special effects in garment screen printingexpo.ppai.org/sessions/handouts/expo ppt special...
TRANSCRIPT
Special Effects in Garment Screen Printing
The days of a plain T-Shirt are over
Following will be examples of high density inks, gels, discharge, burn-out and more to
take your prints to the next level
Charlie TaubliebTaublieb Consulting
Greenwood Village, Colorado
High Density• Screen Mesh Selection
• Thick Film Application
• Squeegee Selection
• Dryer Settings
• Types of High Density
• Production Procedures
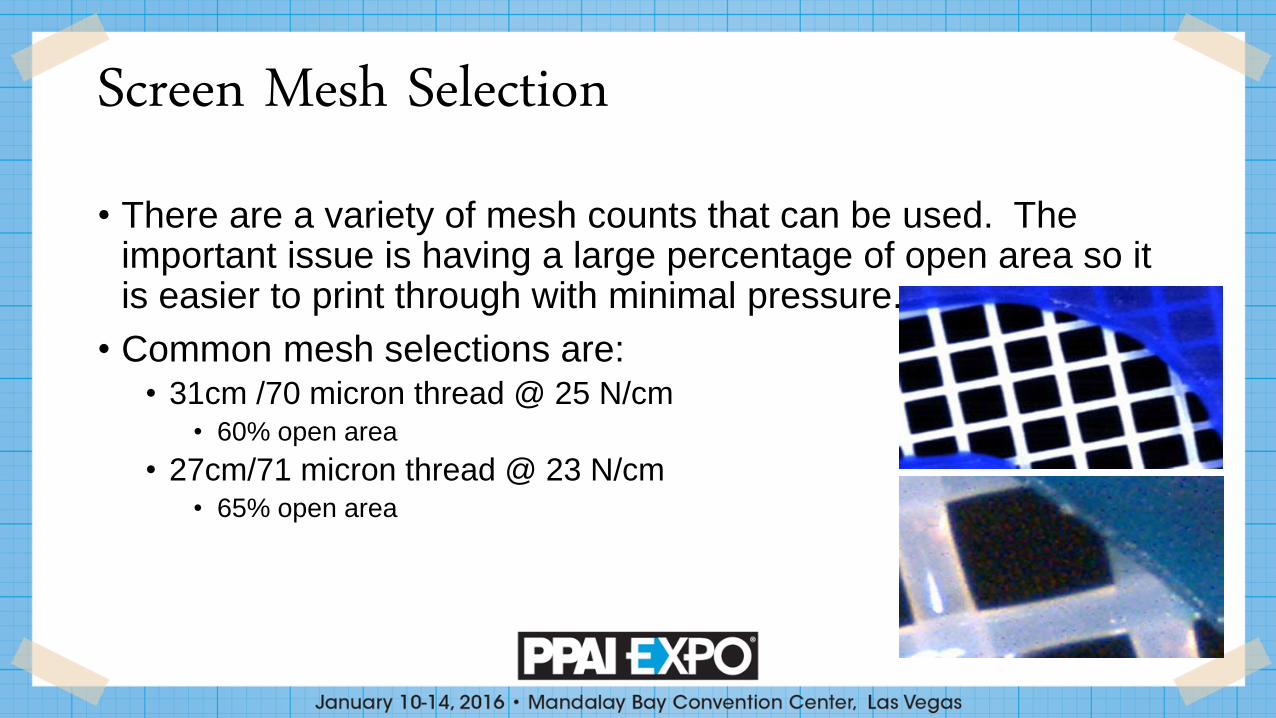
Screen Mesh Selection• There are a variety of mesh counts that can be used. The
important issue is having a large percentage of open area so it is easier to print through with minimal pressure.
• Common mesh selections are:• 31cm /70 micron thread @ 25 N/cm
• 60% open area
• 27cm/71 micron thread @ 23 N/cm • 65% open area
Art Considerations• Single color prints should have detail that is capable of being
shot on to screen
• Thickness of the film should be considered
• Multicolor High Density needs to be designed in layers with the bottom layer incorporating all the layers to follow
• Bottom layer is thinnest
• Top layers can be thicker
• Opacity is not a problem
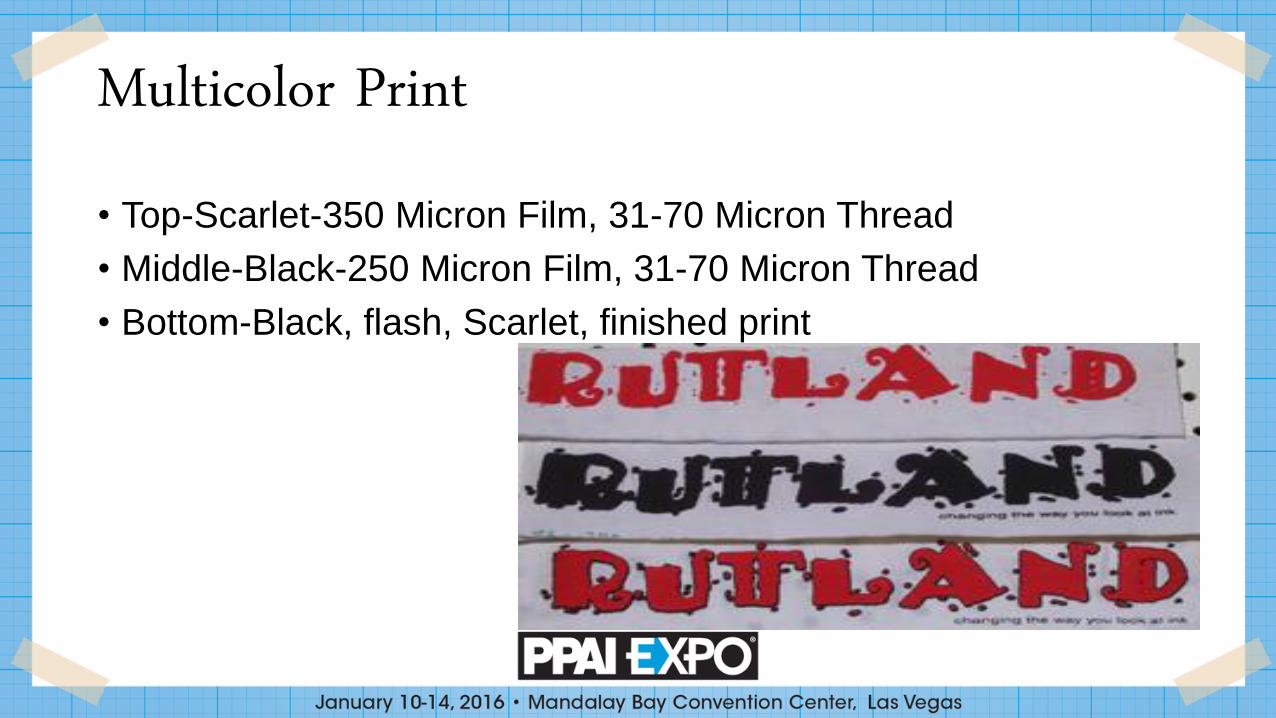
Multicolor Print• Top-Scarlet-350 Micron Film, 31-70 Micron Thread
• Middle-Black-250 Micron Film, 31-70 Micron Thread
• Bottom-Black, flash, Scarlet, finished print
Thick Film Application• Attaching capillary film to a screen for high density printing is
different than working with standard capillary film.
• Exposures will vary based on the strength of your exposure unit and the distance from the lamp to the screen, the thickness of the film and the color and type of mesh being used.
• Exposure with a 5K watt metal halide lamp from one meter away is approximately 90 seconds per 100 microns.
• Wire mesh can take up to 50% longer to expose than polyester.
• Consult the technical literature with the film for recommended exposure time.
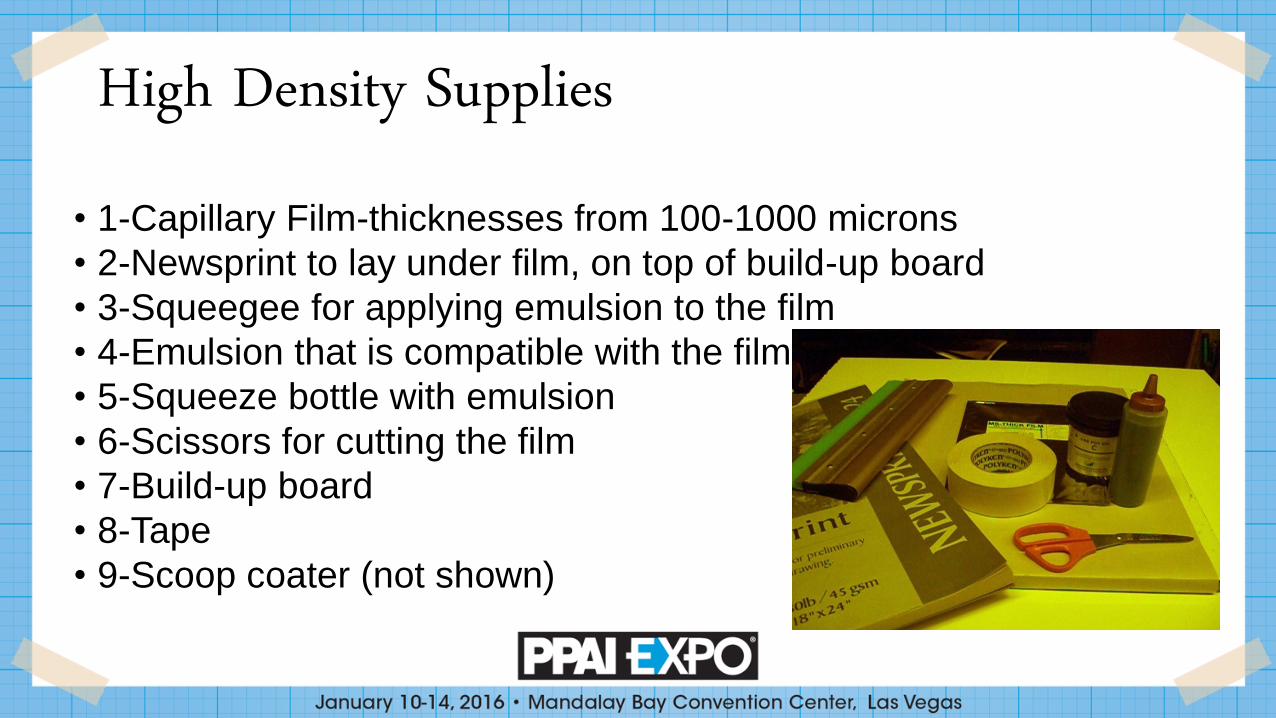
High Density Supplies • 1-Capillary Film-thicknesses from 100-1000 microns
• 2-Newsprint to lay under film, on top of build-up board
• 3-Squeegee for applying emulsion to the film
• 4-Emulsion that is compatible with the film
• 5-Squeeze bottle with emulsion
• 6-Scissors for cutting the film
• 7-Build-up board
• 8-Tape
• 9-Scoop coater (not shown)
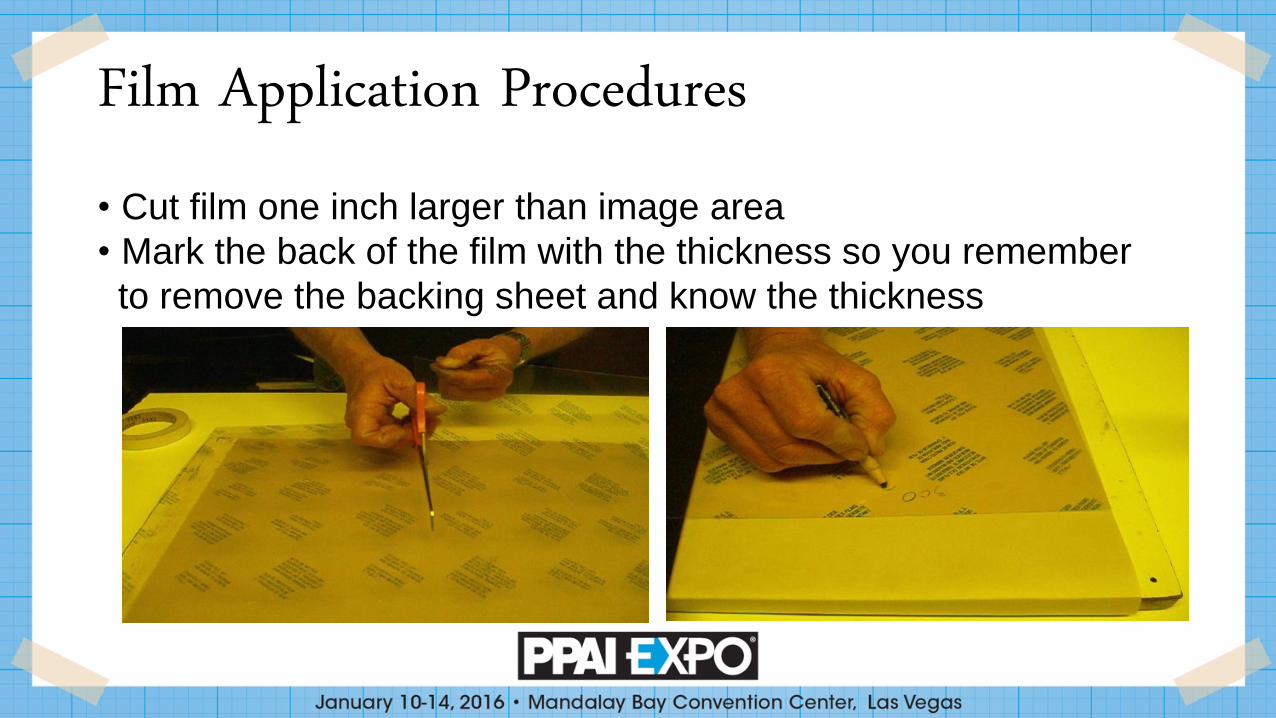
Film Application Procedures• Cut film one inch larger than image area
• Mark the back of the film with the thickness so you remember
to remove the backing sheet and know the thickness
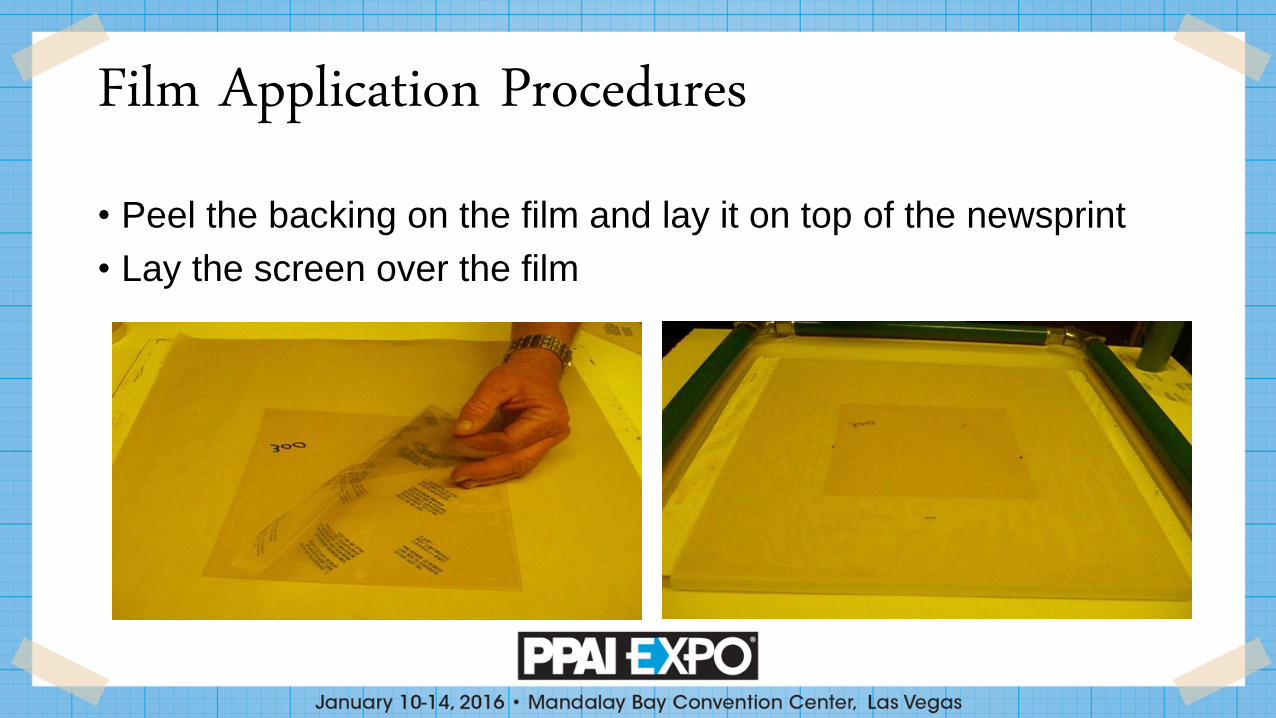
Film Application Procedures• Peel the backing on the film and lay it on top of the newsprint
• Lay the screen over the film
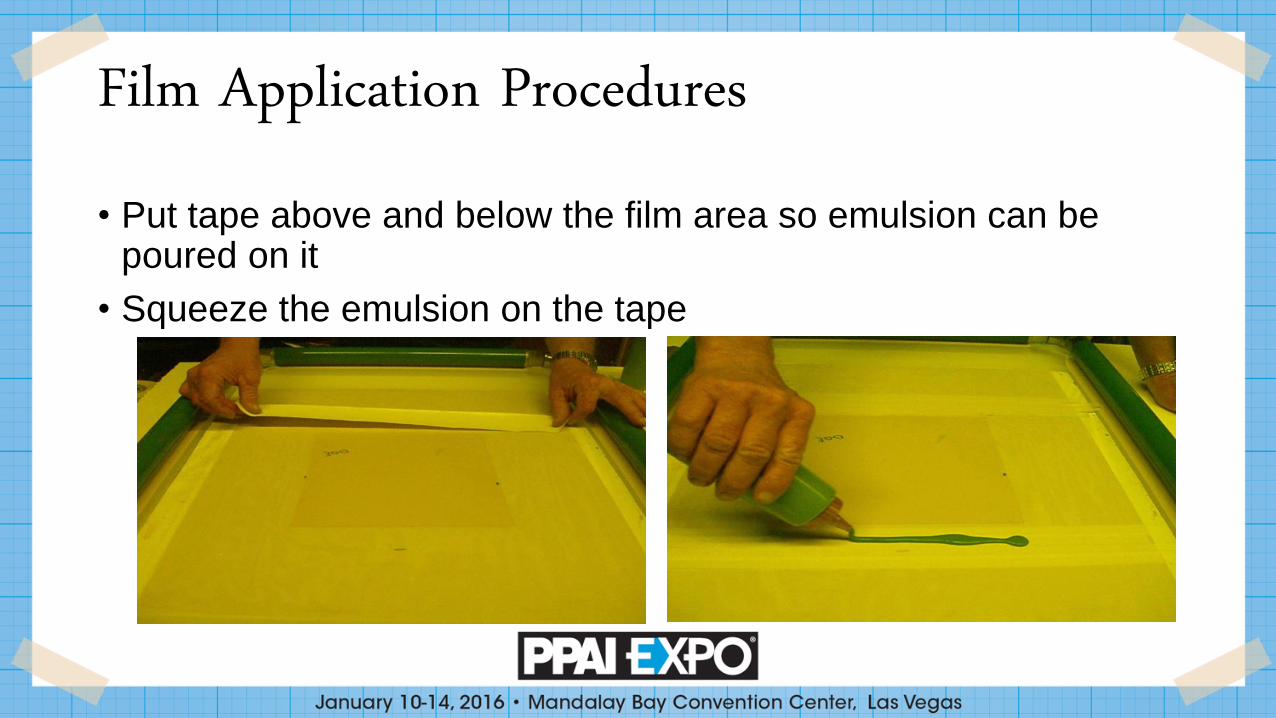
Film Application Procedures• Put tape above and below the film area so emulsion can be
poured on it
• Squeeze the emulsion on the tape
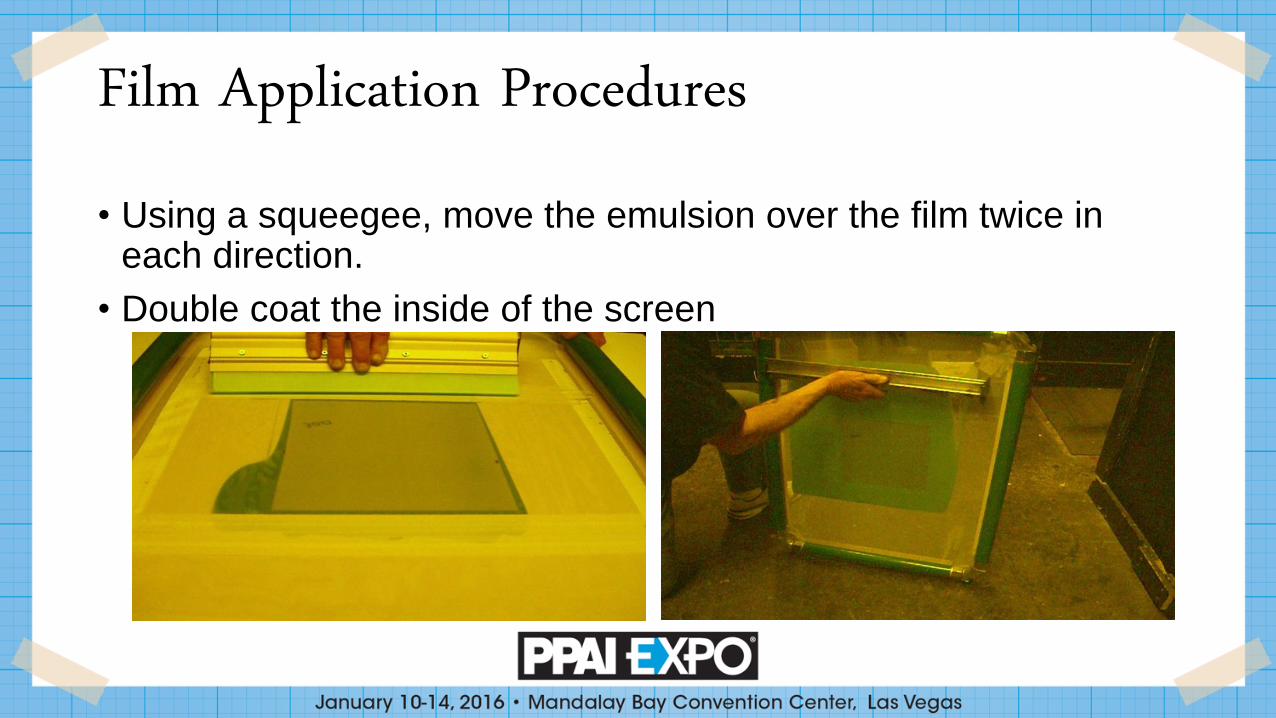
Film Application Procedures• Using a squeegee, move the emulsion over the film twice in
each direction.
• Double coat the inside of the screen
Film Application Procedures • Dry the screen
• Expose the screen
• Wet both sides of the screen
• Wash the film side with 1000 PSI from 20-30 cm
• Dry the screen
• Tape and block out where needed
• Ready to go to production
High Density Types• Three types of high density products
• Ink• Has color and holds its shape going through the dryer
• Gel• May or may not have color, but color can be added
• Holds shape at low temperature
• Flows and gets shinny at high temperature
• Base• May or may not have color, but color can be added
• Large variety creating a multitude of effects
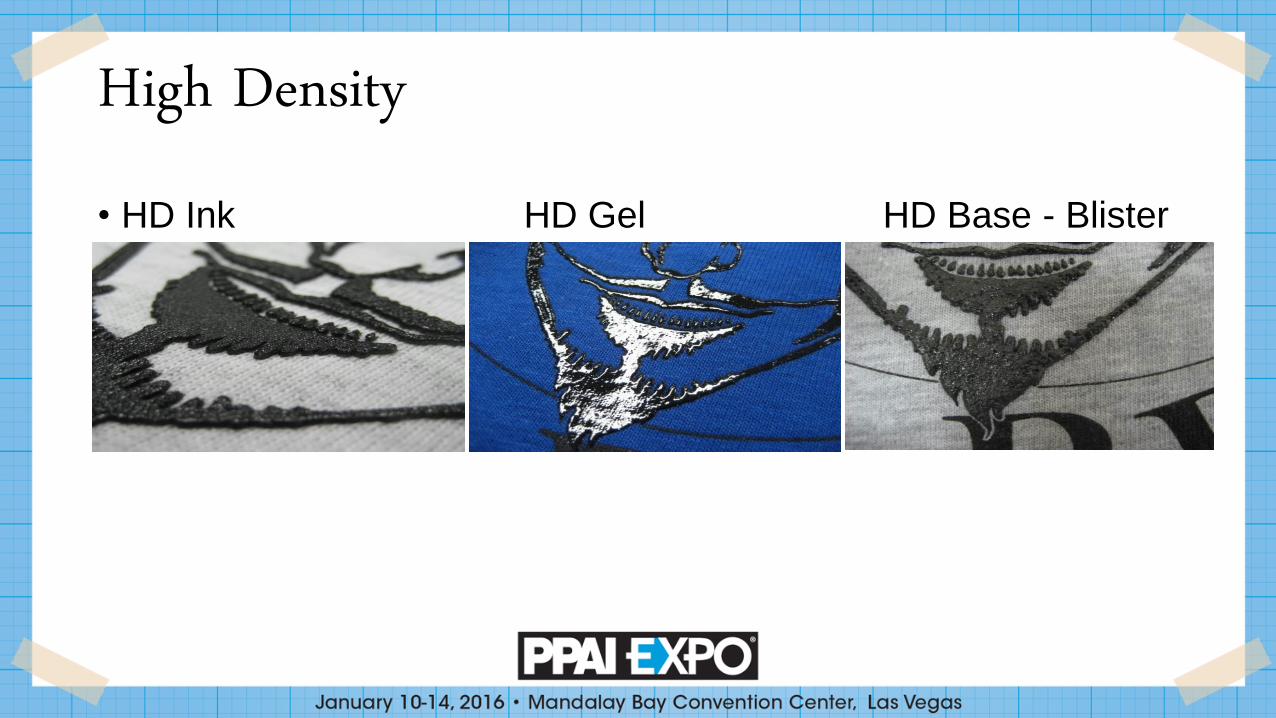
High Density • HD Ink HD Gel HD Base - Blister
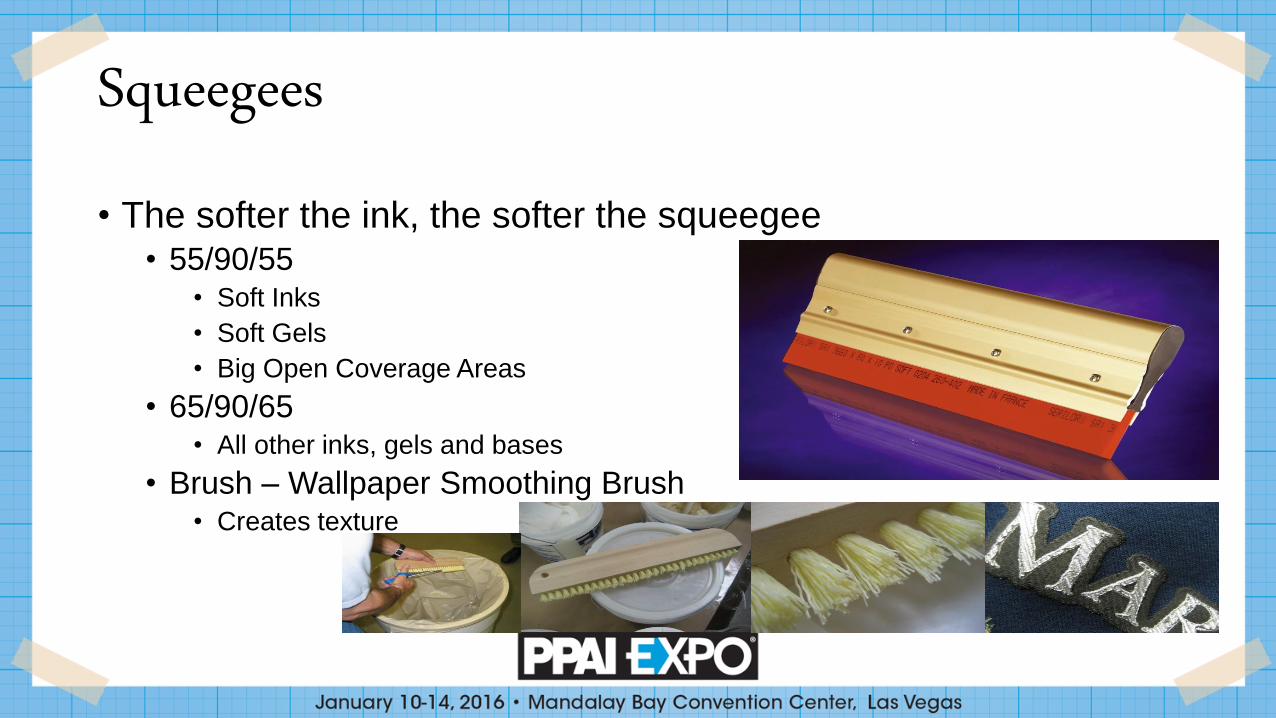
Squeegees• The softer the ink, the softer the squeegee
• 55/90/55 • Soft Inks
• Soft Gels
• Big Open Coverage Areas
• 65/90/65 • All other inks, gels and bases
• Brush – Wallpaper Smoothing Brush• Creates texture
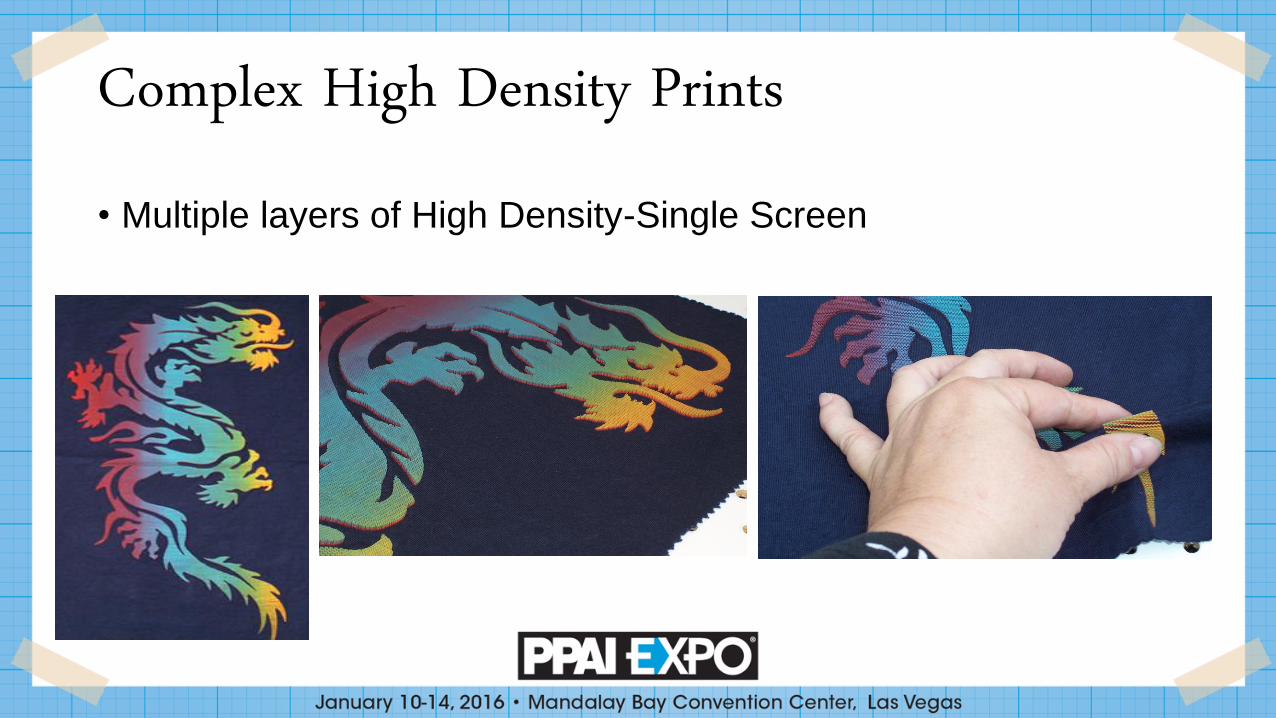
Complex High Density Prints• Multiple layers of High Density-Single Screen
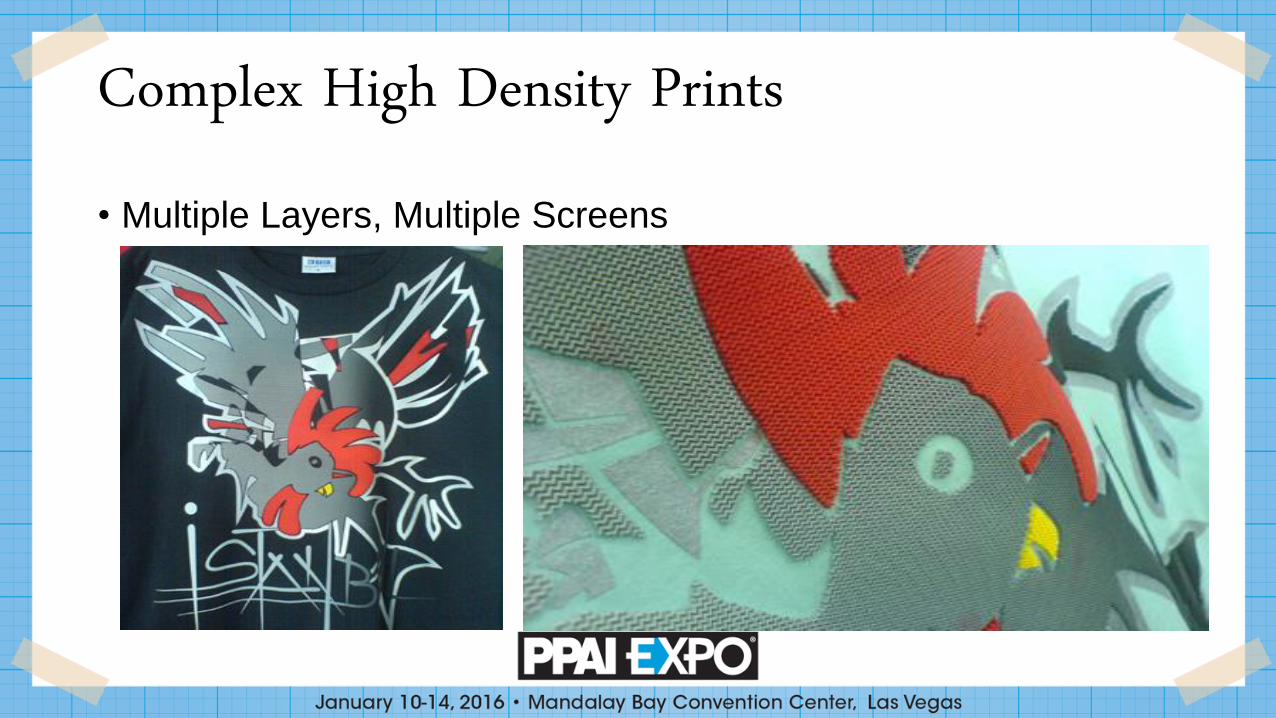
Complex High Density Prints• Multiple Layers, Multiple Screens
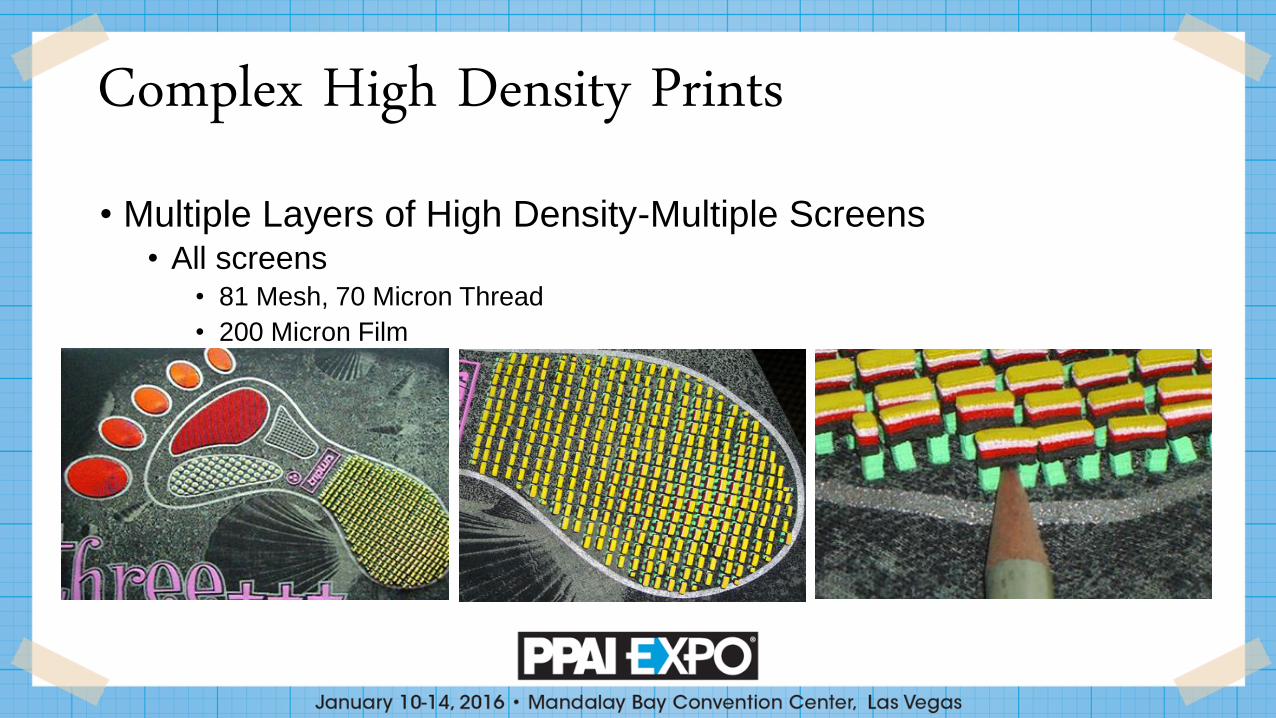
Complex High Density Prints• Multiple Layers of High Density-Multiple Screens
• All screens• 81 Mesh, 70 Micron Thread
• 200 Micron Film
Dryer Temperature• High Density is used to create a thick layer of ink so the dryer
temperature needs to be high in order for the heat to get through the entire layer
• Temperatures range between
163 C (325 F) and 194 C (380 F)
• Dry belt speed is slow to medium depending on the length of the heat tunnel in order to give the heat time to get through the thick layer of ink
• Inks will have matt finish• Gels will have a glossy finish• Bases will vary depending on what they are
Discharge Ink• Discharge ink has been around for over 100 years. Every few
years it is rediscovered and used in traditional and different ways
• Discharge ink is water based although there is a discharge ink that is similar to plastisol, but washes up with water
• Discharge ink can be printed with or without pigments in the formula
Screen Making• 86 – 305 mesh can be used but the most popular is 110 mesh
• Water resistant emulsion needs to be used
• Longer print runs may require a hardener so the stencil doesn’t breakdown quickly
• Reclaiming may be difficult when using a hardener
Discharge Formula• Each manufacturer has different products to add to the
discharge base, but all should use some of these• Activator
• Zink Formaldehyde Sufoxolate (ZFS) 3%-8%
• Humectants • 5%-10% helps keep the ink wet
• Silicone • 5% softens the print
• 10% foil does not stick to the print
• Pigments• Up to 10% but can be used without any
Garment Requirements• 100% Cotton that has been reactive dyed will give the best
results• Sulphur Dyes do not discharge
• Poly Cotton Blends can be discharged, but only the cotton portion and the colors will not be vibrant
• Cotton has to be a reactive dye
• Denim requires a special discharge for Indigo
Color Matching• Each manufacturer of garments uses different dyes to attain the
color of their garments
• The dyes influence the color being printed so color matching is very difficult unless tested and used on one particular garment
Print Requirements• Squeegees
• Soft - 55/90/55, 60, 65/90/65
• Discharge is one of the few inks where printing through the garment will give the best finish
• Color order does not matter
• Multiple print strokes help
Drying• Temperature does not have to be high, 257 F but the longer the
print stays wet and in the dryer, the more vibrant the print will be
• Since discharge is a water based ink, it will dry from the outside to the inside of solid print areas
• Partial drying will create a Halo effect where the edge of the print is fully discharged but the interior is not
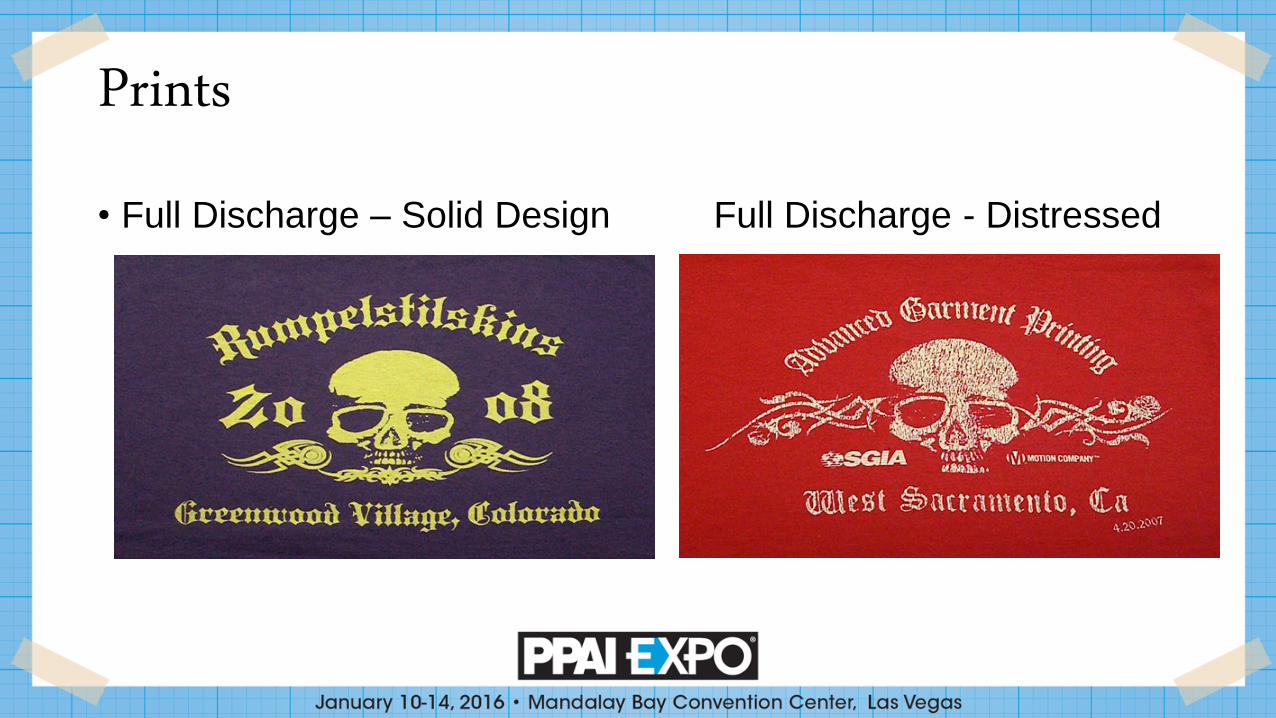
Prints• Full Discharge – Solid Design Full Discharge - Distressed
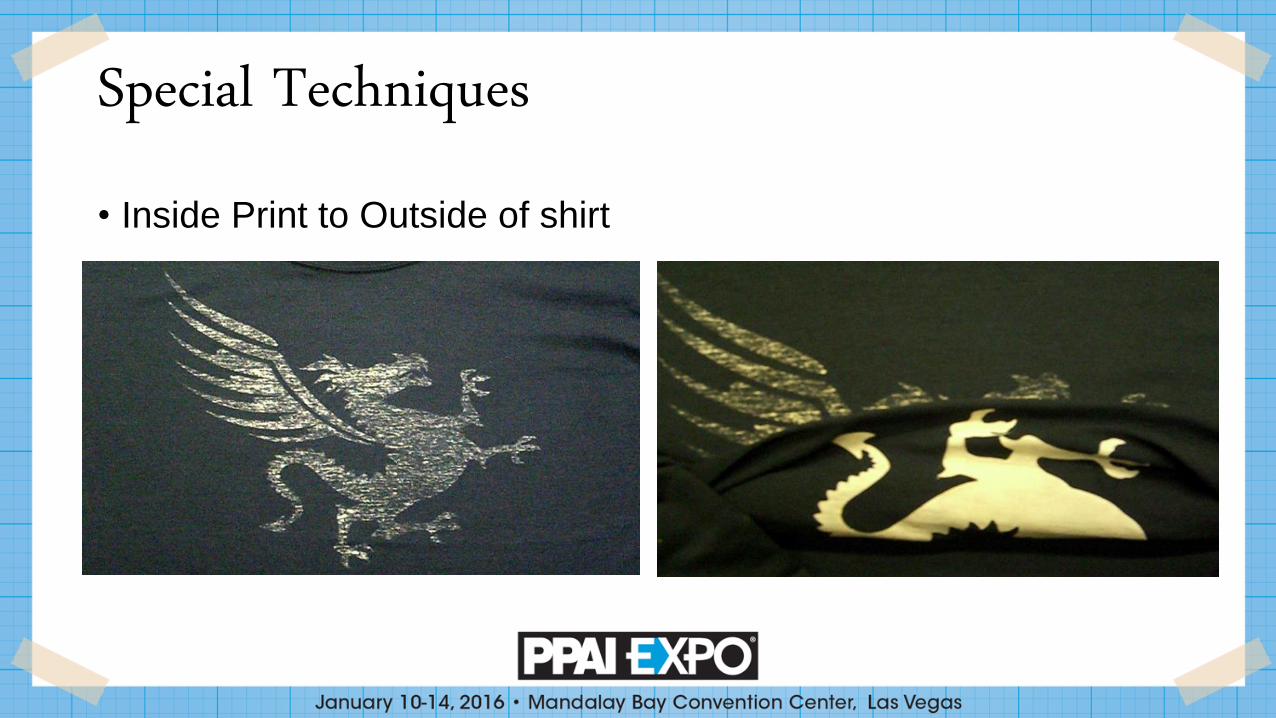
Special Techniques• Inside Print to Outside of shirt

Special Techniques• Halo Effect – same formula, different garment brands
Burn Out Ink• Burn Out is a multi-part ink made up of the chemical that
disintegrates the cotton and a vehicle to carry it
• Burn Out ink works by attacking and destroying cotton
• Garment has to be run through the dryer and then washed for the cotton to disintegrate
• Poly/Cotton garments are usually used since the Burn Out does not affect the polyester.
• Burn Out disintegrates Rayon as well
Mesh and Emulsion• Burn Out works best when printed through the garment so a
course mesh works best
• 86-110 mesh works well
• Water resistant emulsion is needed since Burn Out is water based
Printing Technique• Soft squeegees give the best results
• 55/90/55• 65/90/65• 60-65 single durometer
• Multiple strokes are usually needed as the Burn Out needs to penetrate through the garment for best results
• Dryer temperature should be Medium-260 F
• Dwell time in the drying chamber should be long enough to thoroughly dry the print and cure the ink
• Wash garment after drying to see the results
Printing 100% Cotton• Cotton will disintegrate
• Hold garment together with the use of an adhesive or a High Density ink
• Rayon flock can be used with Burn Out to produce interesting effects• Garment has to be washed to reveal the effect
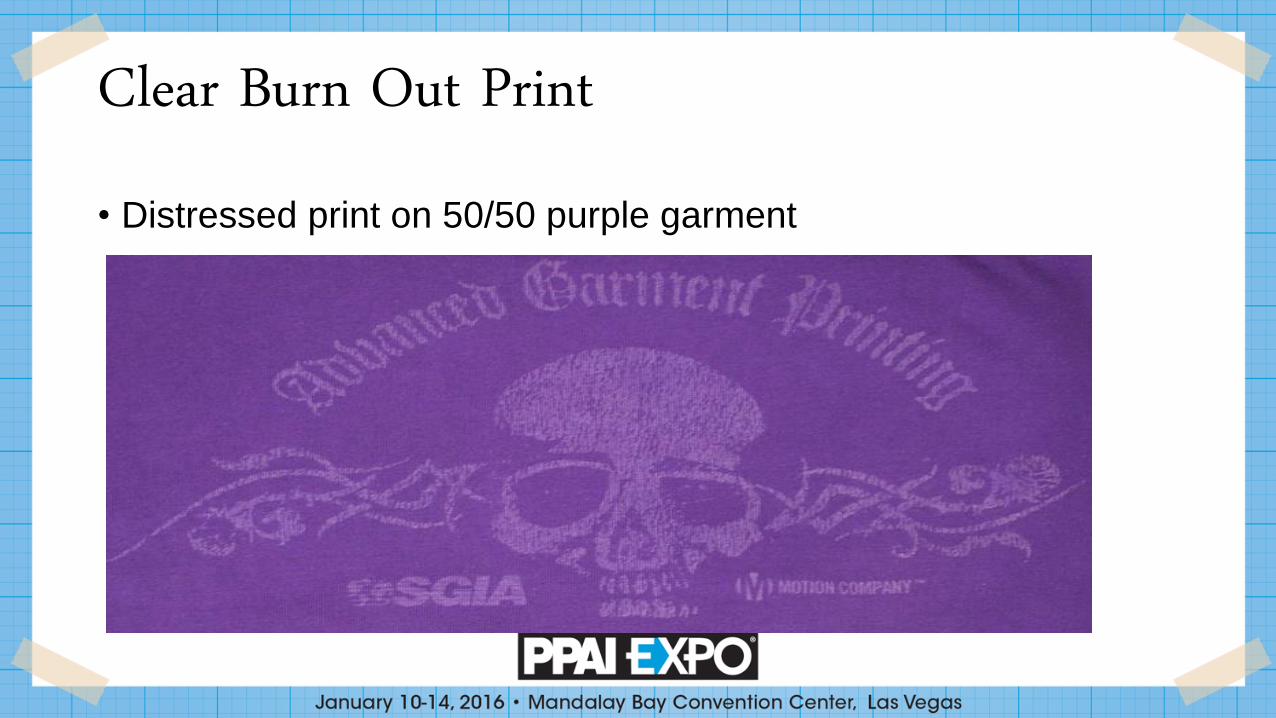
Clear Burn Out Print• Distressed print on 50/50 purple garment
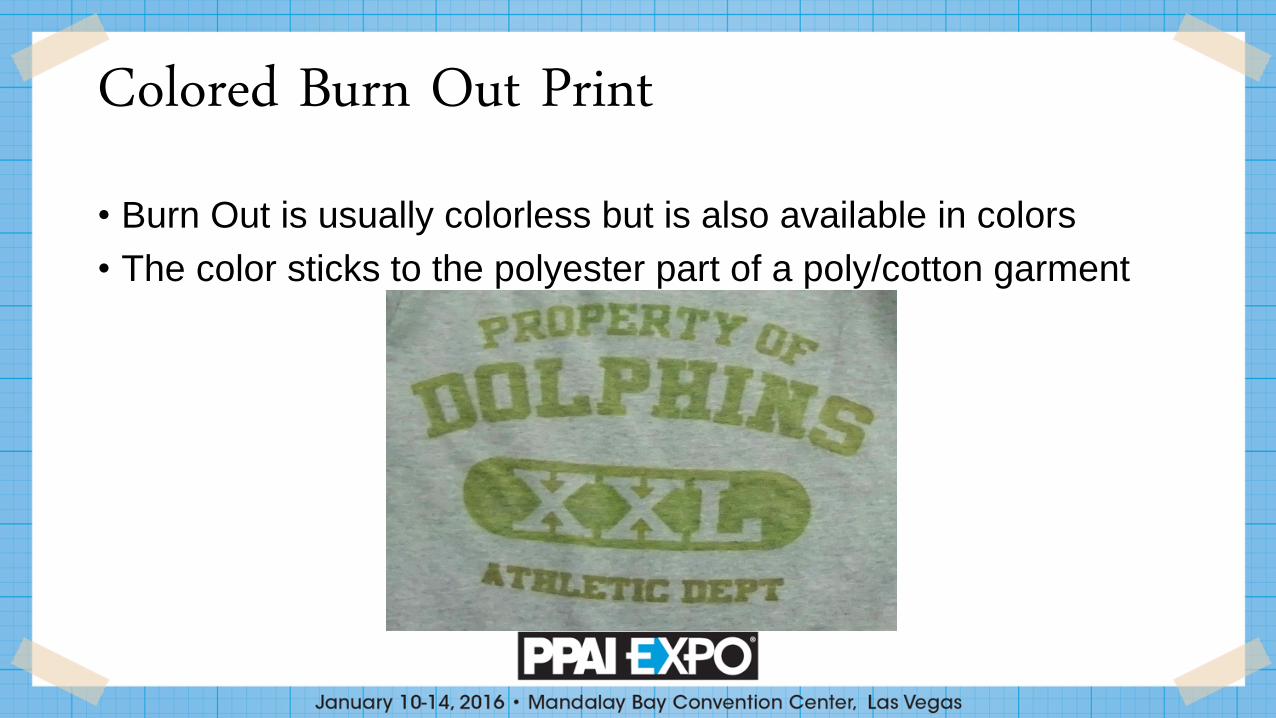
Colored Burn Out Print• Burn Out is usually colorless but is also available in colors
• The color sticks to the polyester part of a poly/cotton garment
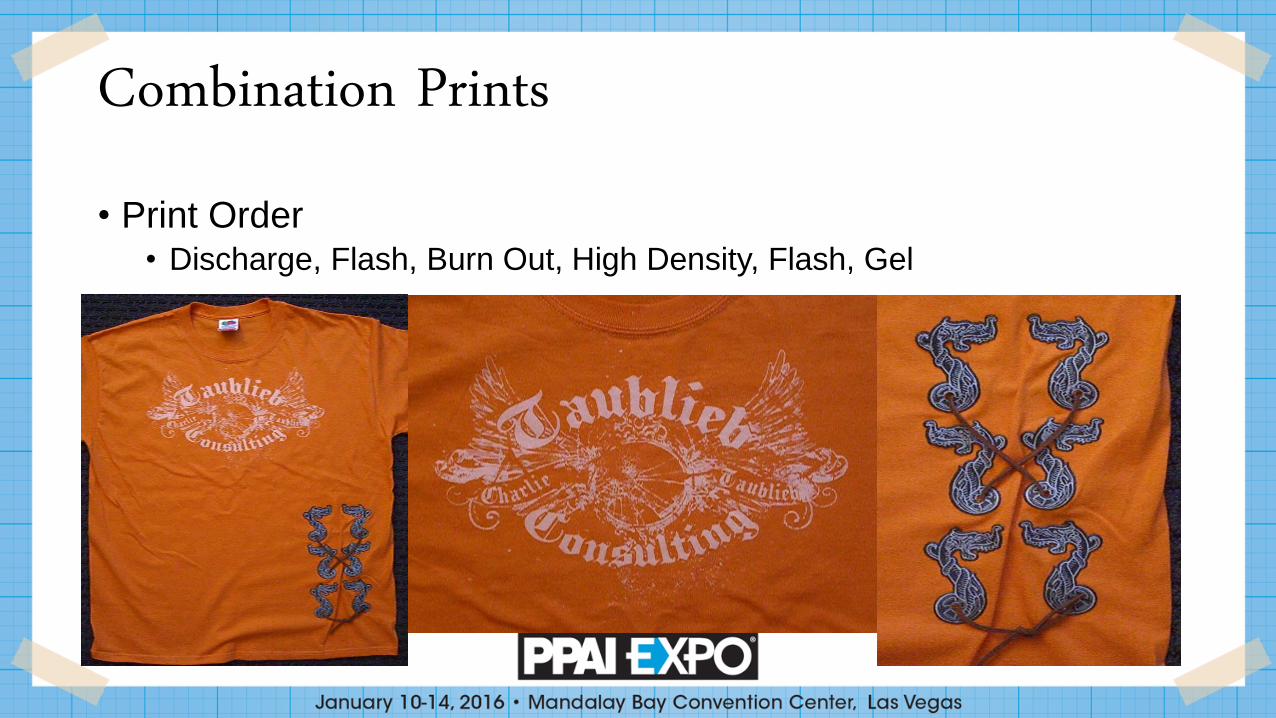
Combination Prints• Print Order
• Discharge, Flash, Burn Out, High Density, Flash, Gel
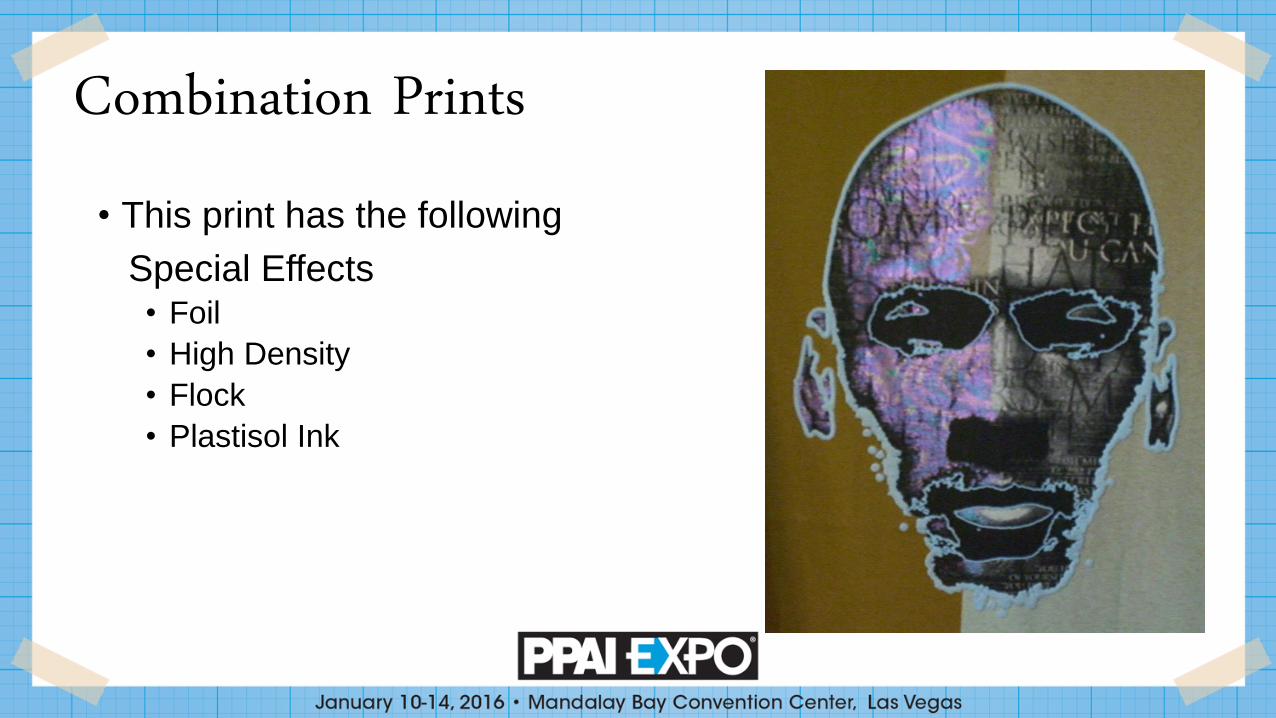
Combination Prints• This print has the following
Special Effects• Foil
• High Density
• Flock
• Plastisol Ink
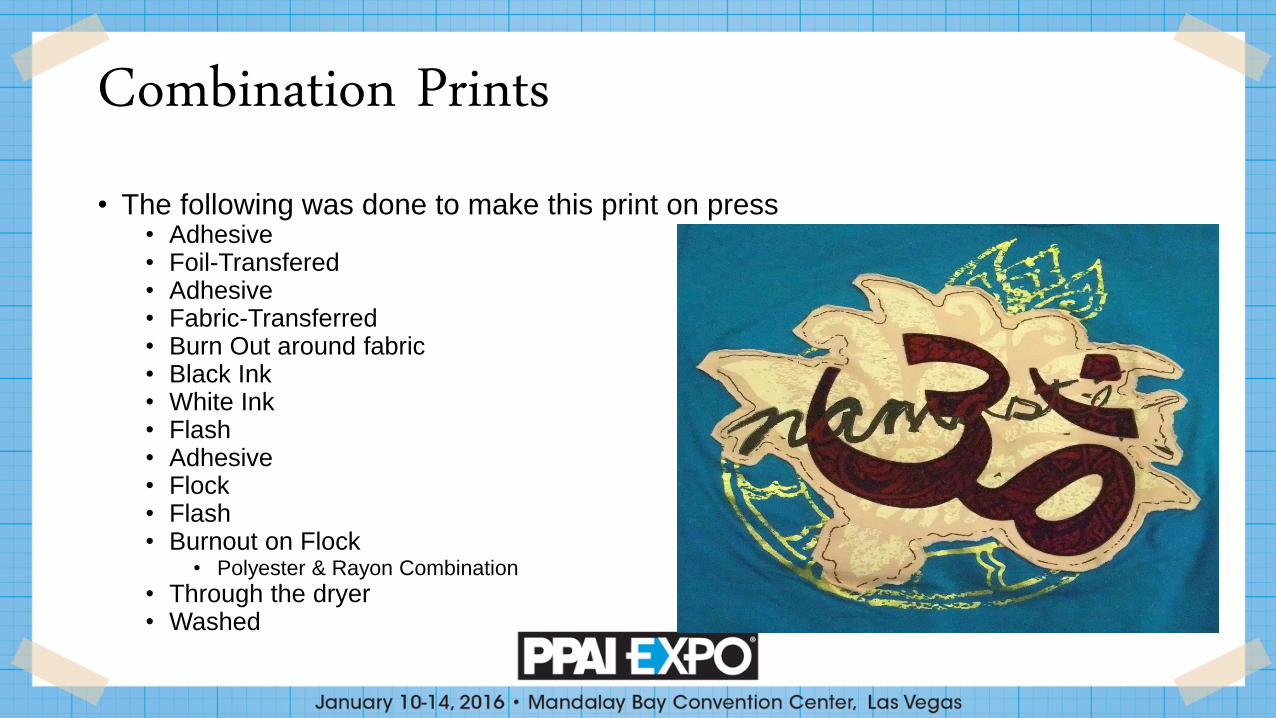
Combination Prints• The following was done to make this print on press
• Adhesive• Foil-Transfered• Adhesive• Fabric-Transferred• Burn Out around fabric• Black Ink• White Ink• Flash• Adhesive• Flock• Flash• Burnout on Flock
• Polyester & Rayon Combination
• Through the dryer• Washed
Creativity• Think Outside the Box
• Try a variety of inks and techniques
• Make it production friendly
• Document everything
• Get Creative

www.TaubliebConsulting.com
•Charlie Taublieb–[email protected]
–Tel +303-290-8009
–Cell +303-618-8955
–Fax +303-779-0750
–Skype drprint2001
–WhatsApp–Member-Academy of Screen & Digital Printing Technology