solutions for diesel specification changes internals 5th generation 1990s/2006 hpna management 2011...
TRANSCRIPT
UOP 7804-0 © 2017 UOP LLC. A Honeywell Company All rights reserved.
13-17 March 2017 ARA Week 2017 Cape Town
Solutions for Diesel Specification ChangesDerek BultitudeRegional Sales Manager
Honeywell International Inc.

UOP’s 65 Years of Hydroprocessing Innovations
340+ Unionfining Units & 220+ Unicracking Units Licensed
1
0
40,000
80,000
120,000
160,000
200,000
1950 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000 2005 2010 2015 2020
Lic
en
se
d C
ap
ac
ity,
BP
SD
Award Year
UOP Hydroprocessing Experience
Unionfining Units
Unicracking Units
1952
1st Unionfining™
Unit
1960
1st Unicracking™
Unit
2008
E2S
Process
2016
Unity
Hydroprocessing Catalysts
TM
2012
UniflowTM
Reactor
Internals5th Generation
1990s/2006
HPNA
Management
2011
Lubes & Fuels
Alliance

AFRI & EURO Diesel Specifications
2
Die
se
l
Property AFRI-4 AFRI-5 EURO-4 EURO-5
Sulphur content, % mass, max. 0.005 0.005 0.005 0.001
Density at 15ºC, kg/m3 max 880 880 845 845
Cetane Number, min. - 49 51 51
PAH, mass-%, max. - 11 11 8
ASTM D86 Distillation 95% recovery, ºC, max.
- - 360 360
1. In cases of dispute ASTM D3244 / EN ISO 4259 shall be used.
UOP 7959-2

Solutions to Meet Diesel Specifications
Optimum solution by modifying existing equipment
Sulfur
Reduced cycle length on DHT
Catalyst selection
Lower LHSV
Improved Reactor
Internals
Higher H2 purity
T95
Increased fuel oil production at the expense of Diesel
Hydrocracking for
End-point correction
Tightening
Specification
Impact of
Doing nothing
UOP Solution
Cetane Number
Restricted Crude selection
Catalyst selection
H2 availability
Cetane improver
3

Hydrotreating Process Variables
Several important variables influence product quality
4
Liquid Feed Gas
Process
Conditions
Products
H2 Content
H2S Content
Impurities
Reactor Pressure
ppH2
Treat Gas Rate
Treat Gas Purity
Space Velocity
Temperature
Sulfur
Nitrogen
Density
Distillation
Contaminants
Aromatics
Bromine Number
Catalyst selection
Reactor internals
Grading
CatalystUtilisation

UOP Unity Increasing Performance of Your Hydrotreating Unit
UOP offers an extensive range of Hydrotreating Catalysts
5
HYT-4118
State-of-the-art, high activity catalyst provides excellent
desulfurization, denitrogenation, and hydrogenation
• Designed for challenging feedstocks including distillates, VGO,
heavy coker gas oils, DAO, & more
• Enhanced dispersion of metals results in high activity & increased stability
• Achieves longer operating cycles & improves sulfur and nitrogen reduction
• Rejuvenation demonstrated up to 95% of fresh catalyst activity
High Activity Distillate Hydrotreating Catalysts
HYT
6219
HYT
4118
Enhances unit performance through superior desulfurization
and low hydrogen consumption
• Designed for low to medium pressure ultra low sulfur diesel production
• High activity and stability for longer cycle lengths
• Manage hydrogen consumption
• Compatible with range of feedstocks including straight run diesel, light
cycle oil, light coker gas oil, & other cracked feedstocks
UOP 7959-6
6
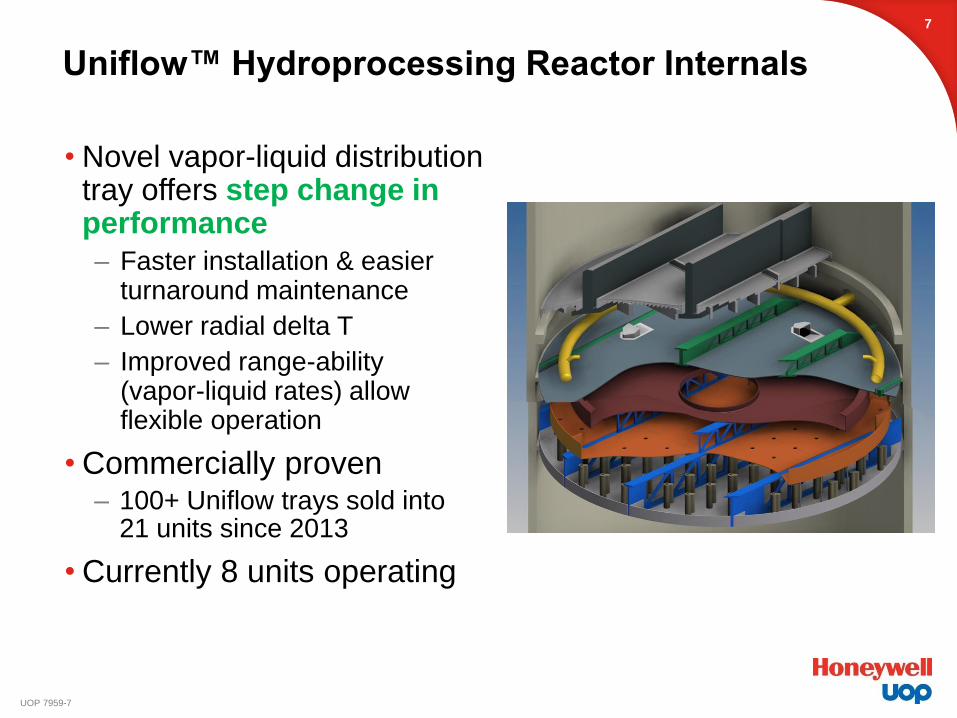
Uniflow™ Hydroprocessing Reactor Internals
7
• Novel vapor-liquid distribution tray offers step change in performance
– Faster installation & easier turnaround maintenance
– Lower radial delta T
– Improved range-ability (vapor-liquid rates) allow flexible operation
•Commercially proven– 100+ Uniflow trays sold into
21 units since 2013
•Currently 8 units operating
UOP 7959-7
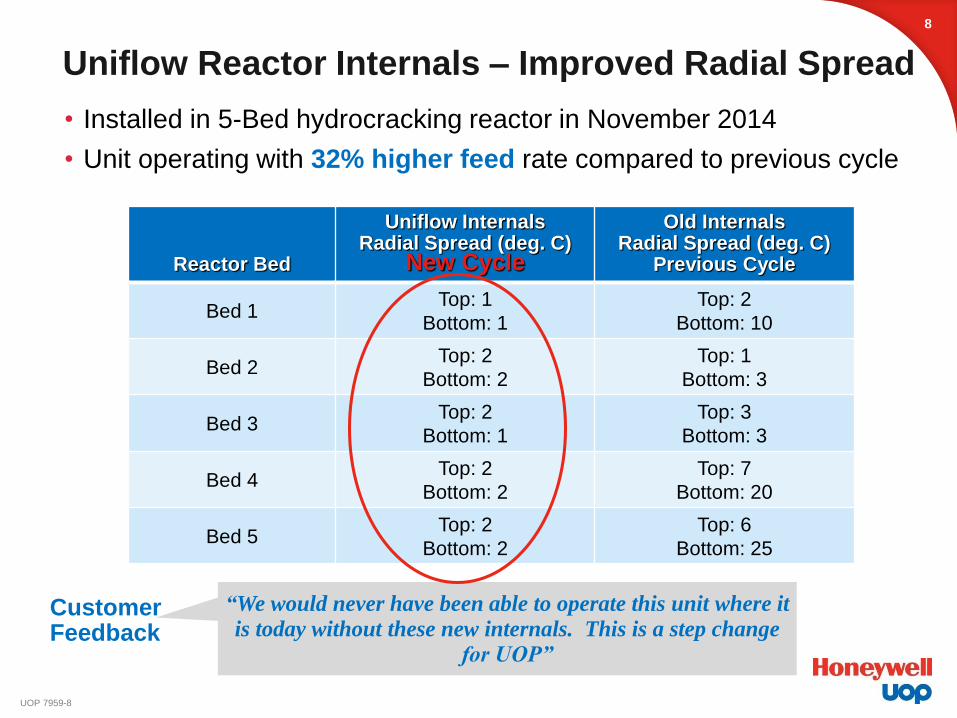
Uniflow Reactor Internals – Improved Radial Spread
• Installed in 5-Bed hydrocracking reactor in November 2014
• Unit operating with 32% higher feed rate compared to previous cycle
Reactor Bed
Uniflow InternalsRadial Spread (deg. C)
New Cycle
Old InternalsRadial Spread (deg. C)
Previous Cycle
Bed 1Top: 1
Bottom: 1
Top: 2
Bottom: 10
Bed 2Top: 2
Bottom: 2
Top: 1
Bottom: 3
Bed 3Top: 2
Bottom: 1
Top: 3
Bottom: 3
Bed 4Top: 2
Bottom: 2
Top: 7
Bottom: 20
Bed 5Top: 2
Bottom: 2
Top: 6
Bottom: 25
8
“We would never have been able to operate this unit where it
is today without these new internals. This is a step change for UOP”
CustomerFeedback
UOP 7959-8
9
Hydrogen Management
• More severe operation increases chemical hydrogen demand
• Higher make-up purity increases partial pressure in the reactor
– Increasing catalyst cycle length
– Allowing higher throughput
Integrated and recycle schemes to maximize H2 and LPG recovery
• As product specifications tighten, Hydrogen Management is critical to
maintaining plant profitability
Hydrogen recovery solutions can be tailored to meet specific refinery needs
10
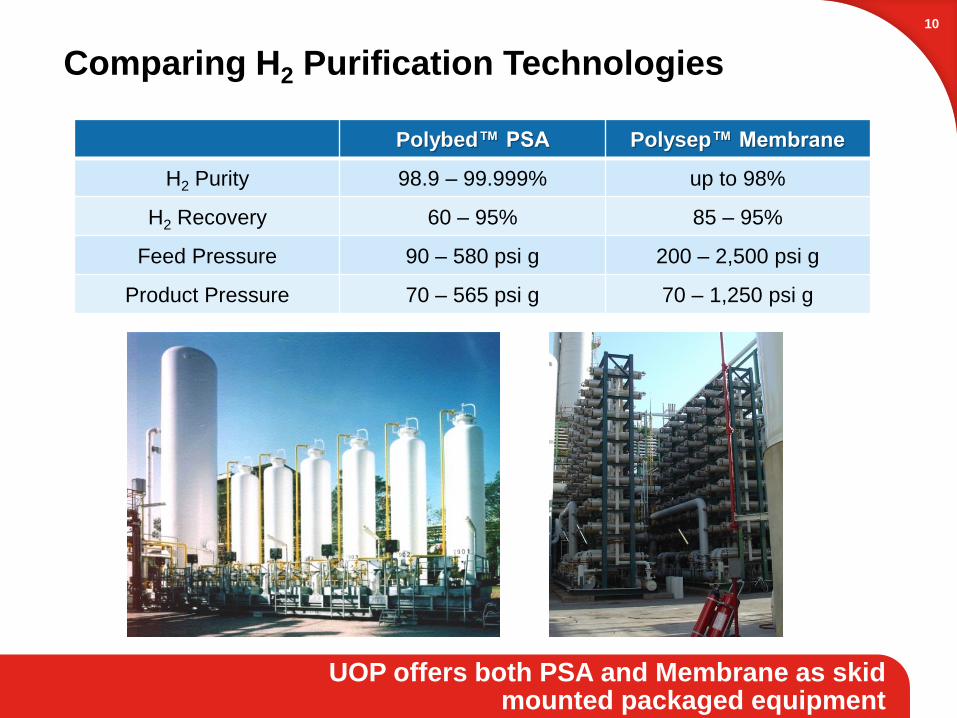
Comparing H2 Purification Technologies
Polybed™ PSA Polysep™ Membrane
H2 Purity 98.9 – 99.999% up to 98%
H2 Recovery 60 – 95% 85 – 95%
Feed Pressure 90 – 580 psi g 200 – 2,500 psi g
Product Pressure 70 – 565 psi g 70 – 1,250 psi g
UOP offers both PSA and Membrane as skid mounted packaged equipment

Impact of LHSV on Product Sulphur
Adding catalyst volume can recover cycle-length lost at higher severity
11
LHSV = FLOWRATE
CATALYST VOLUME
Catalyst
temperature
Time
Reducing LHSV
EOR
SOR

Hydrotreating Revamp - Case Study
Action required on catalyst, hydrogen, internals and LHSV
12
Existing Unit Design - 300 ppm Product Sulfur
Feedstock: Straight Run Gas Oil
Low Recycle Gas Purity: 80% hydrogen
Process Conditions: 40 bar, 4.4 hr-1 LHSV
Revamp Objectives: 10 ppm Product Sulfur
Product Specification: Produce Euro V diesel
UOP Solution
Change Catalyst
Increase Hydrogen Purity
Increase Catalyst Volume
Upgrade Reactor Internals:
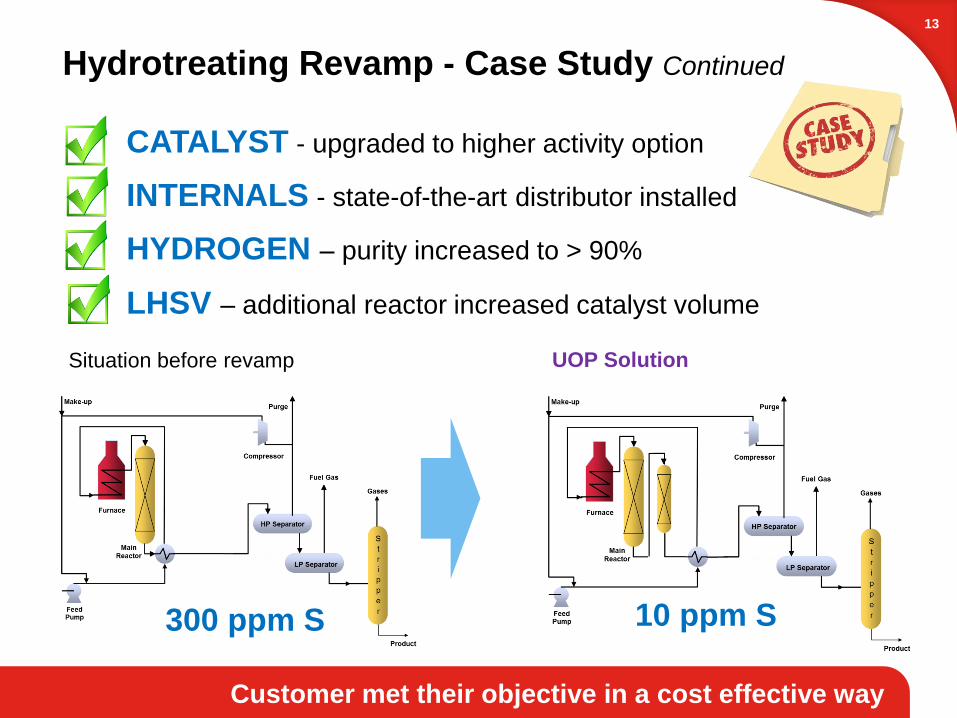
Customer met their objective in a cost effective way
13
Hydrotreating Revamp - Case Study Continued
CATALYST - upgraded to higher activity option
INTERNALS - state-of-the-art distributor installed
HYDROGEN – purity increased to > 90%
Situation before revamp UOP Solution
LHSV – additional reactor increased catalyst volume
300 ppm S 10 ppm S
Meeting T95 through fractionation can cost $0.5/bbl crude
14
Euro V – the Cost of Meeting T95
• The low investment solution to meeting a Euro V T95 distillation specification is to drop the heavy end of the diesel to gasoil or fuel oil
• Consider the economics for a 100,000 bpd refinery with a 34,000 bpd diesel Hydrotreater:
– Assume 16% of Hydrotreater feed downgraded • ~ 2 million barrels per year
– Assume a 10ppm diesel crack spread of $10/bbl.
– The cost of the downgrade to fuel oil will cost $20 million/year or $0.5 on every barrel of crude processed.
– If the refinery is able to segregate the heavy diesel cut and market as a low sulphur fuel oil grade or blend to gasoil, the cost of the downgrade would be lower but still significant.
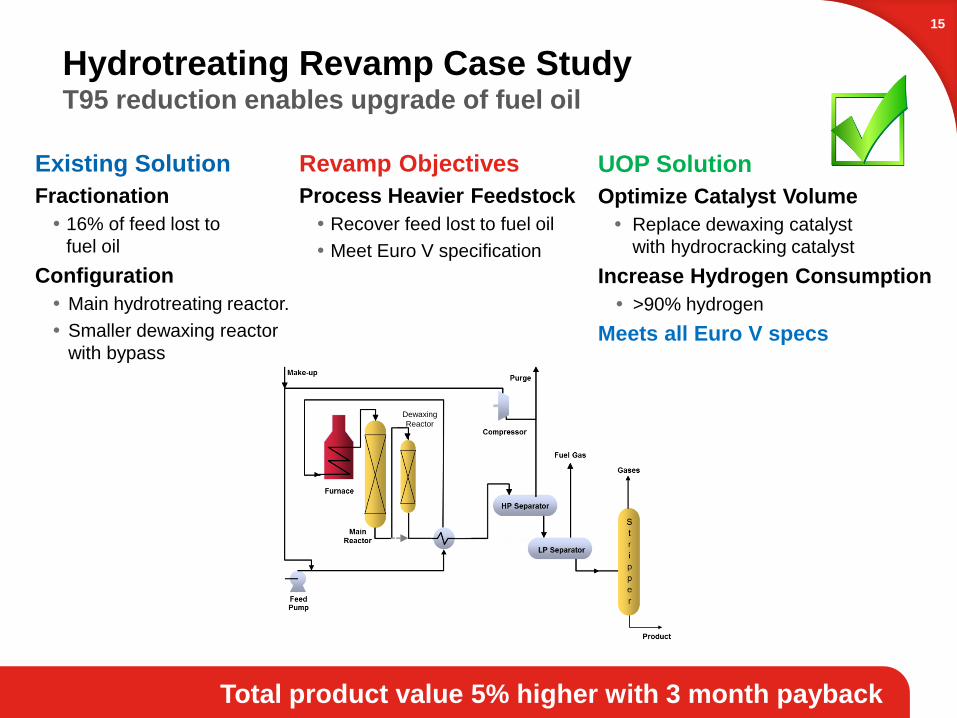
Hydrotreating Revamp Case StudyT95 reduction enables upgrade of fuel oil
Total product value 5% higher with 3 month payback
15
Existing Solution
Fractionation
16% of feed lost to
fuel oil
Configuration
Main hydrotreating reactor.
Smaller dewaxing reactor
with bypass
Revamp Objectives
Process Heavier Feedstock
Recover feed lost to fuel oil
Meet Euro V specification
UOP Solution
Optimize Catalyst Volume
Replace dewaxing catalyst
with hydrocracking catalyst
Increase Hydrogen Consumption
>90% hydrogen
Meets all Euro V specs
Dewaxing
Reactor

Refiners Need to Address a Range of Issues to Meet Tighter Diesel Specifications
16
UOP has the Solutions to help Refiners meet the transition
to AFRI 4/5 or EURO 4/5 Diesel Specifications
Specification Challenges UOP Solutions
Sulfur reduction
Unity hydroprocessing catalyst, Uniflow internals, PolybedTM PSA or PolysepTM membrane. Revamp or new modular DHT
Cetane and T95 controlFractionation and UnicrackingTM
Endpoint correction using UnicrackingTM catalyst
UOP 7959-16