stress corrosion cracking of carbon steel in hot potassium
TRANSCRIPT

Boshoku Gijutsu, 36, 689-695 (1987)Technical Paper
UDC 620.193.4:620.194:669.15-194
Stress Corrosion Cracking of Carbon Steel in Hot
Potassium Carbonate/Bicarbonate Solutions
Z. A. Foroulis*
*Exxon Research and Engineering Company
This paper summarizes the results of an investigation of the stress corrosion cracking (SCC)behavior of carbon steel in carbonate/bicarbonate solutions encountered in hot carbonate acid
gas scrubbing processes for CO2 removal. This work has shown that potassium carbonate solu-tions which contain dissolved CO2 can cause SCC of carbon steel provided sufficient tensilestresses are present. Carbonate solutions which do not contain dissolved CO2 (HCO3- ions) donot cause stress corrosion cracking. Stress corrosion cracking was found to occur only in theelectrochemical potential range of -0.85 to -0.55V (SCE). Outside this potential region SCCdoes not occur. Similar behavior was found in carbonate/bicarbonate solutions containingarsenite as activator/inhibitor. In solution containing metavanadate inhibitor at concentra-tions>0.2 wt NaVO3, SCC does not occur. However, under conditions where passivitybreakdown can occur (loss of inhibitor, solution concentration, overheating, etc.) metavanadatecontaining carbonate/bicarbonate solutions can cause SCC.
Keywords: stress corrosion cracking, carbon steel, carbonate solution, metavanadate, in-hibitor, electrochemical potential
1. IntroductionStress corrosion cracking (SCC) of carbon
steel in hot potassium carbonate/bicarbonate so-lutions has led to several failures in refinery andammonia plants which use hot potassium car-bonate solutions as a scrubbing medium for re-moval of CO2 and/or H2S from hydrogen andother petroleum refinery gases1)2). A carbon-ate/bicarbonate solution generated in-situ fromthe soil side in regions of disbonded coatingshas also been considered the cause of stresscorrosion cracking of high pressure gas trans-mission pipelines3)-5). Previous work reportedin the literature6),7) has shown dilute carbonate/bicarbonate solutions inducing SCC in C-Mnsteels. Stress corrosion cracking was reportedlyobserved in dilute ammonium and sodiumcarbonate/bicarbonate mixtures, but not in puredilute carbonate solutions.
The present investigation was undertaken tostudy the stress corrosion cracking behavior ofcarbon steel in concentrated carbonate/bicarbon-
ate solutions in the presence of CO2 and with
the addition of inhibitors/activators such as po-
tassium metavanadate and sodium arsenitewhich are used in commercial CO2 scrubbing
plants.
2. Experimental ApproachThe experimental technique used was the
slow-strain-rate test method in which smooth
tensile specimens of carbon steel are strained tofailure at a fixed rate in the environment ofinterest. The test solution was maintained in acylindrical Teflon cell of one liter capacity
which fitted on and around the test rod via a
water-tight seal. The cell had a closed Teflonlid equipped with suitable openings for introduc-
tion and outflow of purge gas, a platinum count-er electrode, a bridge connected to an external
saturated calomel reference electrode, a reflux
condenser and a thermocouple for temperaturecontrol. Heating was done with an externalheating mantle. Details of the experimental
techniques are given elsewhere8).The test specimens were prepared from cold
drawn carbon steel (AISI 1018) rods 0.63
*P. O. Box 101, Florham Park, New Jersey 07932,
U.S.A.

690 Boshoku Gijutsu
cm diameter. The rods were cut into 33cmlong pieces and machined into tensile specimenshaving a gage diameter of 0.25cm and a gagelength of 1.27cm. After machining the speci-mens were used without any further heat treat-ment. Before the tests, the specimens weresurface polished with 600 grit SiC paper, rinsedwith water and finally degreased with acetone.
Slow-strain-rate tests were carried out in po-tassium carbonate and potassium carbonate/bi-carbonate solutions which were produced byCO2 absorption in carbonate solutions, in thetemperature range of 90 to 120C. Several ofthe solutions tested were saturated with CO2 andalso contained inhibitors/activators which arefound in commercial acid gas scrubbing pro-cesses. Most of the tests were conducted at astrain rate of 1x10-6sec-1. A few tests werealso carried out at strain rates of 2.5x10-6, 4x10-6, and 4x10.7sec-1. These rates were select-ed because experience in this and other labora-tories indicated that cracking of carbon steel
generally occurs at strain rates between about10.5 and 10.7sec-1.
The fracture and side surfaces of all speci-mens tested were examined with a scanningelectron microscope (SEM) following catholiccleaning of the specimens using a proprietaryalkaline solution. In addition, metallographicexamination of longitudinal sections through thefractured test pieces was also carried out forevidence of side cracking.
The assessement of the results was carried outin terms of the nature of fracture (micro-voidcoalescence vs. multiple cracking with intergran-ular or transgranular facets), morphology ofside cracks, percent reduction in area, time to
failure and maximum nominal stress calculatedon the basis of the original cross section area.Average crack propagation rates were deter-mined from the deepest crack measured on thefinal fracture surface and dividing this by thetotal test time. This assumes that cracking oc-curs continuously from the initiation of tests,whereas cracking probably does not initiate untilthe yield stress is approached. The error intro-duced by this assumption is likely to be small,less than ten percent.
3. ResultsSeveral experiments were carried out using
25% K2CO3/N2 sat'd and 25% K2CO3/CO2 sat'dat 90C (194F). In addition, several experi-ments were carried out with CO2 sat'd carbonatesolution which also contained different concen-trations of sodium metavanadate and sodiumarsenite. These conditions were selected be-cause they represent typical conditions whichare likely to occur in the absorber and regen-erator environments encountered in acid gasscrubbing plants using potassium carbonate andactivated potassium carbonate processes.
4. Carbonate/Bicarbonate Mixtures Have aTendency to Cause Stress CorrosionCracking
Tests were carried out at the free corrosion
potential of carbon steel and at several con-trolled potentials within the range of electro-chemical potentials where the carbon steel sur-face is reactive as far as corrosion3). This
potential range is mainly between -0.85 to-0.55V (SCE). Data of slow-strain-rate tests
carried out in 25% K2CO3/CO2 and N2 sat'd at
Table 1 Slow strain-rate tests (at 1x106 sec-1) of carbon steel (AISI 1018) in 25% K2C03/C02-sat'd at 90C (194F).
NC=No Cracking
T=Transgranular Cracking
I=Intergranular Cracking

Vol. 36, No. 11 691
90C are summarized in Table 1. The datashows that in CO, saturated solution, SCC wasobserved in the potential range -0.8 to -0.6V (SCE) as well as at the free corrosion poten-tial. At potentials higher than -0.55 as indi-cated with tests at -0.4V (SCE), SCC was notobserved. Typical appearance of the crackingobserved in 25% KZCO3 solution sat'd with CO,is shown in Figures 1 and 2. the cracking is
predominantly transgranular at lower potentialsand tends to be intergranular at higher poten-tials. The average crack growth rate observedin the CO2 sat'd solutions appeared to vary withthe electrochemical potential achieving a maxi-mum rate of about 1.4x10-2mm/hr in the poten-
tial of about -0.75V (SCE) as shown in Figure3.
In the absence of dissolved CO2, potassiumcarbonate solutions were not aggressive towardcarbon steel as shown with the Test No. 8,Table 1. The lack of SCC in pure carbonatesolutions without CO2 is attributed to the high
pH of these solutions (-12) which tends topromote passivation and to lower cathodic reac-tion rates8).
5. Metavanadate Inhibitor Can Prevent StressCorrosion Cracking
Potassium metavanadate has been used as acorrosion inhibitor in several activated potas-sium carbonate CO, scrubbing processes such asCatacarb and Benfield processes.
Several tests were therefore carried out toestablish the effect of metavanadate ions on thetendency of carbonate/bicarbonate solutions to
promote SCC of carbon steel under the influenceof tensile stresses. Several tests using the slow-strain-rate method were carried out using 25%K2CO3/CO2 sat'd at 90-120C in which differentconcentrations of potassium metavanadate in-hibitor were added. A summary of these testsNo. 1 to 8 which were carried out at the freecorrosion potential is given in Table 2. In alltests except test No. 4 the test specimens were
prepassivated in the test solution prior to run-ning the slow-strain-rate test. In test No. 4 thespecimen was cathodically activated at -1.5V
(SCE) prior to testing.The results summarized in Table 2 indicate
that in the presence of sufficient concentration
Fig. 1 Cross section microphotograph showingthe transgranular nature of secondarycracks initiated in the neckdown areain specimen (Test 1, Table 1) tested in25% K2CO3/CO2 sat'd at 90C at -0.8V(SCE). 2% Nital, 320X
Fig. 2 Cross section microphotograph showingsecondary cracks initiated in the neck-down area of specimen (Test 4, Table 1)tested in 25%, K2CO3/CO2 sat'd at 90Cat -0.65V(SCE). 2% Nital, 400x
Fig. 3 The effect of potential on average crack
growth rate of carbon steel (AISI 1018)in 25% K2CO3/CO2 sat'd at 90C.

692 Boshoku Gijutsu
of sodium metavanadate (0.2 to 0.45% NaVO3)carbon steel will not SCC at the free corrosion
potential. the beneficial effect of metabanadateinhibitor is attributed to shifting of the free cor-
rosion potential to potentials within the passive
potential region [E>-0.55V(SCE)] where aprotective iron oxide film can be maintained.This film suppresses the rate of metal dissolu-
Table 2 Slow-strain-rate tests (1x10-8 sec-1) of carbon steel (AISI 1018) in 25% K2CO3 sat'dWith CO2 Containing Different Concentrations of NaVO3.
X=Temperature overrun to solution evaporation.=Specimen was activated at -1.5V (SCE) prior to testing.
Fig. 4 Side view h otomicrograph of carbonsteel specimen after test in 25% K2CO3/CO2 sat'd containing 0.05% NaVO3, at90C, at the free corrosion potential (Test12, Table 2). 400X
Fig. 5 Cross section microphotograph showing
intergranular cracking and pitting of car-
bon steel in the neckdown area in speci-
men Test 12, Table 2. 2% Nital, 400x

Vol. 36, No. 11 693
tion and prevents SCC. At much lower inhib-itor concentrations and particularly when thesteel surface is activated prior to testing orwhen a temperature overrun occurs leading to
passivity breakdown, stress corrosion crackingmay occur as shown in Tests No. 4 to 6 and 8.Figures 4 and 5 are a side view photomicrophoto-
graph and cross section microphotograph respec-tively of specimen Test 12 (Table 2) showingintergranular cracks/pits.
Figure 6 shows the influence of metavanadateinhibitor concentration on the free corrosion
potential of carbon steel in CO2 sat's 25% K2CO3.The data shows that very low inhibitor con-centration under condition which can cause lossof passivity (e. g., overheating) may shift thecorrosion potential within the cracking zone.Scuh condition can produce SCC.
Based on the results presented in Table 2 andFigures 4 and 5 it is concluded that carbonate/bicarbonate solutions containing metavanadateinhibitor in concentrations greater than 0.2%NaVO3 suppress the tendency to SCC of carbonsteel subjected to tensile stresses. However, thedata also indicate that under conditions leadingto passivity breakdown such as when the inhi-bitor concentration is lower than 0.2% NaVO3,SCC can occur. A more detailed discussion ofthe effect of metavanadate oxyanions on SCCof carbon steel in carbonate/bicarbonate solu-tions is given elsewhere9).
6. Carbonate/Bicarbonate Solutions Contain-ing Arsenite Have a Tendency To SCC
Another commercial hot potassium carbonate
process for CO2 scrubbing contains arsenite(which is added as As2O3) as a process activatorand corrosion inhibitor. This process is knownas Giammarco-Vetrocoke process and is usedextensively outside the USA. Practical experi-
ence with several plants using this process indi-cates that welded carbon steel equipment whichhave not been post weld heat treated can besusceptible to SCC1),2). Several tests were there-fore carried out to gain an understanding of theeffect of As2O3 on the tendency for SCC incarbonate/bicarbonate solutions. A number oftests were carried out using 25% K2CO3/CO2sat'd with the addition of various concentra-tion of NaAsO2. These tests were carried outat 90C at the free corrosion potential usingslow-strain-rates of 1x10-6 sec-1. A summaryof these test results is presented in Table 3.
The data indicate that CO2 sat'd 25% K2CO3
Table 3 Slow-strain-rate tests 1x10-6 sec-1 of carbon steel (AISI 1018) in 25% K2C03/CO2sat'd and containing different concentrations of sodium arsenite at 90C.
Fig. 6 Free corrosion potential of carbon steelin 25% K2C03/C02 sat'd at 90C and dif-ferent concentrations of sodium meta-vanadate inhibitor.
694 Boshoku Gijutsu
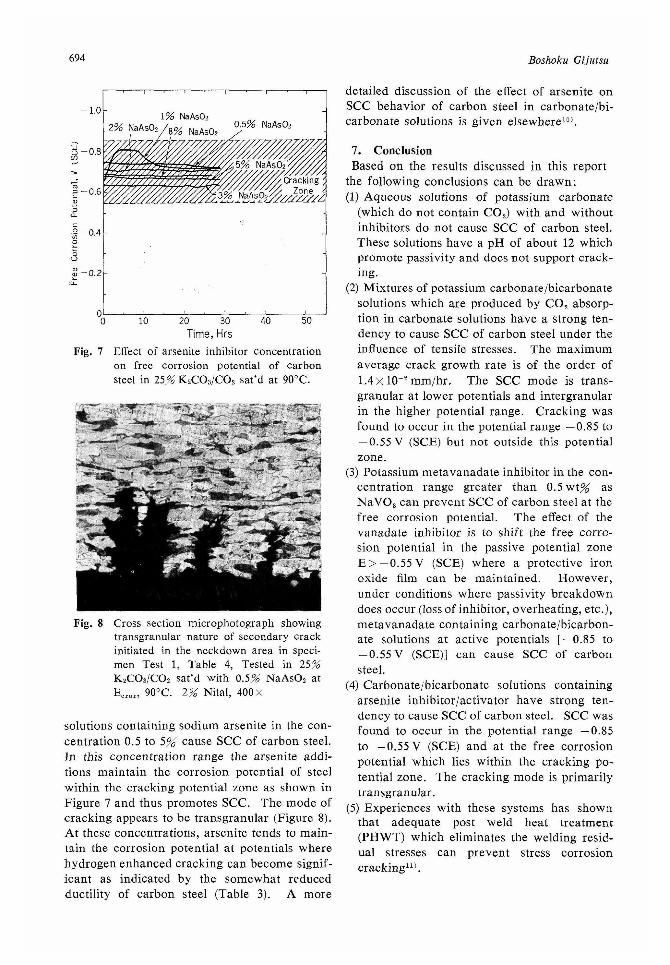
solutions containing sodium arsenite in the con-
centration 0.5 to 5% cause SCC of carbon steel.In this concentration range the arsenite addi-
tions maintain the corrosion potential of steelwithin the cracking potential zone as shown in
Figure 7 and thus promotes SCC. The mode ofcracking appears to be transgranular (Figure 8).
At these concentrations, arsenite tends to main-tain the corrosion potential at potentials where
hydrogen enhanced cracking can become signif-icant as indicated by the somewhat reduced
ductility of carbon steel (Table 3). A more
detailed discussion of the effect of arsenite onSCC behavior of carbon steel in carbonate/bi-carbonate solutions is given elsewhere10).
7. ConclusionBased on the results discussed in this report
the following conclusions can be drawn:
(1) Aqueous solutions of potassium carbonate(which do not contain CO2) with and withoutinhibitors do not cause SCC of carbon steel.These solutions have a pH of about 12 which
promote passivity and does not support crack-ing.
(2) Mixtures of potassium carbonate/bicarbonatesolutions which are produced by CO2 absorp-tion in carbonate solutions have a strong ten-dency to cause SCC of carbon steel under theinfluence of tensile stresses. The maximumaverage crack growth rate is of the order of1.4x10-2mm/hr. The SCC mode is trans-
granular at lower potentials and intergranularin the higher potential range. Cracking wasfound to occur in the potential range -0.85 to-0.55V (SCE) but not outside this potential
zone.
(3) Potassium metavanadate inhibitor in the con-centration range greater than 0.5 wt% asNaVO3 can prevent SCC of carbon steel at thefree corrosion potential. The effect of thevanadate inhibitor is to shift the free corro-sion potential in the passive potential zoneE>-0.55V (SCE) where a protective ironoxide film can be maintained. However,under conditions where passivity breakdowndoes occur (loss of inhibitor, overheating, etc.),metavanadate containing carbonate/bicarbon-ate solutions at active potentials [-0.85 to-0.55V (SCE)] can cause SCC of carbon
steel.
(4) Carbonate/bicarbonate solutions containingarsenite inhibitor/activator have strong ten-dency to cause SCC of carbon steel. SCC wasfound to occur in the potential range -0.85to -0.55V (SCE) and at the free corrosionpotential which lies within the cracking po-tential zone. The cracking mode is primarilytransgranular.
(5) Experiences with these systems has shownthat adequate post weld heat treatment
(PHWT) which eliminates the welding resid-ual stresses can prevent stress corrosioncracking11)
Fig. 7 Effect of arsenite inhibitor concentrationon free corrosion potential of carbonsteel in 25% K2C03/CO2 sat'd at 90C.
Fig. 8 Cross section microphotograph showingtransgranular nature of secondary crackinitiated in the neckdown area in speci-men Test 1, Table 4, Tested in 25%,K2CO3/CO2 sat'd with 0.5% NaAsO2 atEcror, 90C. 2% Nital, 400x

Vol. 36, No. 11 695
AcknowledgementThe author would like to acknowledge the
contributions of D. Rewick and D. Lattig who
performed the experimental part of this work.(Received May 6, 1987)
References
1) K. T. G. Atkins, D. Fyfe & J. D. Rankin: AIChESymposium on Saefety in Ammonia Plants andRelated Facilities, CEP Technical manual, 16,39 (1974).
2) K. Naito, T. Hashimoto & T. Kihara: JapanPetr. Inst., 14, 672 (1971).
3) R. L. Wenk: 5th Symposium on Line Pipe Re-search, American Gas Association, CatalogueNo. L30174 (1974).
4) R. R. Fessler: Proceedings Interpipe 76, Hous-ton, TX, January (1976).
5) R. N. Parkins & R. R. Fessler: Materials inEngineering Applications, 1, 80 (1978).
6) J. M. Sutcliffe, R. R. Fessler, W. K. Boyd &R. N. Parkins: Corrosion, 28, 313 (1972).
7) J. H. Payer, W. E. Berry & R. N. Parkins: in"Stress Corrosion Cracking -The Slow Strain-
Rate Technique", ASTM STP 665, AmericanSociety for Testing and Materials 1979, p. 222.
8) Z. A. Foroulis: Corrosion, submitted.9) Z. A. Foroulis: Metallurgical Transactions, sub-
mitted.10) Z. A. Foroulis: Corrosion Science, Submitted.11) I. Ishimaru & T. Takegawa: Ammonia Plant
Safety, AIChE, 22, 170 (1980).