six sigma : process capability
TRANSCRIPT

Six Sigma Process Capability
- Lalit B. Padekar
Initially developed at Motorola by Bill Smith in 1986
Way of systematically improving processes by eliminating defects
The term " Sigma " is used to designate the distribution or spread about the mean (average) of any process or procedure.
The higher the sigma value, the better. Sigma measures the capability of the process to perform defect-free-work.
What is 6σ??
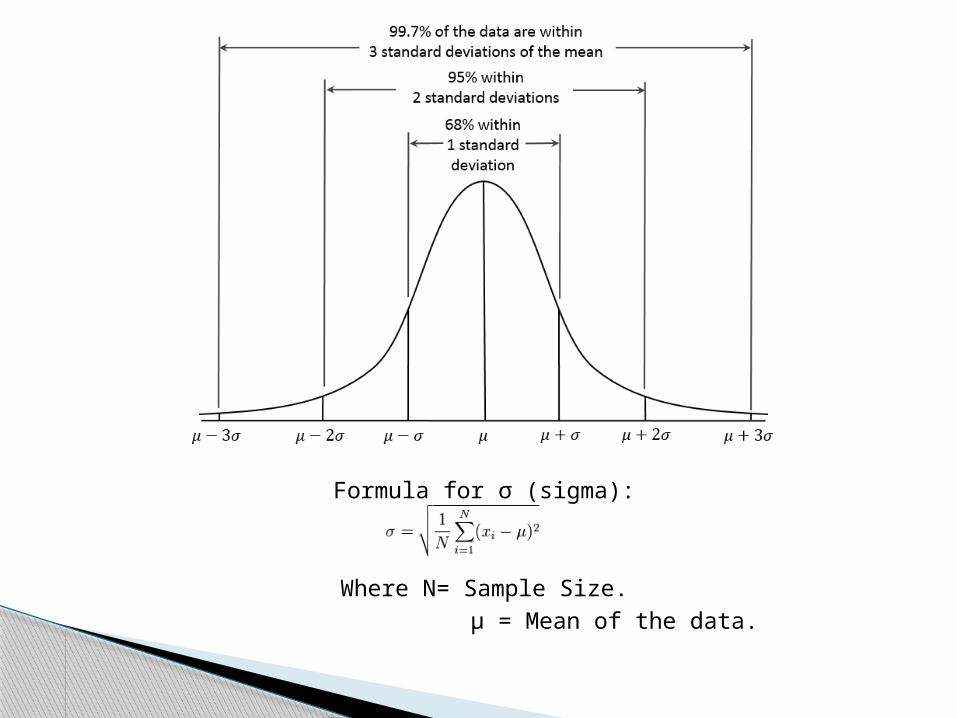
Formula for σ (sigma): ;
Where N= Sample Size. μ = Mean of the data.

There are 2 methods to implement 6σ
6σ Methods
DMAIC
• Define • Measure• Analyze• Improve• Control
DMADV
• Define • Measure• Analyze• Design• Verify

DMAIC DMADV Define:
◦ Define the requirements and expectations of customer.
◦ Define the project boundaries.◦ Define the process by mapping the business flow.
Measure:◦ Develop Data collection plan.◦ Measure all the critical and relevant data.
Analyze:◦ Find the critical processes.◦ Analyse the causes of defects and sources of
variation ◦ Prioritize opportunities for future improvement.
Improve:◦ Improve process to eliminate variations.◦ Develop creative alternatives and implement
enhanced plans. Control:
◦ Prevent reverting to old ways.◦ Ensure any variances are corrected before they
result in defects◦ Ensure any variances are corrected before they
result in defects
Define:◦ Define the requirements and expectations of
customer.◦ Define the project boundaries.◦ Define the process by mapping the business flow.
Measure:◦ Develop Data collection plan.◦ Measure all the critical and relevant data.
Analyze:
◦ Find the critical processes.◦ Analyse the causes of defects and sources of
variation ◦ Prioritize opportunities for future improvement.
Design ◦ Design details◦ Optimize design◦ Run simulations if necessary◦ Prepare for design verification.
Verify:◦ Verify the design◦ Set up pilot runs, ◦ Implement the production process and hand it over
to the process owner(s).
DMAIC is used to improve an existing process and DMADV is used to create new process

Process Capability means the ability to do a particular work
without producing or producing least defects.
It measures the “goodness of a process” comparing the “voice of
the process” with the “voice of the customer”.
Process-capability analysis helps to determine the ability to
manufacture parts within the tolerance limits and engineering
values.
What is Process Capability??

The process capability index or process capability ratio is a statistical measure of process capability, the ability of a process to produce output within specification limits.
They measure how much ”natural variation” a process experiences relative to its specification limits
It allows different processes to be compared w.r.t each other and determine the most capable process amongst them.
The process capability indices are Cp, Cpk, Pp and Ppk.
Process Capability indices.

Cp = Process Capability ; Pp = Process Performance
Both Cp and Pp are a monitoring indices for the spread of your process compared to the specification spread.
Used to see if a process is capable.
They do not provide information about process centralization.
They tell us whether the process is capable or not but not whether the process is acceptable.
Cp or Pp = (USL-LSL)/6σ
Where; USL = Upper Specification Limit LSL = Lower Specification Limit
Cp and Pp

Cpk = Process Capability Index ; Ppk = Process Performance Index
Cpk and Ppk are used to indicate the spread of process about the centre.
They give us the idea of how well the process is centered or how much it has deviated from the centre.
They can tell us whether the process is acceptable or not as well as whether the process is capable or not.
Cpk or Ppk = Min of [(Mean – LSL)/3σ] or[(USL-Mean)]/3σ]
Cpk and Ppk

Cp and Cpk consider the deviation mean within rational subgroups, while Pp and Ppk set the deviation based on the studied data
In most of the practices, when process is unstable or has just begun then Pp and Ppk values of that process are considered for statistical analysis.
When the process is stable and in control then Cp and Cpk values are considered for statistical analysis.
When to use Cp,Cpk or Pp,Ppk
New Process or process Not under Statistical control
Existing Process under statistical control
Measure of Spread Fit Pp CpMeasure of Centering Ppk Cpk

Analogy with Archery
a) Just began learning. Aims at center but the result is
hilarious ( Pp ok but Ppk not ok)
b) Finally shot the center but is still amateur ( Pp and Ppk ok)
c) Decides to concentrate on controlling the spread and finally increases accuracy
(Good Cp but bad Cpk)
d) After gaining stability finally targets the center and the
result is excellent ( Good Cp and Cpk).
For further explanation see the Notes
It tells us the condition of the output.
It compares the natural variation with the specification of customers.
It tells us whether the process is capable to produce the desired output or not.
It compares two or more processes, to tell which process is most capable.
It helps us to predict the variations occurring in process.
It helps us to identify and eliminate the special causes.
Process Capability : How it Helps

www.isixsigma.com
www.searchcio.techtarget.com
Benefits, obstacles and future of six sigma approach – Young Hoon Kwak and Frank T. Anbari.
Six Sigma Green Belt and Black Belt training book
Process capability and stability analysis in Track grinding of Taper Roller bearings – Shrikant Jadhav, Ravi Shekhar, T.P Singh.
Process Capability Improvement of an Engine Connecting Rod machining process – GVSS Sharma and P Shrinivasa Rao.
References.

Thank you