seminar special casting
TRANSCRIPT

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 1/16
A
SEMINARONSPECIALCASTINGSShell moldingand investmentcasting
K N KRISHNANNAMBEESANROLL NO: 7
MTECH ,SOE CUSAT

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 2/16
INTRODUCTION
All metals may be cast in sand moulds andthere is no limitation about the size of thecasting which can be made.
Sand casting is having wide applications(because of low cost)\ however, sand moulds
are single purpose moulds as they arecompletely destroyed after the casting hasbeen removed from the moulding box.
The use of a permanent mould casting woulddo a considerable saving in labor cost of mould making.
Special casting methods are not commonlyemployed because of their high initial costhowever special casting methods havefollowing advantages over conventional sandcasting.
• High production rates.
• Lower production cost.
• Better surface finish.

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 3/16
• Denser and fine grain structure.
• Greater dimensional accuracy.
• More ductile.
• Good quality (less defects).
Classification of special casting
Metal Mould Casting-
(a) Gravity die or permanent mould casting.
(b) Die casting: Hot chamber process, coldchamber process. (c), Slush casting. ,.
(d) Pressed or corthias casting.
2. Non-Metallic, Mould- Casting(a) Centrifugal casting
• True centrifugal casting.
• Semi centrifugal casting.
• Centrifuge casting.(b) Carbon dioxide moulding
(c) Investment mould casting or lost waxprocess or precision casting
8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 4/16
(d) Shell moulding
(e) Plaster moulding.
3 Continuous Casting
(a) Reciprocating moulds
(b) Stationary moulds
(c) Direct sheet casting.
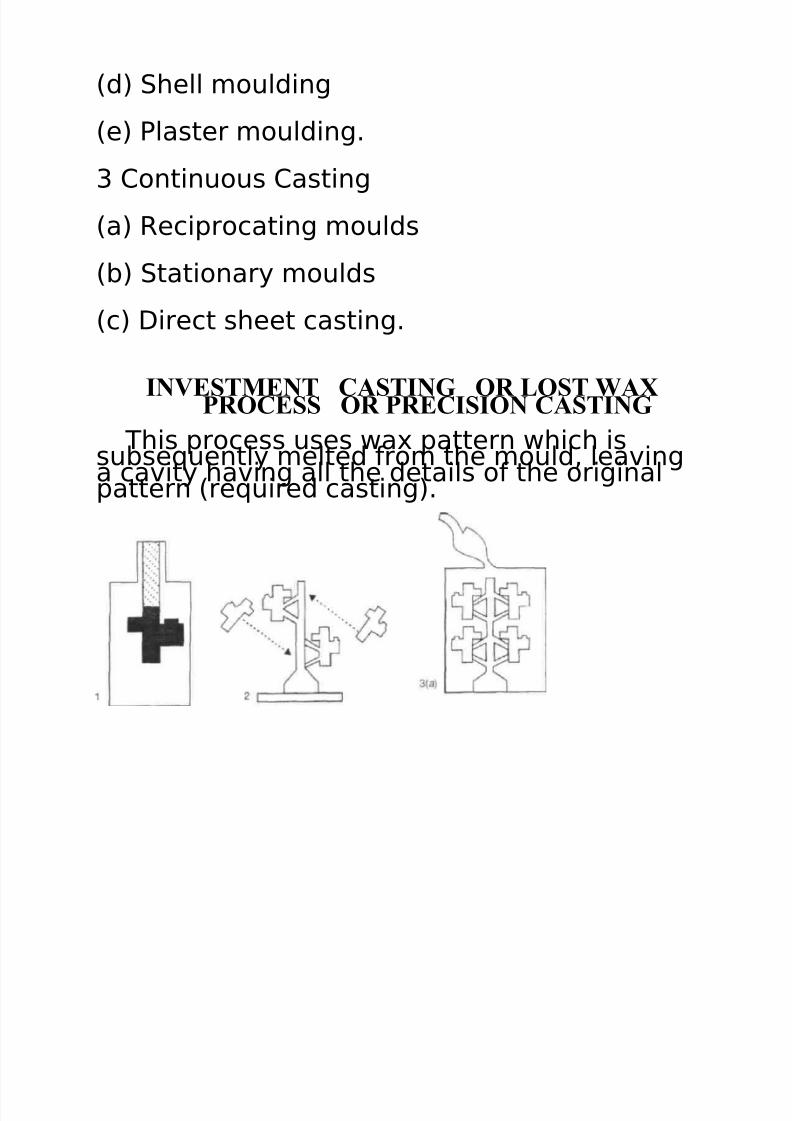
INVESTMENT CASTING OR LOST WAXPROCESS OR PRECISION CASTING
This process uses wax pattern which issubsequently melted from the mould, leavinga cavity having all the details of the originalpattern (required casting).

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 5/16
1. Pattern wax is injected into metal die toform a dispensable pattern.
2. Gating Patterns are gated to a sprue toform a tree or cluster, and base of thepattern material is attached to the tree.
3. (a) Solid Pattern : A metal flask is put overthe cluster of pattern and sealed to a base
plate to form a container. A hard settingmoulding material is then poured into theflask, completing the pattern clustercompletely.
(b) Shell Pattern: The ceramic shell is formedby dipped the clustered patterns in ceramicslurry and then sprinkling them with arefractory grain. This procedure is repeateduntil the required thickness of the shell isachieved.

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 6/16
4. Pattern Removal : The flask and shells arethen placed in ovens to bake at a moderatetemperature in order to slowly melt the
embedded patterns. The cavity left in themould will receive the poured molten metal.
5. Casting : The flask or shell is inverted andthe metal is poured into the hot mould.
Investment Casting Process.
Procedure
1. Producing a die for making wax pattern
• Dies may be made either by machiningcavities in two or more matching blocks of steels
or by casting a low melting point alloy arounda (metal) master pattern.
• Dies halves are then sent for necessarymachining and drilling the gate throughwhich
wax is to be injected for preparingexpendable patterns (wax, plastic, tin, frozenmercury

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 7/16
in merest process but wax is more commonlyused).
2. Making wax patterns
• The die halves are closed and properlyclamped.
• Molten wax is then forced into die, underpressure, by means of a wax injectionmachine. • Allow cooling andsolidification.
• The die is then opened and the pattern isremoved.
• A lubricant is then sprayed on to the diesurfaces and the same is closed forcasting the next wax pattern (thereforeone wax pattern is used for one pieceonly).
3. Assembling the wax patterns
Assemble a number of small wax patterns toa common wax gating system so that theycan be placed together in one mould (toincrease the. production).
4. Precoating the pattern assembly

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 8/16
• The wax pattern assembly is dipped into aslurry of a refractory coating material.
A typical slurry consists of 325-mesh silica
flour suspended in a ethyl silicate solution.• Wax pattern assembly is next, sprinkled
with 40 to 50 AFS (American FoundrySociety) silica sand and is permitted todry.
Investing the, wax pattern assembly forthe production of moulds
• This is done by inverting the wax assemblyon the bottom board, surrounding it with a
Paper lined steel flask and pouring theinvestment moulding mixture around thepattern.
The mould material settles by gravity andcompletely surround,/the pattern as the worktable is vibrated.
• The moulds are then allowed to dry in airfor 2 to 3 hours.
Removal of wax pattern

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 9/16
• The wax pattern can be removed fromthe mould by two methods
• Place the mould in a furnace in aninverted position i.e. the spruedownwards. The wax is melted out due toheat and collected for reuse."
• In other method, mould is placed in-abath of trichloromethylene vapours which
also enable the recovery of wax for reuse.Pouring and casting
• The mould is again heated at the rate of 40 00 to 70 °C per hour from about 150°C to 1000 °C for ferrous alloys and 650
°C aluminum alloys.• Preheating is done
— To remove the wax if any.
— It helps the metal to flout easily and fill upproperly.
— It causes expansion of the mould.
After preheating, the metal is poured into theinvestment mould under simple gravitational

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 10/16
force or under the force of applied airpressure or by centrifugal force.
Cleaning, finishing and inspection
• Each casting is separated from theassembly and the gates, runner etc. areremoved. • Finishing and inspection of casting is done.
Advantages of Investment Casting
• High dimensional accuracy of the order of ± 0.08 mm can be attained. ^ A verysmooth surface without parting line.
• Machining can be eliminated.
•
Very thin sections can be cast easily (0.76mm).
• Complex contours and intricate shapescan be easily cast.
• Die castings can be replaced when short
runs are involved.• Castings are sound and have large grains
as the rate of cooling is slow. • Complex

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 11/16

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 12/16
SHELL MOULDING .
Introduction
It is a process in which, the sand mixed witha thermosetting resin is allowed to contactwith a heated metallic pattern plate, so thata thin and strong shell of mould around thepattern. Then the shell is removed from thepattern and the cope and removed together
and kept in a flask with the necessary backup material. After that metal is poured intothis mould.
Procedure
A metal pattern, heated to about 175°C
to 350°C, is clamped over a box .Moldingsand mixed with thermosetting resin such* as phenol formaldehyde, urea formalpolyesters., is partially filled .
The box and pattern are inverted for ashort time. The mixture when comes withhot pattern, it causes an initial set andbuilds up a coherent sand shell pattern.
The thickness of this shell is about 6 mmto -18 mm and,. is depends on pattern

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 13/16
temperature and the sand mixture. Thistakes 5 to 20 seconds only.
• The box and pattern are brought in itsoriginal position. The shell of resinbonded sand is retained on the patternsurface, while the unaffected sand fallsinto box. The shell, still on the pattern is
cured by heating it in an oven from 250°Cto 350°C for 1 to 3 minutes.
• The assembly is removed from the ovenand the shell is stripped from the pattern

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 14/16
by ejector pins. In order to obtain cleanstripping, a silicon parting agent may besprayed on the pattern.
• The shell halves are assembled withclamps and supported in a flask withbacking material. The shell mould is nowready for pouring.
Advantages of Shell Moulding
Suitable for thin sections.
Surface finish obtained is excellent.
Good dimensional accuracy (Tolerance =0.002 to 0.003 mm per mm). Less floorspace.
It can be easily machined and machiningand cleaning cost is negligible.
The total sand used is only 5 to 10% thatof green sand mould. The moulds can be
stored until required.Less skilled labor is required.
Cooling rate of cast metal is slow solarger gain size.

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 15/16
Disadvantages of Shell Moulding
Initial cost of pattern and sand is high.
Special equipments are to be used.Reuse of sand is difficult.
Maximum size of casting is limited.
Minimum thickness of the section thatcan be cast is 4 mm.
Certain casting shapes are unsuitablewhen proper parting and gating are notavailable.
Applications of Shell Moulding
o It is well suited to ferrous and non ferrousalloys castings in the range of 0.1 to 10kg.
o Alloys that can be cast by shell mouldingare aluminum alloys, copper alloys, castirons, stainless steels etc.
o Components cast by shell moulding aresmall pipes, cam shafts, bushings

8/8/2019 Seminar Special Casting
http://slidepdf.com/reader/full/seminar-special-casting 16/16
Reference
• Manufacturing process – S K Garg
• Manufacturing Engg Technology –Serope Kalpakjian & Steven R Schimid
• http://www.deangroup-int.co.uk/