strategies for maximizing fcc light cycle oil · © 2014 w. r. grace & co. strategies for...
TRANSCRIPT

© 2014 W. R. Grace & Co.
Strategies for Maximizing FCC Light Cycle Oil
Ann Benoit, Technical Service Representative
Refcomm, March 4-8, 2015
� Paste Logo Here

© 2014 W. R. Grace & Co. 2
806040200
90
80
70
60
50
40
30
20
10
0806040200
24
22
20
18
16
14
12
10
Bottoms wt%
Conversion wt%
LCO wt% Hi Z/M
Low Z/M
LCO and Bottoms Selectivity
Low Z/M catalyst produces more LCO
© 2014 W. R. Grace & Co. 3
Click to edit text styles
Operating Strategies
Catalyst Optimization
Recycle
Operating Strategies
Catalyst Optimization
Recycle
Strategies for Maximizing FCC Light Cycle Oil
© 2014 W. R. Grace & Co. 4
•Click to edit text styles
Diesel Maximization: Operating Strategies
Main Fractionator Adjustments
• Reduce gasoline endpoint• Main tower top temperature limitations
• Higher LCO endpoint• Diesel Hydrotreating constraints
• FCC Main Column bottoms temperature limits
• Slurry circuit coking and slurry exchanger fouling
Feedstock
• Removal of diesel range material from the FCC feedstock
Operating Conditions
• Lower reactor temperature
• Higher feed temperatureAdditional bottomsLower volume swell

© 2014 W. R. Grace & Co. 5
Click to edit text styles
Strategies for Maximizing FCC Light Cycle Oil
Operating Strategies
Catalyst Optimization
Recycle

© 2014 W. R. Grace & Co. 6
Recycle Considerations
To fully maximize LCO, recycle may be required to maintain bottoms yield as conversion is reduced
• Which recycle stream is best to recycle?
• Does the feedstock type play a role?
• Heavy cycle oil or bottoms?
• Which specific boiling range is optimal?

© 2014 W. R. Grace & Co. 7
Lab Simulation of Recycle Operation
A two-pass DCR™ pilot plant+ ACE scheme was adopted to simulate the recycling operation in a commercial unit
• DCR® was used to generate 650+ °F material over a conversion range of 75 to 54 wt% with a resid and VGO feedstock
• 650+ °F stream was distilled into desired bottom cuts
• Bottoms cuts were blended with original resid feed
• ACE testing used original feeds together with recycle streams
• Grace’s MIDAS® premium bottoms cracking catalyst was used
FCC Products
650+FResid and VGO
Feedstock
DC
R
AC
EBlending
Dis
tillatio
n

© 2014 W. R. Grace & Co. 8
Click to edit text styles
DCR™ Pilot Plant Used to Generate Recycle Streams
Recycle streams at 54% conversion distilled to:
• 650 – 750°F
• 650 – 800°F
• 650°F+
• 750°F+
• 800°F+
• 850°F+
Recycle streams at 54%, 58%, 68%, and 75% conversions distilled to
• 650 – 750°F
Quantity of each recycle stream measured from 1st pass cracking
Properties of each recycle stream determined

© 2014 W. R. Grace & Co. 9
Click to edit text styles
Incremental Yields of 650-750°F Recycle Streams
650-750°F fractions from VGO made about the same LCO and bottoms as fresh VGO
650-750°F fractions from resid made more LCO and LPG, less bottoms than fresh resid
Boiling Range VGO650-750ºF from VGO Resid
650-750ºF from Resid
Dry Gas, wt% 0.7 0.7 1.1 1.2
LPG, wt% 8.4 8.9 8.0 10.1
C5+ Gasoline, wt% 44.0 43.6 40.3 38.2
LCO, wt% 26.0 26.3 24.7 37.0
Bottoms, wt% 19.0 18.7 20.3 8.0
Coke, wt% 1.9 1.8 5.6 5.5

© 2014 W. R. Grace & Co. 10
Click to edit text styles
Cracking Path of Hydrocarbon Molecules
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
Saturates Mono-aromatics Di-aromatics Tri-aromatics Tetra-aromatics
Per
cen
tag
e
650-750F Recycle Stream from VGO
650-750F Recycle Stream from Resid
LCO
+
Di-aromatics
R
R’
Bottoms
+
Tri-aromatics
R’
R
Coke
Tetra-aromatics
+
Mono-aromatics Gasoline
R
R’
R’: hydrocarbons with less than 4 carbon atoms

© 2014 W. R. Grace & Co. 11
Click to edit text styles
Recycle Streams at 54% Conversion from Resid
20
15
10
5
16
12
8
4
0
850
F+
800
F+
750F
+
650F
+
650-
850 F
650-
800F
650-
750F
Fres
h Fe
ed
1000
900
800
700
600
850 F+
800 F+
750F
+
650F
+
650-
850
F
650-
800F
650-
750F
Fres
h Fe
ed
12
11
10
9
API Gravity @60 øF
Feed ID
Data
Conradson Carbon, wt.%
50% Vol% F Hydrogen, wt.%
Properties
© 2014 W. R. Grace & Co. 12
Click to edit text styles
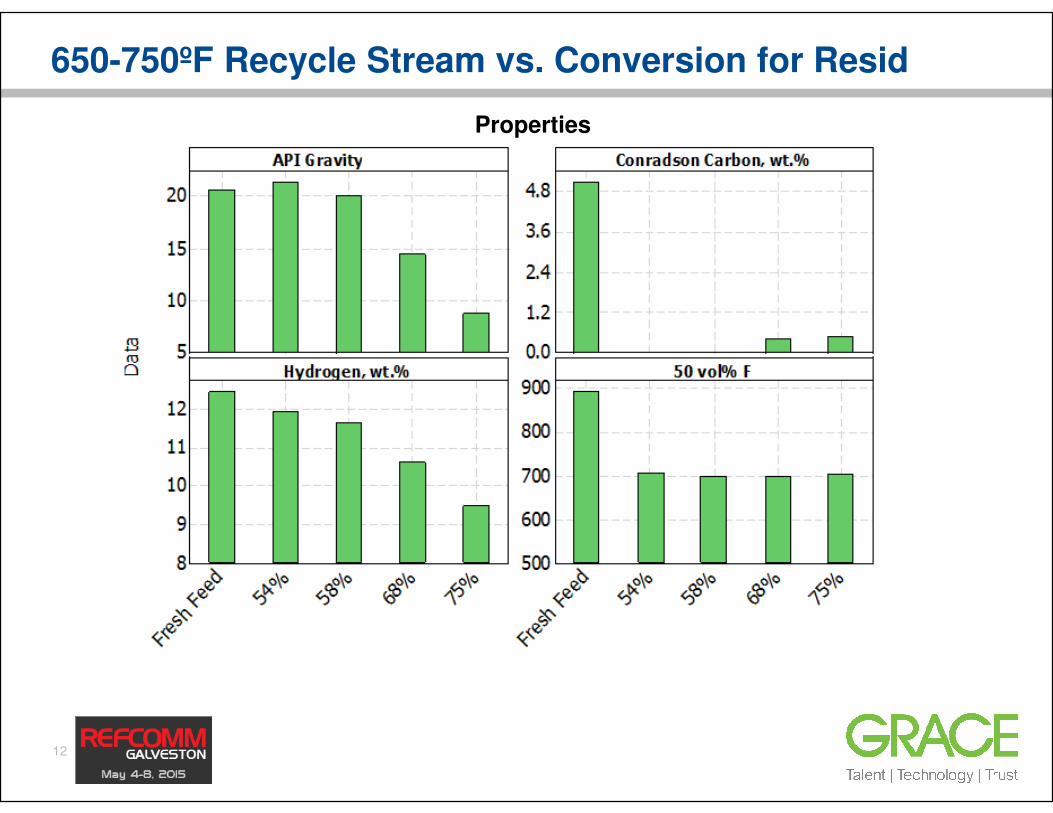
650-750ºF Recycle Stream vs. Conversion for Resid
Properties

© 2014 W. R. Grace & Co. 13
Click to edit text styles
55 wt% conversion vs. % recycle in combined feed - Resid
25.8
25.5
25.2
24.9
24.6
20.4
20.1
19.8
19.5
19.2
16%12%8%4%0%
6.00
5.75
5.5016%12%8%4%0%
40.8
40.4
40.0
LCO, wt%
% Recycle in Combined Feed
Bottoms, wt%
Coke, wt% C5+ Gasoline, wt%
650-750F
650-800F
650-850F
650+
750+
Key Yields

© 2014 W. R. Grace & Co. 14
Click to edit text styles
Element Tracking Approach
Element Tracking Approach can be used to simulate a continuous recycle operation
Two-pass cracking can closely simulate steady-state
~0 for Recycle Ratios ~ <= 15%

© 2014 W. R. Grace & Co. 15
Click to edit text styles
Maximum LCO Yields – Fresh Feed Basis – Resid
Max. CokeAllowed
Limited by Max.
Recycle Stream
Limited by Max. Coke
Max
Gasoline
Base
Base No
Recycle 650-750°F 650-800°F 650-850°F 650+°F
Conversion 70.0 55.1 61.2 64.2 65.1 64.7
Recycle Ratio 0 0 0.10 0.14 0.16 0.15
Maximun recycle available 0.10 0.14 0.18 0.24
Hydrogen, wt% 0.11 0.09 0.10 0.11 0.12 0.12
Total C1's & C2's, wt% 1.4 1.0 1.1 1.3 1.4 1.4
Propylene, wt% 3.3 2.1 2.4 2.6 2.7 2.7
Total C3's, wt% 3.9 2.4 2.7 2.9 3.1 3.1
Total C4='s, wt% 5.1 3.9 4.5 4.5 4.7 4.8
Total C4's, wt% 8.5 5.6 6.6 6.6 6.9 7.0
C5+ Gasoline, wt% 49.5 40.5 44.7 46.9 47.0 46.5
RON 89.6 89.2 89.4 89.5 89.5 89.7
MON 78.6 77.3 77.7 77.8 77.7 77.9
LCO, wt% 20.5 24.7 28.9 30.2 29.9 29.3Bottoms 9.5 20.2 9.9 5.6 5.0 6.0
Coke, wt% 6.7 5.6 6.1 6.5 6.7 6.7

© 2014 W. R. Grace & Co. 16
Click to edit text styles
650 – 800/850°F produces the highest LCO selectivity with slight coke penalty
20
15
10
5
52
48
44
40
7570656055
30
25
20
7570656055
9
8
7
6
Bottoms, wt%
Conversion
C5+ Gasoline, wt%
LCO, wt% Coke, wt%
No Recy cle
Recy cle 650-800/850
Recy cle all 650-750F
Product Selectivity with and without Recycle – Resid
Yields on a fresh feed basis
© 2014 W. R. Grace & Co. 17
Click to edit text styles
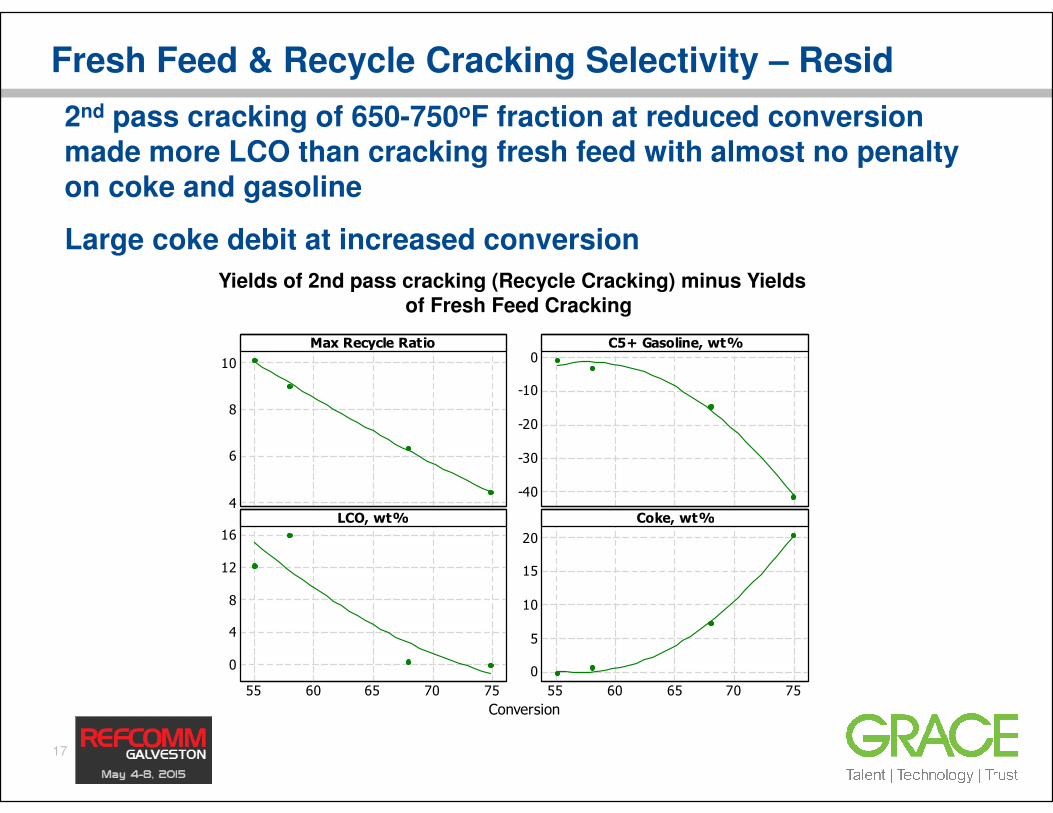
Fresh Feed & Recycle Cracking Selectivity – Resid
2nd pass cracking of 650-750oF fraction at reduced conversion made more LCO than cracking fresh feed with almost no penalty on coke and gasoline
Large coke debit at increased conversion
10
8
6
4
0
-10
-20
-30
-40
7570656055
16
12
8
4
0
7570656055
20
15
10
5
0
Max Recycle Ratio
Conversion
C5+ Gasoline, wt%
LCO, wt% Coke, wt%
Yields of 2nd pass cracking (Recycle Cracking) minus Yields of Fresh Feed Cracking

© 2014 W. R. Grace & Co. 18
Click to edit text styles
Strategies for Maximizing FCC Light Cycle Oil
Operating Strategies
Catalyst Optimization
Recycle

© 2014 W. R. Grace & Co. 19
Catalyst Strategies for Maximum LCO
Maximize Bottoms Cracking to LCO
• Lower Z/M using a high diffusivity matrix
• Optimal matrix surface area, pore size, and pore distribution
Optimal Ecat MAT
• Lower within slurry and liquid yield limits with consideration to economics
• Optimal rare earth for activity and hydrogen transfer
Reduced zeolite surface area
• Minimize LCO conversion via zeolite
Maintain or increase liquid yield by increasing LPG
• ZSM 5 additives
• Lower zeolite rare earth
• Catalyst design to increase C4= selectivity

© 2014 W. R. Grace & Co. 20
Design Concept for ACHIEVE® 400 FCC Catalyst
ACHIEVE® 400 FCC Catalyst delivers higher LCO yield, greater gasoline octane, and improved C4= selectivity through:
• Low Z/M ratio to drive bottoms uplift and decrease hydrogen transfer activity
• Dual zeolite functionality (USY + pentasil) with tailored acidity to
• Boost octane via isomerization activity
• Crack gasoline olefins more selectively to C4= rather than C3=
• Maintenance of excellent coke selectivity using Grace’s proprietary alumina matrix first commercialized in the MIDAS® catalyst family

© 2014 W. R. Grace & Co. 21
Click to edit text styles
Modeling with Optimal Recycle Stream and Catalyst System
Full Burn FCC - Residual Feedstock
• Model yields and operating conditions
• Base Resid Operation – Maximum Gasoline
• Case 1 – Maximum LCO with 650-800°F recycle stream
• Case 2 – Optimized maximum LCO operation
© 2014 W. R. Grace & Co. 22
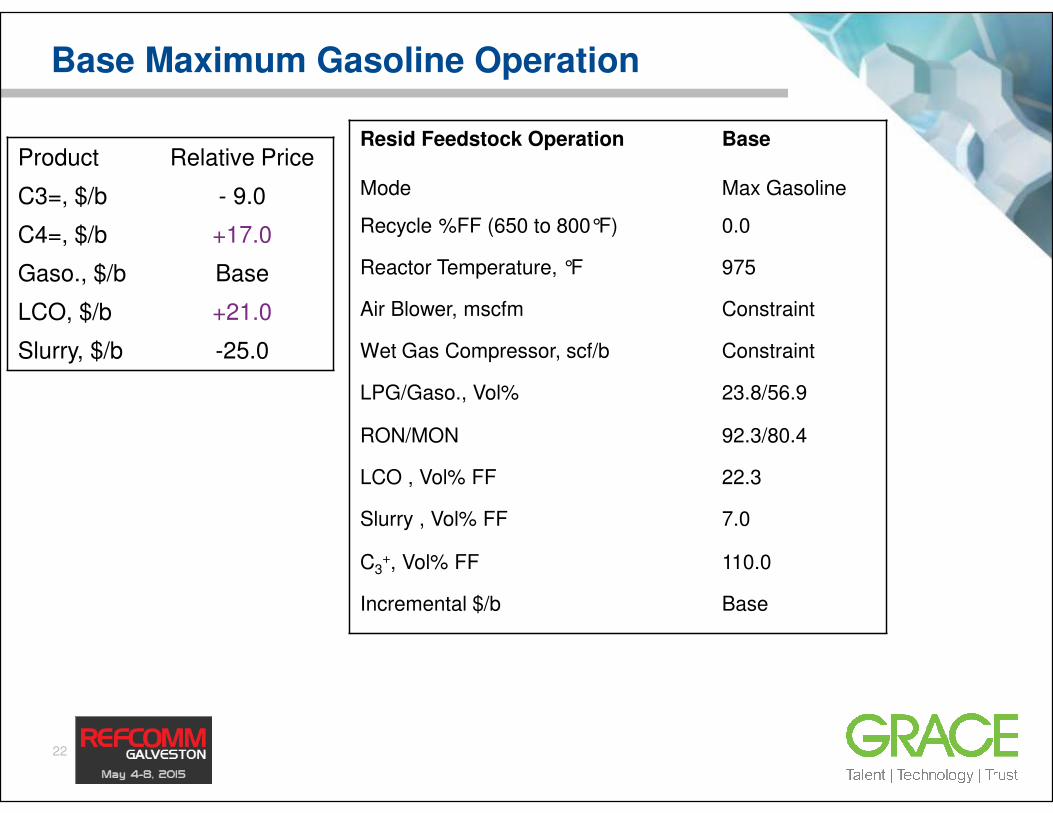
Base Maximum Gasoline Operation
Product Relative Price
C3=, $/b - 9.0
C4=, $/b +17.0
Gaso., $/b Base
LCO, $/b +21.0
Slurry, $/b -25.0
Resid Feedstock Operation Base
Mode Max Gasoline
Recycle %FF (650 to 800°F) 0.0
Reactor Temperature, °F 975
Air Blower, mscfm Constraint
Wet Gas Compressor, scf/b Constraint
LPG/Gaso., Vol% 23.8/56.9
RON/MON 92.3/80.4
LCO , Vol% FF 22.3
Slurry , Vol% FF 7.0
C3+, Vol% FF 110.0
Incremental $/b Base

© 2014 W. R. Grace & Co. 23
Maximum LCO with ACHIEVE® 400 FCC Catalyst
Volume swell is critical to maintaining profitability
Resid Feedstock Operation Base Case 1 Case 2
MIDAS® FCC Catalyst ACHIEVE® 400 FCC Catalyst
Mode Max Gasoline Max LCO Max LCO
Recycle %FF (650 to 800°F) 0 7 7
Reactor Temperature, °F 975 960 960
Air Blower, mscfm Constraint Constraint Constraint
Wet Gas Compressor, scf/b Constraint ~90%Constraint Constraint
LPG/Gaso., Vol% 23.8/56.9 21.2/54.3 24.8/51.6
C4=, Vol% 8.9 7.7 9.3
RON/MON 92.3/80.4 91.4/80.0 92.4/80.4
LCO , Vol% FF 22.3 27.0 27.0
Slurry , Vol% FF 7.0 6.7 6.7
C3+, Vol% FF 110.0 109.2 110.1
Incremental $/b Base $0.08 $1.16
© 2014 W. R. Grace & Co. 24
Summary
The proper catalyst system, operating conditions and recycle ensure a profitable LCO operation
Maximum FCC LCO operation is challenged by bottoms yield and the need to preserve C3+ liquid yield and octane as conversion is reduced
Shifting operating conditions (lower reactor temperature, higher feed temperature) can be adjusted to increase LCO, but this comes at a price
Recycle can be employed to fully maximize LCO at reduced conversion
• 650 to 800°F recycle stream produces the highest LCO when processed against a coke constraint

© 2014 W. R. Grace & Co. 25
GRACE®, ACHIEVE® and MIDAS® are trademarks, registered in the United States and/or other countries, of W. R. Grace & Co.-Conn. DCR™ is a trademark of W. R. Grace & Co.-Conn. This trademark list has been compiled using available published information as of the publication date of this brochure and may not accurately reflect current trademark ownership or status. GRACE CATALYSTS TECHNOLOGIES is a business segment of W. R. Grace & Co.-Conn. © Copyright 2015 W. R. Grace & Co.-Conn. All rights reserved.

© 2014 W. R. Grace & Co. 26
Ann Benoit | FCC Technical Service Representative
Grace Catalysts Technologies