solid lubricant coatings for automotive engine...
TRANSCRIPT

Proceedings of WTC III:World Tribology Congress
September 12-16, 2005Washington, DC
DRAFT
WTC2005-63086
SOLID LUBRICANT COATINGS FOR AUTOMOTIVE ENGINE PISTONS
Michael Schuetz/Dow Corning Corporation Gary McIntyre/Dow Corning Corporation
Proceedings of WTC2005 World Tribology Congress III
September 12-16, 2005, Washington, D.C., USA
WTC2005-63086
ABSTRACTThe demand for more powerful internal combustion engineswith lower weight, reduced fuel consumption, and favorableenvironmental properties has led to engine piston designshaving lower weight, reduced thermal expansion, and goodthermal conductivity. These improvements were neededwithout sacrificing high thermal strength, reduced operatingfriction, and increased wear resistance. The need for reducedfrictional properties resulted in pistons with shorter skirtlengths, which led to a reduction in effective hydrodynamicsurface area perpendicular to the pin bore. At the same time,complex cold start cycles and fuel injection systems weredeveloped that brought enriched fuel mixtures into the engine,causing a dramatic reduction in the viscosity of the lubricantfilm and thereby its capabilities to protect the sliding surfacesfrom wear. These higher mechanical stresses on the pistoncombined with the reduced lubricating ability of the oil film ledto increased friction and wear rates, which often resulted indecreased customer satisfaction due to high noise (i.e., piston“slap”) or complete engine failure. To counteract these tribological problems, a variety of piston coatings weredeveloped, but the composition of these coatings often broughta new set of environmental concerns, e.g., the use of heavymetals. The current solution for this problem is to utilize Anti-friction Coatings (AFC’s) on specific areas of the piston. These coatings are based on solid lubricant technology combined withthat of high performance resins. The coatings are resistant tofuels and engine oils over the normal operating temperaturerange of the engine. They also provide a long-term lubricantcoating with exceptional capability to handle intermittentexcursions outside an engine’s normal duty cycle.
Keywords: pistons, coatings, lubricants
INTRODUCTIONThe demand for more powerful internal combustion
engines with lower weight, reduced fuel consumption, andfavorable environmental properties has led to numerouschanges in piston design. Today’s pistons have lower weight, reduced thermal expansion and good thermal conductivity. At
the same time, increased thermal strength together with reducedfriction and high wear resistance has led to improved runningperformance.
To reduce frictional loss, pistons are now being designedwith shorter skirt lengths. This not only reduces the skirt areain contact with the piston bore, but also reduces the effectivehydrodynamic surface area below the pin bore. These smallerareas now have to bear the considerable forces coming from thesliding and lateral motion of the piston during its upward anddownward movements.
During this same time, complex cold start and injectionsystems were being developed, which delivered so much fuelinto the engine cylinders, that the viscosity of the oil film in thepiston region was reduced dramatically. These thinner filmsresult in oil that has reduced capability to withstand these samehigh operating forces.
REQUIREMENTS OF A LUBRICANT COATINGThe primary requirements for anti-friction coatings used on
engine pistons are shown in Table 1.
Area ofapplication:
Technicalrequirementsof coatings
Values/Remarks
Pressureresistance:(ignition andmassacceleration)
~ 250 –400 bar peak pressureafter ignition, when piston twistsaround the wrist pin because ofhigh explosion pressures.Normally 5 –10 bar on pistonskirt
Temperatureresistance:
280–350°C on piston head150°C on piston skirt120–220 °C at pin axis
Sliding speeds(max.):
~ 13- 14 m/s
Tribologicalrequirements:
Low friction, low wear, noseizure/scuffing under unfavor-able lubrication conditions
Gasoline andDieselengines
Comfort: Lower noise generation duringpiston movement at cold startconditions
1 Copyright © #### by ASME1 Copyright © 2005 by ASME

Environmentaland crankcasepollution:
Low operating tolerances toprevent gas entering in thecrankcase and for a higherefficiency (better gas sealing)
Long servicelifetime:
Resistance against mineral andsynthetic engine oils
Table 1: Primary Requirements of Piston Coatings
The table summarizes the mechanical and thermal stresseson a piston coating along with the tribological requirements andissues related to comfort, environmental and service lifetime.
Research work in the 1980’s and 1990’s showed that engine pistons normally work under a condition of fullyhydrodynamic lubrication. Figure 1 illustrates work done byBrucker [1] and Kanne [2] in determining the piston-to-wallclearances during engine operation. The upper curve is a plotof actual measured gap widths by Brucker; the lower curverepresents gap widths calculated by Kanne using hydrodynamicprinciples.
Figure 1: Gap widths measured by Brucker [1] andcalculated by Kanne [2]
As the curvatures in Figure 1 illustrate, the piston worksunder a condition of fully hydrodynamic lubrication in normaloperation. Wear rates should be close to negligible at thispoint. More recent research by Offner and Priebsch furtherconfirms the existence of a hydrodynamic lubricating filmduring piston operation. However, in spite of these findings,there are operating conditions in an engine where the piston isnot fully supported by a hydrodynamic lubricating film. Forexample:
Initial engine run-in, where the surfaces are undermuch tighter tolerances and the possibility for somedegree of boundary type lubrication exists
2
Cold engine start-up, where the oil film can bepartially washed out or lowered in viscosity by theincoming fuel charge
Emergency operating conditions or other enginecomponent failure, e.g., high operating temperatures(causing low oil viscosity), water in oil due to gasketfailure, etc.
In the past, thin metal coatings containing lead or tin (thinfilms of approx. 3-5 m thickness) have been used to helpalleviate these wear conditions. However, these films are onlycapable of reducing the engine run-in problem and cannotprovide the longer-term lubrication needed. Figure 2 illustratesseveral pistons that have sustained severe wear because of theoperating conditions described above.
Figure 2: Pistons damaged by wear
To overcome this type of problem, several differentvarieties of solid lubricant coatings have been developed [4],[5], [6], [7], [8]. Figure 3 shows different styles of pistons thathave been treated with these products.
Figure 3: Pistons coated with solid lubricant coatings
2 Copyright © #### by ASMECopyright © 2005 by ASME

3 Copyright © #### by ASME
Today, the following areas of the piston/connecting rodassembly are treated with solid lubricant coatings, whichprovide the listed benefits:
Skirt: noise reduction and scuffing durability, in addition tothe capability to reduce piston/bore clearance to a minimumdue to the smoothness of the coatingTop Land: increased performance by reducing piston/boreclearance in this high temperature areaWrist pin bore: wear reduction
The advantages noted to increased engine performanceafter the application of these coatings are:
Engine performance increased by 2-3%(reduced blow-by losses due to closer tolerances)
Lower wear rate of piston(coating thickness of 10-12 m)
Noise reduction(coating thickness of 20-25 m; should notexceed 25 m)
Improvement of hydrodynamic lubrication Reduction of piston lateral motion at cold start
(piston to liner gap is greatest at this point due todifferent coefficients of expansion of aluminumand cast iron)
Improved sealing of top land area
TEST RESULTSPrior to specifying the use of lubricant coatings on pistons,
car manufacturers and piston suppliers conducted numerousengine tests. These tests were accompanied by “bench top” testing done by the coating suppliers to demonstrate thecapability of these coatings in this application. The followingtests were used to simulate the expected coating performance inan engine. Four different anti-friction coatings were tested:
AFC A: MoS2–based/oil resistant binderAFC B: Graphite-based/oil resistant binderAFC C: Wear resistant solids/oil resistant binderAFC D: Combination of solid lubricants/oil resistant binder
A: Friction Factor
Testing to compare the coefficients of friction of the variouscoatings was done using a block and ring test machine (Ref.ASTM D 2714). A schematic of this test set-up is shown inFigure 4.
Figure 4: Schematic of block-on-ring test fixture
Test parameters for the block-on-ring machine were selectedsuch that the lubrication properties would be in the mixed filmregime. These were:
Block Material: cast aluminum (same material aspiston: Al-Si-Mg alloy). Surface treatment of block:alkaline degreasing and coated with piston coating.Coating thickness: 20-30 m.
Ring Material: cast aluminum, surface not treated Load: 13.6 kg (30 lbs) Speed: 1.8 m/s Engine oil: Ring partially immersed in engine oil, SAE
30 base Ambient temperature
Friction values for the different coatings are shown in Figure 5.The values ranged between 0.048 and 0.035 and weresignificantly lower than the 0.1 value measured for asteel/aluminum pairing without a lubricant coating.
Figure 5: Coefficient of friction from block-on-ring test
A second test machine used to determine the coefficient offriction between material pairings is commonly identified as aring-on-plate machine. A schematic of the test pieces used withthis equipment are shown in Figure 6.
Figure 6: Schematic of ring-on-plate test fixture
Test parameters for this equipment were set as follows: Ring material: Cast iron (same material as cylinder
liner), no surface treatment Plate material: Cast aluminum (same material as
piston: Al-Si-Mg alloy). Surface treatment: alkaline
3 Copyright © 2005 by ASME

4 Copyright © #### by ASME
degreasing and coated with piston coating. Coatingthickness: 20-30 m.
Contact pressure: 2.5 Mpa (25 bar) Speed: Start = 0.02 m/s stepwise increased to a final
speed of 1.2 m/s Engine oil: SAE 30 base oil Ambient temperature
Friction values obtained during this testing are shown in Figure7. Also, in this test the coefficient of friction for a non-coatedpairing of cast iron/aluminum was measured at 0.094. Of thecoated samples, AFC A and AFC D gave the best results. Thisdata correlated well with that obtained from actual engine tests,especially from those zones where there was known to be lesshydrodynamic piston lubrication occurring.
Figure 7: Coefficient of friction from ring-on-plate test
B. Load-carrying Capacity
To determine the load-carrying capacity of the variouscoatings, the block-on-ring tester was selected. For this test,the ring was partially immersed in engine oil. Test parameterswere:
Block material: Cast aluminum (same material aspiston: Al-Si-Mg alloy. Surface treatment ofblock: alkaline degreasing and coated with pistoncoating. Coating thickness: 20-30 m.
Ring material: Cast aluminum, surface not treated Load: 13.6 kg (30 lbs) stepwise increased to 45.4
kg (100 lbs) Speed: 1.8 m/s Engine oil: SAE 30 base oil Ambient temperature
The maximum OK-Load results for each coating are shown inFigure 8. AFC D, a coating containing a synergisticcombination of solid lubricants provided the best results in thistest.
Figure 8: OK-Load results from block-on-ring test
In an earlier series of tests, the amount of wear on the testpieces was measured using the block-on-ring tester. For thesetests, an aluminum block was run against a coated ring partiallysubmerged in engine oil, which was being maintained at anelevated temperature. Test results indicated that parts coatedwith AFC B exhibited significantly less wear thant AFC A.This data is presented graphically in Figure 9.
Figure 9: Wear test results from block-on-ring test
C. Noise Reduction
Organic lubricant coatings have also shown excellent resultswhen applied to metal parts running against each other underconditions of vibratory or shock loading. For example, ingearboxes a coating on the spur gear teeth can significantlyreduce the amount of noise generated during operation. Thisreduction occurs as a result of the dampening properties thecoatings provide between the metal surfaces as they come intocontact.
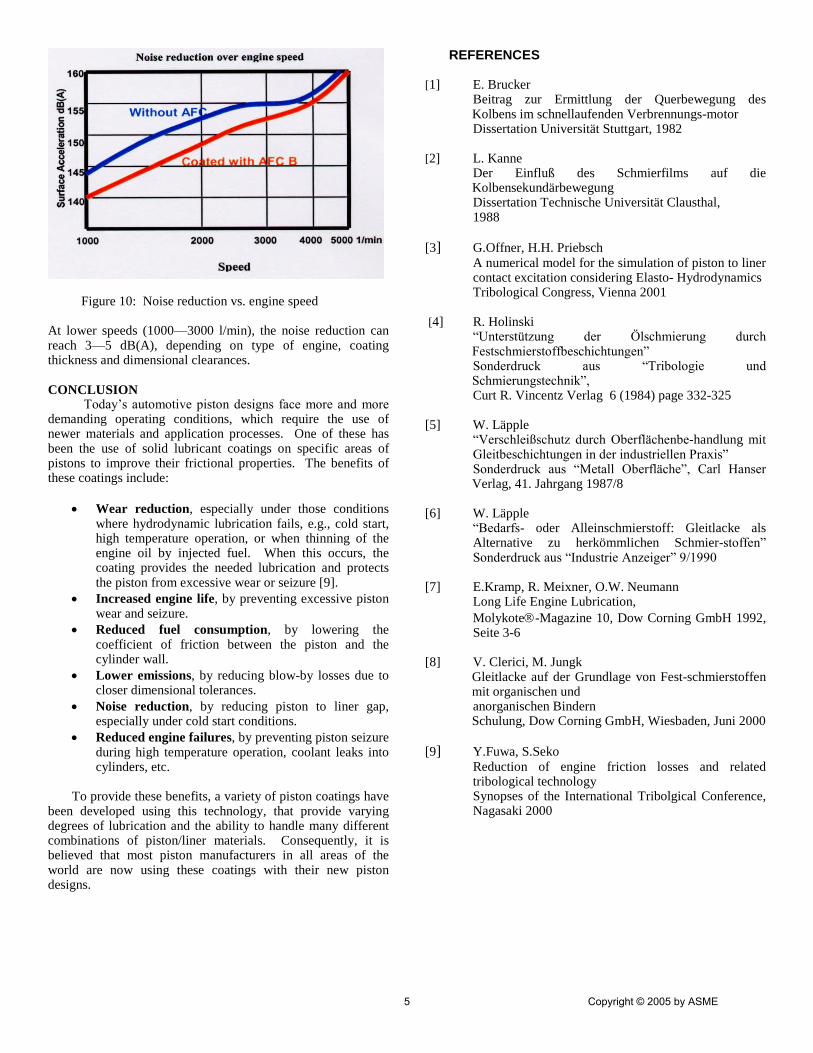
On pistons, the high pressures generated during the ignitioncycle cause the piston to move laterally along the pin axis andcontact the cylinder wall. The use of a lubricant coating candampen these shock forces, thereby reducing the noise resultingfrom this contact. A comparison based on actual engine noisemeasurements shows qualitatively the noise reduction betweena coated and an uncoated piston. These results are presentedgraphically in Figure 10.
4 Copyright © 2005 by ASME
5 Copyright © #### by ASME
Figure 10: Noise reduction vs. engine speed
At lower speeds (1000—3000 l/min), the noise reduction canreach 3—5 dB(A), depending on type of engine, coatingthickness and dimensional clearances.
CONCLUSIONToday’s automotive piston designs face more and more
demanding operating conditions, which require the use ofnewer materials and application processes. One of these hasbeen the use of solid lubricant coatings on specific areas ofpistons to improve their frictional properties. The benefits ofthese coatings include:
Wear reduction, especially under those conditionswhere hydrodynamic lubrication fails, e.g., cold start,high temperature operation, or when thinning of theengine oil by injected fuel. When this occurs, thecoating provides the needed lubrication and protectsthe piston from excessive wear or seizure [9].
Increased engine life, by preventing excessive pistonwear and seizure.
Reduced fuel consumption, by lowering thecoefficient of friction between the piston and thecylinder wall.
Lower emissions, by reducing blow-by losses due tocloser dimensional tolerances.
Noise reduction, by reducing piston to liner gap,especially under cold start conditions.
Reduced engine failures, by preventing piston seizureduring high temperature operation, coolant leaks intocylinders, etc.
To provide these benefits, a variety of piston coatings havebeen developed using this technology, that provide varyingdegrees of lubrication and the ability to handle many differentcombinations of piston/liner materials. Consequently, it isbelieved that most piston manufacturers in all areas of theworld are now using these coatings with their new pistondesigns.
REFERENCES
[1] E. BruckerBeitrag zur Ermittlung der Querbewegung desKolbens im schnellaufenden Verbrennungs-motorDissertation Universität Stuttgart, 1982
[2] L. KanneDer Einfluß des Schmierfilms auf dieKolbensekundärbewegungDissertation Technische Universität Clausthal,1988
[3] G.Offner, H.H. PriebschA numerical model for the simulation of piston to linercontact excitation considering Elasto- HydrodynamicsTribological Congress, Vienna 2001
[4] R. Holinski“Unterstützung der Ölschmierung durch Festschmierstoffbeschichtungen”Sonderdruck aus “Tribologie und Schmierungstechnik”, Curt R. Vincentz Verlag 6 (1984) page 332-325
[5] W. Läpple“Verschleißschutz durch Oberflächenbe-handlung mitGleitbeschichtungen in der industriellen Praxis”Sonderdruck aus “Metall Oberfläche”, Carl Hanser Verlag, 41. Jahrgang 1987/8
[6] W. Läpple“Bedarfs- oder Alleinschmierstoff: Gleitlacke alsAlternative zu herkömmlichen Schmier-stoffen” Sonderdruck aus “Industrie Anzeiger” 9/1990
[7] E.Kramp, R. Meixner, O.W. NeumannLong Life Engine Lubrication,Molykote-Magazine 10, Dow Corning GmbH 1992,Seite 3-6
[8] V. Clerici, M. JungkGleitlacke auf der Grundlage von Fest-schmierstoffenmit organischen undanorganischen BindernSchulung, Dow Corning GmbH, Wiesbaden, Juni 2000
[9] Y.Fuwa, S.SekoReduction of engine friction losses and relatedtribological technologySynopses of the International Tribolgical Conference,Nagasaki 2000
5 Copyright © 2005 by ASME