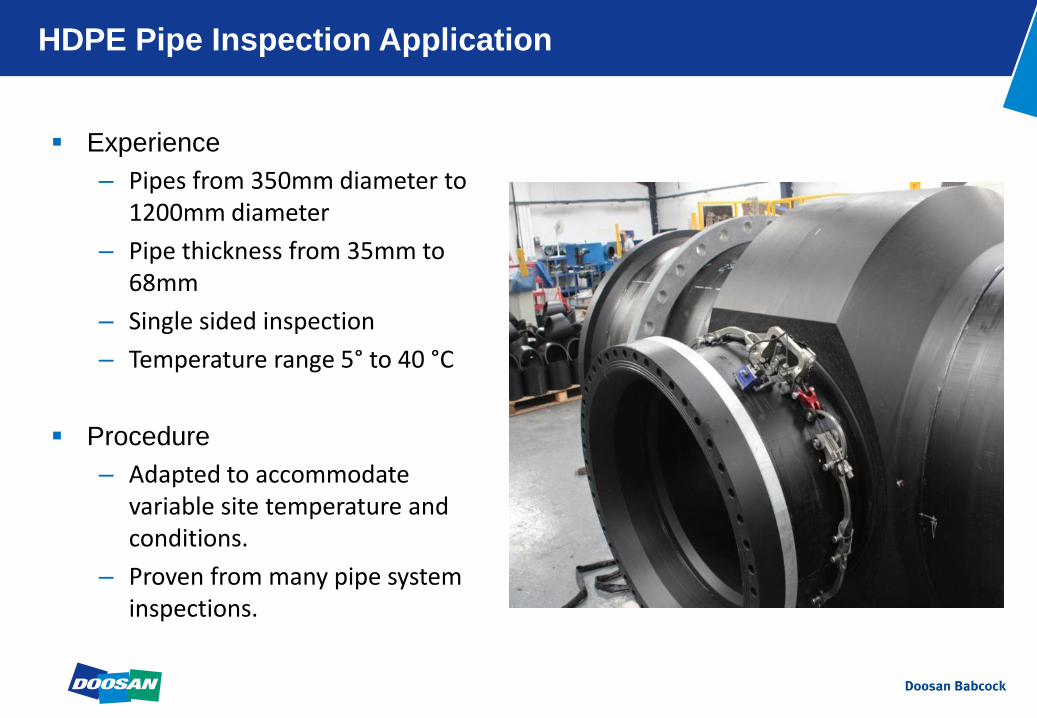
Experience
– Pipes from 350mm diameter to 1200mm diameter
– Pipe thickness from 35mm to 68mm
– Single sided inspection
– Temperature range 5° to 40 °C
Procedure
– Adapted to accommodate variable site temperature and conditions.
– Proven from many pipe system inspections.
HDPE Pipe Inspection Application

Robustly qualified, ultrasonic inspection techniques, applied in lieu of
radiography, can add value to utility power companies.
Small Bore pipe inspection and HDPE pipe inspections techniques have
been developed to a point where they can be applied to plant in highly
regulated environments.
To demonstrate that newly developed inspection techniques are reliable
extensive trials need to be performed under blind and semi-blind
conditions to the satisfaction of the utilities and their third party inspection
bodies.
Extreme care must be taken when designing technique trials for new
situations and materials to ensure that a meaningful result is achieved.
Conclusions
WCNDT 2012 18
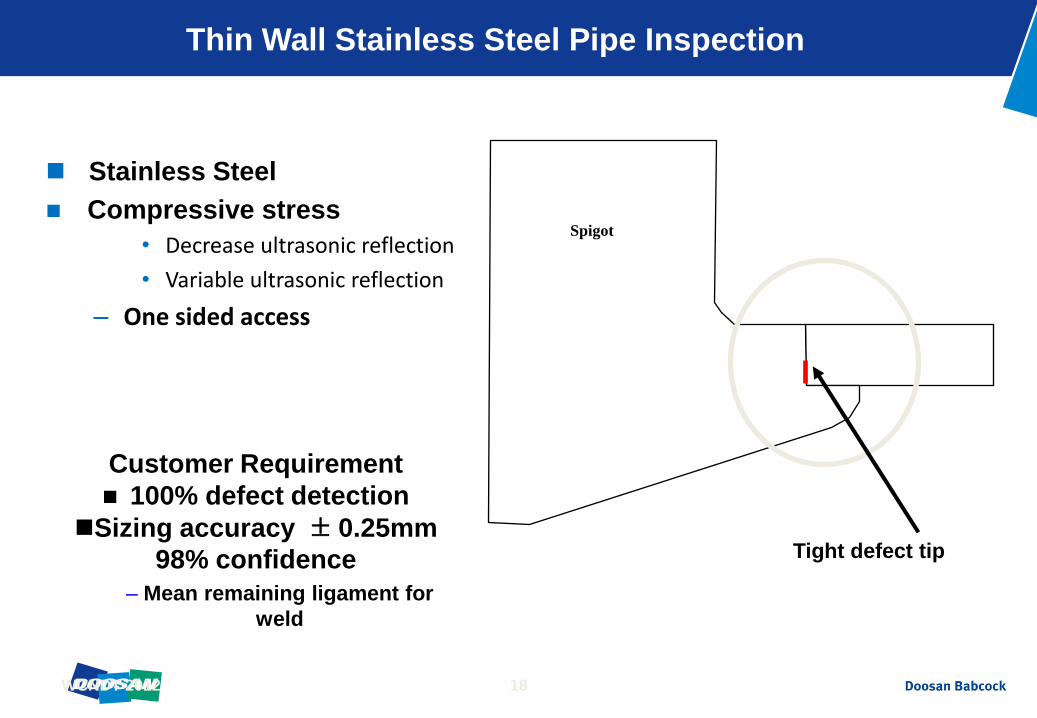
Thin Wall Stainless Steel Pipe Inspection
Stainless Steel
Compressive stress
• Decrease ultrasonic reflection
• Variable ultrasonic reflection
– One sided access
Spigot
Tight defect tip
Customer Requirement
100% defect detection
Sizing accuracy ± 0.25mm
98% confidence
– Mean remaining ligament for
weld
WCNDT 2012 19
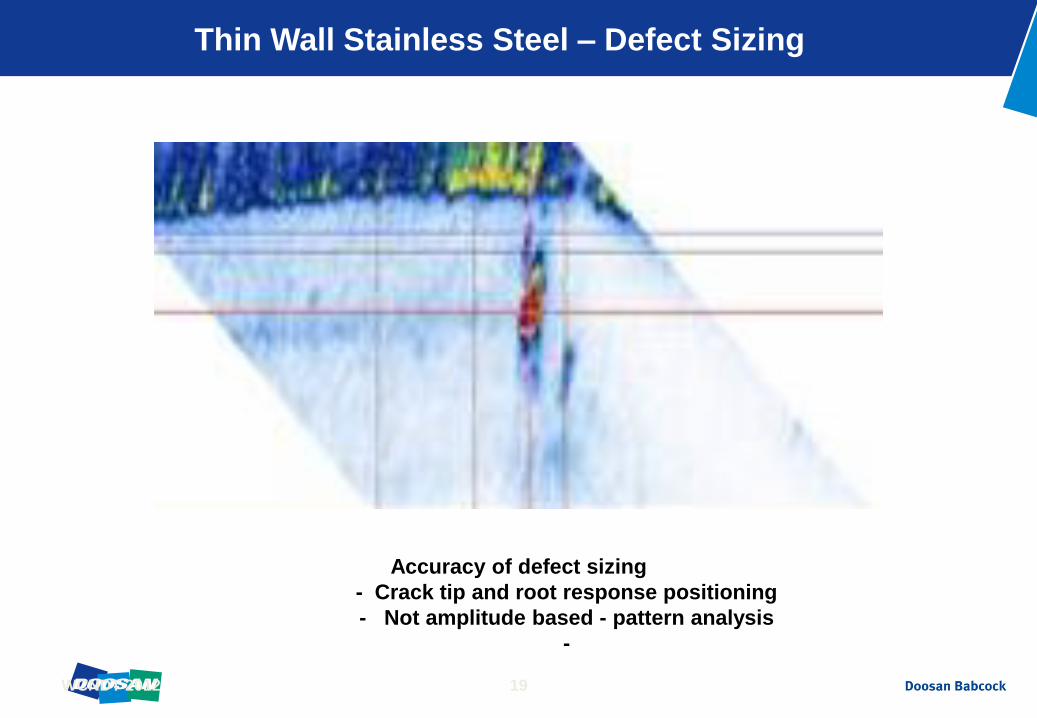
Thin Wall Stainless Steel – Defect Sizing
Accuracy of defect sizing
- Crack tip and root response positioning
- Not amplitude based - pattern analysis
-

WCNDT 2012 20
Stainless Steel Grain Structure
Assurance of defect detection
- Not amplitude based
- Detection of weld volume
- Very high inspection sensitivity
Weld root
Grain back scattered
energy