rpe92 s01 titel e - automation.siemens.com · ylene production to the new basell’s lupotech t...
TRANSCRIPT

Zukunftsmarkt erneuerbare Energien
Grünes Gold
DINA, Croatia
Technology Breakthrough
newsprocess
Volume 14, Number 2, 2009
The Magazine for the Process Industry

C o n t e n t s
Roch
e
P. K
oer
ber
Rhei
nka
lk
By migrating to Simatic PCS 7, the DINA chemical production plant made a 40-year leap into the 21st century
Page 4
Roche relies on Siemens technology and expertise for the automation, measuring, and control equipment in its Penzberg facility
Page 8
With the Simatic PCS 7 Route Control option, a limestone works benefi ts from automatic processes and better product quality
Page 18
p r o c e s s n e w s | 2 - 2 0 0 9
2 process news | 2-2009
p Cover
Petrochemical Industry 4 Technology Breakthrough
DINA, Croatia
p Industry
Pharmaceutical Industry 8 First-Class Fast Track
Roche, Germany
12 Early Planning for SuccessJohnson & Johnson, Belgium
20 Getting Production Down PATWyeth Pharmaceuticals, Ireland
Chemical Industry 22 Modernization on the Fly
DSM Fine Chemicals, Austria
24 Greater TransparencyBASF Coatings, Germany
32 Production Effi ciencyMonsanto, Belgium
p Technology
Engineering 16 Engineering Data under Control
Life Cycle Asset Information Management
Process Control 17 Effective Down to the Last Detail
Simatic PCS 7 V7.1
18 New Route to Route ControlRheinkalk, Germany
Process Analytics 26 Information System
Analyzer System Management
Weighing 28 Great Scale
Unilever, Germany
Sensors 30 Safety Mix
Parker Hannifi n, Germany
34 In brief 35 Dialogue

process news | 2-2009 3
E d i t o r i a l
Dear Readers:
How can we lay the foundations for sustained economic success today and still fulfi ll our responsibilities to society and the environment? These two goals can be reconciled, as is demonstrated by the Responsible Care Program with which the chemical and pharmaceutical industry strives to continuously improve its health, safety, and environmental performance and to communicate with stakeholders about its products and processes. One of the key elements in this context is innovations in processes and key technologies such as automation – and this is where we, as a partner, can actively support the process industry. The motto for our presentation at this year’s ACHEMA is therefore sustainability. We want to provide answers to the question, “How do you achieve sustainable business?” and demonstrate how companies can benefi t from our products and solutions, targeting energy effi ciency, emission reduction, waste reduction, and water treatment.
Our acquisition of Comos Industry Solutions GmbH is an important part of this strategy. With the Comos Life Cycle Asset Management System, our customers can sustainably increase their productivity and at the same time reduce production costs and risks. Other examples of our exhibition program at ACHEMA are new functions in our Simatic PCS 7 process control system, our Sipat software for improving quality in pharmaceutical production, and the automation of a biogas plant, as well as process instrumentation and analytics. You will fi nd articles on some of these and other topics in this issue of process news.
I hope we can give you a few valuable ideas, and I cordially invite you to visit our ACHEMA fair booth (E 24 in Hall 9.2) between May 11 and 15.
Yours,
Anton S. Huber
Siemens AGIndustry AutomationCEO Sector Industry

4 process news | 2-2009
DINA, Croatia p
Technology BreakthroughBy migrating to Simatic PCS 7, the DINA chemical production plant
made a 40-year leap into the 21st century.
C o v e r P e t r o c h e m i c a l I n d u s t r y

Koer
ber
process news | 2-2009 5
At Omisalj, Krk Island, Croatia, the DINA com-pany produces polyethylene in a plant fi rst constructed in the late 1970s. Since then,
the technology of polyethylene production has ad-vanced, and in 2007 the plant owners committed to a major investment program that would bring in new production processes and process controls. The ex-isting plant had to be modernized to increase effi -ciency, and the product portfolio will be expanded with the introduction of ethylene, vinyl chloride monomer (VCM) and polyvinyl chloride (PVC) manu-facturing processes.
Three major steps were needed to modernize the polyethylene plant. The existing 1970s control equip-ment had to be replaced and full overhauls carried out of the high-pressure reactor and 7.5-megawatt compressor. DINA decided to install a new control system for the existing polyethylene production plant before migrating to new peroxide process tech-nology. This would be followed by the installation and commissioning of new processes for the produc-tion of VCM, PVC, and ethylene. The requirements for the new process control system were substantial. It had to be retrofi tted into the 40-year-old polyethyl-ene process plant and offer expansion capability to support the planned new installations.
Tough specifi cations
Early in 2007 specifi cations were drawn up for an in-ternational tender for the new distributed control system (DCS). The specifi cations were very demand-ing, with a strong emphasis on the safety aspects. Siemens was successful in winning the tender with
» We know
production and
our process,
but we are not
process
automation
specialists. «Romeo Deša, Plant ManagerD
INA

6 process news | 2-2009
its Simatic PCS 7 DCS. Siemens was selected on the basis of having the right technology for the initial process engineering project and the ongoing capa-bility to support DINA’s ambitious plans for the in-troduction of new processes. PCS 7 combines a scal-able, fl exible architecture and high-performance engineering tools, and additionally provides high-added-value functions for alarm management, pro-cess safety, and asset management.
Work was started with an extremely tight schedule of only four months to the new production start date. The project was to be implemented by Croatian teams throughout, with support from the Siemens interna-tional network of process automation experts.
Implementing a technology jump of almost 40 years was a challenging task. The team needed to gain a complete understanding of the polyethylene production site and of the previous control system. Because four decades had elapsed since the process documentation was fi rst prepared, and many changes had been made in the intervening period, this was not a straightforward task. The DINA engineers were required to complete many detailed specifi cations for the production process before Siemens could im-plement the engineering of the Simatic control sys-tem. “We know production and our process, but we are not process automation specialists,” says Romeo Deša, plant manager at DINA. “Siemens presented us with the pros and cons concerning some choices in the process philosophy and supported us in making a qualifi ed decision. This was what we really needed from our process automation partner.” This phase of the project was challenging, but with very good co-operation among the DINA and Siemens engineers the task was completed successfully.
Safety critical
Polyethylene production requires strict attention to safety. The chemicals being processed are highly fl ammable, and the reactor vessel operates at an ex-tremely high pressure of 2,500 bar. Safety is a major priority for DINA, involving all operations personnel. For this reason DINA process control personnel par-ticipated in the design of the operator stations to en-sure that the operation was intuitive given the opera-tors’ knowledge of and experience with the process. The engineering fl exibility of PCS 7 enabled the team to implement a dual operating mode. One mode uti-lized modern operation practices. The other mode simulated the appearance of the old 1970s controls. This could be used for familiarization and operator training and provided a fallback operating strategy should it be needed. “Switching from ’70s technology with light panels and buttons to a modern system like PCS 7 is a big step,” says Miša Vrcelj, executive di-rector for projects at DINA. “The design fl exibility of PCS 7, combined with the Siemens engineers’ correct understanding of our problems, enabled us to imple-ment a fl exible and suitable plant automation and operation concept.”
C o v e r P e t r o c h e m i c a l I n d u s t r y
The modernization of the process instrumentation with state-of-the-art devices such as Sipart PS positioners further enhances process stability
The intrinsically safe Simatic ET 200iSP offers a cost-effective solution for distributed I/O systems in hazardous areas
Koer
ber
Koer
ber

process news | 2-2009 7
infocontact
www.siemens.com/[email protected]@siemens.com
Another important safety factor was the optimized design of the fl exible distributed I/O system. Conven-tional I/O devices over HART were used for general applications, and the Simatic ET 200iSP distributed I/O system was used in all areas subject to explosion hazards. The cost-effectiveness of ET 200iSP was a signifi cant factor in minimizing the economic impact of the project.
On-time start-up
Despite all the hurdles to be overcome and the short time available, the project was completed on sched-ule. After just four months, production was restarted. On the planned start-up day, a tanker delivering eth-ylene for polyethylene production arrived at the ter-minal – and the plant had to start production right away, as storage capacity was full. At fi rst everything ran smoothly, but then suddenly the process went into safety shutdown. A major system failure was feared, but the real cause of the shutdown was a de-fect in the air quality at the reactor feed. A sensor had detected the fault, and the PCS 7 safety system, based on the Safety Matrix tool, correctly executed the appropriate shutdown procedure. Although unex-pected, this was an excellent demonstration of the inherent safety of the new process control system.
After several months’ experience with the PCS 7 system, DINA found that its polyethylene process ran more smoothly and was more stable. This enabled DINA to increase production output with the existing plant, providing an extra return on the company’s in-vestment with Siemens.
The PCS 7 system now provided overall visibility and control of many processes that were previously uncoordinated, such as the low-pressure separator, pneumatic transport of products, and granulation. This gave the operators much better information re-garding the entire production process. The opera-tors could now focus on maximizing product quality while reducing raw material and energy consump-tion and ensuring complete system safety.
Another advantage for DINA was that switching production between different polyethylene grades was quicker than before. The result was a signifi cant reduction in the production of waste material during the switch, making the whole process more profi t-able. Another contribution to greater process stabil-ity was provided by the modernization of the process instrumentation with state-of-the-art devices such as Sipart PS positioners, accurate Sitrans P transmitters, and Siwarex U for precise weighing.
Moving ahead with new technologies
Following the successful start-up of the Simatic PCS 7 system, the engineers at DINA now plan to merge within the new operation other processes running on old equipment, such as extruder control. This will take place in parallel with the conversion of polyeth-ylene production to the new Basell’s Lupotech T per-
oxide process and the introduction of further ad-vanced process controls. Throughout all these developments, Siemens will continue to be closely involved in supporting the basic engineering at ev-ery step, utilizing the fl exibility and expansion capa-bility of the new control system.
By migrating its existing plant to Simatic PCS 7, DINA has made a 40-year leap in process control tech-nology while protecting and extending the life of ma-jor plant assets. The plant is already more competi-tive and now has a sound base for the next step into new process technology, giving DINA a plant truly fi t for the third millennium. “The bottom line is that the Siemens system solved 100 percent of our prob-lems and the Siemens team met 100 percent of our requirements,” says Vrcelj. p
» The bottom line is that the
Siemens system solved
100 percent of our problems
and the Siemens team met
100 percent of our
requirements. «Miša Vrcelj, Executive Director for Projects
DIN
A
8 process news | 2-2009
Roche, Germany p
First-Class Fast Track
S ince 2005, the International Society for Pharma-ceutical Engineering (ISPE) has presented its annual “Facility of the Year” award in several
categories. The award goes to companies in the pharmaceutical and biotech industry that are able to achieve high quality standards and a reduction in production costs by using innovative technologies.
In 2008, the award went to the new “Biologics IV” biotech production facility at the Penzberg site of Roche Diagnostics GmbH. The plant, in which trastu-zumab, the active pharmaceutical ingredient in the breast cancer drug Herceptin, is produced, was selected in the “Project Execution” category, from 19 projects in six different countries. The primary basis for the award was the extraordinarily fast project execution. Within just three years, the biotech produc-tion facility was planned, built, and put into operation. Because of the extremely tight time schedule, effi cient and fi nely adapted planning and coordination were of immense importance to the project. Siemens was part of the successful project execution.
Roche already has the world’s largest biotechnolog-ical production capacity and produces 5 of its 10 best-selling drugs biotechnologically. Approximately 40 percent of the company’s total pharmaceutical sales are biopharmaceuticals. The company wants to further extend this position. Roche has therefore invested about 1.4 billion euros in its sites in Basel, Switzerland; Penzberg, Germany; Vacaville (Genentech) in the United States; and Utsunomiya (Chugai) in Japan for the installation and expansion of the biotech plants.
Successful investments in biotechnology
Roche’s Penzberg Biologics IV is the latest project in a series of recent investments by the company. For production of the erythropoietin hormone, two biotech facilities have already begun operation in Penzberg. Siemens provided the general planning for the process and system technology in the construction of one of these projects and equipped the second facility with the
Representing a total investment of around 290 million
euros, the Roche facility in Penzberg is the company’s
largest biotechnology investment project to date. In the
facility, Roche relies on Siemens technology and expertise
for the automation, measuring, and control equipment.
Penzberg recently won the “Facility of the Year” award.
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y

Penzberg, one of the largest biotech centers in Europe, is the Roche corporation’s largest biotechno-logical research, development, and production center
process news | 2-2009 9
Roch
e Pe
nzb
erg

10 process news | 2-2009
B i o l o g i c s I V
Location: Penzberg, Germany Building and plant: New building with four fl oors and a technical fl oor for two production linesCapacity: Six times 12.5 cubic meters fermentation capacity and two downstreaming lines for protein purifi cationStart of production: The fi rst supplies to the markets are planned for mid-2009.Products: The new facility will produce the active ingredient trastuzumab for the breast cancer drug Herceptin. Herceptin is the fi rst breast cancer drug aimed at the so-called receptors on the cancer cell surface.
Simatic PCS 7 process control system and Simatic IT as the manufacturing execution system (MES).
In cooperation with Roche, Siemens successfully applied both systems to biotech production. This led to the decision to enlist Siemens as a project partner for the new facility in Penzberg. Especially in such major projects, “soft” factors – such as confi dence in the project, process, and industry expertise – play an important role. Here too, Siemens was convincing, thanks to its experience and commitment, especially in the fi eld of biotech processes.
In addition, the technical features of the Siemens solution were important: the uniform and reliable Simatic hardware platform and the uniformity of Totally Integrated Automation, which allows the number and the complexity of the interfaces in the plant to be considerably reduced. The Siemens Solution Partner program for collaboration with local engineering companies and the strong local presence were also factors in the decision.
A superlative project
Biologics IV was originally designed for the produc-tion of trastuzumab. The scope was extended during the course of the project, however, and a second process line was added to provide the possibility of producing according to market requirements. But the expansion of the facility did not delay the schedule of the project – one more reason for the ISPE to present Roche with the “Facility of the Year” award in the
“Project Execution” category.Siemens equipped the two process lines, the utility
area, and an offi ce and laboratory building of the plant with the Simatic PCS 7 process control system and Simatic IT as the MES. The latter, together with
the master enterprise resource planning (ERP) system (SAP), controls the production planning, the entire materials management (including stock management and weighing), and the sample data acquisition and provides production support in the form of operating instructions. Biologics IV is also a superlative project in this sense. It is the largest automation project and therefore the largest installation of the PCS 7 process control system and Simatic IT that Siemens has ever executed in the pharmaceutical industry. For the process control system, Siemens enlisted Lang und Peitler (a Siemens partner) in Ludwigshafen as a contract partner because the company already had experience in the pharmaceutical industry. The Simatic IT-based MES component was delivered by Siemens in Mannheim.
First-class fast track
For optimum management of the large-scale project, the technical project team from Siemens was on-site in Penzberg from start to fi nish. The software for the process control system was provided by Lang und Peitler partly in shift operation. This procedure contributed to the automation being delivered three months earlier than the deadline planned at the beginning of the project. The software was subjected to rigorous testing prior to delivery, because it is much easier to eliminate an error during pretesting than on the building site. Together with the planning companies, Siemens ran the software through a thorough factory acceptance test (FAT) in close cooper-ation with Roche. Because the software creation was subject to US Food and Drug Administration (FDA) qualifi cation requirements, the appropriate test documents were also passed on to Roche.
The Roche site in Penzberg, Germany
Roch
e Pe
nzb
erg
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y

process news | 2-2009 11
infocontact
www.siemens.com/[email protected]
The high degree of automation that Roche wanted presented a particular challenge to the project planning team. The tasks involved could only be mastered by very close cooperation with Roche and the other companies involved. Siemens also worked closely with Roche on the software concept and supported the process continuously with PCS 7 special-ists who were on-site at all times. Due to the project’s process-oriented structure and staggered commis-sioning, a so-called milestone plan was implemented, which proved effective in ensuring that the schedule was followed in the area of the process control system. This plan was initially developed for the scheduling of specifi cations and the delivery of the software packages but was then extended to the tests at Roche, the deadlines for mechanical completion, the commis-sioning, and the qualifi cation. This plan was updated weekly in agreement with Roche. The milestone plan indicated which process steps were important for the next commissioning step.
Commissioning with standby service
The commissioning of the production lines featured an intensive on-site presence by both the software
creators and the future Roche operators, as well as strong technical support from Siemens. The necessary changes identified during commissioning were implemented and tested on-site by Siemens and Lang und Peitler and usually copied overnight. Roche and Siemens also agreed on a standby service and weekend presence by Siemens at the beginning of commission-ing. The commissioning and copying into the produc-tion environment of the MES system was performed by Roche itself, in close cooperation with Siemens. In addition to the automation solution, Siemens also provided the building and fi re alarm technology for the Biologics IV project and appointed a team for the building site and assembly planning and coordina-tion. Biologics IV will begin producing the active ingredient for the breast cancer drug Herceptin in 2009. p
A u t o m a t i o n p r o j e c t f a c t s
Siemens: Project management, technical management, system engineering, software creation, commissioning support, qualifi cation, Simatic IT software creationLang und Peitler: Systems integrator for Simatic PCS 7
Process control technology with Simatic PCS 7 3and Simatic Batch52 AS 417-4 in two production lines as well as 3subsystems; approximately 12 AS 417-4 for the test system5 redundant batch servers; 9 redundant OS servers 370 OS clients 3
MES with Simatic IT 3Simatic IT Production Suite 3100 MES clients; 25 reporting clients 3
Services: 3review of user requirements specifi cation 3function specifi cations 3detailed engineering 3application software 3test and commissioning 3support for installation qualifi cation (IQ) 3support for operational qualifi cation (OQ) 3
The biotech production facility was planned, built, and put into operation within three years
Roch
e Pe
nzb
erg

12 process news | 2-2009
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y
» If you don’t have information
or expertise early, there is a
good possibility that parts of
the design will have to be
reworked at a later stage.
Redoing the design will
impact cost, schedule, and
possibly quality. «

process news | 2-2009 13
Free
k va
n A
rkel
Johnson & Johnson, Belgium p
Early Planning for Success
Mr. Buys, what is your role in the worldwide engineering group?Kris Buys: My role is engineering and design direc-tor for large capital projects in the European region. I’m also leading the development of a standard design platform for building automation within Johnson & Johnson. The standard design platform creates pro-cesses and tools that can be used as best practices around the globe.
One aspect of your responsibilities is a so-called early supplier involvement initiative. How important is this within the Johnson & Johnson organization?Kris Buys: When we look at project execution, a num-ber of critical areas have a big impact on the project KPIs (key performance indicators), such as cost, qual-ity, and schedule. If you don’t have information or expertise early, there is a good possibility that parts of the design will have to be reworked at a later stage. Redoing the design will impact cost, schedule, and possibly quality. So by taking an approach that involves our suppliers very early in the project, we want to resolve all these issues.
Let’s take the fi eld of automation, which we identi-fi ed as one of the key areas where we can benefi t from the expertise of our suppliers. In the past we often engaged automation companies after we had gener-ated the vast majority of the construction documents and when we were fi nishing the detailed design. That is too late: The lack of automation expertise in the front end design will trigger design changes when the automation company gets involved. What was designed is not correct, or needs to be optimized.
Kris Buys, engineering and design director for
Johnson & Johnson Europe, discusses how early
contract involvement (ECI) in automation saves
considerable time and money.

14 process news | 2-2009
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y
That’s why we need earlier involvement, so we can extract the knowledge, expertise, and experience from the automation company to avoid problems later.
Have you already applied this principle of early involvement in projects? Kris Buys: The approach itself is not new. We have already applied this approach in several disciplines. For example, sprinkler systems have a high impact on the 3-D model. So we involve the suppliers of sprin-kler systems early on, and they can create their design in parallel with us. This avoids clashes during con-struction and reduces delays and unnecessary costs. Another example is the process automation upgrade project for the Liquids and Creams plant at the Jans-sen Pharmaceutica site in Beerse. Before executing the design we performed a study that could also be called early supplier involvement. We fi rst studied how we could migrate that plant’s process automation system with minimal impact on the business. There was early contract re-involvement of Siemens people who knew the plant, the operating system, the pro-
cess control system, and the production processes. We also applied this approach in our CDPP(Chemical Development Pilot Plant), where we selected the pro-cess control system early so we could focus our design on the system’s capabilities.
We have also applied this model for building auto-mation, and we recently implemented ECI as a best practice in our standard design platform for building automation. Through our building automation stan-dard design platform project guidelines we ensure that our project teams apply ECI to gain the benefi ts.
What measures or KPIs do you use to show that ECI really has benefi ts? Or is the intention to build a dashboard you can follow?Kris Buys: The intention is that in the end we achieve design cost and construction cost reductions, and we can deliver the commissioned facility faster to the business for operational use. Those are the KPIs we are targeting to hit or improve on. However, it’s not easy when you are performing better to identify how much ECI has contributed to that performance improvement.
» … we need earlier involvement, so we can extract the
knowledge, expertise, and experience from the automation
company to avoid problems later. «
One of the fi rst projects with
early supplier involvement:
the process automation
upgrade of the Liquids and
Creams plant at the Janssen
Pharmaceutica site in Beerse W
. Gey
er

process news | 2-2009 15
infocontact
www.siemens.com/[email protected]
It seems that ECI is important in optimization. How important is it in terms of innovation?Kris Buys: It’s very important, because ECI enables access to innovation that vendors or suppliers might bring in at an early stage. If things start changing after a certain point, sometimes they cost more than they are worth to the company.
Are there other areas in which ECI is benefi cial?Kris Buys: One aspect that is important is fl exibility. Take, for example, process automation in our CDPP. We need to be very fl exible because we are building a plant for a product that has not yet been defi ned. If you don’t have fl exibility built in up front, you don’t have a production environment that can facilitate fast new-product introductions or small-scale pro-duction testing, which is what a plant like this CDPP will have to do.
Innovation is also important when you look at the global market. What kind of suppliers are you looking to build ECI partnerships with?Kris Buys: We operate around the globe and are look-ing to streamline our processes. We need partners that can deliver the same quality across the globe in all the regions.
Do you see Siemens as a long-term partner that can help you support these activities and improve your organization?Kris Buys: Siemens is, like Johnson & Johnson, a very diversifi ed company. Siemens offers products that range from high-voltage electrical systems to low-voltage switchgear, and from motors, drives, and instrumentation to building automation and process automation. So because of its broad scope and global presence, Siemens can be a partner in many techno-logical and geographical areas.
Thank you for speaking with us.
C l o s i n g t h e g a p b e t w e e n R & D a n d p r o d u c t i o n : t h e C h e m i c a l D e v e l o p m e n t P i l o t P l a n t
Johnson & Johnson is currently spending 130 million euros on a new, highly fl exible Chemical Development Pilot Plant (CDPP) in Geel, Belgium. The CDPP is scheduled to begin operation in 2011. It will be used both to produce drugs for clinical research and to scale up production processes, in order to determine whether the synthesis of new molecules in a laboratory environment can be applied on an industrial scale. The new plant will play an important role in reducing development time, so that time to market for new medicines will be shortened. For such a highly fl exible pilot plant involving a high level of innovation, a partnership between the supplier and customer is essential. Early involvement means that new requested features and product development can be aligned with the project scope and planning in order to meet the user requirements of the engineering group, the operator, and the R&D organization. Johnson & Johnson chose Siemens as its solution provider for process automation. New technologies such as continuous reactor processes and Process Analytical Technology (PAT) are investigated by experts of the pharmaceutical research and development group and are considered to play an important role in future extensions.Process control of the CDPP will be implemented with the latest released version of Simatic PCS 7 and Simatic Batch based on Totally Integrated Automation (TIA). In total, the application will consist of a PCS 7 OS and a Simatic Batch server (both redundant), 13 OS Clients, and 6 Simatic AS400 automation stations. The periphery is decentralized and connected over Profi bus to the Simatic controllers as well as the Ex periphery, in this case a Simatic ET 200iSP, for Zone 1. The process instrumentation devices are connected over Profi bus PA, such as the Sitrans PS2 positioners. Siemens is also delivering the heating, ventilation, and air-conditioning (HVAC) control system. HVAC software modules are being developed by Siemens in close collaboration with the worldwide engineering subject matter experts Mario Don Porto Carero (HVAC) and Danny Wouters (automation). Future global Johnson & Johnson applications can make use of this joint effort.
A b o u t K r i s B u y s
Kris Buys is engineering and design director in the European offi ce of Johnson & Johnson.His current responsibilities include the engineering and design of a medical device plant project in Ireland, managing the Belgium-based worldwide electrical and automation experts, and leading the development and implementation of a standard design platform for building automation within Johnson & Johnson.
Joh
nso
n &
Jo
hn
son

16 process news | 2-2009
c
Life Cycle Asset Information Management p
Engineering Data under Control
G rowing demands, competitive pressure, and progressive globalization require en-hanced productivity while reducing pro-
duction costs and risks at the same time. This can only be achieved by optimizing engineering pro-cesses, reducing process runtimes, and establishing effi cient plant supervision.
Innovative and practice- and future-oriented
For more than 15 years, Comos Industry Solutions GmbH (formerly innotec GmbH), headquartered in Schwelm with subsidiaries worldwide, has been ded-icated to the development of innovative engineering software.
During many years of market- and practice-oriented development work it has created the inte-grated, object-oriented software solution Comos that enables a holistic view of a machine or plant by interlocking the planning and operational phase. The focus is always on data fl ow, not on the individ-ual application. Comos covers the entire life cycle, from the very fi rst idea sketch to engineering, oper-ations, service, and maintenance to shutdown and deconstruction.
Since October 1, 2008, Comos Industry Solutions has been owned by Siemens AG; the company be-longs to the Siemens Industry Automation division as an independent subsidiary.
By acquiring Comos Industry Solutions GmbH, Siemens has completed its portfolio
of software solutions enabling integrated plant management across the entire life
cycle of an industrial plant or machine.
T e c h n o l o g y E n g i n e e r i n g
infocontact
Versatility, fl exibility, and ease of use
As a package, Comos is a complete solution for the in-tegrated basic and detailed engineering process. How-ever, the modules can be used as stand-alone software as well. The real-time system enables simultaneous project work across borders and time zones. All the data are available on a common database. Consistent data management, safe migration of existing data from third-party programs, and intelligent docu-mentation enhance data quality, create transparency, and thus provide an optimum decision-making basis for all persons involved in the project. Intuitive han-dling reduces the time needed for training and en-hances acceptance. Open architecture enables easy implementation in existing software environments.
Developmental leap with Comos 9.0
At the beginning of 2009, the fourth generation, Comos 9.0, was introduced to the market. Now the Comos interface presents itself in .net 3.5 technol-ogy. Moreover, the software performance has been signifi cantly enhanced, particularly regarding evalu-ation of large data volumes. p

process news | 2-2009 17
New faceplates in 16:10 format and trend displays, as well as tools for data evaluation and reporting, increase the process and data transparency for the operator
Simatic PCS 7 V7.1 p
Effective Down to the Last Detail
The new features in PCS 7 Version 7.1 offer nu-merous benefi ts that often pay off within a very short time – for example, enhancements
in the engineering tools that eliminate sources of error and reduce confi guration times, and a modern-ized design that improves operational effi ciency.
New library and greater ease of operation
One of the central innovations of Version 7.1 is the new Advanced Process Library supporting effi cient engineering, for example, with an extensive library of Simatic PCS 7 process tools and feature parameters for the confi guration of block properties. New func-tions also further enhance the effi ciency of the system operator and eliminate possible sources of error. For example, the color coding and the alarm management have been optimized to simplify the handling of crit-ical situations. New faceplates and trend displays, as well as tools for data evaluation and reporting, in-crease the process and data transparency for the op-erator and simplify the exchange of information with higher-level systems.
Innovations and enhancements in Simatic PCS 7 provide answers
to current process improvement questions.
The new version of PCS 7 represents a continuous enhancement of the system and brings signifi cant benefi ts for the user via improved features – and at the same time maintains and extends the proven strengths of PCS 7, such as investment security and scalability. p
S i m a t i c P C S 7 : f o c u s i n g o n t h e u s e r
The enhancements and innovations of the new version of PCS 7 meet important requirements of the process industry. The focus is on process improvements and cost savings:
secure investment 3higher product quality 3higher plant reliability and availability 3greater fl exibility in production 3greater effi ciency in the process 3lower total cost of ownership 3
The new Version 7.1 supports the achieve-ment of these goals with improved features and new functions:
The new Advanced Process Library enables 3greater engineering fl exibilityA complete set of modern engineering tools 3minimizes the time and cost requirements of design and engineeringThe optimized Simatic PCS 7 operator system 3secures investments and enables safe, user-friendly process controlIntelligent functions for data processing, such as 3improved trend control, a new data monitor tool, and the simple link to the manufacturing execution system (MES) / management information system (MIS) level via OpenPCS 7 interface, simplify the monitoring and evaluation of process data
T e c h n o l o g y P r o c e s s C o n t r o l
infocontact
www.siemens.com/[email protected]

18 process news | 2-2009
The Rheinkalk limestone works in Flanders-bach, Germany, lies at the heart of the lime-stone belt in the Rhenish Massif shale forma-
tion. The plant is the largest of its kind in Europe and has six shaft kilns and four rotary tubular kilns in which the limestone is fi red and then held ready for transport in limestone collection silos.
As part of a modernization project, the transport system between the kilns and the bunker silos was to be brought up to the state of the art. The aim was to automate the largely manual control of the 254 dif-ferent route sections. These route sections were pre-viously controlled by two control stations that had to communicate with each other constantly to coordi-nate collision-free transport of the lime.
For Kristijan Rajic, project manager at Rheinkalk, the main focus of the project was clear: “The routing
Rheinkalk, Germany p
New Route to Route Control
With the Simatic PCS 7 Route Control option, a limestone works benefi ts
from automatic processes and better product quality.
T e c h n o l o g y P r o c e s s C o n t r o l
should no longer be the control station operator’s job but should be controlled automatically by manage-ment software.”
New fi eld of application for standard software
The Rheinkalk plant in Flandersbach was already using the Simatic PCS 7 process control system. Trips GmbH, which was contracted to execute the project, therefore considered using the PCS 7 Route Control option for the automatic routing. The Route Control package had been used only for liquids transporta-tion up to this point; however, extensive analyses revealed that the functionality of Route Control was suitable for implementation in the limestone works. The integration of Route Control into PCS 7 ensures

process news | 2-2009 19
infocontact
www.siemens.com/[email protected]
The Rheinkalk limestone works in Flandersbach, Germany
trouble-free updates for newer versions of the control system. Simatic PCS 7 offers optimum diagnostic capabilities during commissioning with the system in operation and therefore enables the shortest possible reconnection times of the individual drives. In addi-tion, all the routes can be simulated so that less time is necessary to perform the commissioning. There is also less engineering effort because the assignment management can be implemented with pretested soft-ware modules.
Optimum utilization of transport capacity
With the previous control system, a new transport request could not be authorized until all the route sections concerned were free. This meant that some route sections ran empty for long periods and there-fore limited the transport performance of the plant. The adaptation of the Route Control standard imple-mented by Trips prevents these time losses: as soon as there is no more material on the conveyor belt, the route section is released for another requested mate-rial transport and the times in which the conveyor belts run empty are minimized. Fast transport times also increase the productivity of the plant because the material can now be transported faster to the appro-priate lime collection silos. This measure alone increases the productivity of the conveyor system by approximately 30 percent and helps eliminate bottle-necks in the plant. Thanks to the new solution, mate-rial jams can be prevented before they occur.
Targeted quality management
Simatic Route Control also allows detailed recording of different product qualities and tracks them from their production in the kilns along the transport routes to their storage in the silos. This enables quality-specifi c storage of the products for the fi rst time, which provides Rheinkalk with a much more fl exible business model for the marketing of its products.
The Route Control software receives the appropri-ate quality identifi cations via a link to the automatic sampler in the laboratory and therefore knows what product quality is under way on which transport route. These quality identifi cations are also displayed on the Route Control faceplate so that the control sta-tion operator can see which quality is coming from which source (kiln). In the event of a fault, he or she can then convey the material on the belts manually to the appropriate collection silo after eliminating the fault, unless an alternative route can be determined automatically. The operator can therefore ensure that storage of the products continues to be strictly sepa-rated.
Effi cient support
For project manager Rajic, the automation of the transport processes was a big step forward, also as far as the user-friendliness of the processes was con-cerned: “The operators can now concentrate more on the key business, which is the kiln operation. This
shows in the improved quality of the products.” The project manager at Trips is also impressed by the functionality: “The Simatic Route Control software helped us to reduce the confi guration effort for this project by 25 percent and to cut the commissioning time to 20 percent of the normal time, thanks to opti-mum diagnostic and simulation options.” p
T r i p s G m b H
As a certifi ed Siemens Solution Partner Automation, Trips GmbH produces tailor-made solutions of the fi nest quality.
Trips is a certifi ed Solution Partner for:Simatic automation system 3Simatic HMI (human-machine interface) 3Simatic PCS 7 process control system 3Safety Integrated for factory automation 3and Industry Partner for Cement and 3Food & Beverage
Trips GmbH
Hohe Heide 8–10
97506 Grafenrheinfeld, Germany
Tel: +49 (0) 97 23 91 97-0
Fax: +49 (0) 97 23 91 97-11
Rhei
nka
lk

20 process news | 2-2009
Sipat allows greater insight and process improvement based on QbD principles and right-fi rst-time production
Foto
lia
The 10th-largest pharmaceutical company in the world, Wyeth Pharmaceuticals, features strongly in the development of innovative
products in the pharmaceutical sector and biotech-nology. The company supplies trendsetting products in the fi elds of women’s health, the neurosciences,
musculoskeletal abnormalities, cardiovascular ther-apy, hemophilia, immunology, oncology, vaccines, and infectious diseases.
Built in 1992, Wyeth’s Newbridge manufacturing facility in Ireland is one of the largest solid-dosage pharmaceutical plants in Europe. It is there that Wyeth
Wyeth Pharmaceuticals, Ireland p
Getting Production Down PAT
Sipat helps Wyeth become one of the fi rst companies to align with
the Process Analytical Technology (PAT) guidelines issued by the US Food
and Drug Administration (FDA).
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y

process news | 2-2009 21
infocontact
www.siemens.com/[email protected]
recently established the fi rst of a number of Pharma-ceutical Development Centers (PDCs). The multifunc-tional center supports process development for prod-ucts in the development phase and for products already available in the market.
A critical factor in the establishment of the PDCs was the integration of PAT. PAT guarantees the qual-ity of the end product by measuring critical quality and performance factors of raw materials, in-process materials, and processes in real time. This integration will help make Wyeth one of the fi rst companies to align with the PAT guidelines issued by the FDA.
Wyeth needed a supplier that could provide the software, systems integration, and maintenance of a central IT application for the entire process develop-ment, which would be driven by PAT and quality by design (QbD). Siemens offered a solid solution capa-ble of meeting both existing and future challenges.
Siemens has extensive experience with PAT through-out a broad spectrum of businesses, and has also interacted for many years with the pharmaceutical industry, including intensive communication with regulatory authorities in the United States (FDA) and Europe (European Medicines Evaluation Agency [EMEA]). This experience placed Siemens in a strong position to provide the development, implementation, and maintenance of the Wyeth PAT environment.
Planning and training ensure success
The project approach followed the recommendations of the V-model for project implementation. Before attempting implementation, the project team first obtained a clear picture of the technical user require-ments specification (URS). The user requirements were then fi ne-tuned in consultation with the Wyeth team, after which the standard software was tailored to the company’s needs. Practicality was foremost among the various considerations.
Siemens configured the system initially, then trained the Wyeth employees to do so. After all, the plan was to empower them to perform future adjust-ments and extensions to the confi guration themselves. Because of the system’s innovative nature, the system was tested extensively at various stages. Siemens and Wyeth conducted unit tests, integration tests, and fac-tory acceptance tests. The tests were carried out on-site so Wyeth employees could remain involved in the project.
User-friendly interface for PAT tools
Sipat is the fi rst confi gurable PAT software that can be fully integrated into the production and research and development (R&D) architecture. Sipat gave Wyeth a uniform, user-friendly interface for all PAT tools, including process analyzers, multivariate data analy-sis, laboratory data, process control, and history.
Collected data sets can be viewed in real time for data analysis, and accessed offline for analysis and model building. A replay function allows new mod-
els to be tested and validated based on historical data. Runtime data can also be linked to offl ine data so that integrated data sets can be designed that contain run-time data, offl ine data, and raw material characteriza-tion data, enabling total batch quality modeling.
New medicines now easier to create
PAT is the keystone of Wyeth’s new product develop-ment strategy. Sipat allows greater insight and pro-cess improvement based on QbD principles and right-fi rst-time production. It makes production fl exible and adaptable, smoothing the way for the rapid migra-tion of development processes to large-scale production at the various solid-dosage pipeline sites.
The fi nal set of factory acceptance tests will take place in Newbridge in the spring of 2009. Wyeth is considering more PAT rollouts at the PDCs in Guayama, Puerto Rico, and Pearl River, New York. p
S i p a t s u c c e s s e s i n p h a r m a
Sipat is becoming the solution of choice for PAT/QbD in the pharmaceutical industry. Several pharmaceutical companies recently decided to implement Sipat in their processes. Two examples:
Merck & Co. Inc. has selected Sipat as its 3corporate PAT/QbD solution for solid-dosage applications. The solution will be used as an integrated component of the overall facility operation and will support both commer cialization (development, scale-up, and clinical manufacturing) and supply production. The PAT/QbD solution will provide the required data and analysis tools to support improved product development and lean manufacturing through an overall QbD approach.GlaxoSmithKline has selected Sipat as a 3corporate standard in its R&D and production facilities. A fi rst pilot project is fi nished and a second one is under way. Other projects are being defi ned.
22 process news | 2-2009
DSM Fine Chemicals, Austria p
Modernization on the Fly
The Dutch company DSM develops innovative products and services in the fi elds of life sci-ences and material sciences that make an im-
portant contribution to the quality of life. DSM Fine Chemicals Austria (DFCA), which has a production site at the Linz chemical park, is part of the DSM Corpora-tion. The key competencies of DFCA are process and product development and the production of chemical by-products for the pharmaceutical, food, and agricul-tural industries.
The complex chemicals are produced in the pilot plant in Building 30, in the multipurpose plant in Building 52 (with 19 large reactors with an average capacity of 6.3 cubic meters), and in a further plant for large-scale technical production in Building 700. A total reactor volume of 430 cubic meters is avail-able.
Lower costs, greater effi ciency
Building 52 was built in the 1970s. “At the end of 2005, we decided to optimize production costs in Building 52 by installing a new automation solution,” explains DSM project manager Wolfgang Wiesinger. “More cost-effective handling of the frequent product
The PCS 7 process control system has almost halved the costs of frequent product
changes in a production facility for active ingredients and by-products.
changes in the multipurpose plant was particularly important. The existing control system left no room for further increases in effi ciency, and the availability of spare parts was no longer guaranteed.” The plant now benefi ts from modern automation based on Simatic PCS 7 and Simatic Batch.
Depending on the production schedule, up to four different products are produced simultaneously and about 16 different products per year are produced in campaign operation in Building 52. The basic require-ments for the implementation of a new control sys-tem were therefore challenging: very short shutdown times, validation of the new computer systems in par-allel, and phased changeover partly during operation.
“Precise planning, very fl exible project partners, and detailed communication were necessary to fi nish on schedule under immense time pressure,” stresses Wiesinger.
Two years were planned for replacing the existing control system with Simatic PCS 7, and the plant was converted in three phases during this period. In June 2006, the tank farm and the infrastructure plants, with approximately 500 loops, were migrated to the new control system. This was followed by the change-over of the North side, with 1,200 loops, at the end of
I n d u s t r y C h e m i c a l I n d u s t r y
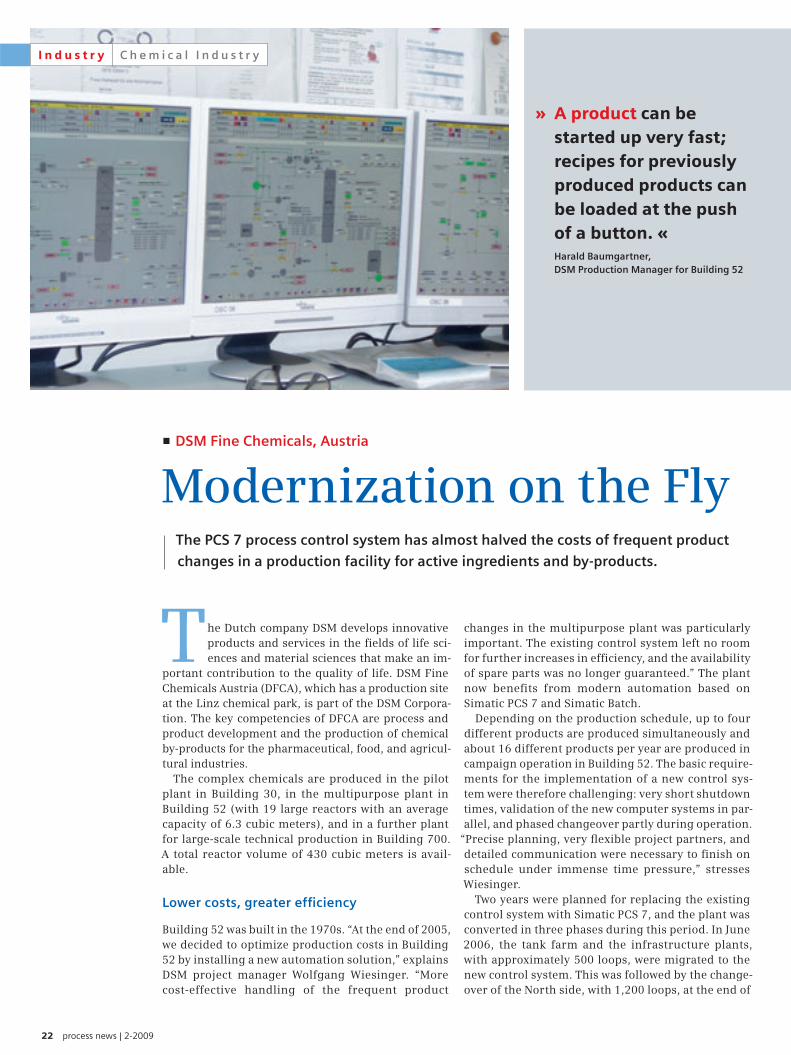
» A product can be started up very fast; recipes for previously produced products can be loaded at the push of a button. «Harald Baumgartner,DSM Production Manager for Building 52

process news | 2-2009 23
infocontact
www.siemens.com/[email protected]
2006 and the South side, with about 1,300 loops, in the fall of 2007. “We carried out operator training on the relatively easy tank-farm system fi rst, for a very gentle introduction to the system changes,” explains Harald Baumgartner, production manager for Build-ing 52. “This ‘learning on the system’ minimized op-erating errors from the start.”
Harmonized, modular system
In Building 52, a total of nine operator stations in the measuring station, eleven Ex-area terminals, and the appropriate servers were implemented. Simatic PCS 7 now acts as a control system, and the recipes are created with Simatic Batch. In addition, 51 defi ned Technical Devices were designed in accordance with ISA S88, covering a total of 3,000 loops with almost 6,400 I/O devices.
With these Technical Devices, DSM has developed and implemented a modular, harmonized concept from a heterogeneous reactor park parallel to the modernization of the control system in Building 52. The automated solution has no more island systems, and the equipment is now operated according to uni-form patterns. The “heating-cooling” installation now works on the same principle in every piece of equip-ment, for example. Different dosing processes now also run according to the same methodology. This consistent modular design considerably reduced en-gineering time as well as the cost of product change-overs.
The costs saved by the new, harmonized system were already in the region of millions of euros in the fi rst year. The duration and costs per product change – that is, the prepara-tion, the mechanical and process changes, and especially the cleaning – were almost halved. “In addition to these cost savings, we also achieved sig-nifi cant increases in productivity,” re-ports Wiesinger. Plant utilization has almost doubled in comparison with 2004; the number of batches produced has quadrupled.
Recipes at the push of a button
The increases in effectiveness are due not least to the Simatic Batch recipe package based on Simatic PCS 7. “A product can be started up very fast; rec-ipes for previously produced products can be loaded at the push of a button,” explains Baumgartner. “Finding the source of errors has also become much easier.” Batches can be traced back many years. p
S i m a t i c B a t c h : h i g h l i g h t s
Modular architecture with fl exible hardware and 3software scalability
Redundant batch server to enable high availability 3
Tight integration of Simatic Batch in the HMI 3strategy and the PCS 7 engineering system via system-integrated interface
Equipment-independent recipes 3
Hierarchical recipes according to ISA S88.01 3
Storing, archiving, and comprehensive logging of 3batch data based on state-of-the-art XML format
Reduced engineering and validation effort 3
Unit-class-based ROP library development 3
Validation support according to FDA 21 CFR Part 11 3
Typical rack assembly: CPU with integrated fail-safe functionality

24 process news | 2-2009
BASF Coatings, Germany p
Greater Transparency
Siemens Solution Partner
Bormann+Reinhold is implementing
modern process automation based on
Simatic PCS 7 at BASF Coatings.
BASF Coatings, which belongs to the Coatings division of the BASF Group, produces paints and varnishes especially for the automotive
industry. The headquarters of BASF Coatings are in Münster-Hiltrup in Germany. This location not only houses numerous production plants but is also the source of many new developments. Münster-Hiltrup therefore plays a key role in the global network of BASF Coatings.
Decisive for the entire company
Many of the site’s numerous buildings contain pro-duction units that operate largely independently and are therefore equipped with their own process con-trol technology. One of these buildings is the Gx4 fa-cility, a production plant in which solvent-based and water-based automobile paints are produced in a dis-continuous process. The entire production plant is classifi ed as an explosion risk area, so only explosion-protected operating terminals are installed in the process. The rest of the control technology, in cluding the operator stations and the controllers, is located centrally, outside the Ex area.
The systems in the Gx4 facility are currently being completely modernized. The entire conventional con-trol system is being replaced by modern automation technology. For this project, BASF Coatings con-tracted the Siemens Solution Partner Bormann+Rein-hold (B+R), which had already successfully completed several projects for BASF Coatings and is very famil-iar with the conditions at the Münster-Hiltrup site.
BASF Coatings and B+R chose Simatic PCS 7 as the process control system. Because production in the Gx4 building cannot be shut down for the modern-
I n d u s t r y C h e m i c a l I n d u s t r y
Phot
os:
W.
Gey
er

B o r m a n n + R e i n h o l d
Qualifi ed Siemens Solution Partner and qualifi ed Siemens Solution Partner PCS 7 Specialist
Key competencies: High-quality solutions in the fi eld of electrical and automation technology for technically complex and demanding projects in Germany and abroad; automation of private, public, and industrial buildings
Locations: Ibbenbüren (headquarters), Gera, Leipzig
Founded: 1982
Employees: more than 60
Address: Wilhelmstraße 26349479 Ibbenbüren, GermanyPhone: +49 (0) 54 51 / 96 71-0Fax: +49 (0) 54 51 / 96 [email protected]
process news | 2-2009 25
infocontact
www.siemens.com/[email protected]
ization, all the work must be carried out during on-going operation. Only a very narrow time slot – be-tween Saturday afternoon and 6 p.m. Sunday, when production in Gx4 rests – is available for work for which the plant needs to be at a standstill.
Tailor-made solution
To date, approximately two-thirds of the plant in Münster-Hiltrup has been converted and modern-ized. The process control system currently consists of a redundant server, 14 clients, a Web server, a cou-pling computer, and 10 automation systems for the individual production areas. The systems are net-worked via Industrial Ethernet and Profi bus on the process level.
A unique feature of this project was the linking of offi ce PCs in the company network to a Web server via a terminal server. The BASF specifi cations did not allow the standard solution to be used for monitor-ing the process by authorized PCs in the company network. Usually, ActiveX components are installed on the offi ce PCs for the regular Web client. However, since the BASF specifi cations do not permit OEM soft-ware, or ActiveX Controls, to be installed on PCs in the company network, this variant was out of the question. Therefore, B+R and the IT department of BASF Coatings jointly developed a special solution with a terminal server via which offi ce PCs can access the Web server in the same way as with a normal ter-minal. The user can therefore call up current process information at any time via an appropriately secure account but cannot actively intervene in the process, for safety reasons. The customer makes active use of this solution: 25 licenses have now been released and the system operates reliably and highly effi ciently.
Flexible possibilities
The Gx4 project manager at B+R, Hans Helmer, par-ticularly appreciates the fl exible and detailed assign-ment of rights within PCS 7: “Who can do what and where can be specifi ed precisely and in clear hierar-chies – for example, operation safety requires that plants may only be operated by an operator within sight. If a PC fails, the operator can simply log onto the nearest PC and carry on working immediately.”
The new process automation also provides signifi -cantly more information for the process control and makes operation of the plants easier. A particular
process can be specifi ed for the mills, for example, allowing the quality of the end product to be pre-cisely defi ned. The routines for the process control were implemented by B+R in the control system.
BASF Coatings is also very pleased with the results of the project. Jürgen Riedel, Gx4 plant operations engineer, says, “The plant is running very well and we have had no failures yet.” The existing Simatic S5 controllers are to be replaced soon; planning for this project phase is already under way. The Gx4 plant has now achieved the status of a model project at BASF Coatings, also with regard to the standardiza-tion with Simatic PCS 7 as a control system. Employ-ees from other sites in Germany and abroad ask the team in Münster about the possibilities of PCS 7, a fact that both the staff of BASF Coatings in the Gx4 plant and the B+R team are rightly proud of. p
» The plant is running
very well. « Jürgen Riedel, Gx4 Plant Operations Engineer
26 process news | 2-2009
Analyzer System Management p
Information System
Effi cient process control is inconceivable with-out high-performance process analytical equip-ment. Analytical parameters provide informa-
tion that is vital for extending the life of a catalyst or for optimizing product quality and yield. Operator deci-sions regarding process control rely on robust and cur-rent analytical information, and analytical data are equally important for process data documentation, as required by the legislation concerning emissions, for example. In addition, the data must also be communi-cated to systems at the enterprise resource planning (ERP) / manufacturing execution system (MES) level as well as archiving tools and Supervisory Control and Data Acquisition (SCADA) systems. A modern refi nery usually has more than 200 pieces of analytical equip-ment in operation. This equipment typically consists of various types of devices from different manufacturers.
This equipment diversity must be effectively man-aged by the persons responsible for the analyzers. In-formation must be collected and processed so that other systems can access these data centrally.
Four levels for effi cient management
Siemens developed Analyzer System Management (ASM) especially for this job. ASM not only documents the parameters and instrument data of every single analyzer but also handles the central monitoring of the current measured data, which are then processed, visualized, documented, and archived, targeted for the various higher system levels.
The basis of ASM is a special network that links all the analyzers at the fi eld level. This network uses the proven and robust Scalance X network components and supports redundant structures for high availabil-ity. Fiber-optic cables are used for optical data trans-mission for bridging long distances.
Linking of the various analyzers from different manufacturers is incorporated into the next level of the system. Here, modular, effi cient Simatic S7-300 controllers monitor the signals and information of the analyzers and pass them on to central data monitoring. Analyzers with the appropriate commu-
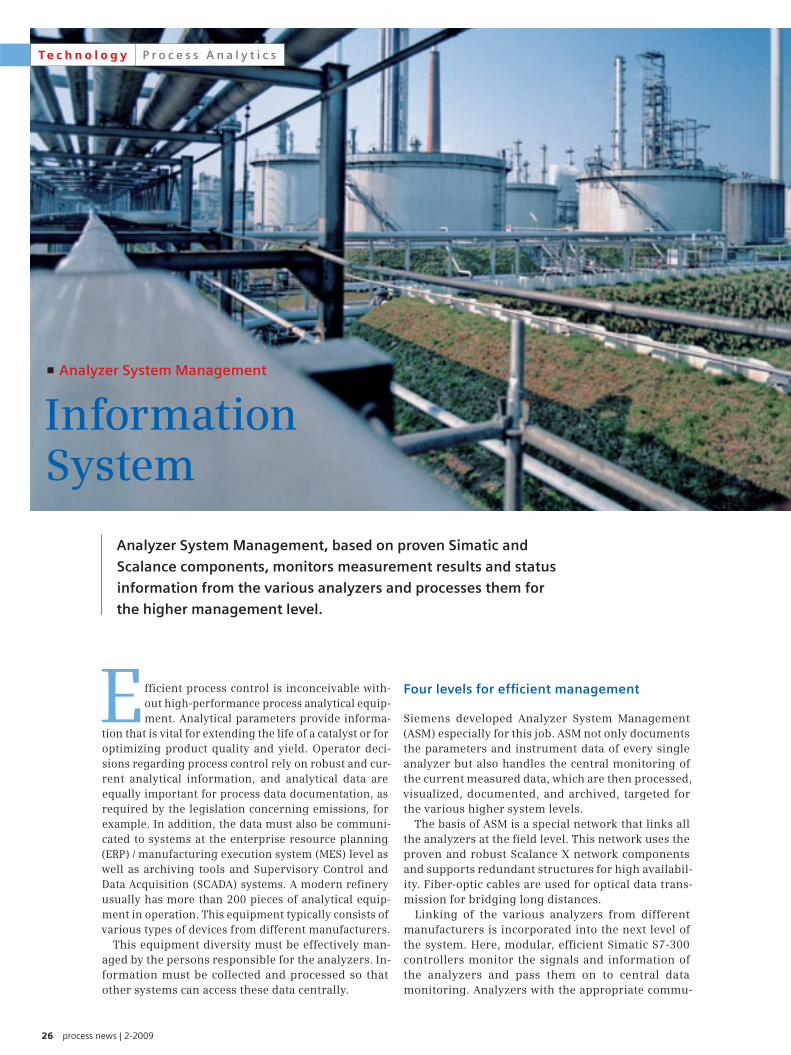
Analyzer System Management, based on proven Simatic and
Scalance components, monitors measurement results and status
information from the various analyzers and processes them for
the higher management level.
T e c h n o l o g y P r o c e s s A n a l y t i c s

process news | 2-2009 27
infocontact
www.siemens.com/[email protected]@[email protected]
nication facility can be connected directly to the sys-tem.
The third level of the system includes the visualiza-tion and processing of the information for the user in the Simatic WinCC SCADA system. The client/server structure of the WinCC solution also allows remote access on this level – for example, to call current pro-cess data from the laboratory.
The fourth level of ASM monitors and evaluates the reliability of the entire analytical system and there-fore improves confi dence in the measured values sup-plied by the analyzers. The system answers the ques-tions: Does the analyzer provide reproducible and reliable data? Is there a systematic offset (bias) in the results? Does the analyzer need to be calibrated? The statistical methods used for this are based on the in-ternationally distributed industrial standard ASTM D 3764. Functions for the management, maintenance, and determination of the key performance indicators (KPIs) of the individual analyzers are also available. An effi cient, systemwide reporting tool rounds off the system.
Numerous customers are already using the Siemens ASM. The range is immense. For example, one of the world’s largest refi neries, in Jamnager, India, with a total of 221 analyzers, uses Siemens ASM, as does a liquefi ed natural gas (LNG) production facility in Baljhaf, Yemen, which is equipped with only a few an-alyzers. The fi rst train of the Yemen plant is already in operation, and the second train is expected to go into production at the end of 2009. For the LNG pro-duction, Siemens supplied three analyzer houses with six Maxum process gas chromatographs and four MicroSAM analyzers, which are managed by an ASM solution. p
5 0 y e a r s o f i n n o v a t i o n : p r o c e s s g a s c h r o m a t o g r a p h y f r o m S i e m e n s
Fifty years ago, in 1959, Siemens introduced an innovative analytical technology with the fi rst gas chromatograph. Just a few years later, this innovation was followed by the fi rst process gas chromatograph for industrial applications. Thanks to Siemens, this very new fi eld of measuring technology was made available for industrial applications, and it also formed the basis of an important part of the Siemens process instrumentation of today.
The principle of chromatographic material separation was described as early as 1901 by the Russian botanist Mikhail Semyonovich Tsvet. However, it took another 50 years before the fi rst gas chromatographs were developed. There was then no stopping this innovative analytical method, and today it is an integral part of process analytics in many industry sectors, especially in the chemical and pharmaceutical industry.
Since introducing the fi rst instrument, Siemens has further developed the measuring technology and the range of application. Examples are the innovative PGC302 and PGC102 process gas chromatographs, as well as the current Maxum II universal process gas chromatograph, all equipped with patented technologies for valveless column switching and sample injection. With the MicroSAM process gas chromatograph presented in 2000, which is the size of a soccer ball, thanks to modern micro-mechanics, Siemens offers a convenient solution for extra-close-to-process analytics.
Siemens will continue to promote innovations in process gas chromatography in the future to meet user requirements for in-process solutions, short response times, and integration in state-of-the-art communication systems.
An effi cient validation tool increases confi dence in the data acquired by the analyzers and made available to other systems

28 process news | 2-2009
Unilever, Germany p
Great Scale
Mannheim has been a center for soap pro-duction since 1899. Today, Unilever oper-ates three production plants there that
produce almost 60,000 tons of Dove brand soap bars per year as well as various intermediates. The latest of the three plants dates from 2003. In recent years, Unilever Germany has modernized the automation system in its soap production facility at the Mann-heim site. The result is a highly available, uniform system from the process control unit to the distrib-uted systems.
Thanks to integrated weighing technology, Unilever Germany benefi ts
from simpler processes and more effi cient production at its Mannheim site.
One-stop solution
For the automation, the company in Mannheim wanted an integrated system utilizing a Windows-based standard solution. “We thoroughly evaluated three systems for the process control technology and ultimately chose Simatic PCS 7 with Simatic Batch,” states Wolfgang Tuszewski, head of the project de-partment. System administrator Frank Rolli adds: “We had always had problems with interfaces, diagnostics, and logging in the past. That is why we wanted an
T e c h n o l o g y W e i g h i n g

process news | 2-2009 29
infocontact
www.siemens.com/[email protected]
integrated system. The distributed I/O system with Simatic ET 200M and the integrated Siwarex FTA weighing electronics were therefore a decisive aspect for us.”
Integrating the scales into the control system elim-inates the need for external evaluation units and their local readouts. The operating personnel know the exact current state of the scales at all times. “The electronic modules of the new scales are easier to handle, are less expensive to buy and maintain, save time, and increase reliability. We have not had any faults for the last two years,” says Rolli.
Fiber-optic ring structure ensures fl exibility
The two older plants from 1992 were converted to the new process control system two years ago. The tech-nicians laid more than 15 miles of cables and rewired 2,500 I/O. They installed a total of 2 miles of fi ber- optic cables in the plant and implemented fi ve fi ber-optic rings for Profi bus; 120 control cabinets were converted and 10 replaced completely. During the conversion, Unilever also disassembled the 30 exist-ing scales and replaced them with Siwarex FTA be-cause having a uniform standard for its weighing systems was very important to the company.
“The modules work very reliably, the service is good, and there is a 10-year spare parts delivery guarantee after discontinuation of a product. I can always get quick support when I have a problem,” says Tus-zewski. “Not all suppliers can offer this, and it was one of the crucial points for us.” Today, a total of 46 Siwa rex systems – 11 Siwarex M and 35 of the latest Siwa rex FTA model – are operating in the three Uni-lever production plants in Mannheim. “These scales offer greater functionality at a lower cost,” Rolli notes.
Simplifi ed dosing with RFID
In addition to the fi xed system installations, two mobile scales are also in operation at Unilever Mann heim in a special production section. Previ-ously, the company used special plastic beads to give the soap different colors and a peeling effect. Mixed with oil, these beads could be dosed simply as liquids. When the production was changed over to more environmentally friendly beads last year, oil liquid dosing was no longer an option, as the new beads dissolve when they come into contact with oil and the desired peeling effect is lost. The two mobile weighing units operate as dispensing systems and now feed the colored additives directly into the mixer in solid form. The scales are designed so that the personnel do not have to handle cables or hoses for the compressed air supply during transport, as the mobile scales are equipped only with the cou-plings and power inlets. The data are transmitted via an Industrial Wireless LAN connection. A Simatic radio-frequency identifi cation (RFID) system en-
sures that the operating personnel always know where every mobile scales is and what color it con-tains.
The accuracy of the scales ensures maximum devi-ations of 1 or 2 grams per 100 grams. Their high reli-ability also helps the company indirectly to save raw material costs. “Economical handling of raw materi-als is extremely important. Inaccuracy is expensive, especially with additives such as perfumes. Moreover, exact dosing is also vital to product quality because a different amount of beads changes the appearance and the peeling effect,” Tuszewski explains.
Automation in record time
The plants had to be back in operation after just seven weeks, with the same performance level or even higher. The conversion to Simatic PCS 7 and inte-grated Siwarex weighing technology took place with-out any problems and much faster than planned. “We stayed well within the time schedule and did not ex-ceed the budget for the project. The cycle time of the new process control system for batch processing is also much faster. The high degree of automation of the plants increases the reliability and makes the operators’ work easier,” emphasizes Tuszewski. The Unilever team in Mannheim is so pleased that it has recommended the new solution to its American col-leagues, who are planning to modernize their produc-tion facilities in the near future. p
A n o v e r v i e w o f t h e a u t o m a t i o n s o l u t i o n
Simatic PCS 7 process control system with Simatic Batch 3Communication via Profi bus 330 Siwarex FTA scales 3Distributed I/O system with Simatic ET 200M 315 miles of cables 32 miles of fi ber-optic cables for 5 fi ber-optic rings 3Conversion of 120 control cabinets, including replacement 3of 10 cabinetsWiring of 2,500 I/O 3

30 process news | 2-2009
R u b r i k U n t e r r u b r i k
All
ph
oto
s: W
. Gey
er
The data of the weighed components are entered in a data-base. A writer/reader
assigns a unique number to the mobile
data media on the container, which is
linked to the respec-tive data record
Parker Hannifi n Corporation, headquartered in Cleveland, Ohio, is the world’s largest provider of components and systems involving hydrau-
lic, electromechanical, and pneumatic drive technol-ogy. The company employs more than 57,000 people in 43 countries. The plant in Pleidelsheim, Germany, is the headquarters of the O-Ring Division Europe, which belongs to the Parker Seals Group. Precision O-rings and moldings for various tasks have been developed and produced at this location for 40 years. The products can be found in applications ranging from antilock braking systems in automobiles to the drive systems in Ariane carrier rockets. Production of
such a variety of forms and material compositions requires reproducible production methods and con-trolled recipes.
Within the scope of a modernization project, Parker Hannifi n was looking for a solution to optimize the reproducibility of its approximately 120 active elas-tomer recipes. The company approached Harburg-Freudenberger Maschinenbau GmbH, whose key com-petence is the development and production of machines and controllers for the technical rubber ware and tire industry, including complete compounding centers in which several specifi c large and small components are dosed and mixed for every type of rubber.
Parker Hannifi n, Germany p
Safety MixSimatic RFID enables noncontacting, reliable identifi cation
of raw-material data in plastic production.
T e c h n o l o g y S e n s o r s

process news | 2-2009 31
infocontact
www.siemens.com/simatic-sensors/[email protected] transport container is identifi ed again and the recipe
checked before fi lling the mixer
Radio recording of raw-material data
“In addition to the continuous modernization of our equipment, we also wanted to automate the weighing of the components for our recipes as far as possible,” explains Hanns-Martin Schmid, who is responsible for development and engineering at Parker Hannifi n.
“As an automotive supplier with quality certifi cation in accordance with ISO TS 16949:2002, we have to guarantee the traceability of our products. The previ-ous semiautomatic method was complex and expen-sive and no longer met our process reliability demands.”
Parker Hannifi n was already using a bar-code sys-tem to trace the raw materials consistently. The pro-cessed components, including chemical additives, soot, and oil, often smeared the labels, however, and made them diffi cult to read. “Only a noncontacting identifi cation system could solve these problems,” says Georg Bialkowski, software and automation spe-cialist at Harburg-Freudenberger. He recommended the Simatic Moby D RFID (radio-frequency identifi ca-tion) system. “This assigns the material containers a unique number, which is entered in a database. All recipe ingredients are then recorded under this num-ber. The numbers are read by radio and therefore are insensitive to soiling.”
Tracking and time fl exibility
The RFID technology has two decisive advantages for the automation of the processes: in addition to trace-ability, it also allows fl exibility with regard to when
the recipes are weighed. This enables individual com-ponents to be weighed one after another for several recipes so that the logistical effort is reduced. The identifi cation of the container allows components to be weighed in advance or recipes to be weighed only partly and then used later. This also simplifi es the production of premixtures for other company sites such as the sister plants in the Czech Republic and Italy.
Following extensive testing, Harburg-Freuden-berger confi gured the identifi cation system from six Moby SLG D12 writers/readers installed in the con-veyor system on the fi ve weighing stations and in front of the mixer. These were linked to the central control system via an RS232 interface, which serves for communication with the database. The data record number contains details of the recipe and weighing. The writer/reader writes this number on one of the approximately 250 credit-card-sized mobile MDS D100 RFID data media, which are then attached to the plastic containers for oils and other fl uids.
In addition to the RFID technology, other automa-tion components from Siemens complement the sys-tem. For example, the staff at the individual stations are informed by 15-inch fl at panels with touchscreens, while Simatic S7-300 controllers are used in the soot and small-volume weighing to control the weighing carousel, including a Siwarex U automatic scales. A panel PC with WinAC RTX Soft PLC controls the auto-matic processes in real time on the mixer.
Trouble-free application
The system has been in operation since June 2007 and has been running perfectly since then. Relieved of the time-consuming tasks of documentation and contin-uous inspection, the staff can now concentrate fully on the production of the mixture. The RFID system in the Pleidelsheim plant closes the circle between the consistent recording of all components in incoming goods and the traceability of the end products, and also ensures a noticeable increase in productivity. p
» The previous semiautomatic
method was complex and
expensive and no longer met our
process reliability demands. «Dr Hanns-Martin Schmid, Responsible for Development and Engineering, Parker Hannifi n

32 process news | 2-2009
Monsanto, Belgium p
Production Effi ciency
Monsanto is a leading global provider of agricultural products and integrated solu-tions that bring together chemicals, seeds,
and biotechnology traits to improve farm productiv-ity and food quality. In terms of crop protection, the company is best known for its Roundup, the world’s top-selling herbicide. The Antwerp production site consists of a formulation unit and several herbicide canning and bagging lines.
In 1995, Monsanto implemented a combined man-ufacturing execution and warehouse management system at the Antwerp production facility. This sys-tem, developed specifi cally for Monsanto Antwerp, was modifi ed and extended several times over the years and suffered from a lack of fl exibility, as Danny Van Looveren, process control systems team lead at Monsanto, confi rms. “We were faced with a system that was not performing well compared to the ‘best of breed’ systems available and that needed extensive
and expensive maintenance,” he says. Consequently, in late 2007, Monsanto Antwerp decided to install a new manufacturing execution system (MES) to control and optimize the production. Van Looveren explains:
“We wanted a solution that was compliant with the ISA S95 standard, and we wanted a system that was confi gurable, not a customized solution.”
Integration capabilities and fl exibility
The Monsanto project team with Christophe Laureys (production systems engineer), Alois Kimpe (master operations scheduler), and Danny Van Looveren
After the implementation of a manufacturing execution system based on
Simatic IT, the Monsanto site in Antwerp benefi ts from Totally Integrated Automation
through seamless vertical integration and greatly improved traceability.
(project leader) performed a thorough screening of different suppliers in the MES and warehouse man-agement systems (WMS) market and decided that the Simatic IT MES environment, a solution utilizing the benefi ts of Totally Integrated Automation (TIA), was best suited to meet the company’s current and future needs, as Van Looveren states: “The MES is the key element to guarantee the integration of all our com-ponents, ensuring optimal production effi ciency. Simatic IT will help us by doing exactly that. It con-sists of a collection of highly integrated components, designed to integrate with our third-party systems, standardize our production, and keep our manufac-turing processes aligned with our supply chain activ-ities. The product provides a high-level framework that enables the description of our manufacturing processes and operation procedures.”
Another point in favor of Simatic IT was the fact that the system can be easily integrated with the other TIA
components such as Simatic WinCC, which is used as a standard on the Antwerp site, as well as with the Simatic PCS 7 process control system and the Simatic Batch batch control. With Simatic IT, Monsanto was also able to implement the project in phases, reducing the impact on production and enabling a smooth transition to the new system.
Staged implementation
In January 2008, Siemens received the order for the installation of the new solution. Siemens delivered a comprehensive MES solution covering functional areas such as production order management as well as goods tracking and tracing. The Simatic IT solution consists of the standard Production Modeler, Order Manager, and Product Manager components. The MES is used as the standard integration platform for the production machines and the various business sys-tems. Siemens was also responsible for the require-
» We wanted a system that was
confi gurable, not a customized solution. «Danny Van Looveren, Process Control Systems Team Lead, Monsanto
I n d u s t r y C h e m i c a l I n d u s t r y

process news | 2-2009 33
infocontact
www.siemens.com/[email protected]
ments analysis, design and construction, and site acceptance tests. And because the installed solution is considered a mission-critical production system, Siemens guarantees the solution’s operation by means of a 24/7 support contract.
In the fi rst stage of the implementation, starting in May 2008, Simatic IT was installed on the fi lling lines. In the second phase, which was completed in Decem-ber 2008, Simatic IT was linked up with Simatic PCS 7 in the formulation unit. The project was developed on a virtual server infrastructure and was then trans-ferred to the physical system. “The project followed the Siemens project approach, and it went well,” says Van Looveren. “We enjoyed excellent collaboration between the Siemens team and the Monsanto team and greatly benefi ted from having different people with different competencies on the teams.” Christian Derck, project leader of the Siemens team, experi-enced the same and says, “Through the active involve-ment of both the Monsanto and Siemens teams, dur-ing all the phases of the project, a smooth and successful start-up was realized.”
Higher operational effi ciency
Van Looveren is quite satisfi ed with the results of the implementation: “The thorough testing ensured that we had the system up and running with little effort and in a short time. From start-up, we have had a sys-tem that runs smoothly, and it was very stable after only some minor interventions.” The impact on pro-duction has also been positive: “The new system improves our degree of automation in operation. All settings are established through the MES, eliminat-ing manual processes – and that means we make fewer mistakes than before. Another important aspect is traceability – that is greatly improved compared to what we had before.”
The replacement of the MES legacy system with Simatic IT enabled Monsanto to lower its total cost of ownership. Simatic IT also enables vertical integra-tion between the process control and Supervisory Control and Data Acquisition (SCADA) systems and the enterprise resource planning level, thus reducing manual operations and manipulations. Accurate tracking and tracing functionality increases produc-tion visibility, resulting in faster production cycles, the prevention of possible handling errors on produc-tion runs, and fewer production losses.
After the successful implementation of the fi rst MES project, Monsanto intends to roll out the Simatic IT solution on other lines as well. Planned future steps also include expanding MES functionality by implementing the OEE module for monitoring over-all equipment effi ciency, and linking the MES with the WMS. p
» The new system improves our degree
of automation in operation. « Danny Van Looveren, Process Control Systems Team Lead, Monsanto
In the fi rst stage of the implementation, Simatic IT was implemented on the fi lling line
The accurate tracking and tracing functionality of Simatic IT increases production visibility, resulting in faster production cycles
All
ph
oto
s: S
iem
ens
AG

I n b r i e f
34 process news | 2-2009
Milltronics WD600
New Slider-Bed Belt Scale
The new Milltronics Weighdeck 600 slider-bed belt scale measures light- to medium-duty loads. The belt scale with IP67 degree of protec-tion is easy to install and suitable for fl at belt conveyors transporting dry products as well for Intralox-style belts conveying wet products.
The WD600 belt scale offers cor rosion-resistant components that are robust, virtually maintenance-free, and especially suitable for aggressive environments and the hygienic pro-cessing of foodstuffs.
A speed sensor and, alternatively, a BW100 or BW500 integrator or a Siwarex FTC module, expand the WD600 scale to form a weighing system. This can be used, for example, to de-termine the flow rate or the current belt load and speed or to calculate the daily production total. Accuracy is maintained even with severe off-center belt loading, thanks to electronic load-cell balancing. The WD600 can also be used to control feed rates. For this purpose it is combined with a variable-frequency drive for varying the belt speed accordingly.
www.siemens.com/wd600
Sitrans LVL100 and LVL200
New Vibrating Level Switches
The new robust and reliable Sitrans LVL100 and LVL200 vibrating liquid level switches are suitable for high-, low-, and demand-level alarms and pump protection for liquid applications.
The compact Sitrans LVL100 is especially suit-able for narrow space applications, pressurized vessels, and dry-run protection. It can be installed in any orientation, as a top, bottom, or side mount, including in pipelines as small as DN25.
Sitrans LVL200 is SIL2 safety qualifi ed for high and low level detection. It performs reliably in ap-plications with process temperatures up to 250 degrees Celsius.
www.siemens.com/level
Sitrans F C MC2 and Sifl ow FC070
Improved Hygiene
Siemens recently introduced a new line of Coriolis fl owmeters for the food and beverage industry that are certifi ed according to the guide-lines of the European Hygienic Engineering and Design Group (EHEDG).The Sitrans F C MC2 hygienic sensor withstands rough con-ditions during cleaning in place (CIP) and sterilization in place (SIP) processes. Furthermore, the pipe hydraulics for the new Coriolis pipe are designed without any reductions and setbacks, which ensures not only good cleanability but also maximum food safety during process-ing. The Sitrans F C MC2 has obtained the internationally acknowl-edged EHEDG hygienic approval. With this approval, the owner gains optimum safety in daily operation, but the good cleanability of the EHEDG-approved device can also contribute signifi cantly to cost-effi cient maintenance and lower manufacturing costs.
The Sitrans F C MC2 can be combined with the Sifl ow FC070 trans-mitter, the fi rst transmitter designed for direct integration into Simatic PCS 7 automation systems. With a transmitter width of only 40 millimeters, the transmitter is so small that it can be installed vir-tually anywhere, even remote from the processes it controls. In this way, potential contamination issues can be avoided and hygiene fur-ther improved.
www.siemens.com/fl ow

D i a l o g u e
process news | 2-2009 35
process news 2-2009PublisherSiemens Aktiengesellschaft,Gleiwitzer Str. 555, 90475 Nuremberg, Germanywww.siemens.com/automation
Drive Technologies DivisionCEO Klaus Helmrich
Industry Automation DivisionCEO Anton S. Huber
Responsible for ContentGerhard Bauer
Responsible for Technical ContentCornelia Dürrfeld
ConceptChristian Leifels
EditorCornelia Dürrfeld, Siemens AG, I IA CC P Siemensallee 84, 76187 Karlsruhe, GermanyTel.: +49 (0) 7 21 5 95-25 91Fax: +49 (0) 7 21 5 95-63 [email protected]
Editorial CommitteeAlexandre Bouriant, Catherine Derkosh, Sigrun Ebert-Heffels, Michael Gilluck, Birgit Gottsauner, Walter Huber, Bernd Langhans, Ivonne Luthardt, Corinna Nunneri, Rüdiger Selig, Todd Stauffer, Roland Wieser
Publishing HousePublicis KommunikationsAgentur GmbH, GWACorporate Publishing Medien 1 P.O. Box 32 40, 91050 Erlangen, GermanyTel.: +49 (0) 91 31 91 92-5 01Fax: +49 (0) 91 31 91 92-5 [email protected]
Editor in chief: Kerstin PuruckerLayout: Jürgen StreitenbergerCopy editing: Irmgard Wagner
DTP: der Döss für Kommunikation, NürnbergPrinting: Hofmann-Infocom, Nürnberg
process news is published quarterly.
Cover photo: Koerber
Circulation: 30,000Job number: 002800 19536
© 2009 by Siemens Aktiengesellschaft Munich and Berlin, Germany.
All rights reserved by the publisher. This edition was printed on environmentally friendly chlorine-free paper.
ISSN 1430-2292 (Print)
The following products are registered trademarks of Siemens AG:COMOS, ET 200, MAXUM, MicroSAM, MOBY, S7-300, SCALANCE, SIFLOW, SIMATIC, SIMATIC Batch, SIMATIC HMI, SIMATIC IT, SIMATIC PCS 7, SIMATIC Route Control, SIMATIC S5, SIMATIC Safety Integrated, SIPART, SIPAT,SITRANS, SIWAREX, TIA, WinCC
If trademarks, trade names, technical solutions, or similar are not listed above, this does not imply that they are not registered.
The information provided in this magazine contains merely general descriptions or characteristics of performance, which in the case of actual use do not always apply as described or which may change as a result of further development of the products. An obligation to provide the respective charac-teristics shall exist only if expressly agreed in the terms of contract.
IWI: TPOGOrder number: E20001-M6209-B100-X-7600Printed in Germany
onlineOn the Internet at
www.siemens.com/processnewsyou can download the current issue and past issues of process news as PDF fi les, or search directly for articles about specifi c topics, technologies, and systems in the Reference Center.
eventsACHEMA 2009
Sustainable Business
From May 11 to May 15, the 29th International Exhi-bition Congress on Chemical Engineering, Environ-mental Protection and Biotechnology will open its doors to the public. Held every three years, ACHEMA is the most important international exhibition con-gress for chemical engineering and the process indus-tries; it is the platform for introducing new technolo-gies and products as well as the worldwide exchange of ideas and the establishment of new business con-nections. Despite the challenging economic environ-ment, ACHEMA 2009 is still on the road to success, with bookings approaching or even exceeding the fi gures of 2006.
The congress program is the second cornerstone of ACHEMA, next to the exhibition itself. Numerous spe-cial and guest events, podium discussions, expert talks, and plenary lectures provide a multifaceted, highly topical, and high-level congress program refl ecting the great diversity of process engineering.
Siemens will be exhibiting a series of innovations focusing on answering performance and sustainabil-ity questions in tougher times – with technologies that demonstrate how the process industry can opti-mize plant and process performance, make better use of resources, and protect the environment. Moreover, Siemens will contribute to the ACHEMA congress with 10 lectures that cover a wide range of topics from reactor and process technology to control technology and process instrumentation. p
Please visit our ACHEMA web site to fi nd out more:www.siemens.com/achema
info Do you want to know more about the systems and solutions for the process industry from Siemens Automation and Drives? Simply visit our information portal on the Internet at
www.siemens.com/processautomation
Do you want to change your address? Subscribe to process news? Comment on articles in process news or request more information? Just write us an e-mail:

Answers for industry.
ACHEMA 2009
How do you achieve sustainable business?
Achieving business sustainability is a complex challenge, especially today.Siemens provides you with answers at ACHEMA 2009. Discover, how our innovative products, systems and solutions can optimize plants, processes and the use of resources, as well as protect the environment. To allow you to successfully meet today’s and tomorrow’s challenges.
Visit us in hall 9.2, booth E 24 – we are looking forward to meeting you!More information: www.siemens.com/achema