simulation in der fertigung für metallstrukturen von … technical perfection, automotive passion....
TRANSCRIPT

1
Technical perfection, automotive passion.
Simulation in der Fertigungfür Metallstrukturen vonAutositzen
ARENA User Meeting 2005, Freiburg, Germany
SAT Simulations- und Automations-Technologie AG

2
Inhalt
• Überblick über Faurecia
• Materialflussplanung im Bereich FME• Überblick Frames Manufacturing Engineering• Layoutplanung• Materialflusssimulation
• Simulationsbausteine einer KANBAN-Fertigung• Kanban Pull System• End of line stock• Sequencer• Loskonstruktionsbox• Zusätzliche Bausteine
• Simulation der Endmontage Rücksitze für AU716 (Audi Pikes Peak)• Aufbau• Ergebnisse
• Zukünftige Projekte• Simulation von komplexen Materialströmen

3
Information zu Faurecia
l Expertise in 6 modules
l Global player with European leadership
l Overall interior capability
l 2004 sales €10.7 billion
l 28 Countries
l 60,000 employees worldwide
> A world leader in automotive equipment

4
Information Faurecia
Door
Cockpit
Seat
Front end
Acoustic package
Exhaust
> Faurecia focuses on 6 modules

5
Information Faurecia - Sales by customer

6
Simulation und Layoutplanung im Bereich FME
> Planungsaktivitäten von FME NE

7
Simulation und Layoutplanung im Bereich FME
l Zentrale Planung für 6 Werke in Europa
l Total Headcount: 70 Personen
l Industrialisierung von Fertigungslinien
l Entwicklung von Technologien
l Standardisierung von Anlagen und Methoden
l Business Plan / Kalkulationen
l Betriebsmittelkonstruktion
l Werkzeugbau
l Materialflussplanung
> Überblick Frames Manufacturing Engineering (FME)

8
Assembly Engineering
Simulation und Layoutplanung im Bereich FME
Core Team
Tool D
esign
Standardization
Material F
low
Sim
ulation
Technology
MT
M
Costing
Process Pilots
Engineers
Specialists
Pilots
Frames Plant
> Überblick Frames Manufacturing Engineering (FME)

9
Simulation und Layoutplanung im Bereich FME
> Layoutplanung
• Ideallayout• Bestimmung Anlagentyp• Definieren des Transportes und der
Behälter• Bestimmung Materialzufuhr /
Lagerflächen
• Soll-Layout• Gekoppelt an örtliche Gegebenheiten
eines Werkes (Hallenpfeiler, Ver- undEntsorgung, Fluchtwege, ...)
empty
Boomer. Left
Boomer. Left
800(a4)
55(a2)
50(a1)
Boomer.Middle
Boomer.Middle
empty
Boomer. Right
Boomer. Right
700 AS(a3)
PC
Empty Container
2 Var iants
Full ContainerMiddle seat
MARATHON PAC
500(bwc)
jig jig
MARATHON PAC
Full ContainerLeft seat
700 MS(a3m)
1 Le
wel
s 60
min
MARATHON PAC
Full ContainerRight seat

10
Simulation und Layoutplanung im Bereich FME
> 3D Simulation
• Roboter Simulation• Handling• Punktschweißen• Lichtbogenschweißen• Kleben etc.
• Ergonomie Simulation• Design von Arbeitsplätzen• Montage- und Handhabungsanalysen
• Logistik• Packanalysen

11
Simulation und Layoutplanung im Bereich FME
> Materialfluss –Simulation (Arena)
• Montage Transfersysteme• Produktionsabläufe• Power & Free• Small Train• Kanban-Fertigung
• Ziele Optimierung hinsichtlich• Minimaler Einsatz von Ressourcen• Verringerung der Bestände• Minimale Durchlaufzeit• Minimales Rüsten• Leveling der Produktion
c o r n e r b u f f e r 4
corner
S t a t io n 1 0 0stationload
b u f f e r s t _ 2 0 0m a x im u m
bufferb u f f e r s t _ 3 0 0m a x im u m
buf fer
workstationS t a t io n 2 0 0
workstationS t a t io n 3 0 0
c o r n e r s t _ 3 0 0
corner
b u f f e r 3m a x im u m
buf fer
c o r n e r b u f f e r 3
corner
environmentopen
A u s la u f p u f f e r 3
b u f f e r 2m a x im u m
buf fer
environment
open
A u s la u f p u f f e r 2
c o r n e r s t _ 9 0 0corner
c o r n e r b u f f e r 2
corner
b u f f e r 4m a x im u m
buf fer
c o r n e r s t _ 1 0 0 0corner
workstations t a t io n 1 0 2 0
workstations t a t i o n 1 0 1 0
b u f f e r s t _ 1 0 0 0m a x im u m
bufferworkstationS t a t io n 4 0 0
workstationS t a t io n 5 1 0
workstationS t a t io n 6 0 0c o r n e r s t _ 6 0 0
corner
b u f f e r 1m a x im u m
buf fer
c o r n e r b u f f e r 1
corner
workstations t a t io n 7 0 0
b u f f e r s t _ 8 0 0m a x im u m
buffer
workstations t a t io n 8 0 0
b u f f e r s t _ 9 0 0m a x i m u m
buffer
workstation
s t a t io n 9 0 0
workstationSta t io n 5 3 0
Tep
pich
entn
ehm
en
Tei
leab
frag
e
Vor
heiz
en
Tep
pich
anp
ress
en
S u b m o d el 1S u b mo d el 2
b u f f e r _ s t 1 0 0 0 _ 1m a x i m u m
buf ferb u f f e r s t _ 5 3 0m a x im u m
buf fer
environment
open
s t a t io n 5 2 0 _ o p
S u b m o d el 3
Station 100Station 200Station 300Station 900Station 800Station 700
Station 1020 Station 1010
Station 600
Station 510
Station 400
Station 520
Station 530

12
Simulation einer Kanbanfertigung
> Kanban Pull System
Vorschau
13 m109 ref.
Produktion
13 m109 ref.
Nompatelize52 refEXW
KundeNompatelize
52 refEXW
Lieferant
1234
Fertigteil-bestand
Kaufteil-bestand
Abruf
• Produktion im Kundenverbrauchstakt• Vermeidung von Überproduktion• Flexible Reaktion auf Kundenbedarfe• Glättung der Produktion• Erleichterung der Produktionssteuerung
• Optimaler Ressourceneinsatz• Reduzierung der Durchlaufzeiten• Bestände nach FIFO• Visuelle Steuerung der Aktivitäten• Standardisierung der Arbeitsabläufe

13
Simulation einer Kanbanfertigung
> End-Of-Line stock • Aufgabe:• Lagerort für Fertigteile am
Ende der Produktionslinieentsprechend der Teile Nr.
• Bestand für die Produktions-zeit je Los
• Bestand zur Absicherung vonProduktionsproblemenEnd of line stock

14
Simulation einer Kanbanfertigung
> Sequenzer • Aufgabe:• Ermitteln der Daten über
Excel-Datei• Visuelle Darstellung der
Produktionsplanung• Inhalt ist der geglättete
Produktionsplan• Übersicht über Bewegung
der Versandcontainer proTag
• Standardisierung desMaterialflusses
Plant : StadhagenProduct Family : NCC
Replication Lenght: 96Week : 10 1 2 3 4 5 6 7 8 9
Date of issue:1
5,50
5,75
6,00
6,25
6,50
6,75
7,00
7,25
7,50
-11 2 3 4 4 5 6 7 8
PDP Expressed in UC -1255 2 1 2 2 -100 2 1 2 21 10001 ZS44/4 6 1 1 -1 12 10002 ZS44/5 6 1 1 1 1 -1 1 1 1 13 10003 ZM24 6 1 -1 1 14 -15 -16 -17 -18 -1
Monday

15
Simulation einer Kanbanfertigung
> Loskonstruktionsbox
Aufgabe• Bildung von
Losgrößen• Steuerung der
Produktion

16
Simulation einer Kanbanfertigung
> Lancer
Aufgabe• Bildung einer Reihenfolge
für die Lose• Produktionsaufträge

17
Simulation einer Kanbanfertigung
> Zusätzliche Bausteine / Templates
Process
Conveyor

18
Simulation einer Kanbanfertigung
> Simulation: Zusätzliche Bausteine / Templates
Pickup-Dropoff
Queue

19
Simulation der Endmontage AU716
> AufbauDateninput Simulation
Aufnahme Sitz vom Band 2. Reihe 5,3Ablegen und Picken Sitz 3. Reihe 8,1Einlegen Sitz in Kebeanlage rechts - Durchlade & 3te Reihe 6,0Einlegen Sitz in Kebeanlage links - 40 & 60 % 10,0Einlegen Teppich in Klebeanlage 2. Reihe 3,5Einlegen Teppich in Klebeanlage 3. Reihe 3,5Entnahme Sitz aus Klebeanlage rechts - Durchlade & 3te Reihe 8,2Entnahme Sitz aus Klebeanlage links - 40 & 60 % 12,2Einlagern Sitz in Conatiner 2. Reihe 7,7Vorschieben der Schublade Teppiche 4,5Vorschieben Schublade Sitz + Hubtor 7,5Starttaster Schubladen 1,0MTM Time Endmontage DL 35,2MTM Time Endmontage 3. Reihe 400,0Batchsize High runner (Behälter) 3.Reihe 2Klebeauftrag Auflegen des Teppichs (Rob) 40% 35,0Klebeauftrag Auflegen des Teppichs (Rob) 60% 35,0Klebeauftrag Auflegen des Teppichs (Rob) 3.Reihe 35,0Klebeauftrag Auflegen des Teppichs (Rob) DL 35,0Zeit zum Wechseln des Containers 60,0Zeit zum Auffüllen der Teppiche 10,0Batchsize Lowrunner (Behälter) 3.Reihe 1Batchsize Schweisserei 2Mitarbeiteranzahl Endmontage (1 oder 2) 1Wegezeit Versandstapler 300,0Aufnahme Durchlade Dynamic-Rack 5,0Einlagern Durchlade in Conatiner 3,0Batchsize Highrunner (Behälter) 2. Reihe 2Batchsize Lowrunner (Behälter) 2.Reihe 2Daten nacn Excel schreiben, 1=ja, 0=nein 0Zeit zwischen schweissen und montieren (Stunden) 3MTM Time Endmontage 40 Basis Varianten 106,3MTM Time Endmontage 60 Basis Varianten 106,3MTM Time Endmontage 40 High Varianten 118,2MTM Time Endmontage 60 High Varianten 122,5
6,00
6,15
6,30
6,45
7,00
7,15
7,30
0 0 0 0 0 0 0
1 2 3 4 5 6 7PDP Expressed in UC 1 1 3 2 2 0 1
1002 40% Basis Teppichfarbe Soul 6 1 0 1 0 1 0 0
1008 40% Basis Teppichfarbe Kamutbeige 6 0 0 0 1 0 0 0
1010 40% Basis Teppichfarbe Achatgrau 6 0 0 0 0 0 0 1
1017 40% Basis Teppichfarbe Borneogrün 6 0 0 0 0 0 0 0
1003 60% Basis Teppichfarbe Soul 6 0 0 1 0 1 0 0
1009 60% Basis Teppichfarbe Kamutbeige 6 0 0 0 1 0 0 0
1011 60% Basis Teppichfarbe Achatgrau 6 0 0 0 0 0 0 0
1018 60% Basis Teppichfarbe Borneogrün 6 0 0 0 0 0 0 0
1001 40% High + CC re Farbe Soul / Soul 6 0 0 0 0 0 0 0
1005 40% High + CC reFarbe Kamutbeige / Kardamombeige6 0 0 0 0 0 0 0
1006 40% High + CC re Farbe Achatgrau / Lichtgrau6 0 0 0 0 0 0 0
1016 40% High + CC re Farbe Soul / Parabraun6 0 0 0 0 0 0 0
1020 40% High + CC reFarbe Borneogrün / Kardamombeige6 0 0 0 0 0 0 0
1022 40% High + CC reFarbe Borneogrün / Borneogrün6 0 0 0 0 0 0 0
1004 60% High Farbe Soul / Soul 6 0 0 0 0 0 0 0
1012 60% High Farbe Kamutbeige / Kardamombeige6 0 0 0 0 0 0 0
1013 60% High Farbe Achatgrau / Lichtgrau 6 0 0 0 0 0 0 0
1019 60% High Farbe Soul / Parabraun 6 0 0 0 0 0 0 0
1023 60% High Farbe Borneogrün / Kardamombeige6 0 0 0 0 0 0 0
1025 60% High Farbe Borneogrün / Borneogrün6 0 0 0 0 0 0 0
1007 40% High CC Farbe Soul / Soul 6 0 0 0 0 0 0 0
1014 40% High CC Farbe Kamutbeige / Kardamombeige6 0 0 0 0 0 0 0
1015 40% High CC Farbe Achatgrau / Lichtgrau6 0 0 0 0 0 0 0
1021 40% High CC Farbe Soul / Parabraun 6 0 0 0 0 0 0 0
1024 40% High CC Farbe Borneogrün / Kardamombeige6 0 0 0 0 0 0 0
1026 40% High CC Farbe Borneogrün / Borneogrün6 0 0 0 0 0 0 0
3001 3R Soul 8 0 1 0 0 0 0 03002 3R Kardamombeige 8 0 0 0 0 0 0 0
3003 3R Borneogrün 8 0 0 0 0 0 0 0
3004 3R Achatgrau 8 0 0 1 0 0 0 0
5001 Durchlade soul 20 0 0 0 0 0 0 05002 Durchlade kardamon 20 0 0 0 0 0 0 0
5003 Durchlade kirunagrün 20 0 0 0 0 0 0 0
5004 Durchlade lichtgrau 20 0 0 0 0 0 0 0
Auslastung Ressourcen [%]
Analytiker:
0%
20%
40%
60%
80%
100%
State(endmontage_dl_res) State(endmontage2_res1) State(endmontage3_res1) State(robgreifen_res) State(worker_res)
Wait_WT
toolchange
moving
inactive
failed
blocked
idle
busy
ParameterLesen beimStart derSimulation
ReadWrite 44
1
VBA
ProduktionsdatenLesen währendSimulationslauf
1
VBA
Statistik ResourcenSchreiben am Endeder Simulation
Daten - Queues, etc.Schreiben währendSimulationslauf
ReadWrite 44

20
Simulation der Endmontage AU716
> ErgebnisseGröße und
Schwankung End-Off-Line Stock
Größe undSchwankungVorgelagerter
Stocks
Größe undSchwankung
Lancer
OptimaleLosgröße
SchnittstelleMontage- undKlebeprozess
DurchlaufzeitSequenzer à
End-Off-Line Stock
AuslastungResourcen
21
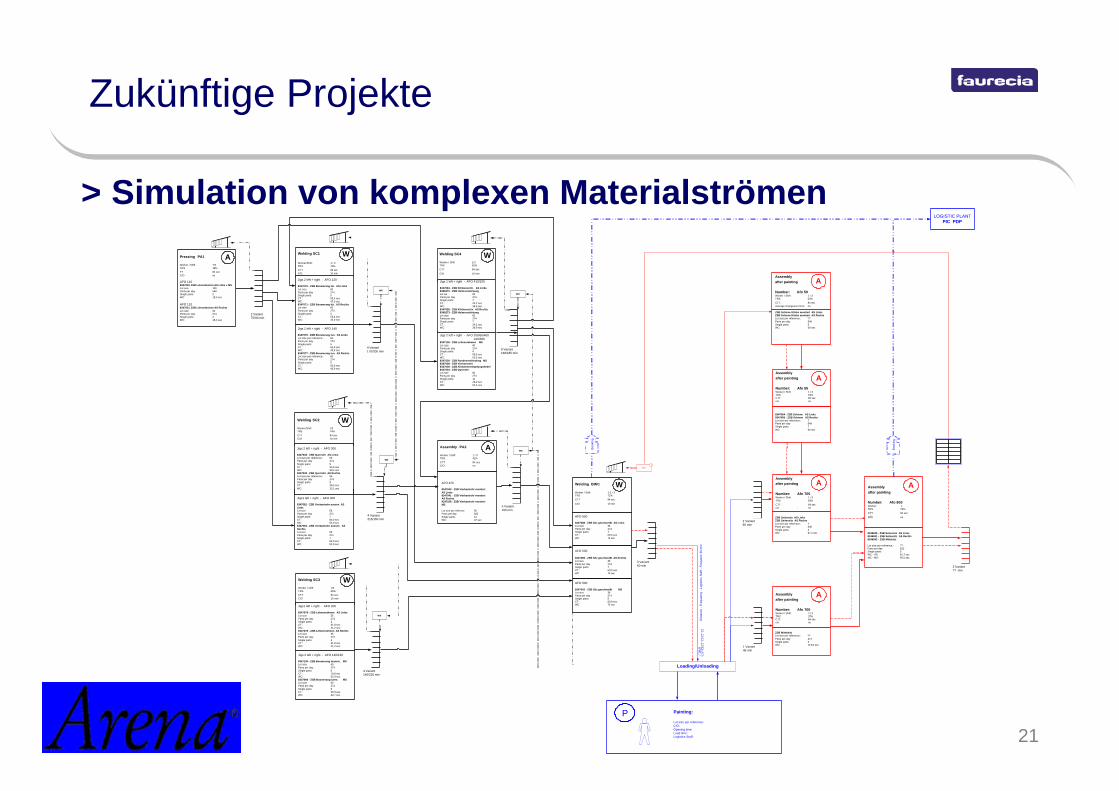
Zukünftige Projekte
> Simulation von komplexen Materialströmen
PIK
Loading/Unloading
P Painting:
Lot size per reference:C/O:Opening time:Lead time:Logistics Staff :
APressing PA1
Worker / Shift ?/3TRS 18%TT 84 secC/O no
AFO 1108347020 ZSB Lehnenbolzen AS Links + MSLot size 100Parts per day 548Single parts: 2WC: 18,4 sec
AFO 1108347021 ZSB Lehnenbolzen AS RechtsLot size 50Parts per day 274Single parts: 2WC: 18,4 sec
WWelding SC1
Worker/Shift: 1 / 3TRS 74%CTT 84 secC/O 10 min
Jigs 1 left + right - AFO 140
8347076 - ZSB Boomerang tun. AS LinksLot size per reference.: 60Parts per day 274Single parts: 5CT : 60,9 secWC: 43,9 sec8347077 - ZSB Boomerang tun. AS RechtsLot size per reference.: 60Parts per day 274Single parts: 5CT : 60,9 secWC: 43,9 sec
Jigs 2 left + right - AFO 120
8347070 - ZSB Boomerang tür. AS LinksLot size 60Parts per day 274Single parts: 5CT : 53,4 secWC: 42,0 sec8347071 - ZSB Boomerang tür. AS RechtsLot size 60Parts per day 274Single parts: 5CT : 53,4 secWC: 42,0 sec
WWelding SC2
Worker/Shift 1/3TRS 74%
CTT 84 secC/O 10 min
Jigs1 left + right - AFO 400
8347082 - ZSB Vierkantrohr aussen ASLinksLot size 56Parts per day 274Single parts: 7CT : 80,0 secWC: 52,9 sec8347083 - ZSB Vierkantrohr aussen ASRechtsLot size 56Parts per day 274Single parts: 7CT : 80,0 secWC: 52,9 sec
Jigs 2 left + right - AFO 300
8347038 - ZSB Querrohr AS LinksLot size per reference.: 56Parts per day 274Single parts: 5CT : 35,6 secWC: 33,1 sec8347038 - ZSB Querrohr AS RechtsLot size per reference.: 56Parts per day 274Single parts: 5CT : 35,6 secWC: 33,1 sec
WWelding SC3
Worker / shift 1/3TRS 69%CTT 84 secC/O 10 min
Jigs 2 left + right - AFO 140/120
8347100 - ZSB Boomerang tunnels . MSLot size 60Parts per day 274Single parts: 6CT : 79,8 secWC: 52,9 sec8347090 - ZSB Boomerang tuers. MSLot size 60Parts per day 274Single parts: 5CT : 35,8 secWC: 42,7 sec
Jigs1 left + right - AFO 200
8347078 - ZSB Lehnenrahmen AS LinksLot size 55Parts per day 274Single parts: 4CT : 31,8 secWC: 41,2 sec8347078 - ZSB Lehnenrahmen AS RechtsLot size 55Parts per day 274Single parts: 4CT : 31,8 secWC: 41,2 sec
WWelding SC4
Worker / Shift 1/3TRS 62%
CTT 84 sec
C/O 10 min
Jigs 2 left + right - AFO 200/60/400 410/300
8347106 - ZSB Lehnenrahmen MSLot size 60Parts per day 274Single parts: 4CT : 59,5 secWC: 50,3 sec8347030 - ZSB Rondenverbindung MS8347008 - ZSB Vierkantrohr8347006 - ZSB Klinkenentriegelungshebel8347004 - ZSB QuerrohrLot size 60Parts per day 274Single parts: 11CT : 45,9 secWC: 62,4 sec
Jigs 1 left + right - AFO 410/105
8347084 - ZSB Klinkenent.h. AS Links8349272 - ZSB HolmverstärkungLot siz 60Parts per day 274Single parts: 7CT : 24,2 secWC: 39,9 sec8347085 - ZSB Klinkenent.h. AS Rechts8349273 - ZSB HolmverstärkungLot size 60Parts per day 274Single parts: 7CT : 24,2 secWC: 39,9 sec
AAssembly PA2
Worker / Shift 1 / 3TRS 41%
CTT 84 secC/O no
AFO 420
8347040 - ZSB Vierkantrohr montiertAS Links8347041 - ZSB Vierkantrohr montiertAS Rechts8347108 - ZSB Vierkantrohr montiertMS
Lot size per referenc 50Parts per day 822Single parts: 10WC: 42 sec
AAssemblyafter painting
Number: Afo 50Worker / Shift 1 / 3TRS 53%
CTT: 84 secAverage changeover time: no
ZSB Schiene Klinke montiert AS LinksZSB Schiene Klinke montiert AS RechtsLot size per reference.: ??Parts per day 548Single parts: 5WC: 60 sec
AAssemblyafter painting
Number: Afo 55Worker / Shift 1 / 3TRS 53%CTT: 84 secc/o no
8347064 - ZSB Schiene AS Links8347065 - ZSB Schiene AS RechtsLot size per reference.: ?Parts per day 548Single parts: 7WC: 60 sec
AAssemblyafter painting
Number: Afo 700Worker / Shift 1 / 3TRS 63%
CTT: 84 secc/o : no
ZSB Seitensitz AS LinksZSB Seitensitz AS RechtsLot size per reference.: ?Parts per day 548Single parts: 3WC: 97,1 sec
AAssemblyafter painting
Number: Afo 800Worker: 1TRS 72%
CTT 84 sec
c/o no
8346840 - ZSB Seitensitz AS Links8346841 - ZSB Seitensitz AS Rechts8346842 - ZSB Mittelsitz
Lot size per reference.: ??Parts per day 822Single parts: 5WC - AS: 81,7 secWC - MS: 60,5 sec
WK
2 Variant75/90 min
4 Variant170/200 min
4 Variant215/160 min
4 Variant140/220 min
3 Variant100 min
9 Variant160/185 min
3 Variant60 min
1 Variant45 min
2 Variant60 min
Dis
tanc
e -
Freq
uenc
y -
Logi
stic
s S
taff
- F
requ
enc
30 m
in
3 Variant?? min
AAssemblyafter painting
Number: Afo 700Worker / Shift ? / 3TRC 37%CTT: 84 secc/o no
ZSB MittelsitzLot size per reference.: ??Parts per day 274Single parts: 5WC: 113,9 sec
WWelding BWC
Worker / Shift 1-2 / 3TRS 71%
CTT 84 sec
C/O 10 min
AFO 500
8347088 - ZSB Sitz geschweißt AS LinksLot size 36Parts per day 274Single parts: 7CT : 60,0 secWC 74 sec
AFO 500
8347089 - ZSB Sitz geschweißt AS RechtsLot size 36Parts per day 274Single parts: 7CT : 60,0 secWC 74 sec
AFO 500
8347002 - ZSB Sitz geschweißt MSLot size 36Parts per day 274Single parts: 8CT : 63,8 secWC 74 sec
WK
WK
WK
WK
LOGISTIC PLANTPIC PDP
Boo
king
Boo
king

22