sealing practice
DESCRIPTION
bbbbTRANSCRIPT

SPRAYED SEALING PRACTICE IN AUSTRALIAWalter Holtrop, Australian Asphalt Pavement Association,Australia
ABSTRACT
This paper provides an overview of current sealing practice in Australia, including priming andprimersealing, types of sprayed seals and their selection, the current national seal designprocedure, and plant and field procedures commonly used.
Asphalt is the preferred treatment in urban areas, on heavily trafficked urban freeways andarterial roads, and areas of high traffic stresses. Sprayed sealing is the surfacing treatmentcommonly used in rural areas, and is the most economic type of surfacing for the rural roadnetwork. It is also used for specific applications, such as strain alleviating membranes tominimise crack reflection, on all classes of roads.
The main type of sprayed seal is a single layer of binder covered with a single layer ofaggregate (single/single seal) used on both new and resurfacing work. On new work thepavement material is usually locally available gravel, often of marginal quality, with better qualitycrushed rock material used on the more heavily trafficked roads.
Sprayed seal design as referred to in this paper is the design of rates of application of binderand aggregate spread rates. The continued success of sprayed seals as a surfacing requirescare in choosing an appropriate treatment for the conditions, a high standard of preparation ofpavements and attention to detail. To successfully select and design a sprayed seal requires amix of engineering and ‘practical know how’.
INTRODUCTION
The technique of sprayed sealing was adopted in Australia because of its relatively low cost andspeed of construction compared to other forms of pavement surfacing, and has been themainstay of road authorities in Australia to provide a safe, all-weather rural road network. Majorfactors that contributed to improvements in the performance of seals in the early days were: Adoption of the design procedure developed by F M Hanson, and national continuous
improvement thereof over many years by state road authorities.
Development of major plant items and practical, proven, field procedures specifically forsprayed sealing works in Australian conditions.
Introduction of hot bulk bitumen, and the use of cutter oil to field produce cutbackbitumen mixtures, on site at the time of use and most appropriate for the prevailingweather conditions.
In 2005, ARRB Group, at the direction of Austroads (the national body which representsthe interests of the state road authorities) arranged a national Sprayed SealingWorkshop for practitioners. Attendees were from road authorities and sealingcontractors, including senior management and technical specialists. The following areconsidered most important of the many issues that were discussed.
— Loss of skilled practitioners, and the difficulty in replacing them in the short term.
— Rapid increase in the number of “large heavy vehicles” and their effect on sealperformance.
— Potential embedment of aggregate into new granular bases, and asphalt patcheson existing roads to be resealed, and how to determine the allowance required tobe made for this in the seal design procedure.
— Selecting the “cheapest” type of treatment available.

— Unrealistic performance/service life expectations when resealingcracked/distressed pavements.
— Developing a formal design method for primerseals.
AUSTRALIA
Climate
There are major climatic variations throughout Australia from semi-tropical to extreme hottemperature conditions, and some areas of alpine conditions (see Figure 1). Rainfall patternsrange from high rainfall in the north to extremely low rainfall in the central desert regions.
Figure 1: Variations in Maximum Temperature
Traffic
Traffic volumes used in seal design are generally provided as Average Annual Daily Traffic(AADT), which is the total traffic carried by the road. Traffic can vary from very low, < 100 AADTfor local roads in rural areas to as high as 40 000 AADT on freeways and major routes.Commercial vehicles in general make up about between 5 and 10% of the total traffic, but thiscan vary from almost nil to as high as 35% on the major freight carrying roads, and over 50% onquarry and mining access roads. The rapid increase in large heavy vehicles over the last fewyears (classed as having seven or more axles) is placing increased demand on pavementmaterials, sprayed seals and the design and construction processes. This increase in largeheavy vehicles is expected to continue.
Some facts about Australia
The following information is collected from various sources such as Austroads Road Facts,Australian Census, AAPA industry statistics. This is provided for background information only,and not as accurate statistics:

(i) Population
Approximately 21 million, the majority of whom live within 100 km of the coast
(ii) Area
7.7 million square km (roughly 3000km x 2800km)
(iii) Road network
approx 800 000 km total length
approx 500 000 km gravel surface, earth or unformed
approx 307 000 km surfaced with seals or asphalt, and minor lengths of slurry andconcrete.
(iv) Sprayed seals
Estimated 270 000km (approximately 90% of the surfaced length)
(v) Bitumen
Average annual use varies from 750 - 800 000 tons, with approximately half of this used onsealing works
(vi) Network value
In excess of $100 billion (Australian)
(vii) Annual expenditure on sealing
Approx $450 million (Australian)
(viii) Average seal life
Based on typical intervention levels, for single/single seals from about seven years for smallaggregate to 12 – 15 years for larger aggregate.
(ix) Sprayers operating
An average of 200 calibrated and operating sprayers are listed on the AAPA web page. Sealingcontractors own most of these, but a number of road authorities and councils also own sprayers.

MATERIALS
Bituminous materials
Bituminous based materials used are covered in various Australian Standards and Austroadsspecifications. Common materials used in sprayed sealing are:
(i) Bitumen
Class 170 (approximately equivalent to 85/100 penetration).
(ii) Cutback bitumen
Cutback bitumens are used for:
sealing, generally C170 mixed with cutter as required
priming/primersealing, Australian Standard grades, proprietary grades and fieldproduced equivalent to the standard grades of cutback.
(iii) Cutter oil
A light solvent such as lighting kerosene or aviation turbine fuel
(iv) Bitumen emulsionGenerally Australian Standard grades of cationic emulsions, with specialty grades developed forpriming.
(v) Aggregate precoating materials
Oil or bitumen based, specialty grade of bitumen emulsion.
(vi) Adhesion agents
Amines to promote wetting and adhesion in damp conditions, and for aggregates with pooraffinity to bitumen.
(vii) Polymer modified binders (PMB)
Manufactured based on SBS, PBD and crumbed rubber polymers, generally used as hotbinders but also available as emulsion.
(viii) Multigrade bitumen
C500/170 for sprayed sealing, designed to behave like C500 in hot conditions and C170 incooler conditions.
Aggregates
Single sized aggregates are preferred because this provides maximum tyre contact and macrotexture for surface drainage. Common aggregate sizes used are 7, 10 and 14 mm, with some16 and 20 mm.Australia is fortunate in that there are sufficient different aggregates available able to meet thespecified requirements for the general range of traffic and climatic conditions. The aim is toselect an appropriate and economic aggregate for the conditions. As deposits diminish, and itbecomes more difficult to open new quarries due to environmental restrictions, it is expectedthat greater value will be placed on aggregates of better quality required for heavily traffickedroads and to meet skid resistance requirements.
Aggregates are commonly manufactured by crushing and screening of suitable rock deposits.Aggregate specifications are reasonably uniform across Australia and appropriate properties arespecified to cover the range of traffic conditions, loads and weather conditions, including specificproperties, for example, such as may be required for wearing qualities and polished stone valuefor skid resistance.Quarries are required to separate production into lot sizes, and test and report on grading,median size, flakiness index and Average Least Dimension (ALD).
TYPES OF SPRAYED TREATMENTSSprayed treatments are broadly separated into two main types:
(i) Initial treatment on new pavements: prime and seal
primerseal (small aggregate), followed by a final seal (usually larger aggregate) one or twoyears later
prime and small aggregate seal, followed by a final seal one or two years later
a ‘final seal’ is a part of the selection and design process for the overall initial treatment.
New works are generally constructed using unbound granular materials such as local gravels onlow traffic roads, with crushed rock on the more heavily trafficked roads. When rehabilitatingthese roads they may be overlaid with another layer of granular material, or they may bestabilised using cement. Bitumen stabilisation is more expensive and therefore not often used.Where practical, pavements are primed and sealed, but to minimise disruption to traffic thepredominant treatment is now a primerseal, followed say 12 to 18 months later with a finalsurfacing.The prolonged drought conditions are affecting road construction, particularly in rural areas, andthis aspect has to be considered when selecting a suitable initial sprayed seal surfacingtreatment.Cheaper local marginal materials used in rural locations are no longer able to adequatelysupport heavy loads as is evident in the loss of texture early in the seal life. On roads carryingheavy vehicles it may be necessary to import and use more expensive crushed rock material asthe base material.Concrete pavements, if required to have a bituminous surfacing, are primed prior to placingasphalt or a sprayed seal.
(ii) Reseals over existing bituminous surface:Existing surfacing may be seals, asphalt or slurry.
PrimeA prime is the application of a suitable viscosity primer to a properly constructed and preparedpavement, as a preliminary treatment to the application of a seal or asphalt surfacing.Primers perform best when applied in warm/dry conditions. Primers are usually light grades ofcutback bitumen but special emulsion primer is becoming more popular and has the advantagethat it can be used in cooler conditions, dries quicker, contains little cutter and thus may havethe surfacing applied sooner. Emulsion is a lower risk environmentally than cutback bitumen incooler and/or damp conditions.The pavement must be allowed to dry back, to about 70% of optimum moisture content, and thesurface dry/damp only to enable the primer to penetrate into the pavement surface.
PrimersealA primerseal is the application of a primerbinder and aggregate cover to provide a temporarysurfacing treatment.
Sprayed Seals
Standard, commonly used types of seal are generally identified by the number of layers ofbitumen and aggregate. The common seal types are:
(i) Single/single
Single layer of aggregate covered with a single layer of aggregate as shown in Figure 2. This isthe most used and economic type of seal on low to medium traffic roads with 10 mm aggregate.

Figure 2: Single/single seal
(ii) Double/double
A combination of two layers of binder and aggregate as shown in Figure 3. The first applicationseal uses the larger aggregate and the second application aggregate is ideally half the size ofthe first. This is a more robust seal for areas of high traffic loading or stress, or using aneconomical aggregate that has a low affinity for bitumen.
(iii) Inverted seal
Similar to a double/double buFigure 4. Used to correct exisseals or to minimise potentialpavement bases, (limestone aTime interval between the twolocations, reason for selection
(iv) Regulating or corre
A single/single type seal usedsurface texture is consideredor 7 mm aggregate is used to
Special purpose sea
(i) Strain Alleviating MeA single/single seal (typicallyto minimise reflection crackinwith moisture sensitive pavemconcrete bridge decks or pav
Figure 3: Double/double seal
t the first application is the smaller aggregate seal as shown inting non-uniform texture prior to resealing, resealing existing fattyaggregate embedment on initial treatments when sealing softnd sandstone).seals varies from a few weeks to several years depending on the
.
Figure 4: Inverted seal
ction seal
to correct existing surface texture prior to a reseal if the existingto be too coarse for a 10 mm or larger reseal. Generally a size 5fill and reduce the existing voids.
ls
mbrane (SAM)using 10 or 14 mm aggregate) as shown in Figure 5, with a PMBg and/or provide a more waterproof surfacing on roads constructedent material or subgrade, or sealing minor surface cracks in
ements.
Cracks

Figure 5: Strain alleviating membrane (SAM)
(ii) Strain Alleviating Membrane Interlayer (SAMI)
A single/single seal (typically using 10 or 14 mm aggregate) similar to a SAM as shown inFigure 5, with a high modification PMB to minimise reflection cracking into an asphalt overlay, orto provide a very waterproof membrane under open graded asphalt. Design is similar to asingle/single SAM but usually with higher rates of application of PMB.
(iii) High Stress Seal (HSS)
May be a single/single or double/double seal, as shown in Figures 2 and 3, (can use allaggregate sizes) but with a PMB to improve seal performance in areas of high traffic loadingand stress.
(iv) Other types of specific purpose seals using a PMBThe following types of seal have been developed in practice over a number of years, with themain aim to provide improved performance over a normal seal with C170 bitumen for specificapplications. The PMB used in these applications generally do not meet the Austroads PMBspecification (Austroads 2006b) for treatments such as SAM, SAMI and HSS described above.The treatments have been included based on their proven performance and appropriate PMBfactors have been developed to use in the Austroads design procedure. Four main applicationsare:
aggregate retention in heavy/high speed traffic conditions for both single/single anddouble/double seals. Generally the seals are subject to less stress than a HSS and use alower modification PMB
waterproofing weak pavements, particularly pavements constructed over moisturesensitive subgrade, which may have a high potential to crack. The seal is generally asingle/single but the application is less demanding than for a SAM.
as holding treatments (short term only) for sealing distressed pavements until they can bereconstructed. Generally a single/single seal.
for safety of the public allow early removal of loose aggregate on high speed roads,without causing damage to the seal by sweeping with a rotary road broom or a vacuumbroom.
Geotextile Reinforced Seal (GRS)
A single/single or double/double seal reinforced with a geotextile membrane as shown in Figure6, used as an alternative to a SAM or SAMI. The common membrane used is a polyester fabricof about 140 g/m². Also used as initial treatment where reasonable quality pavement materialsare not available locally and/or often too expensive to haul long distances.
Figure 6: Geotextile reinforced seal
Dry matting seal technique
A repair technique developed to restore the properties of a new seal that early in its life lostconsiderable amount of aggregate, from the wheel paths, mainly due to cool/damp weatherconditions. This technique may also be used to reseal an existing fatty seal to minimisepotential bleeding, but this requires some experience, care and attention to detail to dosuccessfully. Loose dry aggregate is carefully spread in the stripped areas, and then a full widthsmall aggregate applied.

Figure 7: Dry matting technique
SELECTION OF SPRAYED SEAL TREATMENTS
PRIMES
A prime and seal is the preferred treatment for all new work as it improves the bond, providesflexibility and reduces the risk of early seal failure. Priming is recommended when sealing orplacing asphalt over a concrete pavement.
Selection and design of primesThere is no formal design method, and selection of a suitable grade of cutback bitumen primeris based on experience within the local area, construction practices, type and compaction ofpavement material and the seal or hot mix asphalt treatment to follow. The primer is expected tobe allowed to dry and cure for a minimum of three days before being sealed.
Table 1: Selection and rate of application of cutback bitumen primer
Grade ofprimer
ViscosityPa.s at 60° C
Pavement condition Typical rates ofapplication at 15° C
Very light
Light
Medium
Heavy
Very Heavy
0.010 – 0.020
0.025 – 0.050
0.050 – 0.080
0.080 – 0.200
0.200 – 0.400
Tight, hard surface, or stabilised
Tight, not as hard, more fines
Some porosity
Porous surface
Limestone/sandstone/hill gravelswith high fines
In the range of 0.8 to1.2 L/m² depending ontype and compaction ofpavement material andmoisture content
Special bitumen emulsion primers provide alternatives to the very light and light grade ofcutback bitumen and are applied at about the same rate of application – refer to Figures 8 and 9to compare emulsion and cutback primers. Typical life of a prime may vary from several weeksfor a light primer, up to 6 – 8 weeks for a heavy primer on a low traffic road.
Figure 8: Freshly primed surface, primed with special emulsion primer

Figure 9: Primed surface several weeks old, primed with light grade of cutback bitumen primer

PRIMERSEALS
Primerseals were originally developed as an initial treatment alternative to a prime and sealwhen it was not practical to prime, such as in cool/damp weather conditions. It is now thepreferred initial treatment on roads with an AADT of 200 or more, for porous pavements, and inweather conditions where normal sealing practice is considered to be a high risk.On new work, pavement construction and preparation requirements are the same as for primingexcept the surface must be kept damp to prevent balling up of the primerbinder.Primerseals are mostly single/single, but multiple applications may be used in high stress areas.
Selection of aggregate sizeAggregates may range in size from coarse sand to 10 mm. The aggregate size and spread rateis selected taking into account traffic and prevailing weather conditions, as shown in Table 2.Aggregate spread rates are based on normal seal design plus an additional 10% aggregate.
Table 2: Primer seals - selection of size of aggregate and spread rates
Design traffic (v/l/d) Recommended size ofaggregate (mm)
Recommended aggregatespread rate (m²/m³)
< 1200
>1200
5 and 7
7 or 10
5 and 7: 130 – 150
10: 110 – 120
Note: Design traffic is determined separately for each traffic lane (based on AADT)
Selection of primerbinder
The selection of the type and grade of primerbinder is based primarily on the prevailing weatherconditions, type and condition of the pavement, and timing of the next treatment, as shown inTable 3.A primerseal constructed with a cutback bitumen primerbinder, should not have the final sealapplied within twelve months to minimise potential bleeding of the final seal. If bitumen emulsionis used as the primerbinder the time may be reduced to six months.The base bitumen is usually C170, but harder grades of base bitumen and/or faster curingcutter may be used on heavily trafficked roads, areas of high stress, or in cooler/damperprevailing weather conditions.
Table 3 provides a guide to the selection of a suitable primerbinder for prevailing weatherconditions.
Table 3: Selection of type of primerbinder
Type of primerbinder Recommended use
Medium cutback bitumen(12 - 15% cutter by volume)
Heavy cutback bitumen(8 - 10% cutter by volume)
Bitumen emulsion (CRS)60 - 70% bitumen contentmodified emulsion
Cool and/or damp conditions, or on tightly-bonded medium porosity pavements
Warm and/or dry conditions, and on porouspavements
All year, but more suited to cool and/or dampconditions, on porous pavements or whensurfacing is to be applied within three months
Design of rates of application of primerbinderThere is no formal design method at this stage, but it is planned this will be addressed next inthe seal design project.At present, the design is based on the use of ‘base rates’ of primerbinder related to traffic asshown in Table 4. Allowances for pavement condition and texture must be determined andadded to these base rates to complete the design. Generally, allowances for pavementcondition and texture are in the order of + 0.2 to 0.3 L/m².Aggregate embedment is a major consideration. Embedment is measured using the ‘ballembedment’ test as described in the seal design method. If embedment is greater than 4 mm itis recommended to not proceed and to determine the cause of high embedment. If embedment

is due to moisture content, insufficient time for pavement surface to cure etc. it is recommendedembedment be measured again after the surface has been allowed to dry/cure.If embedment is due to soft pavement material (such as sandstone), alternatives such asinverted seal approach, stabilisation or better quality base material should be considered.
Table 4: Recommended base rates of application of primerbinder
Rate of application of primerbinder (total volume in L/m² @ 15 °C)
Design traffic (v/l/d) Aggregate size(mm)
Cutback bitumenprimerbinder
Bitumenemulsion
primerbinder
< 150 5, 7 or 10 1.3 – 1.5 1.6 – 1.7
150 – 1200 5, 7 or 10 1.2 – 1.3 1.5 – 1.6
> 1200 5,7 or 10 1.1 – 1.2 1.4 – 1.5
Note: Design traffic is determined separately for each traffic lane or area being considered
Final seal treatment
Primerseals should be regularly inspected to determine when the final seal should be applied.A primerseal needs retreatment when the primerbinder is nearly or fully oxidised. This can bechecked by prying out pieces of aggregate and assessing the condition of the primerbinderadhering to the aggregate. The primerbinder is near the end of its life when it appears dull andbrittle. Another useful further indication of the primerbinder hardening is when small holes andminor cracking develops in the primerseal.
SPRAYED SEALS
Introduction
The following is an outline of the general philosophy behind selecting a particular type ofsprayed treatment. The choice is influenced by the operating environment, accepted and provenpractice in the local area, availability of materials and whole of life cost of the treatment.Generally, several treatments will be satisfactory and the designer will have to make the finaldecision on choosing the optimum treatment, taking into account the above factors as well asthe risk factor associated with each treatment for the prevailing conditions expected at the timeof application. e.g. a PMB will be a very high risk treatment in cold/damp weather conditions.The life of a sprayed seal is highly dependent on the quality of the granular base materials andthe standard of surface preparation of pavements prior to resealing.
Main strengths of a seal are:
suitable for both initial and reseals
high flexibility
relatively low cost
high skid resistance (when applied to a uniform surface)
good waterproofing qualities
use of PMB and geotextiles for sealing and waterproofing existing cracked surfaces
matches existing surface level.
Limitations are:
will not strengthen a pavement
will not correct a pavement shape

high tyre noise, particularly with larger aggregates
less satisfactory performance over non-uniform or rutted surfaces
not suitable to treat intersections, roundabouts, heavy vehicle turning areas.
Environmental considerations
The first few hours in the life of a seal are critical with regard to performance and any problemsdue to traffic or weather conditions. Therefore in the selection process due consideration mustbe given to the risk of failure and likely consequences for safety of the traffic and potentialenvironmental pollution.
Selection of aggregate sizeThe nominal size of aggregate chosen should relate to the conditions for the job and should bethe best compromise for the various conditions. The sand patch test and surface textureallowance table in the seal design method can be used as a guide to selecting aggregate sizefor reseals taking into account existing texture. Table 5 sets out the aggregate sizesrecommended based on traffic volumes.
Table 5: Recommended aggregate sizes for single/single seals
Traffic volume Aggregate size
< 500 AADT 7 or 10 mm, maximum – 10 mm
500 – 2000 AADT preferred is 10 mm, with a maximum of 14 mm
> 2000 AADT minimum 10 mm, with a maximum of either 14 or 16 mm
Double/double seals
Preferred combinations are: 10/5 for fine texture as may be required in urban areas; 14/7common for high speed roads; 20/10 to provide a very robust seal, and 20/7 mm for robustseals requiring a smoother and finer textured surface.

SAM
Generally as single/single seals using 10 and 14 mm only, because 7 mm generally does notprovide a high enough binder content to be effective and economical. A double/double seal maybe a 14/7, 16/7, 20/10 or 20/7 mm combination.
SAMI
Generally a single/single seal with either 10 or 14 mm depending on the rate of application ofbinder required for the conditions and type and size of cracking, and type and thickness ofasphalt overlay.
HSS
Similar to aggregates used in normal single/single or double/double seal.
Spray generation
Larger aggregates, with higher texture depths, generate less water spray than fine aggregateseals on medium to high speed roads.
Noise considerations
Small aggregates generate less tyre noise than larger aggregates, and often a double/doubleseal is used in urban areas to minimise traffic noise.
Surface texture requirements
Minimum surface texture to provide skid resistance for high speed rural roads is considered tobe about 1 – 1.2 mm as measured by the sand patch test. Generally 10 mm or larger aggregateis required on medium to high traffic volume roads to provide adequate texture. Size 7 mmaggregate provides adequate texture on low traffic roads, or roads with speed limits of70 km/hour or less.
Guide to selection of seal treatments
Table 6 has been developed to provide a first step, quick and practical guide to the selection ofa suitable type of seal treatment for the general conditions, and common performancerequirements specified.

Table 6: Quick guide to selection of a suitable seal treatment
Traffic (in v/l/d)
> 2000 2000
Heavy vehicles Heavy vehicles
Performance environment > 15% 15% > 15% 15%
High stress areas (e.g. small radiusroundabout, intersection, turning lane,
etc.)
Sprayed sealnot suitable
S/S + scattercoat or D/D +
mod 3
Cape seal orD/D + mod 3
D/D or S/S +mod 3
Grades > 5%D/D + mod 3 D/D or S/S +
mod 3D/D or S/S +
mod 3S/S or D/D
Stiff HSS S/S HSS S/SAssessment ofpavementstrength
Weak SAM (D/D only) HSS SAM (S/S) +mod 3
HSS
Hot D/D + mod 2 S/S + mod 2 D/D or
S/S + multi
S/S + multi
Temperate D/D S/S D/D or S/S S/STemperature
(WMAPT)
Cold D/D + mod1 D/D or S/S +mod1
D/D S/S
Legend
S/S: Single/single, C170/320 or multigrade bitumen
D/D: Double/double, C170 or 320 or multigradebitumen
Cape Seal: Single/single seal filled in with slurry
HSS: High Stress Seal is a S/S or D/D, with 7, 10 or 14 mmaggregate, medium/high concentration PMB, multigradebitumen M500/170
Climate: Weighted mean annual pavementtemperatures (WMAPT)
Hot: WMAPT > 35˚C e.g. Ayr, Cairns,Townsville, Mt Isa
Temperate: WMAPT 29˚C < WMAPT 35˚Ceg. Rockhampton, Roma, Mackay, Gympie, Brisbane
Cold: WMAPT 29˚C e.g. Warwick, Kingaroy,Toowoomba
Scatter coat: Light application of small aggregate, 7 or 5 mm,to temporarily ‘lock in’ a larger aggregate. Suitable forintersections, driveways, turning slots
Modified 1: Lightly modified PMB, S10E, S35E, 10% crumbrubber
Modified 2: Multigrade or lightly modified PMB,S10E, S35E, 10% crumb rubber
Modified 3: Higher grade PMB, S20E, S45RApplications also include small radii roundabouts,intersections, cul-de-sacs, turning lanes, etc.
Multigrade: Multigrade bitumen M 500/170
Assessment of pavement strength
Stiff: Rebound deflections < 0.9 mm
Deflection ratio > 0.8 - rigid or bound
0.6 to 0.7 - stiff unbound
Residual deflections < 0.15 mm
Weak: Rebound deflections > 0.9 mm.
Deflection ratio < 0.6 - potentially weak pavement
Residual deflections > 0.15 mm
AUSTROADS SEAL DESIGN METHOD
The Austroads (2006a) seal design method (AP-T68/06) is the national method specified by allstate road authorities. The development and use of a practical, national design method isconsidered an important factor in the development and sustainability of the extensive nationalsealed road network.

Overview
The seal design is still loosely based on the concepts developed by F M Hanson in the 1930s.Over the years the road authorities amended this design theory to cope with changes in trafficvolume, in particular the increase in heavy vehicles in later years, and in many areas localfactors were developed to achieve the desired outcome.In 1992, Austroads agreed to fund national road trials to more accurately predict air voids in thecompacted layer of aggregate in seals constructed with modern equipment and subjected torolling by heavy vehicles, and in particular large heavy vehicles. Road trials, covering manydifferent types of roads, traffic volumes and aggregates, were undertaken to more accuratelypredict the air voids in a seal constructed with modern equipment and subjected to rolling bycurrent traffic, in particular by large heavy vehicles.The design procedure and information provided has been extended and improved over theprevious method; however there are several issues that need further investigation because oftheir influence on the outcome and performance of sprayed seals. Monitoring of validation trialshas indicated that there are still several aspects of the seal design method that need to befurther improved, but this will require collecting further data. These aspects include matterssuch as: Potential embedment of aggregate – how to measure this in a practical manner and
determine practical ‘go – no go’ limits and appropriate allowances in the design processtaking into account traffic ranges, type of pavement, size of aggregate etc.
The effect of large heavy vehicles (seven or more axles) on the rolling/packing ofaggregate and voids in the aggregate mat. This will determine the type and/or magnitudeof adjustments that may be required to be made to minimise the potential of flushing andloss of texture.
Design procedureSprayed seals are a system, and sealing trials and subsequent work have shown that thedesign of the rates of application of binder and aggregate spread rates are both of majorimportance in achieving a satisfactory performance for the service conditions being considered.The design philosophy adopted applies principally to the design of the most common type ofsprayed seal, the single/single seal using conventional C170 bitumen as the binder and onesized 10 mm aggregate. Assumptions included in the design of single/single seals are: Aggregate is single-sized and of appropriate quality. Average least dimension (ALD)
of the aggregate is an important input into the design method and must berepresentative of the aggregate being used. The aggregate is expected to havebetween 15 and 25% flaky particles (FI). If the FI is outside that range, an adjustmentfor aggregate shape has to be made.
Design traffic volume is expressed in vehicles/lane/day (v/l/d) and based on AADT,with between 5 and 15% heavy vehicles. If the heavy vehicles are outside thatrange, an adjustment for heavy vehicles has to be made.
Aggregate spread rate determines the inter-aggregate void space in the seal layer,and hence the amount of binder required. A single layer of aggregate particlessettles with, typically, 40–60% voids after orientation and packing of the aggregateby rolling and trafficking.
Binder rise should be a minimum of 35–40% up the height of the aggregate particleafter initial rolling and trafficking, increasing to between 50–65% (i.e.1/2–2/3) abouttwo years after construction.
The proportion of voids to be filled with binder may be varied to optimise requirementssuch as surface texture, maximum seal life, and for specific applications such as non-traffic areas. A minimum texture is generally required for skid resistance.
Design traffic

Determining the ‘design traffic’ is the first step in the design process. The design traffic isexpressed in vehicles/lane/day (v/l/d) and is determined from the AADT and calculatedseparately for each lane/area being designed.
Design of rates of application of binder
A general schematic flow chart of the process for determination of binder application rates forsingle/single seals is shown in Figure 10.
ALD
Traffic Volume Basic VoidsFactor
Aggregate ShapeAdjustment
TrafficAdjustment
DesignVoids Factor
BasicBinder
ApplicationRate
EmbedmentAllowance
Existing SurfaceConditionAllowance
AbsorptionAllowances
DesignBinder
ApplicationRate
Figure 10: Flow chart for design of binder application rates for a single/single seal
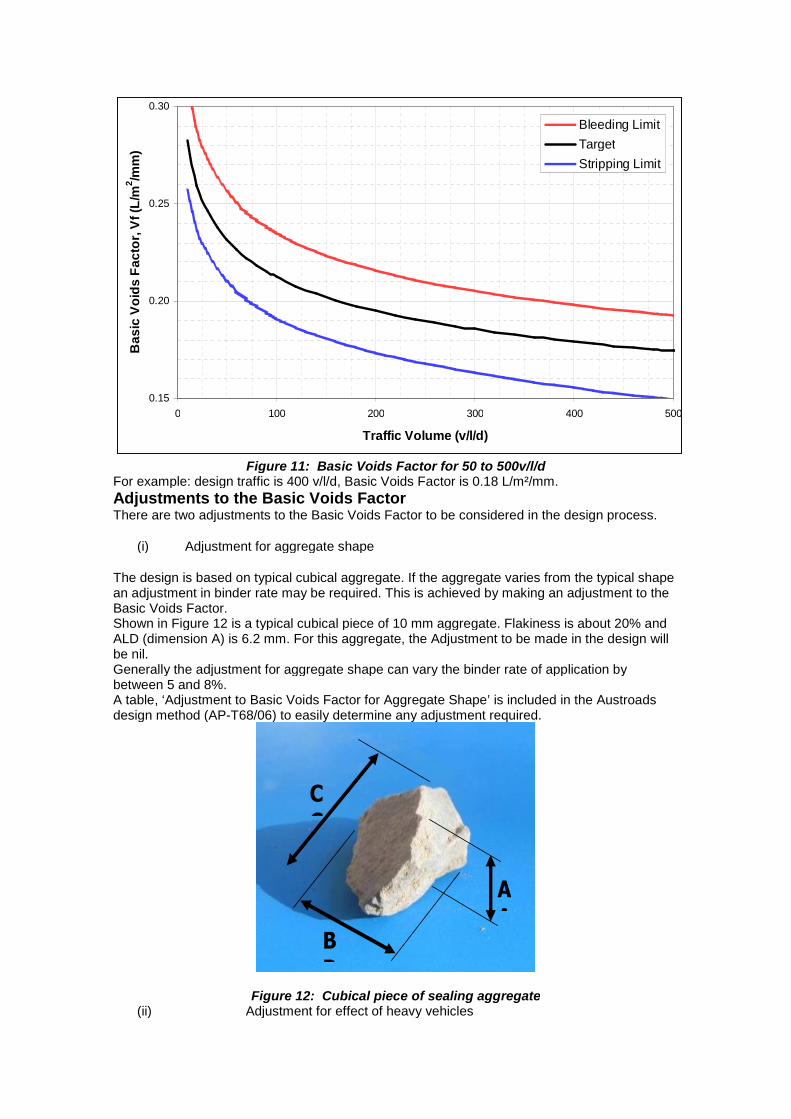
Basic Voids Factor (Vf)The Basic Voids Factor is an estimate of the voids in the aggregate after rolling and traffickingand is based on normal traffic distribution and typical one-sized aggregates used. The BasicVoids Factor is determined directly from a graph for the design traffic. Refer to the central blackline in Figure 11 to determine the Basic Voids Factor for design traffic between 50 and 500 v/l/d.
0.15
0.20
0.25
0.30
0 100 200 300 400 500
Traffic Volume (v/l/d)
Ba
sic
Vo
ids
Fa
cto
r,V
f(L
/m2/m
m)
Bleeding Limit
Target
Stripping Limit
Figure 11: Basic Voids Factor for 50 to 500v/l/dFor example: design traffic is 400 v/l/d, Basic Voids Factor is 0.18 L/m²/mm.
Adjustments to the Basic Voids FactorThere are two adjustments to the Basic Voids Factor to be considered in the design process.
(i) Adjustment for aggregate shape
The design is based on typical cubical aggregate. If the aggregate varies from the typical shapean adjustment in binder rate may be required. This is achieved by making an adjustment to theBasic Voids Factor.Shown in Figure 12 is a typical cubical piece of 10 mm aggregate. Flakiness is about 20% andALD (dimension A) is 6.2 mm. For this aggregate, the Adjustment to be made in the design willbe nil.Generally the adjustment for aggregate shape can vary the binder rate of application bybetween 5 and 8%.A table, ‘Adjustment to Basic Voids Factor for Aggregate Shape’ is included in the Austroadsdesign method (AP-T68/06) to easily determine any adjustment required.
AA
BB
CC
Figure 12: Cubical piece of sealing aggregate(ii) Adjustment for effect of heavy vehicles

Heavy commercial vehicles have a large influence on aggregate packing and performance ofthe seal, and in particular the very large heavy vehicles (LHV), such as B-doubles, which aretrucks with 7 axles or more and gross mass exceeding 45 tonne.During the development of the design method various options were examined to deal withheavy vehicles. The first option was to convert heavy vehicles to light vehicles, but it wasdecided it was important for the designer to separately consider the effect of heavy vehicles inthe design process. A second option was to use the Equivalent Standard Axles (ESA) conceptas used in pavement design, but it was found this did not correlate well with seal performance.The concept of basing the design on a truck being the ‘standard vehicle’ is being evaluated, withthe effect of all types and classes of vehicle being expressed to that standard in terms of effecton a seal performance.
Figure 13: Typical large heavy vehicles (B-doubles)It is estimated that Large Heavy Vehicles (LHV),as shown in Figure 13, have a damaging effectabout three times larger than the normal type of truck and trailer, or semi-trailer (HV). Using thisconcept, the effect of heavy vehicles in the adjustment for heavy vehicles is expressed in‘Equivalent Heavy Vehicles’ (EHV). The EHV is determined from:EHV = (HV x 1) + (LHV x 3)
Adjustment for heavy vehicles can vary the binder rate of application by between + 5% and asmuch as – 30%.
A table, ‘Adjustment to the Basic Voids Factor for Traffic Effects’ is included in the Austroadsdesign method (AP-T68/06) to determine the adjustment required for various percentages ofheavy vehicles, expressed as EHV, in the design traffic.
Design Voids Factor (VF) (L/m²/mm)The Design Voids Factor is determined from adding the Basic Voids Factor and anyadjustments for aggregate shape and traffic effects.
The Basic Binder Rate of Application (Bb) L/m²This Design Voids Factor is multiplied by the aggregate ALD to calculate the Basic Binder Ratein L/m².Bb = VF (L/m²/mm) x ALD (mm) L/m²
Allowances (L/m²)To complete the design for the binder rates of application it is necessary to assess the conditionand texture of the existing surface, and potential aggregate embedment and/or binderabsorption.The allowances are in the same unit (L/m²) as the Basic Binder Rate and can be added ordeducted directly. The allowances considered and typical limits are as follows:
Surface texture of the existing surface (most common allowance applied)This is measured using a standard test method (sand patch) and allowances have beendeveloped to be applied taking into account the size of aggregate in the existing seal, and thesize of aggregate in the proposed new seal.Typical allowances are + 0.1 L/m² for a relatively smooth surface to +0.5 L/m² for a coarsetextured surface with say a texture greater than 1.5 mm.

Embedment of aggregate into the pavement surface (initial treatmentsonly)A test method was developed for determining potential aggregate embedment. This is based ona similar method developed in South Africa. A simple and easy to use hammer has beendeveloped, as shown in Figure 14, and is being tried on a number of new works to collect dataand establish some practical levels of embedment allowance. Risk is related to traffic volumeand composition (in particular large heavy vehicles) and the aim is to initially establish some ‘go– no go’ levels to minimise risk of bleeding, and an indication of allowances to be applied in theseal design for various embedment values.Typical values allowed for embedment are – 0.1 to - 0.3 L/m².
Figure 14: Embedment hammerNote: The embedment hammer is based on the standard Marshall hammer used in asphalt mixdesign. The steel ball to assess embedment is 19 mm diameter.
Design Binder Rate (Bd) L/m²The Design Binder Rate of Application is determined from the Basic Binder Rate andallowances as follows:Bd = Bb + Allowances (L/m²)
Aggregate spread rates (ASR) m²/m³Aggregate spread rates are considerably lighter than in previous design methods. They arebased on ALD, with some adjustments for traffic volumes, aggregate shape, type of binder andtype of treatment. For the most common single/single seals the recommended spread rates aredetermined as follows:ASR = 850/ALD – 900/ALD (m²/m³)Based on average test results of ALD for 7, 10 and 14 mm, typical aggregate spread rates areas shown in Table 7.
Table 7: Typical aggregate spread rates
Size of aggregate (mm) Typical range of ALD (mm) Aggregate spread rate(m²/m³)
7
10
14
3.8 – 4.2
5.8 – 6.5
8.4 – 9.0
190 – 240
115 – 135
95 – 110
Design of other types of sprayed sealsThe Austroads design method (Austroads 2000a) uses the design process for a single/singleseal as the basic design approach. The design of other types of seal follows the sameprocedure to determine he Basic Binder Rate (Bb) as for a normal single/single seal, with C170binder, and uses factors for specific applications and other types of binder. If the binder is PMB
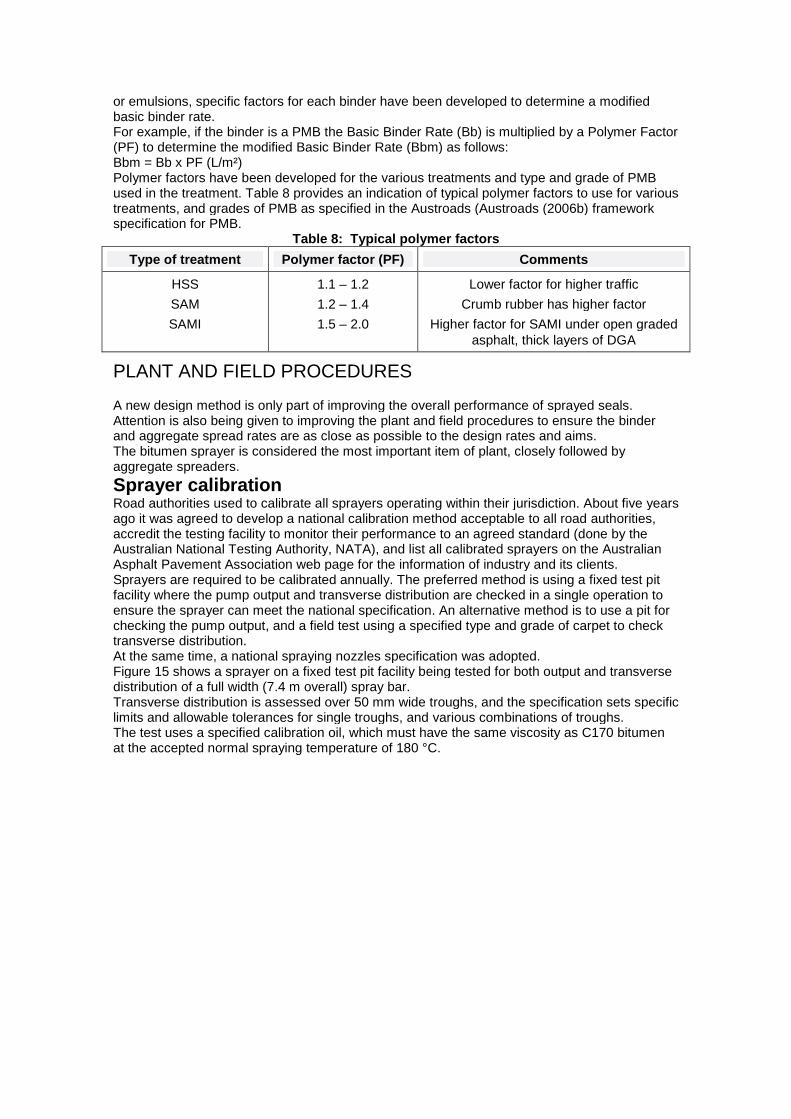
or emulsions, specific factors for each binder have been developed to determine a modifiedbasic binder rate.For example, if the binder is a PMB the Basic Binder Rate (Bb) is multiplied by a Polymer Factor(PF) to determine the modified Basic Binder Rate (Bbm) as follows:Bbm = Bb x PF (L/m²)Polymer factors have been developed for the various treatments and type and grade of PMBused in the treatment. Table 8 provides an indication of typical polymer factors to use for varioustreatments, and grades of PMB as specified in the Austroads (Austroads (2006b) frameworkspecification for PMB.
Table 8: Typical polymer factors
Type of treatment Polymer factor (PF) Comments
HSS
SAM
SAMI
1.1 – 1.2
1.2 – 1.4
1.5 – 2.0
Lower factor for higher traffic
Crumb rubber has higher factor
Higher factor for SAMI under open gradedasphalt, thick layers of DGA
PLANT AND FIELD PROCEDURES
A new design method is only part of improving the overall performance of sprayed seals.Attention is also being given to improving the plant and field procedures to ensure the binderand aggregate spread rates are as close as possible to the design rates and aims.The bitumen sprayer is considered the most important item of plant, closely followed byaggregate spreaders.
Sprayer calibrationRoad authorities used to calibrate all sprayers operating within their jurisdiction. About five yearsago it was agreed to develop a national calibration method acceptable to all road authorities,accredit the testing facility to monitor their performance to an agreed standard (done by theAustralian National Testing Authority, NATA), and list all calibrated sprayers on the AustralianAsphalt Pavement Association web page for the information of industry and its clients.Sprayers are required to be calibrated annually. The preferred method is using a fixed test pitfacility where the pump output and transverse distribution are checked in a single operation toensure the sprayer can meet the national specification. An alternative method is to use a pit forchecking the pump output, and a field test using a specified type and grade of carpet to checktransverse distribution.At the same time, a national spraying nozzles specification was adopted.Figure 15 shows a sprayer on a fixed test pit facility being tested for both output and transversedistribution of a full width (7.4 m overall) spray bar.Transverse distribution is assessed over 50 mm wide troughs, and the specification sets specificlimits and allowable tolerances for single troughs, and various combinations of troughs.The test uses a specified calibration oil, which must have the same viscosity as C170 bitumenat the accepted normal spraying temperature of 180 °C.

Figure 15: Bitumen sprayer on fixed pit facility
Spraying procedures for sealingSprayed widths generally adopted are either traffic lanes (3.7 m wide) or full width of the existingsurfacing, varying from 5.6 to 7.4 m with some large sprayers able to spray up to 8.6 m in asingle pass.To achieve as long a life as practical from a sprayed seal surfacing, it is essential to apply theseal over an existing uniform textured surface. If the texture is not uniform, it can be improvedby say applying a slurry seal, asphalt or regulation/correction seal using a small (5 or 7 mm)aggregate prior to applying the seal treatment.Alternatively a variable transverse spray rate may be applied across the surface as required.This may be done: using a purpose built bitumen sprayer, generally fitted with two spray bars, and able to
vary the spray rate between 10 and 30% in 300 mm widths
in two separate runs by first pre-spraying coarse textured areas, followed by full widthdesign application using either a single or two standard bitumen sprayers.
Both methods are used with good success.The seal design procedure involves measuring surface texture in the wheel paths andbetween/outside the wheel paths. If the surface texture allowance to be applied varies by 0.3L/m² or more between the two locations, it is recommended the surface be first regulated, orvariable spray rates applied.Figure 16 shows an example of applying variable spray rates across the pavement by pre-spraying the coarse textured areas first at 0.5 L/m², followed by the full width application at thedesign rate for the wheel paths, at 1.3 L/m².

Figure 16: Pre-spraying the coarse textured areas
Cutting-back bitumenIn preference to supplying standard grades of cutback bitumen, C170 bitumen is cutback in thefield as required to produce the binder most suitable for the prevailing conditions. Cutter isgenerally lighting kerosene or aviation turbine fuel (jet fuel). Tables (see Table 11) provide aguide for supervisors to determine the correct amount of cutter to add, taking into accounttraffic, weather conditions at the time of spraying and the next few days, condition of theaggregate and pre-coating, size and type of aggregate etc.
Table 9: Cutting back C170 bitumen in the field
Pavementtemperature
Range in °C
Traffic
v/l/d
Aggregate
10 mm and larger
Aggregate
7 mm and smaller
20 - 25
<100
100 – 1500
> 1500
8
6
4
10
8
6
25 - 32
<100
100 – 1500
> 1500
6
4
2
8
6
4
32 - 38
<100
100 – 1500
> 1500
4
2
0
6
4
2
38 - 45
<100
100 – 1500
> 1500
2
0
0
4
2
0
> 45
<100
100 – 1500
> 1500
0
0
0
2
0
0
Note: A similar table is available for cutting back polymer modified binders.

Aggregate loadingAggregates are usually stockpiled in advance of the work on prepared stack sites.Clean, dry and uniformly precoated aggregate is required to minimise risk of failure of sprayedseals.Aggregates may be supplied uncoated to the stockpile, and aggregate is then loaded with apurpose built aggregate loader that can load, screen and precoat in one operation.Alternatively, aggregate may be precoated at the quarry prior to delivery, usually with a bitumenbased precoating material, and the trucks loaded with a front end loader.If aggregate is to be left for considerable time on the stack site, it is covered with building plasticto prevent contamination with dust and/or moisture.All aggregate required to cover a sprayer run is loaded into trucks, and on-site, before anybinder is sprayed.
Aggregate spreadingTo achieve a satisfactory seal it is important to spread the aggregate at the design spread rate,and uniformly. Traditionally, the main aggregate spreader was the simple truck-mounted boxspreader, but many contractors are changing over to other types that provide more accuratecontrol over the spread rate and are able to spread at a more consistent and uniform rate. Someof the box spreaders have been fitted with a roller to assist with the uniformity of spread, and thetruck speed is controlled more accurately using electronic controls. Figure 17 shows a mediumsized self propelled aggregate spreader in operation.
Figure 17: Medium self propelled aggregate spreaderSpreading widths vary from about 2.5 m up to 5.5 m for a large self propelled spreader.It is recommended that spreaders are calibrated either at the start of a job or during the work.The spread rate is checked by means of a square canvas mat (1 m x 1 m) placed on thepavement, usually at the end of a run. The aggregate collected is weighed and the spread ratecalculated from the known conversion for the quarry, and if the spread rate is outside theaccepted tolerance the spreader is adjusted as required.Some trucks and spreaders are fitted with load cells, or weigh in motion devices etc. to obtain amore accurate measure of the quantity of aggregate loaded and spread.

Aggregate rollingThe traditional roller is the medium sized multi-wheel rubber tyred roller. Generally the minimumrequirement is a load of about 1 ton per wheel. A recent introduction is a combination roller fittedwith a rubber covered vibrating drum at the front, high frequency and low amplitude, and 4 largerubber tyred wheels at the rear, as shown in Figure 18.Specifications vary, but the recommended amount of rolling should take into account traffic andassistance it can provide in the rolling process, and aggregate size. Generally two rollers aresufficient on most jobs. Initial rolling speed is slow, but as aggregate is embedded into thebinder the rolling speed can be increased, up to 15 km/h, and this assists with moving looseaggregate around similar to the effect by traffic.As a rough estimate, one roller hour is required for about 1500 litres of binder sprayed.
Figure 18: Combination roller
Removing Loose Aggregate
With a reduced design spread rate, and improved control over actual spread rates applied, thequantity of loose aggregate remaining on the surface after rolling and initial trafficking is at aminimum. In the interest of traffic safety there is a requirement to remove any loose aggregate,commonly on the same day or within 24 hours on high speed roads with medium to heavytraffic, such as highways and main roads. Minor roads have a similar requirement to removeloose aggregate but the specified period may be up to several days. Appropriate loose stoneswarning signs are left in place until loose aggregate has been removed.A simple test has been developed to measure loose particles remaining, and practical limitsdeveloped as shown in Table 10, which appear to be satisfactory and accepted by the public.
Table 10: Loose aggregate particles remaining
Traffictype/location
Average looseparticles
remaining/m²
Comments
Urban 20
Medium to high >250 v/l/d
30
Low < 250 v/l/d 40
Similar to other statistically basedapproaches a ‘lot’ is established, suchas 1 km length, work for the day,similar type of treatment etc.
Loose aggregate particles arecollected from six 1 m² areas and theresult averaged for the lot. If thenumber of loose stones exceeds thespecified minimum, than furthersweeping has to be carried out andthe lot re-assessed.
COMPETENCY TRAINING
Sprayed sealing is a specialist occupation and requires skilled operators and teamwork to besuccessful. With the loss of experienced practitioners and some difficulty in attracting newemployees, a national training and assessment system has been established to train new andexisting employees. Training packages have been developed and their development funded bythe federal and state government. Training Packages for operators have been in place for sometime, but in 2007 national qualifications for supervisors, technical staff and managers have beenintroduced.Unfortunately, only a few training organisations are available to conduct specialist training andassessment in asphalt and sprayed sealing operations mainly because the bituminous surfacingoperations are only a small part of the overall civil construction industry.
TYPES OF CONTRACTS
There are three main contractual approaches in sprayed sealing works. These are broadly: Client specifies treatments and design rates of application. Most of the risk is with the
client and warranty is typically 3 months.
Client specifies treatment but contractor designs rates of application, and generallywarranty is extended to 12 months.
On long term maintenance contracts the maintenance contractor selects and designs thetreatment and has to ensure the treatment meets the specified surfacing requirements(e.g. surface texture, skid resistance).
Contractors must submit a conforming tender, but may submit alternative treatments. With theexisting system it is difficult to evaluate this, and there is a desire by the clients to move to‘performance based, specifications. This will allow the contractor more freedom but will shiftmore of the risk to the contractor.
REFERENCES
Austroads 2006a, Update of the Austroads Sprayed Seal Design Method. Austroads TechnicalReport, AP-T68/06, Austroads, Sydney.
Austroads 2006b, Specification framework for polymer modified binders and multigradebitumen. AP-T41/06, Austroads, Sydney.
Austroads/AAPA, Pavement Work Tips (sprayed sealing topics)
Work Tips may be downloaded free from the AAPA web site www.aapa.asn.au
Acknowledgement
The author wishes to thank the CEO and the AAPA Board for permission to prepare andpresent this paper for the ARRB 1
stInternational Sprayed Sealing Conference.
AUTHOR BIOGRAPHY
Walter Holtrop is a Professional Engineer and qualified Quarry Superintendent who has workedin the construction and maintenance of flexible pavements since 1963, specialising in asphaltand sprayed sealing works with VicRoads from 1974 until 1994.In 1994 he joined AAPA as the Manager Training Centre to develop and present specialisedtraining courses nationally, represent AAPA on national competency training committees, and

provide technical advice to industry and its clients. His role changed in 2003 to become theNational Surfacing Engineer with the Training Centre now managed separately.Walter is a member of the Austroads Bituminous Surfacing Research Reference Group andvarious technical committees, including the committee working on the development of thecurrent Austroads seal design method.He has been involved as a specialist consultant on large road projects within Australia andoverseas in Indonesia, Hong Kong, Saudi Arabia and India. He is a consultant lecturer forCentre of Pavement Engineering Education (CPEE) in post graduate courses on PavementWearing Surfaces, and is a member of the CPEE Academic Board.