role of textiles and paper for stabilizing the … · we take the influence of the indoor materials...
TRANSCRIPT

KATHOLIEKE UNIVERSITEIT
LEUVEN
KATHOLIEKE UNIVERSITEIT LEUVEN FACULTEIT INGENIEURSWETENSCHAPPEN DEPARTEMENT BURGERLIJKE BOUWKUNDE AFDELING BOUWFYSICA KASTEELPARK ARENBERG 40 B-3001 HEVERLEE
ROLE OF TEXTILES AND PAPER FOR
STABILIZING THE INDOOR ENVIRONMENT
Promotor:
Prof. Dr. J. Carmeliet Derluyn Hannelore
E2006 Eindwerk voorgedragen
tot het behalen van de
graad van burgerlijk
ingenieur

Copyright ©2006, K.U.Leuven. Alle rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, opgeslagen in een geautomatiseerd gegevensbestand, of openbaar gemaakt, in enige vorm of op enige wijze, hetzij elektronisch, mechanisch, door fotokopiëren, opnamen, of op enige andere manier, zonder voorafgaandelijke schriftelijke toestemming van de auteur. De auteur geeft de toelating deze eindverhandeling voor consultatie beschikbaar te stellen en delen ervan te kopiëren voor eigen gebruik. Elk ander gebruik valt onder de strikte beperkingen van het auteursrecht; in het bijzonder wordt er gewezen op de verplichting de bron uitdrukkelijk te vermelden bij het aanhalen van resultaten uit deze eindverhandeling. Leuven, juni 2006 All rights reserved. No part of this publication may be reproduced, stored in a retreival system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of the author. This publication can be made available for consultation. Photocopying for private use is permitted. Any other use strictly submitted to copyright law. Every quote of results from this publication must contain a reference to it.

Dankwoord
Vijf fantastische jaren in Leuven zijn voorbij gevlogen, en ik ben dan ook blij om hier
de kroon op het werk van deze voorbije vijf jaar aan u voor te stellen, mijn eindwerk.
Een eindwerk schrijf je nooit alleen, maar de energie van vele personen zit erin vervat
en daarom wil ik graag mijn woord van dank uitdrukken aan alle mensen die dit
eindwerk en ook mijn studieperiode in Leuven tot een prachtige ervaring hebben
gekneed.
Allereerst wil ik mijn promotor bedanken, Professor Carmeliet. Dank voor de
tweewekelijkse brainstormsessies, waarbij ik telkens nieuwe ideeën en mogelijkheden
opdeed om een volgende stap in het onderzoek te zetten. Dank ook voor het nalezen en
verbeteren van de tekst. Also I want to thank Professor Derome for her support and
interest in my master thesis, for her remarks and help in finding the answers to my
questions. Graag bedank ik ook Hans Janssen voor de hulp bij berekeningen en het
simuleren met HAMFEM en het mee helpen zoeken naar oplossingen. Ook Professor
Roels wil ik bedanken, voor de uitleg bij het programma ROOMHAM.
Een tweede dankwoord is gericht aan mijn ouders en broer. Papa, dank je voor de vele
computerhulp en de ideeënwisselingen en je rustige energie, die mij de voorbije vijf jaar
altijd vooruit hielpen. Moeke, dank je voor je eeuwig positivisme, voor het geven van je
zonnige energie, om er voor mij te zijn. Pieter-Jan, dank je voor je luisterend oor en de
ontspannende lachmomenten die je altijd weet te creëren.
Een laatste dankwoord is gericht aan de vrienden. Allereerst de mensen die de voorbije
vijf jaar toch wel echt speciaal gemaakt hebben: dank je vrienden van Caprabo voor de
vele mooie burgiemomenten! Dank ook aan Inge, voor je onvoorwaardelijke
vriendschap. En als laatste richt ik ook aan de Induce-dansers en de vriendinnen uit
Roeselare mijn welgemeende dank.
Hannelore Derluyn

1
General introduction
In buildings, it is very important to maintain a stable indoor environment. This means to
create a comfortable temperature and relative humidity in the indoor space. This thesis
focuses on the second requirement: achieving a good moisture control of the indoor
environment.
It is very important to obtain a moderate relative humidity in indoor spaces. A too high
relative humidity and too large fluctuations in relative humidity, for example due to
temperature changes or moisture sources (people, plants), may cause damage to
buildings and furniture. E.g. mould growth forming, structure deformations (dilatation
and shrinking), cracks. So the durability of a building can strongly decrease due to
moisture problems.
The humidity has also an influence on the comfort and the health of the occupants in the
building. Too high or too low relative humidities and large fluctuations in relative
humidity are experienced as unpleasant: mould and condensation on surfaces due to a
high relative humidity or static electricity due to a low relative humidity aren’t desired.
A high relative humidity aids the growth of bacteria, which leads to health problems.
In the indoor environment there are a lot of materials acting as moisture buffers. Not
only the building materials, but also furnishing materials, books and magazines, cloths
of curtains, pillows, blankets,… contribute to the moisture buffering capacity of rooms.
Recent research (Svennberg, Rode) shows that those materials have an important impact
on the moisture buffering performance of a room and that more properties and
information need to be determined to understand their influence.
In this report we focus on the role that paper and textiles can play in the stabilisation of
indoor climates.
Knowing more about the buffering materials will make it possible to simulate the
moisture buffering in rooms better and more correct. Climatisation installations can be
dimensioned in order to obtain a stable indoor environment by using simulations. When
we take the influence of the indoor materials into account, we expect that the load on

2
the installations will decrease. In this way the energy costs for climatisation installations
can be reduced, because the indoor materials give us buffering ‘for free’.
Research on the behaviour of indoor materials like paper and textiles will consequently
lead to a better understanding of the moisture buffering and relative humidity
fluctuations in living rooms, bedrooms, … of dwelling-houses.
This research on paper and textiles can especially be interesting for buildings like musea
and libraries. They require a thorough attention for their indoor climate, because of the
importance of a good preservation of art objects and books. Therefore it is interesting to
investigate how paper and books react on moisture. Fabrics can help to buffer the
humidity fluctuations e.g. in the form of curtains and wall and floor covering.
The research on textiles is not only interesting in building physics, but can also be used
in the development of clothes like for instance sportswear, where the buffering of sweat
is an important issue.
This report lies within the framework of the international IEA (International Energy
Agency) project Annex 41, Whole Builing Heat, Air and Moisture response.

3
Abstract Indoor environmental conditions can be regulated by moisture sorption of hygroscopic
materials. Being made of organic fibres, paper and textiles are quite hygroscopic, and
the potential contribution to the regulation of indoor environments due to the presence
of newspapers, magazines, books, curtains, pillows or carpets should be analysed.
At first a literature review has been done, where general characteristics of paper and
textiles are discussed and data from literature can be found. Secondly, experimental
work was done, i.e. microscopic images, material properties and dynamic behaviour.
Tests were performed on book samples, using two types of paper, and on cotton. The
data collected out of literature and measurements are used in the modelling calculations.
This thesis investigates which parameters, e.g. water vapour permeability, moisture
capacity, active area, etc., play an important role, and presents an understanding of the
processes of moisture buffering in a book and in a textile sheet.
A book is modelled as a multilayered air-paper system. The model focuses on moisture
transport through the fore-edge or the top-edge of a book, i.e. with vapour transport
parallel to the pages of the book. The present study looks at the impact of the type of
paper and the fraction of paper, taken to be the ratio of the paper volume to the volume
of the book. A newsprint paper and a magazine type of paper are studied, and two paper
fractions, for a tight and a somewhat loose binding, are analysed. Eventually, it will be
shown that a book can be modelled as ‘one material’, with properties determined by the
paper fraction and the kind of paper.
For textile, the study focuses on cotton. A cotton sheet is thoroughly measured by
microscopic research. Out of the measurements a mesh of the cotton structure is
developed. Modelling the moisture buffering of the textile sheet shows the importance
of the air holes in between the woven structure on the moisture buffering effect. The
moisture content and capacity of the cotton yarns itself can be expressed in terms of the
cotton fraction, i.e. the ratio of the yarns volume to the total volume of the cotton fabric.
The vapour permeability of the cotton yarns is determined with the model.

4
In a last part of this thesis, an attempt to model the influence of paper and cotton on the
moisture buffering in a room is discussed. Textile will help to regulate the moisture
variation especially when there are peaks in the moisture production. Books will reduce
the relative humidity fluctuations considerably when the accessible surface is large
enough, e.g. in offices. Future work on this topic should be performed by building a
test room and making comparisons between experimental measurements and modelling
results.

5
Table of contents
Nomenclature ..................................................................................................................9
PART 1 PAPER .........................................................................................................11
1 Literature review...................................................................................................11
1.1.1 The material paper...................................................................................11
1.1.2 Basic properties of paper .........................................................................13
1.1.3 Moisture in paper.....................................................................................14
1.1.3.1 Relative humidity and moisture content .........................................14
1.1.3.2 Interaction of water with fibers .......................................................15
1.1.3.3 Hysteresis and dynamic behaviour .................................................16
1.2 Moisture properties of paper ...........................................................................18
1.2.1 Sorption isotherms...................................................................................18
1.2.2 Vapour resistance factor ..........................................................................22
1.2.3 Families of paper .....................................................................................23
2 Experimental work ...............................................................................................24
2.1 Micro-meso structure ......................................................................................24
2.1.1 SEM images.............................................................................................24
2.2 Material properties ..........................................................................................27
2.2.1 Basic properties of the paper ...................................................................27
2.2.2 Sorption isotherms...................................................................................28
2.2.3 Vapour permeability................................................................................33
2.3 Dynamic behaviour .........................................................................................37
2.3.1 Definitions ...............................................................................................37
2.3.2 Test setup.................................................................................................37
2.3.3 Experimental determination of surface mass transfer coefficients..........40
2.3.4 Test results...............................................................................................40
3 Modelling of the hygroscopic behaviour of books..............................................44
3.1 Theory .............................................................................................................44
3.2 Preliminary simulations ..................................................................................45
3.2.1 Modelling in HAMFEM..........................................................................45
3.2.2 The model................................................................................................46

6
3.2.3 Penetration profile ...................................................................................48
3.2.4 Influence surface coefficient and air layer thickness ..............................49
3.3 Two-dimensional modelling and effective permeability ................................50
3.3.1 Model 1: two-dimensional model of the real book at mesoscale
(Figure 19)...............................................................................................................50
3.3.2 Model 2: two-dimensional model of the effective book at macroscale
(Figure 22)...............................................................................................................50
3.3.3 Initial, boundary conditions, material properties.....................................51
3.3.4 Results .....................................................................................................51
3.4 Discussion .......................................................................................................53
3.4.1 Moisture capacity of book .......................................................................53
3.4.2 Moisture permeability of book ................................................................54
3.4.3 Moisture buffering of books....................................................................54
3.4.4 A varying vapour resistance factor for paper ..........................................57
3.5 Modelling the dynamic behaviour of the experimental tested books .............58
3.5.1 Analytical description of the dynamic behaviour of books.....................58
3.5.2 Applying effective book model on experimental results of dynamic
behaviour of books..................................................................................................61
3.5.2.1 Expected results versus analytical description................................61
3.5.2.2 Test results versus book model and analytical description .............63
3.5.2.2.1 Magazine .......................................................................................65
3.5.2.2.1.1 Magazine high paper fraction.................................................66
3.5.2.2.1.2 Magazine low paper fraction..................................................67
3.5.2.2.2 Telephone book.............................................................................69
3.5.2.2.2.1 Telephone book high paper fraction ......................................70
3.5.2.2.2.2 Telephone book low paper fraction........................................71
3.5.2.3 Discussion .......................................................................................72

7
PART 2 COTTON .....................................................................................................76
1 Literature review...................................................................................................76
1.1
1.2
2
2.1
2.2
3
3.1
Textile .............................................................................................................76
1.1.1 Textile fabrics..........................................................................................76
1.1.2 Cotton ......................................................................................................77
1.1.3 Density of textiles....................................................................................78
1.1.4 Moisture in textiles ..................................................................................79
1.1.4.1 Absorption of moisture ...................................................................79
1.1.4.2 Rate of absorption of moisture........................................................80
1.1.4.3 Theories of moisture sorption .........................................................81
Moisture properties of textiles. .......................................................................83
1.2.1 Sorption isotherms...................................................................................84
1.2.2 Vapour resistance factor ..........................................................................87
1.2.3 Families of textiles ..................................................................................88
Experimental work ...............................................................................................89
Micro-meso structure ......................................................................................89
2.1.1 SEM and microscope images ..................................................................89
Material properties ..........................................................................................93
2.2.1 Basic properties of the cotton ..................................................................93
2.2.2 Sorption isotherm ....................................................................................94
2.2.3 Vapour permeability................................................................................95
Modelling of the hygroscopic behaviour of a textile fabric...............................98
The model .......................................................................................................98
3.2 Three dimensional modelling and effective permeability...............................99
3.3 Penetration profile.........................................................................................100
3.4 Conclusions...................................................................................................102

8
PART 3 PAPER&COTTON...................................................................................103
1 Modelling moisture buffering in a room...........................................................103
1.1
1.1
1.1.3
GENERAL CONCLUSION.......................................................................................110
FUTURE WORK ........................................................................................................112
List of figures ...............................................................................................................114
Simulations with ROOMHAM .....................................................................103
1. Material input ........................................................................................104
1.1.2 Simulations ............................................................................................105
1.1.2.1 Moisture production with peaks....................................................106
1.1.2.2 Constant moisture production during occupation .........................107
1.1.2.3 Concluding observations...............................................................108
Discussion..............................................................................................108
List of tables.................................................................................................................118
References ....................................................................................................................120

9
Nomenclature
Symbols A surface m² bm moisture effusivity kg/(m²s0,5Pa) d thickness m D moisture diffusivity m²/s gv vapour flow density rate kg/(m²s) Gvp vapour production kg/s, g/h m mass kg mdry dry mass kg mdelta permeability correction factor for calculating the
vapour permeability of a book -
meffus effusivity correction factor for calculating the effusivity of a book
-
n ventilation rate 1/h, 1/s p barometric pressure Pa pc capillary pressure Pa pv vapour pressure Pa pv,sat saturation vapour pressure Pa q vapour flow kg/(m²s) qbuf water vapour exchange with buffering surface kg/(m²s) R gas constant J/kgK RH relative humidity % Sl degree of saturation (by liquid) - t time s ta thickness air layer m tp thickness paper sheet m T temperature K V volume m³ W water vapour permeance kg/(m²sPa) w moisture content kg/m³ or kg/kg wa adsorption moisture content kg/m³ or kg/kg wd desorption moisture content kg/m³ or kg/kg wsat saturation moisture content (RH=100%) kg/m³ or kg/kg β surface mass transfer coefficient s/m δ vapour permeability s φ relative humidiy -
totφ total porosity m³/m³ oφ open porosity m³/m³
aΨ air fraction -
pΨ paper fraction - μ vapour resistance factor - θ temperature °C ρ density kg/m³
vρ water vapour concentration kg/m³ ξ moisture capacity kg/m³

10
Suffixes
a air a adsorption b book c cotton d desorption e environment / outside f fiber fws solid part of fiber wall fwp pores in fiber wall fl fiber lumen i inside l liquid p paper sat saturation v vapour

11
PART 1 PAPER
1 Literature review
The main source for the literature review is based on the book ‘Paper physics’.
Additional information was found on the website www.paperonweb.com and the
website of the papermaking company UPM w3.upm-kymmene.com.
1.1.1 The material paper
The properties of a paper are mainly determined by its fibers and the bonding between
them. The fiber properties depend on the kind of wood and the pulping and
papermaking process. Usually the paper is made of wood fibers, but in specialty papers
nonwood fibers are also commonly used.
Wood consists of cellulose and hemicellulose, bonded by lignin. Cellulose and
hemicellulose are polymers, cellulose made from glucose, hemicellulose from other
sugars. The lignin provides the
strength of the wood. Wood
fibers consist of a cell wall
which encloses the lumen. The
cell wall of one fiber is
composed of micro fibrils,
surrounded by a matrix of
amorphous material, primarily
hemicelluloses and lignin. The main properties of a fiber are its length, the fiber
coarseness (dry fiber mass per unit length) and the basis weight (fiber coarseness
divided by fiber width). The total fiber length is 10-100 m for every cm² of a typical
paper sheet, which corresponds to 10 000-100 000 fibers. The basis weight ranges from
3-10 g/m². The fibers of one tree can differ when there is a seasonal variation in growth
and therefore in fiber density and dimensions.
Figure 1. Structure of cellulose. (Wikipedia)
Apart from the wood components in paper, also other substances, fillers, are added. E.g.
kaolin, which gives a glossy finish to a paper sheet.

12
In the papermaking process, pulping, bleaching and beating affect the final paper
properties. Pulping is the process in which the wood is broken up into wood fibers. Two
basic pulp classes are bleached kraft pulp and mechanical pulp. Bleached kraft pulp or
chemical pulp is formed by cooking the wood chips in a chemical solution to remove
the wood’s natural binding agent lignin. In this way, the wood is disintegrated into
fibers. In mechanical pulping, fibers are separated mechanically. The first step is to
press the tree trunks against a rotating grindstone. The wood chips are then put into
refiners, where the fibers are separated between two rotating disks.
Depending on the pulping process, the paper properties differ. For example, newspaper
often consists of pure mechanical pulp and copy paper of pure chemical pulp. Mixtures
of mechanical and chemical pulp are used in printing papers and multiply boards. In
mechanical pulps, the lignin content is approximately 30%, in chemical pulps almost
zero. Especially in mechanical pulping, fiber particles are generated. 20% to 40% by
weight of mechanical pulp are fiber particles, for chemical pulp this is less than 10%.
Fiber particles have a median size of a few micrometers and consist mainly of cellulose,
hemicellulose and lignin. The largest fiber particles are fiber fragments, the smallest are
fibrils or parts of fibrils. In mechanical pulps, the considerable amount of fiber particles
influences strongly the properties of the fiber network. In chemical pulp this influence is
limited as the content is much lower. The fiber particles have a very large surface area
because of their small particle size and therefore improve the bonding between fibers.
When drying, most of the particle surface is bonded to fibers. Chemical pulp particles
bond almost completely and all free surface is lost. Mechanical fiber particles retain
some of their free surface and can so influence the paper properties.
Pulp often undergoes bleaching. Bleaching whitens the pulp, enhances brightness and
eliminates impurities. Bleaching is done with bleaching chemicals, e.g. chlorine, ozone,
oxygen or hydrogen peroxide.
Chemical pulp is usually beaten to ameliorate the mechanical properties of the paper.
The structure of the fiber wall and surface is loosened by the beating process; this is
called respectively internal and external fibrillation. Internal fibrillation leads to a partial
delamination. This causes an increase of the swelling degree and flexibility of the wet
fiber wall. Due to beating also fragments can break from the fiber wall.
The similar effect is obtained by mechanical pulping.
The bonding between paper fibers is primarily due to hydrogen bonds. The hydrogen
bonds in cellulosic materials as paper form when a hydroxylic group (OH) bonds to an

13
electronegative element such as oxygen. The hydrogen bonds are not only found
between the fibers of paper, but also between the fibrils of the fiber wall and between
the glucose units in the cellulose.
1.1.2 Basic properties of paper
The properties characterizing paper on macroscopic level are the density, the porosity
and the thickness. These properties may vary because of the irregularity of the paper
thickness and the variability in the density of fibers.
The density ρ [kg/m³] is the ratio of the weight per unit surface bw [kg/m²] and the
thickness d [m] of the paper.
The porosity φ [m³/m³] is the ratio of the pore volume to the total volume. The total
porosity is given by the formula
fws
fwstot V
Vρρ
φ −=−= 11 (1)
with V the total volume of the paper sheet [m³], which consists of the volume of the
solid part of the fiber wall Vfws, the volume of the pores in the fiber wall , the
volume of the fiber lumen Vfl and the remaining volume in between the fibers Vr. Thus
. ρ is the density of the paper sheet and ρfws the density of the
solid fiber wall. ρfws is assumed to be 1500 kg/m³ (this is so for perfect cellulosic
fibrils).
fwpV
rflfwpfws VVVVV +++=
When transporting for example inert liquids trough paper, the pore volume inside the
fiber, the lumen, does not contribute to the transport. If we want to take this into
account, an open porosity needs to be defined. This is the porosity contributing to the
fluid transport and is expressed by the formula:
f
flfwso V
VVρρφ −=
+−= 11 . (2)
The density of the fiber ρf has a value of 1000 – 1100 kg/m³.
The porosity varies according to the paper composition (fibers, fillers, etc.), the
papermaking method, the paper furnish and the beating level of the paper. All these
parameters lead to the fact that it is almost impossible to determine the porosity
experimentally.

14
The thickness is difficult to measure. Due to the surface roughness, there are many
variations on a very small scale, which makes it hardly impossible to determine the
‘true’ thickness. As a consequence, a definition of ‘true’ density cannot be given, it will
always be an ‘apparent’ thickness and density.
The density of paper varies from 600-690 kg/m³ for newsprint paper to 780 kg/m³ for
fine paper, and up to 1150 kg/m³ for coated super calendared paper. Newsprint paper
thickness may vary from 60 to 80 microns; office paper is around 100 to 110 microns.
The porosity of paper can be as high as 70%.
In the z-direction (the thickness direction) of a paper sheet, there is a distribution of the
structural components such as fibers and fillers and a variation of the mass density. Due
to the small thickness of paper, it is difficult to measure those distributions. They are
determined by the papermaking method. Typical examples are sheets where the middle
layers have low density and the surface layers have high density. This gives good
smoothness, printability and bending stiffness. The same effect is achieved by a high
concentration of fiber particles at the sheet surfaces. When fillers are used, the
distribution in the z-direction is essential to get the desired paper properties.
1.1.3 Moisture in paper
In equilibrium, the moisture content of paper depends on the relative humidity and the
temperature of the environment. A humid and cold environment gives the highest
relative humidity. The moisture content depends on the preceding states of moisture
content, it is history-dependent. The pulp composition influences the hygroscopic
behaviour of a paper: the chemical interaction of water molecules with the cellulosic
fiber wall influences the moisture content as well as the internal and external fibrillation
and fiber particles content of the pulp. When the water is removed during paper drying,
the fiber wall structure changes. These changes can be irreversible, depending on the
type of pulp.
1.1.3.1 Relative humidity and moisture content
The relative humidity, RH [-] , of air gives the ratio of the amount of water vapour in air
to the maximal amount (saturation). The higher the temperature is, the higher the
saturation water vapour content is. RH is often defined by the water vapour pressure, it
is the ratio between the ambient vapour pressure to the saturation vapour pressure:

15
satv
v
ppRH
,
.100= (3)
The vapour pressure pv [Pa] is related to the vapour concentration ρv [kg/m³] by the
ideal gas law:
TRp vv ..ρ= (4)
with T the temperature in Kelvin and R the gas constant of water vapour (462 J/kgK).
The saturation vapour pressure can be expressed by
)3,237
.269,17exp(.5,610, θθ
+=satvp , with θ the temperature in °C. (5)
The moisture content of paper is the ratio of absorbed water divided by the mass of dry
paper. In equilibrium, the moisture content depends on the relative humidity and the
temperature of the environment. Increasing the temperature or decreasing the relative
humidity leads to a decrease in moisture content. In normal conditions the moisture
content of paper is between 2 and 12%. At a constant RH the moisture content is quite
insensitive to temperature. Except in humid conditions, a temperature change of more
than ±10°C is necessary before the moisture content changes significantly.
The hygroscopic behaviour of paper is determined by the papermaking pulp.
Mechanical pulps are often more hygroscopic than chemical pulps. The fiber particles
of mechanical pulps are the important factor here. In chemical pulps, the amounts of
amorphous cellulose and hemicellulose are more important.
1.1.3.2 Interaction of water with fibers
Papermaking fibers absorb water as free water or as bonded water. Free water can be
found in the pores between fibers or in the lumen of fibers. Bonded water can be found
in the pores of the fiber wall or it can be chemically bonded to the hydroxylic and
carboxylic acid groups in fibers. Only the water bonded to hydroxyl groups remains in
fibers at moisture contents below 20%. When the moisture content is 20%-40% or
RH>90% at 23°C, the pores in the fiber wall become active. Free water can only play a
role at still higher moisture contents.
Paper absorbing water makes the fibers swell because the water molecules penetrate
between the hydrogen-bonded fibrils in the fiber wall. The amount of bonded water
increases, and the degree of internal bonding of the fiber wall decreases. Desorption
leads to the opposite.

16
Beating of a chemical pulp increases swelling because of the increase of the
delamination of the fiber wall. Also in chemical pulps, the phenomenon of hornification
can occur. This means that there is an irreversible loss of the water absorption capacity
of the pulp in drying. When we rewet the paper, the pulp absorbs less water than before
drying.
The water attaches to the hydroxyl groups and so the chemical composition of the pulp
has an important influence on the moisture content and the swelling. Cellulose and
hemicelluloses contain three OH-groups per six carbon atoms. Lignin contains only one
or two OH-groups per 10 carbon atoms. The availability of the OH-groups is also
important. In amorphous cellulose, the internal bonding is weak and OH-groups are
readily available for water. In crystalline cellulose, bonding is stronger and thus the
availability of OH-groups is lower. It can be concluded that amorphous cellulose and
hemicelluloses promote water absorption, lignin nearly inhibits absorption.
1.1.3.3 Hysteresis and dynamic behaviour
Hysteresis is the phenomenon that the moisture content at a certain relative humidity is
different in absorption, coming from dry conditions, than in desorption, coming from
humid conditions. Depending on the history, the moisture content can be anywhere
between the two boundary curves. We get the boundary curves when we start from
perfectly dry paper and go to saturation and vice versa.
The hysteresis effect is connected to the hygroscopic nature of wood fibers. To remove
water from fibers, thermal energy (heat of desorption) is necessary. When the fibers
absorb water, heat of absorption releases. So the heat of sorption leads to a difference in
water vapour pressure, this is in RH, between absorption and desorption.
Several mechanisms can explain hysteresis. In the domain theory it is said that
hysteresis arises from independent microscopic domains that can be in two states,
‘sorbing’ or ‘nonsorbing’. The domain state switches upon absorption or desorption of
water. It is necessary to cross an energy barrier to cause a switch.
Others argue that the shape of the microscopic domains controls hysteresis. The
domains have different sizes and capillary pressure causes small domains to absorb
water more readily than large domains. This is called the bottleneck theory.
The availability of hydroxyl groups, which bind the water, can also explain the
hysteresis effect. It is so that the cellulose molecules form groups, micelles, which are

17
weakly bonded to each other. When water is absorbed, some of the bonded hydroxyl
groups become free to associate with more water. In desorption, the opposite occurs.
A last explanation is the occurrence of swelling stresses and the irreversible plastic
deformations they cause. These stresses arise in the fiber wall because crystalline
cellulose does not swell (and the non-crystalline cellulose regions do). The
deformations are reversible (elastic) at small amounts of absorbed water. At larger
amounts of water, the swelling stress may exceed a yield limit and causes plastic
deformations. Due to this, the weak bond between the micelles can be broken and free
more hydroxyl groups to absorb water.
Dynamic phenomena act when there is a sudden change in the external conditions. The
moisture content cannot adapt immediately to the new situation. In ordinary diffusion,
the moisture content would change proportionally to the square root of time. The
diffusion time should be proportional to the square of the weight per unit surface. This
ordinary diffusion approach would require that the boundary conditions of the paper
sheet were constant. However, if we consider a boundary layer at the sheet surface, this
is not the case. The local humidity and temperature in the boundary layer are different
from the ambient conditions and the ordinary solution doesn’t apply anymore.
The conditions in the boundary layer are determined by the sorption heat. In the case of
absorption, temperature increases and RH decreases in the boundary layer. This leads to
a retardation of the diffusion process because the paper sheet sees a lower RH than the
ambient RH. In the case of desorption, the opposite process takes place. So, the
resulting diffusion process is slower than it would be if only the diffusivity of water
vapour would determine the sorption rate.

18
1.2 Moisture properties of paper
In literature, a lot of measurements on sorption isotherms of paper can be found. The
sources for the data on paper, used in this report, are the Annex XIV – Catalogue of
Material Properties (Kumaran, 1996) and some papers about the material paper
(Chatterjee, 2001; Gupta & Chatterjee, 2003; Motta Lima et al, 2003; Ramarao et al,
2003). The data can be found in Appendix 1.
The characteristics of the paper materials found in literature are given in Table 1.
Table 1. Material characteristics of paper.
name thickness
(mm)
mass per m²
(kg/m²)
density
(kg/m³)
periodical (Knack) 0,07 (estimation) 0,047 671
newspaper (De Standaard) 0,056 (estimation) 0,041 729
wallpaper 1 (textile) 0,425 0,291 685
wallpaper 2 (vinyl) 0,325 0,216 665
wallpaper 3 (textile) 0,7 0,333 476
wallpaper 4 (vinyl) 0,45 0,212 471
wallpaper 5 (paper) 0,28 0,168 600
wallpaper 6 (paper) 0,28 0,151 539
Bleached kraft paperboard
(BKP) 0,35 0,23 663
KLABIN-PR KLAPAK 0,75 (estimation) 0,265 353
(commercial liquid package
paper)
1.2.1 Sorption isotherms
Based on the literature data, the adsorption isotherms are described by a curve of the
van Genuchten type:
( )( )( ) nn
nsat aww
−
+=1
ln.1 φ (6)
with w the moisture content in kg/m³, φ the relative humidity; wsat is the maximal

19
moisture content at φ =1. a and n are parameters. The parameters wsat, a and n can be
found in Table 2. The figures 2 and 3 show a graphical representation of the curve
fitting.
The moisture capacity is the derivative of the moisture content to the relative humidity:
( )( )( ) ( )( )φ
φφφ
ξ aanan
nww nnn
nsat .ln...ln.1.1. 111
−−⎟⎠⎞
⎜⎝⎛ −
+⎟⎠⎞
⎜⎝⎛ −
=∂∂
= (7)
The moisture capacity is determined using the fitting parameters of Table 2. The result
is given in the figures 4 and 5.
Table 2. The parameters for the analytical fit of the adsorption isotherms for different types of paper.
wsat (g/g) wsat (kg/m³) a n
periodical (Knack) 0,26 173,75 -69,28 1,47
newspaper (De Standaard) 0,97 706,86 -332,92 1,45
wallpaper 1 (textile) 0,31 214,30 -53,08 1,50
wallpaper 2 (vinyl) 0,99 657,89 -74,86 1,99
wallpaper 3 (textile) 0,79 375,36 -236,90 1,58
wallpaper 4 (vinyl) 0,34 158,97 -132,11 1,64
wallpaper 5 (paper) 0,24 146,61 -52,87 1,60
wallpaper 6 (paper) 0,50 270,49 -242,95 1,54
Bleached kraft paperboard (BKP) 0,34 224,28 -63,00 1,39
KLABIN-PR KLAPAK 0,33 117,46 -40,00 1,47
(commercial liquid package paper)

20
0
0.04
0.08
0.12
0.16
0.2
0.24
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e co
nten
t (kg
/kg)
periodical newspaper wallpaper type:textilewallpaper type:vinyl wallpaper type:paper BKPKLAPAK
Figure 2. Adsorption isotherms of paper (kg/kg).
0
100
200
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e co
nten
t (kg
/m³)
periodical newspaper wallpaper type:textilewallpaper type:vinyl wallpaper type:paper BKPKLAPAK
Figure 3. Adsorption isotherms of paper (kg/m³).

21
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e ca
paci
ty (k
g/kg
)
periodical newspaper wallpaper type:textilewallpaper type:vinyl wallpaper type:paper BKPKLAPAK
Figure 4. Moisture capacity of paper (kg/kg).
0
200
400
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
periodical newspaper wallpaper type:textilewallpaper type:vinyl wallpaper type:paper BKPKLAPAK
Figure 5. Moisture capacity of paper (kg/m³).

22
1.2.2 Vapour resistance factor
Vapour resistance factors were found for newspaper and for the wallpapers. The vapour
resistance factor µ [-] expresses the ability of a material to let water vapour trough.
The curve that fits the vapour resistance factor data points is described by an analytical
function:
φμ ceba .1
+= (8)
The results for the paper materials are given in Table 3. A graphical representation is
given in Figure 6.
Table 3. The parameters for the analytical fit of the resistance factor for paper.
a b c
newspaper 0,0275 / /
wallpaper 1 (textile) 0,0014 8,17.10-8 17,5
wallpaper 2 (vinyl) 0,000121 2.10-7 12
wallpaper 3 (textile) 0,004 2,05.10-6 13
wallpaper 4 (vinyl) 0,0048 9,46.10-7 12,68
wallpaper 5 (paper) 0,0075 6.10-5 7
wallpaper 6 (paper) 0,0170 1,94.10-6 13
0
200
400
600
800
0 0.2 0.4 0.6 0.8 1
RH (-)
Vap
our r
esis
tanc
e fa
ctor
(-)
0
2000
4000
6000
8000
10000
Vapour resistance factor
wallpaper 2, type:vinyl (-)
newspaper wallpaper type:textilewallpaper type:vinyl wallpaper type:paperwallpaper 2, type:vinyl
Figure 6. Vapour resistance factor of paper.

23
1.2.3 Families of paper
Expressing the moisture content and capacity in kg/kg or in kg/m³ gives the same
overall view for paper. Out of the literature data, we observe that:
1. The newspaper and the bleached kraft paperboard have the highest moisture
capacity.
2. The textile-like wallpapers and the periodical Knack have the second highest
moisture capacity.
3. The paper-like wallpapers have a medium moisture capacity.
4. The vinyl-like wallpapers have a low moisture capacity; but the capacity of
wallpaper 2 increases rapidly above 60% relative humidity.

24
2 Experimental work
Two materials were tested: a newsprint type of paper referred to as telephone book, and
a magazine type of paper (slightly glossy), referred to as magazine.
2.1 Micro-meso structure
2.1.1 SEM images
SEM means Scanning Electron Microscope. It is defined as “a tool to observe an
invisible tiny object in a stereographic image with a magnified scale”. The Scanning
Electron Microscope covers a wide range of magnification, about x10 to x1000 000.
The most important features of SEM are easy magnification changing over, large field
depth and stereographic (3D) image display.
The technique is based on the interaction between an electron beam and the atoms
composing a specimen. When an electron beam is irradiated on a specimen surface, the
interaction produces various kinds of information. In this report two kinds of
information are used: the observation of the surface topography of a specimen and the
analysis of the elements in a specimen. When an electron beam irradiates a specimen,
electrons are emitted. Analyzing this emission makes it possible to create an image of
the surface structure. A specimen also emits characteristic X-rays when irradiated by an
electron beam. The chemical elements contained in the specimen are identified by
detecting and analyzing those X-rays. A qualitative analysis as well as a quantitative
analysis (weight concentration) can be obtained.
The tests in a SEM are conducted in vacuum. This is necessary because electrons are
easily slowed down or branched off by matter for an electron is 2000 times smaller and
lighter than the smallest atom. Generally, an electron optical column and a specimen
chamber of a SEM are evacuated in high vacuum.
However, to get good results, it is important that the specimen does not acquire an
electrostatic charge. When it is irradiated with an electron beam, some electrons are
emitted, the rest of the irradiated electrons may be absorbed in the specimen. They can
charge the specimen, if it has no electric conductivity. This charge can cause many
errors in observations. Solutions for this problem are the placing of a metal coating on

25
the surface or observations under low vacuum. The metal coating gives the specimen an
electrical conductivity, which decreases the specimen’s capacity to acquire an
electrostatic charge. The metal film must be as thin as possible.
When using a Low Vacuum SEM, the specimen is placed in a low vacuum chamber
while the electron optical column is in a high vacuum state. In such conditions, gas
molecules surrounding the specimen are ionized by the incident electron beam and the
emitted electrons. This results in a neutralization of the electrostatic charge on the
specimen. Thus, a non-conductive specimen can be observed and/or elemental analysis
can be carried out without metal coating.
In a first step, we worked in a low vacuum state (as the used SEM had the possibility to
choose between low or high vacuum) to make SEM images of the paper and no metal
coating was used. To get sharper images, the paper was covered with a thin golden layer
and the specimen was placed in a high vacuum chamber. The voltage of the electron
beam was varied; values of 5, 10 and 25 kV were used.
Images of the two kinds of paper with a scanning electron microscope are presented
below:
365µm
92µm
(a) (b)
Figure 7 (a)-(b): SEM images of the edge of telephone book paper.

26
1830 µm
610 µm
365µm
610µm
(a) (b)
Figure 8 (a)-(b) : SEM images of flat surface of telephone book paper. (a)
(b)
Figure 9 (a)-(b): SEM images of the edge of magazine paper.
(a)
(b)
Figure 10 (a)-(b): SEM images of flat surface of magazine paper.
18,3µm
18,3µm

27
2.2 Material properties
2.2.1 Basic properties of the paper
The thickness of the two types of paper was deduced from measurements with a nonius-
meter and from the SEM images. Several numbers of sheets of paper were compressed
between the nonius-meter (so that the influence of air layers in between the sheets was
negligible). For the SEM images, we take into account that the thickness deviates
slightly from the real thickness, due to the cutting of the sample. The telephone book
has a thickness of around 54 µm, the magazine 65 µm.
The dry weight in kg/m² amounts 0,0372 kg/m² for the telephone book and 0,0545
kg/m² for the magazine. Consequently, the dry density of the telephone book is 690
kg/m³, and the dry density of the magazine 840 kg/m³. The samples were dried in an
oven at 50°C and 3% RH.
The porosity is given by the formula 1 and 2. As we do not know the density of the
fibers exactly (it depends on the type of fiber and pulp) we estimate the total porosity
with a value of 1500 kg/m³ for ρfws. This gives a porosity, including all pores, of 54%
for the telephone book and of 44% for the magazine. Calculating the open porosity with
a value of 1100 kg/m³ for ρf gives an open porosity of 37% for the telephone book and
24% for the magazine.
An estimation of the chemical composition of the papers was made with the aid of the
SEM. The results are given in Table 4.
Table 4. Chemical composition of telephone book and magazine.
Telephone book Magazine
Element Weight % Weight %
C 57,29 40,85
O 32,81 33,49
Si 5,4 13,2
Al 3,03 8,63
Mg 0,58 1,88

28
A possible explanation for the differences between the two kinds of paper is the way in
which they are made.
The newsprint kind of paper ‘telephone book’ is made out of 50 to 100% recycled fibers
and has a matt finishing. The fibrous structure of the telephone book can be seen in the
SEM images.
The magazine is a machine finished coated paper. This type of paper, specifically here a
medium weight coated paper (MWC), is made of mechanical and chemical pulp,
coating colour and fillers. The finishing of the magazine paper is glossy.
So, for a MWC paper, the paper structure becomes more like a pulp as can be observed
on the SEM images of the magazine where no more clear fibers are to be seen.
Moreover other substances are added: fillers to make the paper smoother, such as talc
and calcium carbonate; and mineral pigments and dyes to give the desired colour. Those
substances change the chemical composition, as can be seen in Table 4. The glossy
coating gives the paper a more closed surface, which can explain the different moisture
capacity and permeability of the magazine paper as will be discussed next.
2.2.2 Sorption isotherms
The isothermal adsorption curve is determined by conditioning initially oven dry
samples at constant relative humidity and temperature (23°C) until equilibrium is
attained between the humidity of the environment and the moisture content of the
specimen. The samples were dried in an oven of 50°C and 3% RH. The increase in
weight indicates then the moisture content in kg/kg in the material:
dry
dry
mmm
w−
= (9)
The accuracy of the used weighing device accounts 1 mg. The measurement data can be
found in Appendix 2.
For every relative humidity that is tested, twelve test samples are made. For telephone
book paper, one sample consists of 10 pages of 10 by 10 cm, for magazine paper one
sample consists of 5 pages of 10 by 10 cm; the pages are held together with a paperclip.
The constant relative humidity is created in a desiccator (Figure 11) with a specific
saturated salt solution. The samples are placed on a grid above the saturated salt

29
solution, while a small fan inside the desiccator ensures air mixing. The grids are made
of calcium silicate. This material aids to maintain the relative humidity in the
desiccators when they have been opened to weigh the
samples. The following saturated salt solution were
used: LiCl: 12%; MgCl2.6H2O: 33%; Mg(NO3)2:
53%; NaCl: 75% and KNO3: 94%.
First, the main adsorption isotherms were determined.
Therefore the specimens were placed in the
dessicators for a period of six weeks. During this
period, the dessicators were not opened, so that no
disturbance could occur. After the adsorption, the
specimens were reconditioned at lower relative
humidities to determine the primary desorption scanning curves. For the first desorption
step, the specimens staid in the dessicators for another six weeks. The moisture contents
of the following desorption steps were determined after a period of one week. Figure
12 gives the adsorption and desorption curves for the telephone book and the magazine.
Both show a similar behaviour, the telephone book being more hygroscopic. This can be
explained by the lower density of the telephone book, the larger porosity and the
composition of the paper.
Figure 11. Picture of a dessicator.
The parameters to describe the adsorption curves by equation 6, the coloured curves on
Figure 12, are given in Table 5.
Table 5. The parameters for the analytical fit of the adsorption isotherms for telephone book and magazine.
wsat (kg/kg) a n
telephone book 0,5 -85 1,54
magazine 0,3 -69 1,51
Comparing the curves and the fitting parameters with the data derived from literature
gives a good agreement for the magazine. The moisture buffering by the telephone book
is a bit lower than the buffering by the newspaper found in literature.

30
(a)
0
0.05
0.1
0.15
0.2
0 0.2 0.4 0.6 0.8 1
RH (-)
Moi
stur
e co
nten
t (kg
/kg)
adsorption
desorption
analytical fit on adsorption
(b)
0
0.05
0.1
0.15
0.2
0 0.2 0.4 0.6 0.8 1
RH (-)
Moi
stur
e co
nten
t (kg
/kg)
adsorption
desorption
analytical fit on adsorption
Figure 12. (a): Full adsorption curve and desorption scanning curves for telephone book; (b): Full adsorption curve and desorption scanning curves for magazine.
Coloured curves: analytical fit on main adsorption curve.

31
The adsorption and desorption scanning curves could also be described by a hysteresis
model based on the Mualem model using the ink bottle concept (the pore space consists
of interchanging narrow throats and wide passages) (Carmeliet, 2005). In this model
the main adsorption and desorption isotherms are described by:
an
asata A
ww
1
)ln(1.
−
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
φ (10)
dn
dsatd A
ww
1
)ln(1.
−
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
φ (11)
The primary desorption scanning curves are described by:
)()).()(()( 1 φφφφ Awwww aaa −+= (12)
with 1φ the relative humidity where the primary desorption starts and
)()()()(
φφφφ
asat
ad
wwwwA
−−
= (13)
As we did not know the main desorption curve, an estimation was made so that we got a
good fit on the primary desorption curves.
The parameters for the telephone book and the magazine are given in Table 6.
Table 6. The parameters for the Mualem model of the sorption isotherms for telephone book and magazine.
wsat (kg/kg) Aa Ad na nd
telephone book 0,24 0,19 1,66 1,12 0,45
magazine 0,18 0,20 1,63 1,03 0,42
The resulting curves are given in Figure 13. We observe that the curve fitting of the
main adsorption curve by equation 10 is better than what we obtained using equation 6.
The figures show that the telephone book shows some more hysteresis than the
magazine.

32
(a)
0
0.05
0.1
0.15
0.2
0.25
0 0.2 0.4 0.6 0.8RH (-)
Moi
stur
e co
nten
t (kg
/kg)
1
(b)
0
0.05
0.1
0.15
0.2
0.25
0 0.2 0.4 0.6 0.8 1
RH (-)
Moi
stur
e co
nten
t (kg
/kg)
Figure 13. Mualem model-Measured (squares and bullets) and fitted (solid line) sorption curves for (a) telephone book, (b) magazine.

33
2.2.3 Vapour permeability
The water vapour transport properties are measured with the dry/wet cup test: in a metal
cup a saturated salt solution, corresponding to a certain relative humidity, is placed.
Above the salt solution comes the initially dried specimen, and the edges are carefully
sealed with paraffin. The specimens were dried in an oven of 50°C and 3% RH. The
sides of the specimens were first taped carefully, so
that no paraffin could penetrate into them.
The cup then goes in a room conditioned at a
constant relative humidity. A fan in the test room
ensures the good air mixing. In this way a one
dimensional vapour transport trough the specimen
is obtained and out of the weight in/decrease the
vapour permeability can be calculated. The water
vapour permeability is determined in accordance to
EN ISO12572:2001 and in agreement with the
prescription for the round robin experiment on
coated and uncoated gypsum of Annex 41 (Roels, 2004). The slope G of the linear part
of the weight in/decrease in function of time follows out of the experiments. The water
vapour permeance [kg/(m²sPa)] is given by:
Figure 14. Telephone book specimen in a cup to determine
the vapour permeability.
vpAGWΔ
=.
(14)
with A the exposed surface [m²] and vpΔ the change in vapour pressure in the test [Pa].
The water vapour permeability δ [s] is found by multiplying W by the thickness of the
sample:
dW .=δ (15)
The water vapour resistance factor µ [-] is defined by the equation:
δδμ a= (16)
with the vapour permeability of air, given by the formula: aδ
-51,810
a2,31.10 .p Tδ = (
R.T.p 273) (Shirmer, 1938) (17)
T is the temperature in Kelvin, R the gas constant of water vapour (equal to 462 J/kgK),
and p the mean barometric pressure given by:

34
meanvppp ,0 += ; p0 = 101300 Pa (18)
Two test series were made: specimens with a thickness of 8,5 mm and specimens with a
thickness of 3,5 mm. In the first series the telephone book specimens have 160 sheets of
paper, the magazine 130. In the second series the telephone book samples have 64
sheets, the magazine 52. They are measured at three test conditions as given in Table 7.
For every test condition, three samples were weighed. The sheets were highly
compressed, so that the influence of possible air layers between the sheets could be
neglected. A large number of paper sheets were taken, so that the equivalent air layer
thickness µd would be larger than 0,2m. In that case, no correction for the resistance of
the air gap between the base of the sample and the saturated salt solution is needed and
the above formulas can be applied. Only for the telephone book at 92% RH a µd-value
above 0,2m could not be obtained. Data and calculations of the test can be found in
Appendix 3. The measured results are given in Figure 15.
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
RH (-)
Vap
our r
esis
tanc
e fa
ctor
µ (-
)
magazine thin samples
magazine thick samples
telephone book thin samples
telephone book thick samples
Figure 15. Results of the cup test to determine the vapour permeability for telephone book and magazine.
The two test series were made to see if the number of air layers in between the paper
sheets has an influence on the test results. This is not the case as the vapour resistance
factor of the thinner samples is higher than the factor of the thick samples. Should the

35
air layers influence the vapour resistance factor, the factor for the thick samples should
be higher than the factor for the thin samples. The difference between the two test series
may be explained by the fact that the thicker samples cannot be so good compressed as
the thinner samples, by which the thickness d in the formula 15 is overestimated and the
vapour resistance factor decreases. Another reason can be the fact that, because of the
higher height of the thicker samples, there can be a disturbance of the one dimensional
transport. It is also more difficult to obtain a good quality of the sealing of the sides of
the specimens when they are thicker. Therefore, we consider the µ values obtained from
the second test series as the better ones, they can be found in Table 7. The vapour
resistance factors calculated from the first test series are given between brackets.
Table 7. Water vapour resistance factors for telephone book and magazine.
µRH=30%
(23°C, 12-54% RH)
µRH=70% (23°C, 54-86% RH)
µRH=92% (23°C, 86-97% RH)
telephone book 102 (55) 51 (32) 21 (14)
magazine 588 (388) 275 (216) 63 (77)
We observe that the magazine is about 5 times more vapour tight than the telephone
book. This difference can be explained by the higher density of the magazine, the lower
porosity, the effect of the coating on the paper and the composition of the paper.
Fitting a curve with equation 8 on the measured data gives good results as can be seen
on Figure 16, the standard deviation is also plotted on this figure. The parameters of the
curve fitting can be found in Table 8. They agree with the possible parameters expected
from the literature review.
Table 8. Parameters for the fit of the vapour resistance factor for telephone book and magazine.
a b c
telephone book 0,0092 6,43.10-5 7,14
magazine 0,00167 7,57.10-7 11

36
(a)
0
50
100
150
0 0.2 0.4 0.6 0.8 1
RH (-)
Vap
our r
esis
tanc
e fa
ctor
(-)
(b)
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
RH (-)
Vap
our r
esis
tanc
e fa
ctor
(-)
Figure 16. Measured data (squares) with standard deviation and fitted (solid line) curves of the vapour resistance factor for (a) telephone book, (b) magazine.

37
2.3 Dynamic behaviour
To test the dynamic behaviour of paper, we focus on the behaviour of paper in books.
Therefore four samples representing a book volume were made, two of the magazine
paper and two of the telephone book paper. The book samples have sizes of 5cm by
5cm and a thickness between 1 and 3 cm.
2.3.1 Definitions
A book is defined as a number of sheets of paper with air layers in between. The total
volume of the book is patot VVV += (a = air; p = paper). The paper and air fractions in
the book Ψp [-] and Ψa [-] are defined as
ptot
ptota
tot
pp V
VVVV
Ψ−=−
=Ψ=Ψ 1, (19)
The dry density of the book ρb [kg/m³] (b = book) is given by:
( ) apppaappb ρρρρρ ⋅Ψ−+Ψ⋅=Ψ⋅+Ψ⋅= 1 (20)
with ρp the dry density of the paper [kg/m³] and ρa the density of air [kg/m³]. The
thickness of the paper sheets tp [m] and of the air layers ta [m] is assumed to be constant.
Assuming an equal number of paper sheets and air layers, the paper fraction is given by
ap
pp tt
t+
=Ψ (21)
2.3.2 Test setup
To measure the dynamic behaviour of the book specimens quasi-continuously, the test
set-up as developed at Building Physics and Systems Unif of TU Eindhoven is used
(Goossens, 2003), (Figure 17). The sample is placed inside an aluminium box on a
shaft. The shaft is connected via a hole in the bottom of the box with a balance. The
precision of the balance is 0,1 mg. The box is almost continuously flushed with
preconditioned air. In addition, a fan mixes the air inside the box. Every ten minutes,
the mass of the sample is determined. At that moment, the fan inside the box and the
supplied air are stopped for 20 seconds to avoid mass changes due to pressure
fluctuations in the box. To achieve a one-dimensional water vapour transport in the
sample, bottom and side walls of the book sample were covered with plexiglass.

38
Four variants are compared: the two types of paper (telephone book and magazine) at
two different paper fractions. The dimensions of the books (without the plexiglass) are
given in Table 9. The other data can be found in Table 10. Pictures of the specimens
and of the book samples after the plexiglass was dismantled are given on Figure 18 and
19.
Table 9. Dimensions of book specimens for dynamic testing.
width (mm) height (mm) depth (mm)
telephone book high paper fraction 29,86 48,32 44,02
telephone book low paper fraction 14,85 46,41 49,62
magazine high paper fraction 10,8 49,6 49,33
magazine low paper fraction 11,01 49,43 48,94
Table 10. Data of the test specimens for dynamic testing.
telephone book
specimen
magazine
specimen
number of sheets high paper fraction 498 138
number of sheets low paper fraction 114 70
exposed surface high paper fraction (mm²) 1443 535
exposed surface low paper fraction (mm²) 689 544
volume high paper fraction (mm³) 63497 26411
volume low paper fraction (mm³) 34185 26640
dry weight book high paper fraction (g) 42,186 19,131
dry weight book low paper fraction (g) 10,669 11,355
dry weight specimen high paper fraction (g) 96,687 63,009
dry weight specimen low paper fraction (g) 60,768 59,601
book density high paper fraction (kg/m³) 664 724
book density low paper fraction (kg/m³) 312 426
density of paper sheet (kg/m³) 690 840
Ψp high paper fraction 0,96 0,86
Ψp low paper fraction 0,45 0,51

39
balance
sample
fan
°C/RH-sensor
airin (RH ~) airout
balance
sample
fan
°C/RH-sensor
airin (RH ~) airout
Figure 17. Schematic overview of the test set-up used in the dynamic experiments.
(a)
(b)
Figure 18. Samples for testing dynamic behaviour of books, (a) magazine paper, high and low paper fraction; (b) telephone book paper, low paper fraction.
(a)
(b)
(c)
Figure 19. Book samples after dismantling of plexiglass, (a) telephone book high paper fraction, (b) telephone book low paper fraction, (c) magazine low paper
fraction.

40
2.3.3 Experimental determination of surface mass transfer coefficients
Two capillary saturated calcium silicate specimens were left drying for 7 days in the
same experimental setup as described above. The first specimen was exposed to an
environment of 23°C and 54%RH and the second to 22°C and 58%RH. The dimensions
of the calcium silicate samples are given in Table 11.
Table 11. Dimensions of the calcium silicate specimens used in TU Eindhoven test setup to determine surface mass transfer coefficient.
width (mm) length (mm) thickness (mm) exposed surface (mm²)
sample 1 50,22 50,29 38,37 2526
sample 2 49,49 50,11 38,39 2480
The rate of drying during the first drying period was measured and the surface transfer
coefficient was determined using the following relationship
)1)(( evsatv pg φθβ −= (22)
where gv is the vapour flow density rate [kg/(m²s)], a quasi constant value during the
first drying period, β the surface mass transfer coefficient [s/m], pvsat the saturation
vapour pressure [Pa], and φe the relative humidity of the environment [-]. The surface
mass transfer coefficients were measured at 5,08.10-8 s/m in the first case and
6,64.10-8 s/m in the second case. A graphical presentation of the experiment results can
be found in Appendix 4.
2.3.4 Test results
After reaching equilibrium with a relative humidity of 54% RH, a step change from
54% to 79,5% RH is imposed in the box. After 4 weeks, a step change from 79,5%
again to 54% RH is imposed. After 4 weeks, the imposed RH in the box follows a sine-
function varying between 54 and 79,5% RH, with a one-day period.
Figure 20(a) shows the average moisture content for both books with high density in
kg/kg. The two books follow a similar behaviour. Because the telephone book is more
hygroscopic, higher values of moisture content are attained. Figure 20(b) shows the
possible hygroscopic buffering effect (in kg/m³) for both books. The hygroscopic

41
buffering is represented by the difference between actual and initial moisture content.
We observe that although the telephone book paper has a higher water vapour
permeability than the magazine paper, the responses of the books are comparable.
Figure 21(a) compares the average moisture content (kg/kg) for high and low paper
fraction (magazine). Due to the presence of air layers the low paper fraction book shows
a faster moisture response. This means that the low fraction book has a higher effective
water vapour permeability than the high paper fraction book. Figure 21(b) shows the
possible hygroscopic buffering effect (in kg/m³) for both books. We observe that the
low fraction book has a lower hygroscopic buffering compared to the high paper
fraction book. This means that the low paper fraction book has a lower moisture
capacity than the high paper fraction book.
We conclude from the experiments that:
1. although the magazine and telephone book have different water vapour
permeability values, the moisture buffering behaviour is comparable.
2. low paper fraction books are characterized by a higher effective permeability
and lower moisture capacity compared to high paper fraction books.

42
(a)
0.06
0.07
0.08
0.09
0.1
0.11
0.12
0 400 800 1200 1600
time (h)
Moi
stur
e co
nten
t (kg
/kg)
telephone bookmagazine
(b)
0
5
10
15
20
25
0 400 800 1200 1600time (h)
Moi
stur
e in
crea
se (k
g/m
³)
telephone bookmagazine
Figure 20. (a) Evolution of the average moisture content (kg/kg) for the magazine and telephone book (high paper fraction), (b) evolution of the difference in average
moisture content (kg/m³) for the magazine and telephone book (high paper fraction).

43
(a)
0.06
0.07
0.08
0.09
0.1
0.11
0.12
0 400 800 1200 1600time (h)
Moi
stur
e co
nten
t (kg
/kg)
magazine high paper fractionmagazine low paper fraction
(b)
0
5
10
15
20
25
0 400 800 1200 1600time (h)
Moi
stur
e in
crea
se (k
g/m
³)
magazine high paper fractionmagazine low paper fraction
Figure 21. (a) Evolution of the average moisture content (kg/kg) for high and low paper fraction (magazine), (b) evolution of the difference in average moisture
content (kg/m³) for high and low paper fraction (magazine).

44
3 Modelling of the hygroscopic behaviour of books
Modelling the moisture buffering through the fore-edge of a book essentially
necessitates a two-dimensional analysis, accounting for the transport in the paper sheets
and the separating air layers. This chapter will present a homogenisation of the paper &
air system, by defining an effective moisture capacity and permeability. These effective
parameters allow describing moisture buffering through the fore-edge of a book with a
simple one-dimensional model.
3.1 Theory
Isothermal water vapour transport can be described by
vptw
∇∇=∂∂ δ (23)
with w the moisture content [kg/m³], δ the water vapour permeability [s] and pv the
water vapour pressure [Pa]. Further derivation gives
φδφξφφ
∇⋅∇=∂∂⋅=
∂∂⋅
∂∂
vsatptt
w (24)
with ξ the moisture capacity [kg/m³], φ the relative humidity [-] and pvsat the saturated
water vapour pressure. The moisture content of a sheet of paper is defined as
llp Sw ⋅⋅= 0φρ (25)
with lρ the density of the liquid [kg/m³] and 0φ the open porosity of the paper [m³/m³].
The degree of saturation Sl [-] is defined as
0φφl
lS = (26)
with lφ the open pores filled with liquid water [m³/m³]. The book moisture content wb
[kg/m³] can be written as
pppllb wSw ⋅Ψ=Ψ⋅⋅⋅= 0φρ (27)
The effective moisture capacity of a book bξ [kg/m³] is then given by
ppp
p
bbb
wwww
ξδφδ
δδ
δφδ
ξ ⋅Ψ=⋅== (28)
The effective water vapour permeability of a book is defined as
pdeltab m δδ = (29)

45
with [-] a correction factor for the permeability. In the section 3.3, we propose a
two-scale method to determine mdelta.
deltam
3.2 Preliminary simulations
3.2.1 Modelling in HAMFEM
The water vapour transport in a book is solved by HAMFEM (Janssen et al, 2005), a
finite-element model for the simulation of heat, air and moisture transport in porous
materials. To calculate the vapour transport, the material parameters describing the
sorption curve, the moisture capacity and the vapour permeability must be known, i.e.
the parameters wsat (in kg/m³), a and n of equation 6 and 7, and the parameters a, b en c
of equation 8. HAMFEM expresses the sorption curve in function of capillary pressure
nn
ncsat paww
−
+=1
))'.(1.( (30)
with pc the capillary pressure [Pa] given by:
TRpc ..).ln( ρφ= (31)
with φ the relative humidity [-], ρ the density of water (1000 kg/m³), T the temperature
in Kelvin and R the gas constant of water vapour (462 J/kgK).
The parameter a’ is then given by:
TRaa
..'
ρ= (32)
When doing the simulations, the parameter a was converted to a’ to be used in the
program.
The boundary conditions for vapour are given by equation 22, therefore a value for the
surface coefficient β must be given.
To get an idea of the behaviour of the paper-air system, some first simulations were
done. The results of this preliminary modelling are given in the following paragraphs.

46
3.2.2 The model
To model the behaviour of a sheet of paper in interaction with an air layer, a
representative elementary volume (REV) is chosen. The representative volume is
defined as a half layer of paper and a half layer of air, as is shown on Figure 22.
ta/2
tp/2
Air
Paper
Figure 22. REV (representative elementary volume) of a book.
In HAMFEM it is possible to describe a two dimensional model by triangles or
quadrilaterals. As the REV has a quadrilateral form, we opt for the 4-node quadrilateral
elements.
Before starting the real modelling, three models were compared to know how many
elements we need to use (see Figure 23). The models simulated one sheet of paper,
influenced by an air layer of the same thickness, a thickness of 60µm; thus the paper
fraction accounts 50%. The paper in the models is described by the parameters from
literature for newspaper. A step function in relative humidity, going from 50 to 90% RH
is imposed during ten days. The temperature is kept constant at 20°C and for the surface
coefficient a value of 1,85.10-8 s/m is taken.
The moisture content [kg/m³] of the air layer is described by
TRTpw sata .
).( φ= (33)
with psat the saturation vapour pressure at the given temperature [Pa], φ the relative
humidity [-], R the gas constant of water vapour (462 J/kgK) and T the temperature in
Kelvin. The air capacity aξ is the derivative of the moisture content. The air vapour
permeability has a constant value of 1,92.10-10 s.
The first model has 900 elements (six elements in breadth, 150 elements in depth) and
models a paper sheet with a length of 30 cm, the length of an A4 page. We observed
that at a depth deeper than 15 cm, the relative humidity only increased to 54% or less,
the moisture content increased from 0,0811 to 0,0824 kg/kg (whereas in the first 15 cm
there is an increase up to 1,08 kg/kg). This can be seen on Figure 24(a). Therefore we

47
decided to simulate half a sheet of paper, with a length of 15 cm. For that, a second
model, consisting of 420 elements (six in breadth, 70 in depth) was used. Comparing
those results with the results of a model of 200 elements (four in breadth, 50 in depth)
gave us the same results for moisture contents and relative humidities, as is shown on
Figure 24(b). Therefore, it was decided to do simulations with the 200 elements model,
as this would decrease the calculating time and still gives good results. The relative
error after a period of ten days is less than 0,0043% compared to the 420 elements
model.
Figure 23. Schematic representation of 900 elements model, 420 and 200 elements
model.

48
(a)
0.08
0.09
0.10
0.11
0.12
0 24 48 72 96 120 144 168 192 216 240time (h)
Moi
stur
e co
nten
t (kg
/kg)
First 15 cm of model 900 elements
Last 15 cm of model 900 elements
(b)
0.080
0.090
0.100
0.110
0.120
0 24 48 72 96 120 144 168 192 216 240
time (h)
Moi
stur
e co
nten
t (kg
/kg)
0.0000
0.0002
0.0004
0.0006
0.0008
0.0010
Relative error (-)
420 elements200 elementsrelative error between 420 and 200 elements model
Figure 24. Moisture content in (a) 900 elements model, (b) 420 and 200 elements model.
3.2.3 Penetration profile
Simulating the paper sheet as described above gives an evolution with time of the
moisture content at a given position as can be seen on Figure 25 (a). It is the moisture
content of one sheet of 60 µm by 15 cm by 20 cm, expressed in kg. If we assume that
there is no influence of the air layer, we get the result of Figure 25 (b). We see that the
air layer has a big impact on the moisture content distribution of the paper sheet: the
moisture penetrates much faster into the paper, a bigger amount of moisture is absorbed
after ten days. In the end the paper will have the same moisture content in both cases.
The penetration depth for a step change in relative humidity can be defined as the point
were half of the possible step change has taken place at a given time (Svennberg, 2003,
p. 20). Applying this definition on the performed simulation (a Ψp-factor of 0,5) gives a
penetration depth of 5 cm after a period of ten days. Without influence of the air layers,
the penetration depth is only 0,875 cm after ten days.
(a)
1.60E-05
2.10E-05
2.60E-05
3.10E-05
3.60E-05
0 24 48 72 96 120 144 168 192 216 240
time (h)
Moi
stur
e co
nten
t (kg
)
0-2,5 cm 2,5-5 cm 5-7,5 cm7,5-10 cm 10-12,5cm 12,5-15 cm
(b)
1.60E-05
2.10E-05
2.60E-05
3.10E-05
3.60E-05
0 24 48 72 96 120 144 168 192 216 240
time (h)
Moi
stur
e co
nten
t (kg
)
0-2,5 cm 2,5-5 cm > 5 cm
Figure 25. Moisture penetration profile in a paper sheet of 15 cm length; (a): influence of air layer of same thickness as paper sheet -(b) no influence of air layer.

49
3.2.4 Influence surface coefficient and air layer thickness
In the preliminary modelling we investigated the influence of the surface coefficient and
the air layer thickness. The surface coefficient was changed for the model with the
paper fraction of 50%, the initial surface coefficient being 1,85.10-8 s/m. The result is
given in Figure 26(a). We see that changing the surface coefficient does not have a high
impact on the moisture content of a paper sheet. Multiplying the initial coefficient with
a factor 3 only gives an increase of 2% to the moisture content after 240 hours.
Figure 26(b) shows the influence of the air layer thickness. It illustrates that the air layer
thickness is the determining factor for the velocity with which the moisture is buffered
into the paper.
(a)
1.00E-04
1.50E-04
0 24 48 72 96 120 144 168 192 216 240time (h)
Moi
stur
e co
nten
t pap
er (k
g)
β = 18,5.10^(-9) β = 2*18,5.10^(-9) β = 3*18,5.10^(-9)
(b)
1.00E-04
1.50E-04
0 24 48 72 96 120 144 168 192 216 240
time (h)
Moi
stur
e co
nten
t pap
er (k
g)
air layer=60µm air layer=20µmm air layer=0µm
Figure 26. (a) Influence of surface coefficient and (b) air layer thickness when modelling the hygroscopic behaviour of books.

50
3.3 Two-dimensional modelling and effective permeability .3 Two-dimensional modelling and effective permeability
A book is considered on the mesoscale as a periodic multi-layered air-paper system as
described before. To determine the correction factor mdelta and defining the effective
permeability of a book, we compare the hygroscopic adsorption process of two models.
The theory is developed for isothermal boundary conditions, in the simulations the
value of the temperature is always taken to be 23°C.
A book is considered on the mesoscale as a periodic multi-layered air-paper system as
described before. To determine the correction factor mdelta and defining the effective
permeability of a book, we compare the hygroscopic adsorption process of two models.
The theory is developed for isothermal boundary conditions, in the simulations the
value of the temperature is always taken to be 23°C.
3.3.1 Model 1: two-dimensional model of the real book at mesoscale
(Figure 19)
3.3.1 Model 1: two-dimensional model of the real book at mesoscale
(Figure 19)
The REV of a real book consists of a half paper layer (thickness tp/2) and a half air layer
(thickness ta/2). The thickness of air layer ta [m] can be determined from equation 21.
The material properties for paper are the sorption curve
The REV of a real book consists of a half paper layer (thickness tp/2) and a half air layer
(thickness ta/2). The thickness of air layer ta [m] can be determined from equation 21.
The material properties for paper are the sorption curve )( )(φpw [kg/m³], the capacity ξp
[kg/m³] and water vapour permeability δp [s]. The material properties for air are the
sorption curve )(φaw [kg/m³], the capacity ξa [kg/m³] and water vapour permeability
δa [s]. wp is described by equation 6, the capacity ξp by equation 7 and the vapour
permeability δp is a constant value. wa is described by equation 33, δa has a constant
value.
3.3.2 Model 2: two-dimensional model of the effective book at macroscale
(Figure 22)
As REV of an effective book, we consider a homogeneous layer with a thickness equal
to tp/2+ ta/2, an effective capacity Ψpξp and effective permeability mdeltaδp.
effective
book
Figure 27. REV (representative elementary volume) of an effective book.

51
3.3.3 Initial, boundary conditions, material properties
The boundary condition at the fore-edge of the REV is described by equation 22. No
flow conditions are considered at the other sides of the REV. The adsorption process
consists in a step change in the relative humidity of the environment φe: from 54% to
79,5 % RH. The temperature remains constant at 23°C. The surface mass coefficient β
equals 5.10-8 s/m.
The hygroscopic curve for the paper is described by equation 6. The parameter values
used in this analysis are the properties of a newsprint paper (see literature review),
which is similar to the paper of a phonebook: wsat = 700 kg/m³, a = -333 and n = 1,45.
The vapour permeability is assumed to be constant in the relative humidity range of the
adsorption process. A value of δp = 6.10-12 s is used (an estimation out of the literature
review and the first experimental results of the first test series (with the thick
specimens) of the telephone book paper). The thickness of one sheet of paper is taken
equal to 60 μm. The air properties are described by equation 33, δa has a constant value
of 1,92.10-10 s.
3.3.4 Results
Figure 28 gives as an example the time evolution of the average moisture content
(kg/kg) for a real book (red curve) and for an effective book with mdelta=1 (blue curve).
Ψp is taken equal to 0,6. Only the first 240 hours are shown. The effective book shows a
too slow moisture adsorption compared to the real book. We remark that at final
equilibrium the real and effective book reach the same moisture content. The
multiplication factor is now increased until the response curves for the real and effective
book coincide with sufficient accuracy. A correction factor mdelta = 13,4 for Ψp = 0,6 is
found. Figure 28 also shows the relative error between the two curves. The maximal
relative error is found to be less than 0,1 %.

52
0.085
0.090
0.095
0.100
0.105
0.110
0 48 96 144 192 240time (h)
0
0.005
0.01R
elative error (-)
effective book simulation, delta correction=1real book simulation, paper + air layereffective book simulation, delta correction=13,4relative error between real and effective book simulation
Moi
stur
e co
nten
t (kg
/kg) )
Figure 28. Real and effective phonebook simulation, Ψp 60%.
0
10
20
30
40
0 0.2 0.4 0.6 0.8 1
Paper fraction Ψp
Cor
rect
ion
fact
or m
delta
Figure 29. Relation between correction factor mdelta and paper fraction Ψp. Diamonds: simulation results. Line: linear approximation.

53
The same methodology is used to determine the correction factor for different paper
fractions Ψp. The results are shown in Figure 29. At Ψp=0, mdelta equals µp and the
vapour permeability of the book becomes the vapour permeability of air,
ap
apppb δμδμδμδ === .. . At Ψp=1, mdelta is 1 and the vapour permeability of the book
is the vapour permeability of the paper, pb δδ .1= . A linear relation between the
correction factor and paper fraction is observed, which can be written as
( ) pppdeltam Ψ⋅−−= 1μμ (34)
with μp = δa/δp the water vapour resistance factor of paper. Using equation 34, we get
aappb δδδ ⋅Ψ+⋅Ψ= (35)
Equation 35 shows that the effective vapour permeability of a book can be
approximated by the permeability of a parallel system of a layer of paper and a layer of
air weighted with their respective fraction values.
3.4 Discussion
From the above analysis, it is shown that the two-dimensional vapour transport in a
book can be approximated by a one-dimensional system, where
• the effective water vapour permeability of a book is modelled by a parallel
system of paper and air layers (equation 35)
• the effective moisture capacity of a book is limited to the moisture capacity of
the paper (equation 28)
These results are now discussed in more depth.
3.4.1 Moisture capacity of book
In theory equation 28 should be written as aappb ξξξ ⋅Ψ+⋅Ψ= . Since the moisture
capacity of air is around 10000 times smaller than the moisture capacity of paper, the
capacity of air can be neglected. This means that moisture penetrating in paper normal
to the fore-edge as well as moisture penetrating in the air layers is totally buffered by
the paper.

54
3.4.2 Moisture permeability of book
In a book two moisture transport mechanisms
can be distinguished. The first mechanism is
the water vapour transport in paper normal to
the fore-edge of the book determined by the
water vapour permeability of paper δp and the
moisture capacity of paper ξp. The second
transport mechanism is the transport of water
vapour trough the air layer towards the paper,
which is then buffered by paper normal to the
sheet direction. Air is characterized by a high
water vapour permeability, but also very low
moisture capacity, so that rather limited
amounts of water vapour are transported via
the air layer to the paper. The small amount of
water vapour transported by air is then almost immediately buffered by the paper. Due
to the limited thickness of paper, the moisture is quickly redistributed and an almost
one-dimensional moisture front is attained. The two transport mechanisms are thus both
building up the same one-dimensional moisture front, which can indeed be modelled by
a one-dimensional parallel system.
pape
r
pape
r
pape
r
air
air
Figure 30. Moisture transport mechanisms in a book.
3.4.3 Moisture buffering of books
The moisture uptake by a half-infinite slab after a step-change in the surface vapour
pressure is proportional to bm.t0,5, where bm is the effusivity [kg/(m²s0,5Pa)] and t the
time [s]. The moisture buffer capacity of a hygroscopic material is thus determined by
its moisture effusivity bm, defined as satvp ,
.δξ .
The effective effusivity of a book is equal to
pmeffussatv
ppdeltap
satv
pdeltapp
satv
bbbm bm
pm
pm
pb ,
,,,, . =Ψ=
Ψ==
δξδξδξ (36)

55
Given the relation between the permeability correction factor mdelta and the paper
fraction Ψp (equation 34), the effusivity correction factor meffus can be related to Ψp. The
dependence of meffus on Ψp is shown in Figure 31 (The data used for Figure 31 are the
final vapour resistance factors from the experiments as given in Table 7 at 70% RH).
Assuming a moisture capacity of 130 kg/m³ for the telephone book and 108 kg/m³ for
the magazine (the values are based on the experimental results of the adsorption
isotherm) gives effusivities in function of the paper fraction as can be seen on Figure
32. It can be observed that the effusivity correction factor and thus also the effusivity of
a book is largest for a paper fraction of 0,5. Since the water vapour resistance factor of
paper µp for magazine is higher than the value for telephone book, also the permeability
correction factor mdelta for magazine is higher than the permeability correction factor
mdelta for telephone book (see equation 34 and Table 7). Then using equation 36, we
observe that the correction factor for the effusivity for magazine will also be higher.
This means that for more vapour tight paper the influence of the air layers on the
effusivity is higher. This explains that although the effusivity of the paper of the
magazine is lower compared to the value of telephone paper (lower water vapour
permeability of the magazine paper), the effusivity of the books can be comparable, as
is shown on Figure 32. This is also confirmed by the dynamic behaviour as observed in
Figure 20(b).

56
0
2
4
6
8
10
0 0.2 0.4 0.6 0.8 1
Paper fraction Ψp
Cor
rect
ion
fact
or m
effu
s
telephone bookmagazine
Figure 31. Correction factor meffus for the telephone book and magazine paper.
0.00E+00
4.00E-07
8.00E-07
1.20E-06
1.60E-06
0 0.2 0.4 0.6 0.8 1
Paper fraction Ψp
Effu
sivi
ty (k
g/(m
2 s0,5 P
a))
telephone bookmagazine
Figure 32. Effusivity of telephone book and magazine paper.

57
3.4.4 A varying vapour resistance factor for paper
The calculations above were done by assuming that the vapour permeability of the
paper was constant in the range of the step in relative humidity. In this paragraph we
repeat the same calculation, only the vapour resistance factor is not taken constant
anymore, but assumed to be described by equation 8. To do the modelling in the
HAMFEM program, the parameters of wallpaper 5 from the literature review were used.
The modelling analyses if the correction factor mdelta as determined by equation 34 is
still usable. After repeating the simulation for different paper fractions, it is found that
the vapour permeability of the book can still be written as
( ) )().1)()(( φδφμφμδ ppppb Ψ⋅−−= . (37)
The moisture content of the book with a paper fraction of 60% is given in Figure 33.
The maximum relative error is below 0,005%.
Thus the developed theory still applies when describing the vapour resistance factor by
equation 8, and not assuming a constant value for the vapour permeability. The vapour
permeability of a book can still be found as the product of the vapour permeability of
the paper with the permeability correction factor mdelta described by equation 37.
0.080
0.090
0.100
0.110
0.120
0.130
0.140
0.150
0 240 480 720 960 1200 1440 1680 1920 2160 2400
time (h)
0.0000
0.0002
0.0004
0.0006
0.0008
Relative error(-)
real book simulation, paper+air layereffective book simulation, no air influenceeffective book simulationrelative error between real and effective book simulation
Moi
stur
e co
nten
t (kg
/kg) )
Figure 33. Real and effective phonebook simulation, Ψp 60%, vapour permeability paper is variable.

58
3.5 Modelling the dynamic behaviour of the experimental tested books
3.5.1 Analytical description of the dynamic behaviour of books
An analytical solution for non-stationary transfer trough a slab with finite thickness was
used to fit the adsorption curves (from 54 to 79,5% RH) of the telephone book and the
magazine samples used in the test setup at TU/Eindhoven. In this way we get a first idea
of the capacity and the vapour permeability of the books. This analytical solution
assumes a constant capacity and vapour permeability of the material in the range of the
RH change.
The analytical function of the moisture weight mm [kg] is described by:
⎟⎟⎠
⎞⎜⎜⎝
⎛−
++−−+= ∑
∞
=1
222
2
10 ).exp())1.(.(
.21.)..(.)(i
iii
omm ARHRHdmtm τγγωωγ
ωξ (38)
with d the depth of the book [m], A the exposed surface of the book [m²], ξ the capacity
[kg/m³], RH the relative humidity [-],
δβω .d
= (39)
β is the surface coefficient [s/m], δ the vapour permeability [s] (=μδ a ), and
2
.d
tD=τ (40)
D is the diffusivity [m²/s], equal to ξ
δ satvp ,.
iγ are the roots of the function ωγγ =)tan(. . This function is solved iteratively in Excel.
The book properties ξ and δ were varied as well as the surface coefficient to get a
good fit. The values of the fitting parameters are given in Table 12. The results are
shown on Figure 34. We see that the analytical description gives a good fit for the books
with high paper fractions, the description deviates more from the measurements for the
books with a low paper fraction. This could be due to the fact that the surface
coefficientβ is not constant but is changing; caused by the fan in the test setup, which
pushes the air in between the paper sheets. Thus the air does not penetrate steadily into
the books but is pushed by the fan, which causes a faster moisture loading of the books
in the beginning (a larger value of β ) and a slightly slower moisture loading at the end
(a lower value of β ) compared to calculating with a constant surface coefficient.

59
Table 12. Parameters for the analytical description of the dynamic behaviour of books (adsorption).
ξ (kg/m³) µ(-) β (s/m)
telephone book high paper fraction 92 6,4 1,7.10-8
telephone book low paper fraction 73 1,9 2.10-8
magazine high paper fraction 95 5,3 2,1.10-8
magazine low paper fraction 52 3,8 1,1.10-8
(a)
0.0030
0.0040
0.0050
0 400 800 1200 1600sqrt time (s^0,5)
Moi
stur
e m
ass
(kg)
telephone book high paper fraction analytical description
(b)
0.0008
0.0012
0.0016
0 400 800 1200 1600sqrt time (s^0,5)
Moi
stur
e m
ass
(kg)
telephone book low paper fraction analytical description
(c)
0.0011
0.0015
0.0019
0 400 800 1200 1600
sqrt time (s^0,5)
Moi
stur
e m
ass
(kg)
magazine high paper fraction analytical description
(d)
0.0008
0.0011
0.0013
0 400 800 1200 1600
sqrt time (s^0,5)
Moi
stur
e m
ass
(kg)
magazine low paper fraction analytical description
Figure 34. Mass of the specimens in the dynamic test of books, measurements (solid lines) and analytical description (dashed lines) for (a)-(b) telephone book,
(c)-(d) magazine.
Out of Table 12 we see that the magazine and telephone book with high paper fraction
have almost the same capacity, as was already concluded out of the experiments (see
section 2.3.4). The books with a high paper fraction have a higher moisture capacity
than the books with a lower paper fraction. On the contrary, the vapour permeability of
books with a lower paper fraction is higher. Thus we get the same conclusions from the
analytical description as from the plotted experimental results (Figure 20, 21).

60
We remark that the capacity of the telephone book with low paper fraction is rather
high. This is due to the test results: after attaining equilibrium at 54%, there was a
decrease in weight when the RH was adjusted to 79,5% because of a problem in the test
setup (the RH decreased instead of increasing to 79,5%). This can be seen on Figure 35.
The calculations for adsorption were compared with the measured data starting from the
point indicated on Figure 35 and saying that this point is at 54% RH, although we know
that the RH of the book will be a bit lower. But it was not possible to trace this value as
the specimens were not in equilibrium with the relative humidity in the test setup
anymore.
0.0615
0.062
0.0625
0 200 400 600 800 1000time (h)
Mas
s (k
g)
telephone book low paper fraction
starting point adsorption
Figure 35. Measured weight change of telephone book sample with low paper fraction, when imposing a step in RH from 54 to 79,5% RH (at test setup TU
Eindhoven).
The surface coefficient necessary to obtain a good fit is lower than the one determined
in 2.3.3. The difference between a somewhat irregular book surface and the flat calcium
silicate surface could be a possible explanation. Also the size difference between the test
samples and the calcium silicate specimens could explain the difference. Another factor
is the fact that the calcium silicate specimens were saturated when they were placed in
the test setup, while the books were not. So the specimens follow another sorption
curve, the calcium silicate specimens their main desorption curve, the book samples an

61
adsorption curve. This could contribute to the difference in the values of the surface
coefficients.
3.5.2 Applying effective book model on experimental results of dynamic
behaviour of books
This paragraph applies the developed effective book model, which makes a
homogenisation of the two-material book system, on the test results of paragraph 2.3.
Thus equation 27 is used to describe the sorption curve of the book, equation 28 to
describe the moisture capacity and equation 37 for the vapour permeability of the book.
The parameters of the Mualem model are used to determine the moisture capacity
(Table 6) in main adsorption and main desorption. To estimate the vapour permeability
of the paper, the data from Table 8 are used. The paper fractions can be found in Table
10.
3.5.2.1 Expected results versus analytical description
We expected that the paper in the books would follow the main adsorption curve when
altering the RH from 54 to 79,5% in the test setup. The capacities and vapour resistance
factors at 67% RH (the mean value of 54 and 79,5% RH) calculated by the effective
book model have then the values given in Table 13. We see that the capacities show the
same tendencies as the ones calculated by the analytical description, as well as the
vapour resistance factors. But they show to be different.
Table 13. Estimation of book capacity and vapour permeability for tested book samples, based on the book model, assuming that books follow main adsorption
curve.
ξ (kg/m³) µ(-)
telephone book high paper fraction 130 17,8
telephone book low paper fraction 61 1,8
magazine high paper fraction 108 7
magazine low paper fraction 64 2
The difference between the vapour resistance factors or vapour permeabilities of the
analytical description and the calculations with the model is presented graphically on
Figure 36. This figure gives the correction factor mdelta (equation 34) when the vapour

62
resistance factor of the paper is taken to be the value at 67% RH. The dots on the figures
are the correction factors that would be needed to obtain the vapour permeability of the
books from the analytical description.
(a)
0
10
20
30
40
50
60
70
0 0.2 0.4 0.6 0.8 1paper fraction (-)
Cor
rect
ion
fact
or m
delta
tele
phon
e bo
ok correction factor book modelcorrection factor analytical description
(b)
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1paper fraction (-)
Cor
rect
ion
fact
or m
delta
mag
azin
e
correction factor book modelcorrection factor analytical description
Figure 36. Comparison between correction factor for vapour permeability of book model (assuming main adsorption) and analytical description; (a) telephone book,
(b) magazine.

63
We observe that the vapour permeability of the telephone book with high paper fraction
is lower in the book model than expected from the analytical description; the
permeability of the telephone book with low paper fraction is almost the same. The
vapour permeability of the magazine with low paper fraction is much higher in the book
model than in the analytical description; the result for the high paper fraction is more in
line with the analytical description.
3.5.2.2 Test results versus book model and analytical description
The main difference between the expected and the test results lies in the moisture
content. We expected a moisture content for the books described by the main adsorption
curve of the paper. The measurements on the contrary show a higher moisture content,
lying between the main adsorption and main desorption curve. A comparison is made in
Table 14. This phenomenon shows that hysteresis will be very important when
calculating the moisture behaviour of paper. The behaviour of the test samples is
determined by their history. The transport of the samples to Eindhoven and the exposure
of the books to the ambient climatic conditions of the storage room (before they were
tested) caused moisture loading and unloading cycles in the paper of the books. By this,
the moisture content is not determined anymore by the main adsorption or desorption
curve, but by an intermediate scanning curve between main ad- and desorption. The
exact loading history should be known to ascertain the governing scanning curve. As we
do not know this curve, it becomes difficult to trace the curve and validate the book
model on the measurements.
Table 14. Comparison between expected moisture content of book samples and measured moisture content.
expected
w (kg/m³)
54% RH
measured
w (kg/m³)
54% RH
expected
w (kg/m³)
79,5% RH
measured
w (kg/m³)
79,5% RH
telephone book high paper fraction 43,9 51,7 78,6 74,2
telephone book low paper fraction 20,6 31,0 36,9 43,7
magazine high paper fraction 33,3 44,6 62,1 67,4
magazine low paper fraction 19,6 32,8 36,5 46,4

64
An attempt to simulate the tests with the effective book model in HAMFEM was done
by estimating the governing sorption curves of the book. One point of this sorption
curve of the book is known exactly, namely the equilibrium moisture content at 54%
RH. The equilibrium moisture content at 79,5% RH is estimated from the measured
result at 79,5% RH. As the books were not in equilibrium completely after being in an
environment of 79,5% relative humidity for a period of four weeks, the equilibrium
moisture content will be a little bit higher.
The vapour resistance of the paper has to be expressed in function of the saturation
degree of the book satb
b
ww
,
(if the book is completely saturated, all the paper in the book
is saturated). The vapour resistance factors were measured by a test which follows the
main adsorption curve. So every resistance factor corresponds to a certain saturation
degree and a certain relative humidity, determined by the main adsorption curve. A
same saturation degree on an intermediate sorption curve corresponds to a lower relative
humidity. However the vapour resistance factor stays the same. So the vapour resistance
factor is determined by the saturation degree and not by the relative humidity. This is
illustrated on the figures below for the telephone book and the magazine. Figure 37(a)
and Figure 38(a) show the vapour resistance factor in function of the saturation degree.
Figure 37(b) and Figure 38(b) show the vapour resistance factor in function of the
relative humidity for main adsorption and desorption.
(a)
0
20
40
60
80
100
120
0 0.2 0.4 0.6 0.8 1
(b)
0
20
40
60
80
100
120
0 0.2 0.4 0.6 0.8 1RH (-)
Vapo
ur re
sist
ance
fact
or (-
)
µ telephone book main adsorptionµ telephone bookµ telephone book main desorption
saturation degree (-)
Vapo
ur re
sist
ance
fact
or (-
)
Figure 37. Vapour resistance factor of telephone book in function of (a) saturation degree; (b) relative humidity for main adsorption and main desorption.

65
(a)
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
(b)
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1RH (-)
Vapo
u re
sist
ance
fact
or (-
)
µ magazine adsorptionµ magazineµ magazine desorption
saturation degree (-)
Vap
our r
esis
tanc
e fa
ctor
(-)
Figure 38. Vapour resistance factor of magazine in function of (a) saturation degree; (b) relative humidity for main adsorption and main desorption.
The model to calculate the hygroscopic behaviour of the books in HAMFEM is one
dimensional (consisting of 2-node line elements) as we homogenised the book
properties. The model has a length equal to the depth of the book samples and is divided
into 350 equal pieces.
3.5.2.2.1 Magazine
The moisture contents of the book samples are given in Table 15 and plotted on Figure
39. To fit a curve through the points of the sorption curve of the book, a function of the
form of equation 6 is used, so that we get a good curve in the range from 54 to 79,5%
RH. The parameters are given in Table 16.
Table 15. Moisture content of magazine book samples.
measured moisture
content
54% RH (kg/kg)
measured moisture
content
79,5% RH (kg/kg)
equilibrium moisture
content
79,5% RH (kg/kg)
magazine high
paper fraction 0,0615 0,093 0,1
magazine low
paper fraction 0,077 0,107 0,109
Table 16. Parameters for fit of sorption curve of magazine book samples.
wsat (kg/kg) a n
magazine high paper fraction 0,18 -10,6 1,55
magazine low paper fraction 0,18 -13,1 1,39

66
0
0.05
0.1
0.15
0.2
0.25
0 0.2 0.4 0.6 0.8 1
RH (-)
Moi
stur
e co
nten
t (kg
/kg)
magazine high paper fractionmagazine low paper fraction
Figure 39. Moisture content of magazine book samples.
3.5.2.2.1.1 Magazine high paper fraction
The capacity of the book calculated with the effective book model is given in Figure
40(a), the vapour permeability calculated with the book model in Figure 40(b). Also the
values for main adsorption and desorption are plotted and the results from the analytical
description.
(a)
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1RH (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
main adsorption book capacitymain desorption book capacitybook capacity from analytical descriptionbook capacity from effective book model
(b)
5
6
7
8
0 0.2 0.4 0.6 0.8 1RH (-)
Vapo
ur re
sita
nce
fact
or b
ook
(-)
µ book main adsorptionµ book main desorptionµ book from analytical descriptionµ book from effective book model
Figure 40. Moisture capacity and vapour resistance factor of magazine book sample with high paper fraction.
The capacity of the analytical description is similar to the one from the book model, the
vapour resistance factor seems to be underestimated by the analytical description.

67
The result from the simulation in HAMFEM with the book model is shown on Figure
41. We see that changing the surface mass transfer coefficient β does not change much
to the time evolution of the moisture mass. When taking a β-value of 5.10-8 the
maximum relative error amounts to -1,6%.
0.0011
0.0014
0.0017
0.0020
0 100 200 300 400 500 600 700time (h)
Moi
stur
e m
ass
(kg)
-0.02
0.02
0.06
0.1
0.14
0.18
0.22
0.26
0.3
Relative error betw
een test result &
simulation w
ith β=5.10-8
magazine high paper fraction, test resultsimulation with effective book model, β=2,1.10-8simulation with effective book model, β=5.10-8simulation with effective book model, β=10.10-8relative error between test result and simulation with β=5.10-8
Figure 41. Simulating the dynamic behaviour of magazine high paper fraction, with effective book model.
3.5.2.2.1.2 Magazine low paper fraction
The capacity of the book calculated with the book model is given in Figure 42(a), the
vapour permeability calculated with the book model in Figure 42(b). The values for
main adsorption and desorption are plotted and the results from the analytical
description. For the vapour resistance factor this value is not plotted on Figure 42(b),
because the value is 3,8 and lies out of the range of the y-axis.

68
(a)
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1RH (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
main adsorption book capacitymain desorption book capacitybook capacity from analytical descriptionbook capacity from effective book model
(b)
1.9
2
2.1
0 0.2 0.4 0.6 0.8RH (-)
Vapo
ur re
sist
ance
fact
or b
ook
(-)
1
µ book main adsorption
µ book main desorption
µ book from effective book model
Figure 42. Moisture capacity and vapour resistance factor of magazine book sample with low paper fraction.
The capacity of the book model and the analytical description are similar, the vapour
resistance factor is overestimated by the analytical description.
The result from the simulation in HAMFEM with the book model is shown on Figure
43. We see that changing the surface mass transfer coefficient β has an influence on the
time evolution of the moisture mass. When taking a β-value of 5.10-9 the maximum
relative error amounts to -2,6%.
0.0008
0.0010
0.0012
0.0014
0 100 200 300 400 500 600 700time (h)
Moi
stur
e m
ass
(kg)
-0.03
0.02
0.07
0.12
0.17 Relative error betw
een test result &
simulation w
ith β=5.10-9
magazine low paper fraction, test resultsimulation with effective book model, β=1,1.10-8simulation with effective book model, β=0,8.10-8simulation with effective book model, β=0,6.10-8simulation with effective book model, β=0,5.10-8relative error between test result and simulation with β=0,5.10-8
Figure 43. Simulating the dynamic behaviour of magazine low paper fraction, with effective book model.

69
3.5.2.2.2 Telephone book
The moisture contents of the telephone book samples are given in Table 18 and plotted
on Figure 44. To fit a curve through the points of the sorption curve of the book, a
function of the form of equation 6 is used, so that we get a good curve in the range from
54 to 79,5% RH. The parameters are given in Table 17.
Table 17. Parameters for fit of sorption curve of telephone book samples.
wsat (kg/kg) a n
telephone book high paper fraction 0,24 -17,66 1,47
telephone book low paper fraction 0,24 -7,53 1,7
Table 18. Moisture content of telephone book samples.
measured moisture
content
54% RH (kg/kg)
measured moisture
content
79,5% RH (kg/kg)
equilibrium moisture
content
79,5% RH (kg/kg)
telephone book
high paper fraction 0,0778 0,112 0,12
telephone book
low paper fraction 0,08 0,14 0,143
0
0.05
0.1
0.15
0.2
0.25
0 0.2 0.4 0.6 0.8 1RH (-)
Moi
stur
e co
nten
t (kg
/kg)
telephone book high paper fractiontelephone book low paper fraction
Figure 44. Moisture content of telephone book samples.

70
3.5.2.2.2.1 Telephone book high paper fraction
The capacity of the book calculated with the book model is given in Figure 45(a), the
vapour permeability calculated with the book model in Figure 45(b). Also the values for
main adsorption and desorption are plotted and the results from the analytical
description. The paper fraction was changed to 90% instead of the calculated 96%
because otherwise no good fit on the test results could be obtained. It could be that the
paper fraction is overestimated with a paper fraction of 96% as this is a very high value
and the density of the paper itself is not completely certain (the density depends on the
thickness of a paper sheet, which is difficult to measure).
(a)
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1RH (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
main adsorption book capacitymain desorption book capacitybook capacity from analytical descriptionbook capacity from effective book model
(b)
5
9
13
0 0.2 0.4 0.6 0.8 1RH (-)
Vap
our r
esis
tanc
e fa
ctor
boo
k (-
)
µ book main adsorptionµ book main desorptionµ book from analytical descriptionµ book from effective book model
Figure 45. Moisture capacity and vapour resistance factor of telephone book sample with high paper fraction.
The moisture capacity from the analytical description and the book model are similar,
the vapour resistance factor is underestimated by the analytical description.
The result from the simulation in HAMFEM with the book model is shown on Figure
46. As for the magazine, changing the surface mass transfer coefficient β does not
change much to the course of the moisture mass. When taking a β-value of 5.10-8 the
maximum relative error amounts to -2,4%.

71
0.003
0.004
0.005
0 100 200 300 400 500 600 700time (h)
Moi
stur
e w
eigh
t (kg
)
-0.025
0.025
0.075
0.125
0.175
Relative error betw
een test result &
simulation w
ith β=5.10-8telephone book high paper fraction, test resultsimulation with effective book model, β=1,7.10-8simulation with effective book model, β=5.10-8simulation with effective book model, β=10.10-8relative error between test result and simulation with β=5.10-8
Figure 46. Simulating the dynamic behaviour of telephone book high paper fraction, with effective book model.
3.5.2.2.2.2 Telephone book low paper fraction
The capacity of the telephone book calculated with the book model is given in Figure
47(a), the vapour permeability in Figure 47(b). The values for main adsorption and
desorption are plotted and the results from the analytical description.
(a)
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1
(b)
1.6
1.7
1.8
1.9
2
0 0.2 0.4 0.6 0.8 1RH (-)
Vapo
ur re
sist
ance
fact
or b
ook
(-)
RH (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
µ book main adsorptionmain adsorption book capacityµ book main desorptionmain desorption book capacityµ book from analytical descriptionbook capacity from analytical description
book capacity from effective book model µ book from effective book model
Figure 47. Moisture capacity and vapour resistance factor of telephone book sample with low paper fraction.

72
The analytical description gives a similar capacity as the book model, the vapour
permeability is a little overestimated.
The result from the simulation in HAMFEM with the book model is shown on Figure
48. When taking a β-value of 2.10-8, the same as in the analytical description (see Table
12) the maximum relative error amounts -5,3%.
0.0006
0.0010
0.0014
0.0018
0 100 200 300 400 500 600 700
time (h)
Moi
stur
e w
eigh
t (kg
)
-0.06
0
0.06
0.12
0.18
Relative error betw
een test result &
simulation w
ith β=2.10-8
telephone book low paper fraction, test result
simulation with effective book model, β=2.10-8
relative error between test result and simulation with β=2.10-8
Figure 48. Simulating the dynamic behaviour of telephone book low paper fraction, with effective book model.
3.5.2.3 Discussion
Applying the book model on the test results was a difficult process, as a lot of
parameters were unknown and so estimations needed to be made.
A first important factor is the hysteresis effect. Depending on the loading history of a
book, the correct governing sorption curve to model a test can be found. Because of the
hysteresis, the vapour resistance factor must be expressed in terms of saturation instead
of relative humidity. Thus the sorption curve determines the moisture capacity and
vapour permeability and should be known exactly to make a good effective book model.
For the test results of the dynamic behaviour, it would have been better to know more
about the particular history of the book samples. This would lead to curves that fit better
the measurement results.

73
Another factor that could influence the result is the curve approximating the vapour
resistance factor (equation 8). The parameters a, b and c are determined in section 2.2.3
by assuming that the vapour flow q [kg/m²s] is described by
dp
dpq vsatv φδδ Δ
=Δ
=... (41)
with δ the vapour permeability [s], pv the vapour pressure [Pa], pvsat the saturation
vapour pressure [Pa], d the thickness of the test sample [m] and φ the relative
humidity [-].
A next step could have been to describe the vapour flow through the test sample by the
equation: . (42) ∫ ∫ ∂=∂d
vsatpxq0
2
1
..φ
φ
φδ
When describing the vapour permeability δ by the equation )..( .φδδ ca eba +=
equation 42 becomes:
⎡⎢⎣ ⎦
2 1c. c.a 2 1
vsat
q.d b= δ . a.( - )+ .(e - e )p c
φ φφ φ ⎤⎥ (43)
Equation 43 gives parameters for the analytical fit of the vapour resistance factor
( φμ ..1
ceba += ) as given in Table 19.
Table 19. Parameters for the fit of the vapour resistance factor of telephone book and magazine, applying equation 43.
a b c
telephone book 0,00919 5,62.10-5 7,12
magazine 0,00167 5,74.10-7 11
Figure 49 gives a comparison between the vapour resistance factors when using
equation 41 and when using equation 43. The resistance factors calculated by applying
equation 43 have higher values. The effect of this higher vapour resistance factors on
the simulations was not studied but could be included in future research.
The simulations show that using an analytical description does not lead to good
estimations of the vapour resistance factors. At high paper fractions, the vapour
resistance factor is underestimated; at low paper fractions, the vapour resistance factor
is overestimated. The relative difference is the largest for the magazine book sample
with low paper fraction. This could already be expected when we plotted Figure 36.

74
So it is better to use a model that does not assume constant values for the moisture
properties, but considers the properties to be dependent on the relative humidity and the
saturation degree.

75
(a)
0
20
40
60
80
100
120
0 0.2 0.4 0.6 0.8 1RH (-)
Vap
our r
esis
tanc
e fa
ctor
te
leph
one
book
pap
er (-
)µ telephone book paper using equation 41µ telephone book paper using equation 43
(b)
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1RH (-)
Vap
our r
esis
tanc
e fa
ctor
mag
azin
e pa
per (
-)
µ magazine paper using equation 41µ magazine paper using equation 43
Figure 49. Comparison between vapour resistance factors using equation 41 or 43, for (a) telephone book, (b) magazine.

76
PART 2 COTTON
1 Literature review
The literature review is based on the book ‘Physical properties of textile fibres’, the
book ‘Surface characteristics of fibers and textiles’, a paper called ‘Sorption isotherms
for textile fabrics and foam used in the indoor environment’ (Svennberg, 2004), and a
paper called ‘Micromechanics modeling of moisture diffusion in woven composites’
(Tan, Whitcomb, Li, Sue, 2005).
1.1 Textile
1.1.1 Textile fabrics
Textile fabrics are used in furniture and furnishings as carpets, curtains and bed linen.
Textiles have a more mesh-like structure and are therefore lighter and more permeable.
The textile yarn can be made from different types of fibers, e.g. cotton, wool, flax,
nylon. Every textile fabric has unique moisture properties, depending on the fiber type,
the spin and twist of the yarn, the textile fabric weight and the weave characteristics.
The moisture content will be mainly determined by the fiber and the yarn properties.
The transport properties will be governed by the weaving technique and the yarn.
A textile fabric is formed from interlacing yarns. Typical weave patterns are shown on
Figure 50. The terms warp tow and fill tow are used to describe the weaving. The warp
tow is the yarn running lengthwise and parallel to the selvage in a woven fabric (the
selvage is made with stronger yarns in a tighter construction than the body of the fabric
to prevent raveling). The fill tows are the yarns in the transverse direction.

77
Figure 50. Schematics of woven composites. (Tang et al, 2005).
Textile fibers can be divided in two main groups: natural and man-made (artificial)
fibers. Each group can be divided again into two sub groups, depending on the raw
material of the fiber. Natural fibers are divided into cellulose and protein fibers, man-
made fibers into regenerate and synthetic fibers. Examples of cellulose fibers are cotton
and flax, wool and silk are protein fibers. The main constituent protein in wool is
keratin; the principal protein in silk is fibroin. Regenerate fibers are for example viscose
and lyocell (they have a cellulose origin); polyester and polyamide (principal
component of polyamide is nylon) are synthetic fibers.
The Textile Institute defines textile fibers as ‘units of matter characterized by flexibility,
fineness, and a high ratio of length to thickness, a sufficient high temperature stability
and a certain minimum strength and extensibility.’ Individual fibers weigh only a few
micrograms, and their length/width ratio is at least 1000 to 1. These long fibers are
necessary to form yarns (the fibers must be long enough; otherwise no yarn can be
made). The textile fibers are partly oriented, partly crystalline polymers.
1.1.2 Cotton
The basis material in natural-cellulose fibers like cotton is cellulose, consisting of a
series of glucose rings joined together. In all native-cellulose fibers, the molecules are
highly oriented parallel to one another, but they spiral round the fiber, thus reducing the

78
degree of orientation parallel to the fiber axis. Natural cellulose is aggregated into fine
microfibrils. Those microfibrils can be seen on Figure 57(c). There is controversy over
the exact size of these microfibrils, whether these basic fibrillar units are all little more
than 10 nm thick; or whether they are smaller, around 4 nm (Physcial properties of
textile fibres, p. 40). The lower estimate would give about 30 cellulose chains in a
microfibril. The fibrils are attracted to each other (by hydrogen-bonding and van der
Waals forces) and form flat sheets or lamellae, which will then stack in parallel layers.
In cross section, cotton fibers have the form as can be seen on Figure 57(d). On the
outside are a thin cuticle and primary wall, and in the centre is a narrow collapsed
lumen; the bulk of the fiber is made up of the secondary cell wall. During the growth of
the cotton, this secondary wall is formed in a series of daily growth-rings on the inside
of the primary cell wall. So a fiber is composed of ringed-shaped layers, formed by the
lamellae (out of the fibrils). In the thick secondary wall, there is a helical orientation of
molecules and fibrils.
1.1.3 Density of textiles
The fiber density is an important property. In a direct way it affects the weight of the
textile fabrics but it is also a useful parameter in identification of a fiber type and occurs
in many parts of textile physics.
The definition of density is clear: it is the mass per unit volume. The reciprocal is called
the specific volume. Typical values of densities of fibers are listed in Table 20.
Table 20. Typical values of fiber densities. (From 'Physical properties of textile fibers', p.156).
fiber dry density (kg/m³)
cotton (lumen filled) 1550
viscose rayon 1520
wool 1300
silk 1340
nylon 1140
Some fibers, such as cotton, contain internal void spaces, which will lower the density.
For cotton, the value is lowered to an amount of 1350 kg/m³.

79
1.1.4 Moisture in textiles
Textile fibers take up moisture from the air. The absorption changes the properties of
fibers. Swelling occurs, which alters the dimensions of the fiber, and this will cause
changes in the size, shape, stiffness and permeability of yarns and fabrics. Wetting and
drying may also lead to a permanent set or creasing.
1.1.4.1 Absorption of moisture
The relative humidity and the moisture content are defined in the same way as for paper
(equation 3 and equation 9). When we place a textile material in a certain environment,
it takes up or loses water at a gradually decreasing rate until it reaches equilibrium,
when no further changes take place. This equilibrium is dynamic: it occurs when the
number of water molecules evaporating from the specimen in a given time becomes
equal to the number condensing and being absorbed.
Similar to paper, there is a hysteresis effect for textiles between the moisture content of
the material and the relative humidity of the atmosphere. The main adsorption isotherm
describes the increase in moisture content of an initially dry specimen, when the relative
humidity increases. The main desorption isotherm describes the decrease in moisture
content of an initially saturated specimen, when the relative humidity decreases. The
two curves are the limiting-equilibrium values. Equilibrium can be attained at any point
between them by taking the specimen through a suitable series of humidities. The
sorption curves depend to a slight extent on temperature. Except at high temperatures
and humidities, the moisture content decreases when the temperature increases.
Cotton shows this typical hysteresis behaviour. Processing, especially wet processing,
can cause large changes in the amount of moisture absorbed. Two principal effects are
noticed: a removal of highly absorbing non-cellulosic impurities; and a change in the
internal arrangement of the cellulose molecules. Heating the sample at dry conditions
lowers the sorption curve; heating in wet conditions raises it. Mercerization without
tension can increase the moisture content at a given relative humidity to 1,5 its previous
value; mercerization under tension does not cause such a large increase. The
mercerization process enhances dyeability and luster of cotton materials. It consists of
immersion of the cotton fabric in sodium hydroxide at ambient conditions.

80
1.1.4.2 Rate of absorption of moisture
During the conditioning of a mass of fibers, diffusion must take place in three stages.
First there will be diffusion in the air from the water vapour source to the surface of the
mass of fibers. Secondly, diffusion in the air in the interstices between fibers, from the
surface of the mass of fibers to the surface of the fiber, will take place. Thirdly, there
will be diffusion from the surface of a fiber to its interior. The penetration of moisture
into a dry fiber goes in two steps. The initial diffusion through the dry fiber is slow and
determines the position of the advancing front. Once some absorption has occurred, the
diffusion becomes faster and we get a fast build-up to the final value of the moisture
content.
When absorbing moisture, textiles generate heat. This is caused by the fact that if water
is taken up, heat is evolved due to the attractive forces between the fiber and the water
molecules. Also a heat similar to the latent heat of condensation is evolved when
absorbing water vapour. The evolution of the heat raises the temperature of the fibers
and increases their water vapour pressure. As a consequence the vapour-pressure
gradient (between environment and textile fabric) is reduced and the rate of absorption
is slowed down. This whole process can be described as follows: due to the higher
vapour pressure in the atmosphere at the start of an absorption process, moisture will
pass into the specimen. The moisture content is increased, generating heat and a rise in
temperature. Therefore, the vapour pressure of the fibers increases, partly because of the
increase in moisture content, but to a greater extent because of the rise in temperature.
This process will continue until the vapour pressure of the fibers becomes equal to the
one outside. A state of ‘transient equilibrium’ is reached, in which no further absorption
is possible until heat is lost by the fibers. As heat is lost to the surroundings,
temperature decreases, which allows a further increase in moisture content and
maintains a vapour pressure close to that of the atmosphere. This process is continued
until final equilibrium is reached with both temperature and vapour pressure equal in the
fiber and the environment.
A test result is given in the book ‘Physcical properties of textile fibres’ (p.200): 0,25
gram of dry wool sliver was placed in a saturated atmosphere in vacuum (performing
the test in vacuum speeds up the moisture diffusion but slows down the loss of heat).
‘Transient equilibrium’ was attained after 15 seconds, final equilibrium after 80
minutes.

81
Concluding, we can say that the moisture absorption rate is determined by the
combination of heat and moisture diffusion. The actual time for a change to occur will
depend on the ease with which heat and moisture can be dissipated from the specimen.
The change in moisture content will be roughly exponential.
1.1.4.3 Theories of moisture sorption
All the natural animal and vegetable fibers (and the fibers regenerated from natural
materials) have groups in their molecules that attract water, called hydrophilic groups.
For example, the cellulose molecule contains three hydroxyl groups for each glucose
residue, and hydrogen bounds can be formed between water molecules and the hydroxyl
groups. The molecular weight of water is 18, the glucose residue has a molecular weight
of 162. If one water molecule would be attached to each hydroxyl group, the moisture
content would be 33,3%. In reality, not all the hydroxyl groups are involved and there
may be more than one water molecule per hydroxyl group.
The protein fibers also contain water-attracting groups such as NH, OH, NH3+.
Synthetic fibers have quasi none water-attractive groups, which explains their low
moisture absorption.
The first water molecules must be absorbed directly onto the hydrophilic groups. For
those absorbed after the first, there is a choice. Or they are attracted to other hydrophilic
groups, or they may form further layers on top of the water molecules already absorbed.
In crystalline regions, the fiber molecules are closely packed together. Cross-links are
formed between the molecules by the active groups, e.g. hydrogen-bonding in cellulose
and keratin. So it will be very difficult for water molecules to penetrate into a crystalline
region and to absorb moisture, the active groups would have to be set free by breaking
the cross-links. Therefore the material accessible for moisture will be either the non-
crystalline regions. The moisture content can be expected to be proportional to the
amount of the non-crystalline material.
The hysteresis effect can also be explained by a molecular explanation. In non-
crystalline cellulose there are some cross-links, formed where molecules pass near each
other. These cross-links provide mechanical restraint and reduce the number of
available hydroxyl groups, by which the amount of absorption is reduced. As absorption
increases, the cross-links will tend to be broken and replaced by water molecules on the

82
hydroxyl groups. As the structure has a tendency of remaining unchanged, there will be
a hysteresis in the breaking and reforming of cross links, and consequently in the
moisture absorption. In the more fibrillar, natural-cellulose fibers, the cross-links and
water attachment will be between and on the surfaces of the fibrils.
In a dry structure, the presence of other cross-links tends to hold the molecules of the
fibers together and makes cross-links formation easier than in a structure with fewer
cross links. So an initially dry specimen will always retain higher number of cross-links
and less water absorption than an initially wet specimen in the same atmosphere.
Consequently, heating a fiber in wet conditions is a process that favours moisture
absorption, by destroying the cross-links and resulting in a high primary desorption
curve. On the contrary, heating a specimen in dry conditions increases the number of
cross-links and lowers the sorption curves.
At very high relative humidities, water may be held by the forces of surface tension in
capillary spaces between fibers or in crevices in the fibre surface. In literature it is said
that there is only a significant amount of capillary water at relative humidities higher
than 99% ( Physical properties of textile fibres, p. 238).

83
1.2 Moisture properties of textiles.
For textile, a lot of data was found in the work of Kaisa Svennberg (Lund University,
Sweden), in the Annex XIV – Catalogue of Material Properties (IEA) (Kumaran, 1996)
and in a paper on lyocell fibers (Okubayashi, Griesser and Bechtold, 2004). The used
data are given in Appendix 1.
The material characteristics of the textiles found in the consulted literature are the
following:
Table 21. Material characteristics of textiles.
name thickness
(mm)
mass/m²
(kg/m²)
density
(kg/m³)
type
cold cured polyether foam 31 1,116 36
100% cotton 0,4 0,225 563 plainweave
50% cotton - 50% flax 0,5 0,303 605 plainweave, warp linen union
50% viscose - 50%wool 1,2 0,415 346 plainweave
15% polyamide –
85% wool 1 0,313 313
jacquard weave, twisted
together
100% wool 2,5 0,440 176 felt
lyocell / / /
carpet / 2,18 /

84
1.2.1 Sorption isotherms
Sorption isotherms were given in literature in gram per gram. To fit a curve through the
data points of the sorption isotherms, equation 6 has been used. The results for the
different types of textiles are given in Table 22.
The adsorption isotherms are drawn in Figure 51 (in gram per gram), the dots in the
figure are the data from literature, the continuous lines are the fitted curves. Figure 52
gives the same curves in kilogram per m³.
The analytical function which describes the moisture capacity is the equation 7.
The moisture capacity of textiles is given in Figure 53 and Figure 54.
Table 22. The parameters for the analytical fit of the sorption isotherms for different types of textiles.
wsat (g/g) wsat (kg/m³) a n
cold cured polyether foam 0,10 3,60 -200,00 1,47
100% cotton 0,31 173,27 -45,00 1,55
50% cotton - 50% flax 0,41 249,67 -88,00 1,56
50% viscose - 50%wool 0,57 197,55 -71,00 1,46
15% polyamide - 85% wool 0,44 139,00 -80,00 1,44
100% wool 0,42 73,73 -50,00 1,45
lyocell 0,74 / -100,00 1,56
carpet 0,39 / -60,00 1,37

85
0
0.1
0.2
0.3
0 0.2 0.4 0.6 0.8 1Relative humidity (-)
Moi
stur
e co
nten
t (g/
g)
cold cured polyether foam carpetcotton cotton-flaxwool polyamide-woolviscose-wool lyocell
Figure 51. Adsorption isotherms of textiles (g/g); dots=data from literature, continuous lines=fitted curves.
0
20
40
60
80
100
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e co
nten
t (kg
/m³)
cold cured polyether foamcottoncotton-flaxwoolpolyamide-woolviscose-wool
Figure 52. Adsorption isotherms of textiles (kg/m³).

86
0
0.4
0.8
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e ca
paci
ty (g
/g)
cold cured polyether foamcarpetcottoncotton-flaxwoolpolyamide-woolviscose-woollyocell
Figure 53. Moisture capacity of textiles (g/g).
0
100
200
300
400
0 0.2 0.4 0.6 0.8 1
Relative humidity (-)
Moi
stur
e ca
paci
ty (k
g/m
³)
cold cured polyether foamcottoncotton-flaxwoolpolyamide-woolviscose-wool
Figure 54. Moisture capacity of textiles (kg/m³).

87
1.2.2 Vapour resistance factor
The data for the vapour resistance factor were very limited in the consulted literature.
Therefore only the vapour resistance factor of polyether foam can be given. This is
estimated out of the water vapour resistances found in literature (Svennberg, 2005), data
are given in Appendix 1.
The parameters a, b and c of the analytical function which describes the vapour
resistance factor (equation 8) are given in Table 23. A graphical presentation is given in
Figure 55, where the dots represent the literature data and the continuous lines the fitted
curves.
Table 23. The parameters for the analytical fit of the resistance factor for textiles.
a b c
polyether foam 0,4768 0,07452 0,51
0
1
2
3
4
5
6
0 0.2 0.4 0.6 0.8 1RH (-)
Vapo
ur re
sist
ance
fact
or (-
)
polyether foam
Figure 55. Vapour resistance factor of textiles.

88
1.2.3 Families of textiles
First the remark must be made that there is a difference in the results expressed in gram
per gram and in kilogram per cubic meter. When looking at the figures of the moisture
content and the moisture capacity in gram per gram, we observe that the moisture
content and the moisture capacity of wool-like textile is higher than those of cotton-like
textile. On the contrary, the figures in kilogram per cubic meter show that the moisture
content and capacity of cotton-like textile are higher than those of wool-like textile. This
is due to the fact that the density of cotton is much higher than the density of wool (see
Table 21). The conversion of gram per gram to kilogram per cubic meter is namely
made by the multiplication with the density.
When looking at the figures four families can be distinguished:
1. polyether foam (man made fiber, synthetic fiber): a very light material, with low
moisture buffering
2. cotton-like textile (natural fiber): heavy material, with high moisture buffering
(in kg/m³)
3. wool-like textile (natural fiber): light material, with medium moisture buffering
(in kg/m³)
4. viscose, lyocell (man-made fiber, regenerate fiber): medium-heavy material,
with high moisture buffering

89
2 Experimental work
One textile material was tested: the fabric of a pillow-case, consisting of 100% cotton.
2.1 Micro-meso structure
2.1.1 SEM and microscope images
The micro-meso structure of the cotton was measured by looking at a sample under a
light microscope and under a SEM. With the SEM we first looked at the cotton in low
vacuum and then again in high vacuum with a gold layer on it. The results are showed
on the figures below. 6800
µm
1700µm
1830µm
610 µm
(a) (b)
(c) (d)
Figure 56 (a)-(b): Microscope images of flat surface of cotton; (c)-(d): SEM images of flat surface of cotton.

90
1700 µm
1275 µm
92µm
73µm
1260µm
315µm
(a) (b)
Figure 58 (a)-(b): SEM images of the edge of cotton.
(a) (b)
(c) (d)
Figure 57 (a)-(b): Microscope images of fibers of cotton; (c)-(d): SEM images of fibers of cotton.

91
The dimensions of the flat surface of the cotton were determined in more detail with the
aid of a computer program, Quips, that was linked to a Leica light microscope. This
program allows to calculate areas, area fractions and distances. Two enlargements were
made, one of x40 and one of x80. Figure 59 shows the graphical output for the x80
enlargement. On Figure 59(a) we see the holes between the cotton yarns. The dimension
lines are plotted on Figure 59(b). The data output of the program gives the areas in µm²,
the distances in µm.
(a) (b)
Figure 59. Graphical output of Quips program; (a): areas between cotton yarns, (b) distances of cotton fabric.
To estimate the distances between the cotton yarns from the calculated areas, the
assumption is made that the areas are square and an ‘equivalent side’ is calculated. The
distances between the yarns are also directly estimated by drawing them in the graphical
interface of the Quips program. The equivalent distance is then the mean value of the
two estimations.
The width of a cotton yarn is estimated by drawing them in the graphical interface. The
results for the two enlargements are given in Table 24.

92
Table 24. Mean values of distance between cotton yarns and width of cotton yarn from Quips program.
x40 enlargement x80 enlargement
mean equivalent side (µm) of areas
between cotton yarns (1) 109,1 115,3
mean distance (µm) between cotton yarns (2) 156,0 149,7
distance (µm) between cotton yarns
(mean of 1&2) 132,6 132,5
mean width (µm) of cotton yarns 224,9 220,2
As can be seen on the SEM images and on the Quips images, there is a lot of variation
in the areas and distances between the cotton yarns and in the width of the cotton yarns
of a real textile fabric. The data results of the measurements by the Quips program are
given in the figures below, with their mean value and standard deviation.
(a)
0
5000
10000
15000
20000
25000
30000
35000
40000
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91 96 101 106 111 116
Data points
Area
bet
wee
n co
tton
yarn
s (µ
m²)
x40
enla
rgem
ent
area between cotton yarnsmean valuestandard deviation
(b)
0
5000
10000
15000
20000
25000
30000
35000
40000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29Data points
Area
bet
wee
n co
tton
yarn
s (µ
m²)
x80
enla
rgem
ent
area between cotton yarnsmean valuestandard deviation
(c)
0
50
100
150
200
250
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97 101 105 109 113 117Data points
Dis
tanc
e be
twee
n co
tton
yarn
s (µ
m)
x40
enla
rgem
ent
distance between cotton yarnsmean valuestandard deviation
(d)
0
50
100
150
200
250
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Data points
Dis
tanc
e be
twee
n co
tton
yarn
s (µ
m)
x80
enla
rgem
ent
distance between cotton yarnsmean valuestandard deviation
Figure 60. Area between cotton yarns of (a) x40 enlargement and (b) x80 enlargement; distance between cotton yarns (calculated as ‘equivalent side’ of
areas) of (c) x40 enlargement and (d) x80 enlargement.

93
(a)
50
100
150
200
250
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38Data points
Dis
tanc
e be
twee
n co
tton
yarn
s (µ
m)
x40
enla
rgem
ent
distance between cotton yarnsmean valuestandard deviation
(b)
50
100
150
200
250
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22Data points
Dis
tanc
e be
twee
n co
tton
yarn
s (µ
m)
x80
enla
rgem
ent
distance between cotton yarnsmean valuestandard deviation
(c)
50
100
150
200
250
300
350
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28Data points
Thic
knes
s of
cot
ton
yarn
(µm
)x4
0 en
larg
emen
t
width of cotton yarnmean valuestandard deviation
(d)
50
100
150
200
250
300
350
1 2 3 4 5 6 7 8 9 10 11 12 13 14Data points
Thic
knes
s of
cot
ton
yarn
(µm
)x8
0 en
larg
emen
t
width of cotton yarnmean valuestandard deviation
Figure 61. Distance between cotton yarns of (a) x40 enlargement and (b) x80 enlargement; width of cotton yarn of (a) x40 enlargement and (b) x80 enlargement.
2.2 Material properties
2.2.1 Basic properties of the cotton
The textile fabric consists of 58 yarns/cm²; this means 29 yarns in the one direction, 29
yarns in the perpendicular direction.
The measurements of the cotton were determined from the microscope images. The
thickness of the cotton fabric is 230 µm. The distance between two cotton yarns has an
average value of 130 µm. The cotton yarns itself have an elliptical form, with a major
axis of an average value of 220 µm and a minor axis of 115 µm.
The area fraction of the air holes in the flat surface of the cotton has an average value of
0,13 when using the above mentioned mean dimensions. This is in good agreement with
the area fraction from the Quips program, which gives values of 0,10 and 0,11.
The weight of one cotton sheet of 11 by 11 cm accounts 0,110 kg/m². Therefore the
density of the cotton fabric is 478 kg/m³.

94
2.2.2 Sorption isotherm
The sorption and desorption isotherms were determined in the same test setup as for the
paper, at a temperature of 23°C. The measurement data can be found in Appendix 2. In
every desiccator twelve cotton sheets of 11 by 11 cm were placed. The resulting
adsorption and desorption scanning curves and the fit by equation 6 on the main
adsorption curve are given in Figure 62.
0
0.04
0.08
0.12
0 0.2 0.4 0.6 0.8RH (-)
Moi
stur
e co
nten
t (kg
/kg)
1
adsorption
desorption
analytical fit on adsorption
Figure 62. Full adsorption curve and desorption scanning curves for cotton. Coloured curve: analytical fit on main adsorption curve.
The parameters needed for equation 6 are: wsat = 0,17 g/g; a = -25, n = 1,56.
Again a better result for the analytical fit on adsorption is obtained when using the
Mualem model. Figure 63 illustrates this. In this case, the parameters for the cotton are:
wsat = 0,13kg/kg; Aa = 0,59; na = 0,60; Ad = 1,90; nd = 0,40.

95
0
0.05
0.1
0.15
0 0.2 0.4 0.6 0.8 1
RH (-)
Moi
stur
e co
nten
t (kg
/kg)
Figure 63. Mualem model-Measured (squares and bullets) and fitted (solid line) sorption curves for cotton fabric.
2.2.3 Vapour permeability
To measure the vapour permeability of the cotton, the cup test could not be used,
because a thickness of 10 cm would be needed to fulfil the requirement of an equivalent
air layer thickness µd larger than 0,2m (EN ISO12572:2001). A thickness of 10 cm is
too thick to fit into the cups and it would not be possible to seal the edges.
The water vapour permeability of the cotton was measured by a dynamic test. Four
samples were made; every sample existed out of 72 sheets of cotton of 10 cm by 10 cm.
The cotton sheets were placed on a plate of plexiglass and compressed so that the
influence of possible air layers is negligible. The sides of the sample were taped with
vapour tight aluminium tape, so that no moisture could penetrate along the sides. In this
way we got the desired one dimensional vapour transport in the cotton samples. The
dynamic test was performed for tree steps in relative humidity: from 8 to 54%, from 54
to 86% and from 94 to 86%. Two test boxes were used, one conditioned at 54% RH and
one conditioned at 86% RH. The test boxes stood in a climate room of respectively
54%RH and 23°C and 86%RH and 23°C. The samples were placed on a grid above the
saturated salt solution (which ensured the required relative humidity) in the test box.

96
Calcium-silicate blocs are put in the boxes to maintain a stable indoor environment.
Small fans inside the box ensure a good air mixing. To estimate the surface transfer
coefficient β, a CaSi-bloc of 10 by 10 cm was saturated and put in the boxes. From
equation 22 the surface transfer coefficient was estimated to be 7,8.10-8 s/m in the box
of 54% RH and 8,6.10-8 s/m in the box of 86% RH.
The change in weight of the samples was measured during nine hours. The samples
were then kept in the test environment until they attained equilibrium. After determining
the mass at equilibrium, the samples were used for the test of the next step in relative
humidity.
Figure 64. Cotton sample for dynamic vapour permeability
test.
Figure 65. Test setup for determining vapour permeability of cotton by
dynamic test.
The measurement data can be found in Appendix 3. The vapour permeability was then
found by fitting equation 38 to the measured weights. Again a smaller β-value was
needed to get a good fit (the same phenomenon was noticed for the paper books).
Possible explanations for this phenomenon are the difference between the flat surface of
the CaSi-bloc and the rougher cotton surface or the fact that the cotton samples were not
saturated, contrary to the CaSi-bloc.
The measurement results of the vapour resistance factor are given in Table 25.
Table 25. Water vapour resistance factors for cotton fabric.
µRH=31% (23°C, 8-54% RH)
µRH=70% (23°C, 54-86% RH)
µRH=90% (23°C, 86-94% RH)
measured values for
textile fabric 2,12 5,8 1,4

97
The result at 70% RH is not acceptable as the vapour resistance factor should be
decreasing instead of increasing. When testing bricks in the same test setup, a similar
phenomenon was measured at 70% RH. No reason could be found yet to explain this
effect; by which we have to conclude that the vapour resistance factor at 70% RH
should be lower. Future work could include a remeasurement of the vapour permeability
in a stationary way (similar to the cup test for the paper). (This gave good results for the
brick at 70% RH).

98
3 Modelling of the hygroscopic behaviour of a textile fabric
3.1 The model
When we want to calculate the hygroscopic behaviour of a textile fabric, only a small
part of the woven structure needs to be modelled. This is when we abstract the
variations in thicknesses and distances as was presented in section 2.1.1 and work with
a simplified model, based on the mean values of the measurements of a textile fabric.
On Figure 66 the axes of symmetry are drawn in red. So, based on the symmetry, we
can limit the model to a volume corresponding with the red striped surface of Figure 66.
Looking at this restricted volume, shows us that this can be split up again in four
equivalent volumes, the black quadrangles on Figure 66. This is if we assume that the
holes are square. In every volume we have one part of a yarn lying under a part of
another yarn. Therefore only a representative volume equivalent with a black
quadrangle must be made as a cotton fabric can be composed by putting a number of
this REV together.
Figure 66. REV of a cotton fabric.

99
The REV was modelled with the program GID. GID allows developing a geometrical
model by drawing it in a graphical interface; it generates meshes that can be used in
numerical programs, in our case the program HAMFEM. The model of the measured
cotton sheet has a thickness of 230 µm and a width of 175 µm; the values are based on
the microscope images and measurements on the samples, the mean values are used. To
achieve a good mesh 1022 nodes and 4666 elements are needed. An elliptic description
is used for the cross-section of the yarns, the yarns have a sinusoidal course. The
rendered volume in GID is shown on Figure 67 (a), the labelled node numbers of the
centre axis of the cotton yarns are shown on Figure 67 (b).
(a) (b)
Figure 67. REV of textile sheet in GID (modelling program).
3.2 Three dimensional modelling and effective permeability
The same theory as for the paper is now applied on the cotton. The cotton yarns volume
fraction in the REV is equal to 0,48. Consequently the density of the cotton yarns
accounts 1000 kg/m³. As we measured the moisture content and capacity of the textile
sheet itself, the properties of the cotton yarns can be derived from those measurements.
By applying equation 27 and 28 in the reverse way we get:
cΨ
c
textilec
wwΨ
= and c
textilec Ψ=ξξ
(c =cotton). The question remains now what the value of the vapour permeability of the
cotton δc is.
By knowing all the properties of the textile sheet, we can model this sheet by the
effective volume as if the air and the cotton yarns are the same material; a
homogenisation of the two-material system is made. To find the vapour permeability of

100
the cotton yarns, we have to adjust this parameter in the model where cotton and air are
considered separately (two-material system equal to the real textile). The adjustment
needs to be done until the solution of this modelling equals the solution of the
homogenised model.
We illustrate this for the case where the relative humidity increases from 8 to 54%. The
temperature is kept constant at 23°C. The surface coefficient β is taken to be
6,5.10-8 s/m. The vapour resistance factor of the cotton fabric is taken constant and has a
value of 2,12. The modelling is done in HAMFEM, so the parameters of equation 6 and
7 are used. The vapour resistance factor of the cotton yarns is found to be 3.
The simulation result for a period of 400 seconds is shown on Figure 68. The relative
error is maximally 0,05%. The simulation also illustrates the important effect of the air
between the cotton yarns. Without the influence of air, the moisture content increases
much slower, after 400 seconds the relative humidity in the cotton is 9,5%, whereas the
relative humidity of the real cotton fabric is then already 54%.
0.010
0.015
0.020
0.025
0.030
0.035
0.040
0.045
0 50 100 150 200 250 300 350 400time (s)
Moi
stur
e co
nten
t (kg
/kg)
-0.0001
0.0006
0.0012
0.0018
0.0024
0.0030
0.0036
Relative error (-)
effective textile simulationreal textile simulation, cotton+airreal cotton simulation, cotton (no air!)relative error between effective and real textile simulation
Figure 68. Real and effective textile simulation.
3.3 Penetration profile
The increase in moisture content and in relative humidity in the nodes of Figure 67(b) is
plotted in the following figures. The simulation is done with the real textile model (two
elements model, cotton and air). The node 1022 on the surface exposed to the RH step,
takes up the moisture the fastest, also the relative humidity increases there the fastest.

101
The difference between the nodes is the greatest at the beginning of the loading, as time
continues, the moisture content and relative humidity become equal in the different
nodes. Comparing node 1022 to node 851 (comparing top to bottom) gives a maximum
difference of 1,4 kg/m³ and 3,4% RH.
(a)
14
22
30
38
0 5time
0(s)
Moi
stur
e co
nten
t (kg
/m³)
0
5
10
15
Moisture content difference top-
bottom (kg/m
³)
node 1022node 1017node 1009other nodesdifference top-bottom
(b)
0.04
0.14
0.24
0.34
0.44
0.54
0 5time
0(s)
RH
(-)
0.00
0.10
0.20
0.30
0.40
0.50
RH
difference top-bottom (-)
node 1022node 1017node 1009other nodesdifference top-bottom
Figure 69. (a) Moisture content and (b) RH difference between nodes of cotton yarns, real textile model.

102
3.4 Conclusions
Textile fabrics are thin materials with a three dimensional geometry. The distances
between cotton yarns and the width of a cotton yarn fluctuate throughout the textile
sheet (see 2.1.1). Therefore, a simplification must be made to be able to develop an
equivalent representative volume for modelling.
Textile fabrics have a high vapour permeability due to the openings between the textile
yarns. This leads to a fast moisture uptake, as is illustrated by Figure 68. Equilibrium is
reached after a period of a few minutes in isothermal conditions. Thus textile fabrics
will influence the indoor climate only for short time scales, as they buffer moisture
rapidly. When they attain their equilibrium state at a given ambient condition, no more
moisture will be buffered by them.

103
PART 3 PAPER&COTTON
1 Modelling moisture buffering in a room
To get an idea of the role that paper, especially books, and cotton can play in the
moisture buffering of a room, simulations with the program ROOMHAM (Roels,
Carmeliet, 2005) have been done. We expect that the books and the textile will cause a
less varying indoor climate; as can be concluded from test results (Svennberg,
Hedegaard and Rode, 2004).
1.1 Simulations with ROOMHAM
ROOMHAM is a program that calculates the relative humidity in a room, taking into
account ventilation, moisture sources and moisture buffering. With this program,
calculations have been made to determine the influence of textile and paper material on
the fluctuations of the relative humidity in an indoor environment.
Input to the ROOMHAM program are material properties: the density of the material,
the heat capacity, the heat transfer coefficient and the moisture properties: the sorption
curve, the moisture capacity and the vapour permeability. The moisture properties
determined in part 1 and 2 are used for the modelling.
The general equation that is solved is the moisture balance of the room:
bufvpvivevi AqGnVtV
−+−=∂
∂3600
).(. ρρρ (44)
with viρ the water vapour concentration inside [kg/m³], veρ the water vapour
concentration outside [kg/m³], V the volume of the room [m³], n the ventilation rate
[1/h], Gvp the vapour production inside the room [kg/s], A the surface available for
hygroscopic buffering of a certain material [m²] and qbuf the water vapour exchange
with this absorbing surface [kg/(m²s)]. This equation counts when no other hygroscopic
materials are in the room and when the only coupling between indoor and outside
climate is the ventilation of the room with the outside air. The ventilation rate is taken

104
0,5 per hour. The outside climate is kept constant at 10°C and 50% RH, in this way it
doesn’t disguise the hygroscopic response of the room. The inside temperature is 20°C.
The water vapour exchange with the absorbing area is calculated with a finite element
model to analyse the coupled heat and moisture transport, the relative humidity in the
room is the boundary condition. The interior surface coefficients are taken to be 8
W/m²K for heat transport and 2.10-8 s/m for vapour transport. For our simulations a
room with a volume of 80 m³ is taken.
The calculations are done for a period of ten days. The moisture production varies
during the day as given in Table 26. Two cases are calculated, one with peaks in the
moisture production and one with a constant moisture production during occupation.
Table 26. Moisture production in room.
hour moisture production
(with peaks) (g/h)
moisture production
(no peaks) (g/h)
1→5 120 240
6→7 360 240
8→17 0 0
18 120 240
19→20 600 240
21→24 120 240
The assumptions for the moisture production and the ventilation rate are based on the
book ‘Randvoorwaarden, prestaties, materiaaleigenschappen’ (Hens, 2003). The surface
coefficients are based on the book ‘Warmte-en massatransport’ (Hens, 2003).
1.1.1 Material input
The moisture properties from the measurements on paper and cotton are applied.
ROOMHAM uses an equation of the van Genuchten type for the sorption curve,
expressing the relative humidity in terms of capillary pressure, described by equation
30: nn
ncsat paww
−
+=1
))'.(1.( . The capillary pressure is taken to be positive in

105
ROOMHAM (in HAMFEM a negative value is used): TRpc ..).ln( ρφ−= and a’
becomes TR
aa..
'ρ
−= .
The vapour resistance coefficient is described by: ).exp(.1
1
φμ
μcb
dry
+= (45)
For the heat properties of the materials, standard values are taken. A synopsis of the
modelling parameters is given in the tables below.
Table 27. Density and heat properties of materials used in ROOMHAM modelling.
density
(kg/m³)
heat capacity
(J/kgK)
heat transfer
coefficient (W/mK)
cotton 478 1210 0,04
telephone book paper 690 750 0,06
magazine paper 840 750 0,06
Table 28. Moisture parameters of materials used in ROOMHAM modelling.
wsat (kg/m³) a’ n µdry b c
cotton 81 1,85.10-7 1,56 2 / /
telephone book paper 345 6,28.10-7 1,54 108,7 6,43.10-5 7,14
magazine paper 252 5,095.10-7 1,51 599 7,57.10-7 11
1.1.2 Simulations
The change in variation in relative humidity is calculated when cotton is present in the
room and when books are present. The walls are considered not to buffer moisture. The
calculation is done for a buffering surface of 15, 30 and 45 m². For the books, three
different paper fractions are used: 50, 75 and 100%.
The books are modelled with a depth of 15 cm, the cotton with its thickness of 230 µm.
The developed homogenised model for books is used. The model is one dimensional,
consisting of 2-node line elements. The cotton model is divided into 20 elements, the
book model into 200 elements.

106
The maximum difference in relative humidity is calculated for the moisture production
with and without peaks and this for the three materials. The result is plotted in function
of the buffering surface. Figure 70(a) and Figure 72(a) show the change in the
maximum difference in relative humidity for ‘telephone books’, Figure 70(b) and
Figure 72(b) show this for ‘magazine books’. The result for cotton is given in Figure
71(a) and Figure 73(a).
Figure 71(b) and Figure 73(b) give the variation in relative humidity for the last 32
hours of the simulation, when the buffering surface of cotton is 45m² and the buffering
surface of the books is 15m²; the paper fraction of the books is 75%.
These values for the buffering surfaces are based on measurements of the available
buffering surface in a living room and in a student room (see Appendix 5). A value of
45 m² for textile materials is realistic in a room of 80 m³. When assuming that one side
wall of a room of 80 m³ is covered with books, like it could be in an office, a value of
15 m² is appropriate. Estimating the paper fraction of a book, based on books standing
on a book rack, gives values between 75 and 85%.
1.1.2.1 Moisture production with peaks
(a)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 15 30 45
(b)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 15 30 45buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
buffering material: telephone book, Ψp=50% buffering material: magazine, Ψp=50%buffering material: telephone book, Ψp=75% buffering material: magazine, Ψp=75%buffering material: telephone book, Ψp=100% buffering material: magazine, Ψp=100%
Figure 70. Maximum difference in relative humidity for a peak moisture production in function of the buffering surface and the paper fraction of (a) telephone book, (b)
magazine.
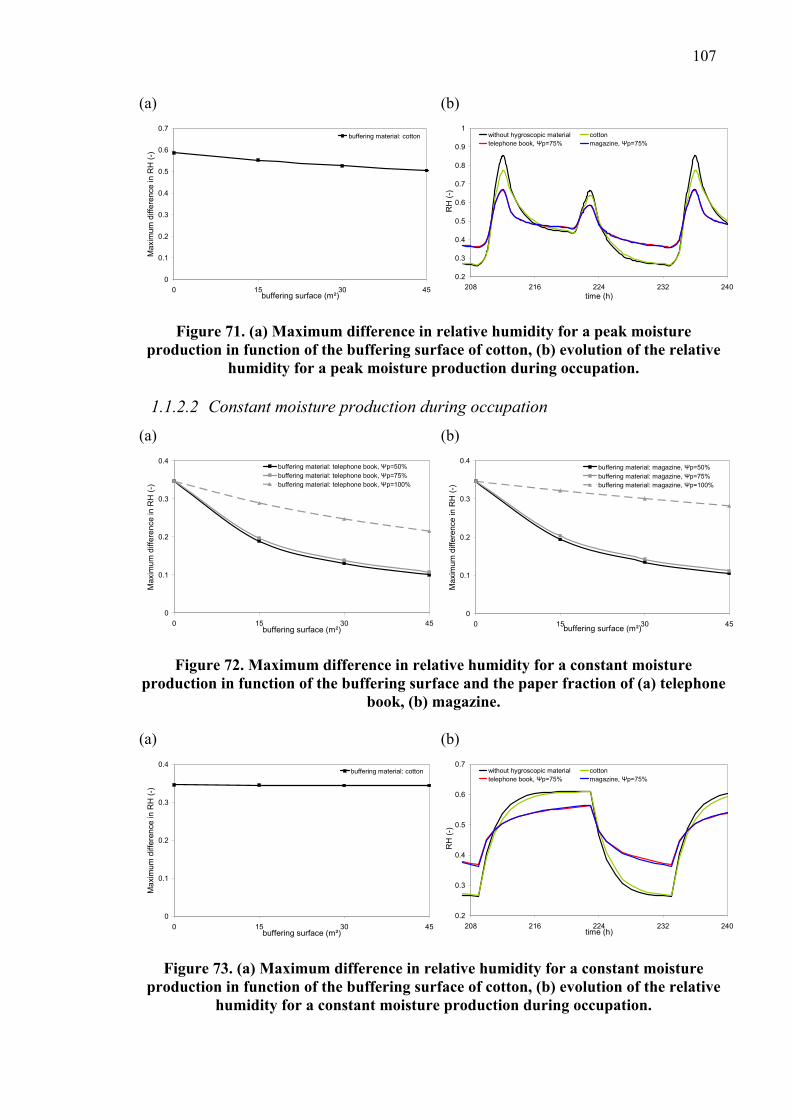
107
(a)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 15 30 45
(b)
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
208 216 224 232 240time (h)
RH
(-)
without hygroscopic material
buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
cottonbuffering material: cottontelephone book, Ψp=75% magazine, Ψp=75%
Figure 71. (a) Maximum difference in relative humidity for a peak moisture production in function of the buffering surface of cotton, (b) evolution of the relative
humidity for a peak moisture production during occupation. 1.1.2.2 Constant moisture production during occupation
(a)
0
0.1
0.2
0.3
0.4
0 15 30 45
(b)
0
0.1
0.2
0.3
0.4
0 15 30 45buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
buffering material: telephone book, Ψp=50% buffering material: magazine, Ψp=50%buffering material: telephone book, Ψp=75% buffering material: magazine, Ψp=75%buffering material: telephone book, Ψp=100% buffering material: magazine, Ψp=100%
Figure 72. Maximum difference in relative humidity for a constant moisture production in function of the buffering surface and the paper fraction of (a) telephone
book, (b) magazine.
(a)
0
0.1
0.2
0.3
0.4
0 15 30 45
(b)
0.2
0.3
0.4
0.5
0.6
0.7
208 216 224 232 240time (h)
RH
(-)
without hygroscopic material
buffering surface (m²)
Max
imum
diff
eren
ce in
RH
(-)
buffering material: cotton cottontelephone book, Ψp=75% magazine, Ψp=75%
Figure 73. (a) Maximum difference in relative humidity for a constant moisture production in function of the buffering surface of cotton, (b) evolution of the relative
humidity for a constant moisture production during occupation.

108
1.1.2.3 Concluding observations
We observe that for a moisture production with peaks, the cotton helps to decrease the
maximum difference in relative humidity (initially 59%) by 8% when having a
buffering surface of 45 m², this is a relative decrease of 14%. The cotton buffers a part
of the peak caused by the moisture production of 600 g/h. For the constant moisture
production this is not the case. This can be explained by the small thickness of the
cotton sheets (in our calculations 230µm). When there is a constant moisture production
for a longer period of time, the cotton sheets become fully loaded with moisture at the
ambient relative humidity and cannot buffer moisture anymore. As a consequence, its
influence on the relative humidity of the room is limited.
Looking at the books shows that a paper fraction of 75% gives quasi the same results as
a paper fraction of 50%; also there is almost no difference between the two types of
paper. When the books would be fully closed, a paper fraction of 100%, the difference
in hygroscopic capacity between telephone book paper and magazine paper becomes
clear. Books can decrease the maximum difference in relative humidity a lot more than
textiles, thanks to their larger volumes. For books, we have penetration depths for
moisture of centimeters, whereas the thickness of a textile fabric is only a hundred
micrometers. Books buffer moisture of peak moisture productions as well as of constant
moisture productions.
A book surface of 15m² with paper fractions for the books of 75% gives a relative
decrease of the maximum difference in relative humidity for the peak moisture
production of 48% for the telephone book, and 46% for the magazine. The decrease for
the constant moisture production is 43% for the telephone book and 41% for the
magazine.
1.1.3 Discussion
The simulations above illustrate that books can have an important influence on the
relative humidity fluctuations in a room, if the buffering surface is large enough. Thin
cotton sheets aid to buffer peaks in relative humidity. It can be expected that for thicker
textile materials (e.g. a carpet, curtains), this buffering effect will be more explicit.
The calculations in ROOMHAM do not take the hysteresis behaviour of cotton and
paper in account. Future work could include implementing the hysteresis effect in the
simulations.

109
To understand the effect of books and textiles on macro-scale thoroughly, a test room
should be build. In this way, theory and measurements could be compared and adjusted
to each other. The influence of the distance of the moisture source and the air movement
around books could be measured. In this way we would get an answer to the question
which surfaces of the books are accessible (only the top or also the back surface) and if
we can speak of a micro-climate around the books. The micro-climate would determine
then the buffering behaviour of the books. For example, it could be that the air reaches
the back side of a book later than the top surface when the book is standing on a book
rack. A first attempt for the design of a test room can be found in Appendix 6 (this
design still needs to be optimized!).

110
GENERAL CONCLUSION
This master thesis investigates first the hygroscopic properties of paper and textile. Two
paper materials were measured, a telephone book type of paper (this kind of paper is
also newspaper like) and a magazine type of paper. The macroscopic structure of these
materials is mainly build up by cellulose, and therefore, the hygroscopic mechanisms in
the materials are alike. The sorption curves and the vapour resistance factor were
measured in isothermal conditions. By this, the characteristic moisture properties, being
the moisture capacity and moisture permeability were determined. Both materials show
a hysteresis behaviour, the main adsorption isotherms lie below the main desorption
isotherms. This hysteresis behaviour is important in calculations, as the adsorption or
desorption path that is followed by the paper or the cotton influences the hygroscopic
buffering behaviour and therefore the results of calculations.
A model was developed to simulate the hygroscopic behaviour of books. Instead of
modelling a book by a two-material model, parallel layers of air and paper, a book is
homogenised, consisting of one ‘effective’ material. This model is based on two
characteristic features:
1. The air has a much lower moisture capacity than the paper, and therefore this
capacity can be neglected.
2. A book is a parallel system of air and paper, by which the vapour permeability is
determined by a summation of the vapour permeabilities of the paper and the air
layers, weighted with their respective fraction values.
With this model, it becomes easier to simulate the hygroscopic behaviour of books in
programs, as only a one dimensional model (1 material) needs to be used anymore,
instead of the previous two dimensional model (2 materials, air and paper).
It is shown that the air layers in between the paper sheets determine the rate of the
moisture uptake. As the air layer fraction in a book increases, the moisture uptake goes
faster and the book will reach equilibrium earlier than a fully closed book. The
hygroscopic loading of a book takes several weeks, as was also experimentally shown.
Book samples of five centimetre thickness were placed in a test setup going from 54 to
79,5% RH; after a period of 4 weeks, equilibrium was not yet fully attained.

111
For the measured cotton fabric, a finite element model was developed of the real fabric
structure. This model is more complex as the fabric has a three dimensional structure.
Also some simplifications must be made to develop the model, as there is a lot of
variation of the width of the cotton yarns and the dimensions of the holes in between the
yarns. The model can be used to understand the mechanism of moisture penetration in a
textile sheet. It is shown that the air holes in between the cotton yarns are determining
for the fast moisture uptake of a textile fabric. In isothermal conditions, textile fabrics
are loaded in a period of minutes.
Finally the measured properties and the developed effective book model were used in a
simulation program (ROOMHAM) to understand the effect of the materials on the
relative humidity fluctuations in a room. The simulations show that cotton can only
affect peaks in moisture production. Constant moisture productions will only be
buffered to a small amount by textile fabrics, as they attain their equilibrium with the
environment already after a few minutes. Books can buffer peaks in moisture
production as well as constant moisture productions significantly. Therefore the
available buffering surface must be large enough. This will be the case in for example
offices and libraries.

112
FUTURE WORK
Future work could consist of investigating which analytical description of the sorption
curves is the most appropriate for materials like paper and textile fabrics. In the
performed work, we used a description of the van Genuchten type, given by equation 6.
This description does not always give the best results, as could be seen through this
thesis report. The problem with equation 6 is that the parameter a should increase
(become closer to zero) to get better fits. But when doing this, the overall course of the
sorption curve is not correct anymore, as the capacity would decrease then at high
relative humidities, which contradicts reality.
At the end of the research, it was found that a description with the Mualem model could
be better. It would be interesting to investigate also other analytical descriptions, to find
the best description and implementing it in modelling programs.
The test with the book samples to determine the dynamic behaviour of books should be
repeated. Thinner books should be made (not with a thickness of five centimetres
anymore, but a lower thickness) so that the samples attain equilibrium faster. Also there
should be taken care of to ensure that the books follow the main adsorption curve.
Therefore the books should be fully dried first, then placed in an environment of
54%RH until they attain equilibrium and only then the dynamic loading can start. In this
way, the simulations of the test will become much more accurate. Also the influence of
determining the vapour permeability out of the cup test by equation 43 instead of 41
could be investigated.
The vapour permeability of the cotton fabric should be remeasured in a stationary way
instead of the dynamic loading test performed during the research. This dynamic
loading gave problems as the vapour resistance factor was found to be higher at 70%RH
than at 33%RH, which is impossible.
The calculations were done for steps in relative humidity. Future work could be to
simulate the effect of cyclic changes in relative humidity on books and textiles.

113
The calculations were all done assuming a constant temperature, so in isothermal
conditions. Future work could consist of calculating the coupled effect of heat and
moisture changes.
The hysteresis behaviour was not implemented in the ROOMHAM program when
calculating the effect of books and cotton on the relative humidity fluctuations. As the
hysteresis effect influences the hygroscopic behaviour of books and textiles, this could
be implemented in the future.
Also measurements should be done in a test room to combine theory and practice and
get an idea of what really happens in a room when buffering materials like books and
textiles are placed in it.

114
List of figures
Figure 1. Structure of cellulose. (Wikipedia).......................................................................... 11 Figure 2. Adsorption isotherms of paper (kg/kg)................................................................... 20 Figure 3. Adsorption isotherms of paper (kg/m³)................................................................... 20 Figure 4. Moisture capacity of paper (kg/kg). ........................................................................ 21 Figure 5. Moisture capacity of paper (kg/m³)......................................................................... 21 Figure 6. Vapour resistance factor of paper........................................................................... 22 Figure 7 (a)-(b): SEM images of the edge of telephone book paper. .................................... 25 Figure 8 (a)-(b) : SEM images of flat surface of telephone book paper. .............................. 26 Figure 9 (a)-(b): SEM images of the edge of magazine paper............................................... 26 Figure 10 (a)-(b): SEM images of flat surface of magazine paper........................................ 26 Figure 11. Picture of a dessicator. ........................................................................................... 29 Figure 12. (a): Full adsorption curve and desorption scanning curves for telephone book;
(b): Full adsorption curve and desorption scanning curves for magazine. Coloured
curves: analytical fit on main adsorption curve. ........................................................... 30 Figure 13. Mualem model-Measured (squares and bullets) and fitted (solid line) sorption
curves for (a) telephone book, (b) magazine. ................................................................. 32 Figure 14. Telephone book specimen in a cup to determine the vapour permeability. ...... 33 Figure 15. Results of the cup test to determine the vapour permeability for telephone book
and magazine. ................................................................................................................... 34 Figure 16. Measured data (squares) with standard deviation and fitted (solid line) curves
of the vapour resistance factor for (a) telephone book, (b) magazine. ........................ 36 Figure 17. Schematic overview of the test set-up used in the dynamic experiments........... 39 Figure 18. Samples for testing dynamic behaviour of books, (a) magazine paper, high and
low paper fraction; (b) telephone book paper, low paper fraction. ............................. 39 Figure 19. Book samples after dismantling of plexiglass, (a) telephone book high paper
fraction, (b) telephone book low paper fraction, (c) magazine low paper fraction. ... 39 Figure 20. (a) Evolution of the average moisture content (kg/kg) for the magazine and
telephone book (high paper fraction), (b) evolution of the difference in average
moisture content (kg/m³) for the magazine and telephone book (high paper fraction).
............................................................................................................................................ 42 Figure 21. (a) Evolution of the average moisture content (kg/kg) for high and low paper
fraction (magazine), (b) evolution of the difference in average moisture content
(kg/m³) for high and low paper fraction (magazine). .................................................... 43 Figure 22. REV (representative elementary volume) of a book............................................ 46

115
Figure 23. Schematic representation of 900 elements model, 420 and 200 elements model.
............................................................................................................................................ 47 Figure 24. Moisture content in (a) 900 elements model, (b) 420 and 200 elements model. 48 Figure 25. Moisture penetration profile in a paper sheet of 15 cm length; (a): influence of
air layer of same thickness as paper sheet -(b) no influence of air layer..................... 48 Figure 26. (a) Influence of surface coefficient and (b) air layer thickness when modelling
the hygroscopic behaviour of books................................................................................ 49 Figure 27. REV (representative elementary volume) of an effective book. ......................... 50 Figure 28. Real and effective phonebook simulation, Ψp 60%............................................. 52 Figure 29. Relation between correction factor mdelta and paper fraction Ψp. Diamonds:
simulation results. Line: linear approximation. ............................................................ 52 Figure 30. Moisture transport mechanisms in a book. .......................................................... 54 Figure 31. Correction factor meffus for the telephone book and magazine paper. ............... 56 Figure 32. Effusivity of telephone book and magazine paper. .............................................. 56 Figure 33. Real and effective phonebook simulation, Ψp 60%, vapour permeability paper
is variable. ......................................................................................................................... 57 Figure 34. Mass of the specimens in the dynamic test of books, measurements (solid lines)
and analytical description (dashed lines) for (a)-(b) telephone book, (c)-(d) magazine.
............................................................................................................................................ 59 Figure 35. Measured weight change of telephone book sample with low paper fraction,
when imposing a step in RH from 54 to 79,5% RH (at test setup TU Eindhoven). ... 60 Figure 36. Comparison between correction factor for vapour permeability of book model
(assuming main adsorption) and analytical description; (a) telephone book, (b)
magazine............................................................................................................................ 62 Figure 37. Vapour resistance factor of telephone book in function of (a) saturation degree;
(b) relative humidity for main adsorption and main desorption. ................................ 64 Figure 38. Vapour resistance factor of magazine in function of (a) saturation degree; (b)
relative humidity for main adsorption and main desorption. ...................................... 65 Figure 39. Moisture content of magazine book samples........................................................ 66 Figure 40. Moisture capacity and vapour resistance factor of magazine book sample with
high paper fraction........................................................................................................... 66 Figure 41. Simulating the dynamic behaviour of magazine high paper fraction, with
effective book model......................................................................................................... 67 Figure 42. Moisture capacity and vapour resistance factor of magazine book sample with
low paper fraction. ........................................................................................................... 68 Figure 43. Simulating the dynamic behaviour of magazine low paper fraction, with
effective book model......................................................................................................... 68

116
Figure 44. Moisture content of telephone book samples. ...................................................... 69 Figure 45. Moisture capacity and vapour resistance factor of telephone book sample with
high paper fraction........................................................................................................... 70 Figure 46. Simulating the dynamic behaviour of telephone book high paper fraction, with
effective book model......................................................................................................... 71 Figure 47. Moisture capacity and vapour resistance factor of telephone book sample with
low paper fraction. ........................................................................................................... 71 Figure 48. Simulating the dynamic behaviour of telephone book low paper fraction, with
effective book model......................................................................................................... 72 Figure 49. Comparison between vapour resistance factors using equation 41 or 43, for (a)
telephone book, (b) magazine. ......................................................................................... 75 Figure 50. Schematics of woven composites. (Tang et al, 2005)............................................ 77 Figure 51. Adsorption isotherms of textiles (g/g); dots=data from literature, continuous
lines=fitted curves............................................................................................................. 85 Figure 52. Adsorption isotherms of textiles (kg/m³)............................................................... 85 Figure 53. Moisture capacity of textiles (g/g).......................................................................... 86 Figure 54. Moisture capacity of textiles (kg/m³)..................................................................... 86 Figure 55. Vapour resistance factor of textiles. ...................................................................... 87 Figure 56 (a)-(b): Microscope images of flat surface of cotton; (c)-(d): SEM images of flat
surface of cotton. .............................................................................................................. 89 Figure 57 (a)-(b): Microscope images of fibers of cotton; (c)-(d): SEM images of fibers of
cotton. ................................................................................................................................ 90 Figure 58 (a)-(b): SEM images of the edge of cotton. ............................................................ 90 Figure 59. Graphical output of Quips program; (a): areas between cotton yarns, (b)
distances of cotton fabric. ................................................................................................ 91 Figure 60. Area between cotton yarns of (a) x40 enlargement and (b) x80 enlargement;
distance between cotton yarns (calculated as ‘equivalent side’ of areas) of (c) x40
enlargement and (d) x80 enlargement. ........................................................................... 92 Figure 61. Distance between cotton yarns of (a) x40 enlargement and (b) x80 enlargement;
width of cotton yarn of (a) x40 enlargement and (b) x80 enlargement. ...................... 93 Figure 62. Full adsorption curve and desorption scanning curves for cotton. Coloured
curve: analytical fit on main adsorption curve.............................................................. 94 Figure 63. Mualem model-Measured (squares and bullets) and fitted (solid line) sorption
curves for cotton fabric.................................................................................................... 95 Figure 64. Cotton sample for dynamic vapour permeability test. ........................................ 96 Figure 65. Test setup for determining vapour permeability of cotton by dynamic test. .... 96 Figure 66. REV of a cotton fabric............................................................................................ 98

117
Figure 67. REV of textile sheet in GID (modelling program). .............................................. 99 Figure 68. Real and effective textile simulation.................................................................... 100 Figure 69. (a) Moisture content and (b) RH difference between nodes of cotton yarns, real
textile model. ................................................................................................................... 101 Figure 70. Maximum difference in relative humidity for a peak moisture production in
function of the buffering surface and the paper fraction of (a) telephone book, (b)
magazine.......................................................................................................................... 106 Figure 71. (a) Maximum difference in relative humidity for a peak moisture production in
function of the buffering surface of cotton, (b) evolution of the relative humidity for a
peak moisture production during occupation.............................................................. 107 Figure 72. Maximum difference in relative humidity for a constant moisture production in
function of the buffering surface and the paper fraction of (a) telephone book, (b)
magazine.......................................................................................................................... 107 Figure 73. (a) Maximum difference in relative humidity for a constant moisture
production in function of the buffering surface of cotton, (b) evolution of the relative
humidity for a constant moisture production during occupation.............................. 107

118
List of tables
Table 1. Material characteristics of paper.............................................................................. 18 Table 2. The parameters for the analytical fit of the adsorption isotherms for different
types of paper.................................................................................................................... 19 Table 3. The parameters for the analytical fit of the resistance factor for paper. .............. 22 Table 4. Chemical composition of telephone book and magazine. ....................................... 27 Table 5. The parameters for the analytical fit of the adsorption isotherms for telephone
book and magazine........................................................................................................... 29 Table 6. The parameters for the Mualem model of the sorption isotherms for telephone
book and magazine........................................................................................................... 31 Table 7. Water vapour resistance factors for telephone book and magazine...................... 35 Table 8. Parameters for the fit of the vapour resistance factor for telephone book and
magazine............................................................................................................................ 35 Table 9. Dimensions of book specimens for dynamic testing. ............................................... 38 Table 10. Data of the test specimens for dynamic testing...................................................... 38 Table 11. Dimensions of the calcium silicate specimens used in TU Eindhoven test setup to
determine surface mass transfer coefficient. ................................................................. 40 Table 12. Parameters for the analytical description of the dynamic behaviour of books
(adsorption)....................................................................................................................... 59 Table 13. Estimation of book capacity and vapour permeability for tested book samples,
based on the book model, assuming that books follow main adsorption curve. ......... 61 Table 14. Comparison between expected moisture content of book samples and measured
moisture content. .............................................................................................................. 63 Table 15. Moisture content of magazine book samples. ........................................................ 65 Table 16. Parameters for fit of sorption curve of magazine book samples.......................... 65 Table 17. Parameters for fit of sorption curve of telephone book samples.......................... 69 Table 18. Moisture content of telephone book samples. ........................................................ 69 Table 19. Parameters for the fit of the vapour resistance factor of telephone book and
magazine, applying equation 43. ..................................................................................... 73 Table 20. Typical values of fiber densities. (From 'Physical properties of textile fibers',
p.156). ................................................................................................................................ 78 Table 21. Material characteristics of textiles.......................................................................... 83 Table 22. The parameters for the analytical fit of the sorption isotherms for different types
of textiles. .......................................................................................................................... 84 Table 23. The parameters for the analytical fit of the resistance factor for textiles. .......... 87

119
Table 24. Mean values of distance between cotton yarns and width of cotton yarn from
Quips program. ................................................................................................................ 92 Table 25. Water vapour resistance factors for cotton fabric. ............................................... 96 Table 26. Moisture production in room. ............................................................................... 104 Table 27. Density and heat properties of materials used in ROOMHAM modelling. ...... 105 Table 28. Moisture parameters of materials used in ROOMHAM modelling. ................. 105

120
References
Carmeliet J., de Wit M., Janssen H., 2005. Hysteresis and moisture buffering of wood.
Symposium of Building Physics in the Nordic Countries, June 13-15 2005, Reykjavik,
Iceland, pp.55-62.
Chatterjee S.G., 2001. Comparison of Domain and Similarity Models for Characterizing
Moisture Sorption Equilibria of Paper. Industrial and Engineering Chemical Research,
Vol. 40, pp.188-194.
Efremov G.I., 2005. Calculations of the effective diffusion coefficient in drying of
polymers, fibres, and composite materials with a quasistationary method. Fibre
Chemistry, Vol. 37, No. 1, pp.67-72.
Foss W.R., Bronkhorst C.A., Bennett K.A., 2003. Simultaneous heat and mass transport
in paper sheets during moisture sorption from humid air. International Journal of Heat
and Mass Transfer, Vol. 46, pp.2875-2886.
Ghali K., Ghaddar N., Jones B., 2002. Emperical Evaluation of Convective Heat and
Moisture Transport Coefficients in Porous Cotton Medium. Journal of Heat Transfer,
Vol. 124, pp.530-537.
Goossens E., 2003. Moisture transfer properties of coated gypsum. PhD-thesis TU/e,
Eindhoven, The Netherlands.
Gupta H., Chatterjee S.G., 2003. Parallel Diffusion of Moisture in Paper. Part 1: Steady-
State Conditions. Industrial and Engineering Chemical Research, Vol. 42, pp.6582-
6592.
Gupta H., Chatterjee S.G., 2003. Parallel Diffusion of Moisture in Paper. Part 2:
Transient Conditions. Industrial and Engineering Chemical Research, Vol. 42,
pp.6593-6600.

121
Hagentoft C.E. et al, 2004. Assessment Method of Numerical Prediction Models for
Combined Heat, Air and Moisture Transfer in Building Components: Benchmarks for
One-dimensional Cases. Journal of Thermal Envelope and Building Science, Vol. 27,
No. 4, pp.327-351.
Hens H., 2003. Bouwfysica 1, Warmte- en massatransport. Uitgeverij Acco, zesde,
gewijzigde druk 2003.
Hens H., 2003. Toegepaste bouwfysica 1, Randvoorwaarden, prestaties,
materiaaleigenschappen. Uitgeverij Acco, derde, volledig herwerkte uitgave 2003.
Janssen H., Blocken B., Carmeliet J., 2005. Conservative modelling of the moisture and
heat transfer in building components under atmospheric excitation. Accepted for
International Journal for Heat and Mass Transfer.
Kumaran, K., 1996. International Energy Agency, Condensation and energy –
Catalogue of material properties. Report Annex XIV Volume 3, Energy conservation in
buildings.
Leisen J., Beckham H.W., Benham M., 2003. Sorption Isotherm Measurements by
NMR. Solid State Nuclear Magnetic Resonance, Vol. 22, pp.409-422.
Morton W.E., Hearle J.W.S., 1993. Physical properties of Textile Fibres. Published by
the Textile Institute, third edition 1993.
Niskanen, K., 1998. Papermaking Science and Technology Book 16: Paper Physics.
The Finnish Pulp and Paper Research Institute.
Okubayashi S., Griesser U.J., Bechtold T., 2004. A kinetic study of moisture sorption
and desorption on lyocell fibers. Carbohydrate Polymers, Vol. 58, pp.293-299.
Motta Lima O.C., Monteiro A.S., Pereira N.C., Mendes E.S., 2003. Moisture
Equilibrium Isotherms for a Commercial Liquid Package Paper. Drying Technology,
Vol. 21, No. 10, pp.1909-1922.

122
Ramarao B.V., Massoquete A., Lavrykov S., Ramaswamy S., 2003. Moisture Diffusion
Inside Paper Materials in the Hygroscopic Range and Characteristics of Diffusivity
Parameters. Drying Technology, Vol. 21, No. 10, pp.2007-2056.
Ramaswamy S., Gupta M., Goel A., Aaltosalmi U., Kataja M., Koponen A., Ramarao
B.V., 2004. The 3D structure of fabric and its relationship to liquid and vapor transport.
Colloids and Surfaces A: Psychochemical and Engineering Aspects, Vol. 241, pp.323-
333.
Roels S., 2004. Inter-laboratory comparison on measurement of moisture buffering
properties of gypsum board. Instruction document to Annex 41 Moist-Eng Subtask 2:
Experimental analysis of Moisture Buffering.
Roels S., Carmeliet J., 2005. Water vapour permeability and sorption isotherm of coated
gypsum board. Proceedings of the 7th symposium on Building Physics in the Nordic
Countries, The Icelandic Building Research Institute, Reykjavik, Iceland.
Roels S., Janssen H., 2005. Is the moisture buffer value a reliable material property to
characterise the hygric buffering capacities of building materials? Working document to
IEA Annex 41 Moist-Eng 4th working meeting, October 26-28 2005, Trondheim,
Norway.
Schick M.J., 1975. Surface characteristics of fibers and textiles.
Shirmer R., 1938. Die Diffusionszahl von Wasserdampf-Luftgemischen und die
Verdampfungs-geschwindigkeit. VDI Beheift Verfahrenstechnik, nr. 6, 170.
Svennberg K., 2003. Determination of Moisture Properties for Materials Exposed to the
Indoor Air. Licentiate thesis, Lund University, Sweden.
Svennberg K., 2004. Sorption isotherms for textile fabrics and foam used in the indoor
environment. Working document to IEA Annex 41 Moist-Eng 2nd working meeting,
October 27-29 2004, Glasgow, UK.

123
Svennberg K., 2004. Determination of moisture properties and verification of step-
responses for materials and material combinations. Working document to IEA Annex
41 Moist-Eng Subtask II meeting, May 12-14 2004, Zürich, Switzerland.
Svennberg K., Hedegaard L., Rode C., 2004. Moisture Buffer Performance of a Fully
Furnished Room. Proceedings of Performance of Exterior Envelopes of Whole
Buildings IX, International Conference, December 5-10 2004, US Department of
Energy, Oak Ridge National Laboratory, 2004 ASHRAE.
Svennberg K., Claesson J., Hansen K., 2005. Moisture penetration in a chair seat as a
response to daily RH variations in the indoor air. Proceedings of the 7th symposium on
Building Physics in the Nordic Countries, The Icelandic Building Research Institute,
Reykjavik, Iceland, pp.703-710.
Tang X., Whitcomb J.D., Yanmei L., Sue H., 2005. Micromechanics modelling of
moisture diffusion in woven composites. Composites Science and Technology, Vol. 65,
pp.817-826.
Zhu Q., Li Y., 2003. Effects of pore size distribution and fiber diameter on the coupled
heat and liquid moisture transfer in porous textiles. International Journal of Heat and
Mass Transfer, Vol. 46, pp.5099-5111.
Standards
EN ISO 12572, June 2001. Hygrothermal performance of building materials and
products – Determination of water vapour transmission properties.
Brochures
Philips, 1996. Environmental Scanning Electron Microscopy.
JEOL. Invitation to the SEM World, for people who are using the SEM for the first
time.

124
Websites
www.paperonweb.com
w3.upm-kymmene.com
www.isobar.be
www.dantecdynamics.com
www.wikipedia.org