research article a technical and business perspective on...
TRANSCRIPT
Research ArticleA Technical and Business Perspective on Wireless SensorNetwork for Manufacturing Execution System
Wei Xu1 Zhixin Yang2 and Xianbo Wang2
1School of Management Henan University of Science and Technology Luoyang 471000 China2Department of Electromechanical Engineering Faculty of Science and Technology University of Macau Macau
Correspondence should be addressed to Zhixin Yang zxyangumacmo
Received 9 May 2014 Accepted 21 July 2014
Academic Editor Pak-Kin Wong
Copyright copy 2015 Wei Xu et al This is an open access article distributed under the Creative Commons Attribution License whichpermits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Motivated by the complex production management with difficulties in error-prone assembly system and inaccurate supply chaininventory this paper designs a novel manufacturing execution system (MES) architecture for intelligent monitoring based onwireless sensor network (WSN) The technical perspective includes analysis on the proposed manufacturing resource mutualinductance method under active sensing network appreciation technology of multisource information and dynamic optimizationtechnology formanufacturing execution processes From business perspective this paper elaborates the impact of RFID investmenton complex product by establishing a three-stage supply chain model that involves two suppliers carrying out Stackelberg games(manufacturer and retailer) The optimal cost threshold values of technology investment are examined for both the centralizedand the decentralized scenarios utilizing quantitative modeling methods By analyzing and comparing the optimal profit with orwithout investment onWSN this paper establishes a supply chain coordination and boosting model The results of this paper havecontributed significantly for one to make decision on whether RFID should be adopted among its members in supply chain Thesystem performance and model extension are verified via numerical analyses
1 Introduction
With intensifying competition in the global market higherrequirements are put forward for manufacturing enterprisesin terms of improving product quality and production effi-ciency reducing production costs reducing resource con-sumption and so forth Transparency intelligence and globaloptimization of production process become the developmenttrend of manufacturing enterprises and provide new drivingforces for the development of MES At present great processof MES has been achieved in terms of both theoreticalresearch and industrial application In particular studieson key technologies such as integrable MES reconfigurableMES and real-time MES based on automatic identificationtechnologies and their applications in aerospace automobileiron and steel petrochemical industries and so forth pro-vide technical support for monitoring and optimization ofproduction sites and thus generate great application effectsand economic benefits
With increasingly complex and large scale of industrialproduction process and randomly changing production envi-ronmental factors information of the production processpresents multisource and massive features However due tolack of systematic solutions to effective automatic identifica-tion and access to real-time multisource information thereare phenomena of time-consuming collection serious delayproneness to errors and so forth when getting multisourceinformation Meanwhile during actual production constanturgent tasks and frequent changes of plans and so forthbring serious phenomena such as low operational efficiencyof implementation system unsmooth process flow turnoverlack of effective control of work in process and overstockedproducts Due to lack of multilayered mapping relationshipsbetween multisource raw data and key manufacturing pro-cess monitoring links and dynamic and efficient integratedmodel some key links of manufacturing process are difficultto be reflected timely and accurately In addition althoughexisting workshop execution system can realize punctual
Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2015 Article ID 267195 15 pageshttpdxdoiorg1011552015267195
2 Mathematical Problems in Engineering
issuance of daily workshop plans upper management isdifficult to achieve effective control and dynamic coordina-tion and optimization of manufacturing execution processand lacks overall analysis reasonable and efficient dynamicoptimization strategies and methods of production processdue to the lack of item level production scheduling predictionand timely feedback of manufacturing information
With the penetration of the WSN thought into themanufacturing field the development process of manufac-turing enterprises has transferred from a traditional invis-ible mode into a multidimensional transparent ubiquitoussensing mode RFID (radio frequency identification) is arecent technology that has been well adopted as real-timemanufacturing object monitoring and tracking techniquethat enables wireless sensor network [1] RFID technol-ogy could simultaneously acquire multiple tags signal andtrace individual moving trajectory of manufacturing objectswithout human interactions Such manufacturing executionsystem equipped with information sensing technology asthe driving force could promote vigorously manufacturingsystem to be developed in global information intelligent andgreen direction
The remainder of this paper is organized as follows In thefollowing section we give a quick idea of the topics coveredin the literature review In addition literatures related to thisstudy will be reviewed In Section 3 we introduce intelligentmonitoring MES based on wireless sensor network Froma technical perspective we analyze the system architecturecomplex event processing quality information monitoringand technology resources in detail The RFID investmentmodel analysis and the main results of this research arepresented in Section 4 The numerical analysis is examinedin Section 5 and we offer a summary together with a critiqueof the model and a direction for future research in the finalsection
2 Literature Review
With the emerging development and application of wirelesssensor network in manufacturing area ubiquitous informa-tion fusion and processing methods together with RFIDtechnology are greatly changing the operation and manage-mentmode of existingmanufacturing system throughwhichsome new management ideas and methods are generated Inthe following part we give a quick idea of the topics coveredand the literatures related to this study will be reviewed Wesurvey the relevant works in three perspectives we first gothrough the potential benefits and common applications ofRFID technology then review RFID investment on supplychainwith contracts on two- or three-level supply chain coor-dination and finally study the development ofmanufacturingcontrol system based on RFID for industrial applications anddynamic logistics process
Huang et al [2 3] reported that wireless devices andwireless network technologies such as RFID BluetoothZigBee and WiFi can be combined with target objectsand other production resources in manufacturing systemand be allocated as smart objects to realize closed-loopreal-time and accurate control of manufacturing system
called advanced wireless manufacturing system Jun et al[4] put forward the concept of closed-loop PLM which isbelieved to be a new business strategy in which product datainformation and knowledge are obtained via smart objectsProduct data and knowledge management (PDKM) systemwas adopted in order to manage product lifecycle activitieseffectively Ubiquitous product lifecycle management (PLM)can ensure that all relevant product lifecycle information canbe obtained and information exchange at all stages can berealized via ubiquitous technology
The applications of RFID technology in Taiwan retailindustries were analyzed to reveal its advantages and com-plexity as well as supply chain integration [5] Attemptsof applying RFID and agent on manufacturing controland coordination system were studied [6] A RFID-relatedresourcemanagement systemwas reported which helps usersselect the most appropriate resource package by miningand analyzing sample database in order to handle inventoryoperation order [7] A model based on branch-and-boundmethod has been designed with the most appropriate forkliftdriving distance which can be selected to reach optimalconfiguration Chow et al [8] studied a logistics operationsystem based on RFID and Web technologies which couldreduce inventory level and out-of-stock products throughvisualization of logistics process improve delivery efficiencyand successfully realize benefit maximization among coop-erators in the upstream and downstream supply chains Aphenomenon of inventory error due to commodity theft wasstudied through evaluation of the influence of RFIDon inven-tory accuracy [9] To track products embedded with tags inlarge-scale supply chain effectively a product tracking systemwhich could collaborate with EPC network and networkservice of supply chain-oriented RFID data managementis described The product tracking process of this systemwas compared between actual product paths and plannedpaths A product search algorithm based on reinforcementlearning technology in order to localize effectively productswhich deviate from the original paths was then proposedRoh et al [10] set the expected revenue as one of the mainmotivations of using RFID technology and the core expectedrevenue of RFID includes cost reduction increased visibilityof supply chain and promotion of process reorganization Itwas indicated that revenue costs and technical knowledgecould determine the adoption of RFID technology whileRFID cost-benefit analysis could directly judge the feasibilityof RFID deployment [11]
As a relatively new technology RFID arouses the inter-est of researchers and supply chain enterprises and manyresearch results have explored the impact of RFID technologyon the processes of enterprise supply chain managementConsidering that the investment in RFID-based system isquite high the method aiming at evaluation of the tech-nique investment cost and possible income so as to providedecision-making reference for potential RFID application ingovernment and enterprise is however still an open problemnotwell solvedThe research field inRFID application iswideand the research status is collected from the following per-spectives Sarac et al [1] studied the application of RFID tech-nology in supply chainmanagement and its impact on supply
Mathematical Problems in Engineering 3
chain management and summarized different methods ofanalysis such as model analysis simulation case study andreturn on investment analysis In consideration of the sameproblem two other research efforts and analysis works fromthe perspective of the whole supply chain were also reported[12 13] We will summarize the impact of research status ofRFID from the perspective of various links of supply chainmanagement Combining RFID technology with variouscomputer analog technologies was also be studied and wasused in the supply chain system [14 15]The adoption of RFIDtechnology in container depot [16] in production processof automobile suppliers [17] and in resource managementsystem used in the selection of warehouse parcel [7 18] wasreported respectively Huang studied the application of RFIDtechnology in the real-time management of work-in-processinventory of the manufacturing shop [3] The result revealedthat RFID had been preliminarily applied in the productionprocess management of a large automobile enterprise
As a typical industry facing unprecedented market com-petition environment automotive enterprises are commonlyproposed to adopt RFID devices The consumption demandin automobile market tends to be increased dramaticallyunder diverse customer requirements Besides the con-sumers requests to receive product are usually at an indi-vidually preferred time and place at the lowest price andfastest speed which in turn greatly increase the uncertaintyof market demand [19] The vehicle assembly enterprisesintegrate and coordinate the supply chain form strategicpartnership innovate for supply chain logistics pattern andcoordinate and control parts suppliers and distributors aswell as the relationship among production supply and saleAdditionally they are the hub to connect upstream anddownstream enterprises in the supply chain and play aleading role of driving and controlling the supply chain [20]The automobile components and parts cost accounts for 60ndash70 of total automobile cost Cutting down the parts costis an issue widely focused on by automobile manufacturesGlobal procurement is a strategic change in supply chainmanagement adopted by vehicle manufacturers in orderto reduce the cost There are more than thirty thousandautomobile parts Various automobile components and partsmanufacturers are distributed across the world In order tosave cost and improve the quality vehicle assemblers adoptglobal production processes where individual componentsare manufactured globally and vehicle assemblers integratethe parts Information technology is applied to plan infor-mation flow capital flow and logistics in automobile supplychain and construct e-commerce purchase and sales platform[21] Through application of various advanced informationtechnologies each member in the supply chain can timelyand effectively gain the information required so as to maketimely response and meet customersrsquo needs
The utilization of RFID technology is beneficial to themanufacturing enterprise to provide demand informationtimely and accurately For the supply chain system with var-ious raw materials parts and components the items can beidentified effectively by implementing the RFID technologyto make the raw material supply process faster and moreaccurate Furthermore as the RFID tag contains detailed
information including production material date of manu-facturing manufacturer and test time the manufacturer cantrace the purchasing source of raw materials easily which isbeneficial to strengthen the control of supply channel It wasfound that the RFID label of each product would be beneficialto the profit of the retailer but not to themanufacturer whichwill reduce themanufacturerrsquos profit [22] Cost effectiveness isa factor to be used to evaluate whether the RFID device shallbe reused Tajima [23] verified that the application of RFIDtechnology in manufacturing and assets management canobtain good returns on investment in a closed-loop systemThe ROI research about the RFID implementation in theearly stage focusing on the direct income analysis of RFIDtechnology such as increase of sales quantity and reductionof product loss [24] further studied the problem concerningthe potential income of RFID technical investment RFIDcan improve customer satisfaction however it is difficult toquantify this potential income due to the limitation of ROImethod A feasible research on the three-level supply chaininvolving the manufacturer distributor and retailer wasstudied from an overall perspective Questionnaire surveywas used as input for carrying out a quantitative evaluation ofthe impact of the RFID and EPC systems on the supply chainof fastmoving consumer goods [14]The research results haveshown that this technology is not equally profitable to eachmember of the supply chain where the label on the tray isbeneficial to each party of the supply chain while the label onthe container will reduce the income
The targeted research objects in this paper is the three-level manufacturing supply chain Considering the char-acteristics of different products three-level enterprises aredeemed to be supplier manufacturer retailer distributorand agent Munson have conducted research on how toreduce the cost of ldquoS-M-Rrdquo supply chain with quantitydiscounts contract and taken into account of cost reductionbenefit to downstream enterprises from the manufacturersrsquoperspective [25] Although they have studied the three-levelinventory problem based on a classical EOQ model thesystem ordination is realized by saving production cost andinventory expense under a certain demand Discussion ona multiechelon cooperation model and how to optimizethe relation between suppliers by using the new technologyoccurred in e-commerce and supply chain management[26] Their research focused on the enterprises relation anddivided it into three layers the first layer is the primarylevel realized by ERP or E-mail and internet the secondlayer is the data integration in the supply chain managementtool which integrates the latest demand information andsupplier information and the third level combines with themultiechelon suppliers by cooperation plan and predictionDue to the complexity of supply chain in reality a modelcontaining multisuppliers and the research showing thatthe input of one supplier may increase the profits of othersuppliers were analyzed [27] The inventory reallocationproblems have been analyzed via adopting game theory [28]A supply chain having multiple upstream enterprises wasreported [29] which included different suppliers providingparts and components for manufacturers Therefore whenthe parts and components are different the production
4 Mathematical Problems in Engineering
quantity will be restricted meanwhile some components willbe wasted In this case all suppliers are inclined to provideless parts and components They have designed multiplecontracts to stimulate the amount of supplies of all suppliersso as to increase the output of manufacturers The wholesaleprice contract in the multiple competitive retailer model wasanalyzed [30] This paper will depict the effect on changesin production and sales by using new technologies includingcooperation tool and e-commerce
3 Intelligent Monitoring MES Based onWireless Sensor Network
MES based on WSN put forward in this paper refers tointerconnection and mutual inductance of various kindsof manufacturing resources formed by introducing varioussensing technologies to traditional MES Based on this thissystem can realize active sensing dynamic optimization andonline monitoring of production process of manufacturingexecution of the entire process fromproduction order placingto product completion by optimal management technologydriven by real-time multisource manufacturing informa-tion and can realize efficient operation of manufacturingexecution process through appreciation of decision-makingtechnologies of multisource information
Compared with traditional MES the core advantages ofMES based on WSN are to get richer information throughmore accurate process status tracking and more completereal-time data have more scientific management of produc-tion sites under rational decisions discover abnormalitiesactively through network technologies distributed in physicalmanufacturing resources combined with integration of mul-tisource information and complex information processingtechnology and carry out comprehensive monitoring andoptimization of production process by real-time multisourcemanufacturing data
31 SystemArchitecture Based on the above system conceptsthis paper designs one type of MES architectures basedon sensor network as shown in Figure 1 This architectureis mainly consisting of mutual inductance of things inWSN object perception information integration applicationservices and data service center
The mutual inductance of things in WSN is mainly ori-ented to physicalmanufacturing resources layer for collectionof multisource manufacturing data The interconnection andmutual inductance of physical manufacturing resources arerealized by configuring various sensors andwireless networksand thus ensure real-time accurate and reliable access tomultisource information of manufacturing processes Objectperception module begins with the management of a varietyof heterogeneous sensor groups It could provide services forreal-time manufacturing activities in which various sensorsactively sense and transmit various manufacturing resourcesin the context of heterogeneous communication network
Information integration layer is to serve for convertingmultisource and scattered site data originated from hetero-geneous sensors into standard manufacturing information
that can be used in decision-making of manufacturingexecution process on the basis of getting production processmanufacturing data and finally integrating and convertinginto standard manufacturing information that serves directlyfor manufacturing execution process monitoring and opti-mization
Application services are mainly for different users ofmanufacturing enterprises From the perspective of usingmultisource information of production sites it could realizeoptimal management of manufacturing execution processtransparent information real-time process sensing anddynamic optimal management of network manufacturingexecution process The services that could be providedinclude real-time manufacturing resources monitoring ser-vices dynamic production tasks scheduling services optimalmaterials distribution services manufacturing process moni-toring and coordination services real-time processing qualitymonitoring and diagnosis services and services of integra-tion with other systems Data service center is the centralizedinformation provider that provides services for the operationof the internet of things (IOT) andMES from perspectives ofdata information and knowledge The submodules of dataservice include sensor network configuration informationsensor registration information real-time information man-ufacturing resources information reliability knowledge basefor system decision-making services data integration rulesbase and production management knowledge base
32 Complex Event Processing The basic concept of complexevent processing (CEP) is to abstract massive data generatedbyWSN into events according to certain rulesThe processedevents will be aggregated into high-level information thatusers are interested in according to a certain mode Datadynamically generated by WSN may be associated withintrinsical errors while the real operation situation of enter-prises is included Due to the limitation on communicationbandwidth it is impossible and unnecessary to transmit allsuch massive data to business management software and amiddleware system is needed to process such massive data
WSNmiddleware is used to process data communicationand data representation between intelligent devices (suchas between readers and sensors) and enterprise applicationsystems or other middleware systems The architecture ofwhich is shown in Figure 2 This architecture is divided intomodel parts engine parts and functional parts of intelligentobject middleware Functional parts mainly include physicallayer event processing layer information conversion layerand information presentation layer Physical layer is mainlyused for abstract representation of system hardware andprotocols Event processing layer is mainly used to identifyuser demand information from massive time-series dataand provide such data for users by appropriate measureswhich include filtering data recovery and supplement eventaggregation CEP semantic event mining and semantic dataprocessing In addition data persistence is also included intwo ways of local cache and message queue Informationconversion layer could convert information into formatsrequired by customer application system The informationpresentation layer mainly shows information that users get
Mathematical Problems in Engineering 5
Manufacturing resourcereal-time
monitoring
Appl
icat
ion
serv
ice
Enterprise information
resource
Manufacturingknowledge base
Real-timemanufacturing
information
Rule base
Sensor information
Real-time data
Sensorsconfiguration
Knowledgereliability
Material optimization distribution
Manufacturing information
sharing standard
Data service call
System integrationsupport
Manufacturingprocess monitoring
coordination
Multi-sourcedata
relationshipdefinition
Sensorsregistration
InformationterminalSensordevices
Staff
Material
Sensors configuration
Info
rmat
ion
inte
grat
ion
Obj
ect
perc
eptio
nW
SN
Processing qualityreal-time monitoring
Productionscheduling
Informationintegration
Informationincrement
process
Sensor group management
Data acquisition
Data exchange
Data service center
Internet | IWLAN |wireless network|RFID |Bluetooth | infrared
Figure 1 Architecture of MES based on WSN
in different ways which basically include manufacturingenterprise applications (such as MES ERP SCM and CRM)enterprise portal and database systems
33 Production Process Quality Information Monitoring andLocalization Sensing monitoring full tracking and local-ization of production process as well as quality informationare the key to ensure and enhance product quality Figure 3shows implementation framework of sensing monitoringtracking and localization technologies of production processquality information in MES based on WSN It involves twoaspects of production process online quality monitoring anddiagnosis and full tracking and localization of multiple man-ufacturing resources quality information driven by qualityproblems
Quality problems full tracking and localization modelis shown in the upper part of Figure 3 and this systemconducts information tracking and localization of variousfactors of different locations that may lead to such qualityproblems such as tracking and localization of equipmentquality information based on historical data of operating con-ditions of production equipment tracking and localizationof all completed other process quality information relatedto process of this problem based on manufacturing BOMand tracking and localization of manufacturing processrelated to the problems Besides this system realizes viewof quality tracking and localization of full information bystandard tracking and localization information expressiontemplates achieves diagnosis and tracking and localization
6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
issuance of daily workshop plans upper management isdifficult to achieve effective control and dynamic coordina-tion and optimization of manufacturing execution processand lacks overall analysis reasonable and efficient dynamicoptimization strategies and methods of production processdue to the lack of item level production scheduling predictionand timely feedback of manufacturing information
With the penetration of the WSN thought into themanufacturing field the development process of manufac-turing enterprises has transferred from a traditional invis-ible mode into a multidimensional transparent ubiquitoussensing mode RFID (radio frequency identification) is arecent technology that has been well adopted as real-timemanufacturing object monitoring and tracking techniquethat enables wireless sensor network [1] RFID technol-ogy could simultaneously acquire multiple tags signal andtrace individual moving trajectory of manufacturing objectswithout human interactions Such manufacturing executionsystem equipped with information sensing technology asthe driving force could promote vigorously manufacturingsystem to be developed in global information intelligent andgreen direction
The remainder of this paper is organized as follows In thefollowing section we give a quick idea of the topics coveredin the literature review In addition literatures related to thisstudy will be reviewed In Section 3 we introduce intelligentmonitoring MES based on wireless sensor network Froma technical perspective we analyze the system architecturecomplex event processing quality information monitoringand technology resources in detail The RFID investmentmodel analysis and the main results of this research arepresented in Section 4 The numerical analysis is examinedin Section 5 and we offer a summary together with a critiqueof the model and a direction for future research in the finalsection
2 Literature Review
With the emerging development and application of wirelesssensor network in manufacturing area ubiquitous informa-tion fusion and processing methods together with RFIDtechnology are greatly changing the operation and manage-mentmode of existingmanufacturing system throughwhichsome new management ideas and methods are generated Inthe following part we give a quick idea of the topics coveredand the literatures related to this study will be reviewed Wesurvey the relevant works in three perspectives we first gothrough the potential benefits and common applications ofRFID technology then review RFID investment on supplychainwith contracts on two- or three-level supply chain coor-dination and finally study the development ofmanufacturingcontrol system based on RFID for industrial applications anddynamic logistics process
Huang et al [2 3] reported that wireless devices andwireless network technologies such as RFID BluetoothZigBee and WiFi can be combined with target objectsand other production resources in manufacturing systemand be allocated as smart objects to realize closed-loopreal-time and accurate control of manufacturing system
called advanced wireless manufacturing system Jun et al[4] put forward the concept of closed-loop PLM which isbelieved to be a new business strategy in which product datainformation and knowledge are obtained via smart objectsProduct data and knowledge management (PDKM) systemwas adopted in order to manage product lifecycle activitieseffectively Ubiquitous product lifecycle management (PLM)can ensure that all relevant product lifecycle information canbe obtained and information exchange at all stages can berealized via ubiquitous technology
The applications of RFID technology in Taiwan retailindustries were analyzed to reveal its advantages and com-plexity as well as supply chain integration [5] Attemptsof applying RFID and agent on manufacturing controland coordination system were studied [6] A RFID-relatedresourcemanagement systemwas reported which helps usersselect the most appropriate resource package by miningand analyzing sample database in order to handle inventoryoperation order [7] A model based on branch-and-boundmethod has been designed with the most appropriate forkliftdriving distance which can be selected to reach optimalconfiguration Chow et al [8] studied a logistics operationsystem based on RFID and Web technologies which couldreduce inventory level and out-of-stock products throughvisualization of logistics process improve delivery efficiencyand successfully realize benefit maximization among coop-erators in the upstream and downstream supply chains Aphenomenon of inventory error due to commodity theft wasstudied through evaluation of the influence of RFIDon inven-tory accuracy [9] To track products embedded with tags inlarge-scale supply chain effectively a product tracking systemwhich could collaborate with EPC network and networkservice of supply chain-oriented RFID data managementis described The product tracking process of this systemwas compared between actual product paths and plannedpaths A product search algorithm based on reinforcementlearning technology in order to localize effectively productswhich deviate from the original paths was then proposedRoh et al [10] set the expected revenue as one of the mainmotivations of using RFID technology and the core expectedrevenue of RFID includes cost reduction increased visibilityof supply chain and promotion of process reorganization Itwas indicated that revenue costs and technical knowledgecould determine the adoption of RFID technology whileRFID cost-benefit analysis could directly judge the feasibilityof RFID deployment [11]
As a relatively new technology RFID arouses the inter-est of researchers and supply chain enterprises and manyresearch results have explored the impact of RFID technologyon the processes of enterprise supply chain managementConsidering that the investment in RFID-based system isquite high the method aiming at evaluation of the tech-nique investment cost and possible income so as to providedecision-making reference for potential RFID application ingovernment and enterprise is however still an open problemnotwell solvedThe research field inRFID application iswideand the research status is collected from the following per-spectives Sarac et al [1] studied the application of RFID tech-nology in supply chainmanagement and its impact on supply
Mathematical Problems in Engineering 3
chain management and summarized different methods ofanalysis such as model analysis simulation case study andreturn on investment analysis In consideration of the sameproblem two other research efforts and analysis works fromthe perspective of the whole supply chain were also reported[12 13] We will summarize the impact of research status ofRFID from the perspective of various links of supply chainmanagement Combining RFID technology with variouscomputer analog technologies was also be studied and wasused in the supply chain system [14 15]The adoption of RFIDtechnology in container depot [16] in production processof automobile suppliers [17] and in resource managementsystem used in the selection of warehouse parcel [7 18] wasreported respectively Huang studied the application of RFIDtechnology in the real-time management of work-in-processinventory of the manufacturing shop [3] The result revealedthat RFID had been preliminarily applied in the productionprocess management of a large automobile enterprise
As a typical industry facing unprecedented market com-petition environment automotive enterprises are commonlyproposed to adopt RFID devices The consumption demandin automobile market tends to be increased dramaticallyunder diverse customer requirements Besides the con-sumers requests to receive product are usually at an indi-vidually preferred time and place at the lowest price andfastest speed which in turn greatly increase the uncertaintyof market demand [19] The vehicle assembly enterprisesintegrate and coordinate the supply chain form strategicpartnership innovate for supply chain logistics pattern andcoordinate and control parts suppliers and distributors aswell as the relationship among production supply and saleAdditionally they are the hub to connect upstream anddownstream enterprises in the supply chain and play aleading role of driving and controlling the supply chain [20]The automobile components and parts cost accounts for 60ndash70 of total automobile cost Cutting down the parts costis an issue widely focused on by automobile manufacturesGlobal procurement is a strategic change in supply chainmanagement adopted by vehicle manufacturers in orderto reduce the cost There are more than thirty thousandautomobile parts Various automobile components and partsmanufacturers are distributed across the world In order tosave cost and improve the quality vehicle assemblers adoptglobal production processes where individual componentsare manufactured globally and vehicle assemblers integratethe parts Information technology is applied to plan infor-mation flow capital flow and logistics in automobile supplychain and construct e-commerce purchase and sales platform[21] Through application of various advanced informationtechnologies each member in the supply chain can timelyand effectively gain the information required so as to maketimely response and meet customersrsquo needs
The utilization of RFID technology is beneficial to themanufacturing enterprise to provide demand informationtimely and accurately For the supply chain system with var-ious raw materials parts and components the items can beidentified effectively by implementing the RFID technologyto make the raw material supply process faster and moreaccurate Furthermore as the RFID tag contains detailed
information including production material date of manu-facturing manufacturer and test time the manufacturer cantrace the purchasing source of raw materials easily which isbeneficial to strengthen the control of supply channel It wasfound that the RFID label of each product would be beneficialto the profit of the retailer but not to themanufacturer whichwill reduce themanufacturerrsquos profit [22] Cost effectiveness isa factor to be used to evaluate whether the RFID device shallbe reused Tajima [23] verified that the application of RFIDtechnology in manufacturing and assets management canobtain good returns on investment in a closed-loop systemThe ROI research about the RFID implementation in theearly stage focusing on the direct income analysis of RFIDtechnology such as increase of sales quantity and reductionof product loss [24] further studied the problem concerningthe potential income of RFID technical investment RFIDcan improve customer satisfaction however it is difficult toquantify this potential income due to the limitation of ROImethod A feasible research on the three-level supply chaininvolving the manufacturer distributor and retailer wasstudied from an overall perspective Questionnaire surveywas used as input for carrying out a quantitative evaluation ofthe impact of the RFID and EPC systems on the supply chainof fastmoving consumer goods [14]The research results haveshown that this technology is not equally profitable to eachmember of the supply chain where the label on the tray isbeneficial to each party of the supply chain while the label onthe container will reduce the income
The targeted research objects in this paper is the three-level manufacturing supply chain Considering the char-acteristics of different products three-level enterprises aredeemed to be supplier manufacturer retailer distributorand agent Munson have conducted research on how toreduce the cost of ldquoS-M-Rrdquo supply chain with quantitydiscounts contract and taken into account of cost reductionbenefit to downstream enterprises from the manufacturersrsquoperspective [25] Although they have studied the three-levelinventory problem based on a classical EOQ model thesystem ordination is realized by saving production cost andinventory expense under a certain demand Discussion ona multiechelon cooperation model and how to optimizethe relation between suppliers by using the new technologyoccurred in e-commerce and supply chain management[26] Their research focused on the enterprises relation anddivided it into three layers the first layer is the primarylevel realized by ERP or E-mail and internet the secondlayer is the data integration in the supply chain managementtool which integrates the latest demand information andsupplier information and the third level combines with themultiechelon suppliers by cooperation plan and predictionDue to the complexity of supply chain in reality a modelcontaining multisuppliers and the research showing thatthe input of one supplier may increase the profits of othersuppliers were analyzed [27] The inventory reallocationproblems have been analyzed via adopting game theory [28]A supply chain having multiple upstream enterprises wasreported [29] which included different suppliers providingparts and components for manufacturers Therefore whenthe parts and components are different the production
4 Mathematical Problems in Engineering
quantity will be restricted meanwhile some components willbe wasted In this case all suppliers are inclined to provideless parts and components They have designed multiplecontracts to stimulate the amount of supplies of all suppliersso as to increase the output of manufacturers The wholesaleprice contract in the multiple competitive retailer model wasanalyzed [30] This paper will depict the effect on changesin production and sales by using new technologies includingcooperation tool and e-commerce
3 Intelligent Monitoring MES Based onWireless Sensor Network
MES based on WSN put forward in this paper refers tointerconnection and mutual inductance of various kindsof manufacturing resources formed by introducing varioussensing technologies to traditional MES Based on this thissystem can realize active sensing dynamic optimization andonline monitoring of production process of manufacturingexecution of the entire process fromproduction order placingto product completion by optimal management technologydriven by real-time multisource manufacturing informa-tion and can realize efficient operation of manufacturingexecution process through appreciation of decision-makingtechnologies of multisource information
Compared with traditional MES the core advantages ofMES based on WSN are to get richer information throughmore accurate process status tracking and more completereal-time data have more scientific management of produc-tion sites under rational decisions discover abnormalitiesactively through network technologies distributed in physicalmanufacturing resources combined with integration of mul-tisource information and complex information processingtechnology and carry out comprehensive monitoring andoptimization of production process by real-time multisourcemanufacturing data
31 SystemArchitecture Based on the above system conceptsthis paper designs one type of MES architectures basedon sensor network as shown in Figure 1 This architectureis mainly consisting of mutual inductance of things inWSN object perception information integration applicationservices and data service center
The mutual inductance of things in WSN is mainly ori-ented to physicalmanufacturing resources layer for collectionof multisource manufacturing data The interconnection andmutual inductance of physical manufacturing resources arerealized by configuring various sensors andwireless networksand thus ensure real-time accurate and reliable access tomultisource information of manufacturing processes Objectperception module begins with the management of a varietyof heterogeneous sensor groups It could provide services forreal-time manufacturing activities in which various sensorsactively sense and transmit various manufacturing resourcesin the context of heterogeneous communication network
Information integration layer is to serve for convertingmultisource and scattered site data originated from hetero-geneous sensors into standard manufacturing information
that can be used in decision-making of manufacturingexecution process on the basis of getting production processmanufacturing data and finally integrating and convertinginto standard manufacturing information that serves directlyfor manufacturing execution process monitoring and opti-mization
Application services are mainly for different users ofmanufacturing enterprises From the perspective of usingmultisource information of production sites it could realizeoptimal management of manufacturing execution processtransparent information real-time process sensing anddynamic optimal management of network manufacturingexecution process The services that could be providedinclude real-time manufacturing resources monitoring ser-vices dynamic production tasks scheduling services optimalmaterials distribution services manufacturing process moni-toring and coordination services real-time processing qualitymonitoring and diagnosis services and services of integra-tion with other systems Data service center is the centralizedinformation provider that provides services for the operationof the internet of things (IOT) andMES from perspectives ofdata information and knowledge The submodules of dataservice include sensor network configuration informationsensor registration information real-time information man-ufacturing resources information reliability knowledge basefor system decision-making services data integration rulesbase and production management knowledge base
32 Complex Event Processing The basic concept of complexevent processing (CEP) is to abstract massive data generatedbyWSN into events according to certain rulesThe processedevents will be aggregated into high-level information thatusers are interested in according to a certain mode Datadynamically generated by WSN may be associated withintrinsical errors while the real operation situation of enter-prises is included Due to the limitation on communicationbandwidth it is impossible and unnecessary to transmit allsuch massive data to business management software and amiddleware system is needed to process such massive data
WSNmiddleware is used to process data communicationand data representation between intelligent devices (suchas between readers and sensors) and enterprise applicationsystems or other middleware systems The architecture ofwhich is shown in Figure 2 This architecture is divided intomodel parts engine parts and functional parts of intelligentobject middleware Functional parts mainly include physicallayer event processing layer information conversion layerand information presentation layer Physical layer is mainlyused for abstract representation of system hardware andprotocols Event processing layer is mainly used to identifyuser demand information from massive time-series dataand provide such data for users by appropriate measureswhich include filtering data recovery and supplement eventaggregation CEP semantic event mining and semantic dataprocessing In addition data persistence is also included intwo ways of local cache and message queue Informationconversion layer could convert information into formatsrequired by customer application system The informationpresentation layer mainly shows information that users get
Mathematical Problems in Engineering 5
Manufacturing resourcereal-time
monitoring
Appl
icat
ion
serv
ice
Enterprise information
resource
Manufacturingknowledge base
Real-timemanufacturing
information
Rule base
Sensor information
Real-time data
Sensorsconfiguration
Knowledgereliability
Material optimization distribution
Manufacturing information
sharing standard
Data service call
System integrationsupport
Manufacturingprocess monitoring
coordination
Multi-sourcedata
relationshipdefinition
Sensorsregistration
InformationterminalSensordevices
Staff
Material
Sensors configuration
Info
rmat
ion
inte
grat
ion
Obj
ect
perc
eptio
nW
SN
Processing qualityreal-time monitoring
Productionscheduling
Informationintegration
Informationincrement
process
Sensor group management
Data acquisition
Data exchange
Data service center
Internet | IWLAN |wireless network|RFID |Bluetooth | infrared
Figure 1 Architecture of MES based on WSN
in different ways which basically include manufacturingenterprise applications (such as MES ERP SCM and CRM)enterprise portal and database systems
33 Production Process Quality Information Monitoring andLocalization Sensing monitoring full tracking and local-ization of production process as well as quality informationare the key to ensure and enhance product quality Figure 3shows implementation framework of sensing monitoringtracking and localization technologies of production processquality information in MES based on WSN It involves twoaspects of production process online quality monitoring anddiagnosis and full tracking and localization of multiple man-ufacturing resources quality information driven by qualityproblems
Quality problems full tracking and localization modelis shown in the upper part of Figure 3 and this systemconducts information tracking and localization of variousfactors of different locations that may lead to such qualityproblems such as tracking and localization of equipmentquality information based on historical data of operating con-ditions of production equipment tracking and localizationof all completed other process quality information relatedto process of this problem based on manufacturing BOMand tracking and localization of manufacturing processrelated to the problems Besides this system realizes viewof quality tracking and localization of full information bystandard tracking and localization information expressiontemplates achieves diagnosis and tracking and localization
6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
chain management and summarized different methods ofanalysis such as model analysis simulation case study andreturn on investment analysis In consideration of the sameproblem two other research efforts and analysis works fromthe perspective of the whole supply chain were also reported[12 13] We will summarize the impact of research status ofRFID from the perspective of various links of supply chainmanagement Combining RFID technology with variouscomputer analog technologies was also be studied and wasused in the supply chain system [14 15]The adoption of RFIDtechnology in container depot [16] in production processof automobile suppliers [17] and in resource managementsystem used in the selection of warehouse parcel [7 18] wasreported respectively Huang studied the application of RFIDtechnology in the real-time management of work-in-processinventory of the manufacturing shop [3] The result revealedthat RFID had been preliminarily applied in the productionprocess management of a large automobile enterprise
As a typical industry facing unprecedented market com-petition environment automotive enterprises are commonlyproposed to adopt RFID devices The consumption demandin automobile market tends to be increased dramaticallyunder diverse customer requirements Besides the con-sumers requests to receive product are usually at an indi-vidually preferred time and place at the lowest price andfastest speed which in turn greatly increase the uncertaintyof market demand [19] The vehicle assembly enterprisesintegrate and coordinate the supply chain form strategicpartnership innovate for supply chain logistics pattern andcoordinate and control parts suppliers and distributors aswell as the relationship among production supply and saleAdditionally they are the hub to connect upstream anddownstream enterprises in the supply chain and play aleading role of driving and controlling the supply chain [20]The automobile components and parts cost accounts for 60ndash70 of total automobile cost Cutting down the parts costis an issue widely focused on by automobile manufacturesGlobal procurement is a strategic change in supply chainmanagement adopted by vehicle manufacturers in orderto reduce the cost There are more than thirty thousandautomobile parts Various automobile components and partsmanufacturers are distributed across the world In order tosave cost and improve the quality vehicle assemblers adoptglobal production processes where individual componentsare manufactured globally and vehicle assemblers integratethe parts Information technology is applied to plan infor-mation flow capital flow and logistics in automobile supplychain and construct e-commerce purchase and sales platform[21] Through application of various advanced informationtechnologies each member in the supply chain can timelyand effectively gain the information required so as to maketimely response and meet customersrsquo needs
The utilization of RFID technology is beneficial to themanufacturing enterprise to provide demand informationtimely and accurately For the supply chain system with var-ious raw materials parts and components the items can beidentified effectively by implementing the RFID technologyto make the raw material supply process faster and moreaccurate Furthermore as the RFID tag contains detailed
information including production material date of manu-facturing manufacturer and test time the manufacturer cantrace the purchasing source of raw materials easily which isbeneficial to strengthen the control of supply channel It wasfound that the RFID label of each product would be beneficialto the profit of the retailer but not to themanufacturer whichwill reduce themanufacturerrsquos profit [22] Cost effectiveness isa factor to be used to evaluate whether the RFID device shallbe reused Tajima [23] verified that the application of RFIDtechnology in manufacturing and assets management canobtain good returns on investment in a closed-loop systemThe ROI research about the RFID implementation in theearly stage focusing on the direct income analysis of RFIDtechnology such as increase of sales quantity and reductionof product loss [24] further studied the problem concerningthe potential income of RFID technical investment RFIDcan improve customer satisfaction however it is difficult toquantify this potential income due to the limitation of ROImethod A feasible research on the three-level supply chaininvolving the manufacturer distributor and retailer wasstudied from an overall perspective Questionnaire surveywas used as input for carrying out a quantitative evaluation ofthe impact of the RFID and EPC systems on the supply chainof fastmoving consumer goods [14]The research results haveshown that this technology is not equally profitable to eachmember of the supply chain where the label on the tray isbeneficial to each party of the supply chain while the label onthe container will reduce the income
The targeted research objects in this paper is the three-level manufacturing supply chain Considering the char-acteristics of different products three-level enterprises aredeemed to be supplier manufacturer retailer distributorand agent Munson have conducted research on how toreduce the cost of ldquoS-M-Rrdquo supply chain with quantitydiscounts contract and taken into account of cost reductionbenefit to downstream enterprises from the manufacturersrsquoperspective [25] Although they have studied the three-levelinventory problem based on a classical EOQ model thesystem ordination is realized by saving production cost andinventory expense under a certain demand Discussion ona multiechelon cooperation model and how to optimizethe relation between suppliers by using the new technologyoccurred in e-commerce and supply chain management[26] Their research focused on the enterprises relation anddivided it into three layers the first layer is the primarylevel realized by ERP or E-mail and internet the secondlayer is the data integration in the supply chain managementtool which integrates the latest demand information andsupplier information and the third level combines with themultiechelon suppliers by cooperation plan and predictionDue to the complexity of supply chain in reality a modelcontaining multisuppliers and the research showing thatthe input of one supplier may increase the profits of othersuppliers were analyzed [27] The inventory reallocationproblems have been analyzed via adopting game theory [28]A supply chain having multiple upstream enterprises wasreported [29] which included different suppliers providingparts and components for manufacturers Therefore whenthe parts and components are different the production
4 Mathematical Problems in Engineering
quantity will be restricted meanwhile some components willbe wasted In this case all suppliers are inclined to provideless parts and components They have designed multiplecontracts to stimulate the amount of supplies of all suppliersso as to increase the output of manufacturers The wholesaleprice contract in the multiple competitive retailer model wasanalyzed [30] This paper will depict the effect on changesin production and sales by using new technologies includingcooperation tool and e-commerce
3 Intelligent Monitoring MES Based onWireless Sensor Network
MES based on WSN put forward in this paper refers tointerconnection and mutual inductance of various kindsof manufacturing resources formed by introducing varioussensing technologies to traditional MES Based on this thissystem can realize active sensing dynamic optimization andonline monitoring of production process of manufacturingexecution of the entire process fromproduction order placingto product completion by optimal management technologydriven by real-time multisource manufacturing informa-tion and can realize efficient operation of manufacturingexecution process through appreciation of decision-makingtechnologies of multisource information
Compared with traditional MES the core advantages ofMES based on WSN are to get richer information throughmore accurate process status tracking and more completereal-time data have more scientific management of produc-tion sites under rational decisions discover abnormalitiesactively through network technologies distributed in physicalmanufacturing resources combined with integration of mul-tisource information and complex information processingtechnology and carry out comprehensive monitoring andoptimization of production process by real-time multisourcemanufacturing data
31 SystemArchitecture Based on the above system conceptsthis paper designs one type of MES architectures basedon sensor network as shown in Figure 1 This architectureis mainly consisting of mutual inductance of things inWSN object perception information integration applicationservices and data service center
The mutual inductance of things in WSN is mainly ori-ented to physicalmanufacturing resources layer for collectionof multisource manufacturing data The interconnection andmutual inductance of physical manufacturing resources arerealized by configuring various sensors andwireless networksand thus ensure real-time accurate and reliable access tomultisource information of manufacturing processes Objectperception module begins with the management of a varietyof heterogeneous sensor groups It could provide services forreal-time manufacturing activities in which various sensorsactively sense and transmit various manufacturing resourcesin the context of heterogeneous communication network
Information integration layer is to serve for convertingmultisource and scattered site data originated from hetero-geneous sensors into standard manufacturing information
that can be used in decision-making of manufacturingexecution process on the basis of getting production processmanufacturing data and finally integrating and convertinginto standard manufacturing information that serves directlyfor manufacturing execution process monitoring and opti-mization
Application services are mainly for different users ofmanufacturing enterprises From the perspective of usingmultisource information of production sites it could realizeoptimal management of manufacturing execution processtransparent information real-time process sensing anddynamic optimal management of network manufacturingexecution process The services that could be providedinclude real-time manufacturing resources monitoring ser-vices dynamic production tasks scheduling services optimalmaterials distribution services manufacturing process moni-toring and coordination services real-time processing qualitymonitoring and diagnosis services and services of integra-tion with other systems Data service center is the centralizedinformation provider that provides services for the operationof the internet of things (IOT) andMES from perspectives ofdata information and knowledge The submodules of dataservice include sensor network configuration informationsensor registration information real-time information man-ufacturing resources information reliability knowledge basefor system decision-making services data integration rulesbase and production management knowledge base
32 Complex Event Processing The basic concept of complexevent processing (CEP) is to abstract massive data generatedbyWSN into events according to certain rulesThe processedevents will be aggregated into high-level information thatusers are interested in according to a certain mode Datadynamically generated by WSN may be associated withintrinsical errors while the real operation situation of enter-prises is included Due to the limitation on communicationbandwidth it is impossible and unnecessary to transmit allsuch massive data to business management software and amiddleware system is needed to process such massive data
WSNmiddleware is used to process data communicationand data representation between intelligent devices (suchas between readers and sensors) and enterprise applicationsystems or other middleware systems The architecture ofwhich is shown in Figure 2 This architecture is divided intomodel parts engine parts and functional parts of intelligentobject middleware Functional parts mainly include physicallayer event processing layer information conversion layerand information presentation layer Physical layer is mainlyused for abstract representation of system hardware andprotocols Event processing layer is mainly used to identifyuser demand information from massive time-series dataand provide such data for users by appropriate measureswhich include filtering data recovery and supplement eventaggregation CEP semantic event mining and semantic dataprocessing In addition data persistence is also included intwo ways of local cache and message queue Informationconversion layer could convert information into formatsrequired by customer application system The informationpresentation layer mainly shows information that users get
Mathematical Problems in Engineering 5
Manufacturing resourcereal-time
monitoring
Appl
icat
ion
serv
ice
Enterprise information
resource
Manufacturingknowledge base
Real-timemanufacturing
information
Rule base
Sensor information
Real-time data
Sensorsconfiguration
Knowledgereliability
Material optimization distribution
Manufacturing information
sharing standard
Data service call
System integrationsupport
Manufacturingprocess monitoring
coordination
Multi-sourcedata
relationshipdefinition
Sensorsregistration
InformationterminalSensordevices
Staff
Material
Sensors configuration
Info
rmat
ion
inte
grat
ion
Obj
ect
perc
eptio
nW
SN
Processing qualityreal-time monitoring
Productionscheduling
Informationintegration
Informationincrement
process
Sensor group management
Data acquisition
Data exchange
Data service center
Internet | IWLAN |wireless network|RFID |Bluetooth | infrared
Figure 1 Architecture of MES based on WSN
in different ways which basically include manufacturingenterprise applications (such as MES ERP SCM and CRM)enterprise portal and database systems
33 Production Process Quality Information Monitoring andLocalization Sensing monitoring full tracking and local-ization of production process as well as quality informationare the key to ensure and enhance product quality Figure 3shows implementation framework of sensing monitoringtracking and localization technologies of production processquality information in MES based on WSN It involves twoaspects of production process online quality monitoring anddiagnosis and full tracking and localization of multiple man-ufacturing resources quality information driven by qualityproblems
Quality problems full tracking and localization modelis shown in the upper part of Figure 3 and this systemconducts information tracking and localization of variousfactors of different locations that may lead to such qualityproblems such as tracking and localization of equipmentquality information based on historical data of operating con-ditions of production equipment tracking and localizationof all completed other process quality information relatedto process of this problem based on manufacturing BOMand tracking and localization of manufacturing processrelated to the problems Besides this system realizes viewof quality tracking and localization of full information bystandard tracking and localization information expressiontemplates achieves diagnosis and tracking and localization
6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
quantity will be restricted meanwhile some components willbe wasted In this case all suppliers are inclined to provideless parts and components They have designed multiplecontracts to stimulate the amount of supplies of all suppliersso as to increase the output of manufacturers The wholesaleprice contract in the multiple competitive retailer model wasanalyzed [30] This paper will depict the effect on changesin production and sales by using new technologies includingcooperation tool and e-commerce
3 Intelligent Monitoring MES Based onWireless Sensor Network
MES based on WSN put forward in this paper refers tointerconnection and mutual inductance of various kindsof manufacturing resources formed by introducing varioussensing technologies to traditional MES Based on this thissystem can realize active sensing dynamic optimization andonline monitoring of production process of manufacturingexecution of the entire process fromproduction order placingto product completion by optimal management technologydriven by real-time multisource manufacturing informa-tion and can realize efficient operation of manufacturingexecution process through appreciation of decision-makingtechnologies of multisource information
Compared with traditional MES the core advantages ofMES based on WSN are to get richer information throughmore accurate process status tracking and more completereal-time data have more scientific management of produc-tion sites under rational decisions discover abnormalitiesactively through network technologies distributed in physicalmanufacturing resources combined with integration of mul-tisource information and complex information processingtechnology and carry out comprehensive monitoring andoptimization of production process by real-time multisourcemanufacturing data
31 SystemArchitecture Based on the above system conceptsthis paper designs one type of MES architectures basedon sensor network as shown in Figure 1 This architectureis mainly consisting of mutual inductance of things inWSN object perception information integration applicationservices and data service center
The mutual inductance of things in WSN is mainly ori-ented to physicalmanufacturing resources layer for collectionof multisource manufacturing data The interconnection andmutual inductance of physical manufacturing resources arerealized by configuring various sensors andwireless networksand thus ensure real-time accurate and reliable access tomultisource information of manufacturing processes Objectperception module begins with the management of a varietyof heterogeneous sensor groups It could provide services forreal-time manufacturing activities in which various sensorsactively sense and transmit various manufacturing resourcesin the context of heterogeneous communication network
Information integration layer is to serve for convertingmultisource and scattered site data originated from hetero-geneous sensors into standard manufacturing information
that can be used in decision-making of manufacturingexecution process on the basis of getting production processmanufacturing data and finally integrating and convertinginto standard manufacturing information that serves directlyfor manufacturing execution process monitoring and opti-mization
Application services are mainly for different users ofmanufacturing enterprises From the perspective of usingmultisource information of production sites it could realizeoptimal management of manufacturing execution processtransparent information real-time process sensing anddynamic optimal management of network manufacturingexecution process The services that could be providedinclude real-time manufacturing resources monitoring ser-vices dynamic production tasks scheduling services optimalmaterials distribution services manufacturing process moni-toring and coordination services real-time processing qualitymonitoring and diagnosis services and services of integra-tion with other systems Data service center is the centralizedinformation provider that provides services for the operationof the internet of things (IOT) andMES from perspectives ofdata information and knowledge The submodules of dataservice include sensor network configuration informationsensor registration information real-time information man-ufacturing resources information reliability knowledge basefor system decision-making services data integration rulesbase and production management knowledge base
32 Complex Event Processing The basic concept of complexevent processing (CEP) is to abstract massive data generatedbyWSN into events according to certain rulesThe processedevents will be aggregated into high-level information thatusers are interested in according to a certain mode Datadynamically generated by WSN may be associated withintrinsical errors while the real operation situation of enter-prises is included Due to the limitation on communicationbandwidth it is impossible and unnecessary to transmit allsuch massive data to business management software and amiddleware system is needed to process such massive data
WSNmiddleware is used to process data communicationand data representation between intelligent devices (suchas between readers and sensors) and enterprise applicationsystems or other middleware systems The architecture ofwhich is shown in Figure 2 This architecture is divided intomodel parts engine parts and functional parts of intelligentobject middleware Functional parts mainly include physicallayer event processing layer information conversion layerand information presentation layer Physical layer is mainlyused for abstract representation of system hardware andprotocols Event processing layer is mainly used to identifyuser demand information from massive time-series dataand provide such data for users by appropriate measureswhich include filtering data recovery and supplement eventaggregation CEP semantic event mining and semantic dataprocessing In addition data persistence is also included intwo ways of local cache and message queue Informationconversion layer could convert information into formatsrequired by customer application system The informationpresentation layer mainly shows information that users get
Mathematical Problems in Engineering 5
Manufacturing resourcereal-time
monitoring
Appl
icat
ion
serv
ice
Enterprise information
resource
Manufacturingknowledge base
Real-timemanufacturing
information
Rule base
Sensor information
Real-time data
Sensorsconfiguration
Knowledgereliability
Material optimization distribution
Manufacturing information
sharing standard
Data service call
System integrationsupport
Manufacturingprocess monitoring
coordination
Multi-sourcedata
relationshipdefinition
Sensorsregistration
InformationterminalSensordevices
Staff
Material
Sensors configuration
Info
rmat
ion
inte
grat
ion
Obj
ect
perc
eptio
nW
SN
Processing qualityreal-time monitoring
Productionscheduling
Informationintegration
Informationincrement
process
Sensor group management
Data acquisition
Data exchange
Data service center
Internet | IWLAN |wireless network|RFID |Bluetooth | infrared
Figure 1 Architecture of MES based on WSN
in different ways which basically include manufacturingenterprise applications (such as MES ERP SCM and CRM)enterprise portal and database systems
33 Production Process Quality Information Monitoring andLocalization Sensing monitoring full tracking and local-ization of production process as well as quality informationare the key to ensure and enhance product quality Figure 3shows implementation framework of sensing monitoringtracking and localization technologies of production processquality information in MES based on WSN It involves twoaspects of production process online quality monitoring anddiagnosis and full tracking and localization of multiple man-ufacturing resources quality information driven by qualityproblems
Quality problems full tracking and localization modelis shown in the upper part of Figure 3 and this systemconducts information tracking and localization of variousfactors of different locations that may lead to such qualityproblems such as tracking and localization of equipmentquality information based on historical data of operating con-ditions of production equipment tracking and localizationof all completed other process quality information relatedto process of this problem based on manufacturing BOMand tracking and localization of manufacturing processrelated to the problems Besides this system realizes viewof quality tracking and localization of full information bystandard tracking and localization information expressiontemplates achieves diagnosis and tracking and localization
6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
Manufacturing resourcereal-time
monitoring
Appl
icat
ion
serv
ice
Enterprise information
resource
Manufacturingknowledge base
Real-timemanufacturing
information
Rule base
Sensor information
Real-time data
Sensorsconfiguration
Knowledgereliability
Material optimization distribution
Manufacturing information
sharing standard
Data service call
System integrationsupport
Manufacturingprocess monitoring
coordination
Multi-sourcedata
relationshipdefinition
Sensorsregistration
InformationterminalSensordevices
Staff
Material
Sensors configuration
Info
rmat
ion
inte
grat
ion
Obj
ect
perc
eptio
nW
SN
Processing qualityreal-time monitoring
Productionscheduling
Informationintegration
Informationincrement
process
Sensor group management
Data acquisition
Data exchange
Data service center
Internet | IWLAN |wireless network|RFID |Bluetooth | infrared
Figure 1 Architecture of MES based on WSN
in different ways which basically include manufacturingenterprise applications (such as MES ERP SCM and CRM)enterprise portal and database systems
33 Production Process Quality Information Monitoring andLocalization Sensing monitoring full tracking and local-ization of production process as well as quality informationare the key to ensure and enhance product quality Figure 3shows implementation framework of sensing monitoringtracking and localization technologies of production processquality information in MES based on WSN It involves twoaspects of production process online quality monitoring anddiagnosis and full tracking and localization of multiple man-ufacturing resources quality information driven by qualityproblems
Quality problems full tracking and localization modelis shown in the upper part of Figure 3 and this systemconducts information tracking and localization of variousfactors of different locations that may lead to such qualityproblems such as tracking and localization of equipmentquality information based on historical data of operating con-ditions of production equipment tracking and localizationof all completed other process quality information relatedto process of this problem based on manufacturing BOMand tracking and localization of manufacturing processrelated to the problems Besides this system realizes viewof quality tracking and localization of full information bystandard tracking and localization information expressiontemplates achieves diagnosis and tracking and localization
6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
Middleware engine
Process model
Model of rules
Event model
Time series model
Request model
Model maintenance interface
Hardware abstraction
Protocol
Hardware coordinator
Reader
RFID tag
Sensor
Event aggregation
Complex event processing
Semantic events mining
Semantic event handling
Filtration
Message queue
Local cache
Data persistence
XML
Other formats
conversion
Information transfer
Database
Enterprise portal
Data recoverysupplement
IOabstraction
ERP SCM CRM and so on
Figure 2 Architecture of the WSN middleware system
of production process quality information and provides fullquality information for analyzing various different man-ufacturing resources involved in quality problems rapidscreening and targeting of manufacturing resources that arethe most likely to cause quality problems
As shown in the base layer of Figure 3 workpiece pro-duction process quality involves diverse and complex factorssuch as abnormal equipment operating conditions wearof tool localization errors of clamps and accumulation ofprocessing errors caused by multiple processes of productsThus real-time quality information templates based on XMLare used to classify and extract all relevant data that causesprocessing quality problems The acquired data will be ana-lyzed and compared with real-time information comprehen-sively by dynamic process capability evaluation Other toolsincluding intelligent operating condition monitoring basedon machine learning methods analysis of coupling effectsamong quality information and quality control charts willbe applied through monitoring various operating conditionsin manufacturing equipment such as vibration and noisesignal The geometrical properties of workpiece in terms ofdimension tolerance surface features positional error andso forth could also be acquired as indicators for real-timequality monitoring Online diagnosis of quality informationof production process is carried out by buildingmathematicalneural networkmodels such as SVM and ELM and applyingstatistics methods for feature extraction
34 Analysis of Technology Resources Technology resourcesare elaborated during deployment of ideas and methods of
the selected technologies for building real-time networkedmanufacturing information system The involved processesin networked manufacturing resources include produc-tion processes active sensing and dynamic optimizationapproaches To manage such interconnected manufacturingresources in a systematic way mutual inductance technologybased on sensor networks is the premise and foundation forrealizing active sensing for real-time information exchangein MES Multisensor technology is required to be appliedon traditional manufacturing resources for the collection ofmultisource information involved in manufacturing processIt could provide technical support for realizing real-timemutual inductance of multisource manufacturing informa-tion Multisource information active sensing of productionprocess is an important way for MES based on WSN to getactively dynamic information of manufacturing executionprocesses In addition it enables MES to provide aggregationinformation for dynamic optimization decisions of manufac-turing execution process
Figure 4 shows the architecture of mutual inductancetechnology of manufacturing resources based on sensornetworks including sensor network optimal configurationand intelligent manufacturing resources modeling Equipcorresponding sensing devices for different manufacturingresources (such as people equipment materials and tools)and thusmanufacturing resources have certain logical behav-ioral capability and could sense changes of surroundingman-ufacturing environment actively The diagram could reflecthe real-time operating condition which is with fluctuatingmanufacturing resources and environmental information
Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
Dynamic process capability evaluation
Operating condition
monitoringQuality control
charts
Analysis of coupling effects among quality information
Knowledge base
Machine tool vibration
Machine loading Workpiece length and form
Workplace roughness
Real-time qualityinformation
based on XML
Data mining and knowledge diagnostic model
Tracking of equipment qualityinformation based on historicaldata of operation conditions of
production equipment
Tracking and localization ofmanufacturing process
Multiple manufacturingresources correlation
model
Tracking of qualityinformation related to
process of this problembased on manufacturing BOM
Realizes view of qualitytracking and localizationinformation expression
templates
Exceptioninformation
Trac
king
and
loca
lizat
ion
ofm
ultip
le m
anuf
actu
ring
reso
urce
s qua
lity
info
rmat
ion
Prod
uctio
n pr
oces
s onl
ine q
ualit
ym
onito
ring
and
diag
nosis
Real-time qualityinformation templates
based on XML
Figure 3 Implementation framework of production process quality information monitoring and localization in MES
In the example of using RFID sensing device inworkshopstaffs embedded with RFID tag trays and manufacturingworkstations installed with RFID readers and sensors asmeasurement equipment can be treated as intelligent manu-facturing resources Among these manufacturing resourcesequipped with RFID readers can be seen as intelligentmanufacturing resources with sensing ability Manufacturingequipment installed with RFID readers can sense the activestate of those sensible intelligent manufacturing resources(staffs WIPs trays and materials etc equipped with RFIDtag) that are equipped with tag of RFID within a specifiedrange of distance Meanwhile with multiagent intelligentmanufacturing resources can realize their business logic andinteraction and coordination with other intelligent manufac-turing resources according to predefined workflow model aswell as sense and analyze possible or determined dynamicconditions in manufacturing environment
4 Analysis of RFID Investment Model
41 Modeling Framework In this section we would evaluateand analyze the impact of RFID among three-level supplychain partners involving multiple components and parts
suppliers The relevant supplier as we know of vehicle man-ufacturer and multiple automotive 4S stores with an inde-pendent relation The structure of the three-level automotivemanufacturing supply chain is shown in Figure 5 Theypursue the maximum profits respectively Consequently themain issue focuses on which member takes the priority toemploy RFID Then two approaches of the integrated RFIDinvestment policy and individual RFID investment policy arepresented As in the previous references the optimal benefitsof using RFID by numerical solutions are also proposed
The summary of notations used in this paper is shown atthe end of the paper where 119901
119898+ 119888119898lt 119908119898lt 119908 119901
119898gt 119862(Γ
119904)
RFID technology can improve customer service leveleffectively Considering business strategic positioning with4S stores constantly entering the automotive accessory indus-try because of the great number remoteness and decentralityof automotive 4S stores using information technology toimprove the competitiveness of after-sale service directlyaffects the final sales quantity Generally demand increaseswith the increase of technology investment However themarginal demand of RFID investment decreases Thereforewe assume that the function of total market demand is
119863(Γ119903) = 1205881Γ1198961
119903+ 119889 (1)
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
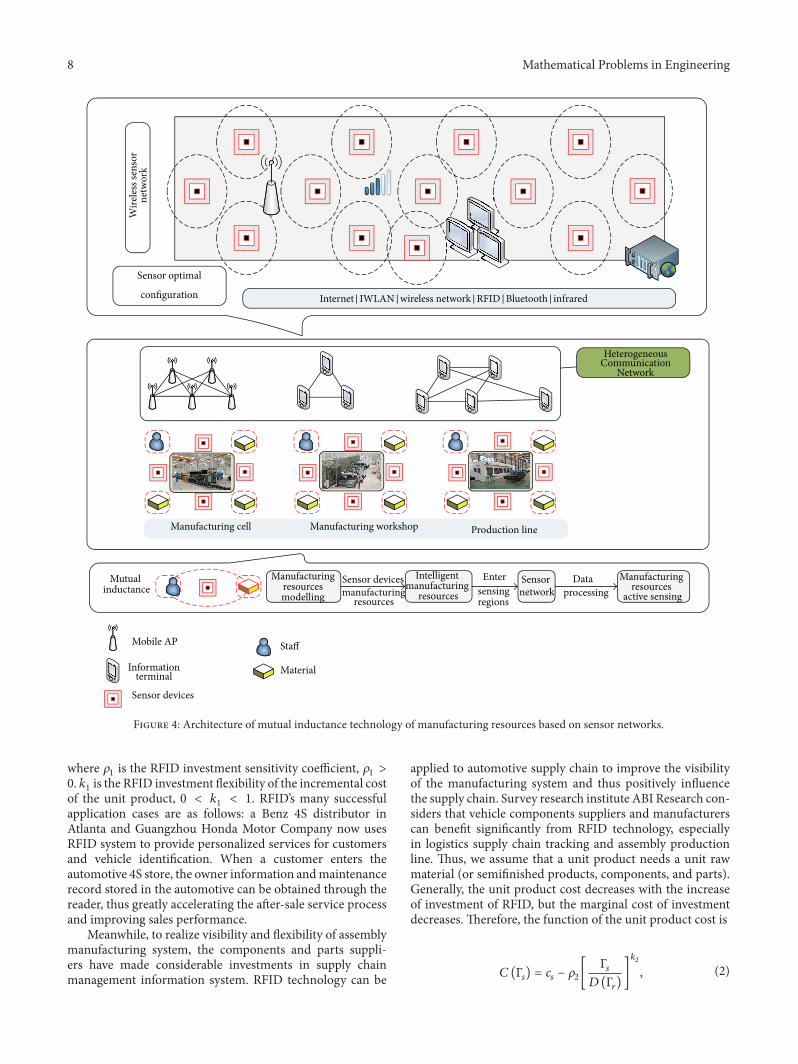
8 Mathematical Problems in Engineering
Wire
less
sens
orne
twor
k
Sensor optimal
configuration
Manufacturing cell Manufacturing workshop Production line
Mobile AP
Informationterminal
Sensor devices
Staff
Material
manufacturing resources
Intelligent manufacturing
resourcesSensor network
Manufacturing resources
active sensingData
processingEnter
sensingregions
Mutual inductance
Manufacturingresourcesmodelling
Sensor devices
HeterogeneousCommunication
Network
Internet | IWLAN |wireless network |RFID |Bluetooth | infrared
Figure 4 Architecture of mutual inductance technology of manufacturing resources based on sensor networks
where 1205881is the RFID investment sensitivity coefficient 120588
1gt
0 1198961is the RFID investment flexibility of the incremental cost
of the unit product 0 lt 1198961
lt 1 RFIDrsquos many successfulapplication cases are as follows a Benz 4S distributor inAtlanta and Guangzhou Honda Motor Company now usesRFID system to provide personalized services for customersand vehicle identification When a customer enters theautomotive 4S store the owner information andmaintenancerecord stored in the automotive can be obtained through thereader thus greatly accelerating the after-sale service processand improving sales performance
Meanwhile to realize visibility and flexibility of assemblymanufacturing system the components and parts suppli-ers have made considerable investments in supply chainmanagement information system RFID technology can be
applied to automotive supply chain to improve the visibilityof the manufacturing system and thus positively influencethe supply chain Survey research institute ABI Research con-siders that vehicle components suppliers and manufacturerscan benefit significantly from RFID technology especiallyin logistics supply chain tracking and assembly productionline Thus we assume that a unit product needs a unit rawmaterial (or semifinished products components and parts)Generally the unit product cost decreases with the increaseof investment of RFID but the marginal cost of investmentdecreases Therefore the function of the unit product cost is
119862 (Γ119904) = 119888119904minus 1205882[
Γ119904
119863(Γ119903)]
1198962
(2)
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
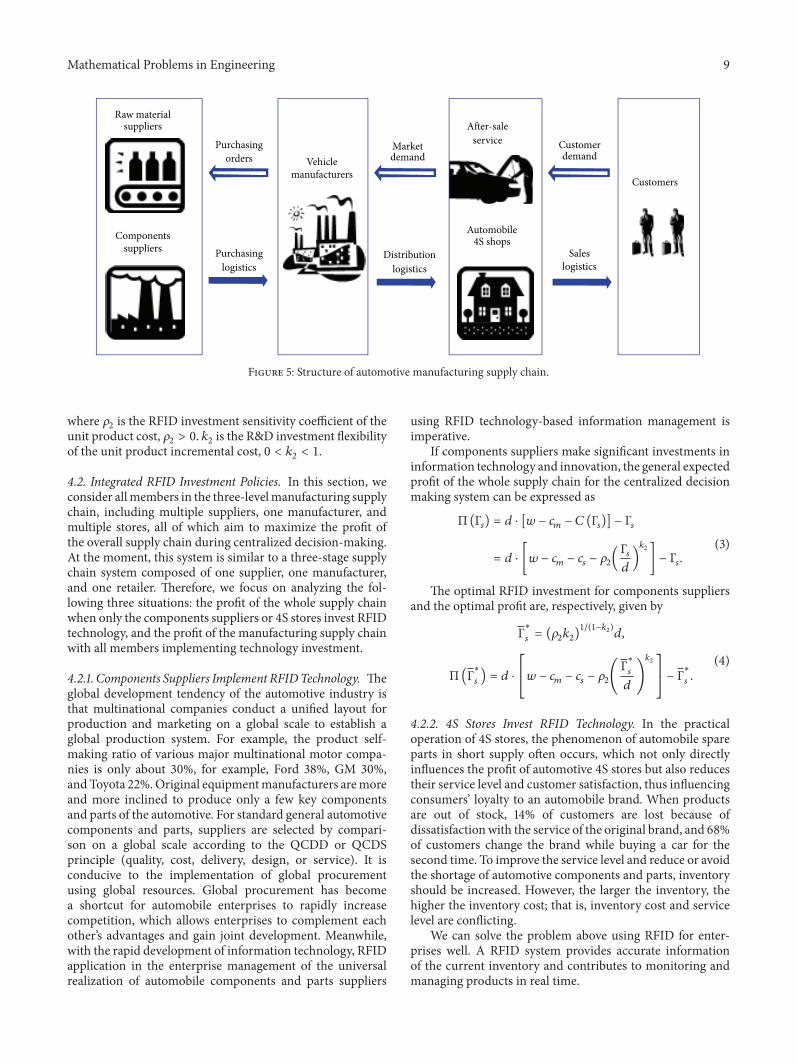
Mathematical Problems in Engineering 9
Raw materialsuppliers
Componentssuppliers
Purchasingorders
Purchasinglogistics
After-saleservice
Automobile4S shops
Customerdemand
Saleslogistics
Customers
Vehiclemanufacturers
Marketdemand
Distributionlogistics
Figure 5 Structure of automotive manufacturing supply chain
where 1205882is the RFID investment sensitivity coefficient of the
unit product cost 1205882gt 0 119896
2is the RampD investment flexibility
of the unit product incremental cost 0 lt 1198962lt 1
42 Integrated RFID Investment Policies In this section weconsider allmembers in the three-levelmanufacturing supplychain including multiple suppliers one manufacturer andmultiple stores all of which aim to maximize the profit ofthe overall supply chain during centralized decision-makingAt the moment this system is similar to a three-stage supplychain system composed of one supplier one manufacturerand one retailer Therefore we focus on analyzing the fol-lowing three situations the profit of the whole supply chainwhen only the components suppliers or 4S stores invest RFIDtechnology and the profit of the manufacturing supply chainwith all members implementing technology investment
421 Components Suppliers Implement RFIDTechnology Theglobal development tendency of the automotive industry isthat multinational companies conduct a unified layout forproduction and marketing on a global scale to establish aglobal production system For example the product self-making ratio of various major multinational motor compa-nies is only about 30 for example Ford 38 GM 30andToyota 22Original equipmentmanufacturers aremoreand more inclined to produce only a few key componentsand parts of the automotive For standard general automotivecomponents and parts suppliers are selected by compari-son on a global scale according to the QCDD or QCDSprinciple (quality cost delivery design or service) It isconducive to the implementation of global procurementusing global resources Global procurement has becomea shortcut for automobile enterprises to rapidly increasecompetition which allows enterprises to complement eachotherrsquos advantages and gain joint development Meanwhilewith the rapid development of information technology RFIDapplication in the enterprise management of the universalrealization of automobile components and parts suppliers
using RFID technology-based information management isimperative
If components suppliers make significant investments ininformation technology and innovation the general expectedprofit of the whole supply chain for the centralized decisionmaking system can be expressed as
Π(Γ119904) = 119889 sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904
= 119889 sdot [119908 minus 119888119898minus 119888119904minus 1205882(Γ119904
119889)
1198962
] minus Γ119904
(3)
The optimal RFID investment for components suppliersand the optimal profit are respectively given by
Γlowast
119904= (12058821198962)1(1minus119896
2)
119889
Π (Γlowast
119904) = 119889 sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(Γlowast
119904
119889)
1198962
]
]
minus Γlowast
119904
(4)
422 4S Stores Invest RFID Technology In the practicaloperation of 4S stores the phenomenon of automobile spareparts in short supply often occurs which not only directlyinfluences the profit of automotive 4S stores but also reducestheir service level and customer satisfaction thus influencingconsumersrsquo loyalty to an automobile brand When productsare out of stock 14 of customers are lost because ofdissatisfactionwith the service of the original brand and 68of customers change the brand while buying a car for thesecond time To improve the service level and reduce or avoidthe shortage of automotive components and parts inventoryshould be increased However the larger the inventory thehigher the inventory cost that is inventory cost and servicelevel are conflicting
We can solve the problem above using RFID for enter-prises well A RFID system provides accurate informationof the current inventory and contributes to monitoring andmanaging products in real time
10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

10 Mathematical Problems in Engineering
According to the above analysis the profit function of thewhole supply chain can be written as
Π(Γ119903) = 119863 (Γ
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot (119908 minus 119888
119898minus 119888119904) minus Γ119903
(5)
The optimal RFID investment for automotive 4S storesand the optimal profit are respectively such that
Γlowast
119903= [12058811198961(119908 minus 119888
119898minus 119888119904)]1(1minus119896
1)
Πlowast
(Γlowast
119903) = 119863 (Γ
lowast
119903) sdot (119908 minus 119888
119898minus 119888119904) minus Γlowast
119903
(6)
423 All Members Use RFID Technology Simultaneously Theexpected profit of the whole supply chain with all membersimplementing RFID is as follows
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903 (7)
Proposition 1 The optimal investment costs of componentsand parts suppliers for RampD and 4S stores respectivelyfor product promotion in the centralized system with RFIDtechnology input are
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888119904+ (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
Γlowast
119904= (12058821198962)1(1minus119896
2)
sdot [119889 + 1205881(Γlowast
119903)1198961
]
(8)
Themaximum profit of the overall manufacturing supply chainsystem is
Πlowast
(Γlowast
119904 Γlowast
119903) = 119863 (Γ
lowast
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
lowast
119904)] minus Γ
lowast
119904minus Γlowast
119903 (9)
For proofs see the appendix
43 Individual RFID Investment Policies
431 Game with Perfect Information among MultipleComponents Suppliers To encourage components suppliersto implement RampD investment under the decentralizeddecision-making we assume that the vehicle manufacturerrsquospurchasing policies for119872 upstream ones are as follows
(i) When all components suppliers do not employ RFIDtechnology that is Γ119894
119904= 0 for each supplier each one
can obtain 1119872 of the total demand share(ii) When all components suppliers implement RFID
RampD investment for the 119894th components supplier(Γ119894119904gt 0) the share of vehicle manufacturer demand
obtained by the 119894th supplier is Γ119894119904sum119872
119894=1Γ119894
119904
(iii) If some components suppliers invest RFID technol-ogy while some others do not those not investingwillnot get demand orders and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ
119894
119904sum119886
119894=1Γ119894
119904(119886 is the number of enterprises
making an investment 0 lt 119886 lt 119872)
(iv) As the number of components suppliers 119872 gt
1 and each supplier has a small scale and weakRampD strength each supplier will consider investmentrisk when adopting RFID technology Therefore thevehicle manufacturer can provide subsidy for eachsupplier We assume that all suppliers are risk neutraleach supplierrsquos probability of technical RampD successis 120579 the subsidy rate is 120573 and all suppliers have thesame unit product cost 119888
119904 After RampD investment the
expected value of the unit product cost by supplier 119894is 119862119894(Γ
119904) = 119888119904minus 1205791205882sum119872
119894=1Γ119894
119904119863(Γ119903)1198962 With the optimal
RFID investment of the system it can certainlysucceed in research and development
The vehicle manufacturerrsquos purchasing price for 119872 com-ponents suppliers is 119901
119898 As technical superiority might
reduce the product cost and produce RampD subsidy andmore market shares rational components suppliers shouldinvest RFIDTherefore we mainly consider this situation Allsuppliers play a static game of perfect information and eachsupplier chooses the investment that can maximize its ownprofit
Analyzing through the way as aforesaid it is known thatthe components suppliers struggle to get more orders fromthe vehicle manufacturer and constantly reduce the cost byinformation technology and compete in RFID technologyRampD investment As in an arms race the result is that eachsupplier has the same investment Meanwhile when thetotal RFID investment cost of this supply chain system is acertain value the total profits of components suppliersrsquo willbe maximized Otherwise if the RFID cost is lower than thisdefinite value costs may still be reduced Additionally if thetechnology investment is higher than this definite value itwastes resources since the cost has reached the liminal valueGiven this complete information static investment gameeach componentrsquos supplier will choose 1119872 of the optimalsystem investment cost to segment the vehicle manufacturerdemand
Proposition 2 The optimal RFID investment cost of compo-nents suppliers in decentralized decision-making is Γlowast
1199041= Γlowast
1199042=
sdot sdot sdot = Γlowast
119904119872 if and only if the componentsrsquo suppliers satisfy the
following constrained equations
Γ1199041
= Γ1199042
= sdot sdot sdot = Γ119904119872
(119872 minus 1) (119901119898minus 119888119904) (1205881Γ1198961
119903+ 119889)
+ 1205791205882(119872 minus 1 + 119896
2) (1205881Γ1198961
119903+ 119889)1minus1198962
times (
119872
sum
119894=1
Γ119904119894)
1198962
minus119872(1 minus 120573)
119872
sum
119894=1
Γ119904119894= 0
(10)
The optimal RFID investment cost is a perfect Nashequilibrium
Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 11
432 Game with Perfect Information among Multiple Auto-motive 4S Stores If the downstream 4S stores use RFIDtechnology to quickly pick up any demand changes andenable them to tweak their strategies accordingly RFID willhelp them reduce logistical cost improve operation efficiencyenhance customer satisfaction and increase the marketdemand Thus we assume that the vehicle manufacturerrsquoswholesale policy for retailers is as follows
(i) When all 4S stores do not implement RFID invest-ment that is Γ119895
119903= 0 each 4S store can obtain 1119873
of the total market demand share(ii) When all 4S stores invest RFID technology for prod-
uct promotion that is Γ119895119903gt 0 for the 119895th 4S the share
of the total market demand obtained by the 119895th 4Sstores is Γ119895
119903sum119873
119895=1Γ119895
119903
(iii) If some 4S stores adopt RFID while some others donot those not investing RFID technology will notobtain market demand and the vehicle manufacturerwill allocate demand orders according to the invest-ment share Γ119895
119903sum119887
119895=1Γ119895
119903 0 lt 119887 lt 119873 (119887 is the number of
enterprises implementing technology investment forproduct promotion 0 lt 119887 lt 119873)
(iv) The vehicle manufacturer provides subsidies of pro-motion investment for 4S stores and uses the samewholesale price for all 4S Since RFID investmentcan further expand the market and there is productpromotion subsidy rational retailers adopt this tech-nology without hesitation Therefore we assume thatthe total market demand is 119863(Γ
119903) = 120588
1sum119873
119895=1Γ119895
119903+ 119889
This is similar to the situation above The profit ofeach 4S store is common knowledge All automotive4S stores play a static game of perfect informationand each will use RFID to maximize its own profit
Proposition 3 The optimal RFID investment cost of automo-tive 4S stores in decentralized decision-making is Γlowast
119903119895= Γlowast
119904119873
if and only if the 4S stores satisfy the following constrainedequations
Γ1199031
= Γ1199032
= sdot sdot sdot = Γ119903119873
1205881(1198961+ 119873 minus 1) (119908 minus 119908
119898)(
119873
sum
119895=1
Γ119903119895)
1198961
minus 119873 (1 minus 120572)
times
119873
sum
119895=1
Γ119903119895+ 119889 (119908 minus 119908
119898) (119873 minus 1) = 0
(11)
The optimal RFID investment cost is a perfect Nashequilibrium
44 Coordination inDecentralizedManufacturing System Toavoid impairing the enthusiasm of downstream supply chainmembers when the wholesale price is high the upstreamenterprise should give a high subsidy rate to encouragedownstream onesrsquo technical innovation Certainly when
the wholesale price is low upstream enterprises shouldappropriately reduce the subsidy rate to protect its owninterest
Proposition 4 The optimal contract (119908lowast
119898 120572lowast
) coordinatingthe vehicle manufacturer and automotive 4S stores and theoptimal profit of 4S stores are given by
120572lowast
= 1 minus119908 minus 119908
lowast
119898
119873 sdot Γlowast119903
[1205881(119873 minus 1 + 119896
1) Γlowast1198961
119903+ (119873 minus 1) 119889]
119908lowast
119898lt 119908 minus
119873Π119903119895+ (1 minus 120572) Γ
lowast
119903
1205881Γlowast119903
1198961 + 119889
Πlowast
119903119895=
1
119873(119908 minus 119908
lowast
119898) [1205881Γlowast1198961
119903+ 119889] minus
1
119873(1 minus 120572
lowast
) Γlowast
119903
(12)
With the increase of119873 the competition among automo-tive 4S stores becomes fierce thus increasing the minimumwholesale price while reducing its maximum reducing thecoordinated range of the wholesale price and impairing 4Sstoresrsquo ability of bargaining The profit of 4S stores decreasesprogressively according to exponential law
With the increase of 119872 the competition among com-ponents suppliers is increasingly fierce and the maximumpurchasing price decreases As coordination becomes moreand more difficult the vehicle manufacturer will increase theminimum value of the purchasing price The price will bestable at a certain point if119872 reaches a certain value
As can be seen from the analysis above we find that thevehiclemanufacturer should provide a highRampD subsidy rateto protect the enthusiasm of components suppliers when thepurchasing price is low However when this price is high forits own interest the manufacturer should provide a low rateRFID technology reduces the production cost of suppliersThe lower limit of purchasing price that can be accepted bysuppliers decreases and they improve their own enduranceto low price and expand their profit space This indicates thecompetitive advantage brought by the enterprisesrsquo technologyinnovation and lower production cost
5 Numerical Analysis
Finally a numerical example is taken to validate the ratio-nality and feasibility of the theoretics and method We insertthe following constant values into the corresponding optimalexpressions 119888
119904= 12 times 10
5 119908 = 25 times 105 119888119898
= 2 times 104
119908119898
= 19 times 105 and 119901
119898= 135 times 10
5 which satisfy119901119898+ 119888119898
lt 119908119898
lt 119908 and 119901119898
gt 119862(Γ119904) Additionally 119896
1isin (0 1)
1198962isin (0 1) 120588
1isin (0 100) and 120588
2isin (0 100)
The numerical analysis is carried out by taking thecase study of applying RFID in automotive 4S stores underthe decentralized decision-making among supply chainsFigure 6 shows the variation of 4S storesrsquo profit underdifferent quantity of stores Figure 7 demonstrates that thevariation tendency of 4S storesrsquo total profit changes with thefluctuation in market demand and competition level amongvarious component suppliersThe relationship between RFIDinvestment profit and sensitivity coefficients is described
12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

12 Mathematical Problems in Engineering
0
1
2
3
4
5
6
7
8
9
10
Πr
N
1 2 3 4 5 6 7 8 9 10
times107
Πr
Figure 6 Variation of 4S storesrsquos profit Π119903with the quantity of 4S
stores119873
0
05
1
15
2
25
3
1000
500
0 02
46
810
dM
Πlowast m
500 8
times108
Figure 7 Variation of Πlowast119898with 119889 and119872
0
1
2
3
4
5
6
100
50
0 020
4060
80100
Γlowast r
1205881
1205882
times1012
Figure 8 Variation of Πlowast119903with 120588
1and 120588
2
2
4
6
8
10
12
14
0 100 200 300 400 500 600 700 800 900 1000
times107
0
Πlowast
d
Πlowast(Γlowasts Γlowastr )
Πlowast(Γlowasts )
Πlowast(Γlowastr )
Figure 9 Variation of Πlowast(Γlowast119904 Γlowast
119903) Πlowast
(Γlowast
119904) and Π
lowast
(Γlowast
119903) with 119889
100
50
0 020
4060
80100
0
2
4
6
8
10
Γba
rlowast r
times107
1205881
1205882
Figure 10 Variation of Πlowast(Γlowast119904119894) with 119889 and 120579
as in Figure 8 Figures 9 and 10 show the variation ofoverall optimal profit with RFID investment regarding thecombination of different quantities of components suppliersand 4S demandsThemaximum profit of the manufacturer isirrelevant to the number of downstream partners howeverthe greater the number of suppliers the lower the maximumprofit of the manufacturer This is consistent with the actualresult observed that is with a larger scale of the coreenterprise and a great number of suppliers the core enterprisehas a strong ability of independent pricing in negotiation andobtains great profits
This paper mainly studies the investment impact of RFIDin the automobilemanufacturing supply chain Since it is hardto gain the cost of automobile parts and RFID equipment aswell as losses specific RFID investment is empirically studiednext
Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 13
6 Conclusion
Wireless sensor network technology has beenwell recognizedas an effective way to improve the efficiency of informa-tion acquisition process and exchange in manufacturingindustries RFID as a typical WSN device owns the abilityto process real-time information in practical applicationsHowever RFID technology deployment is complex andrequires certain investment How to evaluate the feasibility ofapplying RFID in one enterprise is still not well addressedThe approach and technology proposed in this paper haveimportant reference value for the application of WSN in themanufacturing field Therefore this paper is the first in theliterature that demonstrates the bright future of applyingRFID in automotive industry With the increasing flexibilityand make-to-order request in many industries RFID will beused more throughout These products have higher demandflexibility obvious effect of promotion high unit productcost and great potential for cost reduction The productinformation stored in RFID will accompany a vehicle inthe supply chain from manufacturing to sale and then toafter-sale service The proposed RFID investment model inthis paper could result in a high efficiency of the supplychain that is minimizing the operation cost while improvingmarket share to the maximum extent It could be successfullyapplied to virtually all critical products throughout their lifecycle that is from the manufacturing period to the usagemature periodMeanwhile it applies to the situation in whichproducts provided by multiple suppliers are homogeneous
This paper assumed the availability of complete informa-tion However the coordination of the supply chain in morecomplicated and practical situations such as asymmetricinformation and uncertain environment is not consideredMoreover the model is not appropriate for quick responsesupply chain aiming at rapidly responding to customerdemand and innovation supply chain emphasizing the satis-faction of customersrsquo changing demands All of these are thedirections for future research
Appendix
Proof of Proposition 1 Consider
Π(Γ119904 Γ119903) = 119863 (Γ
119903) sdot [119908 minus 119888
119898minus 119862 (Γ
119904)] minus Γ119904minus Γ119903
= (1205881Γ1198961
119903+ 119889) sdot [
[
119908 minus 119888119898minus 119888119904minus 1205882(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
]
]
minus Γ119904minus Γ119903
(A1)
The following can be obtained by derivation of Γ119904and Γ119904
in the formula above
120597Π (Γ119904 Γ119903)
120597Γ119904
= 12058821198962Γ1205882minus1
119904(1205881Γ1198961
119903+ 119889)1minus1198962
minus 1
120597Π (Γ119904 Γ119903)
120597Γ119903
= 12058811198961(119908 minus 119888
119898minus 119888119904) Γ1205881minus1
119903
+ 120588112058821198961(1 minus 119896
2)(
Γ119904
1205881Γ1198961
119903+ 119889
)
1198962
Γ1205881minus1
119903minus 1
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
=120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
= 1205881120588211989611198962(1 minus 119896
2) Γ1205881minus1
119903Γ1205882minus1
119904
times (1205881Γ1198961
119903+ 119889)minus1198962
(A2)
Since 1205972
Π(Γ119904 Γ119903)120597Γ2
119903lt 0(120597
2
Π(Γ119904 Γ119903)120597Γ2
119904) lt 0 Hessian
matrix of Π(Γ119904 Γ119903) is always larger than 0
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
1205972
Π(Γ119904 Γ119903)
120597Γ2119903
120597Π (Γ119904 Γ119903)
120597Γ119903120597Γ119904
120597Π (Γ119904 Γ119903)
120597Γ119904120597Γ119903
1205972
Π(Γ119904 Γ119903)
120597Γ2119904
1003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816100381610038161003816
= [12058811198961(1198961minus 1) (119908 minus 119888
119898minus 119888119904) Γ1205881minus2
119903
+120588112058821198961(1 minus 119896
2) (1198961minus 1) Γ
1205881minus2
119903sdot (1205881Γ1198961
119903+ 119889)minus1198962
]
sdot [12058821198962(1198962minus 1) Γ
1205882minus2
119903(1205881Γ1198961
119903+ 119889)1minus1198962
] gt 0
(A3)
Therefore Hessian matrix of Π(Γ119904 Γ119903) is negative definite
and is a strictly concave function of (Γ119904 Γ119903) To obtain
maximum profit RFID RampD investment should satisfy1205972
Π(Γ119904 Γ119903)120597Γ2
119903= 0 and under the centralized decision-
makingTherefore the following can be obtained
Γlowast
119903= (12058811198961)1(1minus119896
1)
sdot [119908 minus 119888119898minus 119888 + (1 minus 119896
2) 1205882
1(1minus1198962)
1198962
1198962(1minus119896
2)
]1(1minus119896
1)
(A4)
That is if the 4S shops invest RFID Γlowast
119903tomake a good promo-
tion and the component suppliers research and develop RFIDtechnology and put into investment cost Γlowast
119904 the overall supply
chain system can get the optimal profitΠlowast(Γlowast119904 Γlowast
119903)
Nomenclature
119863 The total demand of the customer119889 The market demand when the automotive
4S shops does not implement RFIDinvestment 119889 gt 0
119862 The cost function of unit product119888119904 The product cost without application ofRFID in the components suppliers
119908 The selling price of unit product119888119898 The production cost of the vehiclemanufacturer per unit (excludingpurchase cost of raw material)
14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

14 Mathematical Problems in Engineering
119901119898 The price of unit rawmaterials (or semifin-ished products components and parts) ofthe suppliers
119908119898 Thewholesale price of the vehiclemanufac-turer per item
Γ119904 RFID investment cost of the components
suppliers Γ119904ge 0
Γ119903 RFID investment cost of the automotive 4S
stores Γ119903ge 0
120572 The subsidy rate fromvehiclemanufacturerto 4S stores 0 lt 120572 lt 1
120573 The subsidy rate provided by vehicle man-ufacturerrsquos RampD incentive to componentssuppliers 0 lt 120573 lt 1
120579 The technical success rate 0 lt 120579 lt 1
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This research was supported by the University of Macau(Grant nos MYRG153(Y1-L2)-FST11-YZX and MYRG079(Y1-L2)-FST13-YZX)
References
[1] A Sarac N Absi and S Dauzere-Peres ldquoA literature review onthe impact of RFID technologies on supply chainmanagementrdquoInternational Journal of Production Economics vol 128 no 1 pp77ndash95 2010
[2] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-basedwireless manufacturing for walking-worker assembly islandswith fixed-position layoutsrdquo Robotics and Computer-IntegratedManufacturing vol 23 no 4 pp 469ndash477 2007
[3] G Q Huang Y F Zhang and P Y Jiang ldquoRFID-based wirelessmanufacturing for real-time management of job shop WIPinventoriesrdquoThe International Journal of AdvancedManufactur-ing Technology vol 36 no 7-8 pp 752ndash764 2008
[4] H-B Jun J-H Shin D Kiritsis and P Xirouchakis ldquoSystemarchitecture for closed-loop PLMrdquo International Journal ofComputer Integrated Manufacturing vol 20 no 7 pp 684ndash6982007
[5] M-C Tsai W Lee and H-C Wu ldquoDeterminants of RFIDadoption intention evidence from Taiwanese retail chainsrdquoInformation andManagement vol 47 no 5-6 pp 255ndash261 2010
[6] R-S Chen and M Tu ldquoDevelopment of an agent-based systemfor manufacturing control and coordination with ontology andRFID technologyrdquo Expert Systems with Applications vol 36 no4 pp 7581ndash7593 2009
[7] H K H Chow K L Choy W B Lee and K C Lau ldquoDesign ofa RFID case-based resource management system for warehouseoperationsrdquo Expert Systems with Applications vol 30 no 4 pp561ndash576 2006
[8] H K H Chow K L Choy W B Lee and F T S ChanldquoIntegration of web-based and RFID technology in visualizinglogistics operations a case studyrdquo Supply Chain Managementvol 12 no 3 pp 221ndash234 2007
[9] J M Ko C Kwak Y Cho and C O Kim ldquoAdaptive producttracking in RFID-enabled large-scale supply chainrdquo ExpertSystems with Applications vol 38 no 3 pp 1583ndash1590 2011
[10] J J Roh A Kunnathur and M Tarafdar ldquoClassification ofRFID adoption an expected benefits approachrdquo Information ampManagement vol 46 no 6 pp 357ndash363 2009
[11] S Kim and G Garrison ldquoUnderstanding usersrsquo behaviorsregarding supply chain technology determinants impacting theadoption and implementation of RFID technology in SouthKoreardquo International Journal of Information Management vol30 no 5 pp 388ndash398 2010
[12] M-C Kim C O Kim S R Hong and I-H Kwon ldquoForward-backward analysis of RFID-enabled supply chain using fuzzycognitive map and genetic algorithmrdquo Expert Systems withApplications vol 35 no 3 pp 1166ndash1176 2008
[13] R Goel ldquoManaging RFID consumer privacy and implementa-tion barriersrdquo Information Systems Security vol 16 no 4 pp217ndash223 2007
[14] E Bottani and A Rizzi ldquoEconomical assessment of the impactof RFID technology and EPC system on the fast-moving con-sumer goods supply chainrdquo International Journal of ProductionEconomics vol 112 no 2 pp 548ndash569 2008
[15] Y Z Mehrjerdi ldquoRFID-enabled supply chain systems withcomputer simulationrdquo Assembly Automation vol 29 no 2 pp174ndash183 2009
[16] E W T Ngai T C E Cheng S Au and K-H Lai ldquoMobilecommerce integrated with RFID technology in a containerdepotrdquo Decision Support Systems vol 43 no 1 pp 62ndash76 2007
[17] D Manik L Toth and P Dobrossy ldquoAnalysis of RFId appli-cation through an automotive supplierrsquos production processesrdquoin Proceedings of the 3rd International Symposium on Compu-tational Intelligence and Intelligent Informatics (ISCIII rsquo07) pp177ndash181 IEEE March 2007
[18] H K H Chow K L Choy and W B Lee ldquoDesign of a RFID-based resource management system for warehouse operationrdquoin Proceedings of the 3rd IEEE International Conference onIndustrial Informatics (INDIN rsquo05) pp 785ndash790 August 2005
[19] M Schmidt and H-W Ziemba ldquoRFID in the automotiveindustrymdasha standards based approach towards on-tag datasharing in cross-company logisticsrdquo in Proceedings of the 5thMMSmdashTechnologies Applications and Services in Support ofMobile Collaboration (MMS rsquo10) pp 167ndash173 February 2010
[20] G Q Huang T Qu Y Zhang and H D Yang ldquoRFID-enabledproduct-service system for automotive part and accessorymanufacturing alliancesrdquo International Journal of ProductionResearch vol 50 no 14 pp 3821ndash3840 2012
[21] S Kumar B B Kadow and M K Lamkin ldquoChallengeswith the introduction of radio-frequency identification systemsinto a manufacturerrsquos supply chainmdasha pilot studyrdquo EnterpriseInformation Systems vol 5 no 2 pp 235ndash253 2011
[22] G M Gaukler R W Seifert and W H Hausman ldquoItem-levelRFID in the retail supply chainrdquo Production and OperationsManagement vol 16 no 1 pp 65ndash76 2007
[23] M Tajima ldquoStrategic value of RFID in supply chain manage-mentrdquo Journal of Purchasing and Supply Management vol 13no 4 pp 261ndash273 2007
[24] Y T Leung F Cheng Y M Lee and J J Hennessy ldquoA tool setfor exploring the value of RFID in a supply chainrdquo in Trendsin Supply Chain Design and Management pp 49ndash70 SpringerBerlin Germany 2007
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
Mathematical Problems in Engineering 15
[25] C L Munson and M J Rosenblatt ldquoCoordinating a three-levelsupply chain with quantity discountsrdquo IIE Transactions vol 33no 5 pp 371ndash384 2001
[26] LCassivi LA Lefebvre andE Lefebvre ldquoMulti-layered collab-orative procurement planning and optimizationrdquo inProceedingsof the IEEE International Engineering Management Conferencepp 278ndash282 August 2000
[27] R Lal ldquoImproving channel coordination through franchisingrdquoMarketing Science vol 9 no 4 pp 299ndash318 1990
[28] R Anupindi Y Bassok and E Zemel ldquoA general framework forthe study of decentralized distribution systemsrdquoManufacturingand Service Operations Management vol 3 no 4 pp 349ndash3682001
[29] H Gurnani and Y Gerchak ldquoCoordination in decentralizedassembly systems with uncertain component yieldsrdquo EuropeanJournal of Operational Research vol 176 no 3 pp 1559ndash15762007
[30] F Bernstein F Chen and A Federgruen ldquoVendor managedinventories and supply chain coordination the case with onesupplier and competing retailersrdquo Tech Rep Duke Universityworking paper 2002
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of