short catalog 2014 - ykt dlc - and oxi-machines2 larc glow dischargegd® ® 1 4 2 3 • • • •...
TRANSCRIPT

Short Catalog 20144th Edition
The essence happens in a thin layer

2
Turnkey Solutions
3
Pre- and Post-Treatment
Coating
Quality Control
Stripping
Handling
Cleaning
PL1001
PLATIT's turnkey systems include all necessary peripheral equipment and technologies for:
urface pretreatment by polishing, brushing and/ormicro blasting,one-chamber vacuum cleaning with"start-and-forget" operation,stripping of coatings from HSS and carbides,handling for loading and unloading of substratesand cathodes,
quality control systems according to ISO 9001.
•
•
••
•
s
and

2
Turnkey Solutions
3
Pre- and Post-Treatment
Coating
Quality Control
Stripping
Handling
Cleaning
PL1001
p80+
PLATIT's turnkey systems include all necessary peripheral equipment and technologies for:
urface pretreatment by polishing, brushing and/ormicro blasting,one-chamber vacuum cleaning with"start-and-forget" operation,stripping of coatings from HSS and carbides,handling for loading and unloading of substratesand cathodes,
quality control systems according to ISO 9001.
•
•
••
•
s
and

4
+80 80PLATIT and
General Information
Hard Coatings
• Compact hardcoating unit®
• Based on PLATIT LARC technology(2 LAteral Rotating Cathodes)
Hardware• Usable plasma volume: Ø300 x H400 mm
• Max. load: 50 kg
• Cycle time for shank tools (2 µm):ø10 x 70 mm, 162 pcs: 3.5 h
80+p Additional Hardware• Pulsed BIAS supply (350 kHz)• Dust filter for heaters
®
®
• Main standard coatings: TiN, AlTiN, nACo• See all standard coatings on page 10
®
General Information
Hard Coatings
• Compact hardcoating unit®
• Based on PLATIT LARC technology(2 LAteral Rotating Cathodes)
3p211: Dedicated unit for DLC -coatings
Hardware• Usable plasma volume: Ø355 x H460 mm• Max. load: 100 kg• Cycle time for shank tools (2 µm):
ø10 x 70 mm, 288 pcs: 3.5 h
®
®
• Main standard coatings: TiN, AlTiN, nACo• See all standard coatings on page 10
®
®GD
PLATIT /

5
PLATIT
PLATIT
General Information
General Information
Hardware
Hardware
• Compact hardcoating unit® ® • Based on PLATIT LARC and CERC technologies
• 3 cathodes run simultaneously• : 3 LARC - 1 CERC cathode• : Coating unit with 3 LARC-cathodes only• Fully compatible to
• Compact hardcoating unit® ® • Based on PLATIT LARC and CERC technologies
® ®• SCiL option: Sputtered Coating induced LGD• 4 cathodes run simultaneously
• Usable plasma volume: Ø485 x H440 mm• Max. load: 150 kg• Cycle time for shank tools (2 µm):
ø10 x 70 mm, 504 pcs:4.0 h
• Usable plasma volume: Ø500 x H460 mm• Max. load: 200 kg• Cycle time for shank tools (2 µm):
ø10 x 70 mm, 504 pcs: 3.5 h
Hard Coatings3 3• Main standard coatings: AlTiN, nACo , nACRo
• See all standard coatings on page 10• Conventional coatings,
® ®
Triple 3Coatings ®
®
®
®
®
®GD
®GD
Hard Coatings3 4 4• Main standard coatings: AlCrN , AlTiCrN , nACRo
• See all standard coatings on page 10• Conventional coatings• ,
® ®
Triple 3Coatings ® 4Coatings ®

Dedicated Coating Units
PLATIT PL1001 COMPACT
6
• Main standard coatings:TiN, TiCN-grey, AlTiN-G
• See all standard coatings on page 10• Selected
PL1401 for broaches
PL2001 for saw blades
PL1001-DUO with 2 cathodes
PL1001 with 4 cathodes
p603 for saw bands
General Information
Hard Coatings
• High capacity hardcoating unit• Based on PLATIT planar cathodic ARC technology• Coatings on HSS and WC (T £ 500°C)
Hardware
• Usable plasma volume:PL1001: ø700-H700 mmPL1001-DUO: ø575-H700 mm (dedicated machine)
• Max. load: 400 kg• Optional
Triple 3Coatings ®
®GD

7
2DLC - and OXI-Machines
® LARC Glow Discharge®
GD
1
4
23
•
•
•
•
is a new patented methode, that only
works with the LARC cathodes in combination with
and
generates a highly efficient argon
etching for special subtrates with difficult surfaces (e.g. hobs, mold and dies)
The electron stream between the cathodes 1 (or 3) and 2 creates high ion density plasma, which "cleans" even surfaces of complicated subtrates
Pulsing of LGD source ensures high LGD-process stability and suppresses micro-arcs (hard-arcs) generation.
®GD
®GD
® ®
DLCOXI
DLCp80 DLC
OXIPL1001 DLC
8
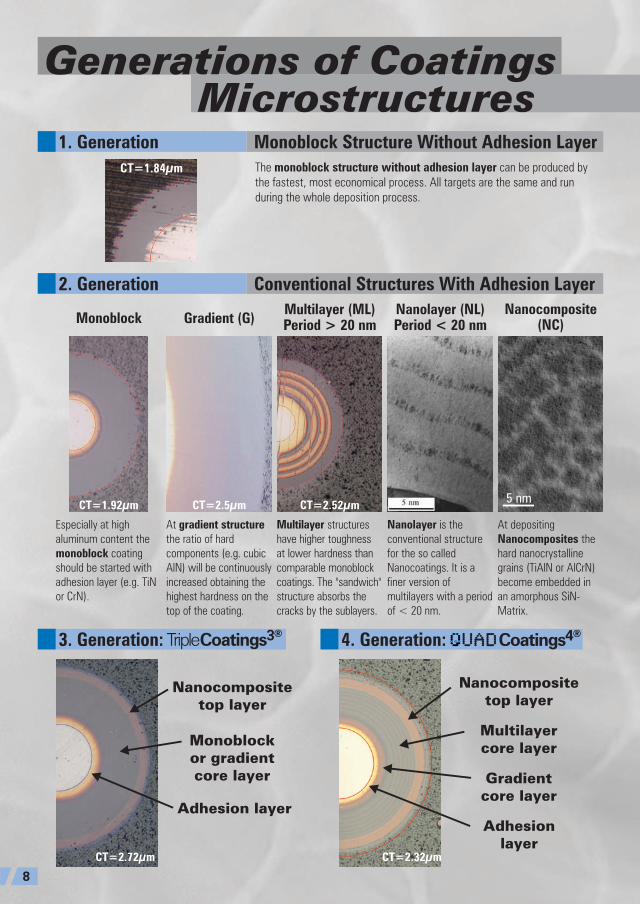
Generations of CoatingsMicrostructures
Monoblockor gradientcore layer
Multilayercore layer
Nanocompositetop layer
Adhesion layer
Nanocompositetop layer
Adhesionlayer
Gradientcore layer
CT=2.72µm CT=2.32µm
CT=2.5µmCT=1.92µm
1. Generation
2. Generation
3. Generation: 4. Generation:
Monoblock Structure Without Adhesion Layer
Conventional Structures With Adhesion Layer
The monoblock structure without adhesion layer can be produced by the fastest, most economical process. All targets are the same and run during the whole deposition process.
Monoblock
Especially at high aluminum content the monoblock coating should be started with adhesion layer (e.g. TiN or CrN).
At gradient structure the ratio of hard components (e.g. cubic AlN) will be continuously increased obtaining the highest hardness on the top of the coating.
Multilayer structures have higher toughness at lower hardness than comparable monoblock coatings. The "sandwich" structure absorbs the cracks by the sublayers.
Nanolayer is the conventional structure for the so called Nanocoatings. It is a finer version of multilayers with a period of < 20 nm.
At depositing Nanocomposites the hard nanocrystalline grains (TiAlN or AlCrN) become embedded in an amorphous SiN-Matrix.
Gradient (G)Multilayer (ML)Period > 20 nm
Nanolayer (NL)Period < 20 nm
Nanocomposite(NC)
CT=2.52µm
CT=1.84µm
5 nm
Triple 3Coatings ® 4Coatings ®
9
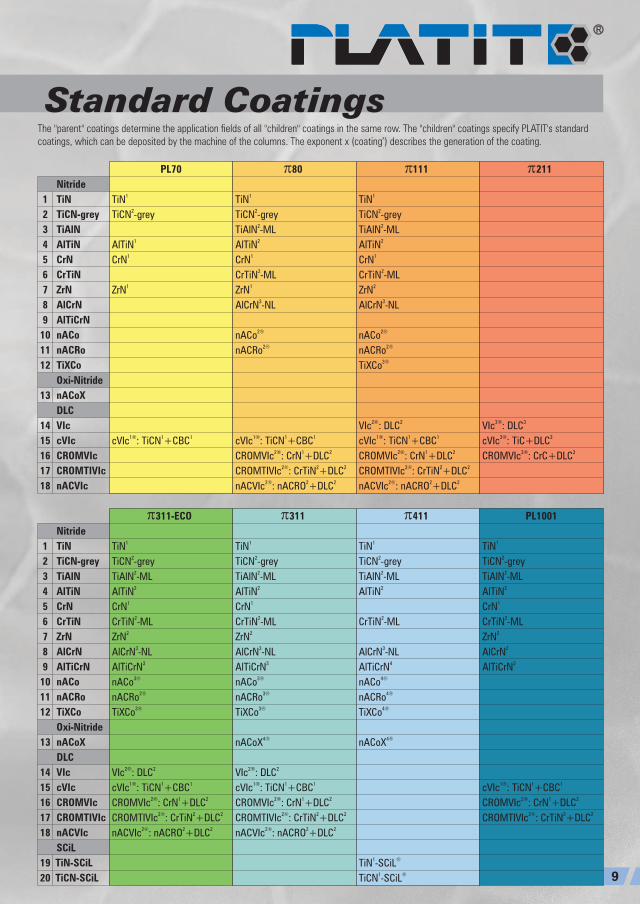
Standard CoatingsThe "parent" coatings determine the application fields of all "children" coatings in the same row. The "children" coatings specify PLATIT's standard
xcoatings, which can be deposited by the machine of the columns. The exponent x (coating ) describes the generation of the coating.
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
13
13
14
14
15
15
16
16
17
17
18
18
19
20
TiN
TiN
TiCN-grey
TiCN-grey
TiAlN
TiAlN
AlTiN
AlTiN
CrN
CrN
CrTiN
CrTiN
ZrN
ZrN
AlCrN
AlCrN
AlTiCrN
AlTiCrN
nACo
nACo
nACRo
nACRo
TiXCo
TiXCo
Oxi-Nitride
Oxi-Nitride
nACoX
nACoX
DLC
DLC
SCiL
VIc
VIc
cVIc
cVIc
CROMVIc
CROMVIc
Nitride
Nitride
CROMTIVIc
CROMTIVIc
nACVIc
nACVIc
TiN-SCiL
TiCN-SCiL
211
PL1001
111
411
1 TiN
2 TiCN -grey
2 TiAlN -ML
2 AlTiN
1 CrN
2 CrTiN -ML
2 ZrN
2 AlCrN
3 AlTiCrN
3® 3 VIc : DLC
3® 3 cVIc : TiC+DLC
1® 1 1 cVIc : TiCN +CBC
3® 3 CROMVIc : CrC+DLC
2® 1 2 CROMVIc : CrN +DLC
2® 2 2 CROMTIVIc : CrTiN +DLC
1 TiN
1 TiN
2 TiCN -grey
2 TiCN -grey
2 TiAlN -ML
2 TiAlN -ML
2 AlTiN
2 AlTiN
1 CrN
2 CrTiN -ML
2 CrTiN -ML
2 ZrN
AlCrN -NL3
AlCrN -NL3
4 AlTiCrN
2® nACo
4® nACo
2® nACRo
4® nACRo
TiXCo3®
4® TiXCo
4® nACoX
VIc : DLC2® 2
1® 1 1 cVIc : TiCN +CBC
2® 1 2 CROMVIc : CrN +DLC
2® 2 2 CROMTIVIc : CrTiN +DLC
2® 2 2 nACVIc : nACRO +DLC
1 ® TiN -SCiL1 ® TiCN -SCiL
80
311
1 TiN
1 TiN
2 TiCN -grey
2 TiCN -grey
TiAlN -ML2
TiAlN -ML2
2 AlTiN
2 AlTiN
1 CrN
1 CrN
2 CrTiN -ML
2 CrTiN -ML
1 ZrN
2 ZrN
AlCrN -NL3
AlCrN -NL3
3 AlTiCrN
nACo2®
nACo3®
2® nACRo
3® nACRo
3® TiXCo
4® nACoX
2® 2 VIc : DLC
1® 1 1 cVIc : TiCN +CBC
1® 1 1 cVIc : TiCN +CBC
CROMVIc : CrN +DLC2® 1 2
CROMVIc : CrN +DLC2® 1 2
2 CROMTIVIc : CrTiN +DLC2® 2
2 CROMTIVIc : CrTiN +DLC2® 2
nACVIc : nACRO +DLC2® 2 2
nACVIc : nACRO +DLC2® 2 2
PL70
311-ECO
1 TiN
1 TiN
2 TiCN -grey
TiCN -grey2
2 TiAlN -ML
AlTiN1
AlTiN2
CrN1
CrN1
2 CrTiN -ML
ZrN1
ZrN2
3 AlCrN -NL
3 AlTiCrN
3® nACo
2® nACRo
TiXCo3®
2® 2 VIc : DLC
1® 1 1cVIc : TiCN +CBC
1® 1 1cVIc : TiCN +CBC
2® 1 2 CROMVIc : CrN +DLC
2® 2 2 CROMTIVIc : CrTiN +DLC
2® 2 2 nACVIc : nACRO +DLC
p p p
p p p

10
Coating PropertiesPLATIT 's Standard Coatings 2014
Typical Coating Surfaces (measured by AFM, at 2µm coating thickness)
®SCiLS = 0.03-0.08 µma
®µ-LARCS = 0.003-0.008 µma
requires post-polishing62 µm 62 µm
197 nmARC S = 0.15-0.45 µma
93 µm
4.2 µm
®LARCS = 0.09-0.25 µma
75 µm 75 µm
1.35 µm
Nit
ride
sO
XI
DLC
SC
iL
65.5 µm65.5 µm
2.42 µm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
PL70
TiN *
TiCN-grey *
®*LT: Low temperature processes possible. VIc : DLC (Diamond Like Coating)® ® ® ® ®Nanocomposite coatings: nACo : TiAlN/SiN – nACRo : CrAlN/SiN – TiXCo : TiN/SiN – SCiL : Sputtered Coatings induced by LARC-GD
The given physical values may vary at different coating structures (mono, gradient, multi- and nanolayers).
®cVIc *
TiAlN
AlTiN
CrN *
®CROMVIc *
CrTiN *
®CROMTIVIc *
ZrN *
AlTiCrN/AlCrTiN
®nACo
®nACRo
®nACVIc
®TiN-SCiL
®Vic *
®TiCN-SCiL
®TiXCo
®nACoX
√
√
PL1001
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√AlCrN
√
√
√
√
√
Friction-(fretting)
coefficient
0.55
0.20
0.15
0.60
0.70
0.30
0.10
0.40
0.10
0.40
0.55
0.45
0.35
0.15
0.40
0.10
0.15
0.55
0.40
0.40
Max. usage tempera-ture [°C]
600
400
400
700
900
700
450
600
450
550
850
1200
1100
450
600
400
400
1200
1200
900
Thickness[µm]
1 - 7
1 - 4
1 - 5
1 - 4
1 - 4
1 - 7
1 - 10
1 - 7
1 - 10
1 - 4
1 - 4
1 - 4
1 - 7
1 - 10
1 - 7
0.4 - 1
1 - 4
1 - 4
4 - 18
1 - 7
Nano-hardness
up to [GPa]
26
40
see page 14
36
32
20
see page 14
30
30 - 25
22
37
41
40
40 - 25
26
see page 14
40
44
40 - 30
36
Color
gold
blue-grey
grey
violet-black
black
metal-silver
grey
metal-silver/ gold
grey
white-gold
blue-grey
violet-blue
blue-grey
grey
gold
grey
blue-grey
copper
black
blue-grey
311
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
411 311-ECO
√
√
√ √
√
√
√
√ √
√
√
√
√
√
√
√ √
√
√
111 211+80 ppp ppp

11
Main Application Fields
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
TiN
Machine Component
universal use, also for decorative purposes
Forming
molds and dies
Cutting
universal use
TiCN-grey molds and dies, punchingtapping, milling for HSS and HM with coolant
®cVIc from non-carbide wear componentsmolds and dies, punches
for lower frictionaluminium machining to avoid built-up edges
TiAlN drilling and universal use, also for weak machines
AlTiN milling, hobbing, high performance machining, also dry
CrN molds and diescutting wood, light metals like copper, and Al alloys with low Si
®CROMVIc car parts, blisks,sawing parts, copper parts
universal use for forming with lower friction
cutting wood, light metals like copper/ Al alloyswith low Si, also for MQL
CrTiN tool holders, corrosion prot., medical tools
molds and dies with higher hardness, extrusioncutting and forming high alloyed materials with HSS tools
®CROMTIVIc car parts, blisks,sewing parts
molds and dieswith lower friction
cutting high alloyed materials with HSS toolsalso with MQL
ZrN for decorative purposes machining aluminium magnesium, titanium alloys
®nACo hard machining on stable machine, drilling, reaming, grooving
®nACRo friction welding, extrusion, die casting
tough wet cutting of difficult materials (superalloys), micro tools
®nACVIc molds and dies, punchingtapping of high alloyed materials and titanium
®TiN-SCiL tapping, thread forming, gun drilling, reaming
®TiCN-SCiL tapping, thread forming, gun drilling, reaming with MQL
®TiXCo for superhard cutting
®nACoX for components with highly abrasive load HSC dry turning and milling
®VIc wear componentsfrom carbide
punches and forming tools from carbide
cutting light metals, wood, composites and graphitwith carbide tools
AlCrN dry milling, hobbing, sawing
®AlTiCrN molds and dies, stamping, deep drawing, bending, fine universal; wet and dry cutting
Steels
Hardened Steels
Cast Iron
Aluminium
Aluminium
(> 12% Si)
(< 12% Si)
High Alloyed Steels
Superalloys
Copper
Bronze, Brass
Wood
Plastics
nACo
AlTiN
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiNCrTiN
CROMTIVIc
nACVIc
nACo
AlTiN
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
ZrN
nACo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACRo
AlCrN
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
AlTiCrN
nACVIc
TiXCo
nACo
nACRo
AlTiCrN
nACRo
TiCN
CROMTIVIc
TiCN
nACVIc
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACRo
AlTiN
TiXCo
nACo
nACRo
AlTiCrN
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACo
AlTiN
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
TiCN
nACo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACVIc
CrN
nACRo
TiCN
cVIc
CROMTIVIc
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
AlCrN
nACVIc
TiXCo
nACo
nACRo
TiCN
cVIc
CROMTIVIc
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
nACVIc
nACRo
nACVIc
CROMTIVIc
cVIc
CROMTIVIc
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
Cutting Chipless Forming
Drilling Turning Milling Tapping Sawing Reaming
Broaching
Injection
Molding
Stamping
Punching
Forming
coating A
coating B
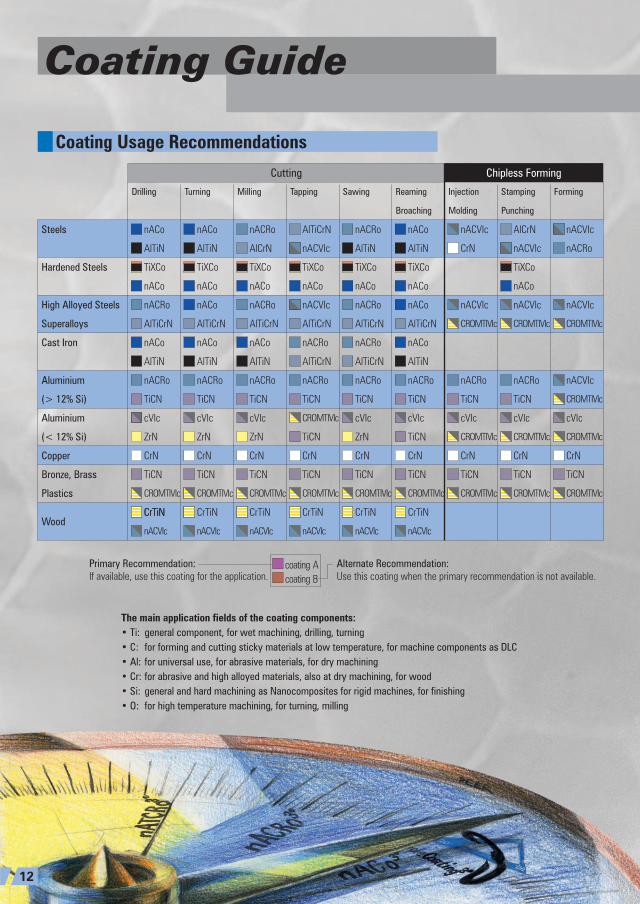
Primary Recommendation:If available, use this coating for the application.
Alternate Recommendation:Use this coating when the primary recommendation is not available.
Coating Usage Recommendations
Coating Guide
12
The main application fields of the coating components:
• Ti: general component, for wet machining, drilling, turning
• C: for forming and cutting sticky materials at low temperature, for machine components as DLC
• Al: for universal use, for abrasive materials, for dry machining
• Cr: for abrasive and high alloyed materials, also at dry machining, for wood
• Si: general and hard machining as Nanocomposites for rigid machines, for finishing
• O: for high temperature machining, for turning, milling

4.6 4.6
50
28
7.4
27
uncoatedreground
new coated toolreground+recoated
Solid Carbide Drills Tool Life Comparison
2Work piece: wheel hub, Material: 38MnV35, R =800 N/mm , Ext. coolant: emulsion 7%, carbide m
K40UF, d=12.6 mm, a =13.5 mm, v =78 m/min, f=0.25 mm/rev. - Source: Daimler, Germanyp c
tool life [m]
0
20
40
60
TiN TiAlN
51
10.8
Drilling Productivity Improvement with Higher Speed and Feed
Work piece material: GGG40 – ap=60 mmSolid carbide step drill: d=7.1/12 mm – Internal cooling with 70 bar - 5 % emulsion
Source: Sauer Danfoss, Steerings, Denmark
Rotating Stamping Tool Life Comparison
Source; GFE, Schmalkalden, GermanyFa. Thyssen Krupp Presta Ilsenburg, Germany
Average 294'948 pieces
800'000
700'000
600'000
500'000
400'000
300'000
200'000
100'000
0
tool
life
[w
ork
piec
es]
different market coatings1 2 3 4 5 6 7 8 nACRo
160%140%
120%100%
80%60%
40%20%
0%vc [m/min] f [mm/rev] productivity
vf [mm/min]tc/hole [sec] machine+tools
costs/tool use[€]
Lm [holes]
TiAlN nACo
140
200
0.390.43
1475 2.44
2304
1.56
34050 35025 4717
3146
13
Conventional Applications

14
PLATIT 's DLC-Coatings
Comparison of the Most Important Features of PLATIT's DLC-coatings
Name
Availability
Most common coatings
Coating process
Deposition temperature
Composition
Heat resistance
Internal stress
Typical thickness
Electrical conductivity
Hardness
Roughness
Friction coefficient to steel
Wear resistance
Main application goal
st1 generation
1DLC ® (CBC) - X-VIc
Basis coating + DLC1
1cVIc ®
PVD
200 - 500°C
a-C:H:Me - Metal doped DLC
< 400°C
medium
up to 3 µm
good
20 GPa
Ra~0.1µm - Rz~coating thickness
µ~0.15
Wear through after a short time
Improvement of tool's run-in behavior
Lubrication by forming transfer films
nd2 generation rd3 generation
2 2®DLC - X-VIc 3 3®DLC - X-VIc
Recommended as top coating2Basis coating + DLC
Basis coating +
Also without basis coating for carbide
3DLC for non-carbide
2 2 2VIc , , CROMVIc , 2 2CROMTIVIc , nACVIc
® ® ®
® ®
cVIcVIc c3 3 3, cVIc , CROMVI® ® ®
PVD+PECVD
200 - 500°C
PVD, filtered ARC
< 200°C
a-C:H:Si - Silicon doped metal free DLC ta-C - Hydrogen-free DLC
< 450°C < 450°C
lower due to Si high
up to 3 µm up to 1 µm
none none
25 GPa > 50 GPa
Ra~0.03µm - Rz~coating thickness Ra~0.02µm - Rz~coating thickness
µ~0.1 µ~0.1
Wear through after long time Wear through after extra long time
Reducing friction for machine components
Cutting light metals, composites and graphite
Cubic structure of diamond
st PLATIT's 1 generation
rd PLATIT's 3 generation
Hexagonalstructure of graphite
ndPLATIT's 2 generation
3 2DLC structure; sp + sp
3sp
2sp H
CBC
2DLC
3DLC
2CROMVIc ®
300 nm CrN based adhesionlayer; PVD at <220°C
2 µm Si & C H2 2
based multilayer;PECVD at <200°C
3 µm C H based2 2
gradient layer(PECVD) at<150°C
15
Application with DLC Coatings
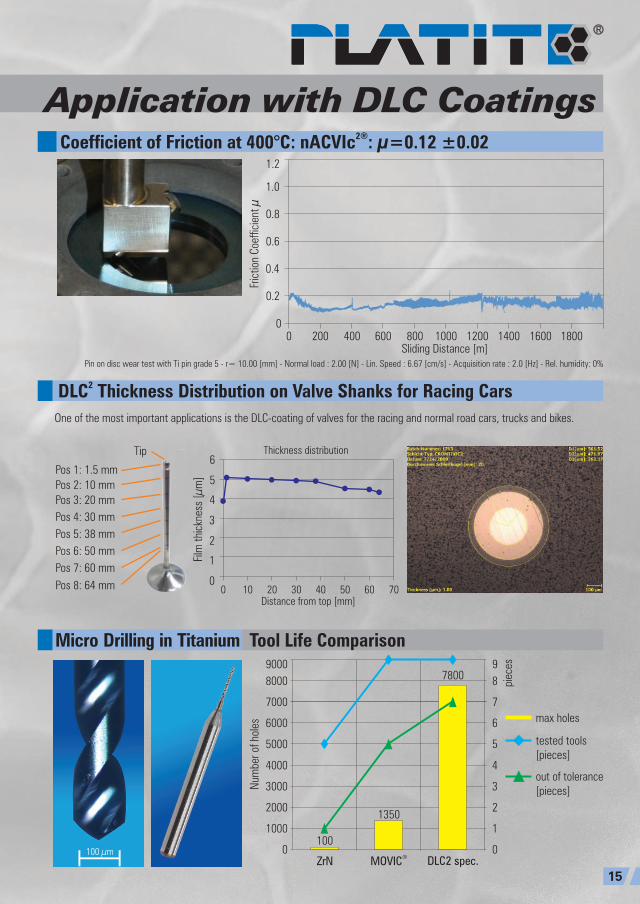
One of the most important applications is the DLC-coating of valves for the racing and normal road cars, trucks and bikes.
2DLC Thickness Distribution on Valve Shanks for Racing Cars
Tip
Pos 1: 1.5 mm
Pos 2: 10 mm
Pos 3: 20 mm
Pos 4: 30 mm
Pos 5: 38 mm
Pos 6: 50 mm
Pos 7: 60 mm
Pos 8: 64 mm
Thickness distribution
Distance from top [mm]
Film
thi
ckne
ss [
µm
]
6
5
4
3
2
1
00 10 20 30 40 50 60 70
Micro Drilling in Titanium Tool Life Comparison9000
8000
7000
6000
5000
4000
3000
2000
1000
0
Num
ber o
f hol
es
ZrN®MOVIC DLC2 spec.
9
8
7
6
5
4
3
2
1
0
max holes
tested tools[pieces]
out of tolerance[pieces]
piec
es
100
1350
7800
100 µm
2®Coefficient of Friction at 400°C: nACVIc : µ=0.12 ±0.02
Pin on disc wear test with Ti pin grade 5 - r= 10.00 [mm] - Normal load : 2.00 [N] - Lin. Speed : 6.67 [cm/s] - Acquisition rate : 2.0 [Hz] - Rel. humidity: 0%
Sliding Distance [m]
Fric
tion
Coe
ffici
ent
µ
0
0.2
0.4
0.6
0.8
1.0
1.2
0 200 400 600 800 1000 1200 1400 1600 1800

16
byand Triple 3Coatings ®
3®TiXCo : For Superhard Machining, Milling, Drilling
3®nACRo : For Superalloys, Milling, Hobbing
3®nACo : For Universal Use
Dedicated for User's Application
Triple 3Coatings ®
3A: nACRoZ : CrN - AlCrN/NL - AlCrN/SiN1: AlSi(-) – 2: Al – 3: Cr – 4: nonefor hobbing
3B: CSi : TiN - AlTiN - CrSiN1: Ti – 2: Al – 3: CrSi – 4: AlTifor milling soft steels
TiN - AlTiN - nACoCathodes: 1: Ti – 2: AlSi+ – 3: none – 4: AlTi
: 1: Ti – 2: AlSi+ – 3: Al
CrN - AlTiCrN - nACRoCathodes: 1: none – 2: AlSi+– 3: Cr – 4: AlTi
: 1: none – 2: AlSi+– 3: Cr2(nACRo for superalloys)
TiN - nACo – TiSiN Cathodes: 1: Ti – 2: none – 3: TiSi – 4: AlTi
: 1: Ti – 2: Al – 3: TiSi

17
3®AlCrN : For Dry Cutting Abrasive Materials
3UniTriple : For Punches, Molds and Dies
Numbering for Cathodes' Positions in p311 and p411
CrN - AlTiCrN - AlCrNCathodes: 1: Ti – 2: Al – 3: Cr – 4: none
: 1: Ti – 2: Al – 3: Cr
Cr(Ti)N - Al/CrN Multi/Nanolayer - AlTiCrNCathodes: 1: Ti – 2: Al – 3: Cr – 4: none
: 1: Ti – 2: Al – 3: Cr
CrN - Al/CrN Multi/Nanolayer - (AlCrN or AlTiN)Cathodes: 1: Ti – 2: Al – 3: Cr – 4: none
: 1: Ti – 2: Al – 3: Cr
32
1
4
3®AlTiCrN : For Dry and Wet Cutting
Triple 3Coatings ®
®3TripleCoatings aim at combining these 3 features:• optimal adhesion layer (e.g. TiN, CrN)• tough core layer (e.g. multi- or nanolayer coatings)• hard wear resistant toplayer (e.g. Nanocomposites)

18
Applications with
®3Interrupted Dry Turning with Coated Ceramic Inserts by nACo
Material: Austempered Ductile Cast Iron, ADI 900, ≈ HBWT2,5/187,5Inserts: CNGX 120716 ceramic - vc=270 m/min, f = 0.4mm - ap=2mm, dry
Tested by GFE, Schmalkalden, Germany
325
CVD-1 CVD-2 CVD-3 PVD-1 CBN-1 CBN-23®nACo
2
4 3
1 1 1
1314
12
10
8
6
4
2
0
Max. number of cuts at VBmax = 0.2 mm
Work piece material: X210Cr13, 1.2080, 64 HRC – Tool: Ball nose end mill – d=6mmn= 16’820 1/min – ap=0.09 mm – ae=0.06 mm – f=0.1 mm/rev
Coolant: cold air 5 bar – Developed and tested for HyoShin, South Korea
Super Hard Milling Wear Comparison
Special market coatingfor hard cutting
0.40.35
0.3
0.25
0.2
0.15
0.1
0.05
0
Wea
r VBm
ax [
µm
]
0.31
0.16
3TiXCo
Work piece material: 34CrNiMo6 (1.6582)vc=45m/min, fn=0.12 mm/rev, RPM=500
Coolant with oil - Source: Unimerco, Sund, DK
Hobbing Tool Life Comparison
1 - 3 4 - 6 7 - 9 10 - 12 AverageTool number
1000
0
2000
3000
4000
5000
6000tool life [work pieces]
AlTiCrN3®TiAlN AlCrN
Scatter
2775 33
00 4650
Triple 3Coatings ®
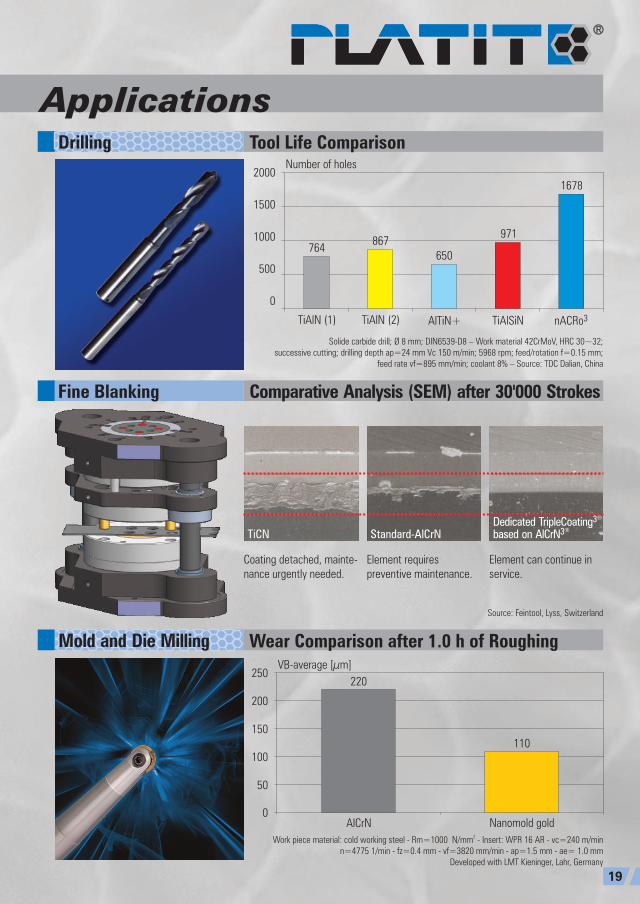
Solide carbide drill; Ø 8 mm; DIN6539-D8 Work material 42CrMoV, HRC 30~32;successive cutting; drilling depth ap=24 mm Vc 150 m/min; 5968 rpm; feed/rotation f=0.15 mm;
feed rate vf=895 mm/min; coolant 8% – Source: TDC Dalian, China
–
Source: Feintool, Lyss, Switzerland
Drilling
Fine Blanking
Tool Life Comparison
Comparative Analysis (SEM) after 30'000 Strokes
Number of holes
19
Applications
2000
1500
1000
500
0
764867
650
971
1678
TiAlN (1) TiAlN (2) AlTiN+ TiAlSiN 3nACRo
2Work piece material: cold working steel - Rm=1000 N/mm - Insert: WPR 16 AR - vc=240 m/minn=4775 1/min - fz=0.4 mm - vf=3820 mm/min - ap=1.5 mm - ae= 1.0 mm
Developed with LMT Kieninger, Lahr, Germany
Mold and Die Milling Wear Comparison after 1.0 h of Roughing
AlCrN Nanomold gold
250220
110
200
150
100
50
0
VB-average [µm]
TiCN Standard-AlCrN
®3Dedicated TripleCoating®3based on AlCrN
Coating detached, mainte-nance urgently needed.
Element requirespreventive maintenance.
Element can continue inservice.
20
by
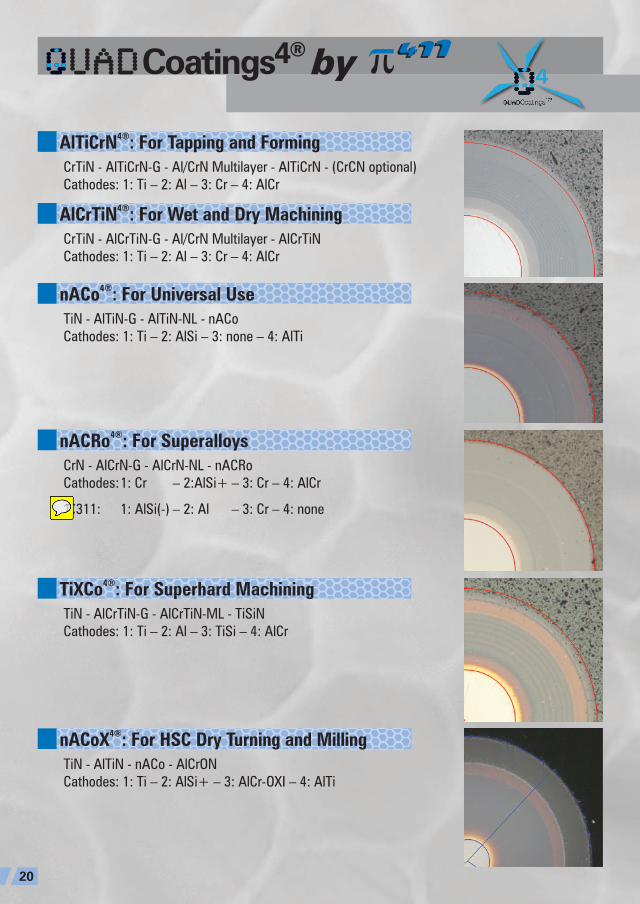
CrTiN - AlTiCrN-G - Al/CrN Multilayer - AlTiCrN - (CrCN optional)Cathodes: 1: Ti – 2: Al – 3: Cr – 4: AlCr
CrTiN - AlCrTiN-G - Al/CrN Multilayer - AlCrTiNCathodes: 1: Ti – 2: Al – 3: Cr – 4: AlCr
4®AlTiCrN : For Tapping and Forming
4®AlCrTiN : For Wet and Dry Machining
TiN - AlTiN-G - AlTiN-NL - nACoCathodes: 1: Ti – 2: AlSi – 3: none – 4: AlTi
4®nACo : For Universal Use
CrN - AlCrN-G - AlCrN-NL - nACRoCathodes:1: Cr – 2:AlSi+ – 3: Cr – 4: AlCr
p311: 1: AlSi(-) – 2: Al – 3: Cr – 4: none
4®nACRo : For Superalloys
TiN - AlCrTiN-G - AlCrTiN-ML - TiSiNCathodes: 1: Ti – 2: Al – 3: TiSi – 4: AlCr
4®TiXCo : For Superhard Machining
TiN - AlTiN - nACo - AlCrONCathodes: 1: Ti – 2: AlSi+ – 3: AlCr-OXI – 4: AlTi
4®nACoX : For HSC Dry Turning and Milling
4Coatings ®
21
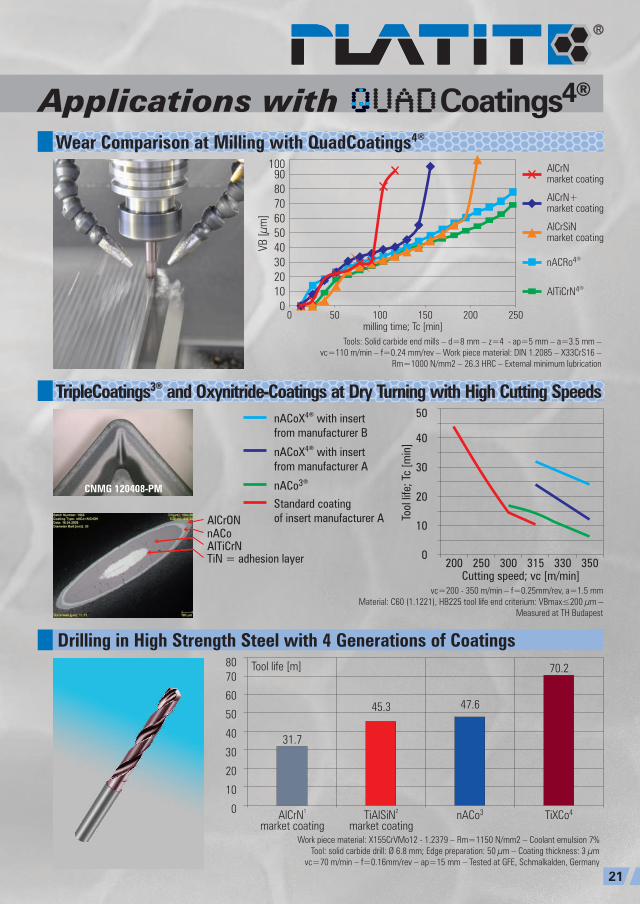
3TripleCoatings and Oxynitride-Coatings at Dry Turning with High Cutting Speeds®
AlCrONnACoAlTiCrNTiN = adhesion layer
vc=200 - 350 m/min f=0.25mm/rev, a=1.5 mmMaterial: C60 (1.1221), HB225 tool life end criterium: VBmax≤200 µm
Measured at TH Budapest
– –
CNMG 120408-PM
50
40
30
20
10
0
Tool
life
; Tc
[min
]
200 250 300 315 330 350Cutting speed; vc [m/min]
nACoX4® with insertfrom manufacturer A
4nACoX ® with insertfrom manufacturer B
3nACo ®
Standard coatingof insert manufacturer A
Applications with 4Coatings ®
Work piece material: X155CrVMo12 - 1.2379 – Rm=1150 N/mm2 – Coolant emulsion 7%Tool: solid carbide drill: Ø 6.8 mm; Edge preparation: 50 µm – Coating thickness: 3 µm
vc=70 m/min – f=0.16mm/rev ap=15 mm – Tested at GFE, Schmalkalden, Germany –
Drilling in High Strength Steel with 4 Generations of Coatings
1AlCrNmarket coating
2TiAlSiNmarket coating
3nACo 4TiXCo
Tool life [m]
4Wear Comparison at Milling with QuadCoatings ®
Tools: Solid carbide end mills – d=8 mm – z=4 - ap=5 mm – a=3.5 mm –vc=110 m/min – f=0.24 mm/rev – Work piece material: DIN 1.2085 – X33CrS16 –
Rm=1000 N/mm2 – 26.3 HRC – External minimum lubrication
90100
80706050403020100
VB [
µm
]
AlCrNmarket coating
AlCrN+market coating
AlCrSiNmarket coating
®4nACRo
AlTiCrN ®4
0 50 100 150 200 250milling time; Tc [min]
0
10
20
30
40
50
60
7080
31.7
45.3 47.6
70.2
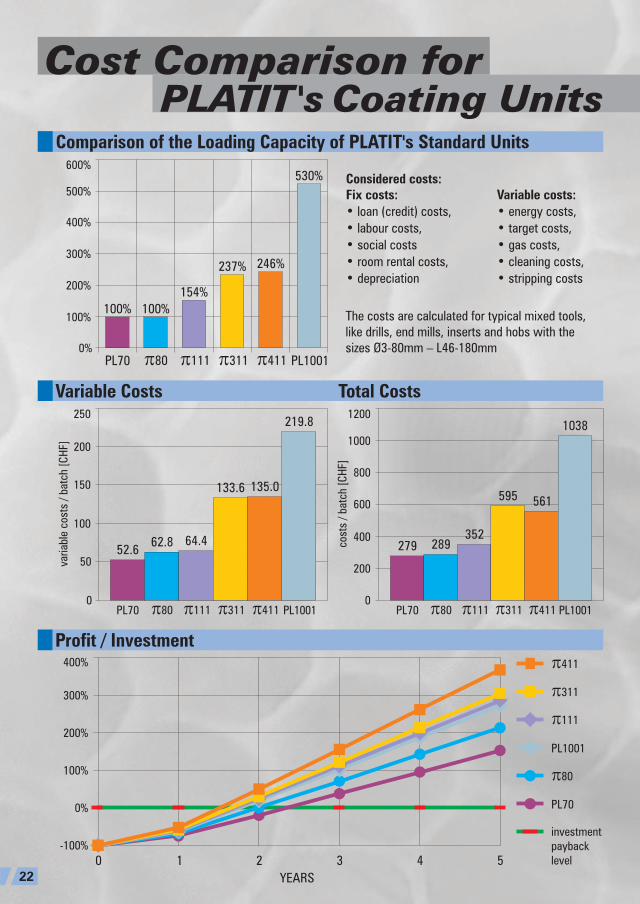
Variable Costs Total Costs
Comparison of the Loading Capacity of PLATIT's Standard Units600%
500%
400%
300%
200%
100%
0%PL70 p80 p111 p311 PL1001
Profit / Investment
The costs are calculated for typical mixed tools,like drills, end mills, inserts and hobs with thesizes Ø3-80mm – L46-180mm
Considered costs:Fix costs:
loan (credit) costs,
labour costs,
social costs
room rental costs,
depreciation
• • • • •
Variable costs:energy costs,
target costs,
gas costs,
cleaning costs,
stripping costs
• • • • •
22
Cost Comparison forPLATIT 's Coating Units
PL70 p80 p111 p311 p411 PL1001
varia
ble
cost
s /
batc
h [C
HF]
250
200
150
100
50
0PL70 p80 p111 p311 p411 PL1001
1200
1000
800
600
400
200
0
cost
s /
batc
h [C
HF]
52.662.8 64.4
133.6 135.0
219.8
279 289352
595 561
1038
p411
100% 100%
154%
237% 246%
530%
400%
200%
300%
100%
0%
-100%
0 1 2
YEARS
3 4 5
investmentpaybacklevel
PL1001
PL70
p80
p311
p411
p111

23
Cathode Exchange Centers
CERC Cathode®
®LARC Cathodes
Customer with PLATIT equipmentp80, 111, 300, 311ppp & p411
1. Customer requests for a refurbished cathode to CEC by email or fax
2. CEC dispatches cathode within 24 hours from stock
3. Customer ships used cathode back to CEC within 8 days
Stock of cathodes:• Ti-LARC
®• Al-LARC®• AlSi-LARC
®• AlSi+-LARC
®• Cr-LARC®• Zr-LARC
®• AlTi-LARC®• AlCr-LARC
®• AlCrOXI-LARC®• TiSi-LARC
®• Al(Ti)-CERC®• Al(Cr)-CERC
®
PLATIT's CathodeExchange Centers (CEC):•
Republic (EU)• Libertyville, IL, USA• Seoul, South Korea• Curitiba, Brazil• Shanghai, China• Tokyo, Japan• Moscow, Russia
Sumperk, Czech

Advanced Coating Systems
www.plat it .comS W I S S Q U A L I T Y
Des
ign:
Edito
r: D
r. Ti
bor
Cse
lle
© 2014 PLATIT AG. All rights reserved. Specifications subject to change. All ® signed trademarks are registered by the BCI Group. Several technologies described herein are protected by international patents. SEV4
PLATIT AGAdvanced Coating SystemsEichholz St. 9CH-2545 Selzach / SOSwitzerland
Phone: +41 (32) 544 62 00Fax: +41 (32) 544 62 20E-Mail: [email protected]
HeadquartersMoosstrasse 68CH-2540 Grenchen / SOSwitzerland
Phone: +41 (32) 654 26 00
Available through websitewww.platit.com
U.S.A.PLATIT, Inc.Advanced Coating Systems1840 Industrial Drive, Suite 220Libertyville, IL 60048-9466
Phone: +1 (847) 680-5270Fax: +1 (847) 680-5271E-Mail: [email protected]
SCANDINAVIAPLATIT ScandinaviaUniversitetsparken 7 / PO Box 30DK-4000 Roskilde
Phone: +45 46 74 02 38Fax: +45 46 74 02 50E-Mail: [email protected]
PAKISTANS&G Intl.: Sales agent301-A, Sea Breeze Plaza,Shahra-e-Faisal, Karachi-75530
Phone: +92-213-2788 994Fax: +92-213-2789 233E-Mail: [email protected]
RUSSIATechnolada: Sales agentZastavskaya Street, 33,Letter G, Office 416RU-196084 Sankt Petersburg
Phone: +7 812 334 35 30Fax: +7 812 388 92 08E-mail: [email protected]
GERMANYPLATIT RepresentativeAR Industrievertretungen CDHLautlinger Weg 5 / Postfach 810 169D-70567 Stuttgart / D-70518 Stuttgart
Phone: +49 (711) 718 7634-0Fax: +49 (711) 718 7634-4E-Mail: [email protected]
ITALYPLATIT RepresentativeCorso Siccardi 11bIT-10122 Torino (Italy)
Phone: +39 348 55 49 445Fax: +39 011 56 57 637E-Mail: [email protected]
INDIALABINDIA Instruments:Sales agent201 Nand Chambers, LBS Marg,Thane West - 400 602Mumbai / Bombay
Phone: +91-22-2598 6061Fax: +91-22-2539 8634E-Mail: [email protected]
SOUTH KOREAPLATIT Support Center
Phone: +82 (31) 447 4395-6Fax: +82 (31) 203 3494E-Mail: [email protected]
3th Floor, Gyoung-Sung B/D26,Youngtong-Ro 501 Beon-Gil,Youngtong-Gu, Sunwon-CityGyounggi-Do, South Korea 443-809
SHANGHAI, CHINAPLATIT AdvancedCoating Systems
Phone: Fax: +E-Mail: [email protected]
No,161 Rijing Road, Waigaoqiao FTZ,Pudong, Shanghai, 200131 China
+86-21-5867397686-21-58673953
CZECH REPUBLICPLATIT a.s.Advanced Coating SystemsPrumyslova 3
CZ-78701 Sumperk
Phone: +420 (583) 241 588Fax: +420 (583) 241 304E-Mail: [email protected]
CZECH REPUBLICLISS Coating CenterLISS a.s.Dopravni 2603
CZ-75661 Roznov p. R.
Phone: +420 (571) 842 681Fax: +420 (571) 842 681E-Mail: [email protected]
SWITZERLANDPLANAR Technologie SARue de l'industrie 11CH-1632 Riaz
Phone: +41 (26) 919 50 11Fax: +41 (26) 919 50 12E-Mail: [email protected]
SINGAPOREPLATIT Service51 Ubi Ave #05-08, Paya Ubi Industrial ParkSingapore 408933
Phone: +65 9672 9528Fax: +65 6234 2773E-Mail: [email protected]
TURKEYErde: Sales agent
Phone:Fax:E-Mail: [email protected]
ERDE Dis Ticaret Ltd. StiEgitim Mah.Kasap Ismail Sk. Nr.:6 D:4TR- 34722 Hasanpasa - Kadikoy / Istanbul
+90 216 3302400+90 216 3302401
THAILANDBest Lube Co., Ltd.:Sales agent
Phone:Fax:E-Mail: [email protected]
69 Ratchadapisek 36 Rd.Chankasern, Jatujak, Bangkok, 10900
+66 2 9391017 to 8+66 2 9391019
RUSSIATechnopolice GroupSales AgentDm. Ulyanova Str. 42, bld. 1RU-117218, Moscow
Phone: +7 (499) 517 9191, 125 9171Fax: +7 (499) 125 9181E-Mail: [email protected]
Ser
vice
for
all p
and
PL7
0 un
its
Ser
vice
for
all P
L un
its