reverse osmosis plant by shubham inc | ahmedabad | gujarat
TRANSCRIPT
A Water and Waste Water Management Company
From automobiles to food and retail business; from daily cleaning and washing to plain
drinking, WATER is the No.# 1 resource that we need for sustenance. For years, we
assumed that this resource is not just free, it will also last forever. We made irresponsible
use of it and we now face the prospect of depletion due to massive-scale
mismanagement and pollution caused to water.
By considering environmental responsibility towards water, Shubham Inc. has expanded
its foray into Water and Sewage Water Treatment Plants. Shubham‘s product range
mainly split into two market vertical Water Treatment & Waste water Treatment.
We Shubham India are manufacturer and supplier of Sewage Treatment Plant and Water
Treatment Plant products such as Industrial RO Plant, Ultra filtration Plant, Pressure Sand
Filter, Multi Grade Sand Filter, Dual media Filter, Side stream filters, Water Softener Plant,
Demineralization, Mix bed Unit, RO Plant and many more whereas Waste water treatment
product range consist of conventional Sewage Treatment plant, Advance Bio- Accelerator
360[ MBBR ], Bio Hybrid [MBR], Package Sewage Treatment Plant, Underground FRP
Sewage Treatment Plant, Septic Tanks, Grey Water Treatment, Laundry Water Treatment,
ultra-Latest Electra-rapid (electro Coagulation), plant as an end-to-end service provider.
We use the best-in-class technology and cutting-edge tools to foster high-quality,
sustainable, community-level water supply projects in Gujarat, India across the
Ahmadabad, Surat, Rajkot and Baroda.
We Shubham India also offer innovative solutions to communities that are serious about
self-managing their water supply problems. Shubham delivers safe, cost-effective and
sustainable water, waste water and energy utility infrastructure solutions to businesses
and communities across the countries who are interested in minimizing their carbon
footprint.
Water Treatment PlantThe quality of fresh water supplied by local bodies or bore well water may meet local
standards, but it might not meet the requirement of institution and commercial industry.
Ordinary tap water or bore well water can contain total hardness, dissolved metals,
including lead and iron. It might contain nitrates, chlorine and mineral salts which can
directly affect the performance of equipment installed in utility area of any commercial
premise like hotels, hospitals, multiplex, shopping malls, retail outlets, restaurants, school
& colleges and their boarding facilities etc.
Water quality for cooling and drinking application is a major issue with all type of
institution and commercial industry which always demand soft water to perform their
HVAC system at low energy and high cooling level without scale formation on their heat
exchangers and low TDS water for drinking & kitchen use. Scale formation in pipeline and
sanitary ware is also one of the major concerns in this sector which also contribute to the
maintenance of property.
Shubham Inc range of Water Treatment Plant consist of Water Softener, Reverse Osmosis
Plant, Ultra Filtration system is convenient and less costly than overall Life cycle cost of
equipment. Best of all, it pays for itself over time and makes a difference you will notice
every day.
These plants are one of our most popular utility plants that are known for its high
efficiency, leak poof and less maintenance. We also provide installation& operation
training along with onsite support for the plant to our clients.
1] Reverse Osmosis Plant
2] Water Softener
3] ultra-filtration Plant
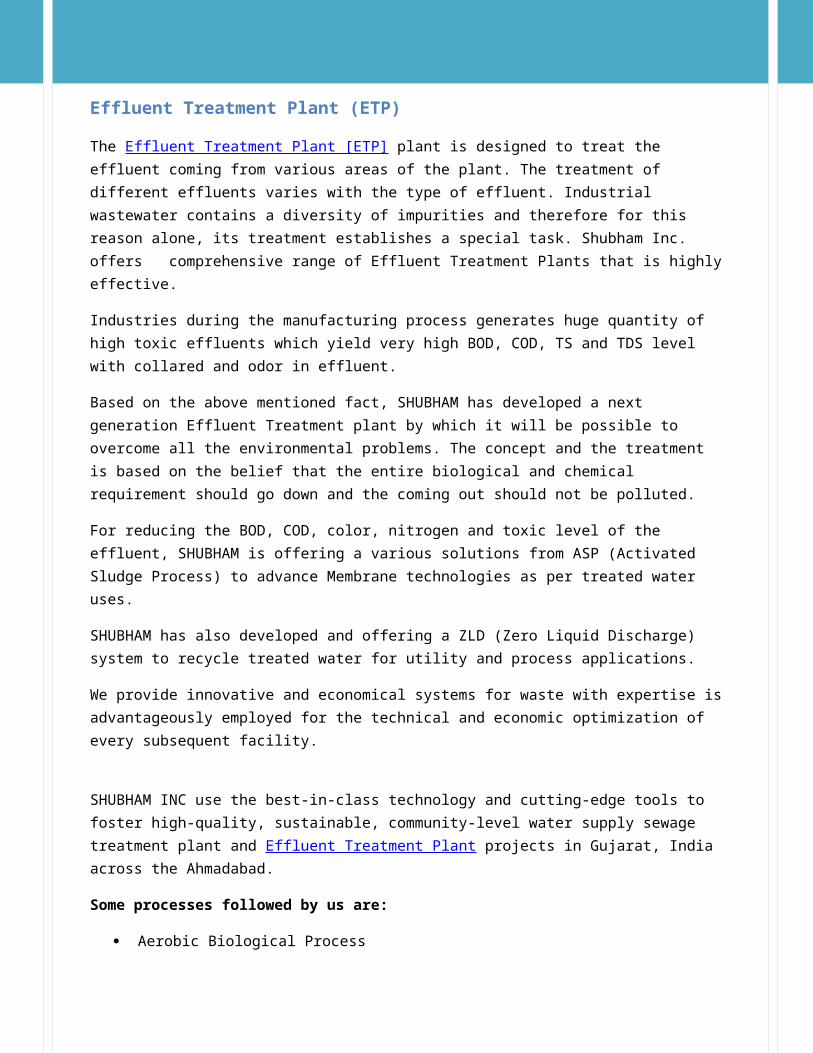
Sewage Treatment Plant
The Sewage Treatment Plant process is similar to the way that a Septic Tank works but
mechanical components provide a process to help break down solids to produce a
cleaner, more environmentally friendly effluent.
Combined sewage contain various biological impurities, are fed into the primary
settlement tank where solids and liquids separate and the liquor flows into the aeration
chamber. In the chamber, a surface aerator or diffuser aerator infuse air and oxygen to
the waste and encourages good bacteria to digest the organic matter, breaking it down
and purifying it. As it leaves the final chamber known as the settling chamber, the
effluent is typically 95% clean and ready for discharge into local watercourses, ditches or
land drainage systems, subject to consent by the Environment Agency.
We at Shubham, Supplier Sewage Treatment Plant, we offer variety of sewage treatment
plant from conventional to innovative technology and modular to onsite treatment plant
as per customer’s relevance and area availability as in Ahmedabad, Surat, Rajkot,
Baroda, Gujarat and across the India.
Modular Sewage treatment Plant
Shubham’s (MD series) of Modular sewage treatment Plant is a closed steel module with
three chambers — aeration, settling and discharge-disinfection. Each chamber features
the necessary access and inspection registers. This modular construction allows the
increase of the processing capacity by placing more plants in parallel. All the instruments
and control elements of the plant are housed inside an anti-vandal cabinet. These plants
do not generate noise &odors due to their closed modular construction. The design of
these plants allows installation in a single day.
Onsite – Above Ground
Onsite wastewater treatment is becoming the preferred treatment method over
centralized treatment plants. Shubham’s(AG Series) of onsite above ground sewage
treatment plantis a single-built concrete module contains aeration, settling and
disinfection chambers inside in a closed concrete pit.
This concrete construction does not have any limitation of flow and capacity and can be
built from 10 KL to 2 MLD. Separate plant room is constructed to house all the
instruments and control elements. These plants has low life cycle cost and provide
flexibility to build tanks in shape and dimension.
Onsite above ground STP Eliminates the long distance transport of wastewater to
treatment plants and purified water back to the point of origin
Onsite – Under Ground
Land constraint in developing cities has always been problematic mainly due to the
vertical growth, high population and density.It constantly faces the challenge of planning
their land use to overcome their land constraints for developing infrastructure facilities in
limited area.
Shubham’s(UG Series)of Onsite below ground Sewage Treatment Plant is an effective
solution, where space is major concern for any developer and Infrastructure Company.
We provide customize solution and design for maximum use of land with the effective
treatment of domestic sewage.
Our below ground sewage treatment plant can be built below the road, basement &
parking area, gardening and consume only unused area of total land.

Industrial RO PlantIndustrial RO Plant is widely used for removal of dissolve chemical impurities from
brackish & seawater. Reverse osmosis is the process of forcing a solvent from a region of
high dissolve solids concentration through a membrane to a region of low dissolve solids
concentration by applying a pressure in excess of the osmotic pressure. The semi
permeable membranes used for reverse osmosis have a dense polymer barrier layer in
which separation takes place.
Shubham Industrial RO Plant in Ahmedabad are designed for a variety of industrial &
commercial applications requiring high quality equipment with a fast delivery and
competitive price. These pre-engineered, pre-assembled and factory tested units
minimize installation and start-up time. With simple utility connections and easy to set up
controls, the unit is ready for quick on-line service. The control system is an advanced
microprocessor based system that is very easy to use.
Industrial RO Plant is water purification process in which pre-treated & filtered water is
connected to the high-pressure pump where pressure is developed and fed to the RO
membranes. Reverse Osmosis membranes work on the Cross flow Filtration method
where the salts get rejected partially and deliver pure water. Purified water is referred to
as product and waste water is referred to as concentrate or reject. The percent of water
delivered as product is called the recovery. The ratio of recovery& output parameters

depend upon the feed water quality, type of membrane, temperature and total RO unit
design considerations.
Advantages of Industrial RO Plant:
User-friendly programmable controls High quality components ensure continuous, reliable operation Pre-engineered systems mean easy installation Clean-in-place connections maximize system availability Compact footprint saves valuable floor space Quick equipment delivery keeps project moving fast Easy to install and operate. Produces high quality Water Variety of cost effective standard models.

Effluent Treatment Plant (ETP)
The Effluent Treatment Plant [ETP] plant is designed to treat the effluent coming from various areas of the plant. The treatment of different effluents varies with the type of effluent. Industrial wastewater contains a diversity of impurities and therefore for this reason alone, its treatment establishes a special task. Shubham Inc. offers comprehensive range of Effluent Treatment Plants that is highly effective.
Industries during the manufacturing process generates huge quantity of high toxic effluents which yield very high BOD, COD, TS and TDS level with collared and odor in effluent.
Based on the above mentioned fact, SHUBHAM has developed a next generation Effluent Treatment plant by which it will be possible to overcome all the environmental problems. The concept and the treatment is based on the belief that the entire biological and chemical requirement should go down and the coming out should not be polluted.
For reducing the BOD, COD, color, nitrogen and toxic level of the effluent, SHUBHAM is offering a various solutions from ASP (Activated Sludge Process) to advance Membrane technologies as per treated water uses.
SHUBHAM has also developed and offering a ZLD (Zero Liquid Discharge) system to recycle treated water for utility and process applications.
We provide innovative and economical systems for waste with expertise is advantageously employed for the technical and economic optimization of every subsequent facility.
SHUBHAM INC use the best-in-class technology and cutting-edge tools to foster high-quality, sustainable, community-level water supply sewage treatment plant and Effluent Treatment Plant projects in Gujarat, India across the Ahmadabad.
Some processes followed by us are:
Aerobic Biological Process Anaerobic Biological Process Chemical-physical process
TREATMENT REQUIREMENTS:
1. Oil & grease Separation
2. Neutralization of Acids and Alkali
3. Removal of Suspended Solids
4. Reduction & Removal of metallic impurities
5. Reduction of high organic content: BOD, COD, P, TKN, etc.
6. Dissolve impurities for ZLD system.
TREATMENT METHODS
Primary clarifications Biological process Secondary clarifications. Tertiary treatment Polishing units i.e. UF, RO and DM (Optional for recycling or ZLD)
Applications:
Textile Industries Distilleries Pharmacy Industries. Chemical Industries Paper Industries Tannery Industries Dye & Dye Intermediaries Edible Oil Refineries Electroplating Industries
Features:
Sturdy construction Resistant to corrosion Superior performance Rapid installation Less civil work involved Flexible in reworking
Zero Liquid Discharge Plants
Current Scenario, companies understand the importance of sustainable operations. With the increasing focus on water usage and water discharge, companies look ways to consumption and reduce discharge to the environment. ZLD not only helps to reduce water usage, but also concentrates on eliminating water discharge is known as zero liquid discharge (ZLD). ZLD processes purify and recycle plant wastewater, changing liquid waste into disposable dry solids and delivering effluent water back into the plant process stream to be reused.
Shubham Inc. is involved in offering Zero Liquid Discharge Plant, We supply systems
based on membrane processes, evaporative processes or a hybrid combining the two
processes to achieve Zero Liquid Discharge from the plants in a cost-effective
manner.
Shubham Inc. offer quality guaranteed range of Zero Liquid Discharge Plants is
widely used in industries for generating liquid effluents. The zero liquid systems are
generally integrated to treat the R.O. reject streams.
To meet the stringent pollution control norms Shubham has suggested Zero Liquid
Discharge technology like :
Aerobic Biological Process
Anaerobic Biological Process
Chemical-physical process
Contact Shubham INC, Representative for further details on
[email protected] | visit: - www.shubhamindia.com