studies of extraction of cashew nut shell …...i studies of extraction of cashew nut shell liquid a...
TRANSCRIPT
i
STUDIES OF EXTRACTION OF CASHEW NUT SHELL
LIQUID
A Thesis submitted to the
DR. BALASAHEB SAWANT KONKAN KRISHI VIDYAPEETH
DAPOLI - 415 712
Maharashtra State (India)
In the partial fulfillment of the requirements for the degree
of
DOCTOR OF PHILOSOPHY
(AGRICULTURAL ENGINEERING)
in
AGRICULTURAL PROCESS ENGINERING
by
Chaudhari Ashok Pralhad
M. Tech. (Agril. Engg.)
DEPARTMENT OF AGRICULTURAL PROCESS ENGINEERING
COLLEGE OF AGRICULTURAL ENGINEERING AND TECHNOLOGY
DR. BALASAHEB SAWANT KONKAN KRISHI VIDYAPEETH
DAPOLI – 415 712, DIST – RATNAGIRI, M.S. (INDIA)
2012
ii

iii
CANDIDATE’S DECLARATION
I hereby declare that this thesis or part there of has not been submitted
by me or any other person to any other
University or Institute
for a Degree or
Diploma.
Place: CAET, Dapoli (Chaudhari Ashok Pralhad)
Date: / /2012
iv
Dr. N. J. Thakor
M. Tech. (IIT.), Ph.D. (Canada) FIE., LMISAE
Chairman and Research Guide
Department of Agricultural Process Engineering,
College of Agricultural Engineering and Technology,
Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth,
Dapoli – 415 712, Dist. – Ratnagiri,
Maharashtra State (India).
CERTIFICATE
This is to certify that the thesis entitled " STUDIES OF EXTRACTION OF
CASHEW NUT SHELL LIQUID " submitted to the Faculty of Agricultural
Engineering, Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth, Dapoli, Dist.
Ratnagiri (Maharashtra State) in the partial fulfillment of the requirements for the
award of the degree of Doctor of Philosophy in Agricultural Engineering
(Agricultural Process Engineering), embodies the result of a piece of bonafied
research work carried out by Er. Chaudhari Ashok Pralhad under my guidance
and supervision. The Result embodies in this project report has not been submitted to
any other university or institute for the award of degree or diploma.
The assistance and help received during the course of this investigation and
source of the literature have been duly acknowledged.
Place: CAET, Dapoli (N. J. Thakor)
Date: / / 2012 Research Guide

v
Dr. N. J. Thakor
M. Tech. (IIT.), Ph.D. (Canada) FIE., LMISAE
Professor and Head,
Department of Agricultural Process Engineering,
College of Agricultural Engineering and Technology,
Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth,
Dapoli- 415 712, Dist. Ratnagiri,
Maharashtra, India.
CERTIFICATE
This is to certify that the thesis entitled " STUDIES OF EXTRACTION
OF CASHEW NUT SHELL LIQUID " submitted to the Faculty of Agricultural
Engineering, Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth, Dapoli, Dist.
Ratnagiri (Maharashtra State) in the partial fulfillment of the requirements for the
award of the degree of Doctor of Philosophy in Agricultural Engineering
(Agricultural Process Engineering), embodies the record of a piece of bonafied
research work carried out by Er. Chaudhari Ashok Pralhad under my guidance
and supervision. No part of the thesis has been submitted for any other degree,
diploma or publication in any other form.
The assistance and help received during the course of this investigation and
source of the literature have been duly acknowledged.
Place: CAET, Dapoli (N. J. Thakor)
Date: / / 2012 Professor and Head,
Department of APE

vi
Prof. D. M. Mahale
B. Tech. (Agril. Engg.), M. Tech. (SWCE.),
Dean,
College of Agricultural Engineering and Technology,
Dr. Balsaheb Sawant Konkan Krishi Vidyapeeth,
Dapoli- 415 712, Dist. Ratnagiri,
Maharashtra, India.
CERTIFICATE
This is to certify that the thesis entitled " STUDIES OF EXTRACTION
OF CASHEW NUT SHELL LIQUID " submitted to the Faculty of Agricultural
Engineering, Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth, Dapoli, Dist.
Ratnagiri (Maharashtra State) in the partial fulfillment of the requirements for the
award of the degree of Doctor of Philosophy in Agricultural Engineering
(Agricultural Process Engineering) is a record of bonafied research work carried
out by Er. Chaudhari Ashok Pralhad under the guidance and supervision of Dr. N.
J. Thakor, Professor and Head, Department of Agricultural Process Engineering,
College of Agricultural Engineering and Technology, Dr. Balasaheb Sawant Konkan
Krishi Vidyapeeth, Dapoli. No part of the thesis has been submitted for any other
degree, diploma or publication in any other form.
The assistance and help received during the course of this investigation and
source of the literature have been duly acknowledged.
Place: CAET, Dapoli
Date: / /2012
(dilip MAHALE)
Dean
College of Agril. Engg. & Tech.
Dapoli

vii
viii
DEDICATION
Dedicated
to the
loving memory
of
Mother
and
Father

ix
ACKNOWLEDGEMENTS
I expresses my heartiest gratitude and deep sense of indebtedness to my
research guide, Dr. N. J. Thakor, Professor and Head, Department of Agricultural
Process Engineering, College of Agricultural Engineering and Technology, Dr. B. S.
K. K. V., Dapoli, for his wholehearted involvement, inspiring guidance,
encouragement and help throughout the project work and completion of this
manuscript.
I am thankful to Prof. D. M. Mahale, Dean, College of Agricultural
Engineering and Technology, Dapoli, for the constant help and support rendered to
me throughout the study period.
I wish to express my heartiest reverence to Dr. Ulhas Patil, President,
Godavari Foundation, Jalgaon, for his valuable blessings, permission for study
leave and guidance whenever needed.
I would like to extend my sincere thanks to the members of my advisory
committee Prof. D. M. Mahale, Professor and Head, Department of Soil and Water
Conservation Engineering, Dr. P. M. Haldankar, Professor and Head, Department
of Horticulture and Er. S. P. Sonawne, Associate Professor, Department of
Agricultural Engineering, for their active guidance and inspiration throught the
project work.
I am thankful to Dr. S. B. Swami, Associate professor, Department of
Agricultural Process Engineering, Er. A. A. Sawant, Assistant Professor,
Department of Agricultural Process Engineering and Er. S. P. Divekar, Assistant
Professor, Department of Agricultural Process Engineering for their valuable
advice, guidance and constant cooperation throughout my project work.
I would like to extend special thanks to Er. Pramod Rane of Metafil
Industries, Dapoli, for providing the Screw press for extraction of CNSL.
I would like to place on record my deep sense of gratitude to all my course
teachers and scientists of the College of Agricultural Engineering and Technology,
Dapoli, for their help and involvement during the course of study.
The work would remain incomplete without a special mention of Lab
assistant Er. V. T. Atkari, Lab attendant, Shri. N.S. Kesarkar, Shri. S.K. Dhumal and
x
Mrs. More, who have been a source of immense help to me during the course of this
investigation.
I shall be failing in my duty if I do not acknowledge the sincere contribution
of my junior friends Chetan, Sujit, Manisha, Hemant, Nivrutti, Nilesh, Vinod,
Prabodh, Vitthal and all other friends of B.Tech. and M. Tech. for their kind support
and help throughout the completion of the project.
Words are still at the door making me helpless in expressing my heartfelt
thanks to elder brother (Prakash), wife (Charushila), daughter (Utkarsha) and son
(Soham) for their great help, support and encouragement during my hard times and
always being there for me.
Place : CAET, Dapoli
Date : / /2012 Chaudhari Ashok Pralhad
xi
TABLE OF CONTENTS
Sr.
No. Title Page
CANDIDATES’ DECLARATION iii
CERTIFICATES iv
ACKNOWLEDGEMENTS viii
TABLE OF CONTENTS x
LIST OF TABLES xvi
LIST OF FIGURES xviii
LIST OF PLATES xx
LIST OF SYMBOLS xxi
LIST OF ABBREVIATIONS xxiv
ABSTRACT xxvi
1 INTRODUCTION 1
2 REVIEW OF LITERATURE 4
2.1. Cashew nut 4
2.2 Cashew processing 9
2.3 Cashew Nut Shell 10
2.4 Applications of Cashew Nut Shell (CNS) 12
2.5 Properties of Cashew Nut Shell (CNS) 13
2.6 Cashew nut shell liquid 19
2.6.1 Chemical Composition of CNSL 21
2.6.1.1 Anacardic Acid (AA) 21
2.6.1.2 Cardanol 22
2.6.1.3 Cardol 23
2.7 CNSL manufacturing processes 23
2.8 Mechanical method 24
2.8.1 Extraction by Hydraulic press 25
2.8.2 Extraction by screw press method 25
2.9 Roasting method 27
2.10 Extraction of CNSL by hot oil bath method 28
2.11 Extraction of CNSL by solvent extraction method 30
xii
2.12 Extraction by other methods 33
2.12 Factors influencing the expression of oil by screw press 34
2.13 Effect of preconditioning on extraction of oil 37
2.14 Properties of CNSL 41
2.15 Applications of CNSL 45
2.15.1 Friction Lining Materials 45
2.15.2 Modified CNSL Resin 46
2.15.3 CNSL based Friction Dust 46
2.15.4 Surface Coatings 47
2.15.5 Foundry Core Oil and Other Chemicals 48
2.15.6 Laminating Resin 48
2.15.7 Rubber Compounding Resins 48
2.15.8 Cashew Cements 49
2.15.9 Epoxy Resins 50
2.15.10 Wood Composites and CNSL based Adhesives 50
2.15.11 Surfactants 50
2.15.12 Industrial Chemicals and Intermediates for Chemical
Industry 51
2.15.13 Commercial Uses / Applications 54
2.16 CNSL as a fuel for carbonization 55
2.17 Application of Cashew nut shell cake 56
2.18 Concluding remarks 56
3 MATERIAL AND METHODS 57
3.1 Materials 57
3.1.1 Cashew nut shells 57
3.1.2 Screw Press 58
3.1.3 Hot oil bath assembly 58
3.1.4 Devices & Instruments 58
3.2 Methods 65
xiii
3.2.1 Sample preparation 65
3.2.2 Classification of shells 66
3.2.3 Physical properties of cashew nut shell 66
3.2.3.1 Dimensions of the cashew nut shells 66
3.2.3.2 Determination of surface area 67
3.2.3.3 Determination of bulk density 67
3.2.3.4 Determination of coefficient of friction 68
3.2.3.5 Determination of angle of repose 69
3.2.3.6 Determination of Terminal Velocity 69
3.2.3.7 Determination of thermal conductivity 70
3.2.3.8 Determination of calorific value 72
3.2.4 Determination of CNSL content 72
3.2.5 Extraction of CNSL by screw press 72
3.2.6 Influence of shell moisture content on oil extraction 73
3.2.7 Influence of shell size on oil extraction 75
3.2.7.1 Influence of shell size combinations on oil yield 75
3.2.8 Influence of shell preconditioning on oil extraction 76
3.2.8.1 Influence of Steaming of shells on oil extraction 76
3.2.8.2 Influence of Heating of shells on oil extraction 77
3.2.9 Extraction of oil by Hot Oil Bath method 77
3.2.10 Comparative Yield of CNSL by screw press and hot
oil bath method 79
3.2.11 Quality of CNSL (Oil) 79
3.2.11.1 Determination of specific gravity of CNSL 79
3.2.11.2 Determination of pH value of CNSL 80
3.2.11.3 Determination of viscosity of CNSL 80
3.2.11.4 Determination of ash content of CNSL 80
3.2.111.5 Determination of calorific value of CNSL 81
3.2.11.6 Determination of iodine value of CNSL 81
3.3 Comparison of qualities of CNSL along with Standard
specifications
81
3.4 Techno economic feasibility of CNSL extraction by Screw
press and hot oil bath method
82

xiv
4 RESULTS AND DISCUSSION 83
4.1 Physical properties of cashew nut shells 83
4.1.1 Classification of the cashew nut shells 84
4.1.2 Dimensions of the cashew nut shells 85
4.1.3 Surface area 86
4.1.4 Bulk Density 87
4.1.5 Friction coefficient 87
4.1.6 Angle of repose 89
4.1.7 Terminal Velocity 89
4.1.8 Thermal conductivity 91
4.1.9 Calorific value 92
4.2 CNSL content in the Cashew nut shell 92
4.3 Influence of shell moisture content on oil extraction 94
4.4 Influence of shell size on oil extraction 96
4.4.1 Influence of shell size combinations on oil yield 98
4.5 Influence of shell preconditioning on oil extraction 99
4.5.1 Influence of Steaming of shells on oil extraction 99
4.5.2 Influence of Heating of shells on oil extraction 101
4.6 Extraction of oil by Hot Oil Bath method 103
4.7 Comparative Yield of CNSL by screw press and hot oil
bath method 104
4.8 Quality of CNSL (Oil) 105
4.8.1 Specific gravity of CNSL 106
4.8.2 pH value of CNSL 106
4.8.3 Viscosity of CNSL 107
4.8.4 Ash content of CNSL 108
4.8.5 Calorific value of CNSL 109
4.8.6 Iodine value of CNSL 109
4.9 Comparison of qualities of CNSL along with Standard
specifications 110
4.10 Techno economic feasibility of CNSL extraction by Screw
press and hot oil bath method 111
4.10.1 Assumptions 111
4.10.2 Investment components of CNSL extraction unit 112

xv
4.10.2.1 Land and site development 112
4.10.2.2 Civil construction 112
4.10.2.3 Plant and Machinery 113
4.10.2.4 Miscellaneous Assets 113
4.10.2.5 Utilities 113
4.10.2.6 Manpower requirements 115
4.10.2.7 Working Capital Requirements 116
4.10.2.8 Provision for firefighting 116
4.10.2.9 Provision for Insurance 117
4.10.2.10 Contingencies 117
4.10.2.11 Interest rates for ultimate borrowers 117
4.10.2.12 Depreciation 117
4.10.3 Profitability calculations 117
4.10.4 Comparative project feasibility analysis for extraction of
CNSL by screw press and hot oil bath method 119
5 SUMMARY AND CONCLUSIONS 122
5.1 Summary 122
5.2 Conclusions 125
6 Bibliography 128
7 APPENDICES
Appendix – A Procedures of properties
Calorific value by digital Bomb calorimeter
CNSL content by Soxhlet apparatus
Viscosity measurement by Brookfield viscometer
Iodine value of CNSL
Appendix - B Physical properties of cashew nut shells
Classification of the cashew nut shells
Dimensions of the cashew nut shells
Surface area
Bulk Density
Friction coefficient
Angle of repose
Terminal Velocity

xvi
Thermal conductivity
Calorific value
Appendix – C CNSL content
Appendix – D Extraction of CNSL by screw press
Influence of shell moisture content on extraction of CNSL by
screw press
Influence of shell size on oil extraction
Influence of shell preconditioning on oil extraction
Appendix- E Extraction of CNSL by Hot Oil Bath method
Appendix -F Comparison of extraction of CNSL by screw press
and hot oil bath method
Appendix -G Quality of CNSL
Appendix –H Break-even analysis for the extraction of CNSL
Appendix –I Parts of cashew fruit
Appendix –J Indian manufacturers of CNSL screw press machinery

xvii
LIST OF TABLES
Table
No. Title
Page
No.
2.1 Area, Production & Productivity of Cashew nut in India 05
2.2 Export of cashew kernels from India during 2010-11 to 2011-12 08
2.3 Export of CNSL from India during 2010-11 to 2011-12 20
2.4 ISI Specification of the CNSL IS: 840(1964) 43
2.5 Physicochemical characteristics of CNSL 44
4.1 Classification of cashew nut shell based on size 84
4.2 Dimensions of cashew nut shell 86
4.3 Surface area of shells for different classes of Cashew Nut Shells 86
4.4 Thermal conductivity of cashew nut shells 91
4.5 Recovery of CNSL by screw press at various moisture contents of
shells 94
4.6 Recovery of CNSL by screw press at different sizes of shells of
10.06 % M. C. 97
4.7 Recovery of CNSL after steaming at different sizes of shells 99
4.8 Recovery of CNSL after heating of different sizes shells heated at
different temperatures for 10 minutes duration 101
4.9 Extraction of CNSL by hot oil bath method at different sizes of
shells of 10% m. c. (wb) 104
4.10 Specific gravity of CNSL extracted by screw press method and hot
oil bath method 106
4.11 pH of CNSL extracted by screw press and hot oil bath method 107
4.12 Viscosity of CNSL extracted by screw press method and hot oil
bath method 108
4.13 Ash content of CNSL extracted by screw press method and hot
oil bath method 108
4.14 Calorific value of CNSL extracted by screw press method and hot
oil bath method 109
4.15 Iodine value of CNSL extracted by screw press method and hot oil
bath method 110
4.16 Comparison of qualities of CNSL extracted by screw press method
and hot oil bath method along with Standard specifications 111
4.17 The civil structures and estimated cost for the model CNSL oil
Expelling Unit 113
4.18 Plant & Machinery for the model project using screw press. 114
xviii
4.19 Plant & Machinery for the model project using Hot oil bath
method. 115
4.20 Manpower requirements for extraction of CNSL by screw press 115
4.21 Manpower requirements for extraction of CNSL by hot oil bath
method 116
4.22 Working Capital requirements for extraction of CNSL by screw
press (Rs. in lacs) 116
4.23 Working Capital requirements for extraction of CNSL by hot oil
bath method (Rs. in lacs) 116
4.24 Raw and Packing Materials required at 100% for extraction of
CNSL by screw press (Rs. in lacs) 118
4.25 Raw and Packing Materials required at 100% for extraction of
CNSL by hot oil bath method (Rs. in lacs) 118
4.26 Projected profitability for extraction of CNSL by screw press
(Rs. in lacs) 118
4.27 Projected profitability for extraction of CNSL by hot oil bath
method (Rs. in lacs) 119
4.28 Comparison of Projected profitability for extraction of CNSL by
screw press and hot oil bath method (Rs. in lacs) 120
xix
LIST OF FIGURES
Fig.
No. Title
Page
No.
2.1 Cashew fruits on the tree 4
2.2 Cashew apple and cashew nut 5
2.3 Cashew nut, Cashew kernel and Cashew nut shell 11
2.4 Cashew Nut Shell Liquid (CNSL) 11
2.5 Structure of Anacardic Acid 22
2.6 Structure of Cardanol 22
2.7 Structure of Cardol 23
3.1 Air column for measurement of terminal velocity 70
3.2 Flow diagram of a CNSL extraction process by screw press 73
3.3 Flow diagram of a CNSL extraction process by hot oil bath method 78
4.1 Size distribution of cashew nut shells 85
4.2 Bulk density of cashew nut shell 88
4.3 Coefficient of friction for Cashew nut shells 88
4.4 Angle of Repose for Cashew nut shell 90
4.5 Terminal velocity of cashew nut shells 90
4.6 Calorific value of cashew nut shells 93
4.7 CNSL content of cashew nut shells 93
4.8 Influence of shell moisture content on oil extraction 96
4.9 Influence of size of shells on oil extraction 96
4.10 Influence of shell size combinations on oil yield 98
4.11 Extraction of CNSL after steaming of shells 100
4.12 Influence of Steaming of shells on oil extraction 100
xx
4.13 Extraction of CNSL after Heating of shells 102
4.14 Influence of Heating of shells on oil extraction 102
4.15 Comparative Yield of CNSL by screw press and hot oil bath
method 105
xxi
LIST OF PLATES
Plate
No. Title
Page
No.
3.1 Thermal Conductivity Apparatus 59
3.2 Parr-6100 Calorimeter 60
3.3 Screw press used for extraction of CNSL from Cashew nut shells 60
3.4 Screw press at Metafil Industries, Dapoli 61
3.5 Screw shaft assembly of Screw press in operation 61
3.6 CNSL extraction by Screw press 62
3.7 Cake of Cashew nut shells after extraction of CNSL 62
3.8 Tray dryer used for heating of shells 63
3.9 Steam boiler for steaming of shells 63
3.10 Measurement of viscosity of CNSL by Brookfield viscometer 64
3.11 Measurement of pH of CNSL by Digital pH meter
64
xxii
LIST OF SYMBOLS
Symbols Description
Etc Etcetera
et. al. And other
i.e. That is oC
Degree Celsius
oC/min Degree Celsius per
minutes
m/s Meter per second O
k Kelvin
M Meter
Min Minutes
S Second
Cm Centimeter
Mm Millimeter
Hp Horse power
mm2 Millimeter Square
mm3 Cubic Millimeter
m2
Square meters
m3 Cubic meters
L Length
B Breadth
T Thickness
In Inch
ft. Foot
Ha Hectares
G Gram
Kg Kilogram
Mm Millimeter
kg/m3
Kilogram per cubic meter
kg/m2
Kilogram per square meter
xxiii
Kcal/kg Kilocalorie per kilogram
Mj/kg Mega joule per kilogram
g/m3 Gram per miter cube
Sp Specific
Mg Milligram
m. s. Mild Steel
Sq. m. Square meter
Km Kilometer
Mpa Mega pascal
j/kg Jules per kilogram
w/mok Watts per meter degree Kelvin
Wh/kg Watt hours per kilogram
V Volts
Rpm Revolution per minute
% Percent
W Watt
Dc Direct current
Wt. Weight
Ml Milliliter
MT Metric tones
Rs. Rupees
cP Centipoises
Cr. Crores
µm Micrometer
Ψ Angle of repose
Ω m Ohm meter
K Thermal conductivity
I Electric current
A Ampere
Viz. Which is
Cv Calorific valve
GMD Geometric mean diameter

xxiv
S.D. Standard deviation
Lit Littre
@ At the rate
< Greater
≤ Greater than equal to
& And
xxv
LIST OF ABBREVIATIONS
Abbreviations Meanings
Agril. Agricultural
DrBSKKV Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth
CAET College of Agriculural Engineering and Technology
CEPC Cashew Export promotion council
Engg. Engineering
APE Agricultural Process Engineering
AOAC Association official analytical chemists
ACSS Agricultural Chemistry and Soil Science
Admn Administration
MDFB Medium density fiber board
IS Indian Standard
OEE Oil Extraction Efficiency
NAIP National Agricultural innovative project
R & D Research and development
Dr. Doctor
Fig. Figure
CO2 Carbon dioxide
KOH Potassium Hydroxide
H Hour
J. Journal
M.S. Maharashtra State
GIC Galvanized Iron Corrugated
RH Relative Humidity
Qty. Quantity
Mc Moisture content
Wb We basis
Db Dry basis
Sci. Science
L Large
M Medium

xxvi
S Small
v/v/v Volume by volume by volume
HPLC High Profile liquid chromatography
CPTC Cashew Processing and Training center
RCC Reinforced Cement Concrete
FAO Food and Agricultural Organization
U.S.A. United States of America
U.A.E. United Arabian Emirate
U.K. United Kingdam
Hcl Hydrochloric Acid

xxvii
ABSTRACT
------------------------------------------------------------------------------------------------------
STUDIES OF EXTRACTION OF CASHEW NUT SHELL LIQUID
by
Er. Chaudhari Ashok Pralhad
College of Agricultural Engineering and Technology,
Dr. Balasaheb Sawant Konkan Krishi Vidyapeeth, Dapoli
Dist.- Ratnagiri, Maharashtra
October 2012
------------------------------------------------------------------------------------------------------
Research Guide : Dr. N. J. Thakor
Department : Agricultural Process Engineering
------------------------------------------------------------------------------------------------------
Cashew (Anacardium occidentale) is an important plantation crop of India.
India has the largest area under cashew (9.23 lakh ha) and stands as the second
largest producer of cashew (7.00 lakh MT) in the world. Today, India is the largest
processor and exporter of cashew in the world. Maharashtra ranks first in the
production (28.78 % of the country) and productivity of cashew nut in India. Area
under cashew nut in Maharashtra is confined to the Konkan region comprises of five
districts namely Sindhudurg, Ratnagiri, Raigad, Thane and Mumbai. Total
production from these five districts is more than 1.98 lakh tones.
The cashew nut consists of kernel, shell and testa. It contains on an average
20 to 22% kernel (edible portion), 2-5 % testa and 65-75% shell (outer covering).
Cashew kernels are highly nutritious containing protein (21%), fat (47%),
carbohydrates (22%), minerals and vitamins and hence the cashew nuts are
processed mainly for its kernel. Kernel is obtained after removing the shell of
cashew nut. It is further processed by removing its testa. Shell and the testa therefore
are the two by-products of the cashew nut processing. The cashew nut shell contains
25-30% dark reddish brown viscous phenolic liquid known as Cashew Nut Shell
Liquid and abbreviated as CNSL.
xxviii
CNSL is a versatile by-product of cashew processing which has tremendous
potentials as industrial raw material with its diverse applications. It is extensively
used in the automotive brake lining, modified resins, manufacture of superior type of
paints, insulating varnishes in the electrical industry, special types of adhesive
cement, polyurethane based polymers, surfactants, foundry chemicals and as an
intermediary of chemicals. CNSL is the better and cheaper material for unsaturated
phenols. Products of CNSL are renewable in nature and offer much advantage over
synthetics.
There are three different methods generally used in extracting the cashew nut
shell liquid from cashew nuts, namely mechanical, roasting and solvent extraction.
The expeller process of oil extraction is economically viable and technologically
suitable for immediate adoption on industrial scale. R&D for oil extraction using
Screw press for Cashew nut shell is very much lacking and is the hurdle for the
development of cashew shell processing.
Extraction of oil using screw press method depends on several factors such as
screw pressure, feed rate, moisture content of the oil bearing material and its
condition at the time of feeding etc. Pre conditioning in the form of heating has a
major role in the extraction of oil from oil-bearing materials using screw press and
requires their studies for cashew nut shell considering the availability of cashew nut
shells and potential value of CNSL. The present investigation was, therefore,
undertaken to study the extraction of CNSL from cashew nut shell by screw press
and properties of CNSL.
The specific objectives of the investigation were to study the physical
properties of different sizes of cashew nut shells, influence of moisture content of
cashew nut shells on the extraction of oil by screw press method, influence of size of
cashew nut shells on the extraction of oil at optimum moisture content, influence of
preconditioning treatments on the extraction of oil for different sizes of cashew nut
shells, and oil Yield and quality of extracted CNSL by screw press and hot oil bath
methods.
The work was conducted at the Department of Agricultural Process
Engineering, College of Agricultural Engineering & Technology, Dapoli. Physical
properties of cashew nut shells namely size, bulk density, friction coefficient, angle
of repose, terminal velocity, thermal conductivity, calorific value and oil content
were determined. Screw press method was used for the study of influence of cashew
xxix
nut shell size, moisture content and preconditioning treatments on the extraction of
CNSL. Hot oil bath method was used only to extract oil in order to compare the yield
and quality of oil with Screw press method.
Classification of the cashew nut shells was done by sieving the cashew nut
shells using different sieves of size 25 mm, 20 mm, 16 mm and 12 mm. Then the
physical properties of the cashew nut shell were studied using the different sizes of
cashew nut shells.
The influence of moisture content of cashew nut shells on the extraction of
CNSL by screw press method was studied to find out the role of moisture content in
the oil yield and there by optimising the moisture content of shells for the extraction
process. Experiments were conducted at four different levels of moisture (8.12,
10.06, 12.17 and 14.20 %) for the optimum moisture content for the extraction of
CNSL by screw press method. The influence of size of cashew nut shells on the
extraction of CNSL by screw press method was studied to find out the role of size of
shells in the oil yield. The cashew nut shells of small, medium and large size were
used for the extraction of the oil by screw press. The influence of preconditioning on
the extraction of CNSL by screw press method was studied to find out the role of
shell preconditioning on the oil yield and there by optimising the preconditioning
parameters for the extraction process. Preconditioning treatments followed in present
study were steaming of the shells and heating of the shells.
The CNSL extracted from the cashew nut shells by screw press method and
hot oil bath method was compared for the yield. The properties of the oil extracted at
various operating conditions were determined using standard procedures. The
samples of CNSL from the shells extracted by Screw press method with better
preconditioning treatment were analyzed for quality parameters. Hot oil method
(being traditional) was used as control and results were compared with the standard
specifications for quality of oil. The experiments to analyze the quality of oil for the
parameters namely, Specific Gravity, pH value, Viscosity, Ash, calorific value and
Iodine value were carried out. The techno economic feasibility of extraction of
CNSL by screw press and hot oil bath method was studied. The feasibility was
discussed considering the points such as fixed capital, working capital, sales revenue,
project profitability and break even analysis.
The results show that the Cashew nut shells can be classified based on the sizes
in three classes namely small (< 12mm), medium (16-20 mm)and large (>20 mm).
xxx
The Medium size cashew nut shells ranging between 16 to20 mm are having 80 %
share in the commercially available sample of shells. Average bulk density of
cashew nut shells was 314 kg/m3 at the moisture content of 10.06 % (wb). The angle
of repose for the cashew nut shell was 23.610 at moisture content of 10.06 % (wb).
The average thermal conductivity of cashew nut shell was 0.815 W/m0C at moisture
content of 10.16 % (wb). It ranged from 0.78 to 0.85 W/m0C for different sizes of
cashew nut shells. The average calorific value of cashew nut shells was 4963.63
kcal/kg which was quite closer to that of Medium sized shells. The average CNSL
content in cashew nut shells is 26.45 %.
The moisture content of the shell at the time of extraction of CNSL had a great
influence on the oil recovery. The 10.06 % moisture content of the cashew nut shells
at the time of extraction of CNSL was the optimum moisture content of the shells for
the extraction of CNSL. At this moisture content the oil recovery (86.68 %) was
maximum. Size of cashew nut shell had influence on the recovery of oil in screw
press extraction. Recovery of oil for Large size cashew nut shells was maximum
(88.54 %). Preconditioning of cashew nut shells before the extraction of CNSL had
a great influence on the recovery of oil. Recovery of oil for Large size cashew nut
shells was maximum (90.87 %) when the shells were exposed to the steam for 15
minutes before the extraction of oil by screw press. The recovery of CNSL from the
Cashew nut shells heated at 900C for 10 minutes before subjecting to the extraction
by screw press was maximum ( 93.46 %) for Large size shells. The screw press
method of oil extraction for cashew nut shells gave 87 % of oil recovery. It was
higher by 47 % than the oil recovery of hot oil bath method.
The quality analysis of CNSL shows that the specific gravity of the Crude
CNSL extracted by screw press method is 0.98. The specific gravity of the heat
treated CNSL extracted by screw press is 0.96. The Viscosity of the Crude CNSL
extracted by screw press is 57.43 cP. The viscosity of the heated CNSL extracted by
screw press is 28.96 cP and that for the CNSL extracted by Hot oil bath method is
37.69 cP. The ash content of the heated CNSL extracted by screw press (0.62 %) and
the CNSL extracted by hot oil bath method (0.38 %) meet the standard specifications
(1 %) requirement. The calorific value of the Crude CNSL extracted by screw press
is 9461.04 kcal/kg. The calorific value of the heated CNSL extracted by screw press
is 9565.67 kcal/kg and that for the CNSL extracted by Hot oil bath method is
9670.19 kcal/kg. The iodine value of the Crude CNSL extracted by screw press is
xxxi
218.60 mg iodine/100g. The iodine value of the heated CNSL extracted by screw
press is 246.40 mg iodine/100g and that for the CNSL extracted by Hot oil bath
method is 281.30 mg iodine/100g.
The techno economic analysis was carried out for the extraction of CNSL by
screw press and hot oil bath method. It reveals that the production cost for
processing a tonne of cashew nut shells per annum is Rs. 4606/- using screw press
method of oil extraction, while the production cost for processing a tonne of cashew
nut shells per annum is Rs. 3920/- in case of hot oil bath method. But the CNSL
recovery from the cashew nut shells obtained in the present study is 87 % with the
screw press used for the extraction of CNSL and the CNSL recovery from the
cashew nut shells obtained in the present study s 40% with hot oil bath method used
for the extraction of CNSL. Hence by processing one tonne of the cashew nut shells
using screw press gives 235 kg of CNSL whereas by processing one tonne of the
cashew nut shells using hot oil bath method gives only 108 kg of CNSL. Therefore,
for establishing the CNSL processing unit the screw press method is the only method
which is techno economically feasible method.
xxxii
CHAPTER I
INTRODUCTION
Cashew (Anacardium occidentale) is an important plantation crop of India. It
is presently grown in an area of 9.23 Lakh hectares with production of about 7.0
Lakh tonnes (CEPC, 2012). This crop was introduced to India during the 16th
century. The potential of this crop in the international trade was first realized by
India in the early 1900s through the export of cashew kernels. India has the largest
area under cashew and stands as the second largest producer of cashew in the world.
Vietnam, Ivory Coast and Brazil are the competitors to India for cashew production
and export (CEPC, 2012). Cashew processing, using manual techniques, was started
in India in the first half of the twentieth century (Nagaraja and Balasubramanian,
2007). India is the first country to develop technology for the extraction of cashew
kernels from raw nuts. Today, India is the largest processor and exporter of cashew
in the world (Nagaraja and Balasubramanian, 2007; Swain et al, 2007). The statistics
on area, production, and productivity of cashew in different states of the country
reveals that the state of Maharashtra ranks first in the production and productivity.
The area under cashew in Maharashtra is about 1.75 lakh hectares and the production
is 1.98 lakh MT. The productivity of cashew in Maharashtra is 1186 kg/ha compared
to average value of 695 kg/ha for the Country (CEPC, 2012). Area under cashew nut
in Maharashtra is mainly confined to the Konkan region comprises of five districts
namely Sindhudurg, Ratnagiri, Raigad, Thane and Mumbai. Total production from
these five districts is more than 1.98 lakh tonnes.
The cashew nut consists of kernel, shell and testa. It contains on an average
20 to 22% kernel (edible portion), 2-5 % testa and 65-75% shell (outer covering)
(Rajapakse et al, 1977). Cashew kernels are highly nutritious containing protein
(21%), fat (47%), carbohydrates (22%), minerals and vitamins and hence the cashew
nuts are processed mainly for its kernel (Azam-Ali & Judge, 2001; Anonymous,
2011). Kernel is obtained after removing the shell of cashew nut. It is further
processed by removing its testa. Shell and the testa therefore are the two major by-
products of the cashew nut processing.
The cashew nut shell has a soft feathery outer skin and a thin hard inner skin.
The honeycomb structure between these skins contains 25-30% dark reddish brown
xxxiii
viscous phenolic liquid known as Cashew Nut Shell Liquid and abbreviated as
CNSL (Rajapakse et al, 1977).
Cashew nut shell liquid is a versatile by-product of cashew processing which
has tremendous potentials as a versatile industrial raw material with its diverse
applications. It is extensively used in the manufacture of superior type of paints,
insulating varnishes in the electrical industry, special types of adhesive cement,
friction and brake linings, laminating and epoxy resins, rubber compounding resins,
polyurethane based polymers, surfactants, foundry chemicals and as an intermediary
of chemicals (Anonymous, 2009).
CNSL is the better and cheaper material for unsaturated phenols. CNSL is
one of the few natural resins that is highly heat resistant and is inexpensive among
other resin base mortar (Anonymous, 2010). Simple phenols from petrochemicals
have restrictions and hence the ranges of products obtained from them are a few.
CNSL is the best source for natural phenols. It offers much scope and varied
opportunities for the development of other tailor - made polymers (Paramshivappa et
al, 2001; Pokhakar et al, 2008). Products of CNSL are renewable in nature and offer
much advantage over synthetics. The constituents of CNSL possess special
structural features for transformation into specialty chemicals and high value
polymers. CNSL contains a compound known as anacardium, which is used to treat
dermatological disorders (Anonymous, 2010). The presence of a long alkyl chain in
anacardic acid is attributed to a variety of biological activities, such as antibacterial
activity, antimicrobial activity, and tyrosinase inhibition. To explore the potentials of
anacardic acid, it has been extensively derivatized to drug analogues by several
researchers. Other CNSL constituents have also gained interest in many industrial
applications. The residue after extraction of Cashew nut Shell Liquid is Shell Cake,
which is used as a fuel and good substitute for firewood.
CNSL has a great demand in the International market. The CNSL is exported
from India to various countries such as USA, China, Republic of Korea, Japan, etc.
and a substantial amount of foreign exchange is earned by this business. India
exported 13575 tons valued at Rs 59.46 crore of CNSL during 2011-12, as against
12051 tons valued at Rs 33.77 crore during 2010-11. Unit value realization of
exports has also increased to Rs 43.80 per kg from Rs. 28.02 (CEPC, 2012).

xxxiv
CNSL is extracted by different methods such as Hot oil bath method, screw
press method and solvent extraction method. Screw press method is suitable for the
industrial scale. However, it is observed that Cashew processing industry in the
country is a small scale and is un-organized. Every one tone of processing of cashew
nut yields about 700 kg of shell which is a huge volume cashew processor has to
handle. The absolute volume of cashew nut produced annually poses a challenge for
waste disposal of cashew nut shell generated along the production line as the cashew
processor does not incline to process the cashew shells as it involves the separate
process technology.
Cashew nut shell liquid produced by solvent extraction is of very high quality
but due to irregular nature of raw material it is not technologically viable and
economically feasible. However, expeller process of oil extraction is economically
viable and technologically suitable for immediate adoption. R&D for oil extraction
using Screw press for Cashew nut shell is very much lacking and is the hurdle for the
development of cashew shell processing.
Extraction of oil using screw press method depends on several factors such as
screw pressure, feed rate, moisture content of the oil bearing material and its
condition at the time of feeding etc. Pre conditioning in the form of heating has a
major role in the extraction of oil from oil-bearing materials using screw press and
requires their studies for cashew nut shell considering the availability and potential
value of CNSL. Konkan region has maximum production and processing units of the
cashew which in turn makes shells available abundantly. The present investigation
is therefore undertaken to study the extraction of CNSL from cashew nut shell by
screw press with following specific objectives:
1) Study the physical properties of different sizes of cashew nut shells.
2) Influence of moisture content of cashew nut shells on the extraction of oil
by screw press method.
3) Influence of size of cashew nut shells on the extraction of oil at optimum
moisture content.
4) Influence of preconditioning treatments on the extraction of oil for
different sizes of cashew nut shells.
5) Oil Yield and quality of extracted CNSL by screw press and hot oil bath
methods.

xxxv
CHAPTER II
REVIEW OF LITERATURE
This chapter deals with the reviews on various aspects of cashew, cashew
nut processing, application of cashew nut shells (CNS), properties of CNS, oil
extraction methods, factors affecting the process of extraction, and uses of CNSL
and its application.
2.1. Cashew nut
Cashew (Anacardium occidentale) (Fig. 2.1) belongs to the family of
Anacardiaceae. It is also known as Casa, Maranon, Merey (Spanish), Noix
d'anacarde, Pomme de caju (French), Caju (Portuguese), Kaju (Hindi).
(Balasubramanian, 2001; Swain et al., 2007).
Fig. 2.1 Cashew fruits on the tree
Das and Ganesh (2003) reported that Cashew is essentially a tropical crop,
grows best in the warm, moist and typically tropical climate. It can be grown from
about 250 South of the equator to 25
0 North (Ohler, 1979). It requires a good
drainage, friable soils, low elevation (up to 1000 m or 3300 ft), and rainfall of about
1000-2000 mm (40-80 in) per year. The propagation of cashew is often done by
seed. The cashew nut tree consists of the cashew nut fruit, the apple (Fig. 2.2), leaf
and bark. The fruit has several components including an outer shell, inner shell and
the kernel. The thickness of cashew nut shell is about 1/8th
in (0.3 cm). The soft
xxxvi
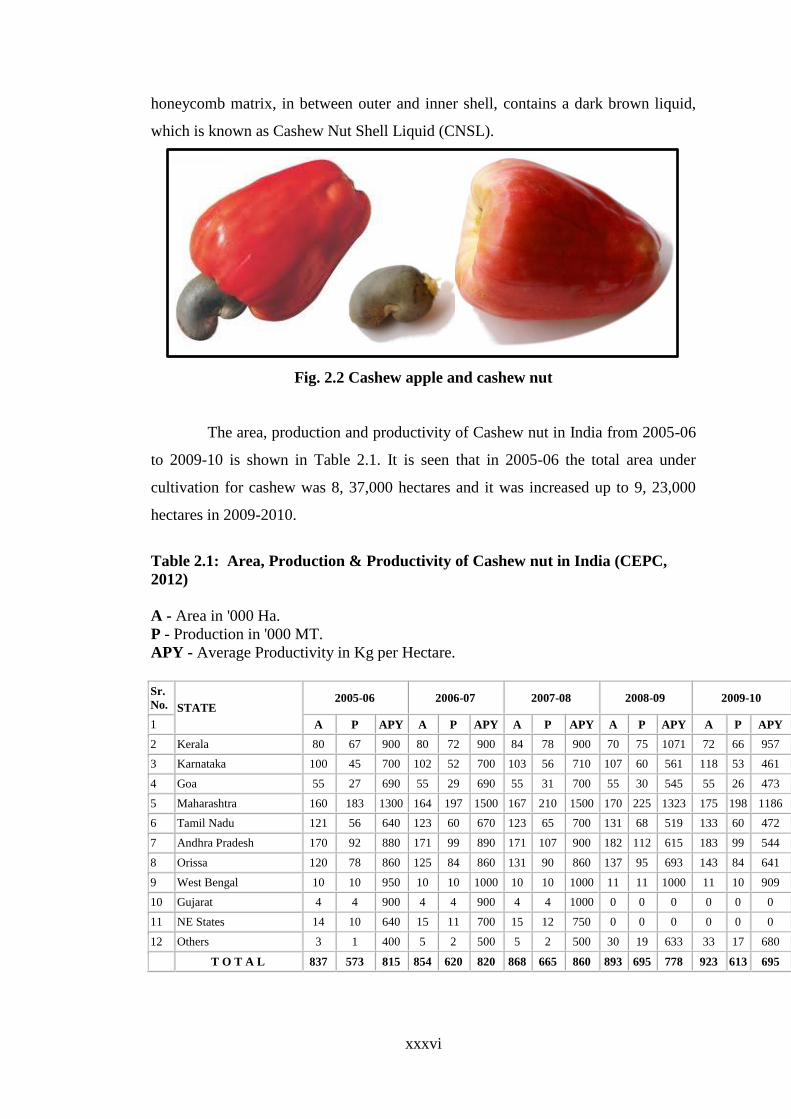
honeycomb matrix, in between outer and inner shell, contains a dark brown liquid,
which is known as Cashew Nut Shell Liquid (CNSL).
Fig. 2.2 Cashew apple and cashew nut
The area, production and productivity of Cashew nut in India from 2005-06
to 2009-10 is shown in Table 2.1. It is seen that in 2005-06 the total area under
cultivation for cashew was 8, 37,000 hectares and it was increased up to 9, 23,000
hectares in 2009-2010.
Table 2.1: Area, Production & Productivity of Cashew nut in India (CEPC,
2012)
A - Area in '000 Ha.
P - Production in '000 MT.
APY - Average Productivity in Kg per Hectare.
Sr.
No. STATE 2005-06 2006-07 2007-08 2008-09 2009-10
1 A P APY A P APY A P APY A P APY A P APY
2 Kerala 80 67 900 80 72 900 84 78 900 70 75 1071 72 66 957
3 Karnataka 100 45 700 102 52 700 103 56 710 107 60 561 118 53 461
4 Goa 55 27 690 55 29 690 55 31 700 55 30 545 55 26 473
5 Maharashtra 160 183 1300 164 197 1500 167 210 1500 170 225 1323 175 198 1186
6 Tamil Nadu 121 56 640 123 60 670 123 65 700 131 68 519 133 60 472
7 Andhra Pradesh 170 92 880 171 99 890 171 107 900 182 112 615 183 99 544
8 Orissa 120 78 860 125 84 860 131 90 860 137 95 693 143 84 641
9 West Bengal 10 10 950 10 10 1000 10 10 1000 11 11 1000 11 10 909
10 Gujarat 4 4 900 4 4 900 4 4 1000 0 0 0 0 0 0
11 NE States 14 10 640 15 11 700 15 12 750 0 0 0 0 0 0
12 Others 3 1 400 5 2 500 5 2 500 30 19 633 33 17 680
T O T A L 837 573 815 854 620 820 868 665 860 893 695 778 923 613 695
xxxvii
The statistics on area, production, and productivity of cashew in different
states of the country reveals from the Table 2.1 that the state of Maharashtra ranks
first in the production and productivity The area under cashew in Maharashtra is
about 1.75 lakh hectares and the production is 1.98 lakh MT. The productivity of
cashew in Maharashtra is 1186 kg/ha compared to average value of 695 kg/ha for the
Country (CEPC, 2012).
In Konkan region, till 1970; 8000 hectares area was covered mostly with
non-descript seedling type of cashew with the productivity of about 0.5 kg/tree. The
major problems were the unavailability of suitable improved varieties and method
for rapid multiplication. The research was concentrated on cashew for various
aspects after the existence of DrBSKKV; Dapoli in 1972.University has released the
following eight high yielding varieties of cashew for cultivation in the Konkan
region of Maharashtra. These are Vengurla1, Vengurla 2, Vengurla 3, Vengurla 4,
Vengurla 5, Vengurla 6, Vengurla 7 and Vengurla 8.It creates an opportunity to form
a network of cashew processing industries in Konkan region. About 100 large
processing units (capacity 100 t/year) and 14,392 small units (capacity 20 t/year) will
be required to process the 4.66 lakh t cashew in 2015.From the whole raw material,
1.17 lakh cashew kernels will be available which will help to generate 1.165 lakh
manpower per year. Apart from cashewnut, around 20 lakh MT cashew apple will be
available in 2015 for processing (Haldankar et al., 2007).
Dalvi (1992) reported that industrially, cashew crop facilitates running more
than 1132 processing unit in the country providing employment for nearly 5 lakh
families in the industrial sector. Over 95 per cent of unit workers are women from
the low-income group belonging to socially and economically backward
communities. Thus, apart from its economic significance, the cashew unit has the
potential to play a leading role in the social and financial upliftment of rural poor.
Many low cost local processing unit are being setup to process raw cashew. Around
450 such small units have been setup in Sindhudurg district alone.
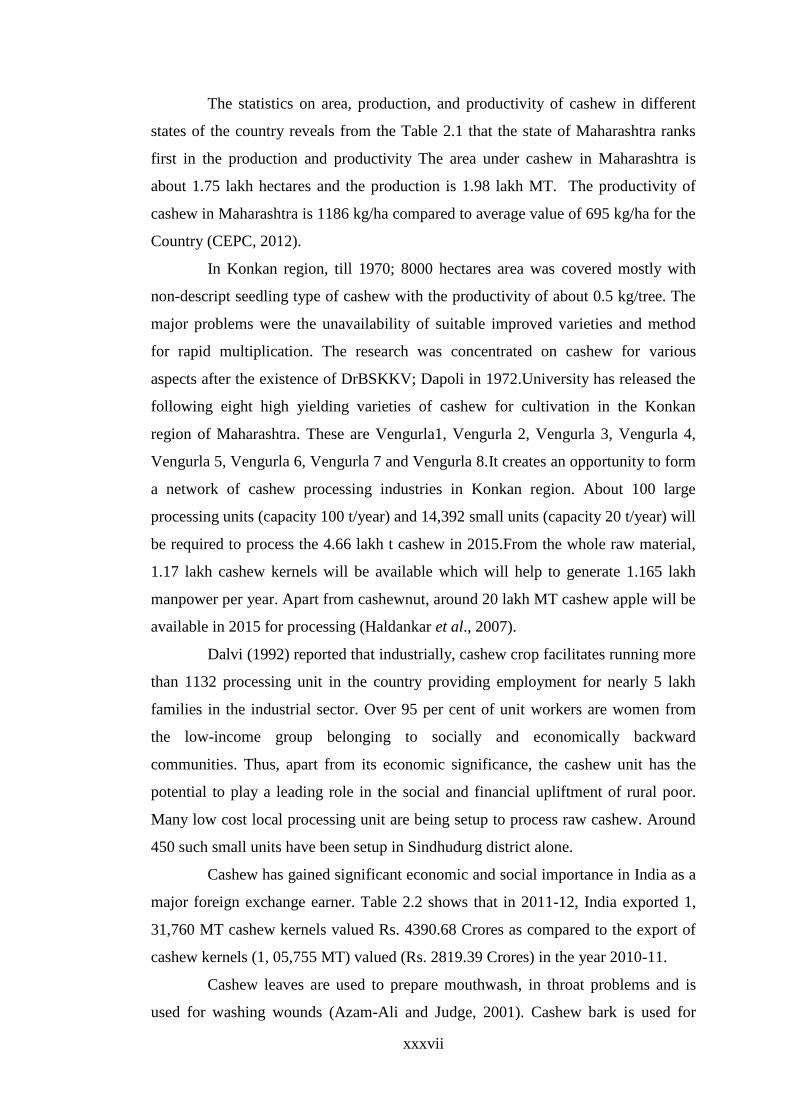
Cashew has gained significant economic and social importance in India as a
major foreign exchange earner. Table 2.2 shows that in 2011-12, India exported 1,
31,760 MT cashew kernels valued Rs. 4390.68 Crores as compared to the export of
cashew kernels (1, 05,755 MT) valued (Rs. 2819.39 Crores) in the year 2010-11.
Cashew leaves are used to prepare mouthwash, in throat problems and is
used for washing wounds (Azam-Ali and Judge, 2001). Cashew bark is used for

xxxviii
medical purposes to treat diabetes, eczema, psoriasis, hypertension, diarrhea,
venereal diseases and gargle for mouth ulcers (David, 1999). Cashew apple is a bell-
shaped pseudocarp which holds the nut below it. It is juicy, sweet, pungent and high
in vitamins A and C. The cashew apple has more vitamin C than guavas, mangoes
and oranges. However, it is quite perishable and only used locally unless preserved.
It can be preserved in syrup, candied, sun-dried, stewed, and made into jams,
chutneys, vinegar, pickles, and juices (David, 1999).
Azam-Ali and Judge (2001) reported that Cashew is a multi-purpose tree.
Many parts of the tree can be used as cashew bark; cashew leaves, cashew apple,
cashew nut shell liquid, and cashew kernel. Cashew kernel is used for diets. The
vegetable proteins contained in cashew kernels stand at par with milk, eggs and
meat. A cashew kernel contains 47% fat, 82% of this fat is unsaturated fatty acids.
Mostly of the fatty acids in cashew kernel are oleic acid (73.8%) and linoleic acid
(7.7%). These unsaturated fatty acids help in lowering blood's cholesterol level.
Menon et al., (1985) reported that once removed from the kernel, cashew
nut shell is subjected to extraction of cashew nut shell liquid (CNSL). It is caustic
and causes blisters on the skin upon contact. CNSL plays an important role in
industrial and medical fields. In industry, it is mainly used in the preparation of
synthetic resins. It is used in brake lining of motor vehicles, for manufacturing heat
and waterproof paints, corrosion-resistant varnishes, insulating enamels and different
types of surface coatings.
David, (1999) reported that in pharmaceutical industry, CNSL has been
successfully applied to warts, ringworms, and even elephantiasis, and has been used
in beauty culture to remove the skin of the face in order to grow a new one.
Table 2.2 Export of cashew kernels from India during 2010-2011 to 2011-2012
(CEPC, 2012)
Sr.
No.
Countries 2010-2011 2011-2012
QTY VALUE QTY VALUE
xxxix
(MT) (Rs. Cr.) (MT) (Rs. Cr.)
1 U.S.A 35236 911.31 47611 1470.47
2 U.A.E 12295 393.31 14173 606.11
3 Netherlands 11178 289.02 11517 365.57
4 Japan 5944 159.16 7054 237.45
5 Saudi Arabia 3386 107.53 5136 207.01
6 U.K 2798 71.76 3717 109.45
7 France 3623 90.12 3461 109.10
8 Spain 2634 69.14 3397 111.45
9 Germany 1739 41.54 2813 90.39
10 Belgium 2986 72.47 2463 85.25
11 Singapore 1692 41.31 1892 57.51
12 Italy 1194 29.11 1771 55.76
13 Greece 1311 35.36 1496 50.91
14 Thailand 733 21.57 1477 46.93
15 Australia 1356 32.70 1408 44.98
16 Russia 484 13.53 1378 40.88
17 Canada 678 16.53 1226 35.88
18 Kuwait 1001 31.19 1147 50.26
19 Egypt 1184 37.72 1137 50.60
20 Algeria 221 6.33 1055 42.15
21 Turkey 1346 36.56 1051 28.84
22 Korea Rep. 717 20.25 992 34.92
23 Jordan 1093 31.07 867 36.71
24 Norway 727 19.09 844 26.04
25 Syrian Arab Rep 850 25.87 822 33.84
26 HongKong 530 15.14 823 26.07
27 Others 8819 220.71 11032 336.16
Total 105755 2819.39 131760 4390.68
Source : DGCI&S, Kolkatta
2.2 Cashew processing
Azam-Ali and Judge (2001) described the Cashew processing as a very
competitive but also a potentially lucrative activity that can and should be exploited
by more small-scale processors. There are several good reasons why small-scale
xl
producers and processors should get involved in cashew processing, including the
following: (i) cashew kernels are a high value luxury commodity with sales growing
steadily at an annual rate of seven percent, with every expectation that the market
will remain strong, and (ii) there is substantial potential to exploit cashew by-
products, such as cashew butter, from broken nuts, CNSL for industrial and
medicinal purposes and the juice of the cashew apple that can be processed further
strong.
Anonymous (2009a) reported that traditionally, extraction of the kernel
from the shell of the cashew nut has been a manual operation. The nut is roasted
which makes the shell brittle and loosens the kernel from the inside of the shell. By
soaking the nuts in water, the moisture content of the kernel is raised, reducing the
risk of it being scorched during roasting and making it more flexible so it is less
likely to crack. The CNSL is released when the nuts are roasted. Its value makes
collection in sufficient quantities economically advantageous. However, for very
small-scale processors, this stage is unlikely to take place due to the high cost of the
special roasting equipment required for the CNSL collection. If the nuts are being
manually shelled, gloves need to be used or alternatively, the nuts should be tumbled
in sawdust or ashes to absorb the liquid coating which has a harmful effect on the
skin. The shell can be cracked either manually, using a hammer, or
mechanically. Manually operated blade openers are relatively inexpensive; however
the more successful mechanical methods depend on the nuts having passed through
the ‘hot oil’ CNSL extraction operation. Care must be taken not to break or split the
kernel at this or subsequent stages as whole kernels are more valuable than broken
ones. Once the kernel is removed from the shell, it is dried, the testa is peeled off
and the kernel is graded.
Nagaraja and Balasubramanian, (2007) reported that Cashew processing in
India started as a small cottage industry and has been developed into a highly
organized labor-intensive industry. About 1800 processing factories established in
the country, constitute processing sector in our country employing more than six
lakh personnel.
Subbarao et al (2011) studied the effect of steaming on processing of cashew
nuts. The raw cashew nuts werwe steamed in boiler. The cooking time was varied
depending upon the conditions of cashew nut and atmospheric conditions. Work was
done to study the effect of period of steaming and drying temperature on chemical
xli
composition of cashew nut. The authors considered steaming time of 20, 30 and
40min and temperatures of 50, 60 and 700C and reported that cashew nuts processed
by steam boiling at 40 minutes and drying temperature of 700C recorded best quality
as it reduced the residual CNSL and moisture content of the kernel. The steam
expanded the shell, softened the nuts due to penetration of steam into the shell. After
steaming, the nuts were air-cured by spreading out on the floor in the shade. These
ultimately hardened the shell and made it fit enough for de-shelling. The cut shells of
steam roasting process yielded quality CNSL.
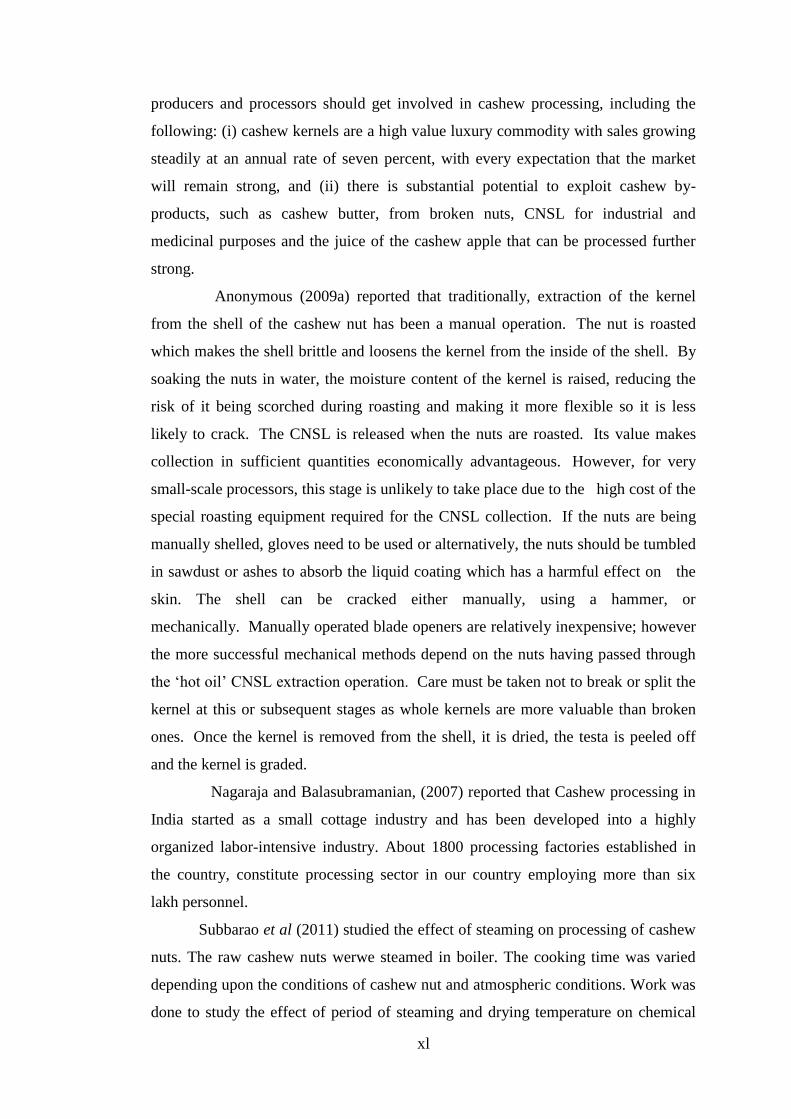
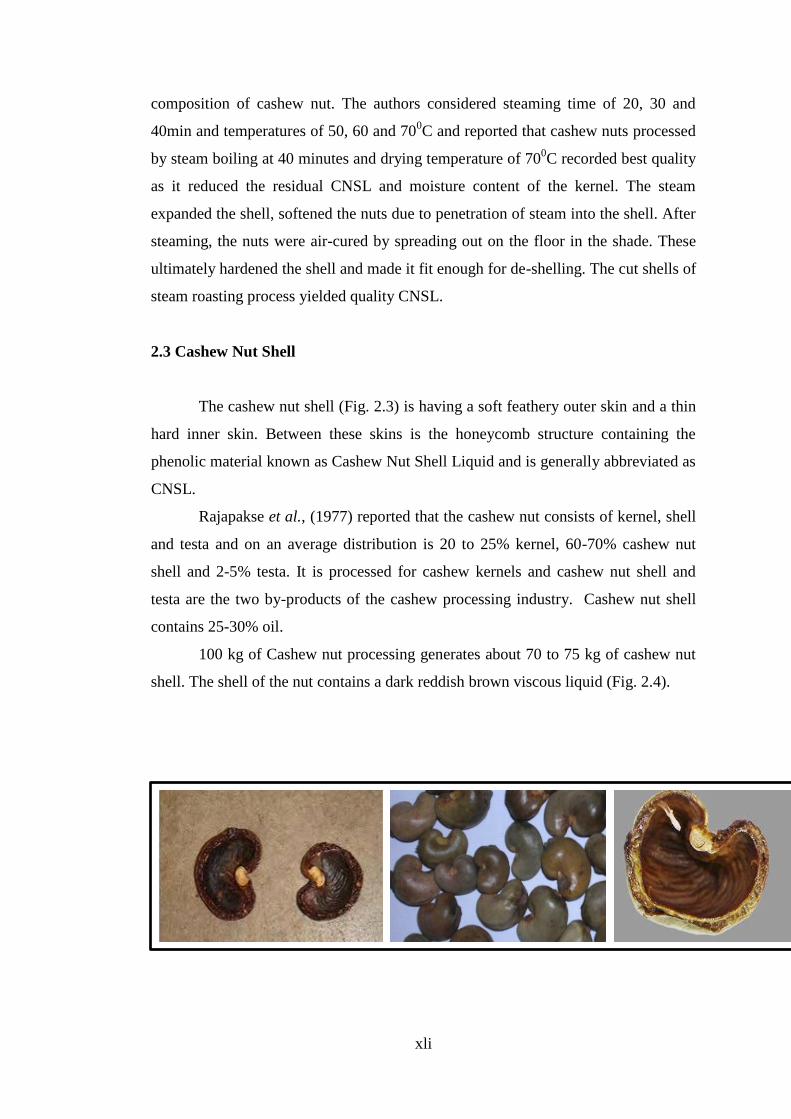
2.3 Cashew Nut Shell
The cashew nut shell (Fig. 2.3) is having a soft feathery outer skin and a thin
hard inner skin. Between these skins is the honeycomb structure containing the
phenolic material known as Cashew Nut Shell Liquid and is generally abbreviated as
CNSL.
Rajapakse et al., (1977) reported that the cashew nut consists of kernel, shell
and testa and on an average distribution is 20 to 25% kernel, 60-70% cashew nut
shell and 2-5% testa. It is processed for cashew kernels and cashew nut shell and
testa are the two by-products of the cashew processing industry. Cashew nut shell
contains 25-30% oil.
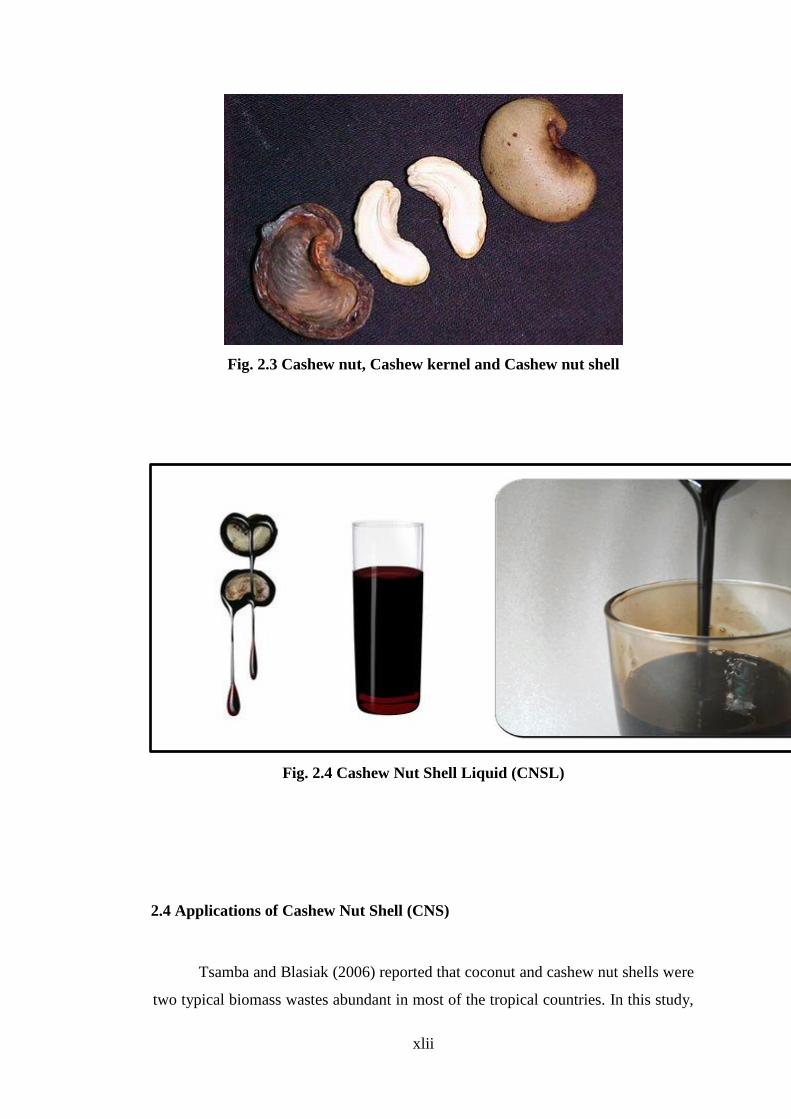
100 kg of Cashew nut processing generates about 70 to 75 kg of cashew nut
shell. The shell of the nut contains a dark reddish brown viscous liquid (Fig. 2.4).
xlii
Fig. 2.3 Cashew nut, Cashew kernel and Cashew nut shell
Fig. 2.4 Cashew Nut Shell Liquid (CNSL)
2.4 Applications of Cashew Nut Shell (CNS)
Tsamba and Blasiak (2006) reported that coconut and cashew nut shells were
two typical biomass wastes abundant in most of the tropical countries. In this study,
xliii
both biomasses were thermally degraded through thermogravimetry and their
characteristics such as devolatilisation profiles and kinetics were analyzed, from 250
to 9000C, in an inert atmosphere, at two different heating rates, and compared with
wood pellets. The results showed that their pyrolysis profiles were different from
that of the commonly studied woody biomass. At 10 and 200C/min the activation
energy varied from about 130 to 174 and 180 to 216 kJ/mol, for cashew and coconut
shells, respectively.
Ramanan et al. (2008) reported that CNS, a waste product obtained during
deshelling of cashew kernels, had in the past been deemed unfit as a fuel for
gasification owing to its high occluded oil content. The oil, a source of natural
phenol, oozed upon gasification, thereby clogging the gasifier throat, downstream
equipment and associated utilities with oil, resulting in ineffective gasification and
premature failure of utilities due to its corrosive characteristics. To overcome this
drawback, the cashew shells were de-oiled by charring in closed chambers and were
subsequently gasified in an auto thermal downdraft gasifier. The oil present in
cashew nut shell was reported to be 15-20 per cent by weight of the unshelled nut in
Africa, 25-30 per cent by weight in India and 25 per cent overall.
Tangjuank et al. (2009) reported that Cashew Nut Shells (CNS) were
converted into activated carbon powders using KOH activation plus CO2 gasification
at 1027 0K. The increase both of impregnation ratio and activation time showed that
there was swiftly the development of mesoporous structure with increase of
mesopore volume ratio from 20-28 per cent and 27-45 per cent for activated carbon
with ratio of KOH per char equal to 1 and 4, respectively.
Mohod et al. (2010) reported that, at present cashew industries are facing
problem of interrupted power supply, which affect the economical growth of the
sector. The cashew industries in India employ different unit operations for
processing depending on variety of raw material, location, technological
mechanization and availability of secured energy supply. Large disparities in energy
intensity for similar process in the cashew processing reveal the scope for energy
conservation possible in the order of 30-48 per cent. The characterization of cashew
shell waste available in the processing industry revealed the scope for thermal
gasification of shell for heat generation.
Sanger et al. (2011) utilized the Cashew nut shell (CNS) for carbonization in
developed prototype kiln. Prototype kiln was evaluated with direct and indirect

xliv
methods and characteristics of CNS and CNS char were determined by proximate
and ultimate analysis. The maximum CNS temperatures obtained inside the kiln
during direct and indirect method were recorded as 452.20C and 458.8
0C
respectively. Maximum oil percentage, charcoal percentage and ash percentage in
direct method were observed as 21.1 per cent, 21.04 per cent and 3.34 per cent
respectively whereas 23.8 per cent, 18.3 per cent and 1.27 per cent in indirect
method respectively. Hydrogen content in CNS was found about 6 to 7 per cent and
nitrogen content in CNS was found about 0.70 to 0.75 per cent. Oxygen content in
CNS was observed about 29 to 31 percent. Carbon, hydrogen and nitrogen content of
the CNS char were observed in the range of 73 to 76 per cent, 4 to 5 per cent and 1 to
2 per cent respectively. It was found that nitrogen content has increased in CNS char
after the carbonization of CNS. Oxygen content in the CNS char gets reduced to 13
to 14 percent, which was comparatively very less than CNS. It was observed that
indirect method is more suitable for carbonization than direct method for obtaining
higher calorific value char and maximum fixed carbon percentage as found in
cashew nut shell char as 60 per cent.
2.5 Properties of Cashew Nut Shell (CNS)
Sreenarayan et al. (1988) reported experiments for the determination of
various engineering properties of co-1 variety of soybean. The hardness and angle of
repose at 7.5 % (wb) moisture content were found to be 8.1 kg and 25.500
respectively. The maximum value of static coefficient of friction was found to be
with plywood surface and the minimum value with glass surface among the various
surfaces tested. The porosity, bulk and true densities were found to be decreased
with the increase of moisture content. With the increase of moisture content, the
thermal conductivity increased.
Olaoye (2000) studied some of the physical properties of castor nut, namely:
shape, size, surface area, angle of repose, static coefficient of friction and the
behavior of the nut under compressive loading. The results of the investigation show
that the frequency distribution of the size, shape and contact area for nuts of each
variety follows a normal distribution curve. The angle of repose of the nut ranges
between 25 and 29.3. Castor nut Evahura had the highest value of angle of repose.
xlv
The hardness values for the nuts were 23.6, 25.6 and 70.9 kN/m2 for castor nut Ojji,
Evahura and Asbowu varieties, respectively. The coefficient of sliding friction for
each variety of nuts showed varying values on different structural surfaces.
Balsubramanian (2001) studied the physical properties of raw cashew nut as
a function of moisture content. The average dimensions of three principal axes viz.,
length, width, thickness, mass ratio, equivalent diameter and sphericity were
measured at a moisture content of 8.46 % (db). The 100-nut mass, porosity, bulk
density, true density and coefficient of friction were determined for moisture content
ranged from 3.15 to 20.05 % (db). It was found that the 100 nut mass and true
density of raw cashew nuts increased with increased moisture content. The porosity
and bulk density decreased linearly as the moisture content increased. The
coefficient of friction on various surfaces increased with increase in moisture
content.
Yang et al., (2002) reported that thermal conductivity, specific heat capacity
and thermal diffusivity of borage (Borago officinalis) seeds were determined by at
temperatures ranging from 6 to 200C and moisture contents from 1.2 to 30.3 % (wb).
The thermal conductivity was measured by the transient technique using a line heat
source. The maximum slope method was used to analyze the line source heating data
for thermal conductivity determination. The specific heat capacity was measured by
different scanning calorimetry and ranged from 0.77 to 1.99 kJ/ kg0K. The thermal
conductivity of borage seeds ranged from 0.11 to 0.28 W/m0K and increased with
moisture content in the range of 1.2–30.3 % (wb). The thermal diffusivity ranged
from 2.32 x 10-7
to 3.18 x 10-7
m2 /s. Bulk density of borage seeds followed a
parabolic relationship with moisture content.
Iguaz et al., (2003) observed that specific heat capacity of rough rice
increased with the increase in moisture content and temperature. Specific heat
capacity ranged from 1.1502 to 2.1464 kJ/kg 0C. Specific heat mean value at 20
0C
for the whole range of moisture content studied was 1.6919 kJ/kg 0C. For
temperature from 3 to 41 0C the specific heat of rough rice determined by DSC
ranged from 1.1502 to 2.1464 kJ/kg 0C at moisture contents from 5.45 to 24.4 % (db)
while bulk thermal conductivity ranged from 0.0758 to 0.1472 W/m0C at moisture
contents from 8.25 to 25.80 % (db). Thermal conductivity of rough rice is observed
to increase with both moisture content and temperature.
xlvi
Subramanian and Viswanathan (2003) determined the various thermal
properties, viz., specific heat, thermal conductivity and thermal diffusivity for both
the grains and flours of foxtail millet (Sestaria italia), little millet (Panicum miliare),
poroso millet (Panicum miliaceum), kodo millet (Paspalum sorobiculatum), finger
millet (Eleusine coracana) and barnyard millet (Echinochola colona) in the moisture
content range of 10–30 %. Specific heat was determined using the method of
mixtures and the transient heat flow method, and a thermal diffusivity probe was
used for the determination of thermal conductivity and thermal diffusivity of the
millets and their flours. An increase in specific heat was observed in the range of
1.33–2.40 kJ/kg0K for both grains and flours, with an increase in moisture content.
The thermal conductivity of the millet grains increased from 0.119–0.223 W/m0K
and the flours increased from 0.026–0.128 W/m0K in the moisture range of 10–30
%. The thermal conductivity of flour was considerably less than that of grains. As
the moisture content increased from 10 to 30 % (wb), thermal diffusivity of millet
grains decreased from 0.731 x 10-3
to 0.55 x 10-3
m2/ h and that of their flours ranged
from 0.820 x 10-3
to 0.592 x 10-3
m2/ h.
Yadav et al. (2005) stated that the thermal conductivity of okra decreased
from 0.32 to 0.038 W/m0k with decrease in moisture content from 88 to 12 % (wb)
and the thermal conductivity of bitter gourd decreased from 0.61 to 0.07 W/m0k with
decrease in moisture content from 89 to 10 % (wb).
Singh et al. (2006) reported that cashew nut shell had bulk density 481.83
kg/m3. Proximate analysis of the cashew nut shell gave moisture content (wet basis)
6.45 %, volatile matter (db) 79.54 %, fixed carbon (db) 18.93 % and ash (db) 1.53
%.
Ogunsina and Bamgboye (2007) stated that knowledge of the physical
properties of cashew nuts were necessary in the design of its shelling machine. The
physical properties of raw and pretreated cashew nuts were determined using
standard methods. The pre-shelling treatment showed significant difference in length
and width of cashew nut, and no significant difference was observed for thickness,
aspect ratio and sphericity index. The treatment showed significant difference in true
and bulk densities but showed no difference in the porosity of the nuts. The moisture
content of raw kernel was significantly different from that of roasted and steam-
boiled- kernels. The average length, width, thickness, sphericity, aspect ratio and
porosity of raw cashew nut was 30.3 mm, 23.4 mm, 17.7 mm, 77.26 %, 77.38 % and
xlvii
43.59 % respectively. The same properties for roasted cashew nut were 29.4 mm,
22.1 mm, 16.8 mm, 75.45 %, 75.33 % and 54 %, respectively.
Polat et al. (2007) studied some mechanical and physical properties of
pistachio nut and its kernel (Pistacia vera L.). Physical and mechanical properties of
pistachio nut and its kernel such as dimensions, weight, thickness, geometric mean
diameter, sphericity, bulk density, porosity, projected area, fruit mass, terminal
velocity and static coefficient of friction were evaluated as functions of moisture
content. Some physical properties of pistachio nut and its kernel such as average
length, width, thickness, the geometric mean diameter, unit mass, projected area;
sphericity, porosity, true density; bulk density and terminal velocity were evaluated
as functions of moisture content. At a moisture content of 7.1 % (wb) these values
for pistachio nut fruit were found as 19.6, 10.1, 11.3, 13.0 mm, 1.24 g, 132.6 mm2,
82 %, 64 %, 1109.8 kg/m3, 488.2 kg/m
3 and 5.81 m/s, respectively. The
corresponding values for pistachio nut kernel were 15.7, 7.3, 7.9, 9.6 mm, 0.56 g,
47.7 mm2, 81 %, 38 %, 1076.2 kg/m
3, 508.5 kg/m
3 and 6.26 m/s, respectively. The
static coefficient of friction of pistachio nut and its kernel was highest for rubber and
least for galvanized metal at the two different moisture contents.
Isik and Nazmi (2007) determined the physical and mechanical properties of
dent corn seeds as a function of moisture content in the range of 11.14-24.07% dry
basis (d.b.). The average length, width and thickness were 10.890, 8.173 and 4.466
mm, at a moisture content of 11.14% d.b., respectively. In the above moisture range,
the arithmetic and geometric mean diameters and sphericity increased from 7.843-
8.448 mm, from 7.352-7.943 mm and from 0.675-0.689, respectively, in the
moisture range from 11.14-24.07% d.b. Studies on rewetted dent corn seeds showed
that the thousand seed mass increased from 430-542 g, the projected area from
54.46-68.90 mm2, the true density from 995.09-1100.10 kg m
-3, the porosity from
29.60-44.51% and the terminal velocity from 6.20-7.50 m sec-1
. The bulk density
decreased from 700.50-610.50 kg m-3
with an increase in the moisture content range
of 11.14-24.07% d.b. The static coefficient of friction of dent corn seeds increased
the logarithmic against surfaces of six structural materials, namely, rubber (0.42-
0.51), aluminum (0.41-0.49), stainless steel (0.31-0.36), galvanized iron (0.31-0.39),
glass (0.27-0.33) and MDF (medium density fiberboard) (0.28-0.35) as the moisture
content increased from 11.14-24.07% d.b. The shelling resistance of dent corn seeds
decreased as the moisture content increased from 116.13-80.44 N.
xlviii
Aware et al. (2007) determined the physical and mechanical properties of
raw cashew nuts. The values of bulk density and true density for varieties Vengurla-
1 (V1),
Vengurla-4 (V4), Vengurla-6 (V6) and Vengurla-7 (V7) were 540.22 kg/m3 and
1116.14 kg/m3, 594.81 kg/m
3 and 1012.5 kg/m
3, 605.5 kg/m
3 and 995.63 kg/m
3 and
590.03 kg/m3 and 946.15 kg/m
3 respectively. The porosity observed was 0.52, 0.41,
0.39 and 0.38 respectively for variety V1, V4, V6 and V7. The values of coefficient of
friction for the four varieties were 0.57, 0.45, 0.56 and 0.46 respectively. The
observed values of angle of repose for the four varieties were 29.850, 25.57
0, 24.02
0
and 25.40 respectively.
Ramanan et al. (2008) reported that CNS had moisture 10.43 %; volatile
matter 69.31 %, fixed carbon 19.26 % and ash content 1 % (wt. per cent on an as-
received basis). Also charred CNS had moisture 7 %, volatile matter 28 %, fixed
carbon 59 % and ash content 6 % (wt. per cent on an as-received basis).
Chickpea split of variety PBG-1 was evaluated by Ghadge et al. (2008) for
their basic physical properties that are often required in order to design production
processes, equipment and evaluation of the effect of processing on nutrients, at a
moisture content of 12.97 ± 0.30% (dry basis). The average split length, width and
thickness dimensions were 6.25, 5.31 and 2.91 mm, respectively. The geometric
mean diameter, unit mass, sphericity and true density were 4.58 mm, 0.067 g,
73.46% and 1.202 g/ml respectively. However, static coefficient of friction varied on
three different surfaces from 0.30 on galvanized steel sheet, 0.43 on Plywood to 0.45
on glass with splits perpendicular to direction of motion, while the angle of repose
was 31.86°.
Davies (2009) determined some physical properties of groundnut grains. The
sphericity, aspect ratio, surface area and porosity were 0.69, 0.56, 120.82 mm2, 0.364
respectively. Static coefficient of friction for glass, plywood, galvanized steel and
concrete structural surfaces were 0.11, 0.13, 0.14 and 0.16, respectively and angle of
repose 280.
Abdullah et al. (2010) determined some physical properties of nutmeg
(Myristica fragrans) seeds at moisture content of 81.85% wet basis. The mean
length, width and thickness of the seeds were 23.09, 21.20 and 18.64 mm,
respectively. The average value for geometric mean diameter, sphericity, mass,
surface area, volume, true density, bulk density and porosity were 20.88 mm, 0.9045,

xlix
5.270 g, 1388.85 mm2, 5860.00 mm
3, 1199.18 kg/m
3, 686.60 kg/m
3 and 0.4183,
respectively. The coefficient of static friction on four types of structural surface was
found to be ranging from 0.206 (galvanized steel sheet) to 0.376 (rubber).
Aremu and Fadele (2010) determined the specific heat, thermal
conductivity and thermal diffusivity of doum palm fruit as a function of moisture
content, which varies from 24.05 to 67.59 %. The specific heat and thermal
conductivity were found to have a range of 1496.46 – 2966.67 J/kg 0K and 0.1671 -
0.3338 W/m 0K respectively. Their values increased linearly with increasing
moisture content values at 0.05 level of significance. Specific heat and thermal
conductivity were found to be moisture dependent. A non-linear relationship was
established between thermal diffusivity and moisture content in the above moisture
range, within the temperature range of 334 – 337 0K.
Ucer et al. (2010) evaluated the physical properties of red pepper seed as a
function of moisture content. The average length, width and thickness were 4.46,
3.66 and 0.79 mm, respectively, at 7.27 % (db) moisture content. In the moisture
range of 7.27 to 20.69 % (db), studies on rewetted red pepper seed showed that the
thousand seed mass increased from 7.97 to 8.89 g, the projected area increased from
8.40 to 9.09 mm2, the sphericity increased from 0.525 to 0.555 and the terminal
velocity also increased from 4.36 to 4.51 m/ s. The static coefficient of friction of red
pepper seed increased linearly against surfaces of four structural materials, namely,
rubber (0.394 to 0.477), aluminum (0.255 to 0.382), stainless steel (0.298 to 0.416)
and galvanized iron (0.319 to 0.395) as the moisture content increased from 7.27 to
20.69 % (db). The bulk density decreased from 402.1 to 360.0 kg/ m3, the true
density from 795.2 to 746.3 kg/ m3 and the porosity increased from 49.43 to 51.76
%, respectively, with an increase in moisture content from 7.27 to 20.69 % (db).
Fos'hat et al. (2011) determined a number of physical, mechanical and
aerodynamic attributes of acorn nuts grown in Iran at a moisture content of 5.84%
dry basis (d.b). The mean of major diameter, intermediate diameter, minor diameter
and geometric mean diameter were 31.27, 18.20, 16.64 and 21.89mm, respectively.
Mean values for sphericity and surface area were 68.29% and 1462.73 mm2,
respectively. The true density, bulk density and porosity were 1028.33 kgm-3
, 512.62
kgm-3
and 49.84%, respectively. Cracking forces with loading on the lateral axis,
vertical axis and thickness of the nuts were determined to be 367.84, 480.53 and
401.19N, respectively. Static friction coefficient on plywood, galvanized steel sheet

l
and fiberglass were 0.38, 0.33 and 0.27, respectively, while the dynamic angle of
repose on plywood, galvanized steel sheet and fiberglass were 25.53°, 21.74° and
16.31°, respectively. The terminal velocity for the nut, kernel and hull were 19.52,
16.80 and 4.07 ms-1
, respectively. These findings provide useful data for the suitable
design and development of crop-processing machines such as sorting, grading,
grinding, drying and extraction equipments.
2.6 Cashew nut shell liquid
Cashew nut shell liquid (CNSL) is a by-product of cashew industry. It is
obtained either by extraction in hot oil (or in solvents) or by mechanical expulsion
from the shells. CNSL appears as a reddish brown viscous liquid in the soft
honeycomb structure of the shell of cashew kernel.
Ohler (1979) reported that fresh CNSL contains anacardic acid of about 90%
by weight. Anacardic acid is a derivative of salicylic acid, which readily
decarboxylates upon heating and converts to obtain anacardol or cardanol. Cardanol
is the component that is responsible for the aforementioned applications of CNSL.
The remaining 10% of CNSL consists of cardol, a resorcinol derivative having a
long unsaturated hydrocarbon chain.
Das and Ganesh, (2003) reported that that CNSL takes a significant
proportion of about 15–20% by weight of the unshelled nut in Africa, 25– 30% by
weight in India. About 30–35% CNSL is present in the shell where the shells amount
to approximately 67% of the nut. The world availability of CNSL is approximately
50 kiloton per annum.
CEPC, (2012) reported that India is the large producer and processor of
Cashew nut shell in the world and therefore, has special advantages with regard to
the CNSL industry. CNSL has a great demand in the International market. The
CNSL is exported from India to various countries and a substantial amount of
foreign exchange is earned by this business. As shown in the Table 2.3, India
exported 13575 tons valued at Rs 59.46 crore of CNSL during 2011-12, as against
12051 tons valued at Rs 33.77 crore during 2010-11. Unit value realization of
exports has also increased to Rs 43.80 per kg from Rs. 28.02.
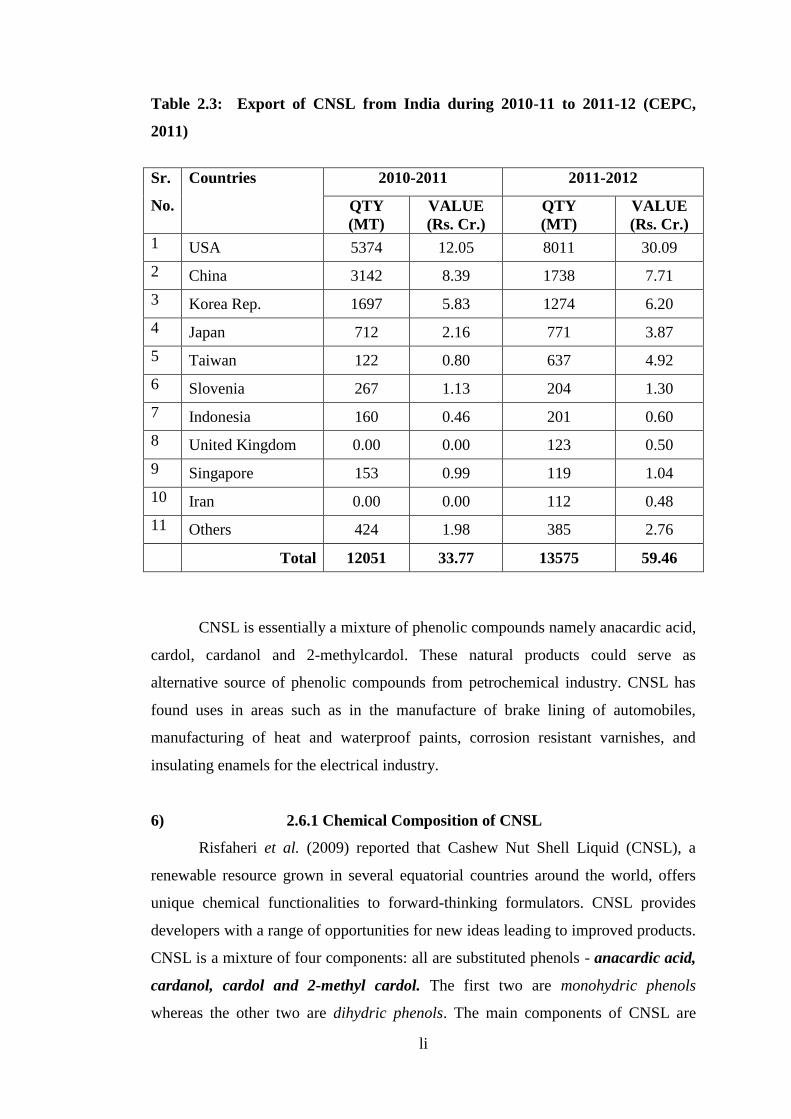
li
Table 2.3: Export of CNSL from India during 2010-11 to 2011-12 (CEPC,
2011)
Sr.
No.
Countries 2010-2011 2011-2012
QTY
(MT)
VALUE
(Rs. Cr.)
QTY
(MT)
VALUE
(Rs. Cr.)
1 USA 5374 12.05 8011 30.09
2 China 3142 8.39 1738 7.71
3 Korea Rep. 1697 5.83 1274 6.20
4 Japan 712 2.16 771 3.87
5 Taiwan 122 0.80 637 4.92
6 Slovenia 267 1.13 204 1.30
7 Indonesia 160 0.46 201 0.60
8 United Kingdom 0.00 0.00 123 0.50
9 Singapore 153 0.99 119 1.04
10 Iran 0.00 0.00 112 0.48
11 Others 424 1.98 385 2.76
Total 12051 33.77 13575 59.46
CNSL is essentially a mixture of phenolic compounds namely anacardic acid,
cardol, cardanol and 2-methylcardol. These natural products could serve as
alternative source of phenolic compounds from petrochemical industry. CNSL has
found uses in areas such as in the manufacture of brake lining of automobiles,
manufacturing of heat and waterproof paints, corrosion resistant varnishes, and
insulating enamels for the electrical industry.
6) 2.6.1 Chemical Composition of CNSL
Risfaheri et al. (2009) reported that Cashew Nut Shell Liquid (CNSL), a
renewable resource grown in several equatorial countries around the world, offers
unique chemical functionalities to forward-thinking formulators. CNSL provides
developers with a range of opportunities for new ideas leading to improved products.
CNSL is a mixture of four components: all are substituted phenols - anacardic acid,
cardanol, cardol and 2-methyl cardol. The first two are monohydric phenols
whereas the other two are dihydric phenols. The main components of CNSL are
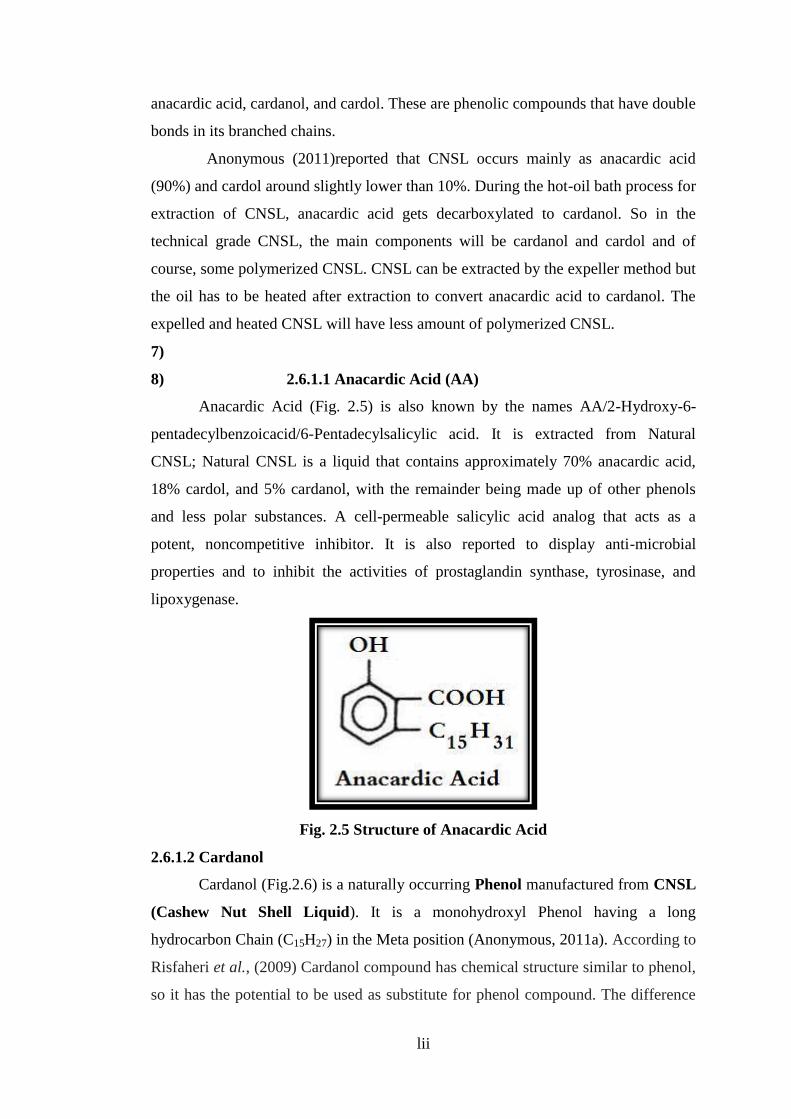
lii
anacardic acid, cardanol, and cardol. These are phenolic compounds that have double
bonds in its branched chains.
Anonymous (2011)reported that CNSL occurs mainly as anacardic acid
(90%) and cardol around slightly lower than 10%. During the hot-oil bath process for
extraction of CNSL, anacardic acid gets decarboxylated to cardanol. So in the
technical grade CNSL, the main components will be cardanol and cardol and of
course, some polymerized CNSL. CNSL can be extracted by the expeller method but
the oil has to be heated after extraction to convert anacardic acid to cardanol. The
expelled and heated CNSL will have less amount of polymerized CNSL.
7)
8) 2.6.1.1 Anacardic Acid (AA)
Anacardic Acid (Fig. 2.5) is also known by the names AA/2-Hydroxy-6-
pentadecylbenzoicacid/6-Pentadecylsalicylic acid. It is extracted from Natural
CNSL; Natural CNSL is a liquid that contains approximately 70% anacardic acid,
18% cardol, and 5% cardanol, with the remainder being made up of other phenols
and less polar substances. A cell-permeable salicylic acid analog that acts as a
potent, noncompetitive inhibitor. It is also reported to display anti-microbial
properties and to inhibit the activities of prostaglandin synthase, tyrosinase, and
lipoxygenase.
Fig. 2.5 Structure of Anacardic Acid
2.6.1.2 Cardanol
Cardanol (Fig.2.6) is a naturally occurring Phenol manufactured from CNSL
(Cashew Nut Shell Liquid). It is a monohydroxyl Phenol having a long
hydrocarbon Chain (C15H27) in the Meta position (Anonymous, 2011a). According to
Risfaheri et al., (2009) Cardanol compound has chemical structure similar to phenol,
so it has the potential to be used as substitute for phenol compound. The difference
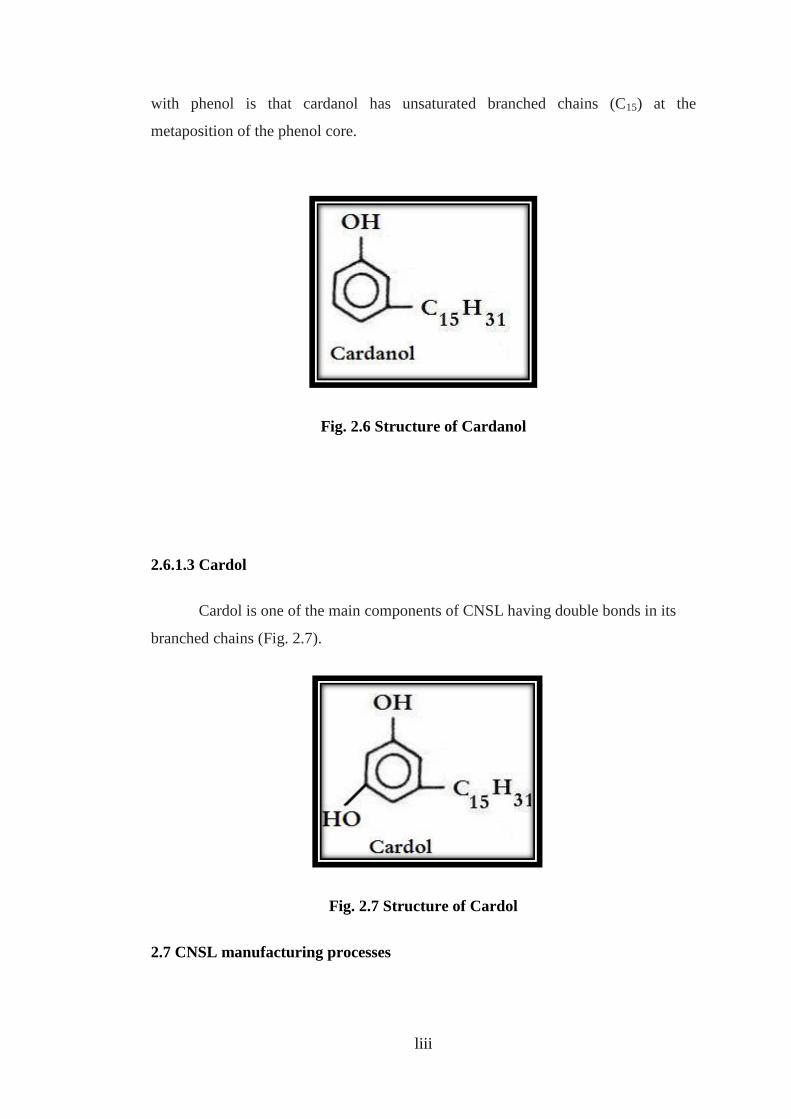
liii
with phenol is that cardanol has unsaturated branched chains (C15) at the
metaposition of the phenol core.
Fig. 2.6 Structure of Cardanol
2.6.1.3 Cardol
Cardol is one of the main components of CNSL having double bonds in its
branched chains (Fig. 2.7).
Fig. 2.7 Structure of Cardol
2.7 CNSL manufacturing processes
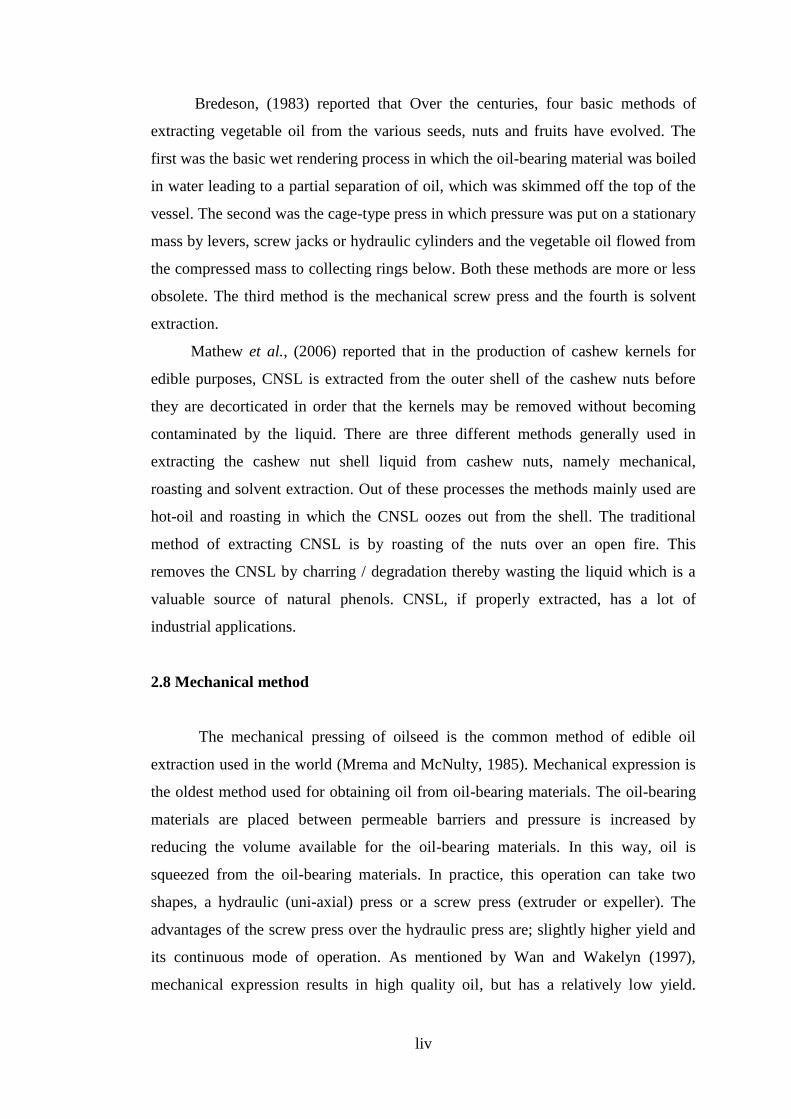
liv
Bredeson, (1983) reported that Over the centuries, four basic methods of
extracting vegetable oil from the various seeds, nuts and fruits have evolved. The
first was the basic wet rendering process in which the oil-bearing material was boiled
in water leading to a partial separation of oil, which was skimmed off the top of the
vessel. The second was the cage-type press in which pressure was put on a stationary
mass by levers, screw jacks or hydraulic cylinders and the vegetable oil flowed from
the compressed mass to collecting rings below. Both these methods are more or less
obsolete. The third method is the mechanical screw press and the fourth is solvent
extraction.
Mathew et al., (2006) reported that in the production of cashew kernels for
edible purposes, CNSL is extracted from the outer shell of the cashew nuts before
they are decorticated in order that the kernels may be removed without becoming
contaminated by the liquid. There are three different methods generally used in
extracting the cashew nut shell liquid from cashew nuts, namely mechanical,
roasting and solvent extraction. Out of these processes the methods mainly used are
hot-oil and roasting in which the CNSL oozes out from the shell. The traditional
method of extracting CNSL is by roasting of the nuts over an open fire. This
removes the CNSL by charring / degradation thereby wasting the liquid which is a
valuable source of natural phenols. CNSL, if properly extracted, has a lot of
industrial applications.
2.8 Mechanical method
The mechanical pressing of oilseed is the common method of edible oil
extraction used in the world (Mrema and McNulty, 1985). Mechanical expression is
the oldest method used for obtaining oil from oil-bearing materials. The oil-bearing
materials are placed between permeable barriers and pressure is increased by
reducing the volume available for the oil-bearing materials. In this way, oil is
squeezed from the oil-bearing materials. In practice, this operation can take two
shapes, a hydraulic (uni-axial) press or a screw press (extruder or expeller). The
advantages of the screw press over the hydraulic press are; slightly higher yield and
its continuous mode of operation. As mentioned by Wan and Wakelyn (1997),
mechanical expression results in high quality oil, but has a relatively low yield.
lv
Generally, it is only used for smaller capacity plant specialty products or as a pre-
press operation in a large-scale solvent extraction plant.
In the case of oil extraction from oil-crops, a number of mechanical devices
are in use in developing countries. Some of these devices are traditional and have
been in use for centuries while others have been introduced in recent years
specifically for use in the small-scale sector of developing economies (Axtell,
1992;Hyman, 2005; Singh and Bargale, 2000). The principle of operation of these
machines include the application of direct hydraulic pressure where the product is
placed under high pressure for a considerable amount of time and the oil allowed to
slowly permeate from the mass of compressed kernels or ground product. Another
popular type, the screw oil expeller, works by compressing the product in a tube. A
screw which is rotates inside the tube forces oil out of the compressed mass to
escape through an enclosing screen that runs parallel to the screw and along the tube-
wall while the spent cake is extruded through the end of the tube.
2.8.1 Extraction by Hydraulic press
Dedio and Dorrell (1977) examined the effects of moisture content, age,
growing location, and genotype of flaxseed on the efficiency of pressure extraction
of oil, when extracted in a Carver press cylinder. Decreasing the seed moisture
content from 7.8% to 2.3% increased the proportion of oil extracted from 31.4% to
49.6%, respectively. Oil was more difficult to extract as the age of the seed
increased. The proportion of the total oil extracted varied from 25.0% to 41.4%
depending upon the location where the seed was grown. The effect of genotype was
less pronounced, ranging from a mean of 46.9% in Redwing to 54.2% in Redwood
65 for samples analyzed at normal storage moisture.
Adeeko and Ajibola, (1990) reported that the hydraulic press is more
common with small and medium scale processors due to relatively lower initial and
operational cost.
Subbarao et al (2011) reported that the raw cashew nut shells can be put in
the hydraulic press on screw pressing and then the pressure can be exerted in order to
release CNSL from shells. He further stated that this method is straightforward and
quick among others.
lvi
2.8.2 Extraction by screw press method
Rajapakse et al. (1977) extracted the residual Cashew Nut Shell Liquid
from cashew nut shells after the removal of kernels by using a hand operated screw
type expeller. CNSL obtained was filtered through a filter cloth to remove any solid
matter and the shell residue was extracted with n-hexane to recover any residual
liquid. After three minutes extraction in the hot oil bath, a further 45 % of CNSL can
be extracted by subjecting the shells after decortications to mechanical expelling.
The solvent extraction process is too expensive and is commercially not viable.
Khan and Hanna (1983) designed a screw press and they found out that the
pressure produced in the screw rupture the oil cells and oil is expelled through slots
between the cage lining bars. The capacity of screw press depends on the size of the
cage, which holds the product. Small expellers and power driven requiring about 3
hp can process between 8 and 45 kg per hour of raw materials depending on the type
of expeller.
Khan and Hanna (1983) also described that for most of the time, the only
option to recover the oil from the seeds has been mechanical expression (pressing).
The oil obtained via this method is of a high in quality, but the attainable yield is
limited to roughly 80%wt of the originally present. The advantages of expression
over extraction processing are that it gives end products free of dissolved chemicals
and inherently, a safer process.
Mrema and McNulty (1985) modeled the mechanisms of expression from
cashew and rapeseed. They reported that there were two main mechanisms involved
during oil expression from oilseed. These are the expression of oil from the cells into
the intra-kernel voids and the final expression of oil out of seed cake.
Soybean is generally recognized as a source of edible and industrial oil, and
the deoiled meal is seen as a source of protein in animal feed. In recent years,
however, more interest has been directed toward using soy meal as a protein source
for human consumption. Extrusion-expelling of soybean provides an opportunity in
this direction. The main focus of study conducted by Bargale et al. (1999) was to
maximize the oil recovery from extruded soybean processed using three different
kinds of extruders and processing conditions. These extruded samples were later
pressed uniaxially in a specifically designed test-cell and the oil recovery was
recorded over time. The effects of process variables, including applied pressure,
pressing temperature and sample height, were investigated. Results indicated that
lvii
over 90% of the available oil could be recovered from pressing of extruded soy
samples. The information generated is likely to be useful in interpreting the effect of
process variables and extruding equipment for pre-treatment of soybean for
subsequent mechanical oil expression.
Oyinlola et al. (2004) designed and fabricated a model screw press for the
expression of oil from peanuts. In the design of the screw press, the size of the screw
material, the optimum shaft length for a given screw pitch, appropriate shaft speed,
the tapering angle of the conical shaft, the maximum shaft, diameter and the inside
diameter of the enclosing barrel were determined. A shaft speed of not more than 90
rpm was found to be suitable for working the screw press while the clearance
between the shaft and the barrel was 3 mm.
Anonymous (2009) reported that the expeller method is better than other
methods like hot oil bath method, kilning method, etc. as it extracts 90 % of the oil.
The process is well established as extraction of oil by expeller process is practiced
since long. Cashew shells are fed to the expeller to extract remaining oil. Oil thus
obtained, is filtered with the help of a filter press and then weighed and packed in
M.S. barrels. Recovery of oil is around 90 %. This is known as untreated CNSL. Its
colour is dark reddish brown when viewed by transmitted light. This oil is further
treated to remove metallic impurities and traces of sulphur compounds.
Subbarao et al (2011) cited that by using screw press with the screw speed 0f
7-13 rpm and feeding rate of 54-95 kg/h, the percentage of CNSL extracted was
20.65-21.04 percent, the percentage of CNSL purity was 85.53-87.80 wt % and the
rate of extraction was 11.93-14.90 kg/h. However, the residue from this method still
contained significant proportions of CNSL, around 10 to 15 %. The CNSL obtained
by this process contained 42 % cardol, 47 % anacardic acid and 3 % cardanol.
2.9 Roasting method
Woodroof (1967) found that in India, method of extracting CNSL involves
roasting the nuts in a shallow pan over open charcoal fires and uses constant
agitation to prevent the nuts from becoming scorched. This method is extremely
unpleasant as the shells burst releasing CNSL and fumes with resulting losses.
Acland, (1977) reported that In East Africa, the traditional method of
removing CNSL involves roasting the nut in drums or baths. The roasting process
lviii
not only removes the corrosive CNSL but also makes the shell brittle, thereby aiding
the cracking process. This method causes the loss of most of CNSL. In order to
extract the retained CNSL, the nuts are roasted in baths at a temperature of 180–185
0C. Vents in the equipment dispel the unpleasant fumes. This method recovers 85–90
% of the liquid.
Gedam and Sampathkumaran, (1986) stated that according to an Italian
patent, the shells are scraped in a rotary apparatus with sand and steel wool, heated at
100–300 0C for 1 h and then roasted at 400–700
0C in an inert atmosphere, when the
oil again oozes out.
Subbarao et al (2011) reported that roasting method is a traditional method of
removing CNSL and it involves roasting the nut in the drums or baths. He further
stated that the roasting process not only removes the corrosive CNSL, but also
makes the shell brittle, thereby aiding the cracking process. This method causes the
loss of most of CNSL. In order to extract the retained CNSL, the nuts are roasted in
baths at a temperature of 180-1850C. Vents in the equipment dispel the unpleasant
fumes.
2.10 Extraction of CNSL by hot oil bath method
Anonymous (1961) reported that a process for extracting cashew nut shell oil
from cashew nuts has been developed at Laurenco Marques, Portuguese Africa by
Sociedade Imperial De Caju E Oleos LDA, a Portuguese body corporate and has
been patented in India in September 1961. The invention disclosed in the above
patent relates to an improved unitary continuous industrial method for extraction of
shell oil from cashew nuts which is valuable from industrial and therapeutic point of
view and for separation of cashew kernels having exquisite flavour and vitamin
content without any contamination by the oil (which is acrid and produces painful
inflammation of the skin) and untarnished by treatment. This method is claimed to
have greater advantages in respect of producing quality products at cheaper rates and
higher production levels than the primitive extraction methods, which entailed more
labour, higher costs and lower output.
The CNSL process sequence in basic steps
Wetting of the cashew nuts by dipping in a hot water vat at 20-250C to
strike a moisture balance between the shell and kernel of the cashew nut
lix
and removal of superficial moisture from the nuts and then steaming of
the nuts to open up the pores of the shells,
Subjecting the conditioned nuts dipping in a vat containing cashew nut
shell oil where temperature is kept at 1700C to 1850C or preferably at
1800C, for a predetermined period when most of the oil issues out of the
shells,
Vibrating the nuts discharged from the oil bath and subsequent
centrifugation in order to remove the adhered oil,
Incision of the shell walls of the nuts and centrifugation of the seed
against a breaking wall,
Separation of the kernel from the cracked cashew shells and peeling of
the skin by heating with hot air and mechanical rubbing of the kernel and
effecting the removal of the peel under the action of an air stream; and
Classifying the peeled nuts and subsequent packing under inert gas in
tightly closed containers.
Rajapakse et al. (1977) explained the Hot oil bath method used for cashew
processing. The cashew nuts are immersed in the CNSL oil at high temperature and
by this nut loses the oil and it is added in the tank. The equipment consists of a tank
of CNSL which is heated to a temperature of 185-190 0C by a furnace underneath
and a wire basket used to hold the nuts for immersion into the tank. The depth of the
basket must be sufficient so that the rim remains well above the oil during the
roasting. Immersion time ranges from 1½ to 4 minutes. 50 % of the liquid is
extracted from the nuts. Draining trays are placed at the end of the tank for the
roasted nuts to dry and the residue oil is returned to the tank. The temperature is
maintained by continuous firing and is kept below 2000C in order to avoid the
polymerisation of the CNSL. The tank needs to be emptied and cleaned after each
day’s operation of roasting. It was seen that when the nuts were processed for 1½min
at 185-1900C, the CNSL expelled into the oil bath was about 8 % and when they
were processed for 4 min 40 % of the total available CNSL was extracted.
NABARD (2011) reported that the hot oil bath process combines good
roasting and recovery of shell liquid. The cleaned cashew nuts are placed in wire
baskets and immersed in a tank containing CNSL, boiling at a constant temperature
of about 180-200°C for about 60 to 90 seconds. The CNSL in the tank should be

lx
stirred continuously to avoid local overheating and excessive polymerization and
clogging. However, the hot oil bath processing is costlier, and is resorted to only by
a few processors.
Subbarao et al, (2011) stated that by and large, the hot oil bath method is the
most common method of commercial extraction of CNSL in practice nowadays. The
technique can be different depending upon the raw material, which is either raw
cashew nut shell or cashew nut. It was further reported that the cashew nut shells
were collected in the cylinder, where steam heating was applied at temperatures
around 200-2500C for 2-3 minutes. CNSL was then released from the shells and the
process was repeated. The CNSL yield was around 7-12 % by weight. It was also
observed that when the raw cashew nuts were used, they were passed through a bath
of hot CNSL itself. The outer part of the shells bursted open and released the CNSL.
This method produced CNSL which was around 6-12 % by weight of nut.
2.11 Extraction of CNSL by solvent extraction method
Tyman et al. (1989) found that, in the two-stage recovery of natural cashew
nut shell liquid (CNSL) by solvent extraction, the overall yields from half-shells
obtained by mechanical cutting and from chilled fragmented shells (to solidify the
phenols) by manual processing are identical, indicating that no physical loss of
phenolic material occurs in the mechanical process. At the first stage, prior to
comminution, the yield from intact half-shells of mechanical origin is considerably
less than that from manually processed shells due to extensive internal fracturing of
the shell structure and greater solvent penetration in the latter case. Static solvent
extraction of macerated shells gave the same yield as Soxhlet extraction, but the
filtration stage was difficult and large volumes of solvent were required. Soxhlet
solvent extraction or ultrasound/solvent extraction of manually processed shells at
ambient temperature gave similar yields and economy in solvent usage. Both were
much superior to mechanical agitation. By catalyzed decarboxylation of the
recovered natural CNSL an almost theoretical yield (25%) of phenolic lipid rich in
cardanol was obtained, which is considerably higher than that (10%) in the
traditional recovery of technical CNSL by the hot oil bath industrial method. Natural
CNSL contains a predominant amount of anacardic acid and represents a novel
phenolic lipid source. Chemical reduction with air/aqueous hydrazine gave saturated
lxi
natural CNSL. Polymerization of natural CNSL was effected in alkaline solution
with Para formaldehyde.
Shobha and Ravindranath (1991) investigated the extraction of cashew nut
shell liquid (CNSL) by using supercritical carbon dioxide. By flowing carbon
dioxide 4-5 kg/h and maintaining at 40 0C and 250 bars for the extraction. The yield
was 18.7 % in 17.5 h.
Hartley, (1998) reported that the percentage yield of CNSL varies with the
extraction process. Indian native method of roasting nuts and collecting the expelled
liquid is reported to yield about 50 % of total oil content. Extraction with hot oil bath
method gives about 85– 90 % of total CNSL in India. Superheated steam treatment
and collection of condensate method improves the yield further by 2%.
Smith et al. (2003) reported that the separation of CNSL from the pericarp of
the cashew nut with supercritical carbon dioxide was also studied. In the initial
extractions with CO2 at 40–60 0C and at pressures from 14.7 to 29.4 MPa, low yields
were obtained. However, when the extractions were performed with one or more
intermediate depressurization steps, the yield of CNSL increased to as high as 94 %.
Most of the oil did not separate from the shell during the depressurization step, but
was obtained during the subsequent repressurization. The CNSL extract had a clear
light brownish pink color and exhibited no evidence of polymerization or
degradation.
Mathew et al., (2006) reported that Cashew nut shell liquid (CNSL) was
extracted from cashew nut shell by indirect leaching process using soxhlet extraction
equipment. Normal hexane (n-hexane) was used as solvent. The operating conditions
for the extraction were 68 0C and 1 atmosphere. In every 100 g of cashew nut shell
used for the extraction, 35 g CNSL was obtained. The CNSL was further separated
into cardol, cardanol and anacardic acid (polyphenol) using an amine extractant
(alanine) with the aid of shakeout separation equipment. Subsequently, the
polyphenol was further separated into dihydric phenols (resorcinol) and monohydric
phenol (phenol). The physical separation of the CNSL showed that it consisted of
about 10 % cardol (dicarboxy- pentadica-dienylbenzene), 50 % cardanol and 30 %
anacardic acid (carbopenta-dica dienylphenol) (with the remainder being made up of
other substances) whose boiling points and specific gravities were 90 0C and 0.9
g/m3 175
0C and 1.1 g/m
3 and 179
0C and 1.2 g/m
3.

lxii
Patel et al. (2006) employed supercritical carbon dioxide for the extraction of
cashew nut shell liquid (CNSL). Under the pressure ranging from 200-300 bar, at 60
0C, and mass flow rate ranging from 0.8-1.3 kg/h, it was found that the yield of
CNSL increased as pressure, temperature and mass flow rate of supercritical carbon
dioxide increased. The CNSL obtained by this method has unique characteristics,
which has excellent solubility in diesel oils and light lubricating oils. The main
product was cardanol (70–90 %). It hardly contained anacardic acid, while traces of
cardol were found only at high pressures.
Patel et al. (2006) also investigated the extraction of cashew nut shell liquid
(CNSL) using supercritical carbon dioxide (SC-CO2). Effects of process parameters
such as extraction pressure, temperature and flow rate of SC-CO2 were investigated.
The yield of CNSL increased with increase in pressure, temperature and mass flow
rate of SC-CO2. However, under different operating conditions, the composition of
CNSL varied. The study of physical properties and chemical composition of the oil
obtained through super critical fluid extraction (SCFE) showed better quality as
compared to the CNSL obtained through thermal route.
Cashew nut shell (CNS) is a natural resource for polyphenols. Among them
is anacardic acid, which can be isolated from the rest by several means. The work
carried out by Sornprom (2007) aimed for solvent extraction of anacardic acid
directly from crushed cashew nut shell. A series of physical and chemical treatments
were applied including grinding, extraction, acid-base reaction and thermal
decomposition. The effects of extraction temperature, solvent-to-CNS ratio and types
of organic solvent on the yield of anacardic acid were investigated. Extraction
experiments were carried out at 30 0C and 50
0C using n-hexane, methanol and
ethanol as solvent. The solvent-to-CNS ratio was varied from 40 ml: 10 g to 100 ml:
10 g results indicated that the ratio of 80 ml: 10 g was adequate for extracting all of
anacardic acid from CNS. An increase in the extraction temperature marginally
improves the extraction performance. The maximum yields of anacardic acid at 30
0C by using n-hexane, methanol and ethanol as solvent were 44.12%, 42.52 % and
43.50 % respectively.
Setianto et al., (2009) reported that Cashew nut shell liquid (CNSL) can be
separated from fragmented honeycombed cashew shell material without employing
thermal techniques with a pressure profile method that uses supercritical carbon
dioxide as solvent. In this method, materials are contacted with CO2 at elevated
lxiii
pressure (30 MPa) for a given period of time (1 h) and then pressure is released
before the separation process is begun. Using the method, extraction yields of CNSL
of up to 10 times those obtained by usual supercritical fluid extraction can be
achieved. The CNSL obtained is clear with a yellow-light brown color. Analysis
with liquid chromatography of the extracts shows approximately 50 mol % anacardic
acids, 29 mol % cardols, and 21 mol % cardanols including mono-, di-, and tri-ene
constituents.
2.12 Extraction by other methods
Oil expression tests were conducted by Mpagalile et al. (2006) to evaluate
the performance of a novel oil expeller designed and fabricated to operate on a
200 W solar photovoltaic (PV) power system as a sole power source. The oil press
was designed to press oilseeds meal with intermediate moisture content of 12±1%
(w.b.) and 0.5–2 mm particle sizes. Freshly grated coconuts and ground peanuts were
used to determine the oil expression efficiency of the press. The oilseed samples
were pressed for 12 min with a maximum pressure of 3.0 MPa being reached at
6 min of pressing for peanuts and 8 min of pressing for coconuts. The pressure was
then held for the rest of the pressing time. The press attained an average oil
expression efficiency of 73% for coconuts and 70% for peanuts. The force-vs.-
deformation studies indicated that peanut press meal was compacted at a higher rate
as compared to coconuts. The observation on the energy consumption indicated that
there was a significant increase (P<0.05) in the specific energy requirement for both
coconuts and peanuts after 6 min of pressing, which resulted from the solidification
of the press cake. An average specific energy of 36.55 and 20.35 Wh/kg was
recorded for peanuts and coconuts, respectively, after 12 min of pressing.
Patel et al. (2006) studied the feasibility of extraction of phenol rich oil from
the cashew nut shell liquid obtained through pyrolysis of cashew nut shells. The oil
samples obtained at various operating parameters have been analysed by Gas
Chromatograph Mass Spectroscopy (GCMS) and Fourier Transform Infra-Red
Spectroscopy (FTIR). The operating parameters were optimised for maximum
concentration of phenol and cardanol. The kinetics of the extraction of CNSL using
CO2 as a supercritical fluid has been studied. Higher yield of oil (50% by weight)
lxiv
along with higher concentration of phenols and cardanol by present method is found
encouraging.
Mpagalile et al. (2007) developed a simple oil expression unit capable of
producing high quality oil based on solar energy in remote rural areas. A
photovoltaic (PV), batch operated, low-pressure oil press, using a 190 W, 12 V dc
motor, was designed, fabricated, and tested using coconut and groundnut as the raw
material. Samples used in the study were ground to particle size between 500 μm and
2 mm and were pressed at 12 ± 1% moisture content. The press was evaluated based
on the oil extraction efficiency (OEE), power consumption, and oil quality. The
press had an average OEE of 73% for coconuts and 70% for groundnuts after 12 min
of pressing. The oil expression efficiency was characterized by three main stages
namely delayed, rapid, and retarded. The power consumption was affected greatly by
the pressing time, with power consumption increasing with an increase in the
pressing time. The specific energy consumption was found to increase significantly
after 8 min of pressing and correlated with the compaction of the cake, which
resulted in more power being required to express the entrapped oil. The expressed oil
was fresh, free from foots, and of high quality with an average moisture content of
0.015% for coconut oil and 0.019% for groundnut. Analyses showed that the
viscosities were 42.1 MPa s (coconut oil) and 59.1 MPa s (groundnut oil), at 25 °C.
Overall, the press performed well and was comparable in performance to other types
of presses.
Subbarao et al (2011) extracted the CNSL using concentrating solar cooker
of 1.4 kw capacity and a diameter of 1.4 m. The focal point diameter of the cooker
was 30 m and was used to collect the reflected heat from reflector and achiecved a
temperature of 225-3000C. The author could achieve CNSL to the tune of 550x10
-3
m3 from 5 kg of shells in 5 minutes.
2.12 Factors influencing the expression of oil by screw press
Dedio and Dorrel (1977) found that increasing the moisture content of flake
seed from 8 to 16 % decreases oil yield. At higher moisture level mucilage is
developed in the outer cell and the addition of more water causes swelling of the

lxv
mucilage and this produces a cushioning effect, which prevents the rupturing of the
oil cells.
Weiss (2000) stated the factors affecting oil expression, which include;
applied pressure, heating temperature, heating duration, moisture content, particle
size, handling and storage of vegetable oil expression. The degree of influence varies
with the kind of oilseeds and method of oil expression (Akinoso, 2006). Certain
pretreatment operations known to influence oil yield in mechanical oil
expression include heat treatment, moisture conditioning and size reduction (Dedio
and Dorrell, 1977; Adeeko and Ajibola, 1990; Ajibola, et al., 1993, Hamzat and
Clarke, 1993; Ajibola et al., 2000, Oyinlola and Adekoya, 2004). Literature indicates
that pressure; temperatures, pressing time and moisture content are factors, which
affect oil yield during expression processing of oil (Khan and Hanna, 1983).
Oyinlola and Adekoya (2004) reported that oil can be obtained from an oil
seed through mechanical methods or solvent extraction. Mechanical expression of oil
involves the application of pressure (using hydraulic or screw presses) to force oil
out of the oil-bearing material. In solvent extraction, solvent such as naphthalene is
usually applied to remove oil from the material. Mechanical expression is, however,
preferable due to the fact that it is economical compared with the solvent process.
Certain pretreatment operations known to influence oil yield in mechanical oil
expression include heat treatment, moisture conditioning and size reduction (Adeeko
and Ajibola, 1990; Ajibola et al., 1993; 2000; Dedio and Dorrell, 1977; Hamzat and
Clarke, 1993; Oyinlola and Adekoya, 2004). Heat treatment of oil seed has been
observed to rupture the oil bearing cells of the seed, coagulate the protein in the
meal, adjust the moisture level of the meal to optimum level for oil expression, lower
the viscosity and increase the fluidity of the oil to be expelled and destroy mould and
bacteria thereby facilitating oil expression from the material (Adeeko and Ajibola,
1990). The optimum heating temperature for most oil seeds has been observed to be
in the range of 90-110 0C at an average retention time of 20 min (FAO, 1989). Norris
(1964) reported that size reduction, heat treatment and application of pressure are
required for efficient oil expression from oil seeds with large particle sizes.
There are a number of factors or conditions that can be manipulated during
extraction in order to maximize yield. These factors include the moisture content of
material, size of particles and the temperature of particles. The pressure applied
during extraction and the duration of application of the pressure also has a direct

lxvi
effect on the yield although the control of these two factors might be limited due to
design and operation requirements in some types of extractors. The effect of these
factors has been studied by a number of researchers such as Ajibola et al (1990) and
Baryeh ( 2001). In all these studies the authors have established that there exists an
optimum value of moisture content for each product at which oil yield is highest
when other variables are held constant. The oil yield has also been found to increase
with the extracting pressure and duration of extraction within a limited range of
either factor but to level out on exceeding a certain range.
Baryeh (2001) while working with palm oil established that a preheated
product yielded higher quantities of oil and that the longer the duration of heating at
a preset heating medium temperature yielded higher oil quantities for heating
medium temperatures below 1000C above which temperature yields started falling.
Fasina and Ajibobola (1989) found the oil yield to decrease with post heating
medium temperature within the range of 65-1000C for Conophor. This work also
found a relationship between yield and both preheating moisture content and post-
heating moisture content.
Ogunsina et al (2008) investigated the effects of moisture content (4, 6, and 8
%), heating temperature (70, 85, 100, and 1150C) and heating time (15, 25, 35 and
45 min) on the oil point pressure of coarsely ground and finely ground cashew kernel
aggregates using a laboratory press. For aggregates it was observed that oil point
pressure decreased significantly with increase in moisture content, heating
temperature and heating time. The lowest oil point pressure values obtained were
0.1572 MPa (for fine cashew kernel aggregates at a moisture content of 4 % heated
at 115 0C for 45 min) and 0.1664 MPa (for coarse cashew kernel aggregates at a
moisture content of 6 % heated at 100 0C for 45 min).
Akinoso et al. (2006) reported that the lower the moisture content levels of
the kernel in expression of palm kernel, the higher the oil yield. The increased creep
and thus decreased rate of pressing, observed with increased moisture content was
satisfactorily described by Shirato Model (Willems et al, 2008).
Gikuru and Lamech (2007) extracted Soybeans for oil by compressing a
ground sample at various operating pressures, pressing durations and product bulk
temperatures. The oil yield from the various operations was measured and expressed
as a percentage of the original mass of crushed seeds. It was found that the oil yields
increased linearly with increase in pressure as the compression pressure was
lxvii
increased from 40 to 80 kgf/m2 and that oil yield also increased linearly with
increase in the duration of pressing within the range of 6 to 12 minutes. Oil yield
also increased with the bulk temperature of the preheated oilseeds but reached a peak
yield at about 750C and then decreased with further increase in temperature of
oilseeds. It was also found beneficial to dry the seeds to moisture content slightly
below the ambient moisture content of 9.3% (d.b.) although reducing moisture to a
value lower that 5% (d.b.) resulted in a reduction in oil yield. A single empirical
model for estimating the oil yield for varied conditions of pressure, duration of
pressing and the bulk temperature of oil bearing material was developed which could
estimated the yield with good accuracy within the experimental range.
Martinez et al. (2008) mentioned that moisture increases plasticity of seed
materials as barrel lubricant. However, high moisture contents may result in poor oil
recovery because of insufficient friction during pressing. The optimum moisture
content for the expression of oil from oilseeds is unique for each oilseed (Khan and
Hanna, 1983; Singh et al, 1984; Fasina and Ajibola, 1989; Singh and Bargale, 1990;
Dufaure et al, 1999; Gros et al., 2003). The moisture content influences the
mechanical strength, elasticity and compressibility of the seed material (Singh and
Bargale, 1990; Sadowska et al, 1996; Dufaure et al., 1999). Koo (1937) concluded
that with cottonseed, the optimum range of moisture content was 5 % to 11 % for
temperature of range 18 0C- 100
0C.
Bongirwar et al. (1977) reported that as the moisture of groundnut increased
up to 6 %, the percentage of oil removed increased, but above 6 % moisture, the
yield decreased. Other researchers have also identified optimum moisture content in
the neighbourhood of 6 % for processing of groundnuts for oil. Olayanju et al (2006)
reported that higher moisture content causes the plasticizing effect, which reduces
the level of compression and gives poor recovery.
Elhassan (2009) investigated the effects of some processing factors, namely;
moisture content, applied pressure, pressing time and seedbed depth on the oil yield
of sesame seeds. The results showed that except the pressing time, varying the level
of each of the other three processing factors resulted in affecting the percent of the
recovered sesame oil. High oil percent values of 22.22 %, 21.96 % and 24.93 % were
obtained for 10 % moisture content, 30 MPa applied pressure and 20 mm seedbed
depth, respectively. Generally the sesame oil yield percent increased with the
lxviii
increase of both pressing time and applied pressure, whereas the oil yield percent
decreased with increase of both moisture content and seedbed depth.
2.13 Effect of preconditioning on extraction of oil
The optimum heating temperature for most oilseeds has been observed to be
in the range of 90 – 110 0C at an average retention time of 20 min (FAO, 1989).
Fasina and Ajibola (1989) reported that in conophur nut there was a high
degree interaction between the effects of pre-heating, moisture content, heating
temperature and heating time on oil yield. The oil yield was found to be dependent
on the moisture content of the sample after heating and the amount of heat treatment
given to the sample during heating. The effect of moisture content, heating
temperature, heating time, applied pressure and duration of pressing on the yield of
oil expressed from conophor nuts were investigated. In general, the oil yield at any
pressure was dependent on the moisture content of the sample after heating, heating
temperature and heating time. High oil yields were obtained from samples with
moisture contents between 8 and 10% after heating. The maximum oil yield of 39-
6%, corresponding to an extraction efficiency of 66% was obtained when milled
conophor nut conditioned to 11% moisture was heated at 65°C for 28 min and
expressed at a pressure of 25 MPa. Oil expressed under this condition was of good
quality with a free fatty acid value of 1.18%.
Investigations were conducted by Ajibola et al. (1990) on the mechanical
expression of oil from melon seeds (Citrullus vulgaris) in a laboratory press. The
processing variables were particle size, moisture content, heating temperature and
heating time. Physical properties such as colour, specific gravity, refractive index
and viscosity were determined. Coarsely ground samples gave consistently lower
yields of oil than finely ground samples. The oil yield was affected by the seed
moisture content, heating temperature and heating time. The oil yield was however,
mostly dependent on the amount of moisture reduction achieved during heating.
Highest oil yields of about 41% were obtained, at an expression pressure of 25 MPa,
when samples conditioned to initial moisture contents of 9 and 12% (wb) were
heated to achieve a moisture content reduction of about 5%. This yield corresponds
to an expression efficiency of about 80% when compared to melon oil content of
51%. Further reduction in moisture content did not increase oil yield from the
lxix
samples. Melon oil was found to have a pale yellow colour, refractive index of
1.468, specific gravity of 0.918 and viscosity of 50.1xl0-3
kgm-ls
-1. These properties
were not affected by processing conditions.
Sivala et al. (1991) reported an investigation into the effect of moisture-
addition on oil recovery from parboiled rice bran. The experiments were designed
based on response surface methodology to determine the best treatment
combinations of applied pressure, pressing time and moisture content for maximum
oil recovery. Prediction equations were generated for oil recovery and found to be
non-linear within the range of factors studied, namely 7 to 30 MPa applied pressure,
8 to 42 min pressing time and 8.3 to 11.7 % (w.b.) moisture content.
Hamazat and Clarke (1993) heated the samples of groundnut at a temperature
of 65 0C for about 45 min. This technique was developed by trial and error method
but was found to be of repeatable control over the temperature of the samples at the
point of pressing and this allowed for equilibration of the seeds.
Thakor et al. (1995) investigated effect of hydrothermal pretreatments for
loosening the hull of Westor canola (Brassica napus L.) to promote dehulling of the
seeds. Conditioning treatments involved were soaking the seeds in distilled water or
exposing the seeds to saturated steam. Among treatments, raising the moisture
content of the whole seed from 6 to 15 % by exposure to steam, followed by drying
in fluidized bed, resulted in the maximum percent dehulling efficiency.
Unde et al. (1996) carried out the investigations to study the effect of various
pretreatments viz., moisture conditioning, soaking ( cold and hot water ), roasting
and steaming on oil recovery from sunflower. The pretreated sunflower seeds
samples were crushed using a mini oil expeller operating under similar pressing
conditions. Pretreatment of steaming gave maximum oil recovery (36.14 %)
followed by hot water soaking (31.94 %) and moisture conditioning (28.96 %). The
minimum oil recovery (24.90 %) was found in case of roasting. Oil recovery was
increased by about 8 to 9 % due to steaming the kernels over the control. The
optimum moisture content for maximum oil recovery was found to be 6 %.
The cooking and drying conditions for oilseeds preparatory to screw pressing
are some of the most important factors that influence screw-press performance.
Screw-press oil recovery, residual oil, pressing rate, and oil sediment content were
measured by Singh et al. (2002) for uncooked crambe seed and crambe seed cooked
at 100°C for 10 min, pressed at six moisture contents ranging from 9.2 to 3.6% dry
lxx
basis. Oil recovery significantly increased (P ≤ 0.01) from 69 to 80.9% and 67.7 to
78.9% for cooked and uncooked seeds, respectively, as moisture content decreased.
Residual oil significantly decreased (P ≤ 0.01) from 16.3 to 11.1% and 16.9 to
11.9%, respectively, as moisture content decreased. The reduced oil loss due to only
drying the seed from 9.2 to 3.6% was 32% for cooked seed, whereas cooking
contributed only 3.6 to 7% reduced oil loss. Pressing rate decreased from 5.81 to
5.17 kg/h and 6.09 to 5.19 kg/h for cooked and uncooked seeds, respectively,
whereas sediment content increased from 0.9 to 7.8% and 1.1 to 5.4%, respectively,
as moisture content decreased. The effects of moisture content on pressing rate and
sediment content were significant at P ≤ 0.05. All relationships of screw-press
performance to moisture content were fitted to a second-order polynomial.
Patil and Ali (2006) studied the effect of expeller screw press and pre-
treatments on the quality and quantity of soybean oil and cake using a commercial
oil expeller. The pre-treatments included whole soybean crushing, soy grits crushing,
and crushing of soy grits extruded at 135°C. The screw speeds were 28, 35, and 45
rpm. The moisture content of soybean used in the experiment was 10% wet basis.
The average capacity of the oil expeller was found to be 145 kg/h, 110 kg/h, and 120
kg/h for whole, grits, and extrudate, respectively at 45 rpm. The average capacity of
oil expression from whole soybean did not vary significantly from 28 to 45 rpm. In
the case of soy grits, however, the capacity was higher when the expeller speed was
lowest, i.e., 28 rpm. In the case of extrudate, even in a single pass, the recovery was
higher, i.e., to 71% at both 45 and 35 rpm. The colour of oil from soy grits was
lighter followed by extrudate, and the colour of oil obtained from whole soybean was
dark. The FFA in oil from all the samples was below 1%, however the lowest
percentage was for oil obtained from extrudate at 0.5%. The urease activity of the
extruded cake was 0.15 pH units, and the protein and oil content were about 48%
and 5%, respectively. The optimum process variables for mechanical expelling of
soybean were found to be extrusion as a pre-treatment and speed of expeller screw at
45 rpm, which yielded throughput capacity 103 kg/h, oil recovery of 70.5%, and
urease activity of the cake at 0.15 pH units.
2.14 Properties of CNSL
lxxi
Wasserman and Dawson (1948) isolated the constituents of the cashew nut
shell liquid 200 g by dissolving in 750 ml of 95 % ethanol and 211 g of lead
hydroxide to precipitate the lead anacardate. The pure lead salt of anacardic acid was
washed with alcohol and then suspended in water and decomposed with the use of
ptoluenemlfonic acid at 100 0C for one hour. The brown oil which floated to the top
was extracted with ether, washed with saturated sodium chloride solution, and dried
with anhydrous magnesium sulfate.
Kubo et al. (1986) investigated the isolation of the constituents of the cashew
nut shell liquid by using column chromatography of silica gel (Merck; 230-400
mesh) and eluted with n-hexane-ethyl acetate-acetic acid (90:10:1, v/v/v, 1 L;
80:20:1, v/v/v, 1 L; 50:50:1; v/v/v, 1 L). The product mainly contained 6.5 g of
anacardic acid, 510 mg of cardanol, 980 mg of 2-methyl cardol, and 3.3 g of cardol.
Tyman et al. (1989) reported that the due to the presence of the hydroxyl
(OH) group, the carboxyl (COOH) group and variable aliphatic unsaturation in the
side chain, CNSL is able to take part in several chemical reactions. The long chains
in CNSL impart flexibility due to internal politicizing, resulting in the formation of
soft resins at elevated temperatures unlike phenol– formaldehyde resins, which are
hard.
Nagabhushana and Ravindranath (1995) investigated the means for isolation
of anacardic acid from CNSL by column chromatography. CNSL 100 g was loaded
onto a silica gel bed, prepared in a solvent system comprising ethyl acetate-hexane
(25:75) and 0.5 % triethylaminel. It was found that 70 g of the product consisting of
anacardic acids and 27 g of cardols and the identity of the compounds was confirmed
by HPLC.
Tsunetaro and Mitsuo (1995) isolated anacardic acid on ion-exchange resin
using organic solvents (nonaqueous) as a mobile phase. This method is not ideal for
industrial isolation, however, as the use of nonaqueous solvent affects the life of ion
exchange resins.
Paramashivappa et al. (2001) isolated anacardic acid as calcium anacardate
from CNSL 100 g. The pure calcium salt of anacardic acid was dried and treated
with HCl to release free anacardic acid ene mixture. The acid-free CNSL was treated
with liquor ammonia and extracted with hexane/ethyl acetate (98:2) to separate the
mono phenolic component, cardanol. Subsequently, ammonia solution was extracted
with ethyl acetate/hexane (80:20) to obtain cardol.
lxxii
SISI (2003) reproduced the revised specifications of the Indian Standards
Institution, New Delhi, for untreated cashew nut shell liquid (IS 840:1964). These
are represented in Table 2.4. Color shall be not deeper than dark brown when viewed
by transmitted light.
Tyman and Bruce (2003) extracted CNSL from the shells 348.7 g by solvent
extraction. CNSL was extracted with carbon tetrachloride 1000 ml for 6 h. Further
crushing of the shells and extraction for 12 h with carbon tetrachloride 1500 ml,
followed by filtration and evaporation of the combined extracts, gave CNSL 145.7 g,
(29.1 %). They also isolated anacardic acid by means precipitation as lead
anacardate. The lead salt of anacardic acid was dried and treated with HCl to release
free anacardic acid ene mixture (84.1 g, 58 %).
Oghome and Kehinde (2004) separated CNSL into cardanol, cardol, and 2 –
methyl cardol using column chromatography. The separation was aimed at
recovering cardanol that can be used in the synthesis of cation exchange resin. The
separation was effected using a mixture of equal portions of benzene and chloroform
as the mobile phase in a column packed with silica gel adsorbent of particle size 60 –
120 mesh as the stationary phase. The mean RF -values determined from the study
were cardanol (0.516), cardol (0.173) and 2-methyl cardol (0.148). The
corresponding RM-values calculated were cardanol (-0.040), cardol (0.673), 2 –
methyl cardol (0.753). The RF-value is a measure of the affinity of the component
for the mobile phase. The results show that the component that eluted first from the
column, which was cardanol, had the highest affinity for the mobile phase, followed
by cardol while the 2-methyl cardol had the least affinity. The RM-value is a
measure of the polarity of the component and its affinity for the stationary phase.
The results of this study show that the component that eluted last from the column,
which was 2-methyl cardol, was the most polar. The molecular structures of these
three components also show that 2-methyl cardol is the most polar followed by
cardol and the least polar was cardanol. The RF-value of cardanol obtained in this
study could be used in the design of an industrial chromatographic column for its
separation from CNSL.
Table 2.4: ISI Specification of the CNSL IS: 840(1964)
Sr.
No.
Quality Characteristics Standards of CNSL
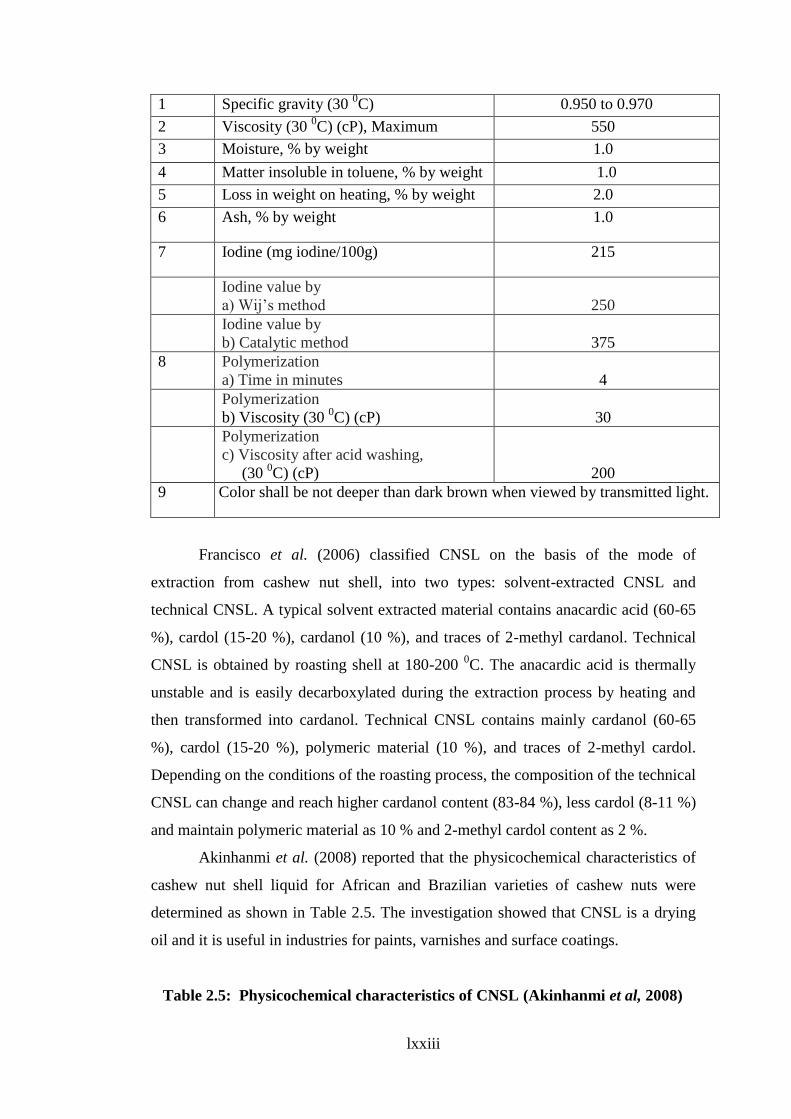
lxxiii
1 Specific gravity (30 0C) 0.950 to 0.970
2 Viscosity (30 0C) (cP), Maximum 550
3 Moisture, % by weight 1.0
4 Matter insoluble in toluene, % by weight 1.0
5 Loss in weight on heating, % by weight 2.0
6 Ash, % by weight 1.0
7 Iodine (mg iodine/100g) 215
Iodine value by
a) Wij’s method
250
Iodine value by
b) Catalytic method
375
8 Polymerization
a) Time in minutes
4
Polymerization
b) Viscosity (30 0C) (cP)
30
Polymerization
c) Viscosity after acid washing,
(30 0C) (cP)
200
9 Color shall be not deeper than dark brown when viewed by transmitted light.
Francisco et al. (2006) classified CNSL on the basis of the mode of
extraction from cashew nut shell, into two types: solvent-extracted CNSL and
technical CNSL. A typical solvent extracted material contains anacardic acid (60-65
%), cardol (15-20 %), cardanol (10 %), and traces of 2-methyl cardanol. Technical
CNSL is obtained by roasting shell at 180-200 0C. The anacardic acid is thermally
unstable and is easily decarboxylated during the extraction process by heating and
then transformed into cardanol. Technical CNSL contains mainly cardanol (60-65
%), cardol (15-20 %), polymeric material (10 %), and traces of 2-methyl cardol.
Depending on the conditions of the roasting process, the composition of the technical
CNSL can change and reach higher cardanol content (83-84 %), less cardol (8-11 %)
and maintain polymeric material as 10 % and 2-methyl cardol content as 2 %.
Akinhanmi et al. (2008) reported that the physicochemical characteristics of
cashew nut shell liquid for African and Brazilian varieties of cashew nuts were
determined as shown in Table 2.5. The investigation showed that CNSL is a drying
oil and it is useful in industries for paints, varnishes and surface coatings.
Table 2.5: Physicochemical characteristics of CNSL (Akinhanmi et al, 2008)

lxxiv
Sr.
No.
Characteristics African Variety Brazilian Variety
1 Specific gravity 0.941 0.924
2 Viscosity (30 0C) (cP) 56 41
3 M. C. (%) 3.9 6.7
4 Ash (%) 1.2 1.3
5 Iodine (mg iodine/100g) 215 235
6 Free fatty acids (mg KOH/g) 6.1 7.8
7 Saponification 58.1 47.6
Risfaheri et al. (2009) conducted physical and chemical analyses of CNSL,
including water content, ash content, viscosity, specific gravity, pH, iodine value,
saponification number, and hydroxyl number. Results of physical and chemical
characterizations of CNSL were compared to the Indian and Brazilian standards.
There were some differences in characteristics of the CNSL samples from Indonesia
and those from India and Brazil, particularly in their specific gravity, viscosity, and
iodine value. These differences were due to some factors, such as method of
extraction, difference in cashew varieties tested, and agro climatic conditions of the
plant growth. The method of extraction had a major effect on the CNSL
characteristics. Heating CNSL decomposed the anacardic acid into cardanol and
CO2. These changes were detected based on pH changes of the CNSL from acidic to
alkaline. Based on the pH response curves, it was indicated that the higher the
heating temperature and the longer the heating time, the higher the pH of the CNSL.
Statistically, the heating temperature contributed 65 % to the pH changes, while
heating time contributed only 35 %, and interaction between the two variables
contributed 20.22 %. Heating decreased specific gravity of the CNSL. The decrease
in specific gravity was due to the release of CO2 from anacardic acid to form
cardanol, which has a smaller specific gravity than the anacardic acid, with the same
structural space. Heating also reduced the substrate viscosity, but increased both
iodine and hydroxyl values. The increases in iodine and hydroxyl values were due to
reduction in amount of CNSL masses and release of CO2 and water during the
decarboxylation. The decrease in viscosity was due to changes of anacardic acid into
cardanol that has a lower viscosity. The cardanol viscosity ranged from 40 to 60 cP.
The anacardic acid influenced the CNSL viscosity prior to the decarboxylation,
which is the major component of CNSL.
lxxv
2.15 Applications of CNSL
Cashew nut shell liquid is a versatile by-product of cashew processing which
has tremendous potentials as a versatile industrial raw material with its diverse
applications. The various uses and applications of CNSL are explained as follows:
2.15.1 Friction Lining Materials
CNSL and cardanol based resins have found extensive uses in automotive
brake lining applications as binders/friction dust. Although CNSL-Formaldehyde
(CF) resins alone wouldn't meet the required mechanical properties, it improves
impact properties and reduces fade considerably by dissipating heat faster than
phenol-formaldehyde (PF) resins (Anonymous, 2010a).
Moreover, it imparts better water repellence, which is required in wet
condition. CF resins give rise to a softer material, which is more efficient in 'cold
wear'. Above all, the cost of CF resins is always lower by factor of 3 or more than
that of PF resins. Addition of friction dust gives a silent braking action, which is
highly desirable in modern times. About 12,000–15,000 tones of brake linings are
produced for use in motorcars every year in the country.
With the increasing use of automobiles, there is large scope for increase in
demand for brake linings.
In brake lining materials, two types of CNSL products are used:
CNSL resin as matrix resin as a partial substitute for phenolic resin to reduce
cost
CNSL based friction material (friction dust) to modify the friction and wear
properties of brake linings
2.15.2 Modified CNSL Resin
Modified CNSL Resin can substitute PF totally and meet all the
specifications of brake linings. Additionally, it improves impact properties, reduces
fade. Cashew modified phenolics and CNSL-furfural reaction products, although
expensive, give superior properties to that of straight cashew binder (Anonymous,
2010a).
Akaranta and Aloko, (1999) reported that the Copolymer resins of peanut skin
tannin extract, aldehydes and cashew nut shell liquid were prepared. The resins were
lxxvi
blended with bitumen and used in formulating oleoresinous wood varnishes. The
film properties of the varnishes were determined and the results showed that the
gloss and scratch hardness of the films increased with increase in the quantity of
cashew nut shell liquid/tannin-aldehyde resins incorporated. The results also showed
that the resins improved the chemical resistance of the varnish films. Varnish
compositions containing 50:50 of bitumen and the resins gave films with satisfactory
physical and chemical properties. The study showed that it is possible to formulate
excellent oleoresinous wood varnishes using blends of bitumen and cashew nut shell
liquid/tannin-aldehyde resins.
2.15.3 CNSL based Friction Dust
Friction dust is added to brake linings to modify the frictional and wear
properties of brake linings. It also provides similar properties as that of CNSL matrix
resin. Formulations for improved skid resistance and low brake noise have been
reported. The friction dust is generally prepared by cross-linking CF resin with
hexamine/ Para formaldehyde and powdering the product to the required
specifications. Modified friction dust for applications in 'hot wear' conditions can be
prepared from Modified CNSL Resin or from borated CNSL resin. Borated friction
dust is known to be especially used in the production of air brake pads. Additionally,
they wouldn't catch fire during transportation as is reported to have happened in the
case of CF based friction dust (Anonymous, 2010a).
2.15.4 Surface Coatings
CNSL based surface coatings possess excellent gloss and surface finish with
optimum levels of toughness and elasticity. It is widely known that CNSL resin is
added to synthetics by paint/varnish manufacturers to control properties and to
reduce cost. Its anti-termite and anti- microbial properties are well known from very
ancient times as its use in protecting bottom of the boat hulls speaks out. Because of
its dark colour, its outlets are restricted to anticorrosion primers, black enamels,
marine paints etc. Recently, the Regional Research Laboratory,
Thiruvananthapuram, has developed a transparent resin from CNSL that can be used
as a base for paints of all colours (Anonymous, 2010a).
lxxvii
CNSL resins give excellent lacquers with superfine surface finish and gloss.
The dried film of this lacquer is superior to ordinary oil paints in resistance against
vegetable and mineral oils, grease, moisture and chemicals. CNSL resins based
varnishes possess good insulating properties apart from its high water repellence and
low dielectric properties.
Although CNSL and its resins are highly susceptible to fire and burn easily,
they can be successfully made fire resistant by incorporating flame retardant
elements chemically or flame retardant fillers physically. Chlorinated CNSL
pigmented with sodium silicate, red mud titanium dioxide, mica powder or similar
materials is known to be prepared and used by industries as flame retardant varnish.
This flame retardant has to be blended with the surface coating for optimum
performance and a self-extinguishable coating will be obtained (Anonymous,
2010a).
CNSL resins alone or in combination with other resins show excellent water
and weatherproofing and can be used for protection of roofs. An anti-corrosive
primer developed from CNSL shows excellent properties for application as
protective coating for ships' bottoms. The coating withstands alkalinity normally
encountered with cathodically protected steel hulls. Rust inhibiting zinc rich primers
can be prepared from CNSL. Coatings giving tough elastic films are reported from
CNSL-glycerin reaction products. A coating based on residol is used to protect the
interior of ferro-concrete domes used for the collection of gobar gas (Anonymous,
2010a).
2.15.5 Foundry Core Oil and Other Chemicals
Application of CNSL as foundry core oil shows its versatility. CNSL resins
are known to impart good scratch hardness to sand cores after baking them. It also
provides resistance to moisture and weathering, good green strength and surface
finish to moulded articles. It particularly replaces linseed oil in this
respect. Modified CNSL Resin when used as core binder was found to improve
collapsibility of the core and enhances bench life and anti-damp behavior in
comparison to conventional core binders (Anonymous, 2010a).

lxxviii
2.15.6 Laminating Resin
To reduce brittleness and to improve flexibility of the laminates, CNSL or
cardanol derivatives are extensively used in the laminating industry. Resins of this
type are produced by the co-condensation of phenol, CNSL and formaldehyde. The
resins also exhibit improved age hardening and better bonding to the substrate. The
lamination industry uses 900-1000 tones of CNSL for production of cardanol and for
the manufacture of laminating resins (Anonymous, 2010a).
2.15.7 Rubber Compounding Resins
Chuayjuljit et al. (2007) reinforced the Natural rubber with a high loading of
a cardanol–formaldehyde resin prepared from cashew nut shell liquid. Cardanol–
formaldehyde resins, both resoles and novolaks, were synthesized from cardanol,
which was extracted from cashew nut shells. This was done by the condensation
polymerization of cardanol and formaldehyde in the presence of base and acid
catalysts. The cardanol–formaldehyde resole with the highest yield (ca. 75%) was
prepared with a formaldehyde/cardanol molar ratio of 2.0 at pH 8.0 and 908C for 8
h. The cardanol–
formaldehyde novolak with the highest yield (ca. 80%) was prepared with a
formaldehyde/cardanol molar ratio of 0.8 at pH 2.2 and 1008C for 7 h. Fourier
transform infrared and 13C-NMR were employed to characterize the chemical
structures of the obtained cardanol–formaldehyde resins. The resins were compatible
with natural rubber in various formulations. The cured behaviors of natural rubber
blended with the cardanol–formaldehyde resole and novolak resins were
investigated. The cured behaviors of cardanol–formaldehyde resole and cardanol–
formaldehyde novolak samples were different, reflecting differences in their
chemical reactivities. Furthermore, the incorporation of cardanol–formaldehyde
resins into natural rubber provided significant improvements in mechanical
properties such as the hardness, tensile strength, modulus at 100 and 300%
elongation, and abrasion resistance. However, the elongation at break and
compression set of the blends decreased as expected.
The rapid growth of rubber industry has accelerated demand for new
ingredients, which are used in the compounding of rubber for vulcanization.
Incorporation of CNSL products in rubber improves tensile strength and abrasion

lxxix
resistance, reduces fatigue, enhances self-adhesion and rubber to cord adhesion and
contributes to antioxidant and antiozonant activity. The fast curing cashew modified
phenol-formaldehyde resins enhance the resistance of the product to ageing,
chemical attack and the action of solvents and acids. The residol mentioned earlier is
said to have properties much superior to that of pine tar, which thus gets replaced in
rubber formulations (Anonymous, 2010a).
2.15.8 Cashew Cements
Polymer based cements are now widely used because they give good
adhesion and are unaffected by moisture, acids and alkalis. The phosphorus modified
CNSL resin is most suitable for this purpose. This material adheres well to porous
bricks, steel and concrete and could be set by gentle heat or by addition of curing
agents. Thus, Anorin-38 bonds bricks much more efficiently and is resistant to acids
and alkalis so that it could be used to cement floors, which are subject to chemical
attack. One of the most useful applications will be to seal leaks in the concrete roofs.
This material can be admixed with a curing agent and made in the form of putty
which can be introduced to the cavities of the leaks by mild heating when it sets to a
solid to fill the cavities (Anonymous, 2010a).
9) 2.15.9 Epoxy Resins
Epoxy resins offer properties much superior to those of polyester and
phenolics. A subsidiary of 3M Company USA is known to market a high impact
adhesive by name 'Cardolite 5' made from cardanol. It is reported that the epoxy
polymer is made by acid catalyzed electrophilic reaction of phenol with cardanol to
get a biphenol, which is then epoxidised. The presence of the side chain assures
improved flexibility and impact resistance over that of the conventional epoxies
available in the market (Anonymous, 2010a).
2.15.10 Wood Composites and CNSL based Adhesives
Specialty wood products have been made and marketed, by in-situ
polymerization of certain monomers after suitably incorporating them in wood. As
cardanol as such fails to get polymerized by the conventional free radical or high-
energy irradiation methods, it requires special methods. CNSL based adhesives,
however, are reported to exhibit admirable properties to meet the growing demand
for quality and durability in bonding plywood. Various cashew-aldehyde resins when
impregnated in low grade woods such as rubber wood, show remarkable upgrading
lxxx
of quality. These resins are equally applicable to the preparation of particle boards,
bamboo boards, coconut leaf based boards etc. where both quality and cost
effectiveness could be simultaneously achieved. Anorin-38 with a bonding capacity
500 times more than that of CF resins and with capabilities to reduce the
flammability of the material stands a good chance for plywood and particle boards,
particularly as there is a price advantage two to three times lower than the
conventional phenolics adhesives (Anonymous, 2010a).
2.15.11 Surfactants
CNSL can be advantageously used in the manufacture of anionic and non-
ionic surface-active agents. Like long chain fatty acids, cardanol possesses a typical
lipid structure with a hydrocarbon hydrophobic group and a hydrophilic phenolic end
group. This structure could be modified suitably to incorporate improved ion
exchange capabilities such as introduction of a sulphonic acid group on the phenolic
ring. The ion exchange resins are said to be good emulsifiers for oil-in-water and
water-in-oil systems (Anonymous, 2010a).
2.15.12 Industrial Chemicals and Intermediates for Chemical Industry
Rajapakse et al. (1978) reported that Cashew-nut-shell liquid (CNSL), which
consists mainly of a mixture of two phenols each with a bulky unsaturated alkyl
group at the meta position, has been found to protect black loaded natural rubber
vulcanizates against auto oxidation. Its efficiency as an antioxidant has been found to
be comparable with that of the commonly used commercial antioxidants of the amine
type. The high antioxidant activity of CNSL is qualitatively explained as being due
to a combined effect of the formation of dimeric products and of a network bound
antioxidant during vulcanization with sulphur.
Rajapakse et al. (1979) reported that the antioxidant activity of
decarboxylated cashew-nut-shell-liquid (CNSL), which consists of a monophenol,
anacardol and a diphenol, cardol, each with a bulky unsaturated alkyl group at the
Meta position, in sulphur-cured natural rubber vulcanizates has been found to be
mainly due to the formation of phenolic sulphides in situ during vulcanization. The
sulphides are formed through a substitution reaction probably at the para position to
the phenolic group. It has also been observed that cardol, the diphenolic component,
contributes more towards the antioxidant activity than the monophenol, anacardol.
This has been explained as being due to the high probability of formation of the
sulphides with cardol.
lxxxi
Anonymous (2009) reported that the Cashew nut shell liquid is used in
almost every automobile in the world. It provides heat resistance as an additive in
brake linings. Worldwide consumption of cashew nut oil by the auto industry is
estimated to be about 25000 tonnes per year. Palmer is the largest buyer worldwide
of cashew nut shell liquid, which it processes further via a separation process.
Cardolite is the largest buyer in North America.
Using cashew nut shell liquid, a novel and cheaper liquid crystalline
polyester has been synthesised that can substitute for polymer fibres and films in
speciality applications. Liquid crystalline (lc) polymers have attracted much attention
in recent years because of their potential use as high performance materials.
CNSL because of its dark colour is used in the manufacture of dark coloured
paints and enamels. A number of anticorrosive paint formulations for ship bottoms
have been made by the Regional Research Laboratory, Hyderabad, the Central
Institute of
Fisheries Technology, Cochin, Bombay University and the Research, Design and
Standards Organisation, Lucknow. Paints and varnishes made from CNSL have
superior properties than those of conventional oils or synthetic resins. Varnishes
resistant to water and gasoline have been made by incorporating sulphur in CNSL.
Anonymous (2009) reported that the Lacquers developed from CNSL could
be used for insulation, protective or decorative coatings for furniture, buildings,
automobiles, etc. The films have toughness and elasticity, excellent gloss and
superfine adhesive qualities. The dried films are superior to those of ordinary oil
paints in respect of resistance to oils, grease moisture and chemicals. Cashew
lacquers are cheaper than ordinary oil varnishes.
Electrical insulating varnishes are obtained by treating CNSL with
formaldehyde and compounding the resulting material with pure phenolic resin
varnish or alkyd resin in suitable proportions. Films of those materials are water and
chemical resistant and can be used as insulating materials varnished with high
electrical resistance and as bobbin enamels and laboratory tabletops.
Cashew polymers react with formaldehyde to give a rubbery gel, which can
be used as a cement hardening agent that would be immune to acids and alkalies
reaction. It can be used for cementing floors exposed to chemical attack.
Anonymous (2009) reported that the CNSL modified by heating at 160 0C in
the presence of certain accelerators give stoving enamels that are resistant to alkali
lxxxii
and acid solutions, mineral and fatty oils and various organic solvents. Coating
compositions possessing insecticidal properties are obtained by adding DDT,
Gammexane etc., to CNSL or chlorinated CNSL after treatment with Formaldehyde
gums and resins and drying or semi-drying oils.
Apart from the polymeric products, CNSL forms the basic raw material for a
vast number of industrially important chemicals and chemical intermediates.
Chlorinated products of cardanol and hydrogenated cardanol are found to have
pesticidal action. The various components of cardanol can be suitably modified to
obtain emulsifiers and surface active agents, dyestuffs, antioxidants, plasticizers,
stabilizers, accelerators, curatives, reclaiming agents and ion-exchange resins.
CNSL or Cardanol derivatives are extensively used in the laminating industry
for reducing brittleness and improving the flexibility of the laminates. A CNSL
based adhesive for blending concrete to wooden surface has been developed by the
Central Building Research Institute, Roorkee. Adhesives suitable for plywood are
made by oxidising CNSL with potassium permanganate or Manganese dioxide at
100 0C reacted with Paraformaldehde and compounded with cuprous chloride. Also
CNSL modified with furfural, aniline, xylol etc, gives good plywood adhesives
(Anonymous, 2009).
The use of CNSL in rubber compositions has been found to improve the
performance of rubber products. It helps processing and enhances the vulcanizate
properties. CNSL enhances the insolubility of natural rubber vulcanizates in
petroleum solvents. It helps in the incorporation of ingredients into rubber and
increases its resistance to moisture. Oxides of Cu, Ba, Zn, etc. harden CNSL and
give hard products.
Cardanol and its derivatives can also be converted to phenoplasts with better
process ability, hydrocarbon solubility and resistance to acids and alkalies than the
conventional phenol-based systems. Moulding powders from CNSL, shellac, and
fillers such as wood flour, sawdust, asbestos, etc. are found to give articles with
excellent finish, good flexural and tensile strengths and satisfactory water resistance.
Stable rigid or flexible covering materials in the form of tiles sheets, etc., are made
from compositions containing CNSL, formalin, natural rubber and synthetic rubber
and other conventional ingredients. Lightweight, sandwich type plastics, composite
panels suitable for partitions, claddings, flush doors etc., have been developed using
lxxxiii
resins based on CNSL. Foam plastics based on CNSL and its derivatives have also
been made (Anonymous, 2009).
CNSL forms the basic raw material for a vast number of industrially
important chemicals and chemical intermediates. Patents and reports cite a number
of applications such as antioxidants, bactericides, fungicides, disinfectants,
insecticides, dispersing and emulsifying agents, dyestuffs etc. Hydrogenation of
cardanol gives 3-pentadecylphenol, which stands a good chance for industrial
utilization. Reports suggest its utilization as a replacement for nonyl phenol and as a
starting material for the preparation of
6-tertiarybutyl-3-pentadecylphenol and 3-pentadecyl-phenyl-glycedyl-ether. Its
copolymerized product with phenol and formaldehyde has been processed into
specialty coatings by the Japanese. Suitable chemical modification can convert the
material into plasticizers that can replace the costly petrochemical based plasticizers
(Anonymous, 2010a).
2.15.13 Commercial Uses / Applications
With recent advances in chemical technology, CNSL is finding many new
industrial applications. It is used commercially as a phenolic raw material for the
manufacture of resins and plastics. In particular, it is used as a friction modifier in
the manufacture of brake lining and clutch facing. It has the property of absorbing
the heat generated by friction in the braking action while retaining their braking
efficiency longer. It is also used in rubber compounds, where it acts as reinforcing
fillers, which tensile strength, hardness and abrasion resistance are improved.
Menon et al. (1985) elaborated that the resins from CNSL are used in
laminating for papers, cloths and glass fibers, or impregnating materials where oil or
acid resistance is required. Other uses include the manufacture of lacquers, paints,
printing inks, electrical insulation material, an anti-corrosive for metals, water
proofing compounds and adhesives.
Anonymous (2007) reported that the CNSL resins have been used
extensively in the manufacture of friction-resistant components in applications such
as brake and clutch linings. These resins are used as binders for friction ingredients
and also as friction ingredients themselves in the form of fine dusts obtained from
the completely cured resins. CNSL-aldehyde condensation products and CNSL-
based phenolic resins are used in applications such as surface coatings, adhesives,
lxxxiv
varnishes and paints. Various polyamines synthesized from CNSL or cardanol are
used as curing agents for epoxy resins.
CNSL and its derivatives have been used as antioxidants, plasticizers and
processing aids for rubber compounds and modifiers for plastic materials. Resins
based on the reaction products of cardanol phenol and formaldehyde is used to
improve the resistance of rubber articles to cracking and ozone. CNSL, cardanol and
cardol are all used to provide oxidative resistance to sulfur-cured natural rubber
products. Cardanol, CNSL or sulfurated CNSL is added to rubber gum stock or
nitrile rubber to improve the process ability, mechanical properties and resistance to
crack and cut properties of the vulcanisates.
Anonymous (2007) reported a number of products based on CNSL used as
antioxidants, stabilizers and demulsifiers for petroleum products. Metal xanthates of
partially hydrogenated, sulfurized cardanol are used to lower the pour point of
lubricating oils as well as acting as antioxidant and anticorrosive properties. Soluble
metal derivatives of CNSL are used to improve the resistance to oxidation and
sludge formation of lubricating oils. Oxidized CNSL and its derivatives are used as
demulsifying agents for water in oil type petroleum emulsions.
2.16 CNSL as a fuel for carbonization
Das and Ganesh (2003) quoted that the Cashew Nut Shell Liquid (CNSL) has
fuel like properties worth a detail study. The maximum oil yield of about 40 per cent
(15-16 % obtained up to 150 0C plus 24 % obtained on pyrolysis) had been achieved.
A temperature of 500 0C for pyrolysis was optimum yielding the maximum
percentage of oil. However, the liquid-to-oil ratios were independent of the
maximum temperature of pyrolysis in the temperature range between 400 0C and 550
0C. The calorific value of the oil from CNS was unusually high like petroleum fuels
and therefore can be considered to be a promising bio-oil with a potential as a fuel.
Das et al. (2004) reported the cashew nut shell (CNS) on heating up to 175 0C
produced dark brown oil, which was extracted, and the CNS, after the removal of oil,
was pyrolysed under vacuum. The pyrolysis vapours were condensed to get a
combustible oil fraction as well as a noncombustible aqueous fraction. The detailed
chemical compositional analyses of both the oils as well as aqueous fractions were
lxxxv
carried out by various techniques like liquid column chromatography. The CNS oils
were found to be a renewable natural resource of unsaturated phenols with long
linear chains and marked absence of anacardic acid. Unlike other bio oils, the CNS
oils have been found to be fairly stable. The oils were completely miscible in diesel
and were found to have low corrosivity towards Copper and Stainless steel, and thus
promise to be a potential fuel.
2.17 Application of Cashew nut shell cake
Azam-Ali and Judge (2001) stated that after extracting the CNSL, the cashew
nut shells can be burned to provide heat for the decorticating operation or can be
used in the manufacture of agglomerates. Together with the testa, it may be used
either in the manufacture of dyestuff or to provide durability to hammocks and
fishing lines.
Bisana and Laxamana (2008) carbonized the CNS residue derived after
extraction of its liquid using the FPRDI carbonizer. Carbonized sample was bonded
using 7 %, 8 % and 9 % cassava starch binder. Eight percent cassava starch-bound
shell charcoal briquette was used as control. Each sample was analyzed for heating
value, volatile combustible matter (VCM), fixed carbon, ash and crushing strength.
Variation of treatment meant for briquettes’ VCM, ash, fixed carbon and crushing
strength was highly significant.
2.18 Concluding remarks
Indian CNSL industry is still operated mostly as small scale units, lacking in
R&D thrust and application development efforts. The export opportunity for CNSL
would substantially improve, if Indian units would produce various grades of
product for meeting the specific requirement of application sector. CNSL should be
considered as thrust product for export. In spite of need for the study of extraction of
CNSL from the Cashew nut shells by mechanical extraction method, not much work
has been done. Main emphasis is given to process the cashew only, although cashew
nut shell is the readily available by product during the processing of Cashew. This
may be due to the lack of thrust in R & D.

lxxxvi
There is a big opportunity of exporting the CNSL; hence investigations
should be carried out in this regard. Techniques such as separation of shells into
different sizes, preconditioning of shells prior to oil extraction can be done for the
extraction of CNSL from the Cashew nut shells. However, no such experiments have
been performed for the Cashew nut shells.
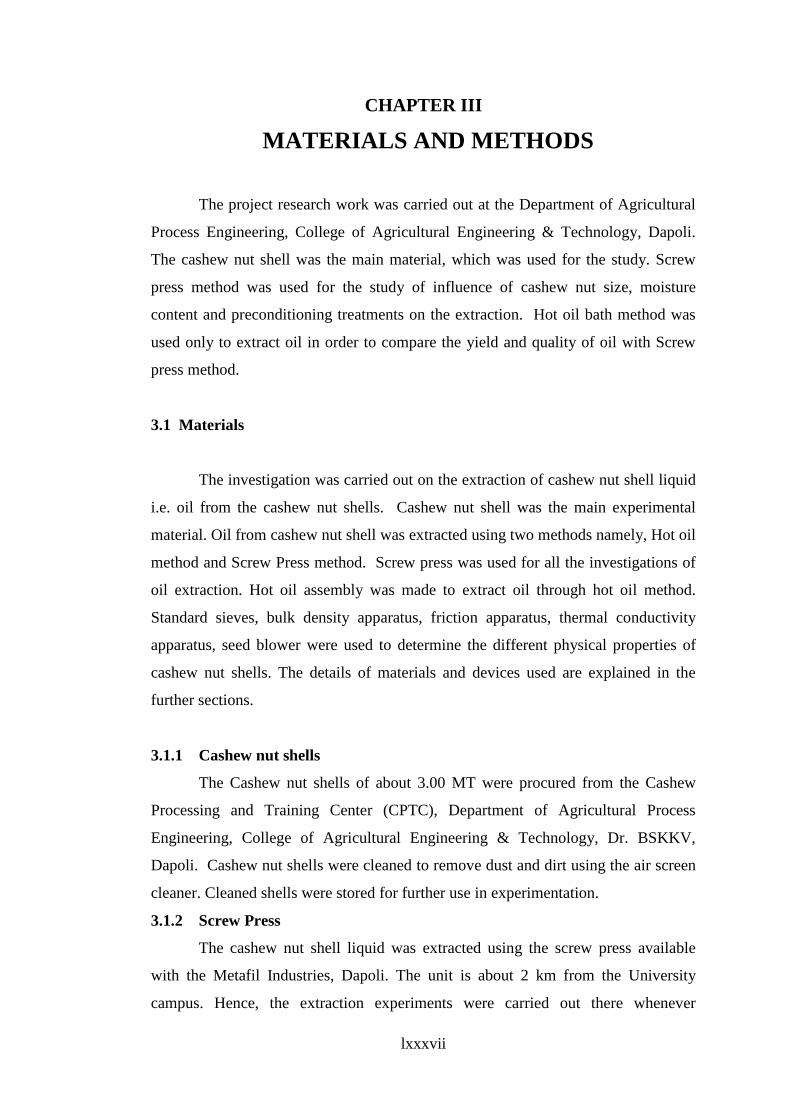
lxxxvii
CHAPTER III
MATERIALS AND METHODS
The project research work was carried out at the Department of Agricultural
Process Engineering, College of Agricultural Engineering & Technology, Dapoli.
The cashew nut shell was the main material, which was used for the study. Screw
press method was used for the study of influence of cashew nut size, moisture
content and preconditioning treatments on the extraction. Hot oil bath method was
used only to extract oil in order to compare the yield and quality of oil with Screw
press method.
3.1 Materials
The investigation was carried out on the extraction of cashew nut shell liquid
i.e. oil from the cashew nut shells. Cashew nut shell was the main experimental
material. Oil from cashew nut shell was extracted using two methods namely, Hot oil
method and Screw Press method. Screw press was used for all the investigations of
oil extraction. Hot oil assembly was made to extract oil through hot oil method.
Standard sieves, bulk density apparatus, friction apparatus, thermal conductivity
apparatus, seed blower were used to determine the different physical properties of
cashew nut shells. The details of materials and devices used are explained in the
further sections.
3.1.1 Cashew nut shells
The Cashew nut shells of about 3.00 MT were procured from the Cashew
Processing and Training Center (CPTC), Department of Agricultural Process
Engineering, College of Agricultural Engineering & Technology, Dr. BSKKV,
Dapoli. Cashew nut shells were cleaned to remove dust and dirt using the air screen
cleaner. Cleaned shells were stored for further use in experimentation.
3.1.2 Screw Press
The cashew nut shell liquid was extracted using the screw press available
with the Metafil Industries, Dapoli. The unit is about 2 km from the University
campus. Hence, the extraction experiments were carried out there whenever
lxxxviii
required. The screw press available is manufactured by Alfa Engineering Company,
Chandigarh. The model is of 27-5 type. The length of screw shaft is 27 Inches and
the inner diameter of cage is 5 inches. The capacity of extraction of the screw press
is to extract 3 tons of oil per 8 hours.
3.1.3 Hot oil bath assembly
The principle employed in this method is that oil-bearing substances i.e. the
cashew nut shells, when immersed in the same oil at high temperature, will lose their
oil, thus increasing the volume of the oil in the tank. The equipment consists of a
Mild Steel container of 0.5x0.3x0.3 m3 in size. Five kg of CNSL was put into the
container. A steel wire basket was used to hold the shells for immersion into the
tank. Immersion time used was 4 minutes. The container with oil was heated to the
temperature of 1850C. When the temperature of the oil inside the container was
reached to 1850C, the steel wire basket containing 10 kg of cashew nut shells was
immersed in the oil in the container. It was hold in the oil for a time period of 4
minutes. After the 4 minutes of heating, the steel wire basket containing the cashew
nut shells was taken out and the oil was allowed to drain off completely from the
shells into the container.
3.1.4 Devices and Instruments
Moisture content of cashew nut shells was determined using Hot Air Oven.
The physical dimensions; length, breadth and thickness of cashew nut shells were
measured using digital vernier caliper with least count of 0.001 mm (Mututoyo,
Japan). Different standard sieves available in the Department were used for the
classification of cashew nut shells based on size. Bulk density was determined using
the bulk density apparatus and friction apparatus was used for the measurement of
coefficient of friction using different surfaces. Seed blower was used to determine
the terminal velocity and thermal conductivity apparatus available in the Department
lab was used to determine the thermal conductivity of the cashew nut shells. Digital
Bomb Calorimeter (Parr - 6100) available in the NAIP Lab of CAET was used for
the determination of calorific value of cashew nut shells and also that of CNSL.
Instruments available with the NAIP Lab, CAET and Department of ACSS
were used for the determination of different properties of CNSL. Soxhlet apparatus
from the Department of ACSS was used for the determination of CNSL content and
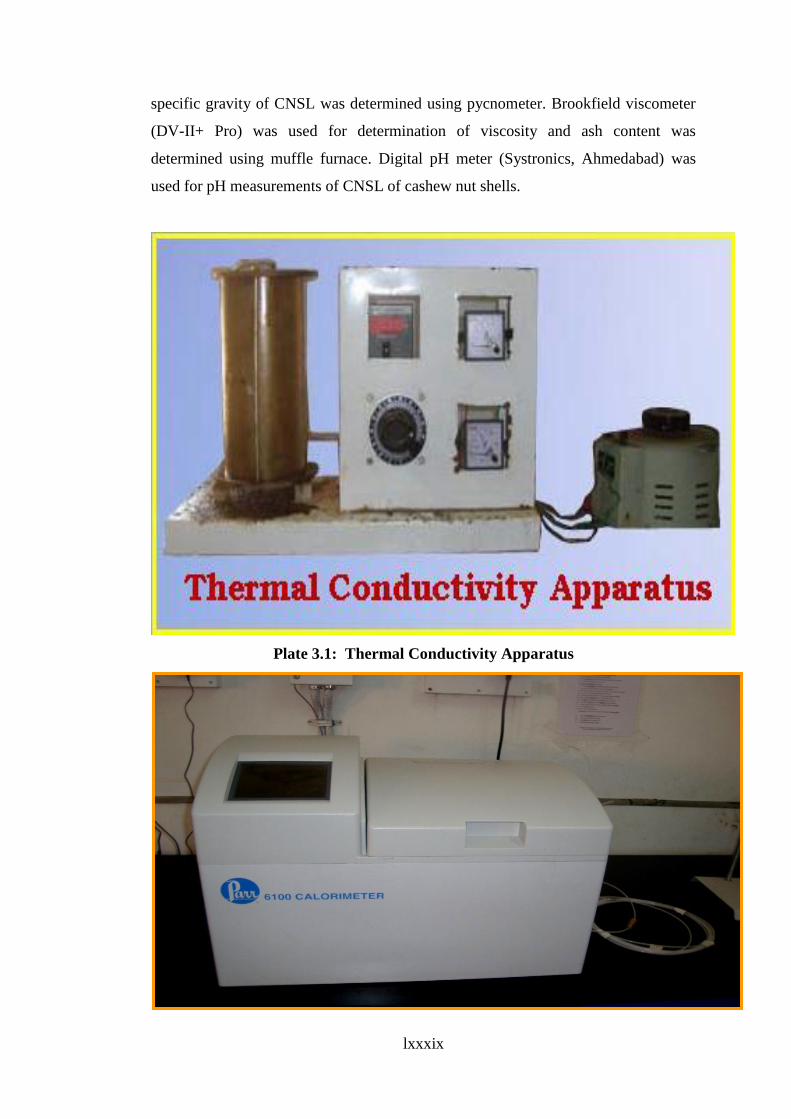
lxxxix
specific gravity of CNSL was determined using pycnometer. Brookfield viscometer
(DV-II+ Pro) was used for determination of viscosity and ash content was
determined using muffle furnace. Digital pH meter (Systronics, Ahmedabad) was
used for pH measurements of CNSL of cashew nut shells.
Plate 3.1: Thermal Conductivity Apparatus
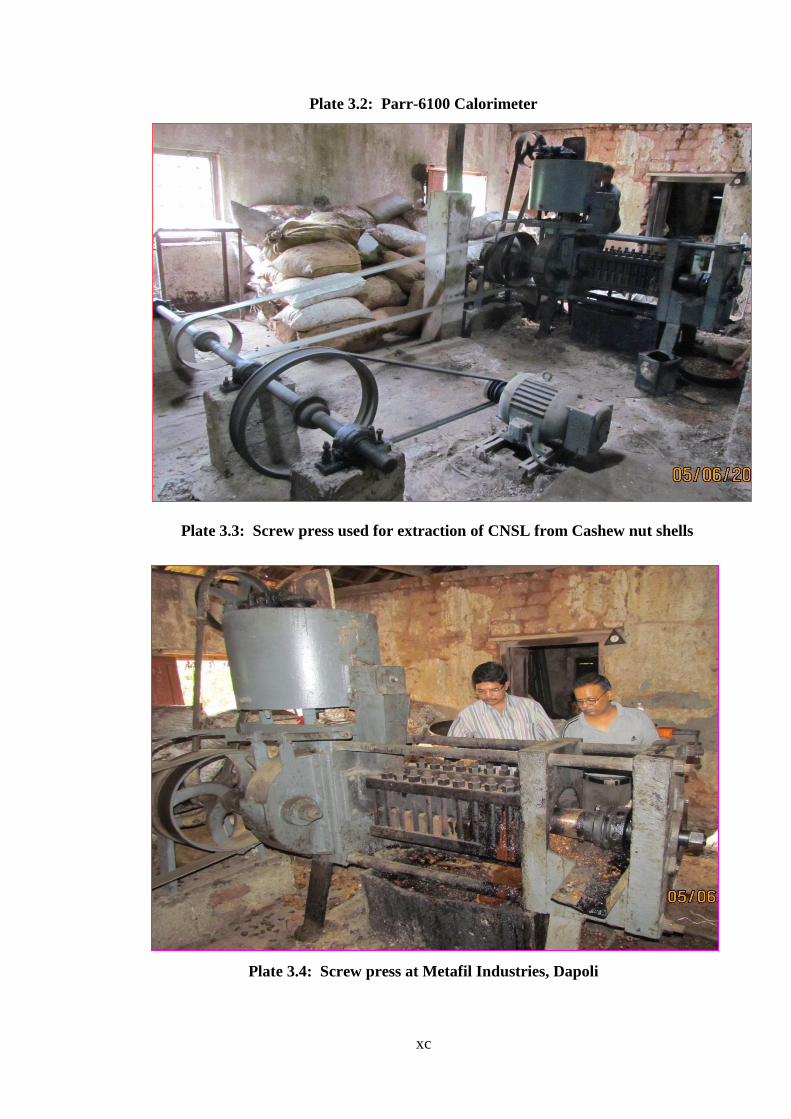
xc
Plate 3.2: Parr-6100 Calorimeter
Plate 3.3: Screw press used for extraction of CNSL from Cashew nut shells
Plate 3.4: Screw press at Metafil Industries, Dapoli
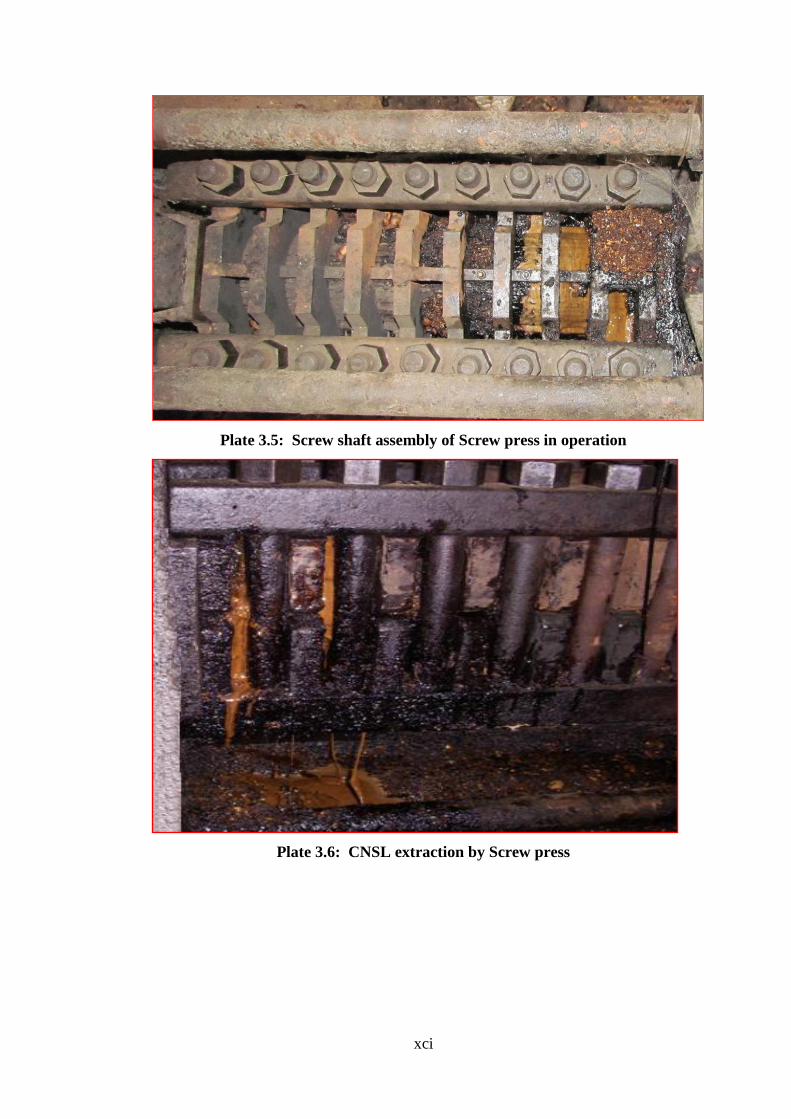
xci
Plate 3.5: Screw shaft assembly of Screw press in operation
Plate 3.6: CNSL extraction by Screw press
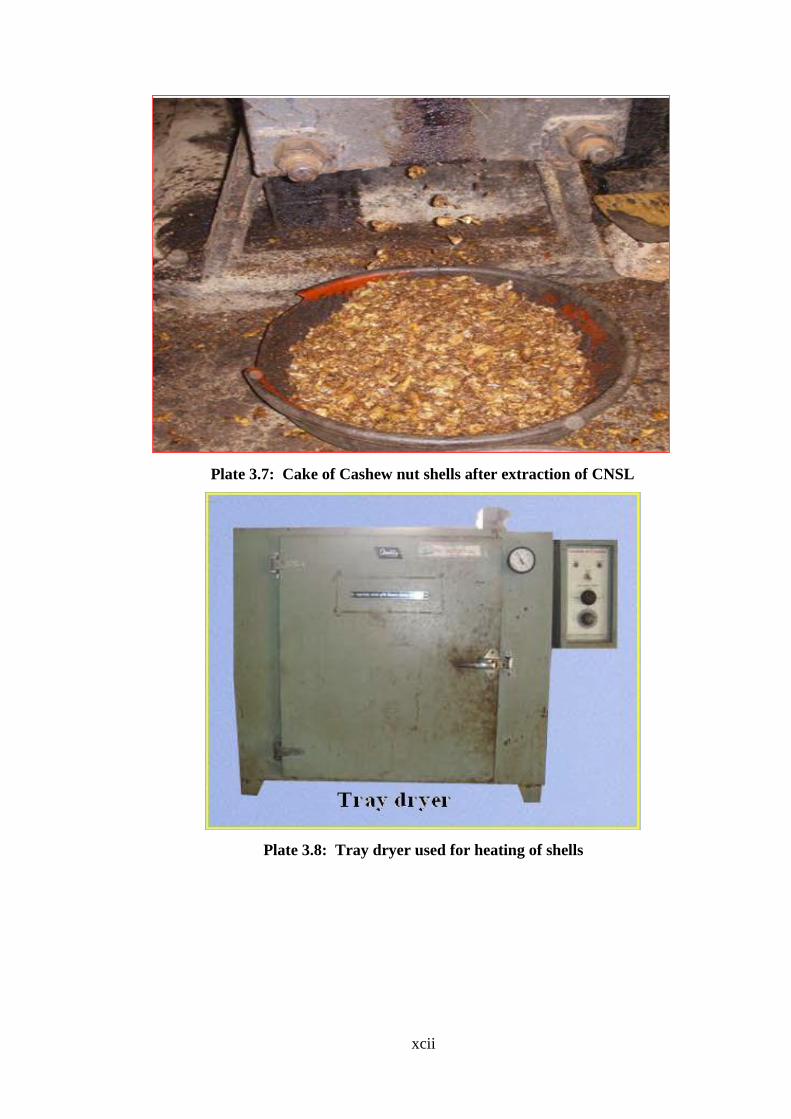
xcii
Plate 3.7: Cake of Cashew nut shells after extraction of CNSL
Plate 3.8: Tray dryer used for heating of shells
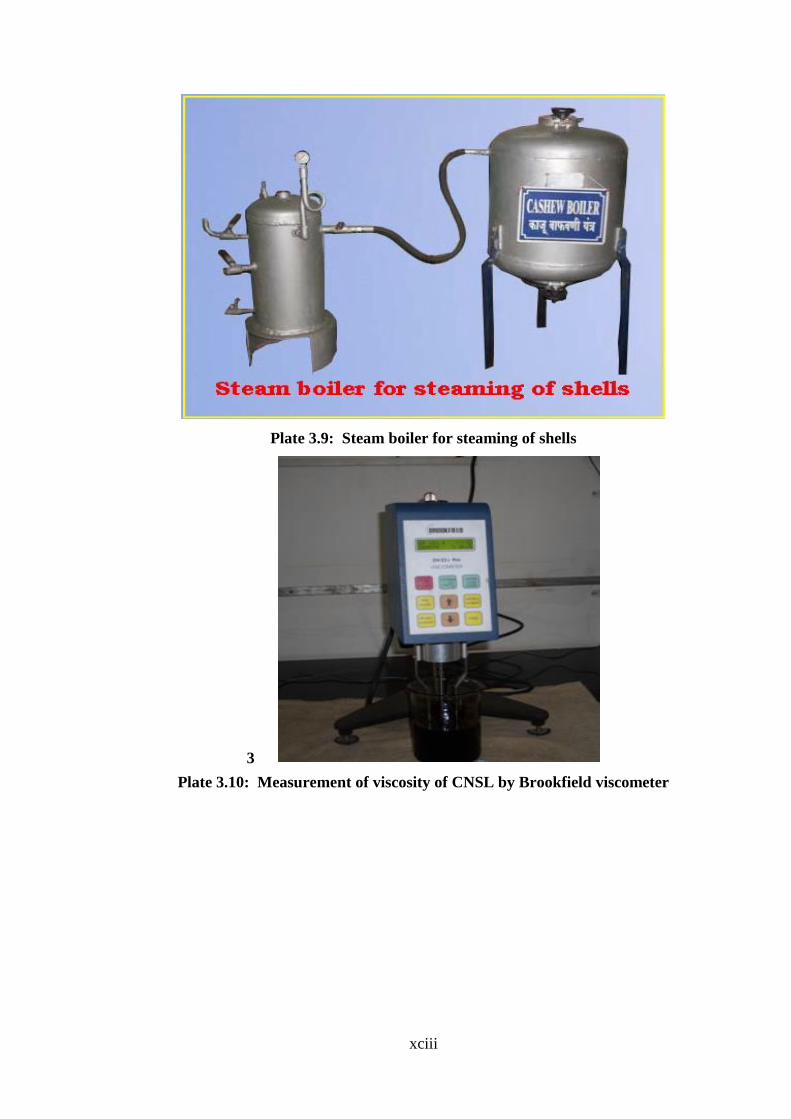
xciii
Plate 3.9: Steam boiler for steaming of shells
3
Plate 3.10: Measurement of viscosity of CNSL by Brookfield viscometer
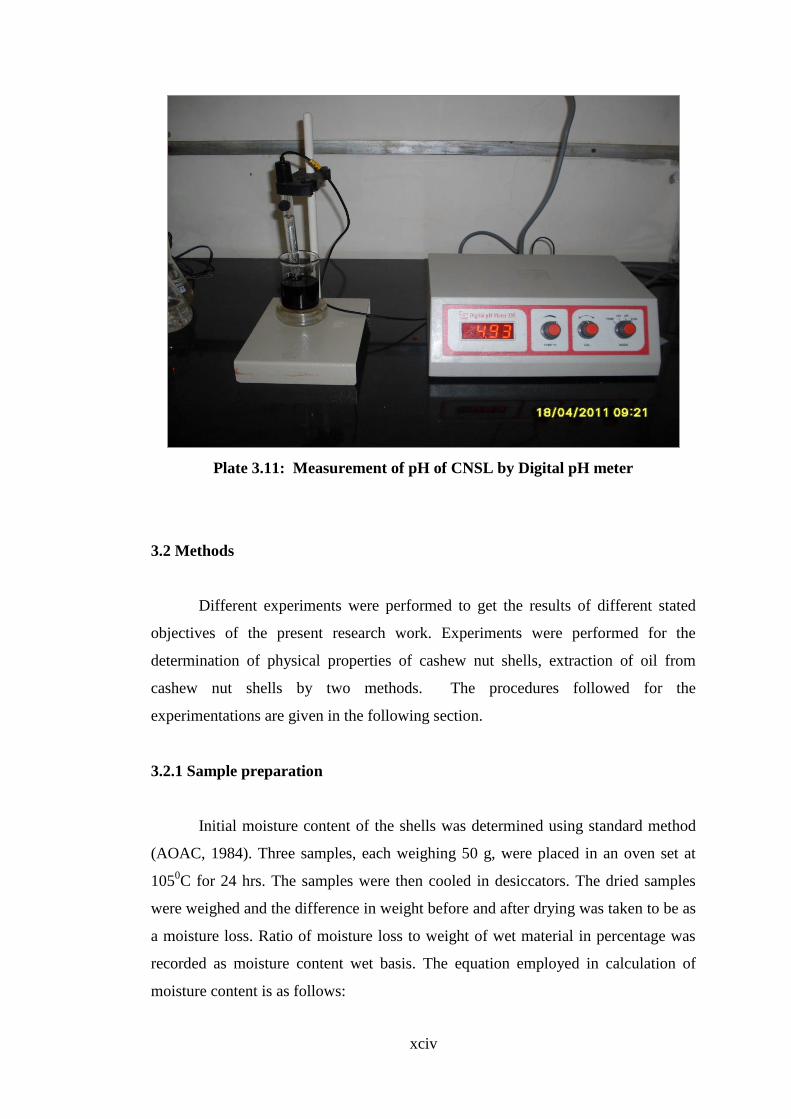
xciv
Plate 3.11: Measurement of pH of CNSL by Digital pH meter
3.2 Methods
Different experiments were performed to get the results of different stated
objectives of the present research work. Experiments were performed for the
determination of physical properties of cashew nut shells, extraction of oil from
cashew nut shells by two methods. The procedures followed for the
experimentations are given in the following section.
3.2.1 Sample preparation
Initial moisture content of the shells was determined using standard method
(AOAC, 1984). Three samples, each weighing 50 g, were placed in an oven set at
1050C for 24 hrs. The samples were then cooled in desiccators. The dried samples
were weighed and the difference in weight before and after drying was taken to be as
a moisture loss. Ratio of moisture loss to weight of wet material in percentage was
recorded as moisture content wet basis. The equation employed in calculation of
moisture content is as follows:
xcv
Moisture % = 100
1
21
W
WW (3.1)
Where:
W1 = Initial weight of sample before drying, g.
W2 = Weight of sample after drying, g.
The principal dimensions of ungraded cashew nut shells were measured using
digital vernier caliper with least count of 0.001 mm (Mututoyo, Japan). Cashew nut
shells were first classified into three sizes since the practice of grading the cashew
nut prior to processing is not followed in the Konkan region of Maharashtra. Also,
the cashew nut shells available were of random size obtained from the ungraded
cashew nuts of different varieties. However, Cashew nut shells of same size probably
may be helpful for better extraction efficiency and better oil recovery. Therefore, the
physical properties of the different sizes of the cashew nut shells were determined.
3.2.2 Classification of shells
Classification of the cashew nut shells was done by sieving the cashew nut
shells using different sieves. The four sieves used in the present study were of
perforation size 25 mm, 20 mm, 16 mm and 12 mm size were used based on the
dimensions of the cashew nut shells. Two kg of cashew nut shells were used for each
test with ten replications for sieving. The sieves were shaken for 10 minutes using
the manual sieve shaker. The sieves were arranged from top to bottom with
decreasing perforation size. The weights of samples retained on each sieve were
measured and recorded. After the sieving, they were classified into three categories.
The cashew nut shells retained on 20 mm sieve were considered as Large (L) size
shells. The shells retained on 16 mm sieve were considered as Medium (M) size
shells. The shells retained on 12 mm sieve were classified Small (S) size shells.
Thus, the shells were classified into three groups based on size namely, small (S),
medium (M) and large (L). The results of the classification of shells based on size
are given in section 4.1.1 of Chapter 4.
xcvi
3.2.3 Physical properties of cashew nut shell
The knowledge of physical properties of cashew nut shells is necessary in
handling, drying, heating, CNSL extraction and other relevant processing operations.
The physical properties of the cashew nut shell studied were size, surface area, bulk
density, angle of repose, coefficient of friction and terminal velocity.
3.2.3.1 Dimensions of the cashew nut shells
Dimensions of the cashew nut shells classified into three sizes were measured
using digital vernier calliper. The length, breadth and thickness of the shells were
measured at the moisture content for which they are commercially available.
Hundred shells from each size (small, medium, & large) were used for the
measurement of the principal dimensions.
The geometric mean dimension (De) of cashew nut shells was estimated
using the relationship (Mohsenin, 1980) as follows:
De= (LBT) 1/ 3
(3.2)
Where:
L = Length of cashew nut shell, mm
B = Breadth of shell, mm
T = Thickness of shell, mm
The results of the dimensions are given in section 4.1.2 of chapter 4.
3.2.3.2 Determination of surface area (A)
The surface area of cashew nut shell was measured by tracing the shell on a
graph paper by rolling the shell on the graph paper and counting the squares
(Mohsenin, 1980; Singhal and Samuel, 2003). Thirty shells of each size (small,
medium, & large) were used for the measurement of the surface area of cashew nut
shell. The results of the surface area of cashew nut shell are given in section 4.1.3 of
Chapter 4.
xcvii
3.2.3.3 Determination of bulk density (ρb)
The bulk density is important during the handling of the shells for filling in
bags and storage. The bulk density was determined by the hectoliter apparatus. A
cylindrical container of known volume (1000 ml) was used. It was filled with cashew
nut shells from the height of 15 cm. The weight of the cashew nut shells were
measured using the electronic weighing balance (Contech, Mumbai) to an accuracy
of 0.001 g. The experiment was replicated for 50 times. The bulk density (ρb) was
calculated as the ratio of the weight of the cashew nut shells to the volume of the
cylindrical container. The results of the bulk density are given in section 4.1.4 of
Chapter 4.
3.2.3.4 Determination of coefficient of friction
The knowledge of coefficient of friction is necessary in predicting the motion
of the material in the handling equipment. It is also important in determining the
pressure of the material against the walls of the containers. The coefficient of static
friction is the tangent of the angle of inclination at which a material begins to slide
on a surface. The static coefficient of friction of cashew nut shells against four
different structural materials, namely, mild steel, plywood, sun mica and glass was
determined. Test was replicated ten times for each size of the shells with each type of
structural material.
The experimental apparatus used in the friction studies consisted of a
frictionless pulley fitted on a frame, a bottomless rectangular box, a loading pan and
test surfaces. A topless and bottomless box of dimensions 150 x 100 x 40 mm3 was
filled with cashew nut shells and placed on the horizontal test surface. Weights were
then added to the loading pan until the box began to slide along the test surface. The
normal force applied Nf was the weight of the shells in the box and the frictional
force F was the weights added to the pan. The coefficient of static friction () was
calculated as
μ =
fN
F
(3.3)
Where:
Nf = weight of the shells, g
xcviii
F = weights added to the pan, g
The results of the coefficient of friction are given in section 4.1.5 of Chapter 4.
3.2.3.5 Determination of angle of repose
The angle of repose characterizes the flowing capacity of the material. This
property of the shell is essential in determination of the size of the appropriate
packaging, handling and storage of the material.
The angle of repose was determined using the method mentioned in the IS:
6663 (1972) (Kachru et al., 1994). A topless and bottomless cylindrical container of
0.15 m diameter and 0.25 m height was used. The container was placed at the leveled
and smooth surface. The cashew nut shells were poured into the container from a
certain height and the container was filled with the cashew nut shells. The flat levels
of the cashew nut shells from both sides of the container were measured. The
distance of the heap from the top of the container was measured. Test was replicated
thirty times for each size of the shells. The angle of repose () was calculated by the
following relationship
tan-1=
100
3d (3.4)
Where:
Height of the pile, d3 = d1-d2
d1 = (d1a+d1b)/2
d1a = flat level of the cashew nut shells from one side of the container,
d1b = flat level of the cashew nut shells from the other side of the container.
d2 = the distance of the heap from the top of the container
The results of the angle of repose are given in section 4.1.6 of Chapter 4.
3.2.3.6 Determination of Terminal Velocity
Terminal velocity was measured using an air column (Fig.1). For each test, a
sample (Cashew nut shell) of 10 g was dropped into the air stream from the top of
the air column (Make: Indosaw, Haryana), and air was blown up in the column to
suspend the material in the air stream. The air velocity near the location of the
sample suspension was measured by a digital anemometer having a least count of 0.1
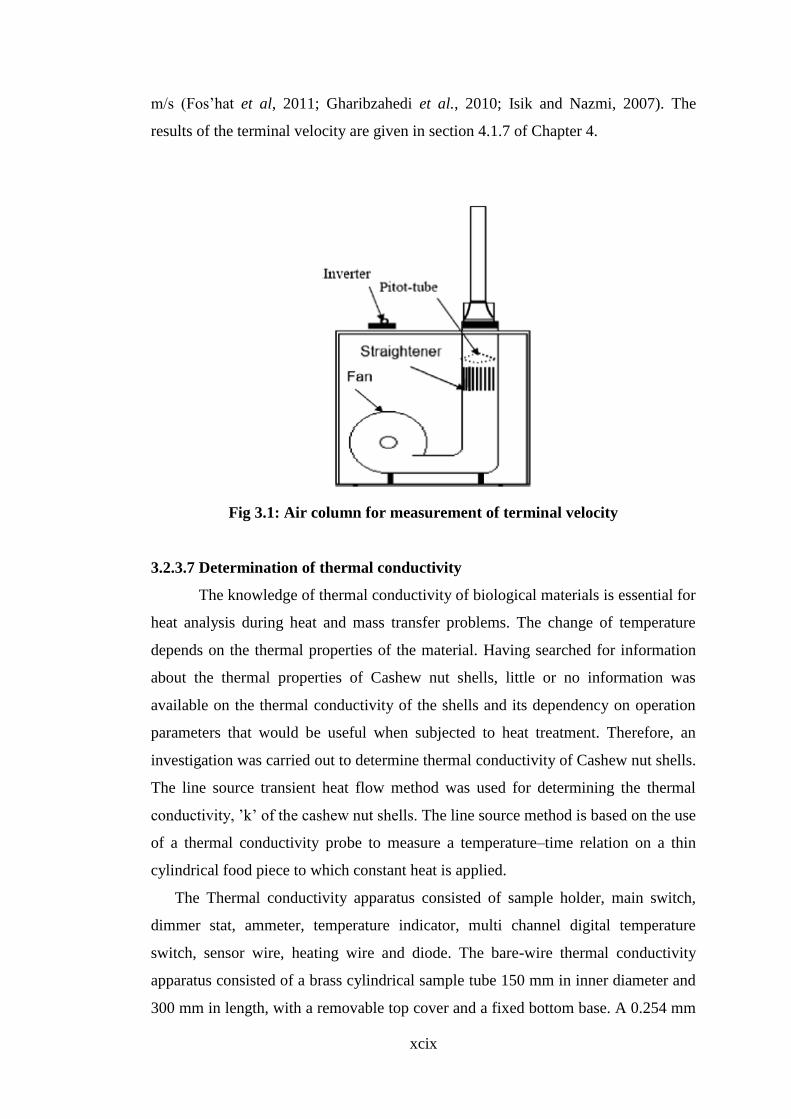
xcix
m/s (Fos’hat et al, 2011; Gharibzahedi et al., 2010; Isik and Nazmi, 2007). The
results of the terminal velocity are given in section 4.1.7 of Chapter 4.
Fig 3.1: Air column for measurement of terminal velocity
3.2.3.7 Determination of thermal conductivity
The knowledge of thermal conductivity of biological materials is essential for
heat analysis during heat and mass transfer problems. The change of temperature
depends on the thermal properties of the material. Having searched for information
about the thermal properties of Cashew nut shells, little or no information was
available on the thermal conductivity of the shells and its dependency on operation
parameters that would be useful when subjected to heat treatment. Therefore, an
investigation was carried out to determine thermal conductivity of Cashew nut shells.
The line source transient heat flow method was used for determining the thermal
conductivity, ’k’ of the cashew nut shells. The line source method is based on the use
of a thermal conductivity probe to measure a temperature–time relation on a thin
cylindrical food piece to which constant heat is applied.
The Thermal conductivity apparatus consisted of sample holder, main switch,
dimmer stat, ammeter, temperature indicator, multi channel digital temperature
switch, sensor wire, heating wire and diode. The bare-wire thermal conductivity
apparatus consisted of a brass cylindrical sample tube 150 mm in inner diameter and
300 mm in length, with a removable top cover and a fixed bottom base. A 0.254 mm
c
(diameter) constantan heater wire (10.07 m-1
, 210mm in lengths) was connected to
a constant D.C. current (1.0000±0.004 A) power source. Pre-calibrated type T
thermocouples were installed for measuring the core temperature and the outer
surface temperature of the sample tube. The thermocouples were connected to the
data acquisition system by a thermocouple extension wire.
The sample holder for each test was filled with cashew nut shells and the net
weight of the sample (the sample holder weight after filling minus that before filling)
was recorded. The temperatures of the sample core (about 1mm from the hot wire),
sample holder surface and the chamber were recorded at the intervals of 5 min till
the constant temperature was achieved.
The experimental data of (T - T0) versus ln (t) was plotted, and the linear slope S
was obtained from the plot. The thermal conductivity was derived from the
following equation used by Yang et al, 2002:
k = S
RI
4
2
(3.5)
Where,
k - Thermal conductivity,
I - Electric current, A
R - Electric resistance per unit length, m-1
S - Slope obtained from plot of (T - T0) versus ln (t)
The results of the thermal conductivity are given in section 4.1.8 of chapter 4.
3.2.3.8 Determination of calorific value:
Calorific value (CV) is a measure of heating power and is dependent upon
the composition of the material. Digital Bomb Calorimeter (Parr - 6100) available in
the NAIP Lab of CAET was used for the determination of calorific value of cashew
nut shells and also that of CNSL. The detailed procedure for the determination of
calorific value of the shells by Digital Bomb Calorimeter is given in Appendix A-1.
The results of the calorific value are given in section 4.1.9 of Chapter 4.
3.2.4 Determination of CNSL content:
The Cashew nut shell has a soft feathery outer skin and a thin hard inner skin.
Between these skins is the honeycomb structure containing the phenolic material
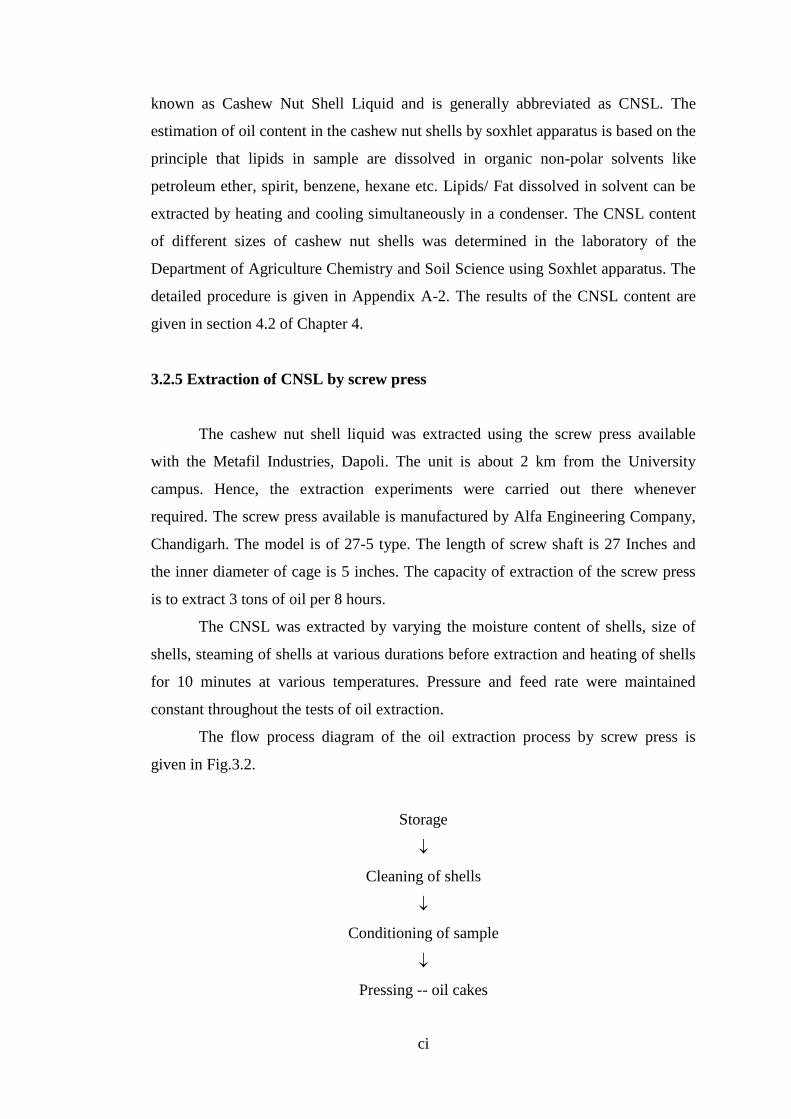
ci
known as Cashew Nut Shell Liquid and is generally abbreviated as CNSL. The
estimation of oil content in the cashew nut shells by soxhlet apparatus is based on the
principle that lipids in sample are dissolved in organic non-polar solvents like
petroleum ether, spirit, benzene, hexane etc. Lipids/ Fat dissolved in solvent can be
extracted by heating and cooling simultaneously in a condenser. The CNSL content
of different sizes of cashew nut shells was determined in the laboratory of the
Department of Agriculture Chemistry and Soil Science using Soxhlet apparatus. The
detailed procedure is given in Appendix A-2. The results of the CNSL content are
given in section 4.2 of Chapter 4.
3.2.5 Extraction of CNSL by screw press
The cashew nut shell liquid was extracted using the screw press available
with the Metafil Industries, Dapoli. The unit is about 2 km from the University
campus. Hence, the extraction experiments were carried out there whenever
required. The screw press available is manufactured by Alfa Engineering Company,
Chandigarh. The model is of 27-5 type. The length of screw shaft is 27 Inches and
the inner diameter of cage is 5 inches. The capacity of extraction of the screw press
is to extract 3 tons of oil per 8 hours.
The CNSL was extracted by varying the moisture content of shells, size of
shells, steaming of shells at various durations before extraction and heating of shells
for 10 minutes at various temperatures. Pressure and feed rate were maintained
constant throughout the tests of oil extraction.
The flow process diagram of the oil extraction process by screw press is
given in Fig.3.2.
Storage
Cleaning of shells
Conditioning of sample
Pressing -- oil cakes

cii
Heating at 1800Cfor 12hrs -- impurities
Cooling for 12hrs
Purified CNSL.
Fig. 3.2: Flow diagram of a CNSL extraction process by screw press
3.2.6 Influence of shell moisture content on oil extraction
The influence of moisture content of cashew nut shells on the extraction of
CNSL by screw press method was studied to find out the role of moisture content in
the oil yield and there by optimising the moisture content of shells for the extraction
process. Cashew nut shells were used randomly without grading into size.
Experiments were conducted at four different levels of moisture (8.12, 10.06, 12.17
and 14.20 %) for the extraction of CNSL by screw press method. The desired
moisture content levels were achieved by adding calculated volume of distilled water
as obtained from the following equation used by Akinoso, 2006.
Q = )100(
)(
b
abA
(3.6)
Where,
A - Initial mass of the sample, kg.
a - Initial moisture content of the sample, wet basis in per cent,
b - Final (desired) moisture content of sample, wet basis in per cent,
Q - Mass of water to be added, kg.
A batch of 30 kg was used for the extraction of oil and it was replicated 10
times. Hence, sample of 400 kg for each moisture level was prepared using the
moisture conditioning process as explained above. Sample prepared was
immediately used for the extraction of oil. Oil was extracted using the screw press
available with the Metafil Industries, Dapoli. The Unit is about 2 km from the
University campus. Pressure and feed rate were maintained constant through out the

ciii
tests of oil extraction for different moisture contents. Test was replicated ten times
for each moisture level. Yield of oil was recorded for each test run.
The Yield of CNSL was carried ut using the following formulae:
1. CNSL (%) = 100...
.
SampleFMofWt
CNSLofWt (3.7)
2. Yield of CNSL (%) = 100%.
%
inSampleCNSLCont
CNSL (3.8)
Similar types of formulae were used by Elhassan (2009) for the yield of oil from
seasame seeds.
Results of these experiments are given in section 4.3 of Chapter 4.
3.2.7 Influence of shell size on oil extraction
The influence of size of cashew nut shells on the extraction of CNSL by
screw press method was studied to find out the role of size of shells in the oil yield.
The cashew nut shells from the three groups namely; small, medium and large were
used for the extraction of the oil by screw press. Results were compared with the
control.
A batch of 30 kg was used for the extraction of oil and it was replicated 10
times. Hence, sample of 400 kg for each size of cashew nut shell was prepared using
the sieve analysis process as explained above. Sample prepared was immediately
used for the extraction of oil. Oil was extracted using the screw press available with
the Metafil Industries, Dapoli. The Unit is about 2 km from the University campus.
Pressure and feed rate were maintained constant through out the tests of oil
extraction for different sizes of the cashew nut shells. Yield of oil was recorded for
each test run. Test was replicated ten times for each size of the shells. Results of
these experiments are given in section 4.4 of Chapter 4.
3.2.7.1 Influence of shell size combinations on oil yield
The influence of different combination of the shells of various sizes of
cashew nut shells on the extraction of CNSL by screw press method was studied.
The cashew nut shells from the three groups namely; small, medium and large were
used in the following combinations for the extraction of the oil by screw press.
civ
A25+B75
A50+B50
A25+C75
A50+C50
Where,
A= Shells of small size;
B= Shells of medium size;
C= Shells of large size.
The results were compared with the control. Test was replicated ten times for
each size of the shells. Results of these experiments are given in section 4.4.1 of
Chapter 4.
3.2.8 Influence of shell preconditioning on oil extraction
The influence of shell preconditioning on the extraction of CNSL by screw
press method was studied to find out the role of shell preconditioning on the oil yield
and there by optimising the preconditioning parameters for the extraction process.
Preconditioning treatments followed in present study were steaming of the shells and
heating of the shells. The cashew nut shells from the three groups namely; small,
medium and large were used for the extraction of the oil by screw press. Results
were compared with the control.
The following design of experiment to find the influence of preconditioning
treatments was used:
Treatments – 3 (Control, Steaming, Heating)
T1- Control
T2 - Steaming – 3 durations (5, 10, 15 min)
T3 - Heating - 3 temperatures (50, 70, 90 0C)
Shell weight (1, 30 kg) x 3T x Shell size (3) x 3R
A batch of 30 kg was used for the extraction of oil. Test was replicated ten
times for each size of the shells. Results of these experiments are given in section 4.5
of Chapter 4.
cv
3.2.8.1 Influence of Steaming of shells on oil extraction
The cashew nut shells were steamed and conditioned at about 2 kg/cm2
pressure for the durations of 5, 10 and 15 minutes. For steaming, the steaming
assembly for cashew nuts at the Cashew Processing Center of the department was
used. A cylindrical steam cooker with provision of cashew nut shells feeding at the
top and discharging of steamed shells from the center at bottom has a capacity of
holding 40 kg of cashew nut shells in a batch. The shells of different sizes were
weighed and put into the steam cooker and subjected to the steam for the desired
steam durations and then the CNSL was extracted from these shells by screw press.
Test was replicated ten times for each size of the shells. Results of these experiments
are given in section 4.5.1 of Chapter 4.
3.2.8.2 Influence of Heating of shells on oil extraction
Cashew nut shells were heated for 10 minutes at a temperature of 50, 70 and
90 0 C prior to oil extraction. These treatments were given for all three classes of the
Cashew nut shells as well as for the control sample. For heating, a tray dryer was
used. Yield of oil was recorded for each test run. Test was replicated ten times for
each size of the shells. Results of these experiments are given in section 4.5.2 of
Chapter 4.
3.2.9 Extraction of oil by Hot Oil Bath method
The principle employed in this method is that oil-bearing substances i.e. the
cashew nut shells, when immersed in the same oil at high temperature, will lose their
oil, thus increasing the volume of the oil in the tank. This method is used mainly for
the roasting of the cashew nuts and while roasting the CNSL oozes as a byproduct.
However in the present study the experiments were carried out by using the cashew
nut shells directly instead of the nuts for the extraction of CNSL from the shells. The
other parameters of the process were followed the way traditionally. The equipment
consists of a Mild Steel container of 0.5x0.3x0.3 m3 in size. Five kg of CNSL was
put into the container. A steel wire basket was used to hold the shells for immersion
into the tank. Immersion time used was 4 minutes. The container with oil was heated
to the temperature of 1850C. When the temperature of the oil inside the container
was reached to 1850C, the steel wire basket containing 10 kg of cashew nut shells

cvi
was immersed in the oil in the container. It was hold in the oil for a time period of 4
minutes. After the 4 minutes of heating, the steel wire basket containing the cashew
nut shells was taken out and the oil was allowed to drain off completely from the
shells into the container. After cooling for 15 minutes, the weight of the CNSL in the
container was measured. The initial weight of the CNSL was deducted from this
weight and the percentage of CNSL extracted was calculated.
The cashew nut shells from the three groups namely; small, medium and
large were used for the extraction of the oil by Hot Oil Bath method. Yield of oil was
recorded for each test run. Test was replicated ten times for each size of the shells.
Results of these experiments are given in section 4.6 of Chapter 4.
The flow process diagram of the oil extraction process by hot oil bath method
is given in Fig.3.3.
Storage
Cleaning of shells
Heating of CNSL in tank up to 1850C
Immersion of wire basket with shells in tank containing CNSL
Removal of basket with shells after 4 min
Draining of CNSL from shells into container
Cooling for 15 min
CNSL.
Fig. 3.3: Flow diagram of a CNSL extraction process by hot oil bath method
cvii
3.2.10 Comparative Yield of CNSL by screw press and hot oil bath method
The CNSL extracted from the cashew nut shells by screw press method and
hot oil bath method was compared for the yield. The oil yield at each condition was
investigated and the results are given in section 4.7 of Chapter 4.
3.2.12 Quality of CNSL (Oil)
The properties of the oil extracted at various operating conditions were
determined using standard procedures. The samples of CNSL from the shells
extracted by Screw press method with better preconditioning treatment were
analyzed for quality parameters. Hot oil method (being traditional) was used as
control and results were compared for quality of oil. The experiments to analyze the
quality of oil for the parameters namely, Specific Gravity, pH value, Viscosity, Ash,
calorific value and Iodine value were carried out.
3.2.11.1 Determination of specific gravity of CNSL
The specific gravity was determined by using pycnometer bottles
following the method of Ranganna (2009) at the Department of Agriculture
Chemistry and Soil Science. The tare weight of clean dry pycnometer filled with
recently boiled and cooled distilled water at 20-23 0C was noted. The stopper was
inserted, and the bottle was incubated in a water bath at 30 0
+0.2 0C for 30 min. The
bottle was removed from the bath, wiped dry and weighed. The weight of water was
noted. The sample of oil was cooled to 20-250C and filled in the pycnometer to
overflowing. Care was taken to avoid air bubble. The stopper was inserted and the
bottle was incubated in a water bath at 300
+0.20C for 30 min. Any oil on the outer
surface was carefully wiped off. The bottle was cleaned, dried thoroughly and
weighed. The specific gravity of oil was determined by dividing weight of oil by
weight of water as follows:
Specific Gravity at 30/300
C = waterofWt
oilofWt
.
. (3.9)
Results of these experiments are given in section 4.8.1 of Chapter 4.
cviii
3.2.11.2 Determination of pH value of CNSL
Digital pH meter 335 (Sr. No. 5862) manufactured by Systronics,
Ahmedabad was used to measure the pH of CNSL. 20 ml sample of CNSL was
taken in the beaker. The probe of the pH meter was inserted in to the sample. After
stabilization, the reading of pH was noted. Results of these experiments are given in
section 4.8.2 of Chapter 4.
3.2.11.3 Determination of viscosity of CNSL
The viscosity measurements were carried out at 300C using Brookfield
viscometer model (DV-II+ Pro). Spindle S64 was used at the speed of 200 RPM for
the determination of viscosity of the CNSL samples. Ten replications for each
sample were performed. 400 ml of oil sample was taken in beaker and viscosity was
measured at 1min interval for its stabilization. The detailed procedure for the
determination of viscosity of the CNSL is given in Appendix A-3. Results of these
experiments are given in section 4.8.3 of Chapter 4.
3.2.11.4 Determination of ash content of CNSL
The ash content was determined according to the AOAC (1984) standard.
Silica crucibles were cleaned with hydrochloric acid, washed with distilled water,
dried by heating and then cooled in desiccators. They were weighed accurately (W1).
About 2-3 g (W) of CNSL sample was weighed and taken in each crucible. They
were placed in a furnace at a temperature of 540 to 550 0C, until white ash was
obtained. The crucibles were then cooled and weighed (W2). The ash content in the
CNSL sample was calculated using the formula given below:
Ash content = 100)(
12
W
WW (3.10)
Where,
W1 = Weight of the empty crucible, g
W2 = Weight of the crucible along with the contents after drying, g
W = Initial weight of the sample taken, g
Results of these experiments are given in section 4.8.4 of Chapter 4.
cix
3.2.11.5 Determination of calorific value of CNSL
Calorific value (CV) is a measure of heating power and is dependent upon the
composition of the material. The CV refers to the amount of energy released when a
known volume of material is completely combusted under specified conditions. The
calorific value of CNSL samples extracted from the cashew nut shells by screw press
method and hot oil bath method was measured by using the Digital Bomb
Calorimeter (Parr - 6100) available in the NAIP Lab of CAET. The detailed
procedure for the determination of calorific value of the shells by Digital Bomb
Calorimeter is given in Appendix A-1.The results of the calorific value are given in
section 4.8.5 of Chapter 4.
3.2.11.6 Determination of iodine value of CNSL
The iodine value of the CNSL samples extracted from the cashew nut shells
by screw press method and hot oil bath method was determined following the
method of Ranganna (2009). The detailed procedure for the determination of iodine
value of the CNSL is given in Appendix A-4.Test was replicated ten times for each
sample. Results of these experiments are given in section 4.8.6 of Chapter 4.
3.3 Comparison of qualities of CNSL along with Standard specifications
The qualities of the Crude CNSL extracted by screw press, the heated CNSL
extracted by screw press and the CNSL extracted by hot oil bath method were
compared with the standard specifications (IS: 840, 1964). The results are presented
in section 4.9 of Chapter 4.
3.4 Techno economic feasibility of CNSL extraction by Screw press and hot oil
bath method
The techno economic feasibility of extraction of CNSL by screw
press and hot oil bath method was studied. The feasibility was discussed considering
the points such as fixed capital, working capital, sales revenue, project
profitability and break even analysis. The outcomes are given in the section 4.10 of
Chapter 4
cx
CHAPTER IV
RESULTS AND DISCUSSION
This chapter deals with the results of the different experiments performed for
the studies of extraction of cashew nut shell liquid for Screw press method and Hot
oil bath method of oil extraction. Physical properties of cashew nut shells namely
size, density, friction coefficient, angle of repose, terminal velocity, thermal
conductivity, calorific value and oil content were determined. The influence of shell
moisture content, shell size and preconditioning treatments on the extraction of
CNSL by screw press method were determined. The yield and quality of oil obtained
by screw press method and hot oil bath method were analyzed. The results for all
these experiments are given in the chapter in different sections.
4.1 Physical properties of cashew nut shells
The moisture content of the cashew nut shells procured for the present
investigation was found to be 10.16 % (wb). The properties such as principal
dimensions, surface area, bulk density, angle of repose, coefficient of friction and
terminal velocity of cashew nut shell were determined at the moisture content of
10.16 % (wb) and at room temperature for different shell sizes.
Size, bulk density, friction coefficient, angle of repose, terminal velocity, and
thermal conductivity of cashew nut shell are important properties which play role in
the handling and oil extraction process of the cashew nut shell. These properties
were determined by performing the experiments and results are given in the
following sub sections. All the properties were determined at 10.16 % moisture
content level of the cashew nut shells and at room temperature.
4.1.1 Classification of the cashew nut shells
The cashew nut shells used for the extraction of oil are generally not graded.
Efforts were made to determine the size of the shells available in the market and
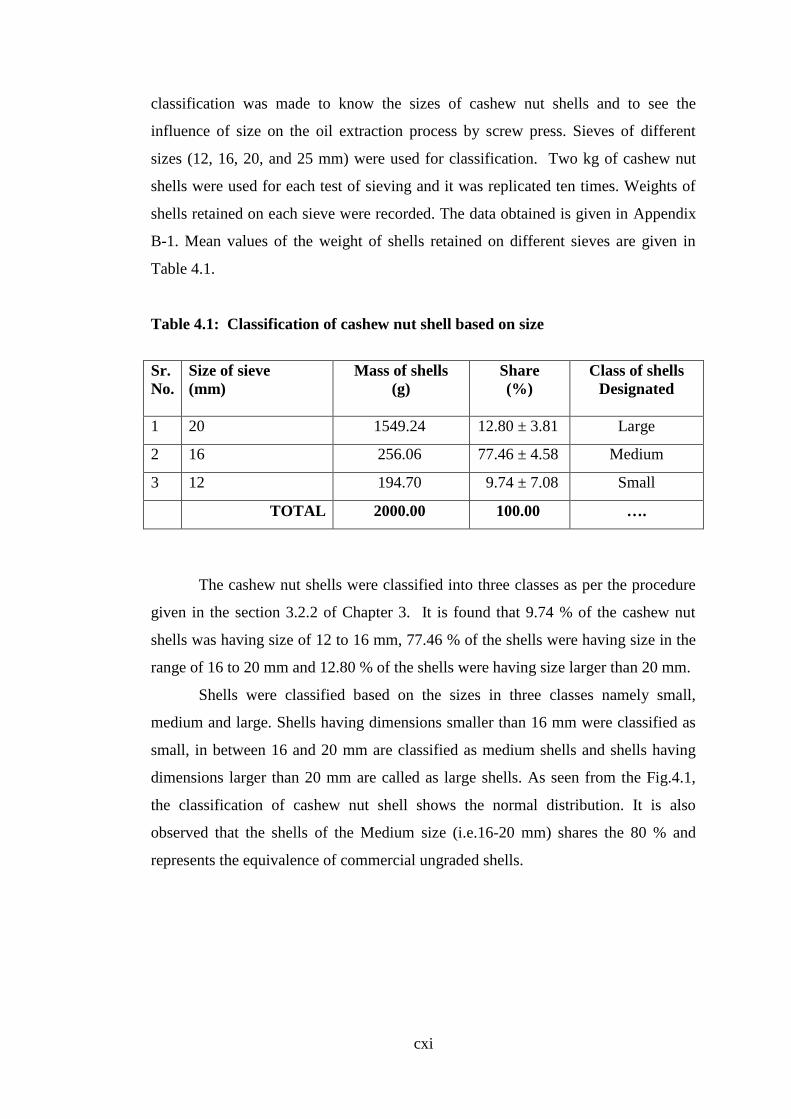
cxi
classification was made to know the sizes of cashew nut shells and to see the
influence of size on the oil extraction process by screw press. Sieves of different
sizes (12, 16, 20, and 25 mm) were used for classification. Two kg of cashew nut
shells were used for each test of sieving and it was replicated ten times. Weights of
shells retained on each sieve were recorded. The data obtained is given in Appendix
B-1. Mean values of the weight of shells retained on different sieves are given in
Table 4.1.
Table 4.1: Classification of cashew nut shell based on size
Sr.
No.
Size of sieve
(mm)
Mass of shells
(g)
Share
(%)
Class of shells
Designated
1 20 1549.24 12.80 ± 3.81 Large
2 16 256.06 77.46 ± 4.58 Medium
3 12 194.70 9.74 ± 7.08 Small
TOTAL 2000.00 100.00 ….
The cashew nut shells were classified into three classes as per the procedure
given in the section 3.2.2 of Chapter 3. It is found that 9.74 % of the cashew nut
shells was having size of 12 to 16 mm, 77.46 % of the shells were having size in the
range of 16 to 20 mm and 12.80 % of the shells were having size larger than 20 mm.
Shells were classified based on the sizes in three classes namely small,
medium and large. Shells having dimensions smaller than 16 mm were classified as
small, in between 16 and 20 mm are classified as medium shells and shells having
dimensions larger than 20 mm are called as large shells. As seen from the Fig.4.1,
the classification of cashew nut shell shows the normal distribution. It is also
observed that the shells of the Medium size (i.e.16-20 mm) shares the 80 % and
represents the equivalence of commercial ungraded shells.
cxii
Fig. 4.1: Size distribution of cashew nut shells
4.1.2 Dimensions of the cashew nut shells
Length, breadth and thickness of the cashew nut shells were measured for
100 shells randomly for all sizes. It was measured separately for all the three classes
viz. Large, Medium and Small shells as described in section 3.2.3.1. The data
obtained for dimensions of the shells measured are given in Appendix B-2. These
results are tabulated in Table 4.2. The average length, breadth and thickness were
found to be 30.55, 22.03, and 12.94 mm respectively for Large shells. The
corresponding values for the Medium size shells were 27.62, 18.55 and 9.12 mm,
respectively; and those for Small size cashew nut shells were 26.57, 14.57 and 6.19
mm, respectively. The Geometric Mean Diameter (GMD) was also determined and
it was found to be 20.57, 16.82 and 13.38 mm respectively for Large, Medium, and
Small size shells. It is inferred from the data in Table 4.1 and Table 4.2 that the size
of the shells analyzed by sieves is quite closer to the classes based on the Geometric
Mean Diameter of the Cashew nut shells, i. e. Large size shells having GMD more
than 20 mm as these shells were passed through 25 mm sieve and retained on 20 mm
sieve. The similar findings were also obtained for the Medium and Small size shells.
It is found that variation in length is relatively less i.e. 4 mm (26-30 mm) compared
to variation in breadth i.e. 8 mm (14-22 mm). Large size cashew nut shell is thick
than the small size cashew nut shell.
Perc
en
tag
e o
f sh
ells,
%
Sizes of shells, mm
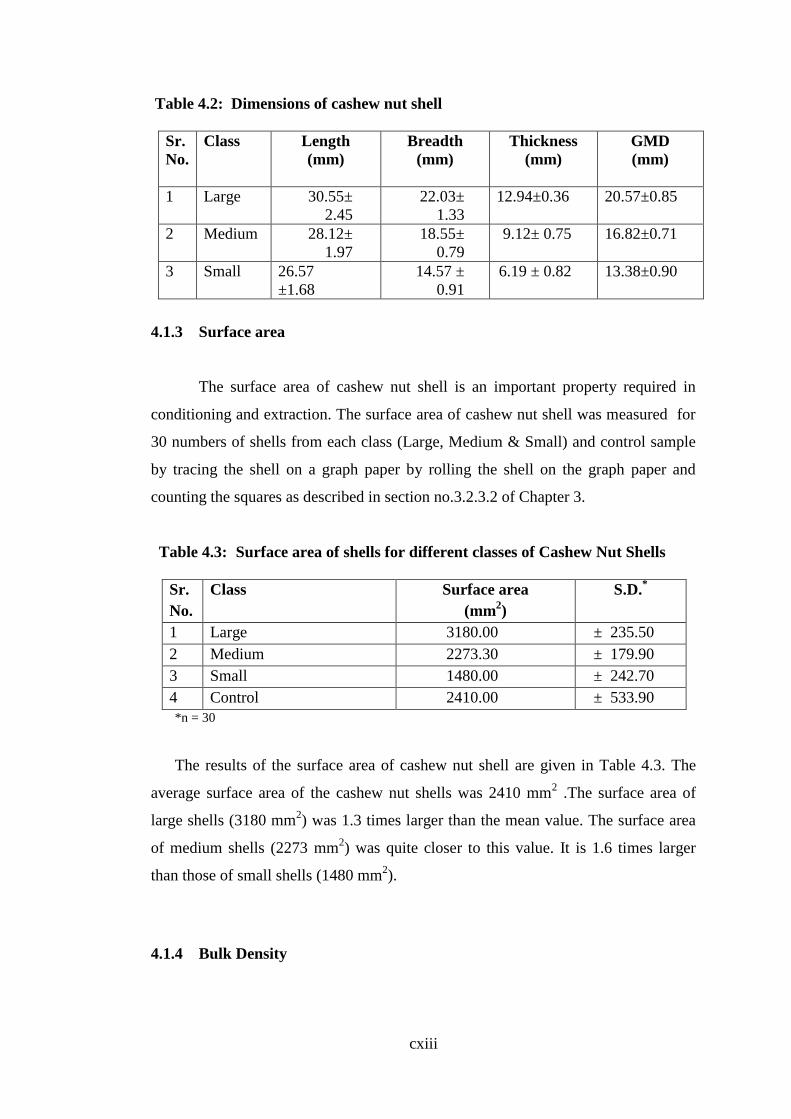
cxiii
Table 4.2: Dimensions of cashew nut shell
Sr.
No.
Class Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
(mm)
1 Large 30.55±
2.45
22.03±
1.33
12.94±0.36 20.57±0.85
2 Medium 28.12±
1.97
18.55±
0.79
9.12± 0.75 16.82±0.71
3 Small 26.57
±1.68
14.57 ±
0.91
6.19 ± 0.82 13.38±0.90
4.1.3 Surface area
The surface area of cashew nut shell is an important property required in
conditioning and extraction. The surface area of cashew nut shell was measured for
30 numbers of shells from each class (Large, Medium & Small) and control sample
by tracing the shell on a graph paper by rolling the shell on the graph paper and
counting the squares as described in section no.3.2.3.2 of Chapter 3.
Table 4.3: Surface area of shells for different classes of Cashew Nut Shells
Sr.
No.
Class Surface area
(mm2)
S.D.*
1 Large 3180.00 ± 235.50
2 Medium 2273.30 ± 179.90
3 Small 1480.00 ± 242.70
4 Control 2410.00 ± 533.90
*n = 30
The results of the surface area of cashew nut shell are given in Table 4.3. The
average surface area of the cashew nut shells was 2410 mm2 .The surface area of
large shells (3180 mm2) was 1.3 times larger than the mean value. The surface area
of medium shells (2273 mm2) was quite closer to this value. It is 1.6 times larger
than those of small shells (1480 mm2).
4.1.4 Bulk Density

cxiv
The bulk density is important property required in handling and storage of
the cashew nut shells. The Bulk density determined at moisture content of 10.16 %
(wb) for each class of shells and control sample in 50 replicates. It is given in
Appendix B-4. The result is shown in Fig. 4.2. It shows that the bulk density of
Small size shells was highest (343.41 kg/m3) whereas that of Large shells was lowest
(299.73 kg/m3). Bulk density of Small shells was higher. This may be due to the
compactness of the small shells and more number of shells were accommodated in
the given volume. The bulk density of Medium sized shells was quite close to that of
control sample of the shells indicating that the quantity of the control sample of
shells constitutes 80 % Medium sized shells.
4.1.5 Friction coefficient
The knowledge of coefficient of friction of Cashew nut shells is necessary in
handling and extraction of oil from the shells in screw press. Coefficient of friction
of cashew nut shells was determined for four types of surfaces viz. Mild Steel,
Plywood, Sun mica and Glass as described in section 3.2.3.4 of Chapter 3. Ten
replications for each size of shells and for each type of material were taken. The data
recorded for these replications are given in Appendix B-5. Results of coefficient of
friction for cashew nut shells at moisture content of 10.16 % (wb) obtained for
different surfaces are shown in Fig. 4.3. Type of contact surface and size of shell
both have influence on the Coefficient of friction of cashew nut shells. It was found
to be on an average 0.51 for Mild Steel surface, 0.49 for ply wood, 0.47 for sun mica
surfaces and 0.46 for glass surface.

cxv
Fig 4.2: Bulk density of cashew nut shell
Fig. 4.3: Coefficient of friction for Cashew nut shells
The coefficient of friction was observed maximum in case of Mild Steel
Surface as seen from the Fig.4.3. It was followed by Plywood surface and Sun mica
surface. The glass gave least friction probably due to smooth and polished surface.
Balasubramanian (2001) observed similar results in case of cashew nut. Davies
(2009) also observed similar results regarding the surfaces used for ground nuts. It
270
280
290
300
310
320
330
340
350
Large Medium Small Control
Size of shells
Bu
lk d
ensi
ty, k
g/m
3
0.4
0.43
0.46
0.49
0.52
0.55
0.58
Large Medium Small Control
Mild Steel Surface Plywood Surface
Sun Mica Surface Glass Surface
Coef
fici
ent
of
Fri
ctio
n
Sizes of Shell
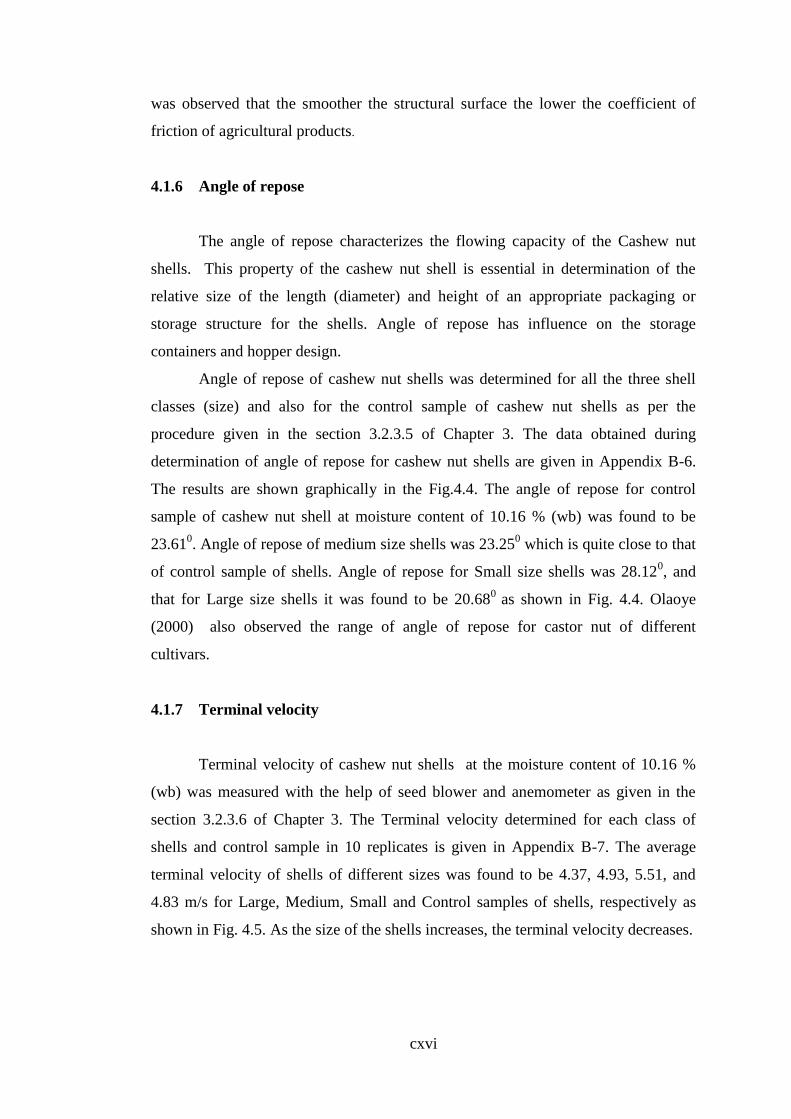
cxvi
was observed that the smoother the structural surface the lower the coefficient of
friction of agricultural products.
4.1.6 Angle of repose
The angle of repose characterizes the flowing capacity of the Cashew nut
shells. This property of the cashew nut shell is essential in determination of the
relative size of the length (diameter) and height of an appropriate packaging or
storage structure for the shells. Angle of repose has influence on the storage
containers and hopper design.
Angle of repose of cashew nut shells was determined for all the three shell
classes (size) and also for the control sample of cashew nut shells as per the
procedure given in the section 3.2.3.5 of Chapter 3. The data obtained during
determination of angle of repose for cashew nut shells are given in Appendix B-6.
The results are shown graphically in the Fig.4.4. The angle of repose for control
sample of cashew nut shell at moisture content of 10.16 % (wb) was found to be
23.610. Angle of repose of medium size shells was 23.25
0 which is quite close to that
of control sample of shells. Angle of repose for Small size shells was 28.120, and
that for Large size shells it was found to be 20.680
as shown in Fig. 4.4. Olaoye
(2000) also observed the range of angle of repose for castor nut of different
cultivars.
4.1.7 Terminal velocity
Terminal velocity of cashew nut shells at the moisture content of 10.16 %
(wb) was measured with the help of seed blower and anemometer as given in the
section 3.2.3.6 of Chapter 3. The Terminal velocity determined for each class of
shells and control sample in 10 replicates is given in Appendix B-7. The average
terminal velocity of shells of different sizes was found to be 4.37, 4.93, 5.51, and
4.83 m/s for Large, Medium, Small and Control samples of shells, respectively as
shown in Fig. 4.5. As the size of the shells increases, the terminal velocity decreases.

cxvii
Fig.4.4: Angle of Repose for Cashew nut shell
Fig 4.5: Terminal velocity of cashew nut shells
The mean value of terminal velocity of the cashew nut shells was 4.91 m/s
and that for Medium size shells as 4.93 m/s. It depicts that the terminal velocity of
Medium shells is reprenting the mean value of cashew nut shells sample in general.
4.1.8 Thermal conductivity
The knowledge of thermal conductivity of biological materials is essential for
heat analysis during heat and mass transfer problems. The change of temperature
depends on the thermal properties of the material. Having searched for information
about the thermal properties of Cashew nut shells, little or no information was
available on the thermal conductivity of the shells and its dependency on operation
An
gle
of
Rep
ose
Sizes of Shell
0
1
2
3
4
5
6
Large Medium Small Control
Ter
min
al
vel
oci
ty,
m/s
Size of shells

cxviii
parameters that would be useful when subjected to heat treatment. Therefore, an
investigation was carried out to determine thermal conductivity of Cashew nut shells.
It was determined using thermal conductivity apparatus as described in section
3.2.3.7 of Chapter 3. The data obtained are given in Appendix B-8. This property
could be useful when heat treating the shells before it is further processed for
extraction of CNSL.The results are given in Table 4.4. The mean value of Thermal
conductivity of cashew nut shell at moisture content of 10.16 % (wb) was found to
be 0.815 W/m 0C. Thermal conductivity of large size shells was found to be 0.78
W/m 0C which is lower than the mean value and this is due to more void space in the
sample of large shells.
Table 4.4: Thermal conductivity of cashew nut shells
Sr.
No.
Class Thermal conductivity (W/m
0C)
S. D.*
1 Large 0.78 ± 0.01
2 Medium 0.82 ± 0.01
3 Small 0.85 ± 0.01
4 Control 0.81 ± 0.02
Mean 0.815 ± 0.01
*n = 10
The thermal conductivity of cashew nut shells of different sizes was found to
be 0.78, 0.82, 0.85 and 0.81 W/m 0C for Large, Medium, Small and Control shells,
respectively.
4.1.9 Calorific value
The calorific value of cashew nut shells was measured by using the Digital
Bomb calorimeter (Parr - 6100). The Calorific value determined for each class of
shells and control sample in 10 replicates is given in Appendix B-9. The results are
shown in Fig.4.6. It shows that the Large shells have a higher calorific value in
comparison to the values obtained for other sizes of shells. The calorific value of
cashew nut shells of different sizes at moisture content of 10.20 % (wb) was found to
be 5016.22, 4964.27, 4921.61 and 4951.46 kcal/kg for Large, Medium, Small and
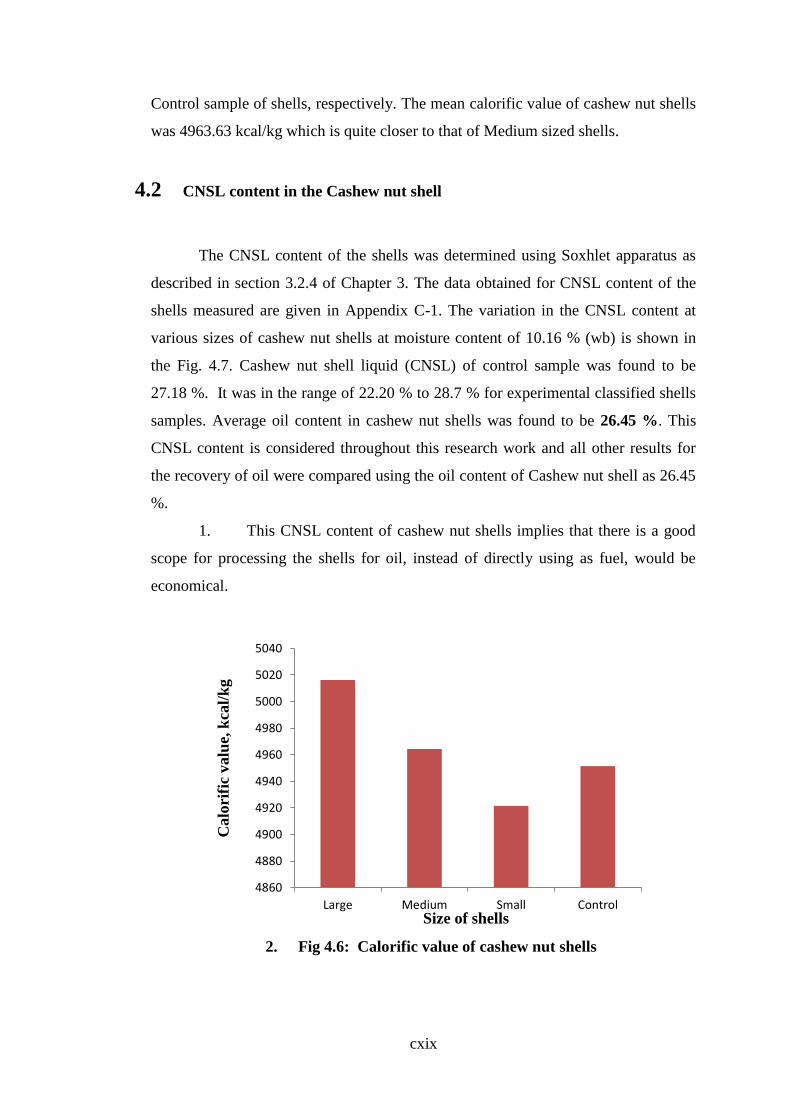
cxix
Control sample of shells, respectively. The mean calorific value of cashew nut shells
was 4963.63 kcal/kg which is quite closer to that of Medium sized shells.
4.2 CNSL content in the Cashew nut shell
The CNSL content of the shells was determined using Soxhlet apparatus as
described in section 3.2.4 of Chapter 3. The data obtained for CNSL content of the
shells measured are given in Appendix C-1. The variation in the CNSL content at
various sizes of cashew nut shells at moisture content of 10.16 % (wb) is shown in
the Fig. 4.7. Cashew nut shell liquid (CNSL) of control sample was found to be
27.18 %. It was in the range of 22.20 % to 28.7 % for experimental classified shells
samples. Average oil content in cashew nut shells was found to be 26.45 %. This
CNSL content is considered throughout this research work and all other results for
the recovery of oil were compared using the oil content of Cashew nut shell as 26.45
%.
1. This CNSL content of cashew nut shells implies that there is a good
scope for processing the shells for oil, instead of directly using as fuel, would be
economical.
2. Fig 4.6: Calorific value of cashew nut shells
4860
4880
4900
4920
4940
4960
4980
5000
5020
5040
Large Medium Small Control
Calo
rifi
c valu
e, k
cal/
kg
Size of shells

cxx
3. Fig 4.7: CNSL content of cashew nut shells
4. When one tonne of cashew nut is processed, 750 kg cashew nut shells
are available. About 200 kg CNSL can be extracted from these shells, considering
26.45 % CNSL content in it, having the value of about Rs. 6000 with the average
price of Rs. 30 per kg. After the extraction of CNSL, the residual material available
of shells can be also used as fuel. This would be more profitable, for the cashew nut
processors than directly burning the shells as fuel without extracting the CNSL.
4.3 Influence of shell moisture content on oil extraction
The influence of moisture content of cashew nut shells on the extraction of
CNSL by screw press method was studied to find out the role of moisture content in
the yield of oil and there by optimising the moisture content of shells for the
extraction process. Commercially available Cashew nut shells were used for these
particular experiments. The data obtained for the influence of moisture content of
cashew nut shells for the different levels of moisture content (8.12, 10.06, 12.17 and
14.20 %) on the extraction of CNSL by screw press method are given in Appendix
D-1. Results of these experiments are given in Table 4.5. The moisture content of the
shell at the time of oil extraction has a great influence on the extraction recovery of
the oil. The average recovery of CNSL at shell moisture of 8.12 % was 80.57 % and
that at shell moisture of 12.17 % and 14.20 % was 85.54 % and 84.01 %
0
5
10
15
20
25
30
Large Medium Small Control
CN
SL
, %
Size of shells

cxxi
respectively. It was maximum of 86.68 % when the shell moisture content was
10.06 %.
Table 4.5: Recovery of CNSL by screw press at various moisture contents of
shells
Sr.
No.
Moisture content of
Shells, %
(wb)
CNSL Yield
(%)
Recovery of
CNSL
(%)
S. D.
1 8.12 23.84 80.57 ± 1.06
2 10.06 25.65 86.68 ± 1.01
3 12.17 225.31 85.54 ± 1.03
4 14.20 24.86 84.01 ± 0.91
*n = 10
The oil yield increased with increase in moisture content, up to levels between
8.12 % (80.57%) and 10.06 % (86.68%) as evident from the Fig.4.8. The reason for
this can be the assistance of the moisture for the displacement of oil from the surface
of shells (oil bearing materials of the cashew) (Norris, 1964). Further increase in the
moisture content from 10.06 % to 14. 20 % (wb) led to a decrease in oil yield from
86.68 to 84.01 %. This may be due to moisture levels above 10.06 % (wb) i.e. the
optimum, there is swelling of the mucilage over the Cashew nut shells, this produces
a cushioning effect on the shells. The swelled mucilage can be the hurdle to oil flow
during expression while the cushioning effect on the shells reduces the rupturing of
the particles and internal tissues during pressure application (Fasina and Ajibola,
1989). Similar trend was also observed for flax seeds, the increase of moisture
content of flaxseeds from 8 to 16%, there is a dramatic decrease in oil recovery from
54.7 to 4.4% (Dedio and Dorrell, 1977). Another reason for the decrease in oil yield
with increase in moisture content of shells probably may be when the excess
moisture is present, the liquid phase takes the entire load, itself being
incompressible, and does not exert any pressure on the oil bearing particles, thus
showing an adverse effect on oil recovery (Mrema and McNulty, 1985; Sivala et al,
1992).
Thus, for each oilseed, there is an optimum moisture content such that when,
under compression, it just reaches the saturation point, any additional load applied is
transmitted throughout the body of the solid phase exerting pressure on the particles.
Therefore in the present study 10.06 % (wb) is the optimum moisture level at which
we obtained maximum yield of CNSL 86.68 %. At this stage the cells are easily
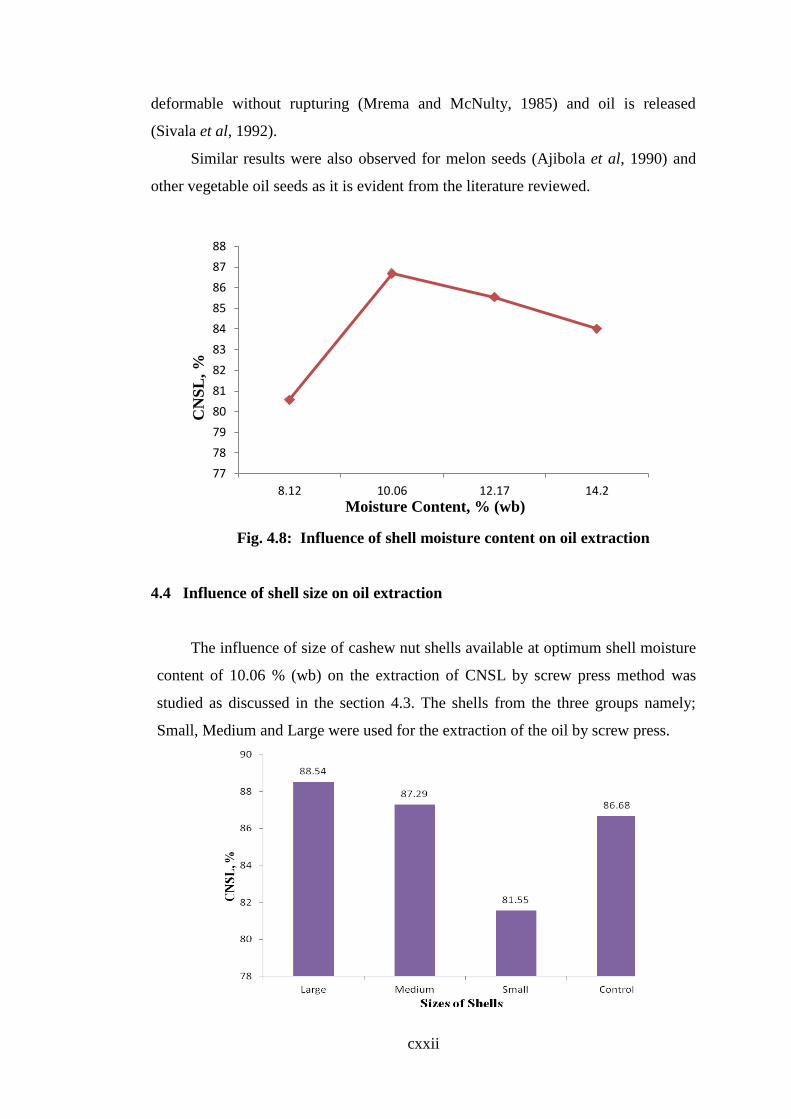
cxxii
deformable without rupturing (Mrema and McNulty, 1985) and oil is released
(Sivala et al, 1992).
Similar results were also observed for melon seeds (Ajibola et al, 1990) and
other vegetable oil seeds as it is evident from the literature reviewed.
Fig. 4.8: Influence of shell moisture content on oil extraction
4.4 Influence of shell size on oil extraction
The influence of size of cashew nut shells available at optimum shell moisture
content of 10.06 % (wb) on the extraction of CNSL by screw press method was
studied as discussed in the section 4.3. The shells from the three groups namely;
Small, Medium and Large were used for the extraction of the oil by screw press.
77
78
79
80
81
82
83
84
85
86
87
88
8.12 10.06 12.17 14.2
CN
SL
, %
Moisture Content, % (wb)

cxxiii
Fig. 4.9: Influence of size of shells on oil extraction
Results were compared with the commercially available shells, i. e. control
sample. Yield of oil was recorded for each test run. Test was replicated ten times for
each size of the shells. The data obtained for the influence of size of cashew nut
shells on the extraction of CNSL by screw press method are given in Appendix D-
2.The results of recovery of CNSL at various sizes of shells are shown in Table 4.6.
Size of cashew nut shell has influence on the extraction of oil.
5.
6. Table 4.6: Recovery of CNSL by screw press at different sizes of shells
of
7. 10.06 % M. C.
Sr.
No.
Class CNSL Yield
(%)
Recovery of
CNSL
(%)
S.D.*
1 Large 26.20 88.54 ± 0.39
2 Medium 25.83 87.29 ± 0.62
3 Small 24.13 81.55 ± 1.04
4 Control 23.29 86.68 ± 1.01
Mean 24.86 86.02 ± 0.77
*n = 10
Recovery of oil was maximum of 88.54 % in case of large size shells when
extracted at optimum shell moisture content of 10.06 % (wb). It was followed by
the Medium size shells (87.29 %), control sample (86.68 %) and small size shells
(81.55 %). This may be due to the surface area of the shells exposed to screw press
would be more in case of Large and Medium size shells in comparison with Small
size shells. Due to the more availability of the surface area more number of oil
bodies get ruptured when pressure is applied on the shells during the expression by
screw press.
Recovery of oil for both the medium size shells and commercially available
cashew nut shells (Control) when extracted at optimum shell M.C. of 10.06 % (wb)
was quite close.
The Fig. 4.9 shows that although there is an increase in the CNSL yield as the
size of shell increases, however the increase is very small (< 1 %) in case of medium

cxxiv
and large sizes of shells. Commercially available shells constitute about 80 % of
these as the Medium size.
It is reavealed from many of the properties for oil extraction of shells that
classifications of cashew nut shell based on size do not have significant influence.
The 80 % of shells represent the size of 16-20 mm shells i.e. Medium sized shells.
This indicates that grading of cashew nut shells do not have any significant influence
on oil extraction properties and can be avoided to save the energy cost of grading.
4.4.1 Influence of shell size combinations on oil yield
As discussed earlier, the yield of CNSL obtained from the Small size shells
was found lowest (81.55 %). Therefore, the influence of combinations of the Cashew
nut shells with small size shells was studied to enhance the oil yield from this class
of shells. The Small size shells 25 % and 50 % were mixed with Medium and Large
size shells to extract the CNSL.
Fig 4.10: Influence of shell size combinations on oil yield
(* S= Shells of small size; M= Shells of medium size; L= Shells of large size)
The results of the yield of CNSL extracted from different combinations of the
shells are shown in Fig. 4.10. It was found that the highest yield of CNSL was
obtained when the combination of 25 % small shells and 75 % Large shells was
used. However, almost similar yield were obtained from the shells with used
combinations of sizes. It is also depicted that by adding Medium or Large size shells
to the Small size shells the oil yield (87 %) is improved as compared with the oil
yield (81.55 %) obtained from the small size shells only.
86
86.2
86.4
86.6
86.8
87
87.2
87.4
87.6
87.8
88
Combinations of shells
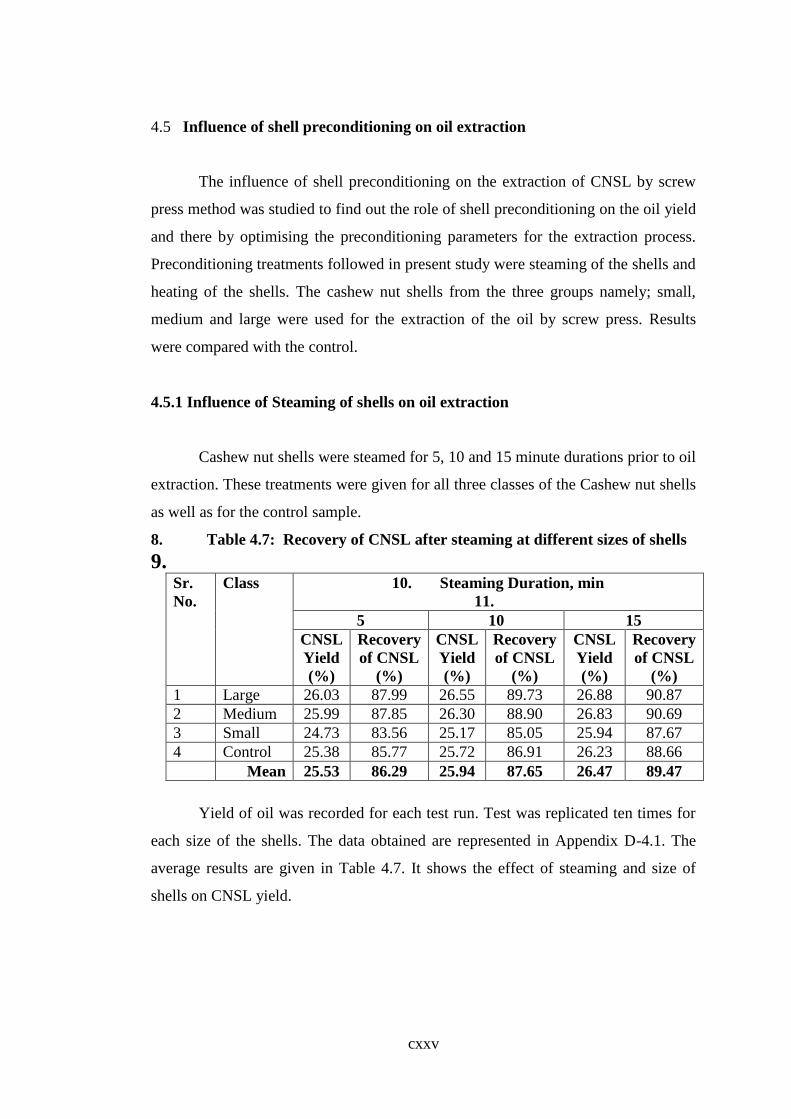
cxxv
4.5 Influence of shell preconditioning on oil extraction
The influence of shell preconditioning on the extraction of CNSL by screw
press method was studied to find out the role of shell preconditioning on the oil yield
and there by optimising the preconditioning parameters for the extraction process.
Preconditioning treatments followed in present study were steaming of the shells and
heating of the shells. The cashew nut shells from the three groups namely; small,
medium and large were used for the extraction of the oil by screw press. Results
were compared with the control.
4.5.1 Influence of Steaming of shells on oil extraction
Cashew nut shells were steamed for 5, 10 and 15 minute durations prior to oil
extraction. These treatments were given for all three classes of the Cashew nut shells
as well as for the control sample.
8. Table 4.7: Recovery of CNSL after steaming at different sizes of shells
9. Sr.
No.
Class
10. Steaming Duration, min
11.
5 10 15
CNSL
Yield
(%)
Recovery
of CNSL
(%)
CNSL
Yield
(%)
Recovery
of CNSL
(%)
CNSL
Yield
(%)
Recovery
of CNSL
(%)
1 Large 26.03 87.99 26.55 89.73 26.88 90.87
2 Medium 25.99 87.85 26.30 88.90 26.83 90.69
3 Small 24.73 83.56 25.17 85.05 25.94 87.67
4 Control 25.38 85.77 25.72 86.91 26.23 88.66
Mean 25.53 86.29 25.94 87.65 26.47 89.47
Yield of oil was recorded for each test run. Test was replicated ten times for
each size of the shells. The data obtained are represented in Appendix D-4.1. The
average results are given in Table 4.7. It shows the effect of steaming and size of
shells on CNSL yield.

cxxvi
Fig. 4.11 Extraction of CNSL after steaming of shells
Fig. 4.12 Influence of Steaming of shells on oil extraction
As the steaming duration increases, the oil recovery also increases for all the
classes and also for control sample of shells as shown in Fig. 4.11and Fig. 4.12. For
large size shells the oil yield was increased from 87.99 % to 90.87 % as the steaming
duration increased from 5 min to 15 min. Similar trend was also observed for other
sizes and also for the control sample of shells. Steaming for 15 min duration before
subjecting to the extraction by screw press found to provide maximum oil recovery
of 90.87 % for Large size shells. This may be attributed due to the steaming duration
of 15 min (higher) increases the fluidity of oil and also enhances the breakdown of
82
83
84
85
86
87
88
89
90
91
92
Large Medium Small Control
Steaming for 5 min Steaming for 10 min Steaming for 15 min
CN
SL
, %
Size of shell
84
85
86
87
88
89
90
5 10 15Steaming duration, min Steaming duration, min
CN
SL
,%
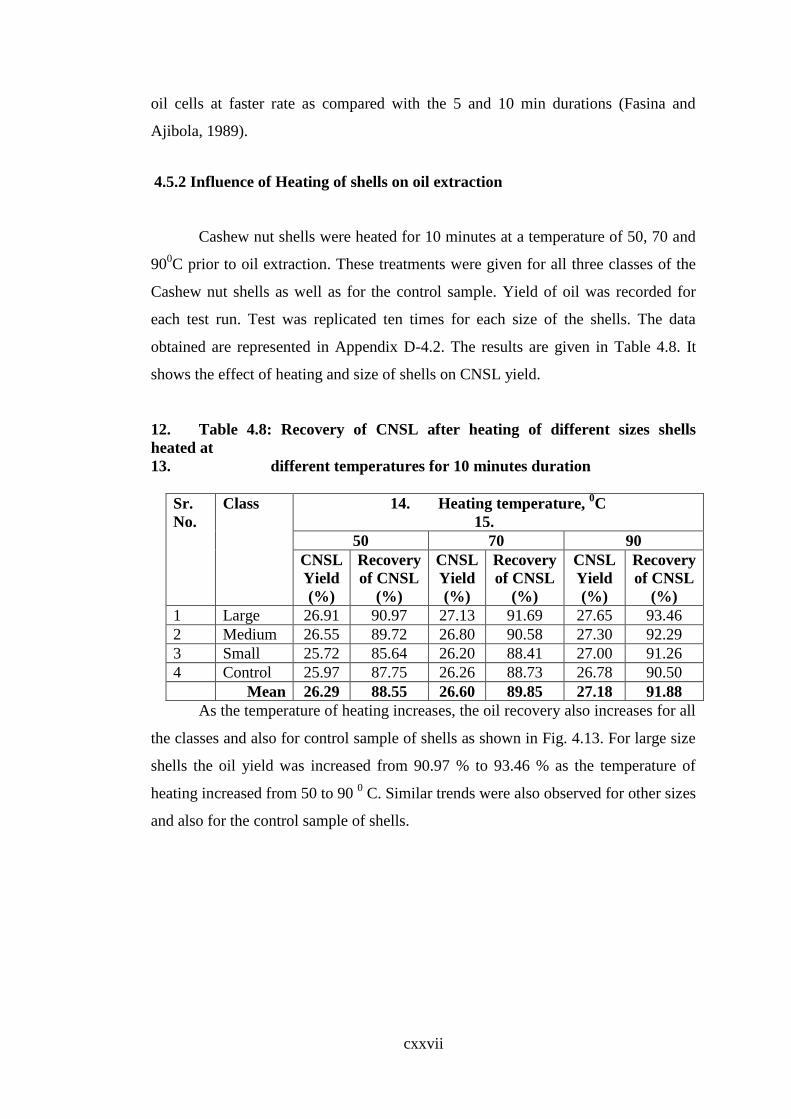
cxxvii
oil cells at faster rate as compared with the 5 and 10 min durations (Fasina and
Ajibola, 1989).
4.5.2 Influence of Heating of shells on oil extraction
Cashew nut shells were heated for 10 minutes at a temperature of 50, 70 and
900C prior to oil extraction. These treatments were given for all three classes of the
Cashew nut shells as well as for the control sample. Yield of oil was recorded for
each test run. Test was replicated ten times for each size of the shells. The data
obtained are represented in Appendix D-4.2. The results are given in Table 4.8. It
shows the effect of heating and size of shells on CNSL yield.
12. Table 4.8: Recovery of CNSL after heating of different sizes shells
heated at
13. different temperatures for 10 minutes duration
Sr.
No.
Class
14. Heating temperature, 0C
15.
50 70 90
CNSL
Yield
(%)
Recovery
of CNSL
(%)
CNSL
Yield
(%)
Recovery
of CNSL
(%)
CNSL
Yield
(%)
Recovery
of CNSL
(%)
1 Large 26.91 90.97 27.13 91.69 27.65 93.46
2 Medium 26.55 89.72 26.80 90.58 27.30 92.29
3 Small 25.72 85.64 26.20 88.41 27.00 91.26
4 Control 25.97 87.75 26.26 88.73 26.78 90.50
Mean 26.29 88.55 26.60 89.85 27.18 91.88
As the temperature of heating increases, the oil recovery also increases for all
the classes and also for control sample of shells as shown in Fig. 4.13. For large size
shells the oil yield was increased from 90.97 % to 93.46 % as the temperature of
heating increased from 50 to 90 0 C. Similar trends were also observed for other sizes
and also for the control sample of shells.
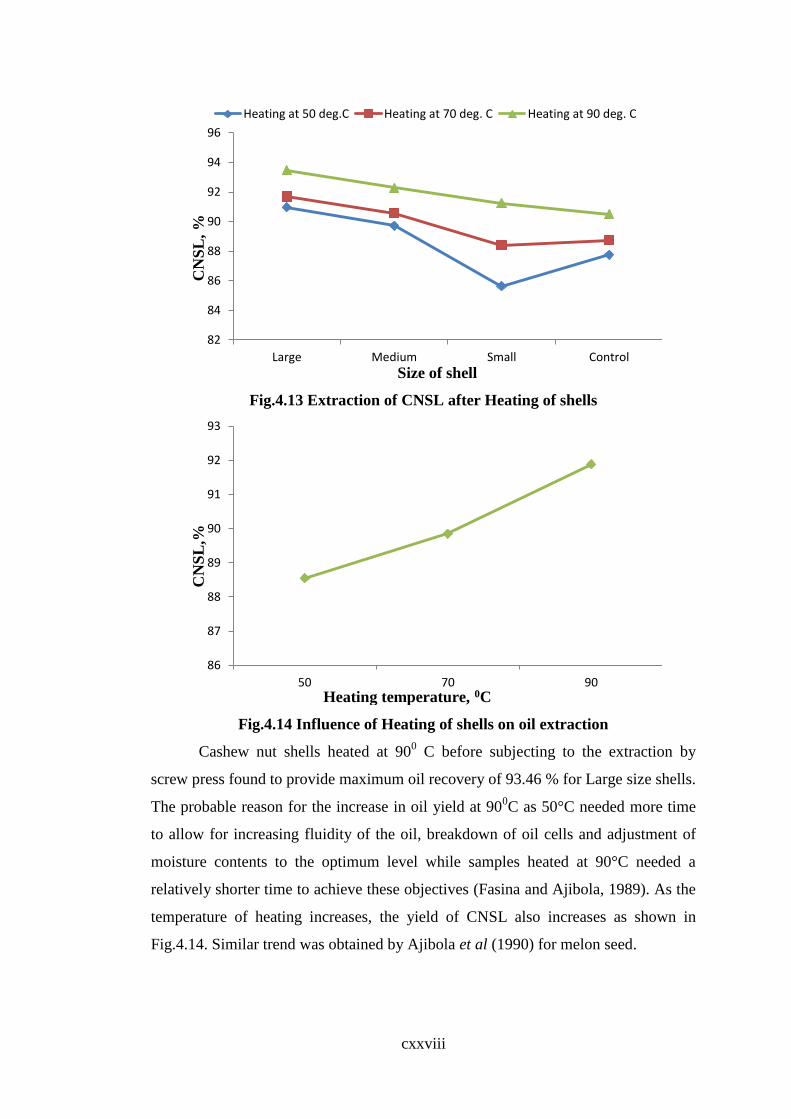
cxxviii
Fig.4.13 Extraction of CNSL after Heating of shells
Fig.4.14 Influence of Heating of shells on oil extraction
Cashew nut shells heated at 900 C before subjecting to the extraction by
screw press found to provide maximum oil recovery of 93.46 % for Large size shells.
The probable reason for the increase in oil yield at 900C as 50°C needed more time
to allow for increasing fluidity of the oil, breakdown of oil cells and adjustment of
moisture contents to the optimum level while samples heated at 90°C needed a
relatively shorter time to achieve these objectives (Fasina and Ajibola, 1989). As the
temperature of heating increases, the yield of CNSL also increases as shown in
Fig.4.14. Similar trend was obtained by Ajibola et al (1990) for melon seed.
82
84
86
88
90
92
94
96
Large Medium Small Control
Heating at 50 deg.C Heating at 70 deg. C Heating at 90 deg. C
CN
SL
, %
Size of shell
86
87
88
89
90
91
92
93
50 70 90
CN
SL
,%
Heating temperature, 0C
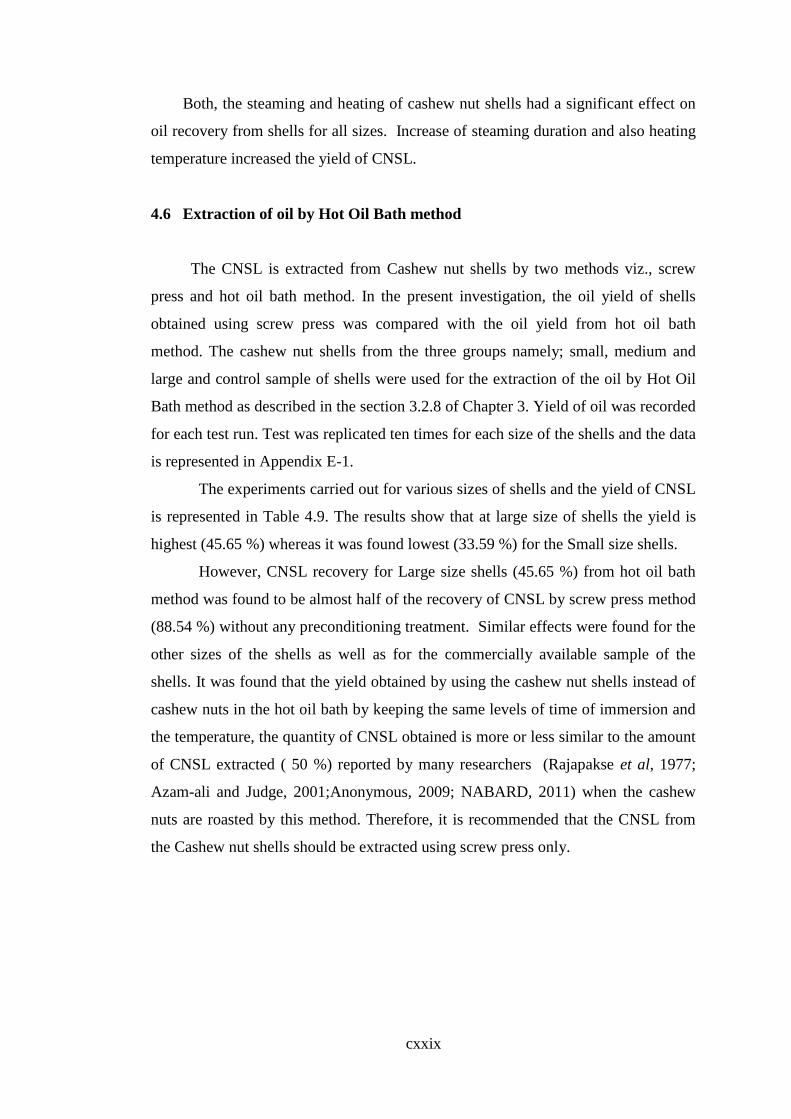
cxxix
Both, the steaming and heating of cashew nut shells had a significant effect on
oil recovery from shells for all sizes. Increase of steaming duration and also heating
temperature increased the yield of CNSL.
4.6 Extraction of oil by Hot Oil Bath method
The CNSL is extracted from Cashew nut shells by two methods viz., screw
press and hot oil bath method. In the present investigation, the oil yield of shells
obtained using screw press was compared with the oil yield from hot oil bath
method. The cashew nut shells from the three groups namely; small, medium and
large and control sample of shells were used for the extraction of the oil by Hot Oil
Bath method as described in the section 3.2.8 of Chapter 3. Yield of oil was recorded
for each test run. Test was replicated ten times for each size of the shells and the data
is represented in Appendix E-1.
The experiments carried out for various sizes of shells and the yield of CNSL
is represented in Table 4.9. The results show that at large size of shells the yield is
highest (45.65 %) whereas it was found lowest (33.59 %) for the Small size shells.
However, CNSL recovery for Large size shells (45.65 %) from hot oil bath
method was found to be almost half of the recovery of CNSL by screw press method
(88.54 %) without any preconditioning treatment. Similar effects were found for the
other sizes of the shells as well as for the commercially available sample of the
shells. It was found that the yield obtained by using the cashew nut shells instead of
cashew nuts in the hot oil bath by keeping the same levels of time of immersion and
the temperature, the quantity of CNSL obtained is more or less similar to the amount
of CNSL extracted ( 50 %) reported by many researchers (Rajapakse et al, 1977;
Azam-ali and Judge, 2001;Anonymous, 2009; NABARD, 2011) when the cashew
nuts are roasted by this method. Therefore, it is recommended that the CNSL from
the Cashew nut shells should be extracted using screw press only.
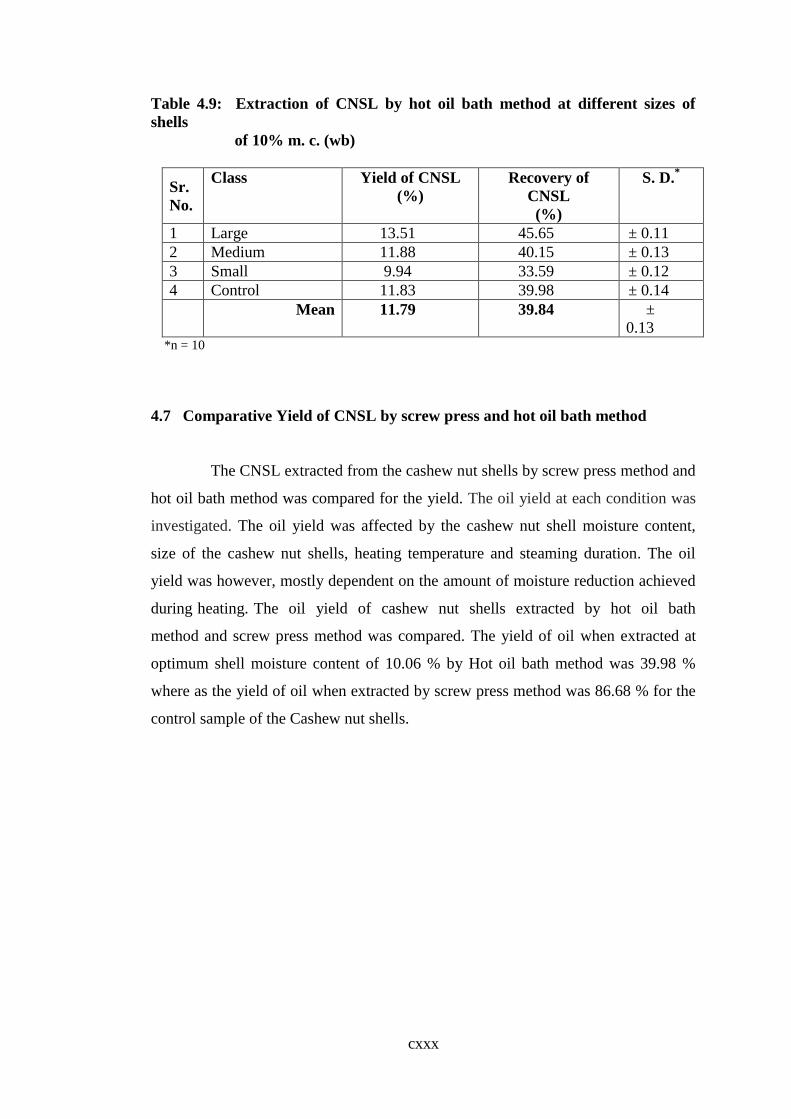
cxxx
Table 4.9: Extraction of CNSL by hot oil bath method at different sizes of
shells
of 10% m. c. (wb)
Sr.
No.
Class Yield of CNSL
(%)
Recovery of
CNSL
(%)
S. D.*
1 Large 13.51 45.65 ± 0.11
2 Medium 11.88 40.15 ± 0.13
3 Small 9.94 33.59 ± 0.12
4 Control 11.83 39.98 ± 0.14
Mean 11.79 39.84 ±
0.13 *n = 10
4.7 Comparative Yield of CNSL by screw press and hot oil bath method
The CNSL extracted from the cashew nut shells by screw press method and
hot oil bath method was compared for the yield. The oil yield at each condition was
investigated. The oil yield was affected by the cashew nut shell moisture content,
size of the cashew nut shells, heating temperature and steaming duration. The oil
yield was however, mostly dependent on the amount of moisture reduction achieved
during heating. The oil yield of cashew nut shells extracted by hot oil bath
method and screw press method was compared. The yield of oil when extracted at
optimum shell moisture content of 10.06 % by Hot oil bath method was 39.98 %
where as the yield of oil when extracted by screw press method was 86.68 % for the
control sample of the Cashew nut shells.
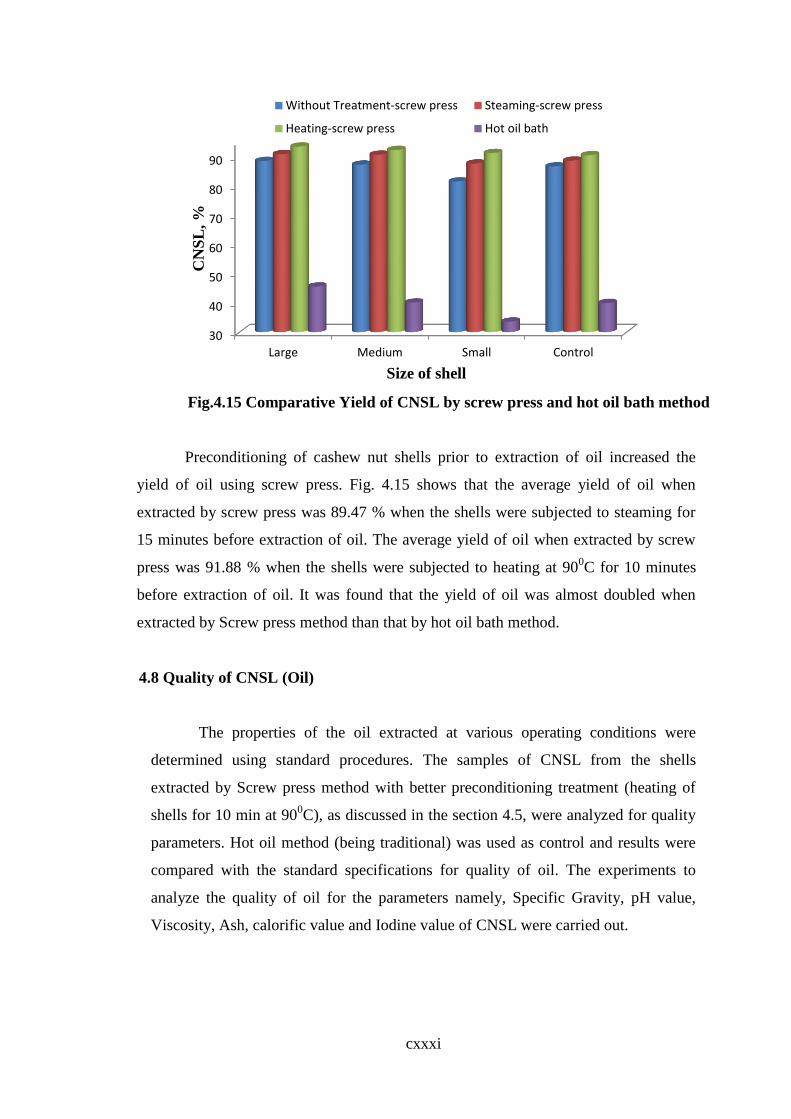
cxxxi
Fig.4.15 Comparative Yield of CNSL by screw press and hot oil bath method
Preconditioning of cashew nut shells prior to extraction of oil increased the
yield of oil using screw press. Fig. 4.15 shows that the average yield of oil when
extracted by screw press was 89.47 % when the shells were subjected to steaming for
15 minutes before extraction of oil. The average yield of oil when extracted by screw
press was 91.88 % when the shells were subjected to heating at 900C for 10 minutes
before extraction of oil. It was found that the yield of oil was almost doubled when
extracted by Screw press method than that by hot oil bath method.
4.8 Quality of CNSL (Oil)
The properties of the oil extracted at various operating conditions were
determined using standard procedures. The samples of CNSL from the shells
extracted by Screw press method with better preconditioning treatment (heating of
shells for 10 min at 900C), as discussed in the section 4.5, were analyzed for quality
parameters. Hot oil method (being traditional) was used as control and results were
compared with the standard specifications for quality of oil. The experiments to
analyze the quality of oil for the parameters namely, Specific Gravity, pH value,
Viscosity, Ash, calorific value and Iodine value of CNSL were carried out.
30
40
50
60
70
80
90
Large Medium Small Control
Without Treatment-screw press Steaming-screw press
Heating-screw press Hot oil bath
CN
SL
, %
Size of shell
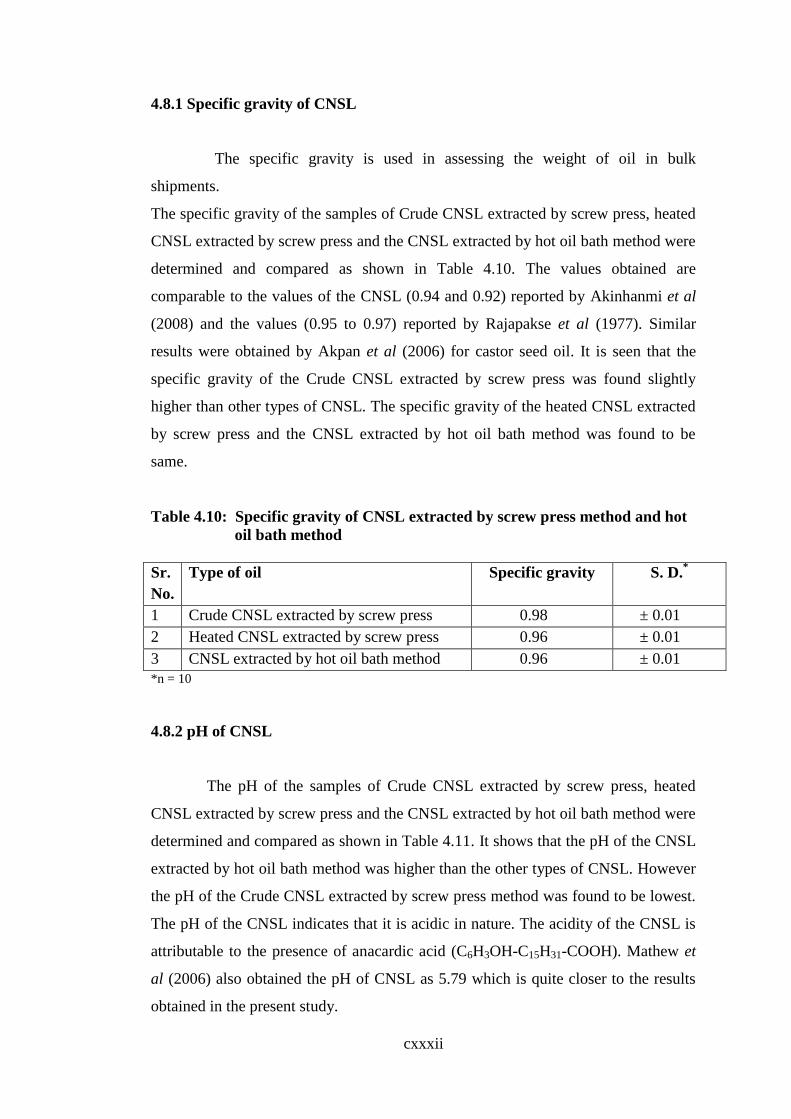
cxxxii
4.8.1 Specific gravity of CNSL
The specific gravity is used in assessing the weight of oil in bulk
shipments.
The specific gravity of the samples of Crude CNSL extracted by screw press, heated
CNSL extracted by screw press and the CNSL extracted by hot oil bath method were
determined and compared as shown in Table 4.10. The values obtained are
comparable to the values of the CNSL (0.94 and 0.92) reported by Akinhanmi et al
(2008) and the values (0.95 to 0.97) reported by Rajapakse et al (1977). Similar
results were obtained by Akpan et al (2006) for castor seed oil. It is seen that the
specific gravity of the Crude CNSL extracted by screw press was found slightly
higher than other types of CNSL. The specific gravity of the heated CNSL extracted
by screw press and the CNSL extracted by hot oil bath method was found to be
same.
Table 4.10: Specific gravity of CNSL extracted by screw press method and hot
oil bath method
Sr.
No.
Type of oil Specific gravity S. D.*
1 Crude CNSL extracted by screw press 0.98 ± 0.01
2 Heated CNSL extracted by screw press 0.96 ± 0.01
3 CNSL extracted by hot oil bath method 0.96 ± 0.01
*n = 10
4.8.2 pH of CNSL
The pH of the samples of Crude CNSL extracted by screw press, heated
CNSL extracted by screw press and the CNSL extracted by hot oil bath method were
determined and compared as shown in Table 4.11. It shows that the pH of the CNSL
extracted by hot oil bath method was higher than the other types of CNSL. However
the pH of the Crude CNSL extracted by screw press method was found to be lowest.
The pH of the CNSL indicates that it is acidic in nature. The acidity of the CNSL is
attributable to the presence of anacardic acid (C6H3OH-C15H31-COOH). Mathew et
al (2006) also obtained the pH of CNSL as 5.79 which is quite closer to the results
obtained in the present study.
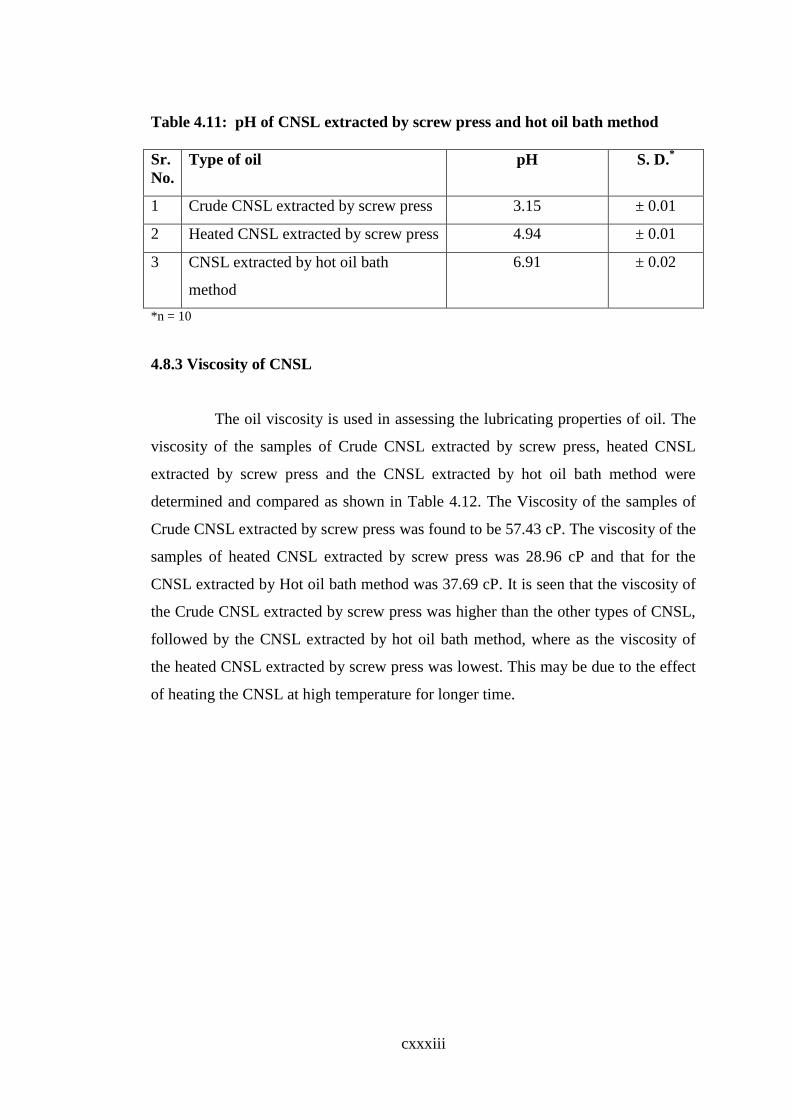
cxxxiii
Table 4.11: pH of CNSL extracted by screw press and hot oil bath method
Sr.
No.
Type of oil pH S. D.*
1 Crude CNSL extracted by screw press 3.15 ± 0.01
2 Heated CNSL extracted by screw press 4.94 ± 0.01
3 CNSL extracted by hot oil bath
method
6.91 ± 0.02
*n = 10
4.8.3 Viscosity of CNSL
The oil viscosity is used in assessing the lubricating properties of oil. The
viscosity of the samples of Crude CNSL extracted by screw press, heated CNSL
extracted by screw press and the CNSL extracted by hot oil bath method were
determined and compared as shown in Table 4.12. The Viscosity of the samples of
Crude CNSL extracted by screw press was found to be 57.43 cP. The viscosity of the
samples of heated CNSL extracted by screw press was 28.96 cP and that for the
CNSL extracted by Hot oil bath method was 37.69 cP. It is seen that the viscosity of
the Crude CNSL extracted by screw press was higher than the other types of CNSL,
followed by the CNSL extracted by hot oil bath method, where as the viscosity of
the heated CNSL extracted by screw press was lowest. This may be due to the effect
of heating the CNSL at high temperature for longer time.

cxxxiv
Table 4.12: Viscosity of CNSL extracted by screw press method and hot oil
bath
method
Sr.
No.
Type of oil Viscosity
(cP)
S. D.*
1 Crude CNSL extracted by screw press 57.43 ± 0.83
2 Heated CNSL extracted by screw
press
28.96 ± 0.74
3 CNSL extracted by hot oil bath
method
37.69 ± 0.73
*n = 10
4.8.4 Ash content of CNSL
The ash content of the samples of Crude CNSL extracted by screw press,
heated CNSL extracted by screw press and the CNSL extracted by hot oil bath
method were determined and compared as shown in Table 4.13. The ash content of
the heated CNSL extracted by screw press (0.62 %) and the CNSL extracted by hot
oil bath method (0.38 %) were at par. The ash content of the Crude CNSL extracted
by the screw press is about 2.00 %. The low ash content of CNSL indicates its
purity. Similar results were reported for CNSL by Akinhanmi et al (2008).
Table 4.13: Ash content of CNSL extracted by screw press method and hot
oil bath method
Sr.
No.
Type of oil Ash content
(%)
S. D.*
1 Crude CNSL extracted by screw
press
2.08 ± 0.32
2 Heated CNSL extracted by screw
press
0.62 ± 0.12
3 CNSL extracted by hot oil bath
method
0.38 ± 0.02
*n = 10
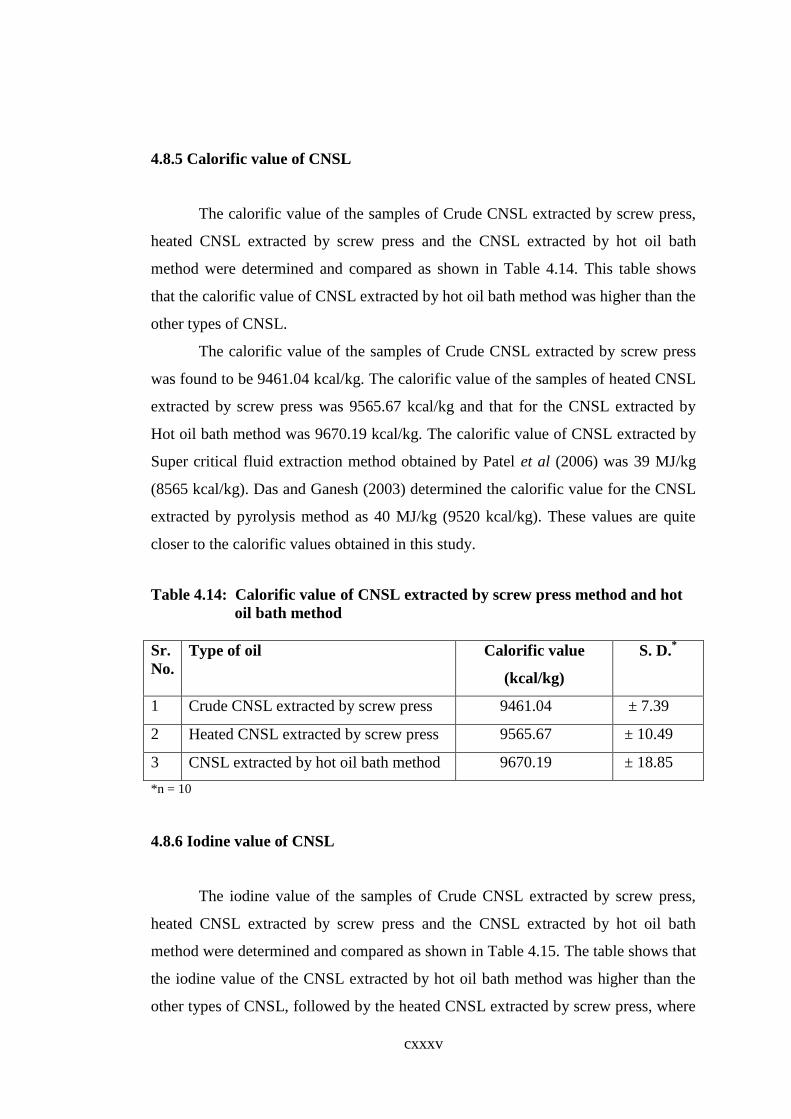
cxxxv
4.8.5 Calorific value of CNSL
The calorific value of the samples of Crude CNSL extracted by screw press,
heated CNSL extracted by screw press and the CNSL extracted by hot oil bath
method were determined and compared as shown in Table 4.14. This table shows
that the calorific value of CNSL extracted by hot oil bath method was higher than the
other types of CNSL.
The calorific value of the samples of Crude CNSL extracted by screw press
was found to be 9461.04 kcal/kg. The calorific value of the samples of heated CNSL
extracted by screw press was 9565.67 kcal/kg and that for the CNSL extracted by
Hot oil bath method was 9670.19 kcal/kg. The calorific value of CNSL extracted by
Super critical fluid extraction method obtained by Patel et al (2006) was 39 MJ/kg
(8565 kcal/kg). Das and Ganesh (2003) determined the calorific value for the CNSL
extracted by pyrolysis method as 40 MJ/kg (9520 kcal/kg). These values are quite
closer to the calorific values obtained in this study.
Table 4.14: Calorific value of CNSL extracted by screw press method and hot
oil bath method
Sr.
No.
Type of oil Calorific value
(kcal/kg)
S. D.*
1 Crude CNSL extracted by screw press 9461.04 ± 7.39
2 Heated CNSL extracted by screw press 9565.67 ± 10.49
3 CNSL extracted by hot oil bath method 9670.19 ± 18.85
*n = 10
4.8.6 Iodine value of CNSL
The iodine value of the samples of Crude CNSL extracted by screw press,
heated CNSL extracted by screw press and the CNSL extracted by hot oil bath
method were determined and compared as shown in Table 4.15. The table shows that
the iodine value of the CNSL extracted by hot oil bath method was higher than the
other types of CNSL, followed by the heated CNSL extracted by screw press, where
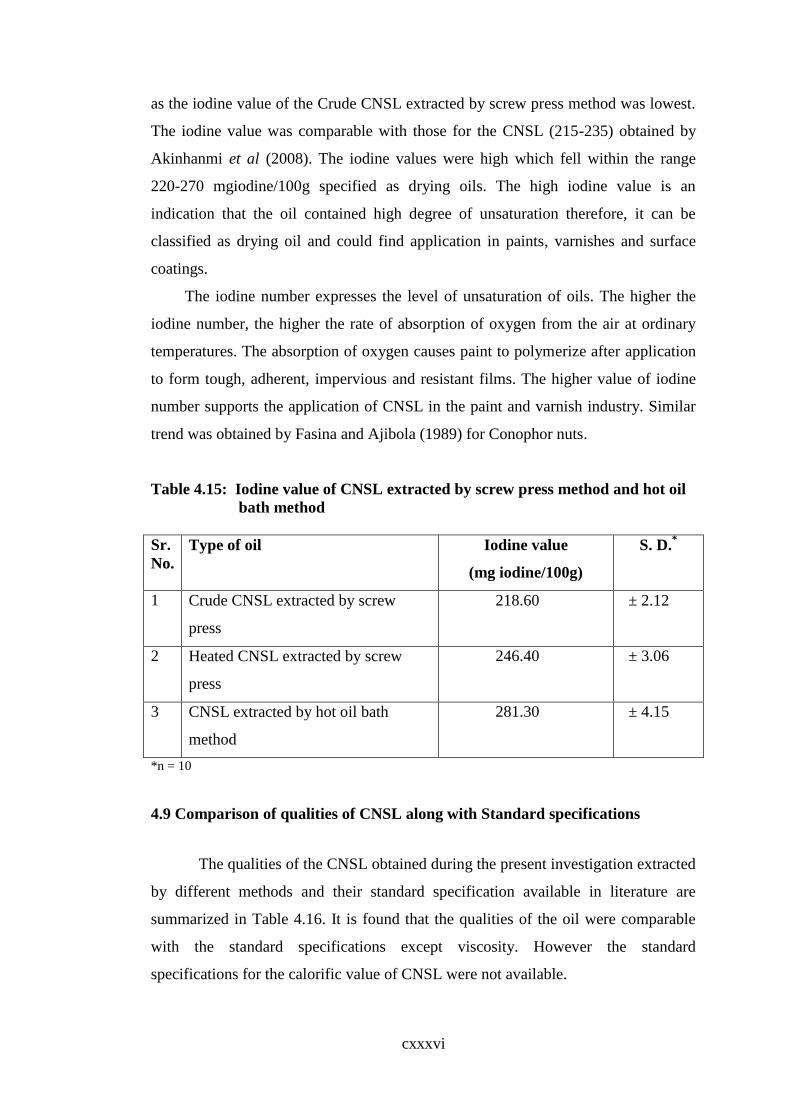
cxxxvi
as the iodine value of the Crude CNSL extracted by screw press method was lowest.
The iodine value was comparable with those for the CNSL (215-235) obtained by
Akinhanmi et al (2008). The iodine values were high which fell within the range
220-270 mgiodine/100g specified as drying oils. The high iodine value is an
indication that the oil contained high degree of unsaturation therefore, it can be
classified as drying oil and could find application in paints, varnishes and surface
coatings.
The iodine number expresses the level of unsaturation of oils. The higher the
iodine number, the higher the rate of absorption of oxygen from the air at ordinary
temperatures. The absorption of oxygen causes paint to polymerize after application
to form tough, adherent, impervious and resistant films. The higher value of iodine
number supports the application of CNSL in the paint and varnish industry. Similar
trend was obtained by Fasina and Ajibola (1989) for Conophor nuts.
Table 4.15: Iodine value of CNSL extracted by screw press method and hot oil
bath method
Sr.
No.
Type of oil Iodine value
(mg iodine/100g)
S. D.*
1 Crude CNSL extracted by screw
press
218.60 ± 2.12
2 Heated CNSL extracted by screw
press
246.40 ± 3.06
3 CNSL extracted by hot oil bath
method
281.30 ± 4.15
*n = 10
4.9 Comparison of qualities of CNSL along with Standard specifications
The qualities of the CNSL obtained during the present investigation extracted
by different methods and their standard specification available in literature are
summarized in Table 4.16. It is found that the qualities of the oil were comparable
with the standard specifications except viscosity. However the standard
specifications for the calorific value of CNSL were not available.

cxxxvii
Table 4.16: Comparison of qualities of CNSL extracted by screw press method
and hot oil bath method along with Standard specifications
Sr.
No.
Name of quality Crude
CNSL
extracted
by screw
press
Heated
CNSL
extracted
by screw
press
CNSL
extracted
by hot oil
method
Standard
specifications
(IS 840:1964)
1 Sp. Gravity 0.98 0.96 0.96 0.95 to 0.97
2 pH 3.15 4.94 6.91 5 to 10
3 Viscosity, (cP) 57.43 28.96 37.69 550.00 (Max.)
4 Ash content, (%) 2.08 0.62 0.38 1.00
5 Calorific value,
(kcal/kg)
9461.04 9565.67 9670.19 -
6 Iodine value
(mg
iodine/100g)
218.60 246.40 281.30 215.00
4.10 Techno economic feasibility of CNSL extraction by Screw press and hot oil
bath method
The techno economic feasibility of extraction of CNSL by screw
press and hot oil bath method was studied. The feasibility was discussed considering
the points such as fixed capital, working capital, sales revenue, project
profitability and break even analysis. The feasibility was determined by considering
the processing capacity of 500 MT Cashew nut shells per year.
4.10.1 Assumptions:
Certain assumptions were made during the study of techno economic
feasibility of extraction of CNSL.
4.10.2 Investment components of CNSL extraction unit:
The various investment components of a 500 MT/annum of Cashew nut shell
processing plant are as follows:
4.10.2.1 Land and site development:

cxxxviii
The land requirement for establishing CNSL oil expelling unit will depend
upon the installed capacity of the unit and the method of oil extraction. Generally
0.50 acre of nonagricultural land is required for establishing CNSL expelling unit
having an installed processing capacity of 500 MT /annum cashew nut shell
processing. The land should be with proper elevation. Low lying areas should be
avoided, else proper land filling, compaction and consolidation should be done.
Availability of suitable drainage facility, road linkages and communication facility
should also be ensured. The layout of the edible oil processing plant should be done
in a manner that helps in smooth operation of various unit operations in tandem to
bring about optimal capacity utilization. The model tentative cost of land and land
development charges has been considered at Rs. 2.50 Lakh ( Rs. 1.00 Lakh being the
cost of the land and the remaining Rs. 1,50,000/- being the cost incurred for site
development such as construction of fencing, internal roads and drainage system
etc.)
4.10.2.2 Civil construction:
Various civil structures required are as follows:
1. Raw material storage unit
2. Finished goods storage unit
3. Processing area
4. Office cum administrative space
5. Store room for oil cakes
6. Machinery spare parts store room
7. Toilet cum space requirement for sanitation
8. Miscellaneous space
The size and civil cost of these structures depend on the production capacity of
the project. The civil structures and estimated cost for the model CNSL oil expelling
unit is given in Table 4.17.
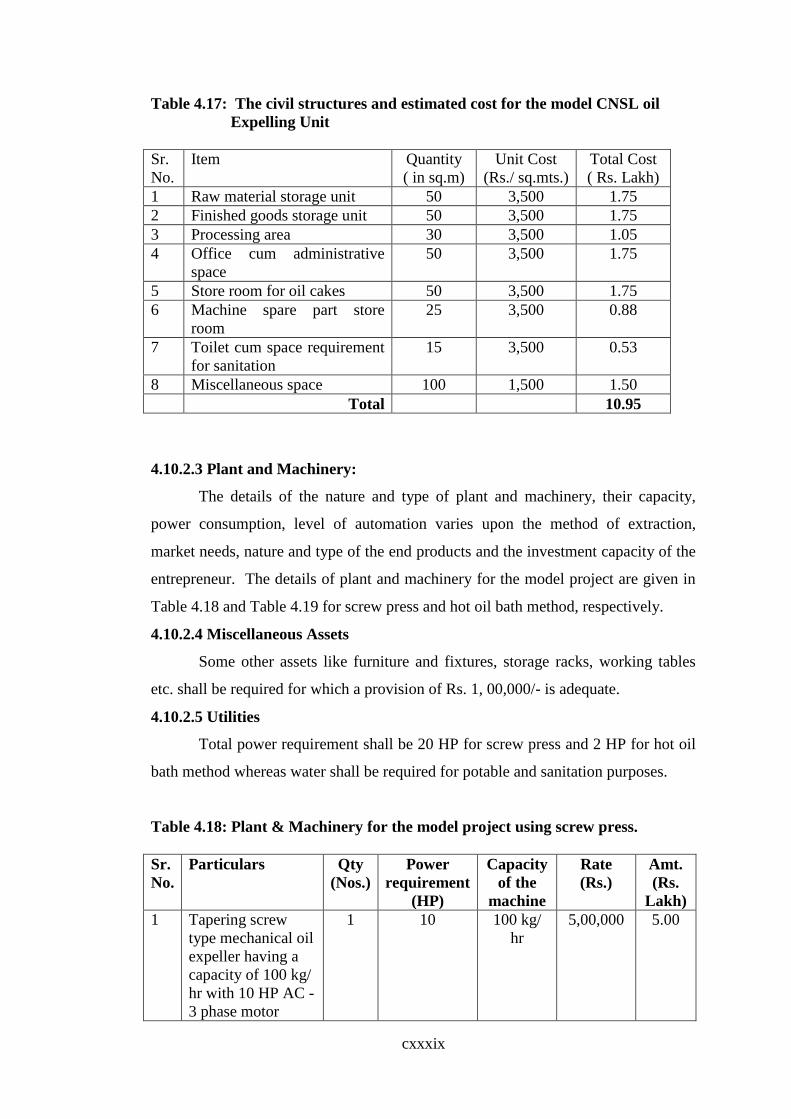
cxxxix
Table 4.17: The civil structures and estimated cost for the model CNSL oil
Expelling Unit
Sr.
No.
Item Quantity
( in sq.m)
Unit Cost
(Rs./ sq.mts.)
Total Cost
( Rs. Lakh)
1 Raw material storage unit 50 3,500 1.75
2 Finished goods storage unit 50 3,500 1.75
3 Processing area 30 3,500 1.05
4 Office cum administrative
space
50 3,500 1.75
5 Store room for oil cakes 50 3,500 1.75
6 Machine spare part store
room
25 3,500 0.88
7 Toilet cum space requirement
for sanitation
15 3,500 0.53
8 Miscellaneous space 100 1,500 1.50
Total 10.95
4.10.2.3 Plant and Machinery:
The details of the nature and type of plant and machinery, their capacity,
power consumption, level of automation varies upon the method of extraction,
market needs, nature and type of the end products and the investment capacity of the
entrepreneur. The details of plant and machinery for the model project are given in
Table 4.18 and Table 4.19 for screw press and hot oil bath method, respectively.
4.10.2.4 Miscellaneous Assets
Some other assets like furniture and fixtures, storage racks, working tables
etc. shall be required for which a provision of Rs. 1, 00,000/- is adequate.
4.10.2.5 Utilities
Total power requirement shall be 20 HP for screw press and 2 HP for hot oil
bath method whereas water shall be required for potable and sanitation purposes.
Table 4.18: Plant & Machinery for the model project using screw press.
Sr.
No.
Particulars Qty
(Nos.)
Power
requirement
(HP)
Capacity
of the
machine
Rate
(Rs.)
Amt.
(Rs.
Lakh)
1 Tapering screw
type mechanical oil
expeller having a
capacity of 100 kg/
hr with 10 HP AC -
3 phase motor
1 10 100 kg/
hr
5,00,000 5.00
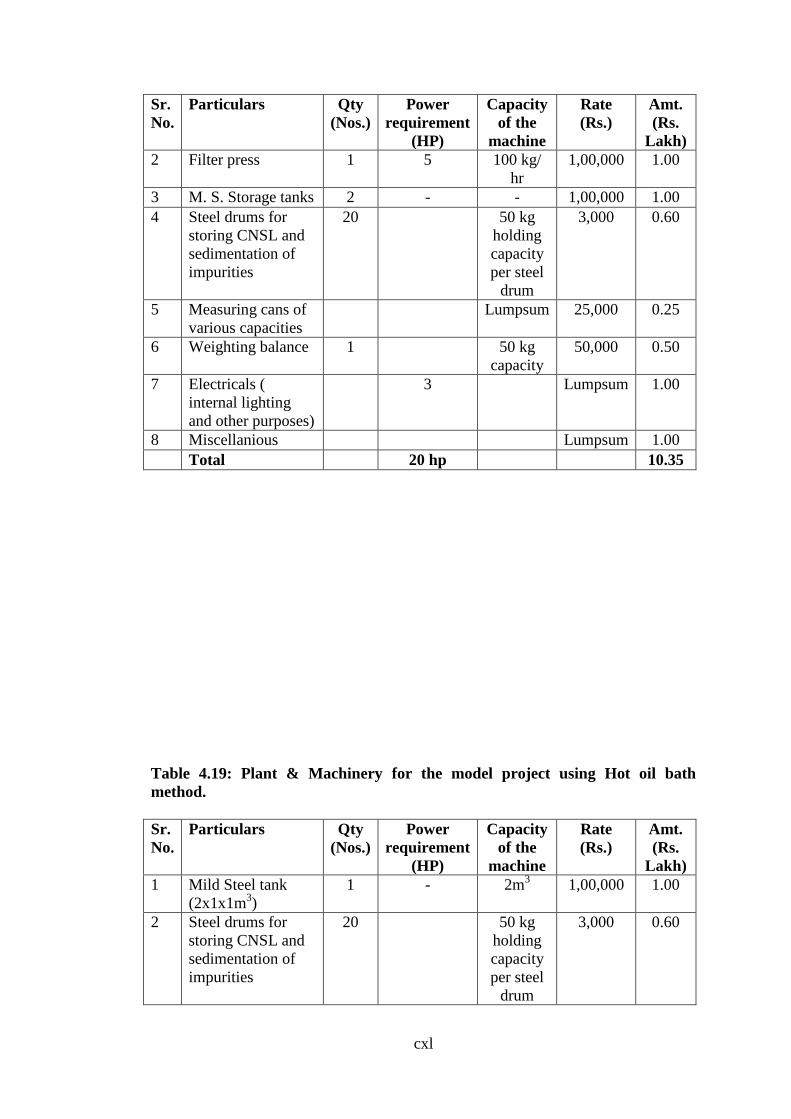
cxl
Sr.
No.
Particulars Qty
(Nos.)
Power
requirement
(HP)
Capacity
of the
machine
Rate
(Rs.)
Amt.
(Rs.
Lakh)
2 Filter press 1 5 100 kg/
hr
1,00,000 1.00
3 M. S. Storage tanks 2 - - 1,00,000 1.00
4 Steel drums for
storing CNSL and
sedimentation of
impurities
20 50 kg
holding
capacity
per steel
drum
3,000 0.60
5 Measuring cans of
various capacities
Lumpsum 25,000 0.25
6 Weighting balance 1 50 kg
capacity
50,000 0.50
7 Electricals (
internal lighting
and other purposes)
3 Lumpsum
1.00
8 Miscellanious Lumpsum 1.00
Total 20 hp 10.35
Table 4.19: Plant & Machinery for the model project using Hot oil bath
method.
Sr.
No.
Particulars Qty
(Nos.)
Power
requirement
(HP)
Capacity
of the
machine
Rate
(Rs.)
Amt.
(Rs.
Lakh)
1 Mild Steel tank
(2x1x1m3)
1 - 2m3 1,00,000 1.00
2 Steel drums for
storing CNSL and
sedimentation of
impurities
20 50 kg
holding
capacity
per steel
drum
3,000 0.60

cxli
Sr.
No.
Particulars Qty
(Nos.)
Power
requirement
(HP)
Capacity
of the
machine
Rate
(Rs.)
Amt.
(Rs.
Lakh)
3 Measuring cans of
various capacities
Lumpsum 25,000 0.25
4 Weighting balance 1 50 kg
capacity
50,000 0.50
5 Electricals (
internal lighting
and other purposes)
2 Lumpsum
0.50
6 Miscellnious Lumpsum 0.25
Total 2hp 3.10
4.10.2.6 Manpower requirements
The following manpower is required for the extraction of CNSL by screw
press.
Table 4.20: Manpower requirements for extraction of CNSL by screw press
Sr.
No.
Particulars Nos. Monthly salary
(Rs.)
Total monthly
(Rs.)
1 Operator 1 5,000 5,000
2 Labour 2 3,000 6,000
Total 11,000
Table 4.21: Manpower requirements for extraction of CNSL by hot oil bath
method
Sr.
No.
Particulars Nos. Monthly salary
(Rs.)
Total monthly
(Rs.)
1 Operator 1 4,000 4,000
2 Labour 3 3,000 9,000
Total 13,000
4.10.2.7 Working Capital Requirements
Assuming 60% capacity utilisation in the first year, the working capital needs
shall be as under:
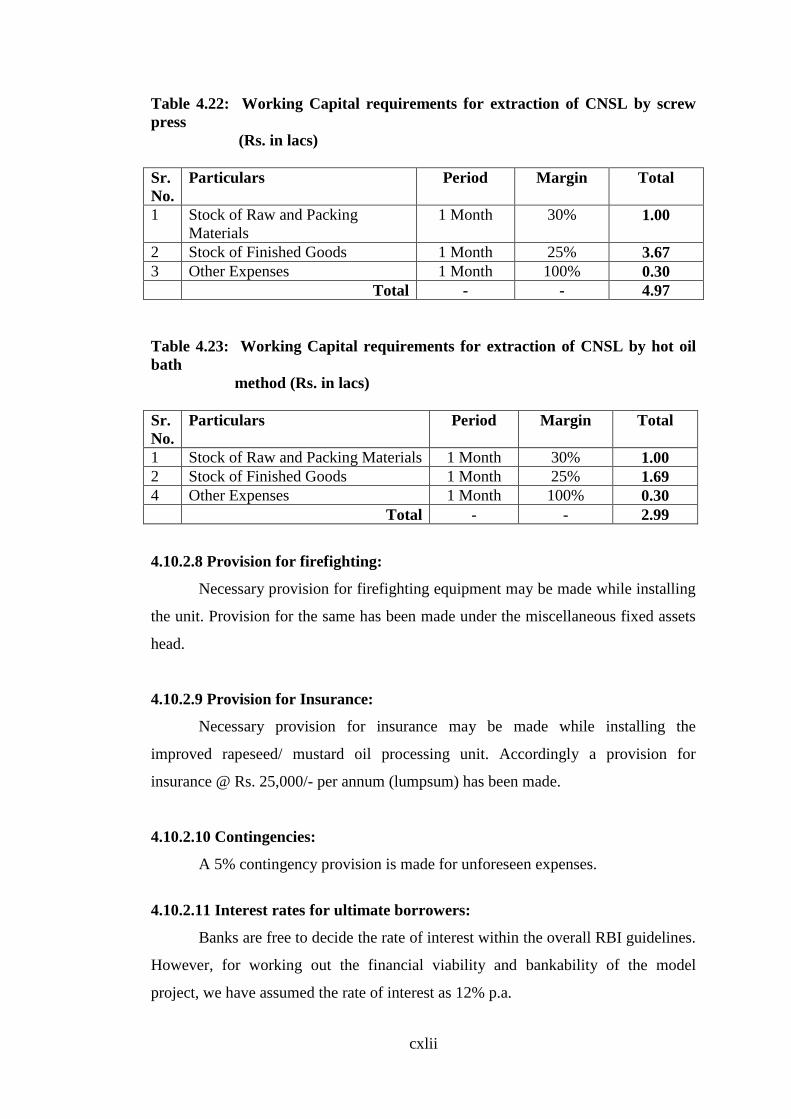
cxlii
Table 4.22: Working Capital requirements for extraction of CNSL by screw
press
(Rs. in lacs)
Sr.
No.
Particulars Period Margin Total
1 Stock of Raw and Packing
Materials
1 Month 30% 1.00
2 Stock of Finished Goods 1 Month 25% 3.67
3 Other Expenses 1 Month 100% 0.30
Total - - 4.97
Table 4.23: Working Capital requirements for extraction of CNSL by hot oil
bath
method (Rs. in lacs)
Sr.
No.
Particulars Period Margin Total
1 Stock of Raw and Packing Materials 1 Month 30% 1.00
2 Stock of Finished Goods 1 Month 25% 1.69
4 Other Expenses 1 Month 100% 0.30
Total - - 2.99
4.10.2.8 Provision for firefighting:
Necessary provision for firefighting equipment may be made while installing
the unit. Provision for the same has been made under the miscellaneous fixed assets
head.
4.10.2.9 Provision for Insurance:
Necessary provision for insurance may be made while installing the
improved rapeseed/ mustard oil processing unit. Accordingly a provision for
insurance @ Rs. 25,000/- per annum (lumpsum) has been made.
4.10.2.10 Contingencies:
A 5% contingency provision is made for unforeseen expenses.
4.10.2.11 Interest rates for ultimate borrowers:
Banks are free to decide the rate of interest within the overall RBI guidelines.
However, for working out the financial viability and bankability of the model
project, we have assumed the rate of interest as 12% p.a.
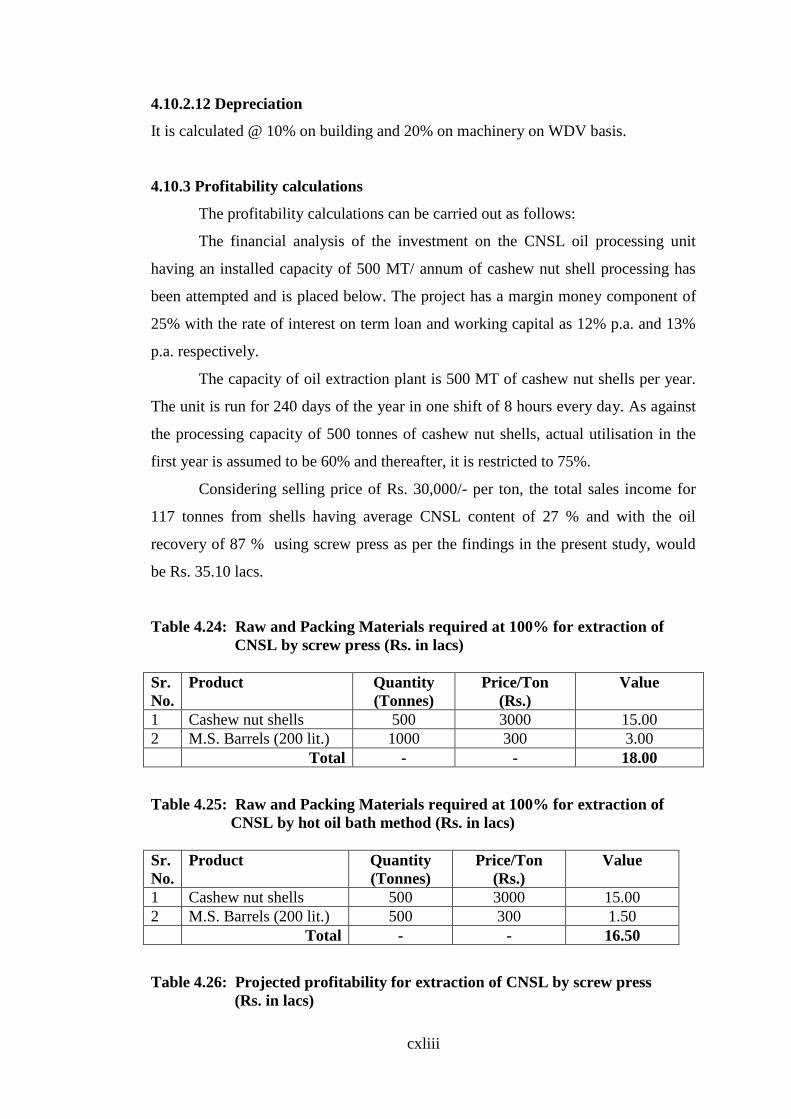
cxliii
4.10.2.12 Depreciation
It is calculated @ 10% on building and 20% on machinery on WDV basis.
4.10.3 Profitability calculations
The profitability calculations can be carried out as follows:
The financial analysis of the investment on the CNSL oil processing unit
having an installed capacity of 500 MT/ annum of cashew nut shell processing has
been attempted and is placed below. The project has a margin money component of
25% with the rate of interest on term loan and working capital as 12% p.a. and 13%
p.a. respectively.
The capacity of oil extraction plant is 500 MT of cashew nut shells per year.
The unit is run for 240 days of the year in one shift of 8 hours every day. As against
the processing capacity of 500 tonnes of cashew nut shells, actual utilisation in the
first year is assumed to be 60% and thereafter, it is restricted to 75%.
Considering selling price of Rs. 30,000/- per ton, the total sales income for
117 tonnes from shells having average CNSL content of 27 % and with the oil
recovery of 87 % using screw press as per the findings in the present study, would
be Rs. 35.10 lacs.
Table 4.24: Raw and Packing Materials required at 100% for extraction of
CNSL by screw press (Rs. in lacs)
Sr.
No.
Product Quantity
(Tonnes)
Price/Ton
(Rs.)
Value
1 Cashew nut shells 500 3000 15.00
2 M.S. Barrels (200 lit.) 1000 300 3.00
Total - - 18.00
Table 4.25: Raw and Packing Materials required at 100% for extraction of
CNSL by hot oil bath method (Rs. in lacs)
Sr.
No.
Product Quantity
(Tonnes)
Price/Ton
(Rs.)
Value
1 Cashew nut shells 500 3000 15.00
2 M.S. Barrels (200 lit.) 500 300 1.50
Total - - 16.50
Table 4.26: Projected profitability for extraction of CNSL by screw press
(Rs. in lacs)

cxliv
Sr.
No.
Particulars 1st Year 2nd Year
1 Installed Capacity of processing --- 500 Tonnes of cashew nut shells---
i Capacity Utilisation 60% 75 %
ii Sales Realisation of CNSL 21.06 26.33
B Cost of Production of CNSL
i Raw and Packing Materials 10.80 13.50
ii Utilities 0.60 0.75
iii Salaries 0.79 0.99
iv Stores and Spares 0.30 0.40
v Repairs & Maintenance 0.40 0.50
vi Selling & Admn. Expenses @ 5% 1.05 1.32
Total 13.94 17.46
C Gross Profit 7.12 8.87
Table 4.27: Projected profitability for extraction of CNSL by hot oil bath
method
(Rs. in lacs)
Sr.
No.
Particulars 1st Year 2nd Year
1 Installed Capacity of processing --- 500 Tonnes of cashew nut shells---
i Capacity Utilisation 60% 75 %
ii Sales Realisation of CNSL 9.72 12.15
B Cost of Production of CNSL
i Raw and Packing Materials 9.90 12.38
ii Utilities 0.30 0.38
iii Salaries 0.94 1.17
iv Stores and Spares 0.05 0.07
V Repairs & Maintenance 0.06 0.09
vi Selling & Admn. Expenses @ 5% 0.49 0.61
Total 11.74 14.70
C Gross Profit -2.02 -2.55
4.10.5 Comparative project feasibility analysis for extraction of CNSL by screw
press and hot oil bath method
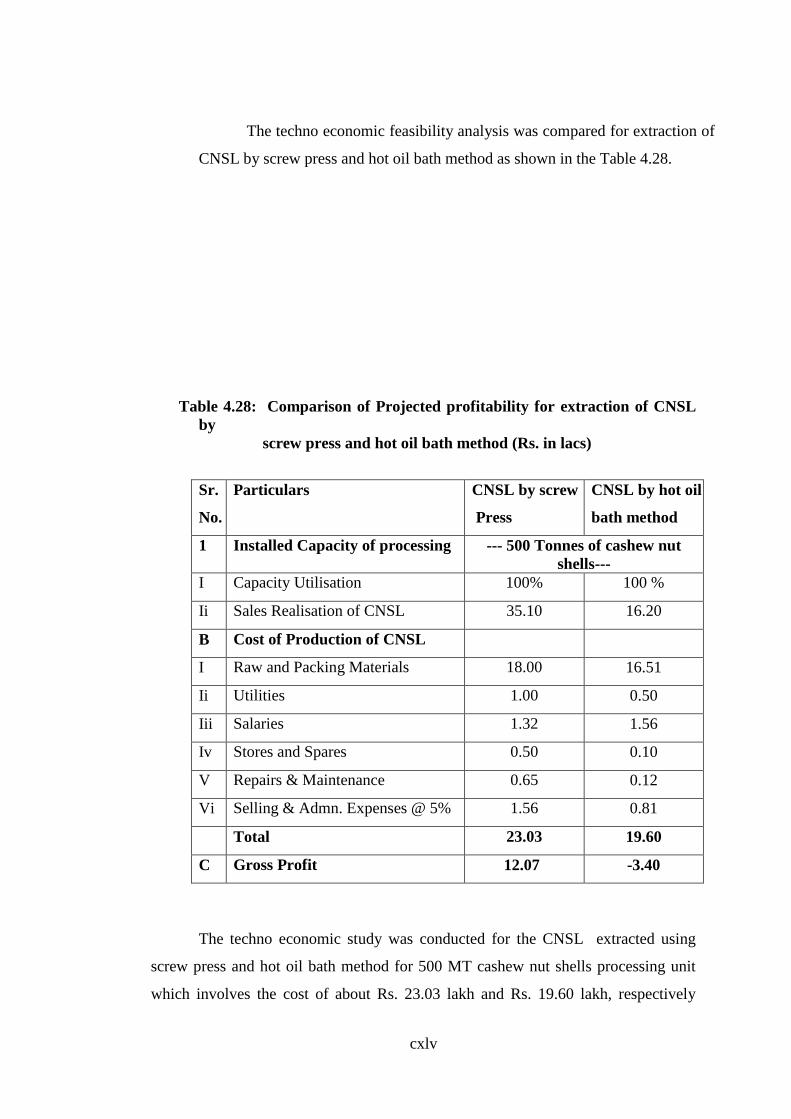
cxlv
The techno economic feasibility analysis was compared for extraction of
CNSL by screw press and hot oil bath method as shown in the Table 4.28.
Table 4.28: Comparison of Projected profitability for extraction of CNSL
by
screw press and hot oil bath method (Rs. in lacs)
Sr.
No.
Particulars CNSL by screw
Press
CNSL by hot oil
bath method
1 Installed Capacity of processing --- 500 Tonnes of cashew nut
shells---
I Capacity Utilisation 100% 100 %
Ii Sales Realisation of CNSL 35.10 16.20
B Cost of Production of CNSL
I Raw and Packing Materials 18.00 16.51
Ii Utilities 1.00 0.50
Iii Salaries 1.32 1.56
Iv Stores and Spares 0.50 0.10
V Repairs & Maintenance 0.65 0.12
Vi Selling & Admn. Expenses @ 5% 1.56 0.81
Total 23.03 19.60
C Gross Profit 12.07 -3.40
The techno economic study was conducted for the CNSL extracted using
screw press and hot oil bath method for 500 MT cashew nut shells processing unit
which involves the cost of about Rs. 23.03 lakh and Rs. 19.60 lakh, respectively
cxlvi
(Table 4.26 and Table 4.27 ). The oil recovery from the shells with average CNSL
content of 27 % in present investigation by screw press and hot oil bath were 87%
and 40%, respectively as stated earlier in section 4.7. Analysis was done by
considering the present market rate of the CNSL of about Rs. 30,000 per tonne
(NABARD, 2011). The profit obtained by selling the CNSL extracted by screw press
was Rs.12.07 lakh, where as there was an estimated loss of Rs. 3.40 lakh for the
CNSL extracted by hot oil bath method.
Thus, this economic analysis reveals that the production cost for processing a
tonne of cashew nut shells per annum is Rs. 4606 using screw press method of oil
extraction, while the production cost for processing a tonne of cashew nut shells per
annum is Rs. 3920 in case of hot oil bath method ( Table 4.28 ). But the CNSL
recovery from the cashew nut shells obtained in the present study was 87 % when
screw press was used for the extraction of CNSL. However, the CNSL recovery
from the cashew nut shells obtained in the present study was 40% when hot oil bath
method was used for the extraction of CNSL. Hence by processing one tonne of the
cashew nut shells using screw press gives 235 kg of CNSL whereas by processing
one tonne of the cashew nut shells using hot oil bath method gives only 108 kg of
CNSL.
Further, it is also found that 28.41 % capacity utilization is giving Break-
even point for screw press method; however in the hot oil method the gross profit
before depreciation and interest is negative. Hence, it indicates that for establishing
the CNSL processing unit the screw press method is the only method which is
techno economically feasible method.

cxlvii
CHAPTER V
SUMMARY AND CONCLUSION
5.1 Summary
Cashew (Anacardium occidentale) is an important plantation crop of India.
India has the largest area under cashew (9.23 lakh ha) and stands as the second
largest producer of cashew (7.00 lakh MT) in the world. Today, India is the largest
processor and exporter of cashew in the world. Maharashtra ranks first in the
production (28.78 % of the country) and productivity of cashew nut in India. Area
under cashew nut in Maharashtra is confined to the Konkan region comprises of five
districts namely Sindhudurg, Ratnagiri, Raigad, Thane and Mumbai. Total
production from these five districts is more than 1.98 lakh tones.
The cashew nut consists of kernel, shell and testa. It contains on an average
20 to 22% kernel (edible portion), 2-5 % testa and 65-75% shell (outer covering).
Cashew kernels are highly nutritious containing protein (21%), fat (47%),
carbohydrates (22%), minerals and vitamins and hence the cashew nuts are
processed mainly for its kernel. Kernel is obtained after removing the shell of
cashew nut. It is further processed by removing its testa. Shell and the testa therefore
are the two by-products of the cashew nut processing. The cashew nut shell contains
25-30% dark reddish brown viscous phenolic liquid known as Cashew Nut Shell
Liquid and abbreviated as CNSL.
CNSL is a versatile by-product of cashew processing which has tremendous
potentials as industrial raw material with its diverse applications. It is extensively
used in the automotive brake lining, modified resins, manufacture of superior type of
paints, insulating varnishes in the electrical industry, special types of adhesive
cement, polyurethane based polymers, surfactants, foundry chemicals and as an
intermediary of chemicals. CNSL is the better and cheaper material for unsaturated
phenols. Products of CNSL are renewable in nature and offer much advantage over
cxlviii
synthetics. The residue after extraction of Cashew nut Shell Liquid is Shell Cake,
which is used as fuel and a substitute for firewood.
CNSL has a great demand in the International market. The CNSL is exported
from India to various countries and a substantial amount of foreign exchange is
earned by this business. CNSL is extracted by different methods such as Hot oil bath
method, screw press method and solvent extraction method. Screw press method is
suitable for the industrial scale. However, it is observed that Cashew processing
industry in the country is a small scale and is un-organized. Every one tone of
processing of cashew nut yields about 700 kg of shell which is a huge volume
cashew processor has to handle. The absolute volume of cashew nut produced
annually poses a challenge for waste disposal of cashew nut shell generated along
the production line as the cashew processor does not incline to process the cashew
shells as it involves the separate process technology.
There are three different methods generally used in extracting the
cashew nut shell liquid from cashew nuts, namely mechanical, roasting and solvent
extraction. The expeller process of oil extraction is economically viable and
technologically suitable for immediate adoption on industrial scale. R&D for oil
extraction using Screw press for Cashew nut shell is very much lacking and is the
hurdle for the development of cashew shell processing.
Extraction of oil using screw press method depends on several factors such as
screw pressure, feed rate, moisture content of the oil bearing material and its
condition at the time of feeding etc. Pre conditioning in the form of heating has a
major role in the extraction of oil from oil-bearing materials using screw press and
requires their studies for cashew nut shell considering the availability of cashew nut
shells and potential value of CNSL. The present investigation was, therefore,
undertaken to study the extraction of CNSL from cashew nut shell by screw press
and properties of CNSL.
The work was conducted at the Department of Agricultural Process
Engineering, College of Agricultural Engineering & Technology, Dapoli. The
Cashew nut shells required for the different experimentations were procured from
the Cashew Processing and Training Center of College of Agricultural Engineering
& Technology, Dapoli. Physical properties of cashew nut shells namely size, bulk

cxlix
density, friction coefficient, angle of repose, terminal velocity, thermal conductivity,
calorific value and oil content were determined. Screw press method was used for
the study of influence of cashew nut shell size, moisture content and preconditioning
treatments on the extraction of CNSL. Hot oil bath method was used only to extract
oil in order to compare the yield and quality of oil with Screw press method.
Cashew nut shells were first classified into three sizes since the practice of
grading the cashew nut prior to processing is not followed in the Konkan region of
Maharashtra. Also, the cashew nut shells available were of random size obtained
from the ungraded cashew nuts of different varieties. Classification of the cashew
nut shells was done by sieving the cashew nut shells using different sieves. The four
sieves used in the present study were of perforation size 25 mm, 20 mm, 16 mm and
12 mm size were used based on the dimensions of the cashew nut shells. Then the
physical properties of the cashew nut shell were studied using the different sizes of
cashew nut shells.
The influence of moisture content of cashew nut shells on the extraction of
CNSL by screw press method was studied to find out the role of moisture content in
the oil yield and there by optimising the moisture content of shells for the extraction
process. Cashew nut shells were used randomly without grading into size.
Experiments were conducted at four different levels of moisture (8.12, 10.06, 12.17
and 14.20 %) for the extraction of CNSL by screw press method. The influence of
size of cashew nut shells on the extraction of CNSL by screw press method was
studied to find out the role of size of shells in the oil yield. The cashew nut shells
from the three groups namely; small, medium and large were used for the extraction
of the oil by screw press. Results were compared with the control. The influence of
shell preconditioning on the extraction of CNSL by screw press method was studied
to find out the role of shell preconditioning on the oil yield and there by optimising
the preconditioning parameters for the extraction process. Preconditioning treatments
followed in present study were steaming of the shells and heating of the shells. The
cashew nut shells from the three groups namely; small, medium and large were used
for the extraction of the oil by screw press. Results were compared with the control.
cl
The CNSL extracted from the cashew nut shells by screw press method and
hot oil bath method was compared for the yield. The properties of the oil extracted at
various operating conditions were determined using standard procedures. The
samples of CNSL from the shells extracted by Screw press method with better
preconditioning treatment were analyzed for quality parameters. Hot oil method
(being traditional) was used as control and results were compared with the standard
specifications for quality of oil. The experiments to analyze the quality of oil for the
parameters namely, Specific Gravity, pH value, Viscosity, Ash, calorific value and
Iodine value were carried out. The techno economic feasibility of extraction of
CNSL by screw press and hot oil bath method was studied. The feasibility was
discussed considering the points such as fixed capital, working capital, sales revenue,
project profitability and break even analysis. From these studies the following
conclusions were drawn:
5.2 Conclusions
1. Cashew nut shells can be classified based on the sizes in three classes
namely small (< 12mm), medium (16-20 mm)and large (>20 mm). The
Medium size cashew nut shells ranging between 16 to20 mm are having
80 % share in the commercially available sample of shells.
2. The Geometric Mean Diameter (GMD) is 20.57, 16.82 and 13.38 mm for
Large, Medium, and Small size shells, respectively.
3. The average surface area of the cashew nut shells is 2410 mm2 .The
surface area of large shells (3180 mm2) is 1.3 times larger than the mean
value. The surface area of medium shells (2273 mm2) is quite closer to
this value. It is 1.6 times larger than those of small shells (1480 mm2).
4. Average bulk density of cashew nut shells is 314 kg/m3 at the moisture
content of 10.06 % (wb).
5. The angle of repose for the cashew nut shell is 23.610 at moisture content
of 10.06 % (wb).
6. The average coefficient of friction of cashew nut shells is maximum
(0.51) in case of Mild Steel Surface. It is followed by Plywood surface
(0.49) and Sun mica (0.47) surface. The glass gives least friction (0.46).
7. The average terminal velocity of the cashew nut shells is 4.91 m/s.

cli
8. The average thermal conductivity of cashew nut shell is 0.815 W/m0C at
moisture content of 10.16 % (wb). It ranges from 0.78 to 0.85 W/m0C for
different sizes of cashew nut shells.
9. The average calorific value of cashew nut shells was 4963.63 kcal/kg
which is quite closer to that of Medium sized shells.
10. Average CNSL content in cashew nut shells is 26.45 %.
11. The moisture content of the shell at the time of extraction of CNSL had a
great influence on the oil recovery. The 10.06 % moisture content of the
cashew nut shells at the time of extraction of CNSL was the optimum
moisture content of the shells for the extraction of CNSL. At this
moisture content the oil recovery (86.68 %) was maximum.
12. Size of cashew nut shell has influence on the recovery of oil in screw
press extraction. Recovery of oil for Large size cashew nut shells is
maximum (88.54 %).
13. Preconditioning of cashew nut shells before the extraction of CNSL has a
great influence on the recovery of oil. Recovery of oil for Large size
cashew nut shells is maximum (90.87 %) when the shells are exposed to
the steam for 15 minutes before the extraction of oil by screw press.
14. The recovery of CNSL from the Cashew nut shells heated at 900C for 10
minutes before subjecting to the extraction by screw press is maximum (
93.46 %) for Large size shells.
15. The screw press method of oil extraction for cashew nut shells gives 87
% of oil recovery. It is higher by 47 % than the oil recovery of hot oil
bath method.
16. The screw press method of extraction of CNSL is efficient and more
feasible for large scale oil extraction on industrial scale.
17. The specific gravity of the Crude CNSL extracted by screw press method
is 0.98. The specific gravity of the heat treated CNSL extracted by screw
press is 0.96.
18. The Viscosity of the Crude CNSL extracted by screw press is 57.43 cP.
The viscosity of the heated CNSL extracted by screw press is 28.96 cP
and that for the CNSL extracted by Hot oil bath method is 37.69 cP.
clii
19. The ash content of the heated CNSL extracted by screw press (0.62 %)
and the CNSL extracted by hot oil bath method (0.38 %) meet the
standard specifications (1 %) requirement.
20. The calorific value of the Crude CNSL extracted by screw press is
9461.04 kcal/kg. The calorific value of the heated CNSL extracted by
screw press is 9565.67 kcal/kg and that for the CNSL extracted by Hot
oil bath method is 9670.19 kcal/kg.
21. The iodine value of the Crude CNSL extracted by screw press is 218.60
mg iodine/100g. The iodine value of the heated CNSL extracted by
screw press is 246.40 mg iodine/100g and that for the CNSL extracted by
Hot oil bath method is 281.30 mg iodine/100g.
22. The techno economic analysis carried out for the extraction of CNSL by
screw press and hot oil bath method reveals that the production cost for
processing a tonne of cashew nut shells per annum is Rs. 4606/- using
screw press method of oil extraction, while the production cost for
processing a tonne of cashew nut shells per annum is Rs. 3920/- in case
of hot oil bath method. But the CNSL recovery from the cashew nut
shells obtained in the present study is 87 % with the screw press used for
the extraction of CNSL and the CNSL recovery from the cashew nut
shells obtained in the present study s 40% with hot oil bath method used
for the extraction of CNSL. Hence by processing one tonne of the
cashew nut shells using screw press gives 235 kg of CNSL whereas by
processing one tonne of the cashew nut shells using hot oil bath method
gives only 108 kg of CNSL. Therefore, for establishing the CNSL
processing unit the screw press method is the only method which is
techno economically feasible method.

cliii
CHAPTER VI
BIBLIOGRAPHY
Abdullah M. H. R. O., P. E. Ch’ng and T. H. Lim. 2010. Determination of Some
Physical
Properties of Nutmeg (Myristica fragrans) Seeds. Research Journal of
Applied Sciences, Engineering and Technology 2(7): 669-672.
Acland, J.D. 1977. East African crops. FAO and Longman. 5: 29–32. In: Sornprom N.
2007. Extraction and purification of anacardic acid from Cashew Nut
Shell.
A Thesis Submitted in Partial Fulfillment of the Requirements for the
Degree
of Master of Engineering (Chemical Engineering) Graduate School,
Kasetsart
University.
Adeeko K. A. and O. O. Ajibola. 1990. Processing factors affecting yield and quality
of
mechanically expressed groundnut oil. Journal of Agricultural
Engineering
Research, 45: 31-44.
Ajibola O. O., S. O. Adetunji and O. K. Owolarafe. 2000. Oil Point pressure of sesame
seed. Ife J. Technol., 9(1, 2): 57-62.
Ajibola O. O., O. K. Owolarafe, O. O. Fasina and K. A. Adeeko. 1993. Expression of
oil
from Sesame seeds. Can. Agric. Eng., 35: 83-88.
Ajibola O. O., S. E. Eniyemo, O. O. Fasina and K. A. Adeeko, 1990. Mechanical
expression of oil from melon seeds. Journal of Agric. Engr. Res. 45: 45-
53.
Akaranta O. and A. O. Aloko. 1999. Bituminous coating: effects of cashew nut shell
liquid-tannin resins. Pigment & Resin Technology. 28(6): 336-340.
Akinhanmi T. F., V. N. Atasie and P. O. Akintokun. 2008. Chemical Composition and
Physicochemical Properties of Cashew nut (Anacardium occidentale)
Oil and
Cashew Nut Shell Liquid. Journal of Agricultural, Food, and
Environmental
Sciences.2 (1): 1-10.
Akinoso, R., J. Igbeka, T. Olayanju and L. Bankole. 2006. Modeling of oil expression
from palm kernel (Elaeis guineensts jacq.). Agricultural Engineering
International: the CIGR Ejournal. Manuscript F, P 05 016. Vol. VIII.
Akpan U. G., A. Jimoh and A. D. Mohammed. 2006. Extraction, Characterization and
cliv
Modification of Castor Seed Oil. Leonardo Journal of Sciences. January-
June: 43-52.
Anonymous, 2011. Sanoor Cashew and Adarsh Industrial Chemicals. Sanoor, Karkala,
Dist. Udupi, Karnataka.
http://www.adarshsanoor.com/cnslproperty.html
Anonymous, 2011a. Cardochem Industries. Manufacturers of CNSL, Cardanol,
Anacardic Acid and Cashew Cake. D/305 Kailash Industrial Complex,
Godrej Hiranandani Link Road, Vikhroli (W), Mumbai
http://www.cardochem.com/index.html
Anonymous. 2010. Mortars for acid proof brick, tile, and Mandana stone.
Chemiprotect
engineers. Plot No. 2114, Phase III, G. I. D. C. Estate, Vatva,
Ahmedabad-
(India) - 382445. http://acidproofindia.com
Anonymous. 2010a. More on Products from CNSL. Sanoor Cashew and Adarsh
Industrial chemicals. Sanoor Cashew (Importers and Exporters). Sanoor,
Karkala, Dist. Udupi, Karnataka.
http://www.adarshsanoor.com/cnslproducts.html
2
Anonymous. 2009. Cashew Nut Shell Liquid.
http://www.anacardium.info/IMG/cashew_nut_shell_iquid. pdf
Anonymous. 2009a. Cashew Nut Processing. Technical Information Online. Practical
Action. The Schumacher Centre. Bourton Hall, Bourton-on-Dunsmore.
Rugby, Warwickshire, CV23 9QZ. United Kingdom.
http://www. Practicalaction.org
Anonymous. 2007. HIGH Production Volume Chemical Challenge Program
Exposure
and Use Data for Cashew Nut Shell liquid CAS No. 8007-24-7
submitted to
the US EPA By Cardolite Corporation, Inc. www.cardolite.com
Anonymous. 2006. High production volume chemical challenge program. Exposure
and
use data for cashew nut shell liquid CAS No. 8007-24-7 Submitted to the
US
EPA by Cardolite Corporation, Inc.
http://www.cardolite.com
Anonymous. 1977. CANDELILLA WAX. Defense Standard. 91 - 29 /Issue 1.
Published
by Ministry of Defense, Directorate of Standardization, First Avenue
House,
High Holborn, London, WC1V 6HE.
clv
www.dstan.mod.uk/standards/defstans/91/029/00000100.pdf
AOAC. 1984. Official methods of analysis (14th
Ed.) Arlington, VA: Association of
Official Analytical Chemists.
Aremu A. K. and O. K. Fadele. 2010. Moisture Dependent Thermal Properties of
Doum
Palm Fruit (Hyphaene Thebaica). Journal of Emerging Trends in
Engineering and Applied Sciences (JETEAS). Scholarlink Research
Institute
Journals. 1(2): 199-204.
http://www.jeteas.scholarlinkresearch.org
Aware V. V., S. M. Nalawade, A. G. Powar, N. C. Chaudhari and S. K. Jadhav. 2007.
Determination of physical-mechanical properties of raw and steamed
cashew
nut. The Cashew. DCCD Cochin. xxi (3): 6-12.
Axtell, B.L., 1992. Minor oil crops. FAO Corporate document repository, M-17, ISBN
92-5-103128-2, United Nations, Rome.
Azam-Ali S. H. and E. C. Judge. 2001. Small-scale cashew nut processing. ITDG.
Schumacher Centre for Technology and Development.Bourton on
Dunsmore,
Rugby, Warwickshire, UK.
http://www.fao.org/ag/ags/agsi/Cashew/Cashew.htm
Balasubramanian D. 2001. Physical properties of raw cashew nut. J. Agric. Eng. Res.,
78(3), 291-297.
BargaleP. C., R. J. Ford, F. W. Sosulski, D. Wulfsohn, and J. Irudayaraj. 1999.
Mechanical Oil Expression from Extruded Soybean Samples. JAOCS.
76,
223–229.
Baryeh E. A. 2002. Physical properties of millet. J. Food Eng. 51: 39-46.
Baryeh E. A. 2001. Effects of palm oil processing parameters on yield. Journal of
Food
Engineering 48(1): 1-6.
Bisana B. B. and N. B. Laxamana. 2008. Utilization of cashew nut shell residue for
charcoal briquettes and activated carbon production. Journal of Wood
Science.44: 56-61.
Bongirwar D. R., S. R. Prodwal-Desai and A. Sreeniva Sam. 1977. Studies on the
deffacting of peanuts and soybeans for developing ready- to eat snack
items.
Indian Food Packer, 31(3): 61-76.
clvi
Bredeson D. K.1983. Mechanical Oil Extraction. J. Am. Oil Chem. Soc. 60(2): 211-
213.
CEPC. 2012 About Cashew and Cocoa-statistics. Cashew nut Exports Promotion
Council
of India.
http://www.cashewindia.org/php/cepcContents.php?CatID=29
CEPC. 2010. About Cashew and Cocoa-statistics. Cashew nut Exports Promotion
Council
of India.
http://www.dacnet.nic.in/cashewcocoa/statla.htm
CEPC. 2009. About Cashew and Cocoa-statistics. Cashew nut Exports Promotion
Council
of India.
http://www.dacnet.nic.in/cashewcocoa/statla.htm
Chakravarty A. 2000. Post harvest technology of cereals, pulses and oilseeds. Third
Edition. Oxford and IBH publishing Co. Pvt. Ltd. New Delhi.
Chandrasekar V. and R. Viswanathan. 1999. Physical and Thermal Properties of
Coffee.
J. Agric. Engng Res. 73: 227-234.
http://www.idealibrary.com
Chuayjuljit S., P. Rattanametangkool and P. Potiyaraj. Preparation of Cardanol–
Formaldehyde Resins from Cashew Nut Shell Liquid for the
Reinforcement
of Natural Rubber. 2007. Journal of Applied Polymer Science, Vol. 104,
1997–2002.
www.interscience.wiley.com
Dalvi V.D. (1992) Economics of processing cashewnut in Sindhudurg district of
Maharashtra State. The Cashew, 6(3): 14-19.
Das, P., T. Sreelatha and A. Ganesh. 2004. Bio Oil from Pyrolysis of Cashew Nut
Shell-
Characterization and Related Properties. Biomass & Bioenergy. 27 (3):
265-275.
Das P. and A. Ganesh. 2003. Bio-oil from pyrolysis of cashew nut shell-a near fuel.
Biomass and Bioenergy. 25: 113-117.
David K. 1999. Cashew. Echo technical note. Available Source: http://www.
echonet.org. In: Sornprom N. 2007. Extraction and purification of
anacardic

clvii
acid from Cashew Nut Shell. A Thesis Submitted in Partial Fulfillment
of the
Requirements for the Degree of Master of Engineering (Chemical
Engineering) Graduate School, Kasetsart University.
Davies R. M. 2009. Some Physical Properties of Groundnut Grains. Research Journal
of
Applied Sciences, Engineering and Technology 1(2): 10-13.
Dedio W. and D. G. Dorrell. 1977. Factors affecting the pressure extraction of oil
from flax
seed. Journal of American Chemists’ Society. 54(8): 313-320.
Dufaure C., J. Leyris, L. Rigal and Z. Mouloungui. 1999. A twin-screw extruder for
oil
Extraction: I. Direct expression of oleic sunflower seeds, JAOCS, 76:
1073.
Dutta S. K., V. K. Nema and R. K. Bhardwaj. 1988. Physical properties of gram.
Journal
of Agricultural Engineering Research. 39: 259-268.
Elhassan S. H. A. R. 2009. Mechanical expression of oil from Sesame (sesamum
indicum
L.) seeds. A Thesis Submitted to University of Khartoum in Fulfillment
of
the Requirements for the Degree of Doctor of Philosophy in Agriculture.
Department of Agricultural Engineering. Faculty of Agriculture.
University
of Khartoum.
FAO. 1989. Food Composition Table for Use in Africa. US Dept. Health and
Education
and Welfare Press, Washington D.C.
Fasina O. O. and O. O. Ajibola. 1989. Mechanical express ion of oil from conophor
nut
(Tetracarpidium Conophorum). Journal of Agric. Engr. Res. 44: 275-287.
Fos'hat M., V. Etemad, S. M. T. Gharibzahedi and M. Ghahderijani. 2011. Physical,
mechanical and aerodynamic properties of Acorn (Quercus suber L.) as
potentials for development of processing machines. Aust J Crop Sci.
5(4):
473-478.
Francisco H. A. R., J. P. A. Feitosa, N. M. P. S. Ricardo, C. F. F. Francisco, J. O. B.
Carioca. 2006. Antioxidant activity of cashew nut shell liquid (CNSL)
derivatives on the thermal oxidation of synthetic cis-1, 4-polyisoprene. J.
Braz. Chem. Soc. 17(2). Sao Paulo Mar. /Apr.

clviii
Gedam P. H. and P. S. Sampathkumaran. 1986. Cashew nut shell liquid: extraction,
chemistry and applications. Progress in Organic Coatings. 14:115–57. In:
Sornprom N. 2007. Extraction and purification of anacardic acid from
Cashew Nut Shell. A Thesis Submitted in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering (Chemical
Engineering) Graduate School, Kasetsart University.
Ghadge P. N., P. R. Vairagar and K. Prasad. 2008. Some Physical Properties of Chick
Pea Split (Cicer arietinum L.). Agricultural Engineering International:
the
CIGR Ejournal. Manuscript FP 07 039. Vol. X. January.
Gharibzahedi S. M. T., V. Etemad, J. Mirarab-Razi and M. Fos'hat. 2010. Study on
some engineering attributes of pine nut (Pinus pinea) to the design of
processing equipment. Res. Agr. Eng. 56 (3): 99–106.
Gikuru Mwithiga and Lamech Moriasi.2007. A Study of Yield Characteristics During
Mechanical Oil Extraction of Preheated and Ground Soybeans. Journal
of
Applied Sciences Research, 3(10): 1146-1151.
Gros C., J. L. Lanoiselle and E. Vorobiev. 2003. Towards an alternative extraction
processing for linseed oil. Trans. I Chem E. A., 81: 1059.
Haldankar, P.M., P.C.Haldvnkar, M.S.Govekar and P.C. Mali (2007) Cashew
research
and development in Konkan region of Maharashtra.National seminar on
research, development and marketing of cashew, 20th-21st November,
held at
Association for Coastal Agricultural Research, ICAR Research
Complex for
Goa, Ela, Old Goa.pp.33-35.
http://agricoop.nic.in/hort/hortnew12
Hamzat K. O. and B. Clarke. 1993. Prediction of oil yield from groundnuts using the
concept of quasi- equilibrium oil yield. Journal of Agriculture
Engineering
Research. 55(1): 79-87.
Hartley L. 1998. Secondary compounds within the Anacardiaceae. Available Source:
http://www.colostate.edu/Depts/ Entomology/ courses/en570/ papers1998/
hartley.html, August 15, 2006.
.
Hyman, E., 2005. Local agro-processing with sustainable technology: Sunflower seed
oil
in Tanzania, international institute for environment and development,
Gatekeeper series N. 33.
Iguaz A., M. B. San Martin, C. Arroqui, T. Fernandez, J. I. Mate and P. Virseda. 2003.
clix
Thermo physical properties of medium grain rough rice (LIDO cultivar) at
medium and low temperatures. Eur Food Res Technol. 217: 224–229.
Isik, E. and I. Nazmi, 2007. Moisture dependent physical and mechanical properties of
dent corn (Zea mays var. indentata Sturt.) seeds (Ada-523). Am. J. Food
Technol., 2: 342-353.
Kachru R. P., R. K. Gupta and A. Alam. 1994. Physico-Chemical Constituents and
Engineering Properties of Food Crops. Scientific Publishers, Jodhpur.
Khan L. M. and M. A. Hanna. 1983. Expression of oil from oilseeds-a review. Journal
of
Agricultural Engineering Research, 28:495-503.
Klimisch H. J., M. Andreae and U. Tillmann. 1997. A Systematic Approach for
evaluating the Quality of Experimental Toxicological and
Ecotoxicological
Data, Regulatory Toxicology and Pharmacology. 25(1): 1-5.
Koo E. C. 1937. Studies on expression of vegetable oils. 1. Expression of cottonseed
oil.
J. Chem. Engng. China, 4: 15-20.
Kubo, I., Komatsu, S. and Ochi, M. 1986. Molluscicides from the Cashew
Anacardium
occidentale and their large-scale isolation. J. Agric. Food Chem.
34: 970-973.
Martinez M. L., M. A. Mattea and D. M. Maesri. 2008. Pressing and supercritical
carbon
dioxide extraction of walnut oil. Journal of Food Engineering, 88: 399-
404.
Mathew O. E., F. Labake and E. Rita Ngozi. 2006. Extraction of Polyphenols from
Cashew Nut Shell. Leonardo electronic journal of practices and
technologies.
July-September. 107-112.
McCabe W. L., J. C. Smith and P. Harriott. 1986. Unit Operations of Chemical
Engineering. McGraw-Hill Press, New York, USA.
Menon, A., R.R. Pillai., J. D. Sudha and A. G. Mathew. 1985. Cashew nut shell liquid-
its
polymeric and other industrial products. J. Sci. Ind. Res. 44: 324-338. In:
Sornprom N. 2007. Extraction and purification of anacardic acid from
Cashew Nut Shell. A Thesis Submitted in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering (Chemical
Engineering) Graduate School, Kasetsart University.
clx
Mohod A. G., S. K. Jain and A.G. Powar. 2010. Energy option for small-scale cashew
nut
processing in India. Energy Research Journal1 (1): 47-50.
Mohsenin, N. N., 1980. Physical properties of plants and animal materials, Gordon
and
Breach Science Publishers, NW, New York.
Mohsenin N. N. 1970. Physical Properties of Plant and Animal Materials. Gordon and
Breach Science Publishers, New York, USA, Vol. 1.
Mpagalile J. J., M.A. Hanna and R. Weber. 2007. Seed oil extraction using a solar
powered screw press. Industrial Crops and Products. 25 (1):101-107.
Mpagalile J. J., M. A. Hanna and R. Weber. 2006. Design and testing of a solar
photovoltaic operated multi-seeds oil press. Renewable Energy.
31(12):1855-1866.
Mrema G. C. and P. B. McNulty. (1985). Mathematical model of mechanical oil
expression from oilseeds. Journal of Agricultural Engineering Research,
31(5): 361-370.
NABARD. 2011. Cashew nut Cultivation. Plantation / Horticulture. Model Bankable
Projects. National Bank for Agriculture and Rural Development.
http://www.nabard.org/modelbankprojects/plant_cashew.asp
Nagabhushana, K. S. and B. Ravindranath. 1995. Efficient medium scale chromato
graphic group separation of anacardic acids from solvent-extracted cashew
nut (Anacardium occidentale) shell liquid. J. Agric. Food Chem. 43: 2381-
2383. In: Sornprom N. 2007. Extraction and purification of anacardic acid
from Cashew Nut Shell. A Thesis Submitted in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering (Chemical
Engineering) Graduate School, Kasetsart University.
Nagaraja K. V. and D. Balasubramanian. 2007. Processing and value addition in
cashew.
National seminar on Research, Development and Marketing of Cashew.
20th
– 21st
November: 89-92.
Norris F. A. 1964. Extraction of Fat and Oil. Bailey’s Industrial Oil and Fat. Wiley
Press,
New York, USA.
Oghome P. and A. J. Kehinde. 2004. Seperation of Cashew Nut Shell Liquid by
Column
Chromatography. African Journal of Science and Technology (AJST).
Science and Engineering Series. 5(2): 92-95.
Ogunsina B. S., O. K. Owolarafe and G. A. Olatunde. 2008. Oil point pressure of
cashew
clxi
(Anacardium occidentale) kernels. Int. Agrophysics. 22: 53-59.
Ogunsina B. S. and A. I. Bamgboye. 2007. Effects of pre-shelling treatment on the
physical properties of cashew nut (Anacardium occidentale). Int.
Agrophysics. 21: 385-389.
Ohler, J.G. 1979. Cashew Communication, pp.71. Koninklijk Institut voor de Tropen.
Amsterdam. In: Sornprom N. 2007. Extraction and purification of
anacardic
acid from Cashew Nut Shell. A Thesis Submitted in Partial Fulfillment
of the
Requirements for the Degree of Master of Engineering (Chemical
Engineering) Graduate School, Kasetsart University.
Olaoye J. O. 2000. Some Physical Properties of Castor Nut relevant to the Design of
Processing Equipment. J. Agric. Engng Res. 77 (1): 113-118.
http://www.idealibrary.com
Olayanju T., R. Akinoso and M. Oresanya. 2006. Effect of worm shaft speed and
moisture content on oil recovery from beniseed. Agricultural Engineering
International: the CIGR Ejournal Manuscript F P 06 008. Vol. VIII.
Oyinlola A., A. Ojo and L. O. Adekoya. 2004. Development of a laboratory model
screw
press for peanut oil extraction. Journal of Food Engineering. 64(2): 221-
227.
Paramshivappa R., P. Phani Kumar, P. J. Vithayathil and A. Srinivasa Rao. 2001.
Novel
method for isolation of major phenolic components from cashew
(Anacardium occidentale L.) nut shell liquid. J. Agric. Food Chem., 49,
2548-2551.
Patel R. N., S. Bandyopadhyay and A. Ganesh. 2006. Extraction of Cashew
(Anacardium
occidentale L.) Nut Shell Liquid Using Supercritical Carbon Dioxide
Bioresource Technology. 97(6): 847-853.
Patil, R. T. and Ali, Nawab. 2006. Effect of Pre-Treatments on Mechanical Oil
Expression
of Soybean Using a Commercial Oil Expeller. International Journal of
Food
Properties, 9: 2, 227 — 236.
http://dx.doi.org/10.1080/10942910600592315
Pokharkar R. D., P. E. Funde and S. S. Pingale. 2008. Antibacterial Activity of 2-
Hydroxy-
6-Pentadecylbenzamide Synthesized from CNSL Oil. Pharmacology
online.
1: 62-66.
clxii
Polat R., C. Aydin and B. Erolak. 2007. Some Physical and Mechanical Properties of
Pistachio Nut. Bulgarian Journal of Agricultural Science. National
Center for
Agrarian Sciences. 13: 237-246.
Rajapakse R. A., K. Anandakumaran, W.A.S. Gunasena and K.B. Wijekoon.1979.
Mechanistic study of the antioxidant activity of decarboxylated cashew
nut
shell-liquid in natural rubbervulcanizates. Polymer20 (7): 887-894
Rajapakse R. A., W. A. S. Gunasena, K. B. Wijekoon and S. Korathota. 1978.
Antioxidant activity of cashew-nut-shell liquid in black loaded natural
rubber
vulcanizates. Polymer. 19(2): 205-211.
Rajapakse R. A., P. A. Gunatillake and K. B. Wijekoon. 1977. A Preliminary study on
processing of cashew nuts and production of cashew nut shell liquid
(CNSL)
on a commercial scale in Sri Lanka. J. Ntn. Sci. Coun.Sri Lanka.5 (2):
117-124.
Ramanan M. V., E. Lakshmanan, R. Sethumadhavan and S. Renganarayanan. 2008.
Performance prediction and validation of equilibrium modeling for
gasification of cashew nut shell char. Brazilian Journal of Chemical
engineering. 25: 1-3.
Ranganna S. 2009. Handbook of analysis and quality control for fruit and vegetable
products. Edition second. Tata McGraw-Hill Publishing Company
Limited.
New Delhi.
Risfaheri, T. T. Irawadi, M. A. Nur and I. Sailah. 2009. Isolation of cardanol from
cashew nut shell liquid using the vacuum distillation method. Indonesian
Journal of Agriculture. 2(1): 11-20.
http://www.pustaka.litbang.deptan.go.id/publikas
Sadowska J., J. Fornal, A. Ostaszyk and B. Szmatowicz. 1996. Drying conditions and
process ability of dried rapeseed. Journal of the Science of Food and
Agriculture, 72: 257.
Sanger H. A., A. G. Mohod, Y. P. Khandetode, H. Y. Shrirame and A. S. Deshmukh.
2011. Study of Carbonization for Cashew Nut Shell. Research Journal of
Chemical Sciences. 1(2).
www.isca.in
Seifi M. R. and R. Alimardani. 2010. Comparison of moisture-dependent physical and
mechanical properties of two varieties of corn (Sc 704 and Dc 370).
Australian Journal of Agricultural Engineering. 1(5): 170-178
clxiii
Setianto W. B., R. L. Smith Jr., H. Inomata and K. Arai. 2009. Pressure profile
separation
of phenolic liquid compounds from cashew (Anacardium occidentale L.)
shell with SC-CO2 and aspects of its phase equilibria. The Journal of
Supercritical Fluids 48(3): 203-210.
Shobha, S.V. and Ravindranath, B. 1991. Supercritical carbon dioxide and solvent
extraction of the phenolic lipids of cashew nut (Anacardium occidentale)
shells. J. Agric. Food Chem. 39: 2214–2217.
Shrivastava M. and A.K. Datta. 1999. Determination of specific heat and thermal
conductivity of mushrooms (Pleurotus florida). Journal of Food
Engineering.
39: 255-260.
Singh, J. and P.C. Bargale, 2000. Development of a small capacity double stage
compression screw press for oil expression. Journal of Food Engineering,
43:
75-82.
Singh J. and P. C. Bargale. 1990. Mechanical expression of oil from linseed (Limum
usitatissimum L.). Journal of Oilseeds Research, 7: 106.
Singh K. K., D. P. Wiesenborn, K. Tostenson and N. Kangas. 2002. Influence of
Moisture
Content and Cooking on Screw Pressing of Crambe Seed. JAOCS
79, 165–170.
Singh K. K. and T. K. Goswami. 1996. Physical properties of cumin seed. J. Agric.
Eng.
Res. 64(2): 93-98
Singh M. S., A. Farsaie, L. E. Stewart and L. W. Douglass. 1984. Development of
mathematical models to predict sunflower oil expression. Transactions of
the
American Society of Agricultural Engineering, 27(4): 1190. In: Elhassan
S.
H. A. R. 2009. Mechanical expression of oil from Sesame (sesamum
indicum
L.) seeds. A Thesis Submitted to University of Khartoum in Fulfillment
of
the Requirements for the Degree of Doctor of Philosophy in Agriculture.
Department of Agricultural Engineering. Faculty of Agriculture.
University
of Khartoum.
Singh R. N., U. Jena, J. B. Patel and A. M. Sharma. 2006. Feasibility study of cashew
nut
shell as an open core gasifier feedstock. Renewable Energy. 31: 481-487.
clxiv
Singhal O. P. and D. V. K. Samuel. 2003. Engineering properties of biological
materials.
Saroj Prakashan.646-647, Allahabad.
Sivala K., N. G. Bhole and R. K. Mukheiliee. 1991. Effect of Moisture on Rice Bran
Oil
Expression. J. agric. Engng Res. 50, 81-91.
SISI. 2003. Cashew Nut Shell Liquid (CNSL). Small Industries Service Institute. 65/1,
GST Road, Guindy, Chennai-600032.
http://www.dcmse.gov.in/publications/pmryprof/food/ch4. pdf
Smith Jr. R. L., R. M. Malaluan, W. B. Setianto, H. Inomata and K. Arai. 2003.
Separation
of cashew (Anacardium occidentale L.) Nutshell liquid with supercritical
carbon dioxide. Bioresour Technol. May; 88(1): 1-7.
Sornprom N. 2007. Extraction and purification of anacardic acid from Cashew Nut
Shell.
A Thesis Submitted in Partial Fulfillment of the Requirements for the
Degree
of Master of Engineering (Chemical Engineering) Graduate School,
Kasetsart University.
Sreenarayanan V. V., R. Visvanathan and V. Subramaniyan. 1988. Physical and
thermal
properties of soybean. Journal of Agricultural Engineering, 25(4): 76–82.
Sreenarayanan, V. V. 1983. Investigation of some physical, thermal and dielectric
properties of rice bran and its stabilization by dielectric heating.
Unpublished
Ph.D. thesis, Indian Institute of Technology, Kharagpur, India. In:
Shrivastava M. and A.K. Datta. 1999. Determination of specific heat and
thermal conductivity of mushrooms (Pleurotus florida). Journal of Food
Engineering. 39: 255-260.
Subbarao CH. N. V., K. M. M. Krishna Prasad and V. S. R. K. Prasad. 2011. Review
on
Applications, Extraction, Isolation and Analysis of Cashew Nut Shell
Liquid
(CNSL). The Pharma Research Journal. 6 (1): 21-41.
www.thepharmaresearch.info
Subramanian S. and R. Viswanathan. 2003. Thermal Properties of Minor Millet
Grains
and Flours. Biosystems Engineering. 84 (3): 289–296.
http://www.sciencedirect.com
Swain S. K., J. P. Gupta and P. K. Sahoo. 2007. Scope for modernization of cashew
nut
clxv
processing in Orissa. National seminar on Research, Development and
Marketing of Cashew, 20th
– 21st
November: 98-99.
Tabatabeefar A. 2003. Moisture-dependent physical properties of wheat. International
Agro physics 17: 207–211.
Tangjuank S., N. Insuk, J. Tontrakoon and V. Udaye. 2009. Adsorption of Lead and
cadmium ions from aqueous solutions by adsorption on activated carbon
prepared from cashew nut shells. World Academy of Science, Engineering
and Technology. 52: 110-115.
Thakor N. J., S. Sokhansanj, I. McGregor and S. McCurdy. 1995. Dehulling of Canola
by
Hydrothermal Treatments. JAOCS. 72: 597-602.
Tsamba Y. W. and W. Blasiak. 2006. Pyrolysis characteristics and global kinetics of
coconut and cashew nut shells. Fuel Processing Technology. 87: 523-530.
Tsunetaro, K. and K. Mitsuo. 1995. Separation and purification of anacardic acids
using
anion-exchange resin. Japanese Patent JP1995000062290. In: Sornprom
N.
2007. Extraction and purification of anacardic acid from Cashew Nut
Shell.
A Thesis Submitted in Partial Fulfillment of the Requirements for the
Degree
of Master of Engineering (Chemical Engineering) Graduate School,
Kasetsart University.
Tyman, J. H. P. and Bruce I. E. 2003. Journal of Surfactants and Detergents. 4:289-
297.
Tyman, J. H. P. 1996. Synthetic and Natural Phenols Studies in Organic Chemistry, pp
518–521. Elsevier, Amsterdam. In: Sornprom N. 2007. Extraction and
purification of anacardic acid from Cashew Nut Shell. A Thesis
Submitted in
Partial Fulfillment of the Requirements for the Degree of Master of
Engineering (Chemical Engineering) Graduate School, Kasetsart
University.
Tyman J. H. P., R. A. Johnson, M. Muir and R. Rokhgar. 1989. The extraction of
natural
cashew nutshell liquid from the cashew nut (Anacardium occidentale).
Journal of the American Oil Chemists' Society. 66(4)
Ucer N., A. Kilickan and I. Yalcin. 2010. Effects of moisture content on some
physical
properties of red pepper (Capsicum annuum L.) seed. African Journal of

clxvi
Biotechnology. 9(24): 3555-3562.
http://www.academicjournals.org/AJB
Unde P. A., N. J. Thakor, S. R. Bankar and S. T. Yadav. 1996. Effects of Pre-
Treatment
of Sunflower Seeds on Mechanical Deoiling. J. Maharashtra Agric. Univ.
21(2): 281-283
Venter M. J. 2006. Gas Assisted Mechanical expression of coca nibs. Ph.D. Thesis
chapter 2, University of Twente, The Netherlands. In: Elhassan S. H. A.
R.
2009. Mechanical expression of oil from Sesame (sesamum indicum L.)
seeds. A Thesis Submitted to University of Khartoum in Fulfillment of
the
Requirements for the Degree of Doctor of Philosophy in Agriculture.
Department of Agricultural Engineering. Faculty of Agriculture.
University
of Khartoum.
Wan P. J. and P. J. Wakelyn. 1997. Technology and solvent for extracting oilseeds and
nonpetroleum oils. Eds. AOCS Press: Champaign. In: Elhassan S. H. A.
R.
2009. Mechanical expression of oil from Sesame (sesamum indicum L.)
seeds. A Thesis Submitted to University of Khartoum in Fulfillment of
the
Requirements for the Degree of Doctor of Philosophy in Agriculture.
Department of Agricultural Engineering. Faculty of Agriculture.
University
of Khartoum.
Wassermann, D. and Dawson, C. R. 1948. Cashew nut shell liquid III. The cardol
component of Indian cashew nut shell liquid with reference to the liquid’s
vesicant activity. J.Am. Chem. Soc. 70: 3675-3681.
Weiss E. A. 2000. Oil seed crops. 2nd Edition Blackwell Longman Group Ltd. USA:
131-
164.
Willems P., N. S. M. Kuipers and A. B. De Haan. 2008. Hydraulic pressing of
oilseeds:
Experimental determination and modeling of yield and pressing rates.
Journal of Food Engineering, 89: 8-16.
Wilson R. J. 1975. The market for Cashew-nut kernel and cashew-nut shell Liquid.
Tropical products Institute. London. In: Sornprom N. 2007. Extraction and
purification of anacardic acid from Cashew Nut Shell. A Thesis Submitted
in
Partial Fulfillment of the Requirements for the Degree of Master of

clxvii
Engineering (Chemical Engineering) Graduate School, Kasetsart
University.
Woodroof, J.G. 1967. Tree nuts, production, processing and products, pp 221. Vol. I.
AVI Publications Co. In: Sornprom N. 2007. Extraction and purification
of
anacardic acid from Cashew Nut Shell. A Thesis Submitted in Partial
Fulfillment of the Requirements for the Degree of Master of Engineering
(Chemical Engineering) Graduate School, Kasetsart University.
Yadav K. C., K. K. Singh and B. L. Madhyan. 2005. Thermal Properties of Okra and
Bitter gourd. Journal of Agricultural Engineering. 42(3).
http://www.indianjournals.com/ijor.aspx?target=ijor:joae&volume=42&
issue=3&article=006
Yang W., S. Sokhansanj, J. Tang and P. Winter. 2002. Determination of Thermal
Conductivity, Specific Heat and Thermal Diffusivity of Borage Seeds.
Biosystems Engineering. Published by Elsevier Science Ltd. 82 (2):
169–176.
http://www.idealibrary.com on PH-Postharvest Technology.
clxviii
APPENDICES
Appendix (A)
Procedures of properties
A-1: Procedure for determination of calorific value by digital Bomb calorimeter
Procedure for digital Bomb calorimeter:
1. Take 1 g sample.
2. Put the sample in metallic crucible.
3. Put the crucible in vertical stand provided.
4. Tie the thread to the wire and other end dipped in the sample.
5. Put crucible with sample in the bomb.
6. Fit the bomb with threaded top lid.
7. Start the main switch of calorimeter.
8. Wait for 1 minute.
9. Observe the main menu on screen.
10. Press the calorimeter operation switch.
11. Join Oxygen (O2) outlet of calorimeter to Bomb inlet.
12. Press ‘O2 Fill’ button on main screen and wait for 1 minute.
13. After listening large beef (voice) stop.
14. Remove O2 outlet from Bomb.
15. Fill 2 liter distilled water in bucket and fit it in the knobs provided (3 knobs)
inside the cavity of calorimeter.
16. Put Bomb into bucket exactly at the center on the marking of bucket.
17. Attach the wires of two electrodes to the Bomb.
18. Close the top of calorimeter with due care for stirrer and sensor.
19. Then touch the ‘start’ button on the main screen.
20. Push the ‘No’ button and give the sample ID as required.
21. Enter Bomb ID-1 and push ‘ENTER’ button on screen.
22. Feed the sample weight as 1 g and push ‘ENTER’.
23. Wait for 7-10 minutes.
clxix
24. Idle condition will be achieved. (Red strip on main screen should be changed
into green strip.)
25. Push the ‘report’ button on main screen.
26. Select the file from the list of files.
27. Push ‘DISPLAY’ on main screen.
28. Note down the energy reading. Finally, we get energy in cal/g.
A-2: Procedure for determination of oil content by Soxhlet apparatus
The procedure for the determination of oil content is given below.
Material:
1. Soxhlet apparatus:
It consists of three parts fitted into one another. These three parts are
extraction flask, extraction thimble and water condenser.
2. Petroleum ether B. P. 40-60oC.
Procedure:
1) Weigh 2 gm of shell sample
2) Prepare a small packet of sample with What man No. 1 filter paper.
3) Take weight of empty dry extraction flask.
4) Plug the bottom of thimble by putting cotton or glass wool to avoid the
possibility of
passing out the sample particles in extraction flask.
5) Connect the rubber tube, water tap to condenser. See that water supply to
the
condenser is constantly flowing.
6) Put the packet of sample in thimble and pour organic solvent to 2/3
capacity of
thimble.
7) Take extraction flask containing 2/3 organic solvent (petroleum ether).
8) Connect these extraction flask and thimble to the condenser unit with
heating coil.
9) Put on heating switch and start water supply to the condenser.
10) Continue heating slowly till 6-8 siphonings are collected in extraction
flask.
11) Take out extraction flask from the extraction unit.
clxx
12) Evaporate excess ether.
13) Keep the flask in the oven and evaporate remaining ether.
14) Cool to the room temperature and weigh it accurately.
Observations:
i) Wt. of sample taken = 2 gm (X)
ii) Wt. of empty flaks =…g (W1)
iii) Wt. of flask + oil=… (W2)
Calculations:
% Crude fat / oil = 100)(
12
X
WW
Results: Given sample contains. ………% of oil.
A-3 Experimental procedure for viscosity measurement
The Brookfield viscometer was leveled on the platform and the spindle S64 was
attached to the viscometer by screwing them onto the lower shaft. The above-
mentioned samples were filled in a 100 ml beaker. The spindle was dipped in the
sample up to mark on it at the center of the beaker. The spindle S64 was selected on
the display. The rheological data was recorded at the speeds mentioned above by
pressing the enter key on the equipment. Viscosity was displayed in centipoises (cP)
and torque was displayed in percentage. Temperature of sample during experiment
was measured by dipping the temperature probe in the sample, which was coupled to
the viscometer. Ten replications for each sample were taken.
Technical Specifications of Brookfield viscometer DV – II + Pro
a) Input voltage:- 115 V AC or 230 V AC
b) Input frequency: - 50/60 Hz.
c) Power consumption: - 30 VA
d) Temperature sensing range: - -1000C to 300
0C (-148
0F to 572
0F)
e) Analog torque output: - 0-1 Volt DC (0-100% torque)
f) Analog temperature output: - 0-3.75 Volts DC (-1000C to 275
0C)
g) Viscosity accuracy: - ± 1.0 % of full scale range
h) Viscosity repeatability: - ± 0.2 %
i) Temperature accuracy: - ± 10C: -100
0C to 149
0C

clxxi
± 20C: 150
0C to 300
0C
j) Operating environment: - 00C to 40
0C temperature range (32
0F to 104
0F)
20% - 80 %R. H.: non-condensing atmosphere.
A-4 Determination of iodine value of CNSL:
The iodine value was carried out following the method of Ranganna
(2009).
Reagents:
1. Iodine bromide solution. (Hanus): Weigh out 13.2 g iodine crystals into a
beaker and add 400 ml of glacial acetic acid to it. Add carefully 3 ml of
liquid bromine to this solution, drop wise and with constant stirring. Transfer
the mixture to one-liter measuring flask and make up the volume to 1 liter by
glacial acetic acid. Shake and filter if necessary through a glass wool plug.
2. Sodium thiosulphate solution (0.1 N): Dissolve 24.8 g of sodium thiosulphate
crystals in enough water and make up the volume to 1000 ml in a measuring
flask. Standardize against N2OK2Cr2O7 (2.4525 g/l) as primary standard.
3. Potassium iodide solution: 10% in water.
4. Starch solution: Stir 1 g of starch powder in 20 ml water. Boil 100 ml water
in a beaker and add the suspension of starch to it with stirring. Boil for two
minutes and cool. The starch solution is used as indicator.
5. Carbon tetrachloride (CCl4) or chloroform.
Procedure:
1. Weigh out accurately about 1 g of fat or oil by difference into a 250 ml clean
and dry glass stoppered iodine flask.
2. Add 10 ml of carbon tetrachloride.
3. Add 25 ml of iodine bromide solution and stopper the flask.
4. Shake the flask to mix the content well.
5. Allow the flask to stand in dark for 30 minutes with occasional shaking.
6. At the same time, prepare a similar flask containing the same quantity of
reagents but without fat/oil as a blank and place form 30 minutes.
7. After 30 minutes, take out the flask and add 15 ml of 10% KI solution and 50
ml water in each flask.

clxxii
8. Titrate both the flasks with the standard sodium thiosulphate solution until
pale straw colour appears.
9. At this stage add 1 ml of starch indicator solution.
10. Continue the titration by drop wise addition of sodium thiosulphate solution
until blue colour disappears.
11. Record the readings obtained for both flasks.
Observations:
1) Weight of oil taken
2) Volume of std. Thiosulphate solution required for blank titration.
3) Volume of std. Thiosulphate solution required for blank titration when oil is
used
4) Normality of sodium thiosulphate solution: 0.1 N.
5) Indicator used: Starch.
Calculations:
Iodine value = (Blank titre – test titre) x Normality of thiosulphate solution x 0.127
x (100/ weight of sample)
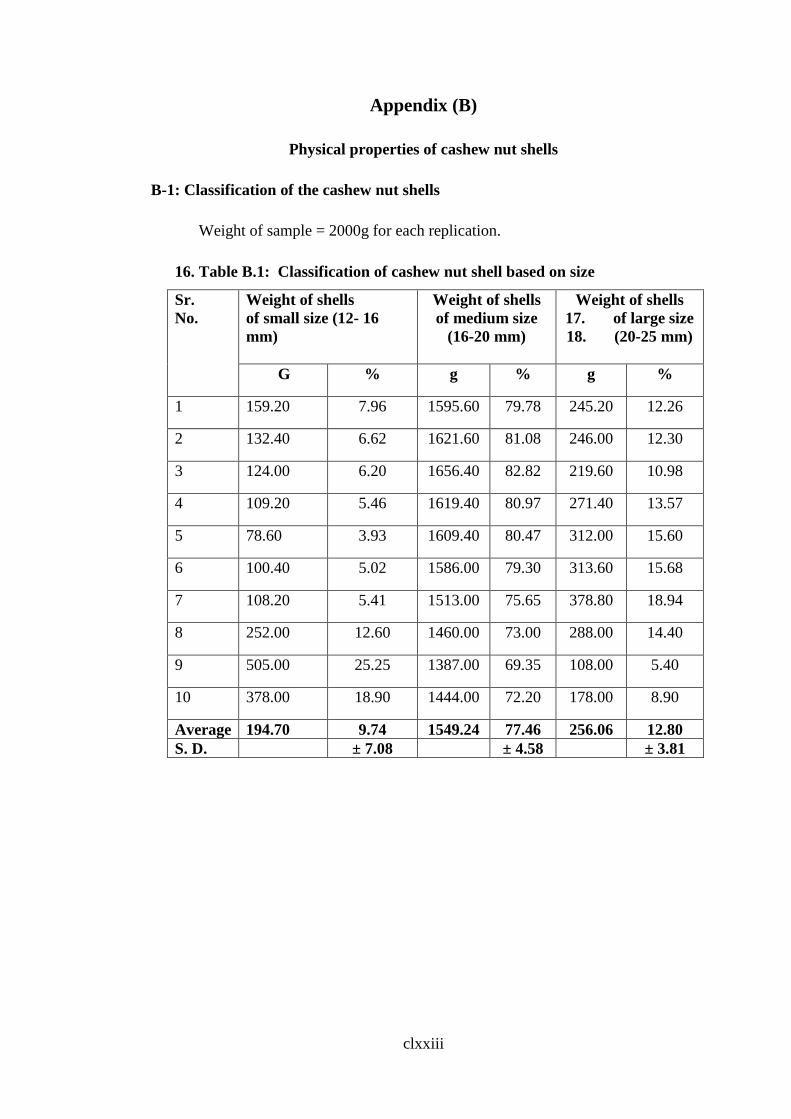
clxxiii
Appendix (B)
Physical properties of cashew nut shells
B-1: Classification of the cashew nut shells
Weight of sample = 2000g for each replication.
16. Table B.1: Classification of cashew nut shell based on size
Sr.
No.
Weight of shells
of small size (12- 16
mm)
Weight of shells
of medium size
(16-20 mm)
Weight of shells
17. of large size
18. (20-25 mm)
G % g % g %
1 159.20 7.96 1595.60 79.78 245.20 12.26
2 132.40 6.62 1621.60 81.08 246.00 12.30
3 124.00 6.20 1656.40 82.82 219.60 10.98
4 109.20 5.46 1619.40 80.97 271.40 13.57
5 78.60 3.93 1609.40 80.47 312.00 15.60
6 100.40 5.02 1586.00 79.30 313.60 15.68
7 108.20 5.41 1513.00 75.65 378.80 18.94
8 252.00 12.60 1460.00 73.00 288.00 14.40
9 505.00 25.25 1387.00 69.35 108.00 5.40
10 378.00 18.90 1444.00 72.20 178.00 8.90
Average 194.70 9.74 1549.24 77.46 256.06 12.80
S. D. ± 7.08 ± 4.58 ± 3.81
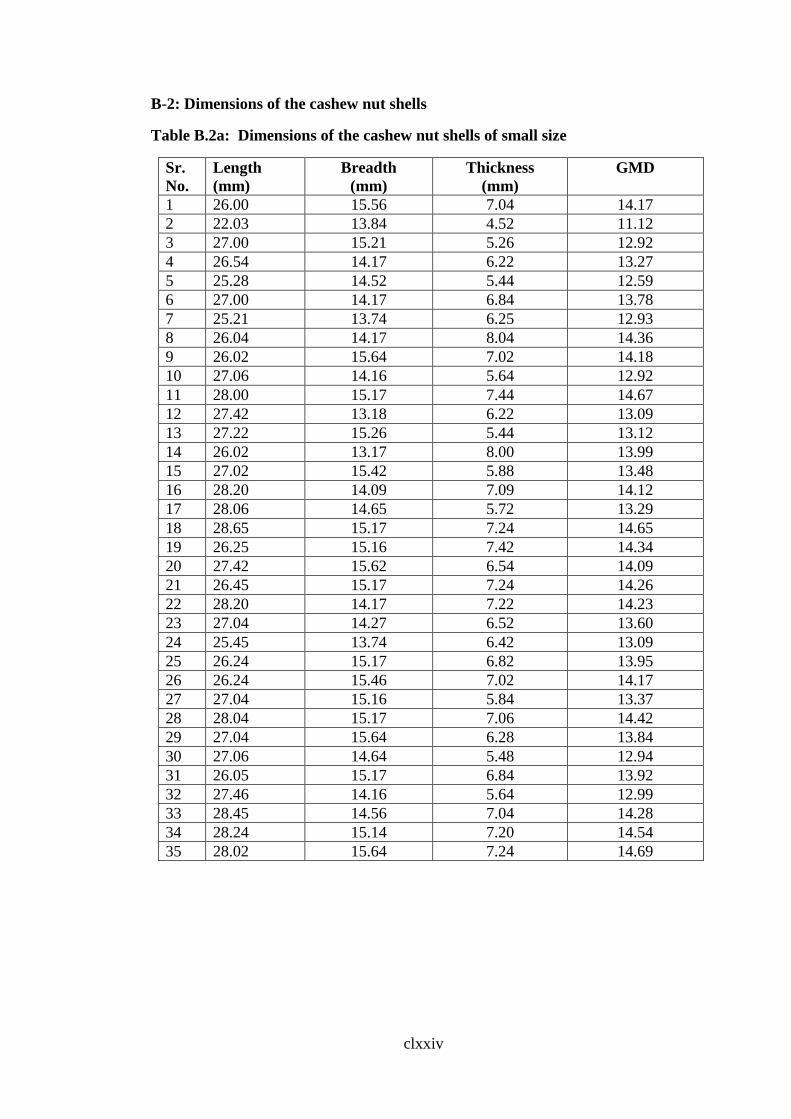
clxxiv
B-2: Dimensions of the cashew nut shells
Table B.2a: Dimensions of the cashew nut shells of small size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
1 26.00 15.56 7.04 14.17
2 22.03 13.84 4.52 11.12
3 27.00 15.21 5.26 12.92
4 26.54 14.17 6.22 13.27
5 25.28 14.52 5.44 12.59
6 27.00 14.17 6.84 13.78
7 25.21 13.74 6.25 12.93
8 26.04 14.17 8.04 14.36
9 26.02 15.64 7.02 14.18
10 27.06 14.16 5.64 12.92
11 28.00 15.17 7.44 14.67
12 27.42 13.18 6.22 13.09
13 27.22 15.26 5.44 13.12
14 26.02 13.17 8.00 13.99
15 27.02 15.42 5.88 13.48
16 28.20 14.09 7.09 14.12
17 28.06 14.65 5.72 13.29
18 28.65 15.17 7.24 14.65
19 26.25 15.16 7.42 14.34
20 27.42 15.62 6.54 14.09
21 26.45 15.17 7.24 14.26
22 28.20 14.17 7.22 14.23
23 27.04 14.27 6.52 13.60
24 25.45 13.74 6.42 13.09
25 26.24 15.17 6.82 13.95
26 26.24 15.46 7.02 14.17
27 27.04 15.16 5.84 13.37
28 28.04 15.17 7.06 14.42
29 27.04 15.64 6.28 13.84
30 27.06 14.64 5.48 12.94
31 26.05 15.17 6.84 13.92
32 27.46 14.16 5.64 12.99
33 28.45 14.56 7.04 14.28
34 28.24 15.14 7.20 14.54
35 28.02 15.64 7.24 14.69

clxxv
Table B.2b: Dimensions of the cashew nut shells of small size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
36 27.24 15.18 6.54 13.93
37 28.04 14.18 5.64 13.08
38 32.06 15.22 7.22 15.21
39 27.06 13.81 8.04 14.42
40 28.06 15.17 7.04 14.41
41 26.35 13.96 6.84 13.60
42 28.24 15.64 5.60 13.52
43 28.06 12.96 6.22 13.12
44 28.04 15.19 6.24 13.85
45 26.52 14.64 6.24 13.43
46 29.04 15.62 7.04 14.72
47 27.46 14.64 5.46 12.99
48 28.42 15.64 7.04 14.62
49 25.42 14.18 5.42 12.50
50 27.26 14.64 5.46 12.96
51 27.24 15.62 5.42 13.21
52 26.25 12.42 6.24 12.67
53 25.64 12.84 5.92 12.49
54 22.16 12.68 6.22 12.04
55 27.24 14.22 4.88 12.36
56 27.24 14.21 5.42 12.80
57 28.22 14.18 6.92 14.04
58 26.24 14.17 6.24 13.23
59 26.25 12.48 5.98 12.51
60 23.06 15.24 5.26 12.27
61 25.16 15.96 6.24 13.58
62 25.48 14.68 6.55 13.48
63 26.52 15.64 6.24 13.72
64 27.24 14.69 6.82 13.97
65 25.42 15.46 7.24 14.17
66 26.42 15.47 6.25 13.66
67 27.42 14.64 7.22 14.25
68 27.15 15.24 6.22 13.70
69 26.25 14.65 5.86 13.11
70 23.52 12.64 5.92 12.07

clxxvi
Table B.2c: Dimensions of the cashew nut shells of small size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
71 28.20 15.24 7.10 14.50
72 27.12 14.62 6.22 13.51
73 24.66 14.24 5.42 12.39
74 25.64 14.19 6.24 13.14
75 28.22 14.64 6.12 13.62
76 26.12 12.64 6.12 12.64
77 26.52 15.16 5.24 12.81
78 27.14 14.27 4.96 12.43
79 27.12 14.64 6.21 13.50
80 27.14 12.96 5.24 12.26
81 26.25 15.46 5.64 13.17
82 25.23 15.61 5.42 12.87
83 23.56 14.64 5.64 12.48
84 26.35 14.96 6.47 13.66
85 23.65 13.64 4.96 11.69
86 27.20 14.22 5.48 12.84
87 24.45 14.58 5.84 12.76
88 22.66 12.34 4.22 10.56
89 23.25 15.24 4.96 12.06
90 22.64 14.24 5.24 11.90
91 26.42 15.48 5.84 13.36
92 29.02 15.64 7.04 14.72
93 22.46 12.42 4.22 10.55
94 28.64 14.46 5.68 13.29
95 28.66 15.96 5.86 13.89
96 24.54 12.86 4.96 11.61
97 25.64 14.56 5.22 12.49
98 26.46 14.96 6.24 13.51
99 28.64 15.46 5.96 13.81
100 26.56 14.86 6.89 13.95
Average 26.57 14.57 6.19 13.35
S. D. ± 1.68 ± 0.91 ± 0.82 ± 0.90

clxxvii
Table B.2d: Dimensions of the cashew nut shells of medium size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
1 27.00 18.00 9.08 16.40
2 27.36 19.22 10.92 17.90
3 25.30 17.10 9.12 15.80
4 28.42 19.00 14.00 19.62
5 29.00 18.22 9.24 16.96
6 26.40 18.24 8.80 16.18
7 26.30 18.62 9.12 16.46
8 28.00 19.90 11.00 18.30
9 27.12 17.83 9.40 16.56
10 25.20 17.96 8.90 15.91
11 27.68 19.40 8.82 16.79
12 29.22 18.00 8.56 16.51
13 28.96 19.00 9.10 17.10
14 26.10 19.70 8.70 16.47
15 26.20 19.10 8.72 16.34
16 25.40 19.42 9.16 16.53
17 30.10 19.42 9.16 17.49
18 30.02 19.04 9.00 17.26
19 30.00 19.92 9.04 17.54
20 26.21 16.42 9.14 15.78
21 29.20 18.13 9.30 17.01
22 33.46 19.16 9.42 18.21
23 28.05 18.22 9.08 16.67
24 26.06 19.42 8.80 16.45
25 28.44 18.22 9.62 17.08
26 27.02 18.52 9.26 16.67
27 22.02 19.54 8.64 15.49
28 30.00 19.22 8.65 17.08
29 28.04 18.22 8.52 16.32
30 25.04 19.12 10.00 16.85
31 28.04 19.22 9.72 17.36
32 27.00 19.24 8.57 16.45
33 28.05 18.23 8.58 16.37
34 26.04 19.02 8.66 16.24
35 28.03 19.14 8.94 16.86
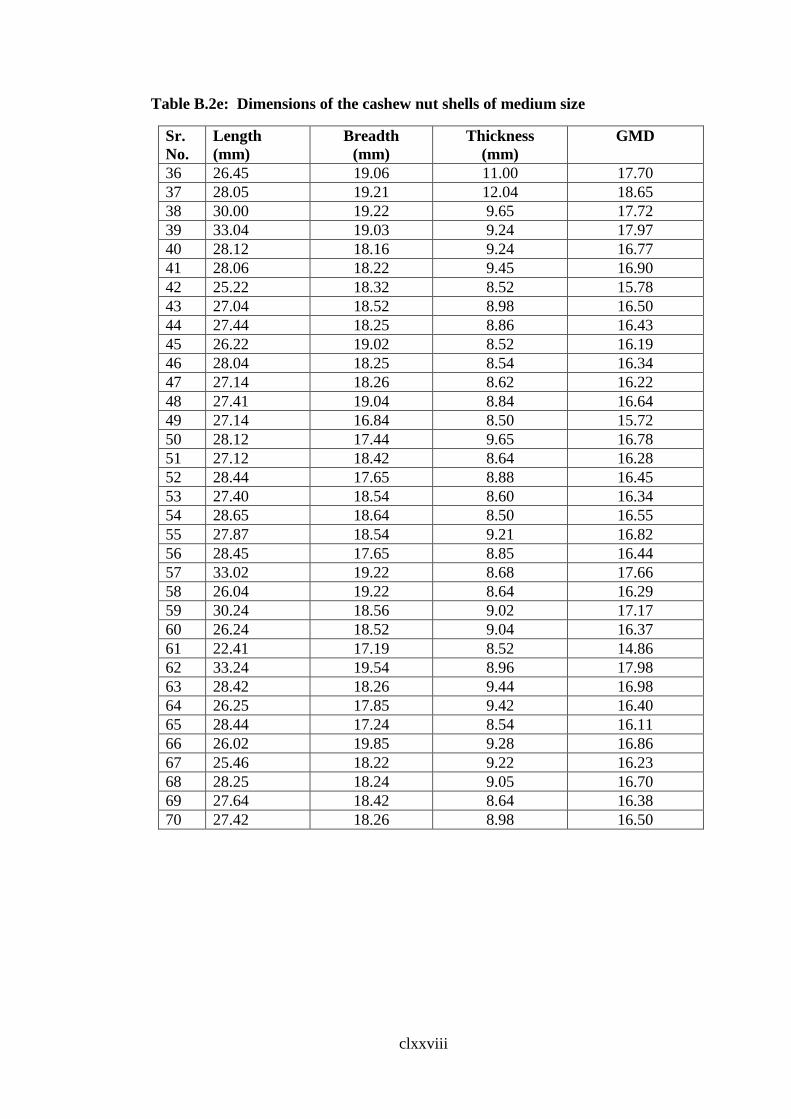
clxxviii
Table B.2e: Dimensions of the cashew nut shells of medium size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
36 26.45 19.06 11.00 17.70
37 28.05 19.21 12.04 18.65
38 30.00 19.22 9.65 17.72
39 33.04 19.03 9.24 17.97
40 28.12 18.16 9.24 16.77
41 28.06 18.22 9.45 16.90
42 25.22 18.32 8.52 15.78
43 27.04 18.52 8.98 16.50
44 27.44 18.25 8.86 16.43
45 26.22 19.02 8.52 16.19
46 28.04 18.25 8.54 16.34
47 27.14 18.26 8.62 16.22
48 27.41 19.04 8.84 16.64
49 27.14 16.84 8.50 15.72
50 28.12 17.44 9.65 16.78
51 27.12 18.42 8.64 16.28
52 28.44 17.65 8.88 16.45
53 27.40 18.54 8.60 16.34
54 28.65 18.64 8.50 16.55
55 27.87 18.54 9.21 16.82
56 28.45 17.65 8.85 16.44
57 33.02 19.22 8.68 17.66
58 26.04 19.22 8.64 16.29
59 30.24 18.56 9.02 17.17
60 26.24 18.52 9.04 16.37
61 22.41 17.19 8.52 14.86
62 33.24 19.54 8.96 17.98
63 28.42 18.26 9.44 16.98
64 26.25 17.85 9.42 16.40
65 28.44 17.24 8.54 16.11
66 26.02 19.85 9.28 16.86
67 25.46 18.22 9.22 16.23
68 28.25 18.24 9.05 16.70
69 27.64 18.42 8.64 16.38
70 27.42 18.26 8.98 16.50
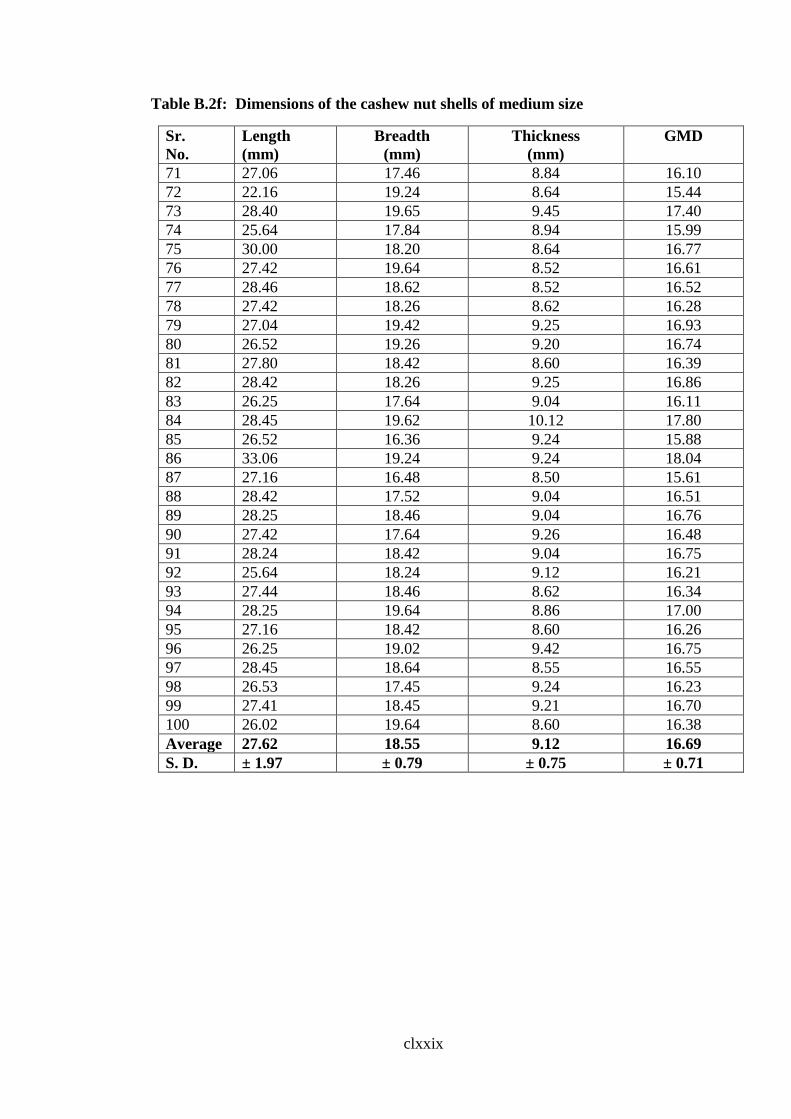
clxxix
Table B.2f: Dimensions of the cashew nut shells of medium size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
71 27.06 17.46 8.84 16.10
72 22.16 19.24 8.64 15.44
73 28.40 19.65 9.45 17.40
74 25.64 17.84 8.94 15.99
75 30.00 18.20 8.64 16.77
76 27.42 19.64 8.52 16.61
77 28.46 18.62 8.52 16.52
78 27.42 18.26 8.62 16.28
79 27.04 19.42 9.25 16.93
80 26.52 19.26 9.20 16.74
81 27.80 18.42 8.60 16.39
82 28.42 18.26 9.25 16.86
83 26.25 17.64 9.04 16.11
84 28.45 19.62 10.12 17.80
85 26.52 16.36 9.24 15.88
86 33.06 19.24 9.24 18.04
87 27.16 16.48 8.50 15.61
88 28.42 17.52 9.04 16.51
89 28.25 18.46 9.04 16.76
90 27.42 17.64 9.26 16.48
91 28.24 18.42 9.04 16.75
92 25.64 18.24 9.12 16.21
93 27.44 18.46 8.62 16.34
94 28.25 19.64 8.86 17.00
95 27.16 18.42 8.60 16.26
96 26.25 19.02 9.42 16.75
97 28.45 18.64 8.55 16.55
98 26.53 17.45 9.24 16.23
99 27.41 18.45 9.21 16.70
100 26.02 19.64 8.60 16.38
Average 27.62 18.55 9.12 16.69
S. D. ± 1.97 ± 0.79 ± 0.75 ± 0.71
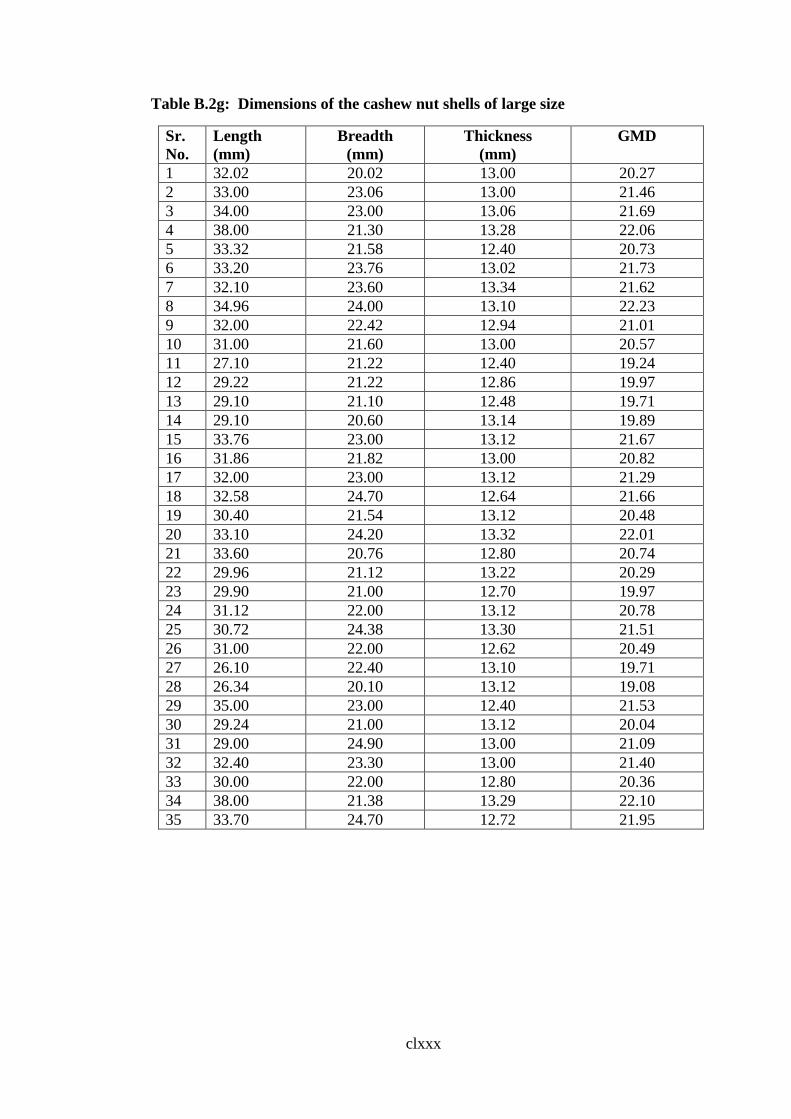
clxxx
Table B.2g: Dimensions of the cashew nut shells of large size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
1 32.02 20.02 13.00 20.27
2 33.00 23.06 13.00 21.46
3 34.00 23.00 13.06 21.69
4 38.00 21.30 13.28 22.06
5 33.32 21.58 12.40 20.73
6 33.20 23.76 13.02 21.73
7 32.10 23.60 13.34 21.62
8 34.96 24.00 13.10 22.23
9 32.00 22.42 12.94 21.01
10 31.00 21.60 13.00 20.57
11 27.10 21.22 12.40 19.24
12 29.22 21.22 12.86 19.97
13 29.10 21.10 12.48 19.71
14 29.10 20.60 13.14 19.89
15 33.76 23.00 13.12 21.67
16 31.86 21.82 13.00 20.82
17 32.00 23.00 13.12 21.29
18 32.58 24.70 12.64 21.66
19 30.40 21.54 13.12 20.48
20 33.10 24.20 13.32 22.01
21 33.60 20.76 12.80 20.74
22 29.96 21.12 13.22 20.29
23 29.90 21.00 12.70 19.97
24 31.12 22.00 13.12 20.78
25 30.72 24.38 13.30 21.51
26 31.00 22.00 12.62 20.49
27 26.10 22.40 13.10 19.71
28 26.34 20.10 13.12 19.08
29 35.00 23.00 12.40 21.53
30 29.24 21.00 13.12 20.04
31 29.00 24.90 13.00 21.09
32 32.40 23.30 13.00 21.40
33 30.00 22.00 12.80 20.36
34 38.00 21.38 13.29 22.10
35 33.70 24.70 12.72 21.95
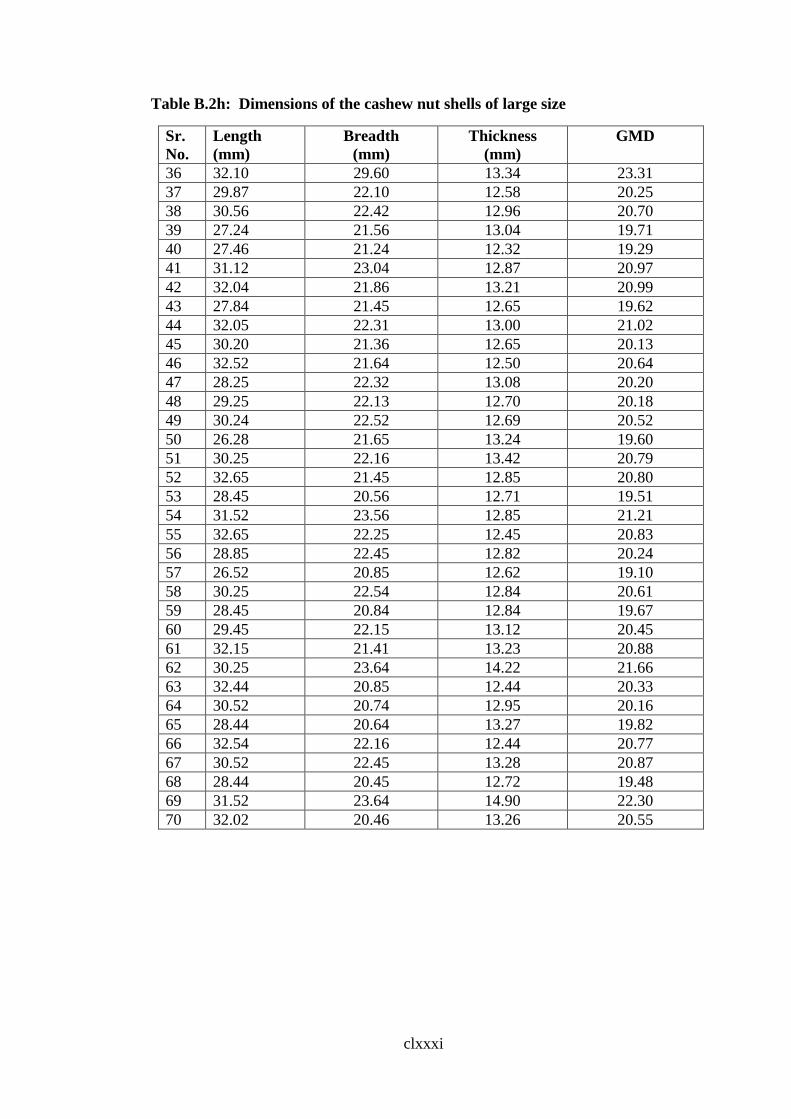
clxxxi
Table B.2h: Dimensions of the cashew nut shells of large size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
36 32.10 29.60 13.34 23.31
37 29.87 22.10 12.58 20.25
38 30.56 22.42 12.96 20.70
39 27.24 21.56 13.04 19.71
40 27.46 21.24 12.32 19.29
41 31.12 23.04 12.87 20.97
42 32.04 21.86 13.21 20.99
43 27.84 21.45 12.65 19.62
44 32.05 22.31 13.00 21.02
45 30.20 21.36 12.65 20.13
46 32.52 21.64 12.50 20.64
47 28.25 22.32 13.08 20.20
48 29.25 22.13 12.70 20.18
49 30.24 22.52 12.69 20.52
50 26.28 21.65 13.24 19.60
51 30.25 22.16 13.42 20.79
52 32.65 21.45 12.85 20.80
53 28.45 20.56 12.71 19.51
54 31.52 23.56 12.85 21.21
55 32.65 22.25 12.45 20.83
56 28.85 22.45 12.82 20.24
57 26.52 20.85 12.62 19.10
58 30.25 22.54 12.84 20.61
59 28.45 20.84 12.84 19.67
60 29.45 22.15 13.12 20.45
61 32.15 21.41 13.23 20.88
62 30.25 23.64 14.22 21.66
63 32.44 20.85 12.44 20.33
64 30.52 20.74 12.95 20.16
65 28.44 20.64 13.27 19.82
66 32.54 22.16 12.44 20.77
67 30.52 22.45 13.28 20.87
68 28.44 20.45 12.72 19.48
69 31.52 23.64 14.90 22.30
70 32.02 20.46 13.26 20.55
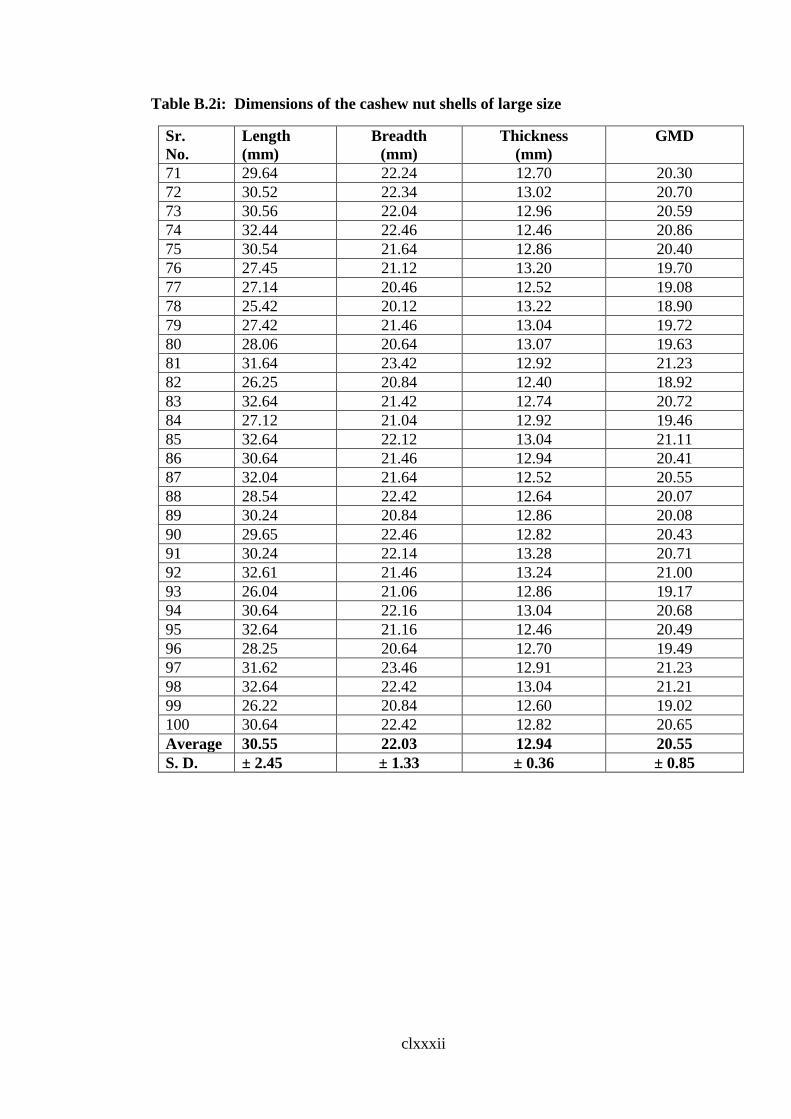
clxxxii
Table B.2i: Dimensions of the cashew nut shells of large size
Sr.
No.
Length
(mm)
Breadth
(mm)
Thickness
(mm)
GMD
71 29.64 22.24 12.70 20.30
72 30.52 22.34 13.02 20.70
73 30.56 22.04 12.96 20.59
74 32.44 22.46 12.46 20.86
75 30.54 21.64 12.86 20.40
76 27.45 21.12 13.20 19.70
77 27.14 20.46 12.52 19.08
78 25.42 20.12 13.22 18.90
79 27.42 21.46 13.04 19.72
80 28.06 20.64 13.07 19.63
81 31.64 23.42 12.92 21.23
82 26.25 20.84 12.40 18.92
83 32.64 21.42 12.74 20.72
84 27.12 21.04 12.92 19.46
85 32.64 22.12 13.04 21.11
86 30.64 21.46 12.94 20.41
87 32.04 21.64 12.52 20.55
88 28.54 22.42 12.64 20.07
89 30.24 20.84 12.86 20.08
90 29.65 22.46 12.82 20.43
91 30.24 22.14 13.28 20.71
92 32.61 21.46 13.24 21.00
93 26.04 21.06 12.86 19.17
94 30.64 22.16 13.04 20.68
95 32.64 21.16 12.46 20.49
96 28.25 20.64 12.70 19.49
97 31.62 23.46 12.91 21.23
98 32.64 22.42 13.04 21.21
99 26.22 20.84 12.60 19.02
100 30.64 22.42 12.82 20.65
Average 30.55 22.03 12.94 20.55
S. D. ± 2.45 ± 1.33 ± 0.36 ± 0.85

clxxxiii
B-3. Surface area
Table B.3: Surface area of shells of different sizes
Sr.
No.
Surface area
(mm2)
Control
Small Medium Large
1 1800 1600 2200 2800
2 2200 1400 2400 3000
3 1500 1800 2100 3200
4 2400 1200 2000 3000
5 2400 1600 2200 3200
6 2800 1400 2400 3400
7 1400 1800 2100 3100
8 1600 1000 2200 3200
9 2000 1200 2400 3400
10 2700 1600 2600 3600
11 2400 1800 2200 3200
12 3200 1000 2100 3200
13 2200 1400 2000 3400
14 3400 1500 2400 2800
15 2600 1600 2600 2800
16 2800 1800 2400 2700
17 2000 1400 2200 3000
18 2400 1200 2400 2800
19 2800 1400 2100 3200
20 2600 1600 2200 3000
21 3000 1800 2400 3200
22 3200 1500 2600 3200
23 2200 1200 2200 3200
24 2400 1800 2400 3400
25 2600 1400 2100 3200
26 2800 1400 2400 3400
27 1600 1600 2200 3600
28 2100 1800 2100 3200
29 2000 1200 2600 3200
30 3200 1400 2200 3400
Average 2410.00 1480.00 2273.30 3180.00
S. D. ± 533.90 ± 242.70 ± 179.90 ± 235.50

clxxxiv
B-4. Bulk Density
Table B.4a: Bulk densities of shells of different sizes
Sr.
No.
Control Small Medium Large
1 306.7 342.4 304.4 300.2
2 304.8 343.6 303.8 301.6
3 308.3 345.2 301.8 299.8
4 307.4 343.2 305.0 300.4
5 305.2 344.8 302.2 298.8
6 303.8 342.4 304.2 300.2
7 307.1 345.6 305.6 300.2
8 306.5 344.6 304.6 299.4
9 306.4 342.8 302.4 300.4
10 307.3 344.6 303.6 300.6
11 309.2 340.8 304.2 300.6
12 307.4 342.4 305.1 299.2
13 306.8 341.7 303.4 298.4
14 303.9 345.2 304.3 300.8
15 308.4 343.6 304.8 301.2
16 307.8 342.3 305.4 298.2
17 308.2 340.7 304.2 297.4
18 306.4 343.6 304.6 299.1
19 306.8 344.4 303.7 300.2
20 307.8 346.8 302.8 301.0
21 308.2 341.2 304.6 300.8
22 308.4 343.3 305.7 299.6
23 306.2 344.4 303.6 298.4
24 303.8 342.2 306.8 298.6
25 305.7 341.5 306.2 299.2
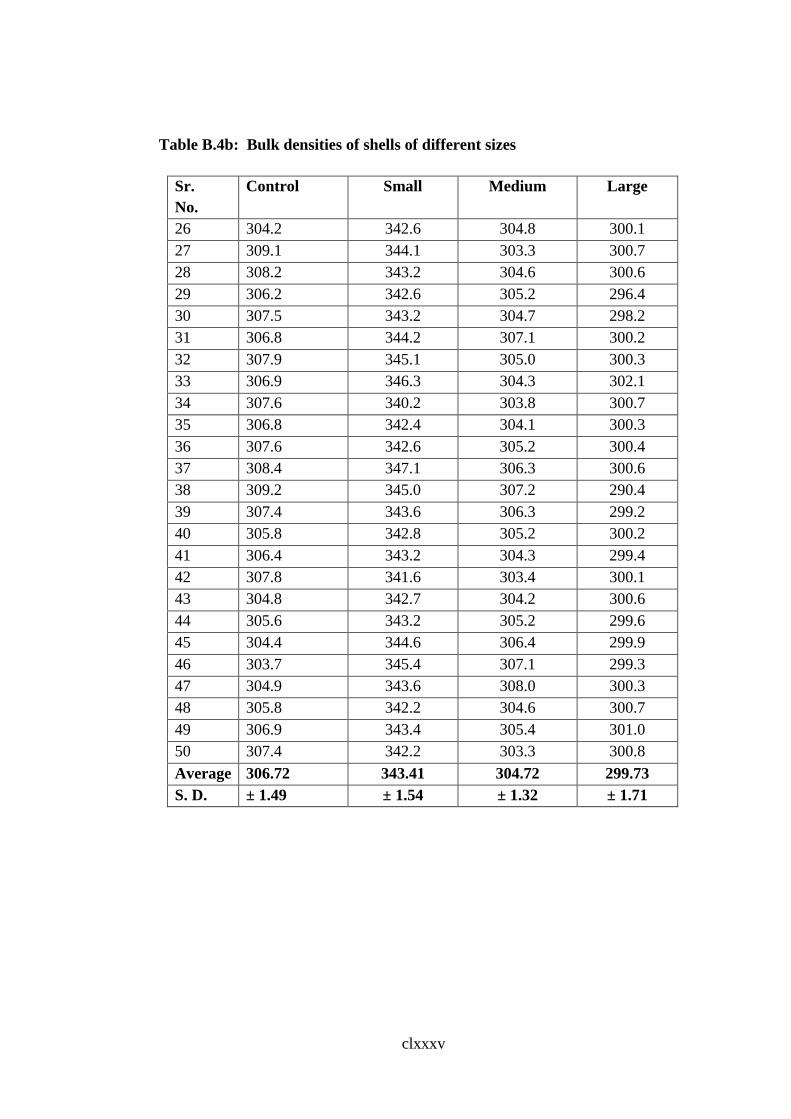
clxxxv
Table B.4b: Bulk densities of shells of different sizes
Sr.
No.
Control Small Medium Large
26 304.2 342.6 304.8 300.1
27 309.1 344.1 303.3 300.7
28 308.2 343.2 304.6 300.6
29 306.2 342.6 305.2 296.4
30 307.5 343.2 304.7 298.2
31 306.8 344.2 307.1 300.2
32 307.9 345.1 305.0 300.3
33 306.9 346.3 304.3 302.1
34 307.6 340.2 303.8 300.7
35 306.8 342.4 304.1 300.3
36 307.6 342.6 305.2 300.4
37 308.4 347.1 306.3 300.6
38 309.2 345.0 307.2 290.4
39 307.4 343.6 306.3 299.2
40 305.8 342.8 305.2 300.2
41 306.4 343.2 304.3 299.4
42 307.8 341.6 303.4 300.1
43 304.8 342.7 304.2 300.6
44 305.6 343.2 305.2 299.6
45 304.4 344.6 306.4 299.9
46 303.7 345.4 307.1 299.3
47 304.9 343.6 308.0 300.3
48 305.8 342.2 304.6 300.7
49 306.9 343.4 305.4 301.0
50 307.4 342.2 303.3 300.8
Average 306.72 343.41 304.72 299.73
S. D. ± 1.49 ± 1.54 ± 1.32 ± 1.71
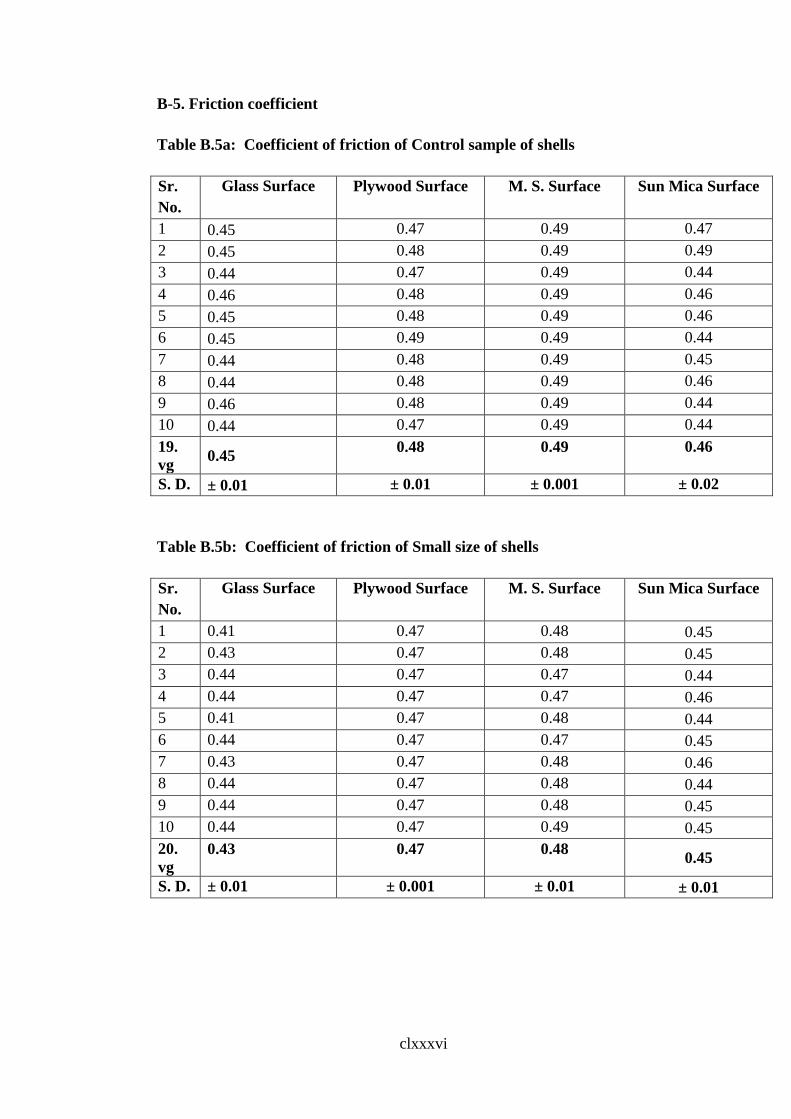
clxxxvi
B-5. Friction coefficient
Table B.5a: Coefficient of friction of Control sample of shells
Sr.
No.
Glass Surface
Plywood Surface M. S. Surface Sun Mica Surface
1 0.45 0.47 0.49 0.47
2 0.45 0.48 0.49 0.49
3 0.44 0.47 0.49 0.44
4 0.46 0.48 0.49 0.46
5 0.45 0.48 0.49 0.46
6 0.45 0.49 0.49 0.44
7 0.44 0.48 0.49 0.45
8 0.44 0.48 0.49 0.46
9 0.46 0.48 0.49 0.44
10 0.44 0.47 0.49 0.44
19. A
vg 0.45
0.48 0.49 0.46
S. D. ± 0.01 ± 0.01 ± 0.001 ± 0.02
Table B.5b: Coefficient of friction of Small size of shells
Sr.
No.
Glass Surface
Plywood Surface M. S. Surface Sun Mica Surface
1 0.41 0.47 0.48 0.45
2 0.43 0.47 0.48 0.45
3 0.44 0.47 0.47 0.44
4 0.44 0.47 0.47 0.46
5 0.41 0.47 0.48 0.44
6 0.44 0.47 0.47 0.45
7 0.43 0.47 0.48 0.46
8 0.44 0.47 0.48 0.44
9 0.44 0.47 0.48 0.45
10 0.44 0.47 0.49 0.45
20. A
vg
0.43 0.47 0.48 0.45
S. D. ± 0.01 ± 0.001 ± 0.01 ± 0.01
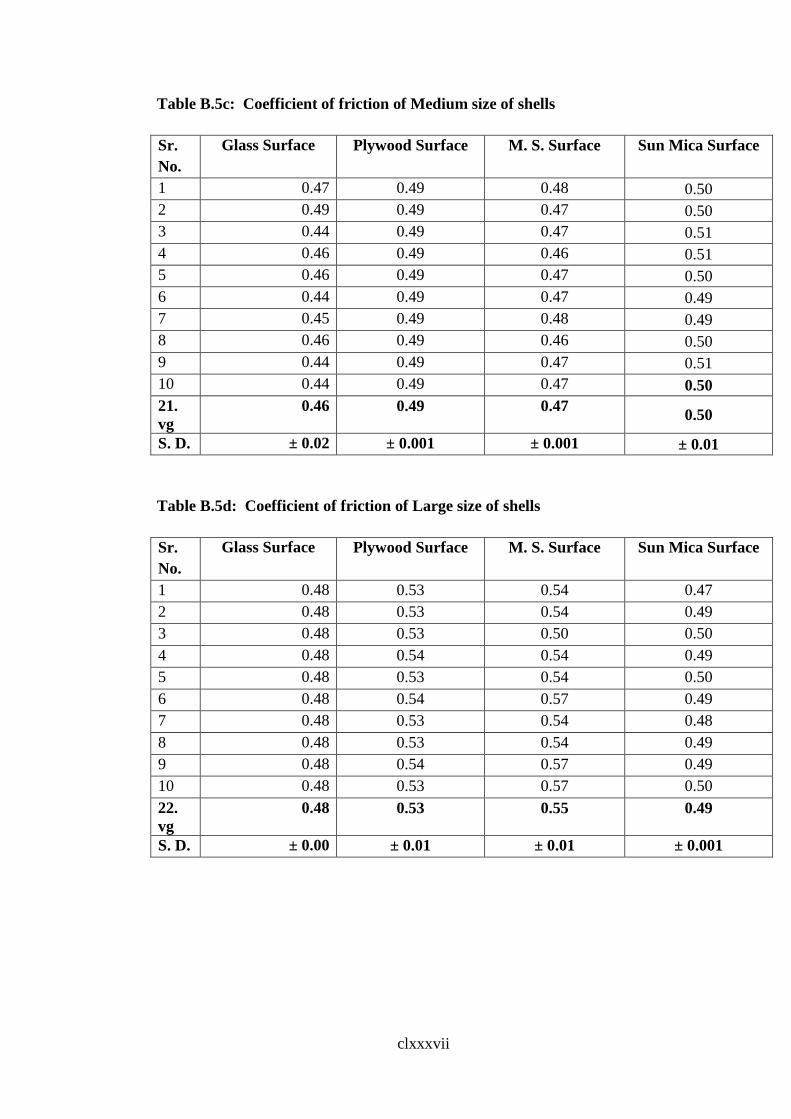
clxxxvii
Table B.5c: Coefficient of friction of Medium size of shells
Sr.
No.
Glass Surface
Plywood Surface M. S. Surface Sun Mica Surface
1 0.47 0.49 0.48 0.50
2 0.49 0.49 0.47 0.50
3 0.44 0.49 0.47 0.51
4 0.46 0.49 0.46 0.51
5 0.46 0.49 0.47 0.50
6 0.44 0.49 0.47 0.49
7 0.45 0.49 0.48 0.49
8 0.46 0.49 0.46 0.50
9 0.44 0.49 0.47 0.51
10 0.44 0.49 0.47 0.50
21. A
vg
0.46 0.49 0.47 0.50
S. D. ± 0.02 ± 0.001 ± 0.001 ± 0.01
Table B.5d: Coefficient of friction of Large size of shells
Sr.
No.
Glass Surface
Plywood Surface M. S. Surface Sun Mica Surface
1 0.48 0.53 0.54 0.47
2 0.48 0.53 0.54 0.49
3 0.48 0.53 0.50 0.50
4 0.48 0.54 0.54 0.49
5 0.48 0.53 0.54 0.50
6 0.48 0.54 0.57 0.49
7 0.48 0.53 0.54 0.48
8 0.48 0.53 0.54 0.49
9 0.48 0.54 0.57 0.49
10 0.48 0.53 0.57 0.50
22. A
vg
0.48 0.53 0.55 0.49
S. D. ± 0.00 ± 0.01 ± 0.01 ± 0.001
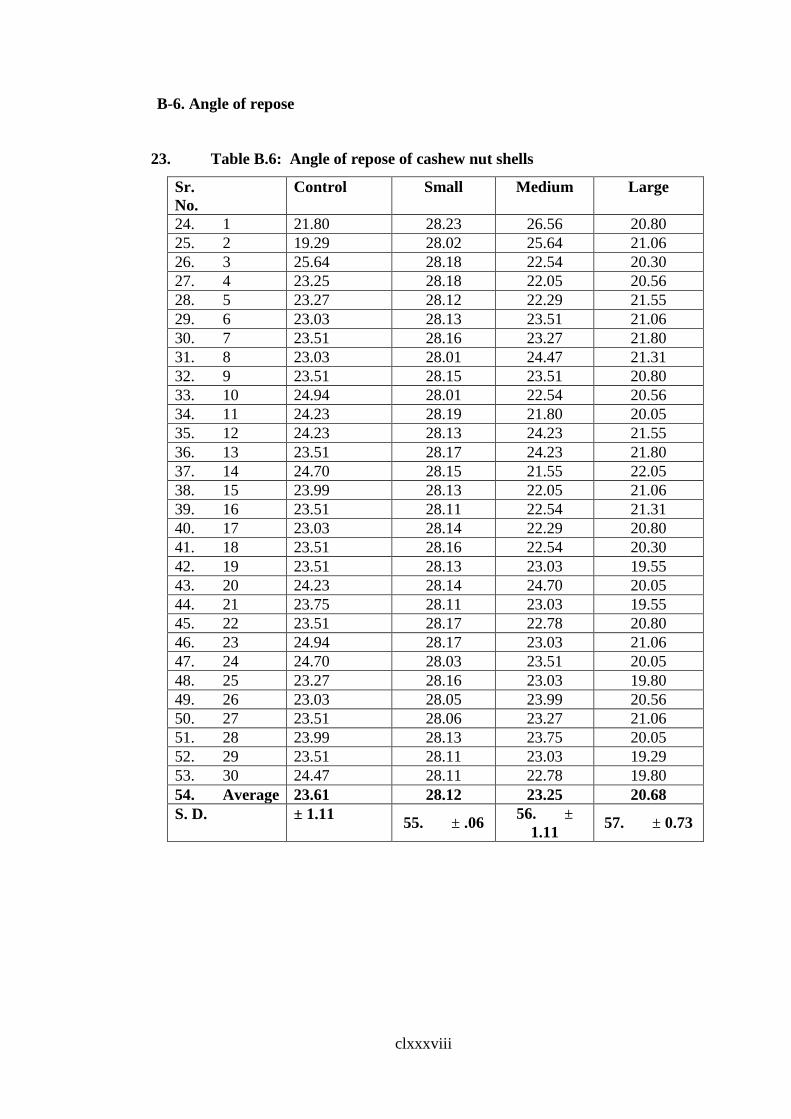
clxxxviii
B-6. Angle of repose
23. Table B.6: Angle of repose of cashew nut shells
Sr.
No.
Control Small Medium Large
24. 1 21.80 28.23 26.56 20.80
25. 2 19.29 28.02 25.64 21.06
26. 3 25.64 28.18 22.54 20.30
27. 4 23.25 28.18 22.05 20.56
28. 5 23.27 28.12 22.29 21.55
29. 6 23.03 28.13 23.51 21.06
30. 7 23.51 28.16 23.27 21.80
31. 8 23.03 28.01 24.47 21.31
32. 9 23.51 28.15 23.51 20.80
33. 10 24.94 28.01 22.54 20.56
34. 11 24.23 28.19 21.80 20.05
35. 12 24.23 28.13 24.23 21.55
36. 13 23.51 28.17 24.23 21.80
37. 14 24.70 28.15 21.55 22.05
38. 15 23.99 28.13 22.05 21.06
39. 16 23.51 28.11 22.54 21.31
40. 17 23.03 28.14 22.29 20.80
41. 18 23.51 28.16 22.54 20.30
42. 19 23.51 28.13 23.03 19.55
43. 20 24.23 28.14 24.70 20.05
44. 21 23.75 28.11 23.03 19.55
45. 22 23.51 28.17 22.78 20.80
46. 23 24.94 28.17 23.03 21.06
47. 24 24.70 28.03 23.51 20.05
48. 25 23.27 28.16 23.03 19.80
49. 26 23.03 28.05 23.99 20.56
50. 27 23.51 28.06 23.27 21.06
51. 28 23.99 28.13 23.75 20.05
52. 29 23.51 28.11 23.03 19.29
53. 30 24.47 28.11 22.78 19.80
54. Average 23.61 28.12 23.25 20.68
S. D. ± 1.11 55. ± .06
56. ±
1.11 57. ± 0.73

clxxxix
B-7. Terminal Velocity
58. Table B.7: Terminal velocity of cashew nut shells
Sr.
No.
Control Small Medium Large
1 4.9 5.6 4.9 4.4
2 4.8 5.4 5 4.3
3 4.7 5.6 4.8 4.4
4 5.1 5.6 4.9 4.5
5 4.8 5.5 5 4.3
6 4.9 5.4 5 4.3
7 4.7 5.5 4.9 4.2
8 4.8 5.6 4.9 4.5
9 4.8 5.4 4.8 4.4
10 4.8 5.5 5.1 4.4
Average 4.83 5.51 4.93 4.37
S. D. ± 0.11 ± 0.08 ± 0.09 ± 0.09
B-8. Thermal conductivity
Table B.8: Thermal conductivity of cashew nut shells
Sr.
No.
Replications Thermal conductivity
(W/m0C)
Control Small Medium Large
1 R1 0.82 0.85 0.83 0.78
2 R2 0.81 0.84 0.81 0.78
3 R3 0.80 0.85 0.81 0.78
4 R4 0.82 0.85 0.81 0.78
5 R5 0.82 0.85 0.82 0.78
6 R6 0.80 0.85 0.85 0.78
7 R7 0.83 0.84 0.80 0.78
8 R8 0.83 0.85 0.82 0.78
9 R9 0.80 0.85 0.83 0.80
10 R10 0.78 0.86 0.81 0.78
59. Average 0.81 0.85 0.82 0.78
60. S. D. ± 0.02 ± 0.01 ± 0.01 ± 0.01
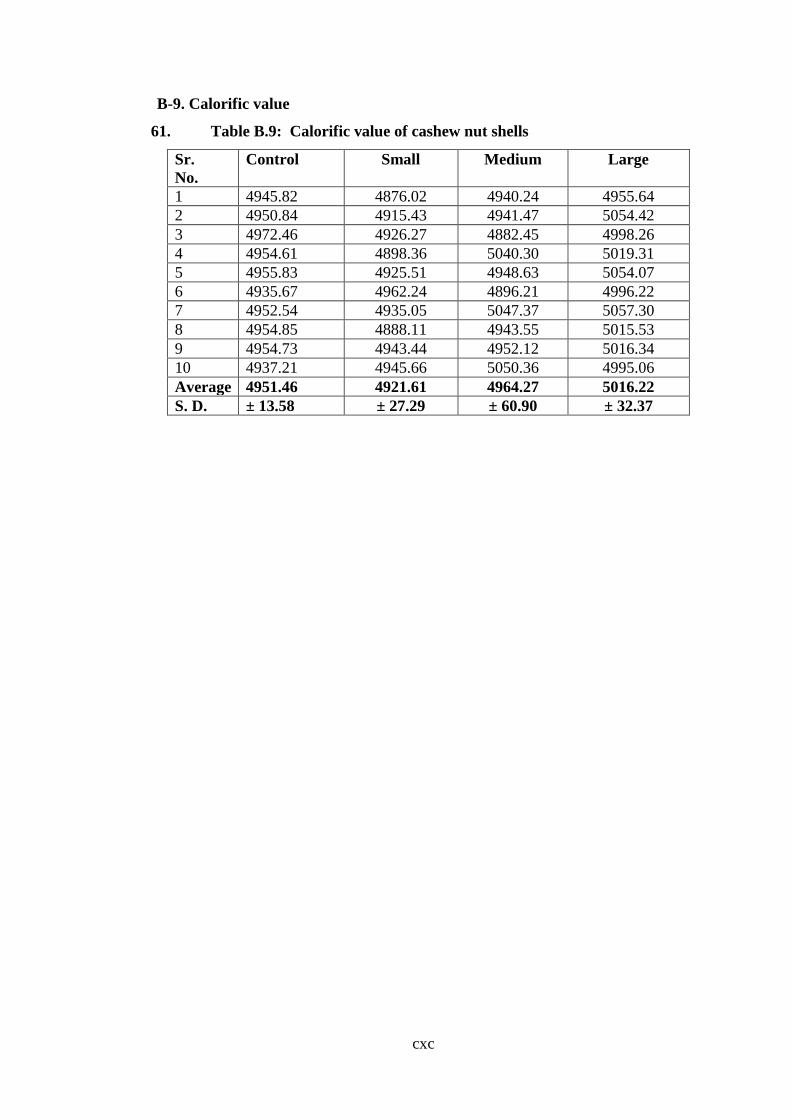
cxc
B-9. Calorific value
61. Table B.9: Calorific value of cashew nut shells
Sr.
No.
Control Small Medium Large
1 4945.82 4876.02 4940.24 4955.64
2 4950.84 4915.43 4941.47 5054.42
3 4972.46 4926.27 4882.45 4998.26
4 4954.61 4898.36 5040.30 5019.31
5 4955.83 4925.51 4948.63 5054.07
6 4935.67 4962.24 4896.21 4996.22
7 4952.54 4935.05 5047.37 5057.30
8 4954.85 4888.11 4943.55 5015.53
9 4954.73 4943.44 4952.12 5016.34
10 4937.21 4945.66 5050.36 4995.06
Average 4951.46 4921.61 4964.27 5016.22
S. D. ± 13.58 ± 27.29 ± 60.90 ± 32.37

cxci
Appendix (C)
C-1. CNSL content
62. Table C.1: CNSL content of cashew nut shells
Sr.
No.
Control Small Medium Large
1 27.20 22.25 27.70 28.65
2 27.16 22.20 27.65 28.70
3 27.15 22.20 27.70 28.55
4 27.24 22.25 27.80 28.80
5 27.22 22.10 27.74 28.45
6 27.12 22.25 27.75 28.80
7 27.14 22.20 27.68 28.75
8 27.18 22.15 27.70 28.74
9 27.21 22.20 27.72 28.72
10 27.20 22.15 27.67 28.79
Average 27.18 22.20 27.71 28.70
S. D. ± 0.04 ± 0.05 ± 0.04 ± 0.12

cxcii
Appendix (D)
Extraction of CNSL by screw press
D-1. Influence of shell moisture content on extraction of CNSL by screw press
D1.1: Extraction of CNSL by screw press at various moisture contents of shells
The Yield of CNSL was carried out using the following formulae:
3. CNSL (%) = 100...
.
SampleFMofWt
CNSLofWt
4. Yield of CNSL (%) = 100%.
%
inSampleCNSLCont
CNSL
The CNSL content considered was 26.45 % (29.59 % on dry matter basis)
throughout the total experiments of extraction of CNSL.
Table D1.1a: Extraction of CNSL by screw press at 8.12 % M. C. of shells
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 27.56 6.60 23.97 29.59 81.00
2 30 27.56 6.72 24.38 29.59 82.39
3 30 27.56 6.36 23.07 29.59 77.96
4 30 27.56 6.60 23.97 29.59 81.00
5 30 27.56 6.40 23.22 29.59 78.47
6 30 27.56 6.55 23.76 29.59 80.29
7 30 27.56 6.64 24.09 29.59 81.41
8 30 27.56 6.80 24.67 29.59 83.33
9 30 27.56 6.59 23.80 29.59 80.43
10 30 27.56 6.40 23.22 29.59 78.47
Avg 30 27.56 6.57 23.84 29.59 80.57
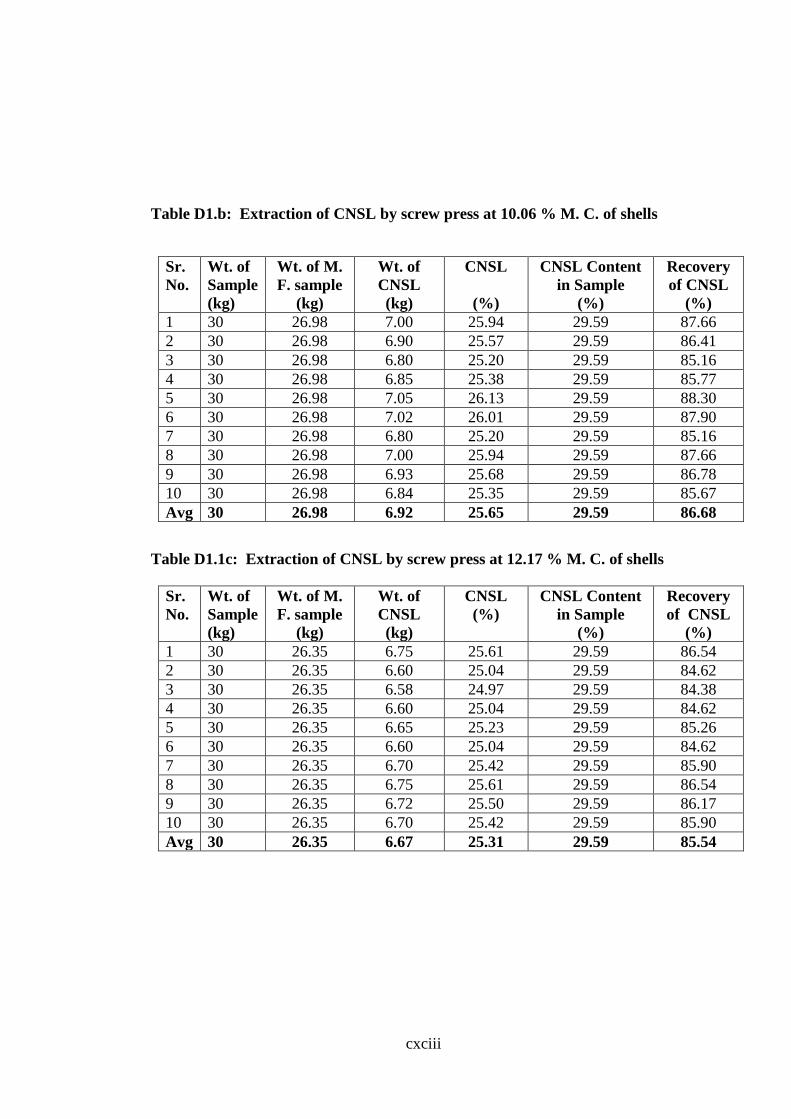
cxciii
Table D1.b: Extraction of CNSL by screw press at 10.06 % M. C. of shells
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.00 25.94 29.59 87.66
2 30 26.98 6.90 25.57 29.59 86.41
3 30 26.98 6.80 25.20 29.59 85.16
4 30 26.98 6.85 25.38 29.59 85.77
5 30 26.98 7.05 26.13 29.59 88.30
6 30 26.98 7.02 26.01 29.59 87.90
7 30 26.98 6.80 25.20 29.59 85.16
8 30 26.98 7.00 25.94 29.59 87.66
9 30 26.98 6.93 25.68 29.59 86.78
10 30 26.98 6.84 25.35 29.59 85.67
Avg 30 26.98 6.92 25.65 29.59 86.68
Table D1.1c: Extraction of CNSL by screw press at 12.17 % M. C. of shells
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.35 6.75 25.61 29.59 86.54
2 30 26.35 6.60 25.04 29.59 84.62
3 30 26.35 6.58 24.97 29.59 84.38
4 30 26.35 6.60 25.04 29.59 84.62
5 30 26.35 6.65 25.23 29.59 85.26
6 30 26.35 6.60 25.04 29.59 84.62
7 30 26.35 6.70 25.42 29.59 85.90
8 30 26.35 6.75 25.61 29.59 86.54
9 30 26.35 6.72 25.50 29.59 86.17
10 30 26.35 6.70 25.42 29.59 85.90
Avg 30 26.35 6.67 25.31 29.59 85.54

cxciv
Table D1.1d: Extraction of CNSL by screw press at 14.20 % M. C. of shells
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 25.74 6.35 24.66 29.59 83.33
2 30 25.74 6.40 24.86 29.59 84.01
3 30 25.74 6.32 24.55 29.59 82.96
4 30 25.74 6.35 24.66 29.59 83.33
5 30 25.74 6.42 24.94 29.59 84.28
6 30 25.74 6.45 25.05 29.59 84.65
7 30 25.74 6.38 24.78 29.59 83.74
8 30 25.74 6.50 25.25 29.59 85.33
9 30 25.74 6.40 24.86 29.59 84.01
10 30 25.74 6.38 24.78 29.59 83.74
Avg 30 25.74 6.40 24.86 29.59 84.01
Table D1.1e: Extraction of CNSL by screw press at various moisture
contents of
shells
Sr.
No.
CNSL at
8.12% M.C.
(%)
CNSL at
10.06% M.C.
(%)
CNSL at
12.17% M.C.
(%)
CNSL at
14.20% M.C.
(%)
1 81.00 87.66 86.54 83.33
2 82.39 86.41 84.62 84.01
3 77.96 85.16 84.38 82.96
4 81.00 85.77 84.62 83.33
5 78.47 88.30 85.26 84.28
6 80.29 87.90 84.62 84.65
7 81.41 85.16 85.90 83.74
8 83.33 87.66 86.54 85.33
9 80.43 86.78 86.17 84.01
10 78.47 85.67 85.90 83.74
Average 80.57 86.68 85.54 84.01
S. D. ± 1.66 ± 1.12 ± 0.80 ± 0.65
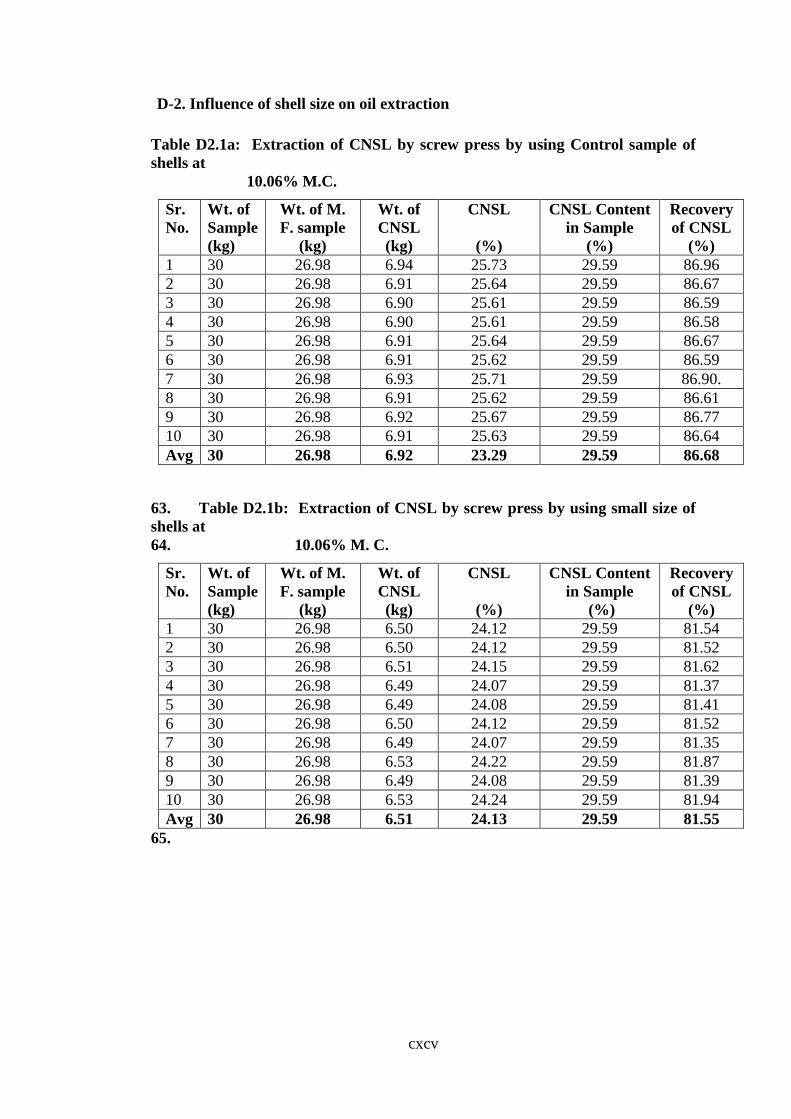
cxcv
D-2. Influence of shell size on oil extraction
Table D2.1a: Extraction of CNSL by screw press by using Control sample of
shells at
10.06% M.C.
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 6.94 25.73 29.59 86.96
2 30 26.98 6.91 25.64 29.59 86.67
3 30 26.98 6.90 25.61 29.59 86.59
4 30 26.98 6.90 25.61 29.59 86.58
5 30 26.98 6.91 25.64 29.59 86.67
6 30 26.98 6.91 25.62 29.59 86.59
7 30 26.98 6.93 25.71 29.59 86.90.
8 30 26.98 6.91 25.62 29.59 86.61
9 30 26.98 6.92 25.67 29.59 86.77
10 30 26.98 6.91 25.63 29.59 86.64
Avg 30 26.98 6.92 23.29 29.59 86.68
63. Table D2.1b: Extraction of CNSL by screw press by using small size of
shells at
64. 10.06% M. C.
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 6.50 24.12 29.59 81.54
2 30 26.98 6.50 24.12 29.59 81.52
3 30 26.98 6.51 24.15 29.59 81.62
4 30 26.98 6.49 24.07 29.59 81.37
5 30 26.98 6.49 24.08 29.59 81.41
6 30 26.98 6.50 24.12 29.59 81.52
7 30 26.98 6.49 24.07 29.59 81.35
8 30 26.98 6.53 24.22 29.59 81.87
9 30 26.98 6.49 24.08 29.59 81.39
10 30 26.98 6.53 24.24 29.59 81.94
Avg 30 26.98 6.51 24.13 29.59 81.55
65.
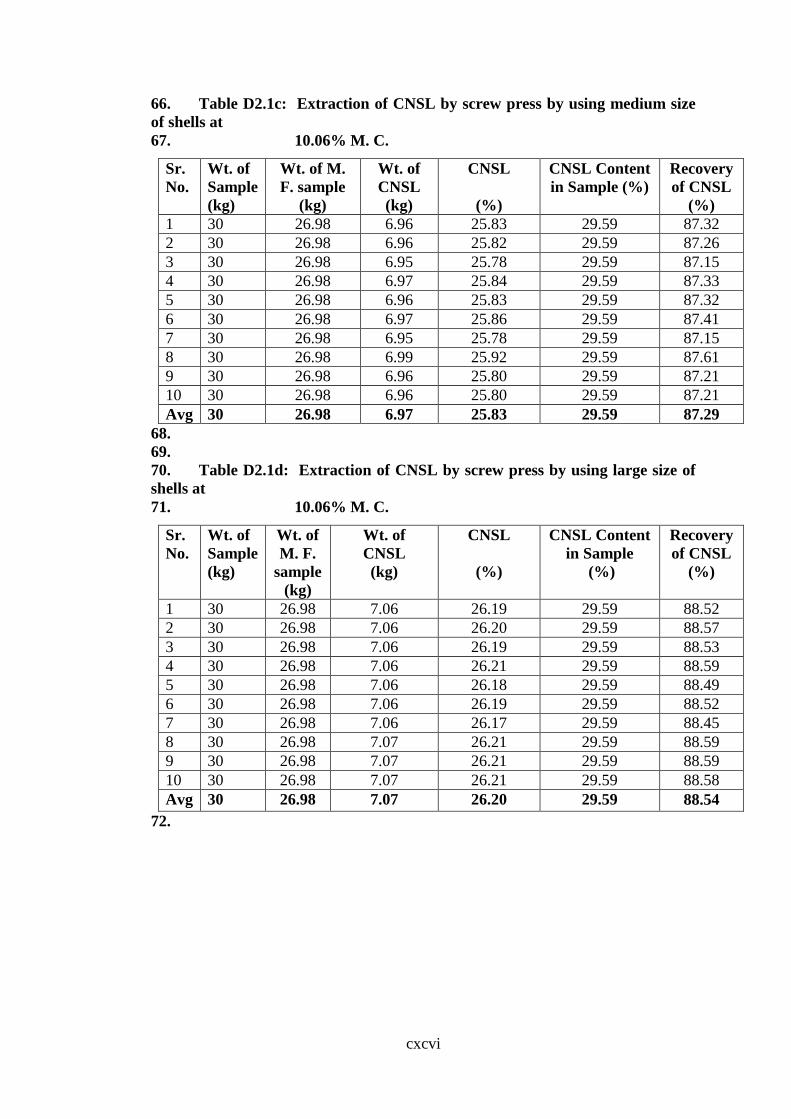
cxcvi
66. Table D2.1c: Extraction of CNSL by screw press by using medium size
of shells at
67. 10.06% M. C.
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample (%)
Recovery
of CNSL
(%)
1 30 26.98 6.96 25.83 29.59 87.32
2 30 26.98 6.96 25.82 29.59 87.26
3 30 26.98 6.95 25.78 29.59 87.15
4 30 26.98 6.97 25.84 29.59 87.33
5 30 26.98 6.96 25.83 29.59 87.32
6 30 26.98 6.97 25.86 29.59 87.41
7 30 26.98 6.95 25.78 29.59 87.15
8 30 26.98 6.99 25.92 29.59 87.61
9 30 26.98 6.96 25.80 29.59 87.21
10 30 26.98 6.96 25.80 29.59 87.21
Avg 30 26.98 6.97 25.83 29.59 87.29
68.
69.
70. Table D2.1d: Extraction of CNSL by screw press by using large size of
shells at
71. 10.06% M. C.
Sr.
No.
Wt. of
Sample
(kg)
Wt. of
M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.06 26.19 29.59 88.52
2 30 26.98 7.06 26.20 29.59 88.57
3 30 26.98 7.06 26.19 29.59 88.53
4 30 26.98 7.06 26.21 29.59 88.59
5 30 26.98 7.06 26.18 29.59 88.49
6 30 26.98 7.06 26.19 29.59 88.52
7 30 26.98 7.06 26.17 29.59 88.45
8 30 26.98 7.07 26.21 29.59 88.59
9 30 26.98 7.07 26.21 29.59 88.59
10 30 26.98 7.07 26.21 29.59 88.58
Avg 30 26.98 7.07 26.20 29.59 88.54
72.

cxcvii
73. Table D2.1e: Extraction of CNSL by screw press at different sizes of
shells at
74. 10.06% M. C.
Sr.
No. Control Small Medium Large
1 86.96 81.54 87.32 88.52
2 86.67 81.52 87.26 88.57
3 86.59 81.62 87.15 88.53
4 86.58 81.37 87.33 88.59
5 86.67 81.41 87.32 88.49
6 86.59 81.52 87.41 88.52
7 86.90. 81.35 87.15 88.45
8 86.61 81.87 87.61 88.59
9 86.77 81.39 87.21 88.59
10 86.64 81.94 87.21 88.58
Average 86.68 81.55 87.29 88.54
S. D. ± 0.12
± 0.21
± 0.14
± 0.05

cxcviii
D-3. Influence of Combination of different shell size on oil extraction
75. Table D3.1a: Extraction of CNSL by screw press at (A25+B75) of sizes
of shells at
76. 10.06% M. C.
(A= Shells of size 12-16 mm; B= Shells of size 16-20 mm)
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.94 25.74 29.59 86.99
2 30 26.98 6.93 25.70 29.59 86.87
3 30 26.98 6.94 25.73 29.59 86.98
4 30 26.98 6.93 25.71 29.59 86.89
5 30 26.98 6.93 25.70 29.59 86.88
6 30 26.98 6.94 25.74 29.59 86.99
7 30 26.98 6.94 25.74 29.59 86.99
8 30 26.98 6.93 25.70 29.59 86.88
9 30 26.98 6.93 25.69 29.59 86.84
10 30 26.98 6.94 25.73 29.59 86.98
Avg 30 26.98 6.94 25.72 29.59 86.92
77. Table D3.1b: Extraction of CNSL by screw press at (A50+B50) of sizes
of shells at
78. 10.06% M. C.
(A= Shells of size 12-16 mm; B= Shells of size 16-20 mm)
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.01 26.01 29.59 87.92
2 30 26.98 7.01 26.00 29.59 87.89
3 30 26.98 7.02 26.03 29.59 87.97
4 30 26.98 7.01 26.00 29.59 87.89
5 30 26.98 7.01 26.00 29.59 87.89
6 30 26.98 7.00 25.98 29.59 87.82
7 30 26.98 7.01 25.99 29.59 87.85
8 30 26.98 7.01 26.00 29.59 87.88
9 30 26.98 7.01 26.00 29.59 87.89
10 30 26.98 7.02 26.03 29.59 87.98
Avg 30 26.98 7.02 26.01 29.59 87.89

cxcix
79. Table D3.1c: Extraction of CNSL by screw press at (A25+C75) of sizes
of shells at
80. 10.06% M. C.
(A= Shells of size 12-16 mm; B= Shells of size 16-20 mm;
C= Shells of size 20-25 mm)
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.95 25.78 29.59 87.13
2 30 26.98 6.95 25.78 29.59 87.13
3 30 26.98 6.95 25.77 29.59 87.12
4 30 26.98 6.95 25.78 29.59 87.13
5 30 26.98 6.95 25.77 29.59 87.12
6 30 26.98 6.95 25.78 29.59 87.15
7 30 26.98 6.95 25.78 29.59 87.13
8 30 26.98 6.95 25.78 29.59 87.14
9 30 26.98 6.95 25.77 29.59 87.12
10 30 26.98 6.95 25.78 29.59 87.14
Avg 30 26.98 6.96 25.78 29.59 87.13
81. Table D3.1d: Extraction of CNSL by screw press at (A50+C50) of sizes
of shells at
82. 10.06% M. C.
(A= Shells of size 12-16 mm; B= Shells of size 16-20 mm;
C= Shells of size 20-25 mm)
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.98 25.75 29.59 87.04
2 30 26.98 6.99 25.91 29.59 87.57
3 30 26.98 7.00 25.97 29.59 87.79
4 30 26.98 6.98 25.88 29.59 87.49
5 30 26.98 6.96 25.83 29.59 87.32
6 30 26.98 6.97 25.87 29.59 87.46
7 30 26.98 6.98 25.90 29.59 87.54
8 30 26.98 6.98 25.89 29.59 87.51
9 30 26.98 9.97 25.86 29.59 87.42
10 30 26.98 6.98 25.88 29.59 87.48
Avg 30 26.98 6.98 25.88 29.59 87.46
83.
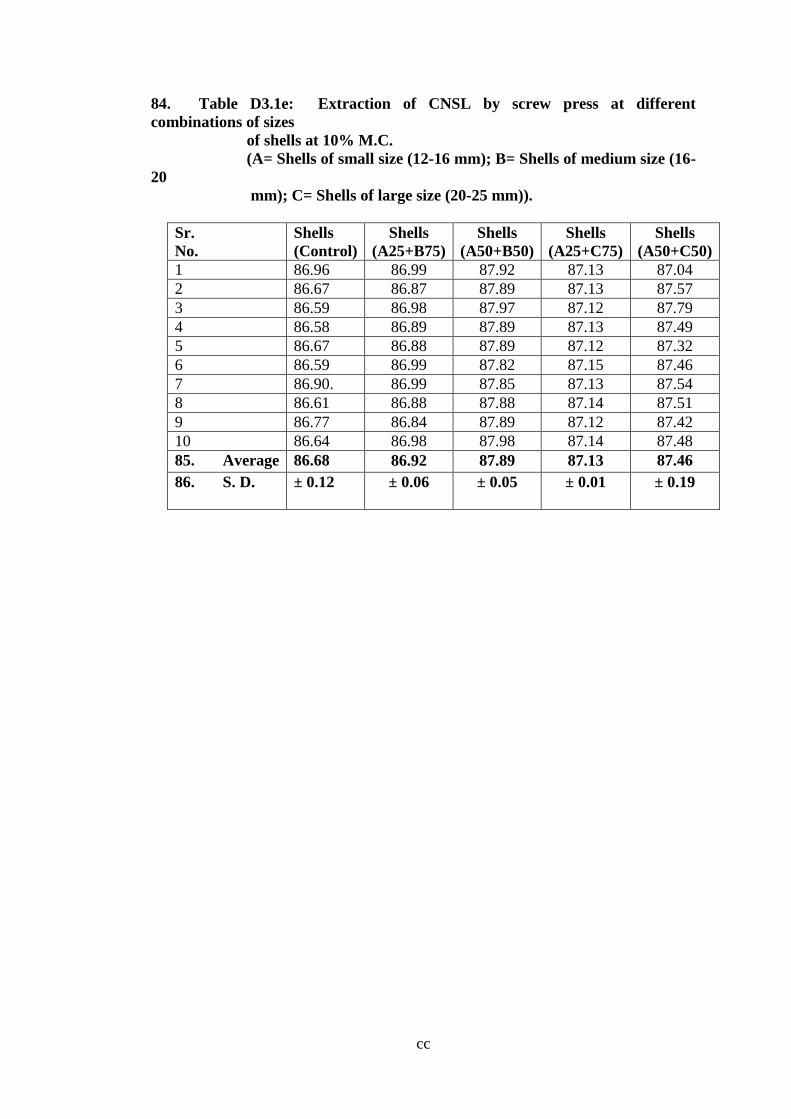
cc
84. Table D3.1e: Extraction of CNSL by screw press at different
combinations of sizes
of shells at 10% M.C.
(A= Shells of small size (12-16 mm); B= Shells of medium size (16-
20
mm); C= Shells of large size (20-25 mm)).
Sr.
No.
Shells
(Control)
Shells
(A25+B75)
Shells
(A50+B50)
Shells
(A25+C75)
Shells
(A50+C50)
1 86.96 86.99 87.92 87.13 87.04
2 86.67 86.87 87.89 87.13 87.57
3 86.59 86.98 87.97 87.12 87.79
4 86.58 86.89 87.89 87.13 87.49
5 86.67 86.88 87.89 87.12 87.32
6 86.59 86.99 87.82 87.15 87.46
7 86.90. 86.99 87.85 87.13 87.54
8 86.61 86.88 87.88 87.14 87.51
9 86.77 86.84 87.89 87.12 87.42
10 86.64 86.98 87.98 87.14 87.48
85. Average 86.68 86.92 87.89 87.13 87.46
86. S. D. ± 0.12
± 0.06
± 0.05
± 0.01
± 0.19
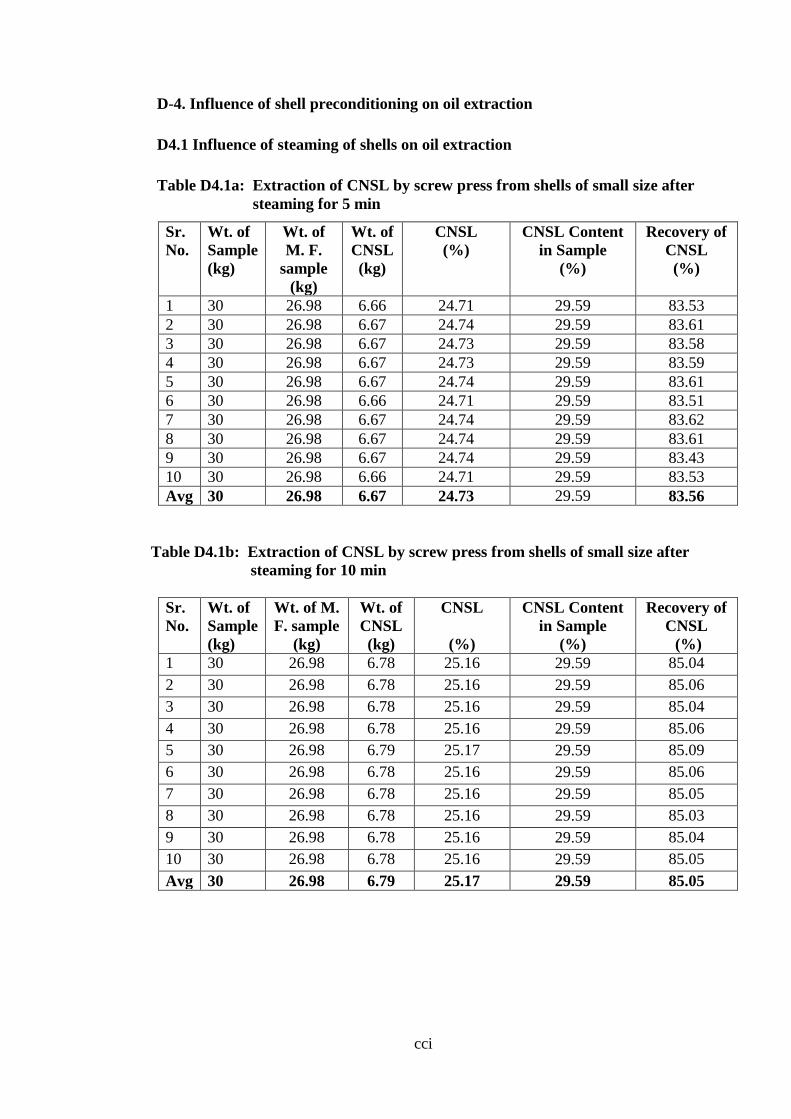
cci
D-4. Influence of shell preconditioning on oil extraction
D4.1 Influence of steaming of shells on oil extraction
Table D4.1a: Extraction of CNSL by screw press from shells of small size after
steaming for 5 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of
M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.66 24.71 29.59 83.53
2 30 26.98 6.67 24.74 29.59 83.61
3 30 26.98 6.67 24.73 29.59 83.58
4 30 26.98 6.67 24.73 29.59 83.59
5 30 26.98 6.67 24.74 29.59 83.61
6 30 26.98 6.66 24.71 29.59 83.51
7 30 26.98 6.67 24.74 29.59 83.62
8 30 26.98 6.67 24.74 29.59 83.61
9 30 26.98 6.67 24.74 29.59 83.43
10 30 26.98 6.66 24.71 29.59 83.53
Avg 30 26.98 6.67 24.73 29.59 83.56
Table D4.1b: Extraction of CNSL by screw press from shells of small size after
steaming for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.78 25.16 29.59 85.04
2 30 26.98 6.78 25.16 29.59 85.06
3 30 26.98 6.78 25.16 29.59 85.04
4 30 26.98 6.78 25.16 29.59 85.06
5 30 26.98 6.79 25.17 29.59 85.09
6 30 26.98 6.78 25.16 29.59 85.06
7 30 26.98 6.78 25.16 29.59 85.05
8 30 26.98 6.78 25.16 29.59 85.03
9 30 26.98 6.78 25.16 29.59 85.04
10 30 26.98 6.78 25.16 29.59 85.05
Avg 30 26.98 6.79 25.17 29.59 85.05
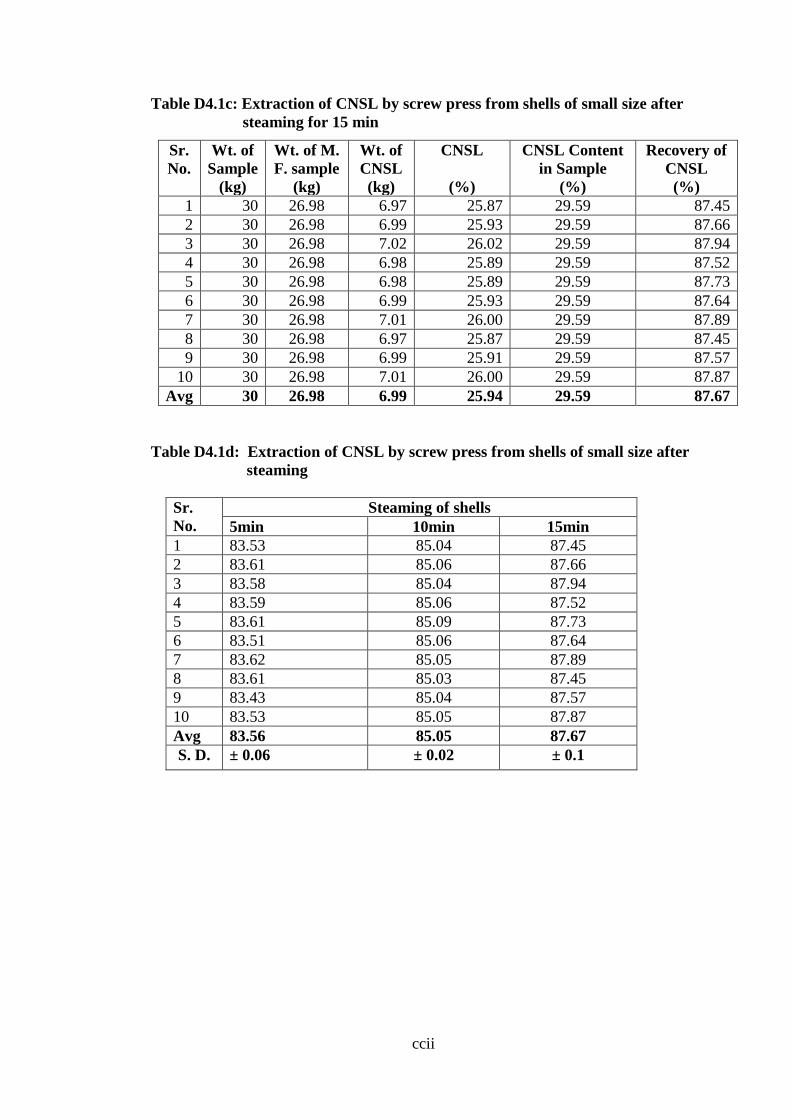
ccii
Table D4.1c: Extraction of CNSL by screw press from shells of small size after
steaming for 15 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.97 25.87 29.59 87.45
2 30 26.98 6.99 25.93 29.59 87.66
3 30 26.98 7.02 26.02 29.59 87.94
4 30 26.98 6.98 25.89 29.59 87.52
5 30 26.98 6.98 25.89 29.59 87.73
6 30 26.98 6.99 25.93 29.59 87.64
7 30 26.98 7.01 26.00 29.59 87.89
8 30 26.98 6.97 25.87 29.59 87.45
9 30 26.98 6.99 25.91 29.59 87.57
10 30 26.98 7.01 26.00 29.59 87.87
Avg 30 26.98 6.99 25.94 29.59 87.67
Table D4.1d: Extraction of CNSL by screw press from shells of small size after
steaming
Sr.
No.
Steaming of shells
5min 10min 15min
1 83.53 85.04 87.45
2 83.61 85.06 87.66
3 83.58 85.04 87.94
4 83.59 85.06 87.52
5 83.61 85.09 87.73
6 83.51 85.06 87.64
7 83.62 85.05 87.89
8 83.61 85.03 87.45
9 83.43 85.04 87.57
10 83.53 85.05 87.87
Avg 83.56 85.05 87.67
S. D. ± 0.06 ± 0.02 ± 0.1
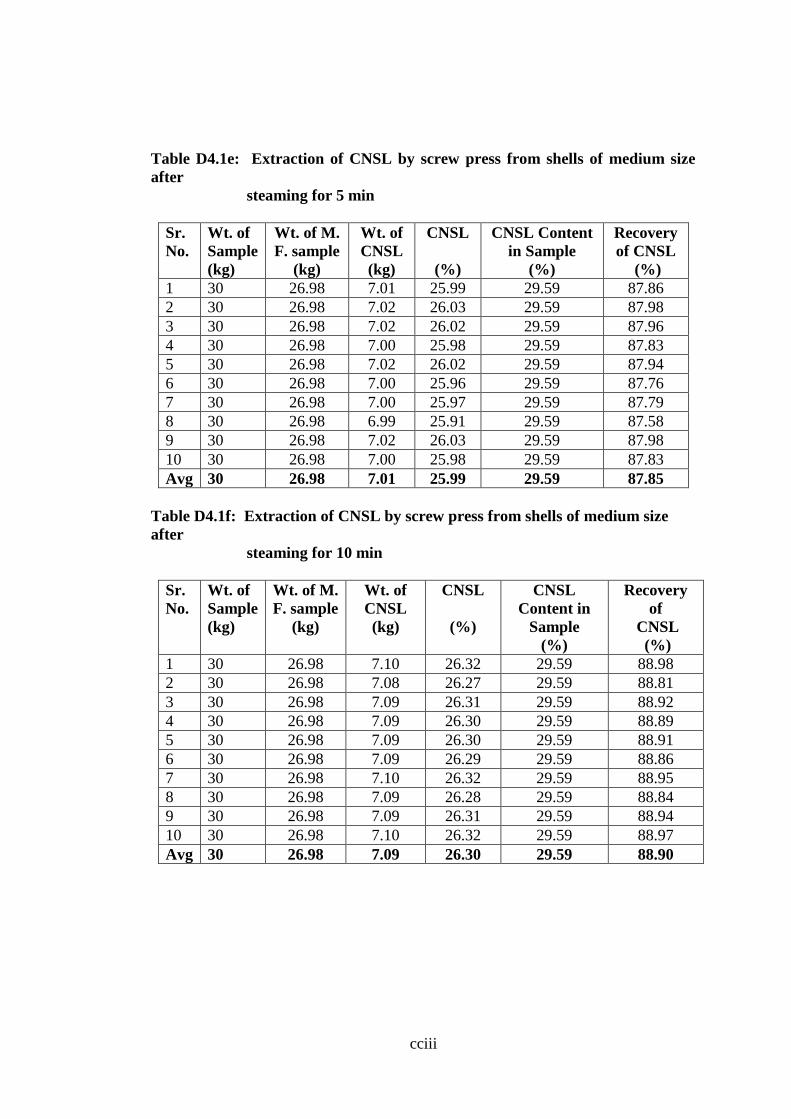
cciii
Table D4.1e: Extraction of CNSL by screw press from shells of medium size
after
steaming for 5 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.01 25.99 29.59 87.86
2 30 26.98 7.02 26.03 29.59 87.98
3 30 26.98 7.02 26.02 29.59 87.96
4 30 26.98 7.00 25.98 29.59 87.83
5 30 26.98 7.02 26.02 29.59 87.94
6 30 26.98 7.00 25.96 29.59 87.76
7 30 26.98 7.00 25.97 29.59 87.79
8 30 26.98 6.99 25.91 29.59 87.58
9 30 26.98 7.02 26.03 29.59 87.98
10 30 26.98 7.00 25.98 29.59 87.83
Avg 30 26.98 7.01 25.99 29.59 87.85
Table D4.1f: Extraction of CNSL by screw press from shells of medium size
after
steaming for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of
CNSL
(%)
1 30 26.98 7.10 26.32 29.59 88.98
2 30 26.98 7.08 26.27 29.59 88.81
3 30 26.98 7.09 26.31 29.59 88.92
4 30 26.98 7.09 26.30 29.59 88.89
5 30 26.98 7.09 26.30 29.59 88.91
6 30 26.98 7.09 26.29 29.59 88.86
7 30 26.98 7.10 26.32 29.59 88.95
8 30 26.98 7.09 26.28 29.59 88.84
9 30 26.98 7.09 26.31 29.59 88.94
10 30 26.98 7.10 26.32 29.59 88.97
Avg 30 26.98 7.09 26.30 29.59 88.90
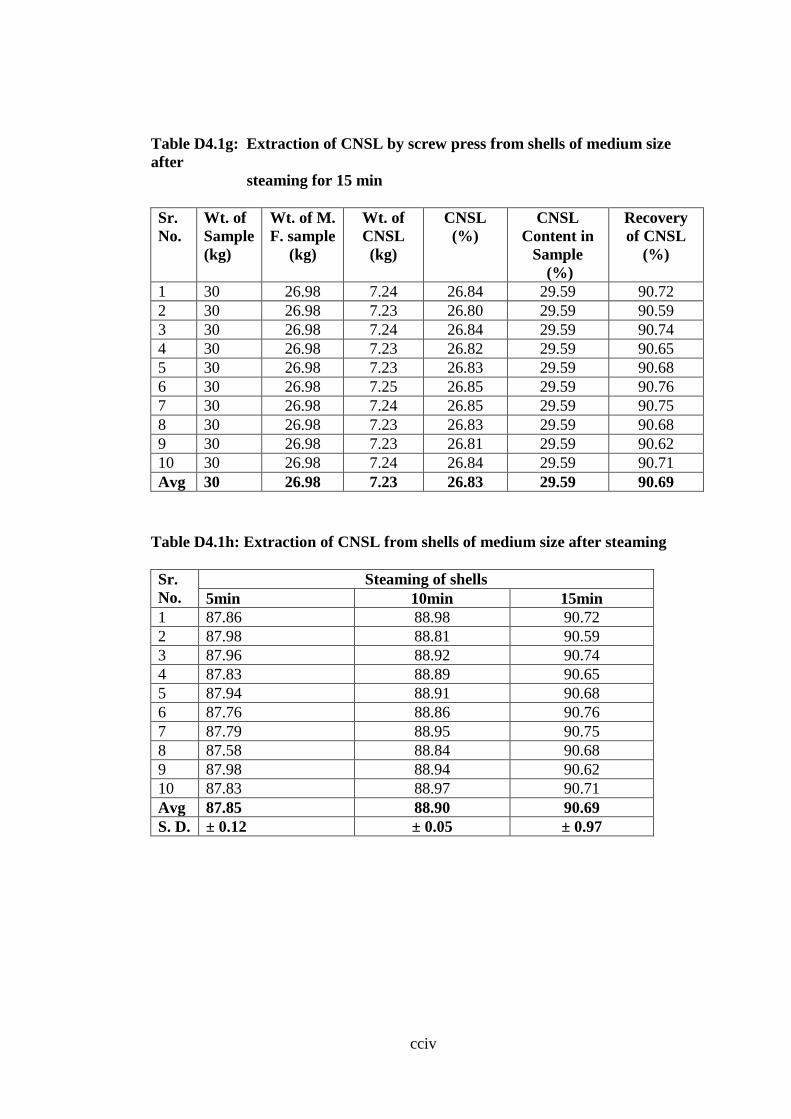
cciv
Table D4.1g: Extraction of CNSL by screw press from shells of medium size
after
steaming for 15 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.24 26.84 29.59 90.72
2 30 26.98 7.23 26.80 29.59 90.59
3 30 26.98 7.24 26.84 29.59 90.74
4 30 26.98 7.23 26.82 29.59 90.65
5 30 26.98 7.23 26.83 29.59 90.68
6 30 26.98 7.25 26.85 29.59 90.76
7 30 26.98 7.24 26.85 29.59 90.75
8 30 26.98 7.23 26.83 29.59 90.68
9 30 26.98 7.23 26.81 29.59 90.62
10 30 26.98 7.24 26.84 29.59 90.71
Avg 30 26.98 7.23 26.83 29.59 90.69
Table D4.1h: Extraction of CNSL from shells of medium size after steaming
Sr.
No.
Steaming of shells
5min 10min 15min
1 87.86 88.98 90.72
2 87.98 88.81 90.59
3 87.96 88.92 90.74
4 87.83 88.89 90.65
5 87.94 88.91 90.68
6 87.76 88.86 90.76
7 87.79 88.95 90.75
8 87.58 88.84 90.68
9 87.98 88.94 90.62
10 87.83 88.97 90.71
Avg 87.85 88.90 90.69
S. D. ± 0.12 ± 0.05 ± 0.97

ccv
Table D4.1i: Extraction of CNSL by screw press from shells of large size after
steaming for 5 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.00 25.98 29.59 87.83
2 30 26.98 7.03 26.07 29.59 88.11
3 30 26.98 7.02 26.03 29.59 87.98
4 30 26.98 7.01 25.99 29.59 87.85
5 30 26.98 7.02 26.02 29.59 87.92
6 30 26.98 7.02 26.01 29.59 87.87
7 30 26.98 7.04 26.10 29.59 88.21
8 30 26.98 7.00 25.98 29.59 87.83
9 30 26.98 7.04 26.09 29.59 88.17
10 30 26.98 7.03 26.06 29.59 88.10
Avg 30 26.98 7.02 26.03 29.59 87.99
Table D4.1j: Extraction of CNSL by screw press from shells of large size after
steaming for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.17 26.56 29.59 89.75
2 30 26.98 7.15 26.51 29.59 89.62
3 30 26.98 7.16 26.55 29.59 89.72
4 30 26.98 7.07 26.60 29.59 89.90
5 30 26.98 7.17 26.56 29.59 89.74
6 30 26.98 7.14 26.50 29.59 89.57
7 30 26.98 7.14 26.50 29.59 89.57
8 30 26.98 7.15 26.52 29.59 89.64
9 30 26.98 7.07 26.61 29.59 89.93
10 30 26.98 7.06 26.59 29.59 89.85
Avg 30 26.98 7.16 26.55 29.59 89.73
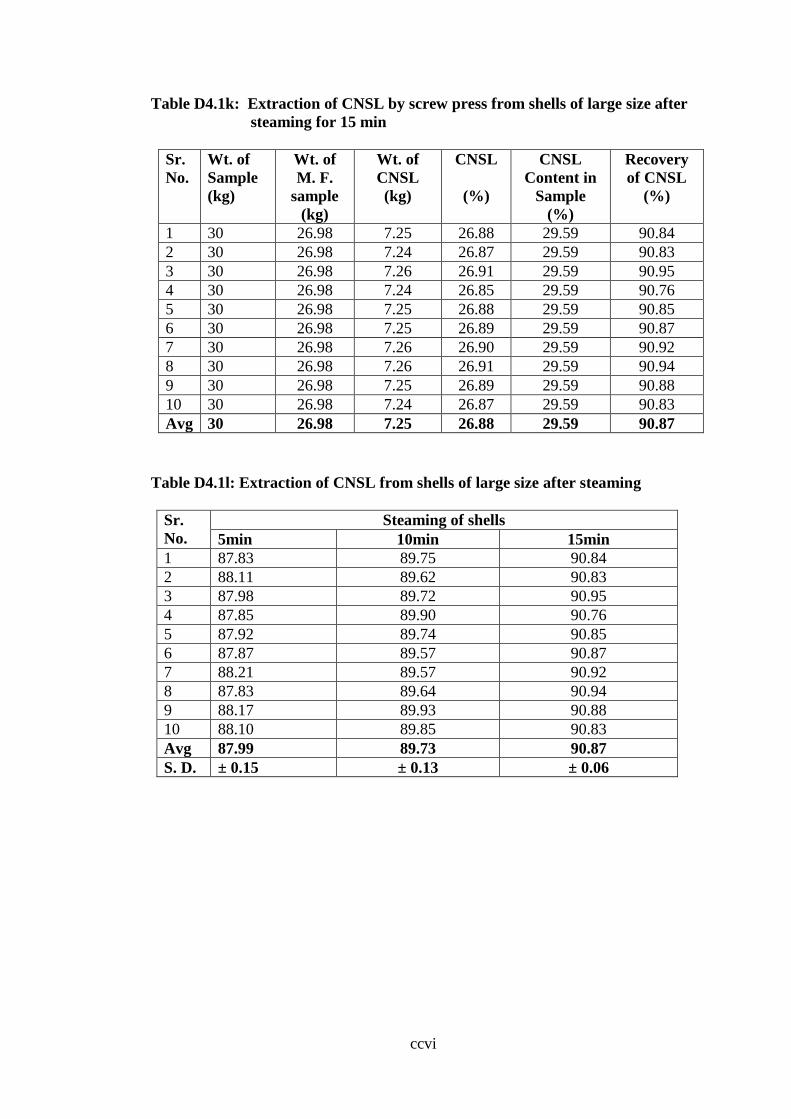
ccvi
Table D4.1k: Extraction of CNSL by screw press from shells of large size after
steaming for 15 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of
M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.25 26.88 29.59 90.84
2 30 26.98 7.24 26.87 29.59 90.83
3 30 26.98 7.26 26.91 29.59 90.95
4 30 26.98 7.24 26.85 29.59 90.76
5 30 26.98 7.25 26.88 29.59 90.85
6 30 26.98 7.25 26.89 29.59 90.87
7 30 26.98 7.26 26.90 29.59 90.92
8 30 26.98 7.26 26.91 29.59 90.94
9 30 26.98 7.25 26.89 29.59 90.88
10 30 26.98 7.24 26.87 29.59 90.83
Avg 30 26.98 7.25 26.88 29.59 90.87
Table D4.1l: Extraction of CNSL from shells of large size after steaming
Sr.
No.
Steaming of shells
5min 10min 15min
1 87.83 89.75 90.84
2 88.11 89.62 90.83
3 87.98 89.72 90.95
4 87.85 89.90 90.76
5 87.92 89.74 90.85
6 87.87 89.57 90.87
7 88.21 89.57 90.92
8 87.83 89.64 90.94
9 88.17 89.93 90.88
10 88.10 89.85 90.83
Avg 87.99 89.73 90.87
S. D. ± 0.15 ± 0.13 ± 0.06

ccvii
Table D4.1m: Extraction of CNSL by screw press from shells of control sample
after
steaming for 5 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 6.85 25.40 29.59 85.84
2 30 26.98 6.85 25.39 29.59 85.83
3 30 26.98 6.84 25.37 29.59 85.75
4 30 26.98 6.84 25.37 29.59 85.76
5 30 26.98 6.84 25.38 29.59 85.80
6 30 26.98 6.84 25.37 29.59 85.77
7 30 26.98 6.84 25.36 29.59 85.72
8 30 26.98 6.83 25.34 29.59 85.64
9 30 26.98 6.84 25.38 29.59 85.78
10 30 26.98 6.85 25.39 29.59 85.83
Avg 30 26.98 6.84 25.38 29.59 85.77
Table D4.1n: Extraction of CNSL by screw press from shells of control sample
after
steaming for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 6.93 25.70 29.59 86.84
2 30 26.98 6.93 25.69 29.59 86.83
3 30 26.98 6.94 25.73 29.59 86.95
4 30 26.98 6.94 25.73 29.59 86.96
5 30 26.98 6.93 25.68 29.59 86.80
6 30 26.98 6.94 25.73 29.59 86.97
7 30 26.98 6.94 25.72 29.59 86.92
8 30 26.98 6.94 25.73 29.59 86.94
9 30 26.98 6.94 25.74 29.59 86.98
10 30 26.98 6.94 25.72 29.59 86.93
Avg 30 26.98 6.94 25.72 29.59 86.91

ccviii
Table D4.1o: Extraction of CNSL by screw press from shells of control sample
after
steaming for 15 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.09 26.29 29.59 88.84
2 30 26.98 7.09 26.28 29.59 88.83
3 30 26.98 7.09 26.26 29.59 88.75
4 30 26.98 7.09 26.26 29.59 88.76
5 30 26.98 7.09 26.29 29.59 88.85
6 30 26.98 7.09 26.28 29.59 88.8
7 30 26.98 7.07 26.22 29.59 88.62
8 30 26.98 7.06 26.17 29.59 88.44
9 30 26.98 7.02 26.00 29.59 87.88
10 30 26.98 7.09 26.28 29.59 88.83
Avg 30 26.98 7.08 26.23 29.59 88.66
Table D4.1p: Extraction of CNSL from control sample of shells after steaming
Sr.
No.
Steaming of shells
5min 10min 15min
1 85.84 86.84 88.84
2 85.83 86.83 88.83
3 85.75 86.95 88.75
4 85.76 86.96 88.76
5 85.80 86.80 88.85
6 85.77 86.97 88.80
7 85.72 86.92 88.62
8 85.64 86.94 88.44
9 85.78 86.98 87.88
10 85.83 86.93 88.83
Avg 85.77 86.91 88.66
S. D. ± 0.06 ± 0.30 ± 0.06
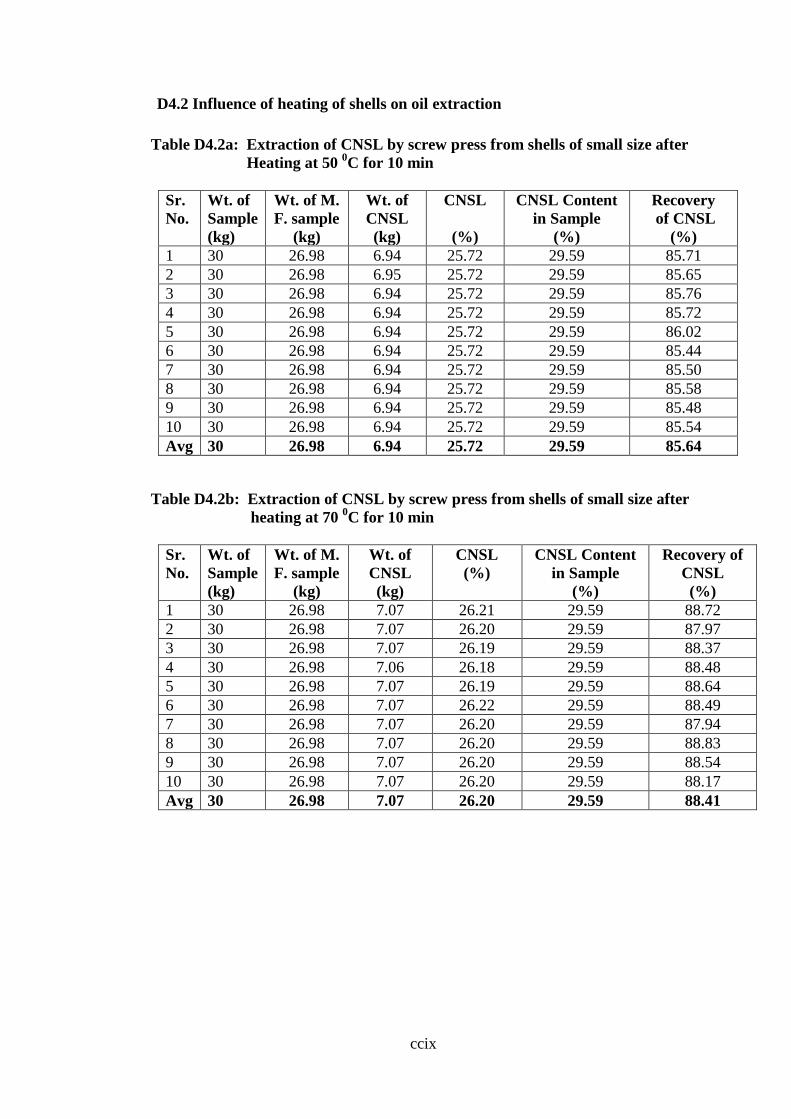
ccix
D4.2 Influence of heating of shells on oil extraction
Table D4.2a: Extraction of CNSL by screw press from shells of small size after
Heating at 50 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 6.94 25.72 29.59 85.71
2 30 26.98 6.95 25.72 29.59 85.65
3 30 26.98 6.94 25.72 29.59 85.76
4 30 26.98 6.94 25.72 29.59 85.72
5 30 26.98 6.94 25.72 29.59 86.02
6 30 26.98 6.94 25.72 29.59 85.44
7 30 26.98 6.94 25.72 29.59 85.50
8 30 26.98 6.94 25.72 29.59 85.58
9 30 26.98 6.94 25.72 29.59 85.48
10 30 26.98 6.94 25.72 29.59 85.54
Avg 30 26.98 6.94 25.72 29.59 85.64
Table D4.2b: Extraction of CNSL by screw press from shells of small size after
heating at 70 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.07 26.21 29.59 88.72
2 30 26.98 7.07 26.20 29.59 87.97
3 30 26.98 7.07 26.19 29.59 88.37
4 30 26.98 7.06 26.18 29.59 88.48
5 30 26.98 7.07 26.19 29.59 88.64
6 30 26.98 7.07 26.22 29.59 88.49
7 30 26.98 7.07 26.20 29.59 87.94
8 30 26.98 7.07 26.20 29.59 88.83
9 30 26.98 7.07 26.20 29.59 88.54
10 30 26.98 7.07 26.20 29.59 88.17
Avg 30 26.98 7.07 26.20 29.59 88.41
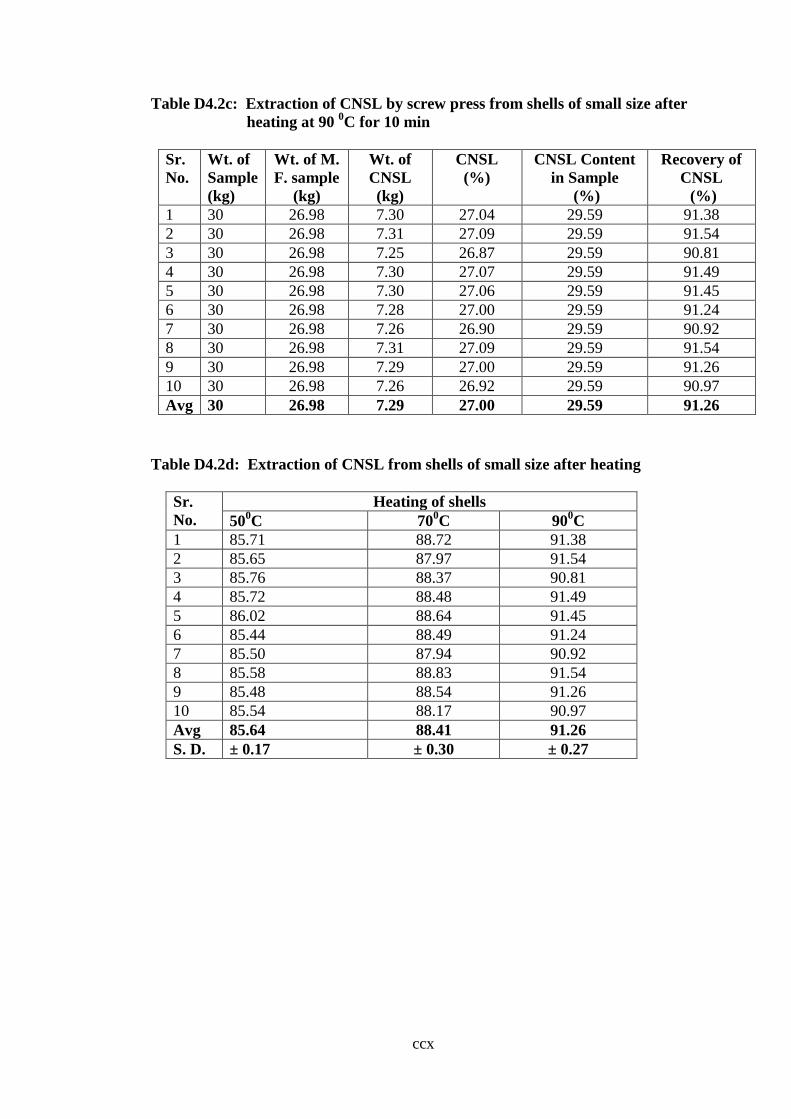
ccx
Table D4.2c: Extraction of CNSL by screw press from shells of small size after
heating at 90 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.30 27.04 29.59 91.38
2 30 26.98 7.31 27.09 29.59 91.54
3 30 26.98 7.25 26.87 29.59 90.81
4 30 26.98 7.30 27.07 29.59 91.49
5 30 26.98 7.30 27.06 29.59 91.45
6 30 26.98 7.28 27.00 29.59 91.24
7 30 26.98 7.26 26.90 29.59 90.92
8 30 26.98 7.31 27.09 29.59 91.54
9 30 26.98 7.29 27.00 29.59 91.26
10 30 26.98 7.26 26.92 29.59 90.97
Avg 30 26.98 7.29 27.00 29.59 91.26
Table D4.2d: Extraction of CNSL from shells of small size after heating
Sr.
No.
Heating of shells
500C 70
0C 90
0C
1 85.71 88.72 91.38
2 85.65 87.97 91.54
3 85.76 88.37 90.81
4 85.72 88.48 91.49
5 86.02 88.64 91.45
6 85.44 88.49 91.24
7 85.50 87.94 90.92
8 85.58 88.83 91.54
9 85.48 88.54 91.26
10 85.54 88.17 90.97
Avg 85.64 88.41 91.26
S. D. ± 0.17 ± 0.30 ± 0.27
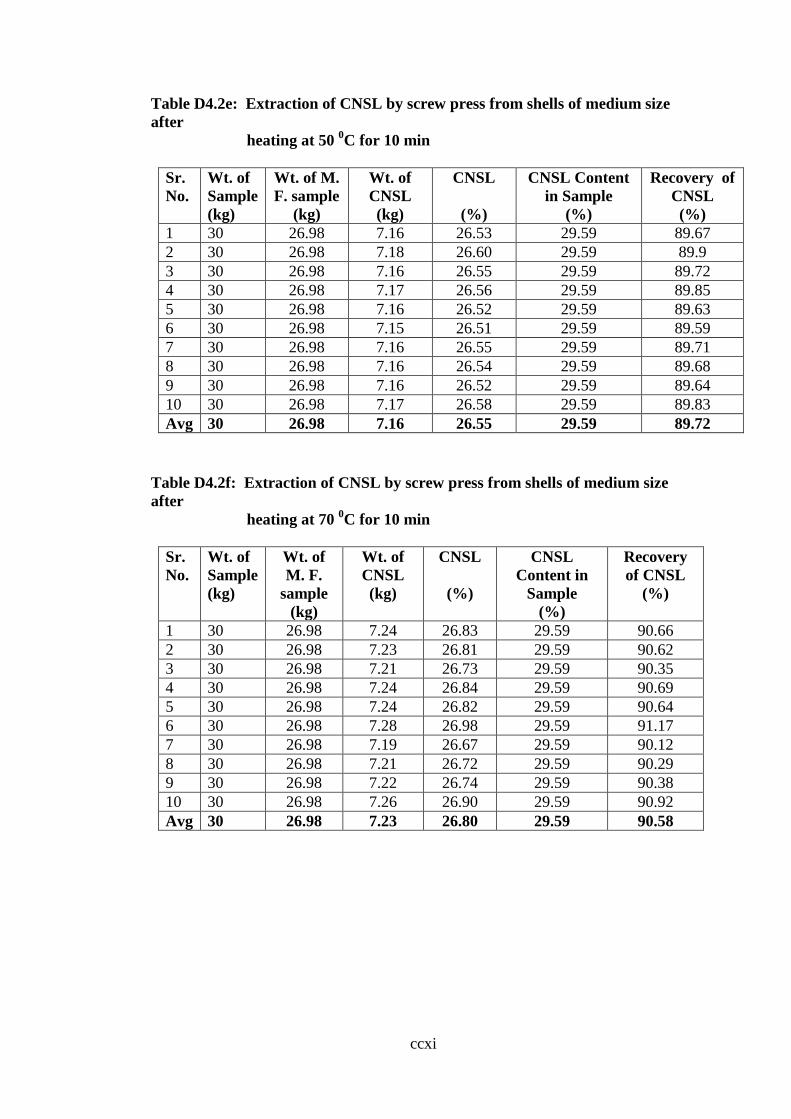
ccxi
Table D4.2e: Extraction of CNSL by screw press from shells of medium size
after
heating at 50 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.16 26.53 29.59 89.67
2 30 26.98 7.18 26.60 29.59 89.9
3 30 26.98 7.16 26.55 29.59 89.72
4 30 26.98 7.17 26.56 29.59 89.85
5 30 26.98 7.16 26.52 29.59 89.63
6 30 26.98 7.15 26.51 29.59 89.59
7 30 26.98 7.16 26.55 29.59 89.71
8 30 26.98 7.16 26.54 29.59 89.68
9 30 26.98 7.16 26.52 29.59 89.64
10 30 26.98 7.17 26.58 29.59 89.83
Avg 30 26.98 7.16 26.55 29.59 89.72
Table D4.2f: Extraction of CNSL by screw press from shells of medium size
after
heating at 70 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of
M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.24 26.83 29.59 90.66
2 30 26.98 7.23 26.81 29.59 90.62
3 30 26.98 7.21 26.73 29.59 90.35
4 30 26.98 7.24 26.84 29.59 90.69
5 30 26.98 7.24 26.82 29.59 90.64
6 30 26.98 7.28 26.98 29.59 91.17
7 30 26.98 7.19 26.67 29.59 90.12
8 30 26.98 7.21 26.72 29.59 90.29
9 30 26.98 7.22 26.74 29.59 90.38
10 30 26.98 7.26 26.90 29.59 90.92
Avg 30 26.98 7.23 26.80 29.59 90.58
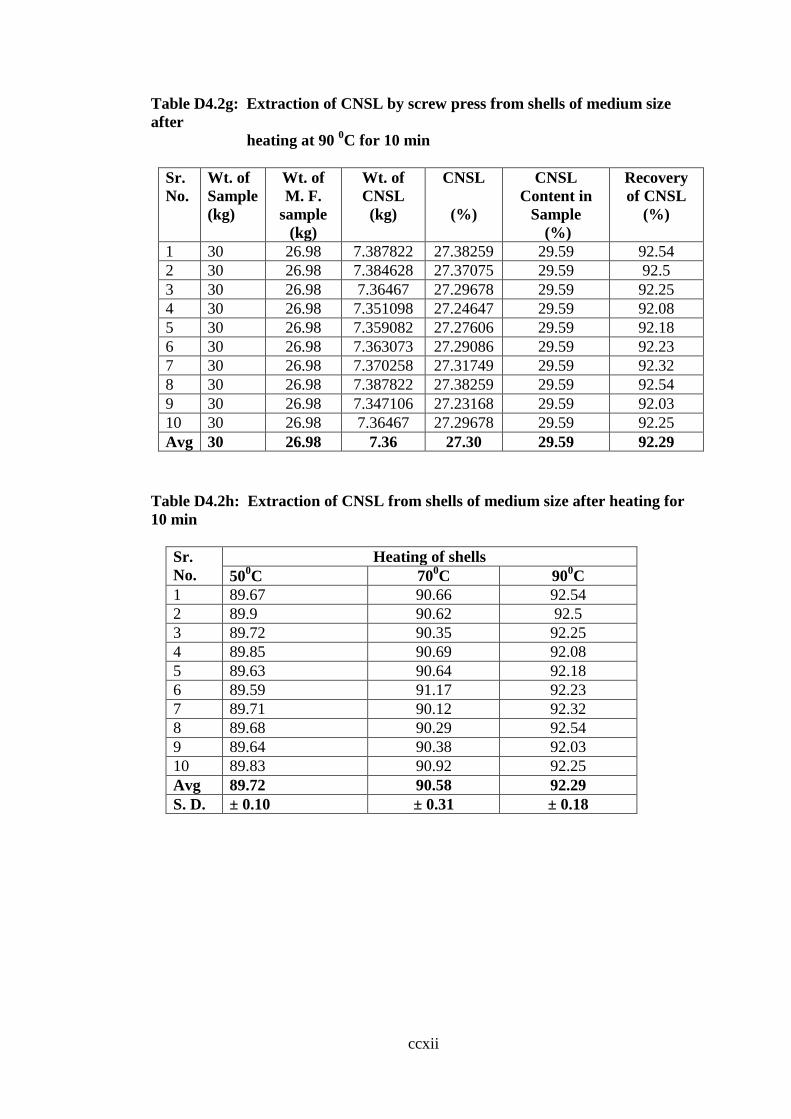
ccxii
Table D4.2g: Extraction of CNSL by screw press from shells of medium size
after
heating at 90 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of
M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.387822 27.38259 29.59 92.54
2 30 26.98 7.384628 27.37075 29.59 92.5
3 30 26.98 7.36467 27.29678 29.59 92.25
4 30 26.98 7.351098 27.24647 29.59 92.08
5 30 26.98 7.359082 27.27606 29.59 92.18
6 30 26.98 7.363073 27.29086 29.59 92.23
7 30 26.98 7.370258 27.31749 29.59 92.32
8 30 26.98 7.387822 27.38259 29.59 92.54
9 30 26.98 7.347106 27.23168 29.59 92.03
10 30 26.98 7.36467 27.29678 29.59 92.25
Avg 30 26.98 7.36 27.30 29.59 92.29
Table D4.2h: Extraction of CNSL from shells of medium size after heating for
10 min
Sr.
No.
Heating of shells
500C 70
0C 90
0C
1 89.67 90.66 92.54
2 89.9 90.62 92.5
3 89.72 90.35 92.25
4 89.85 90.69 92.08
5 89.63 90.64 92.18
6 89.59 91.17 92.23
7 89.71 90.12 92.32
8 89.68 90.29 92.54
9 89.64 90.38 92.03
10 89.83 90.92 92.25
Avg 89.72 90.58 92.29
S. D. ± 0.10 ± 0.31 ± 0.18

ccxiii
Table D4.2i: Extraction of CNSL by screw press from shells of large size after
heating at 50 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.26 26.90 29.59 90.91
2 30 26.98 7.27 26.95 29.59 91.07
3 30 26.98 7.26 26.89 29.59 90.89
4 30 26.98 7.27 26.95 29.59 91.09
5 30 26.98 7.25 26.87 29.59 90.82
6 30 26.98 7.26 26.90 29.59 90.91
7 30 26.98 7.26 26.90 29.59 90.92
8 30 26.98 7.28 26.99 29.59 91.21
9 30 26.98 7.26 26.92 29.59 90.96
10 30 26.98 7.26 26.89 29.59 90.89
Avg 30 26.98 7.26 26.91 29.59 90.97
Table D4.2j: Extraction of CNSL by screw press from shells of large size after
heating at 70 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.33 27.17 29.59 91.82
2 30 26.98 7.33 27.18 29.59 91.87
3 30 26.98 7.31 27.08 29.59 91.53
4 30 26.98 7.31 27.10 29.59 91.58
5 30 26.98 7.32 27.14 29.59 91.72
6 30 26.98 7.33 27.17 29.59 91.81
7 30 26.98 7.31 27.10 29.59 91.59
8 30 26.98 7.32 27.15 29.59 91.75
9 30 26.98 7.31 27.09 29.59 91.54
10 30 26.98 7.32 27.12 29.59 91.64
Avg 30 26.98 7.31 27.13 29.59 91.69
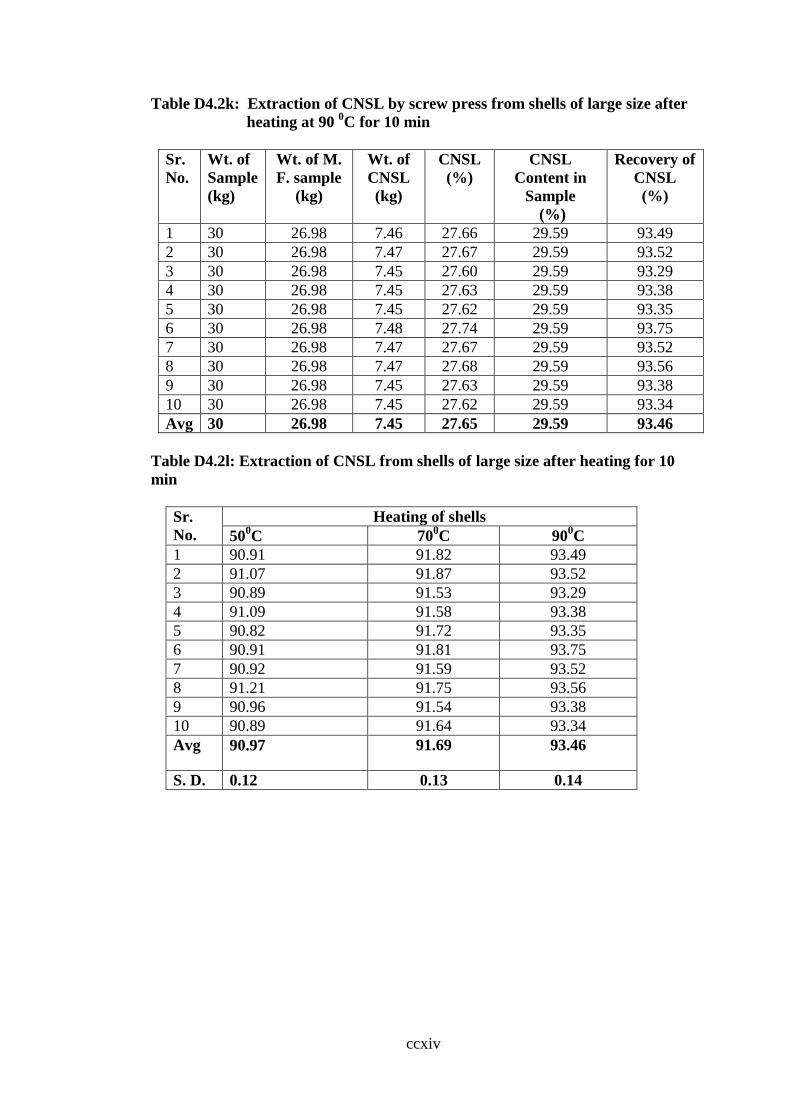
ccxiv
Table D4.2k: Extraction of CNSL by screw press from shells of large size after
heating at 90 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.46 27.66 29.59 93.49
2 30 26.98 7.47 27.67 29.59 93.52
3 30 26.98 7.45 27.60 29.59 93.29
4 30 26.98 7.45 27.63 29.59 93.38
5 30 26.98 7.45 27.62 29.59 93.35
6 30 26.98 7.48 27.74 29.59 93.75
7 30 26.98 7.47 27.67 29.59 93.52
8 30 26.98 7.47 27.68 29.59 93.56
9 30 26.98 7.45 27.63 29.59 93.38
10 30 26.98 7.45 27.62 29.59 93.34
Avg 30 26.98 7.45 27.65 29.59 93.46
Table D4.2l: Extraction of CNSL from shells of large size after heating for 10
min
Sr.
No.
Heating of shells
500C 70
0C 90
0C
1 90.91 91.82 93.49
2 91.07 91.87 93.52
3 90.89 91.53 93.29
4 91.09 91.58 93.38
5 90.82 91.72 93.35
6 90.91 91.81 93.75
7 90.92 91.59 93.52
8 91.21 91.75 93.56
9 90.96 91.54 93.38
10 90.89 91.64 93.34
Avg 90.97 91.69 93.46
S. D. 0.12 0.13 0.14
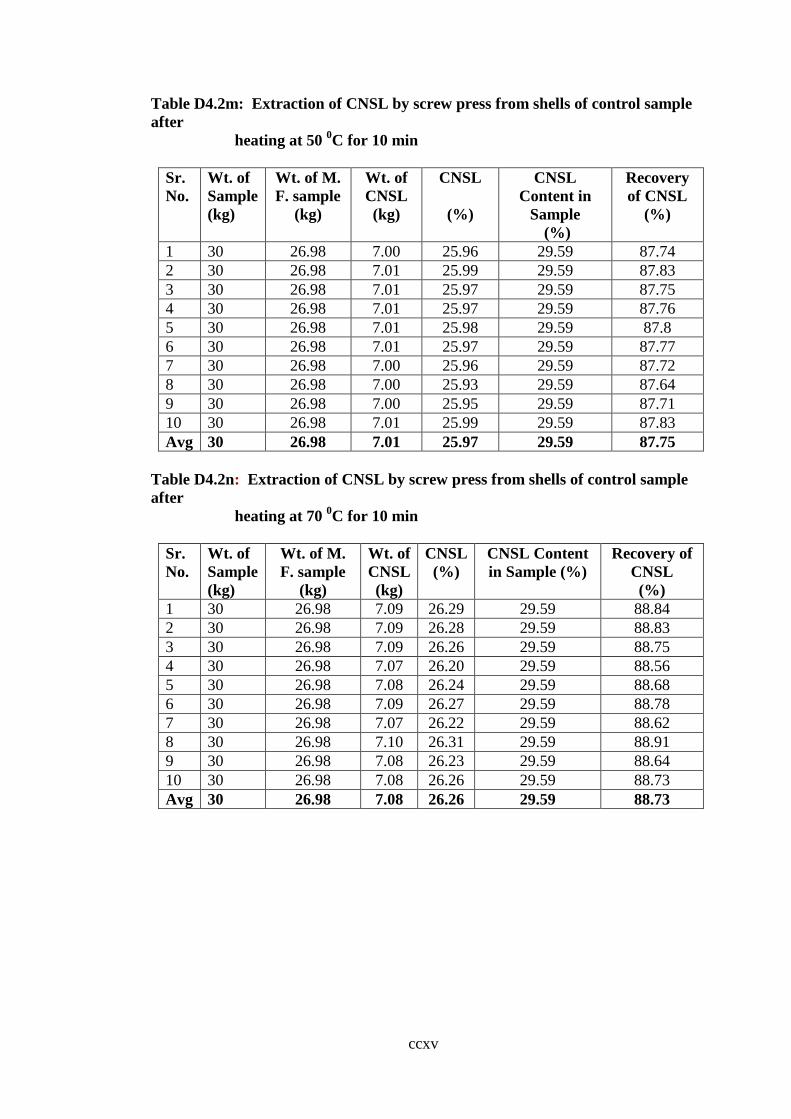
ccxv
Table D4.2m: Extraction of CNSL by screw press from shells of control sample
after
heating at 50 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL
Content in
Sample
(%)
Recovery
of CNSL
(%)
1 30 26.98 7.00 25.96 29.59 87.74
2 30 26.98 7.01 25.99 29.59 87.83
3 30 26.98 7.01 25.97 29.59 87.75
4 30 26.98 7.01 25.97 29.59 87.76
5 30 26.98 7.01 25.98 29.59 87.8
6 30 26.98 7.01 25.97 29.59 87.77
7 30 26.98 7.00 25.96 29.59 87.72
8 30 26.98 7.00 25.93 29.59 87.64
9 30 26.98 7.00 25.95 29.59 87.71
10 30 26.98 7.01 25.99 29.59 87.83
Avg 30 26.98 7.01 25.97 29.59 87.75
Table D4.2n: Extraction of CNSL by screw press from shells of control sample
after
heating at 70 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M.
F. sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample (%)
Recovery of
CNSL
(%)
1 30 26.98 7.09 26.29 29.59 88.84
2 30 26.98 7.09 26.28 29.59 88.83
3 30 26.98 7.09 26.26 29.59 88.75
4 30 26.98 7.07 26.20 29.59 88.56
5 30 26.98 7.08 26.24 29.59 88.68
6 30 26.98 7.09 26.27 29.59 88.78
7 30 26.98 7.07 26.22 29.59 88.62
8 30 26.98 7.10 26.31 29.59 88.91
9 30 26.98 7.08 26.23 29.59 88.64
10 30 26.98 7.08 26.26 29.59 88.73
Avg 30 26.98 7.08 26.26 29.59 88.73

ccxvi
Table D4.2o: Extraction of CNSL by screw press from shells of control sample
after
heating at 90 0C for 10 min
Sr.
No.
Wt. of
Sample
(kg)
Wt. of M. F.
sample
(kg)
Wt. of
CNSL
(kg)
CNSL
(%)
CNSL Content
in Sample
(%)
Recovery of
CNSL
(%)
1 30 26.98 7.23 26.79 29.59 90.54
2 30 26.98 7.22 26.77 29.59 90.48
3 30 26.98 7.24 26.85 29.59 90.75
4 30 26.98 7.21 26.74 29.59 90.36
5 30 26.98 7.22 26.75 29.59 90.39
6 30 26.98 7.22 26.77 29.59 90.48
7 30 26.98 7.23 26.81 29.59 90.62
8 30 26.98 7.22 26.76 29.59 90.44
9 30 26.98 7.22 26.74 29.59 90.38
10 30 26.98 7.23 26.79 29.59 90.53
Avg 30 26.98 7.22 26.78 29.59 90.50
Table D4.2p: Extraction of CNSL from control sample of shells after heating
Sr.
No.
Heating of shells
500C 70
0C 90
0C
1 87.74 88.84 90.54
2 87.83 88.83 90.48
3 87.75 88.75 90.75
4 87.76 88.56 90.36
5 87.8 88.68 90.39
6 87.77 88.78 90.48
7 87.72 88.62 90.62
8 87.64 88.91 90.44
9 87.71 88.64 90.38
10 87.83 88.73 90.53
Avg 87.75 88.73 90.50
S. D. ± 0.06 ± 0.11 ± 0.12
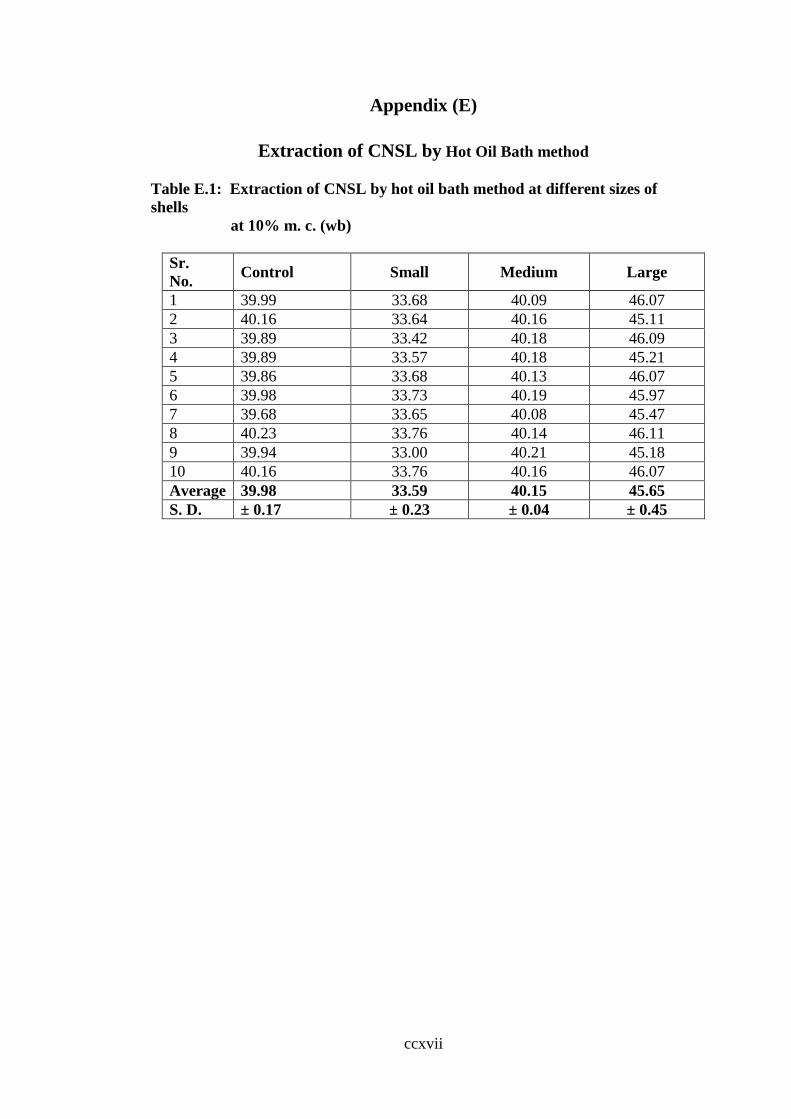
ccxvii
Appendix (E)
Extraction of CNSL by Hot Oil Bath method
Table E.1: Extraction of CNSL by hot oil bath method at different sizes of
shells
at 10% m. c. (wb)
Sr.
No. Control Small Medium Large
1 39.99 33.68 40.09 46.07
2 40.16 33.64 40.16 45.11
3 39.89 33.42 40.18 46.09
4 39.89 33.57 40.18 45.21
5 39.86 33.68 40.13 46.07
6 39.98 33.73 40.19 45.97
7 39.68 33.65 40.08 45.47
8 40.23 33.76 40.14 46.11
9 39.94 33.00 40.21 45.18
10 40.16 33.76 40.16 46.07
Average 39.98 33.59 40.15 45.65
S. D. ± 0.17 ± 0.23 ± 0.04 ± 0.45
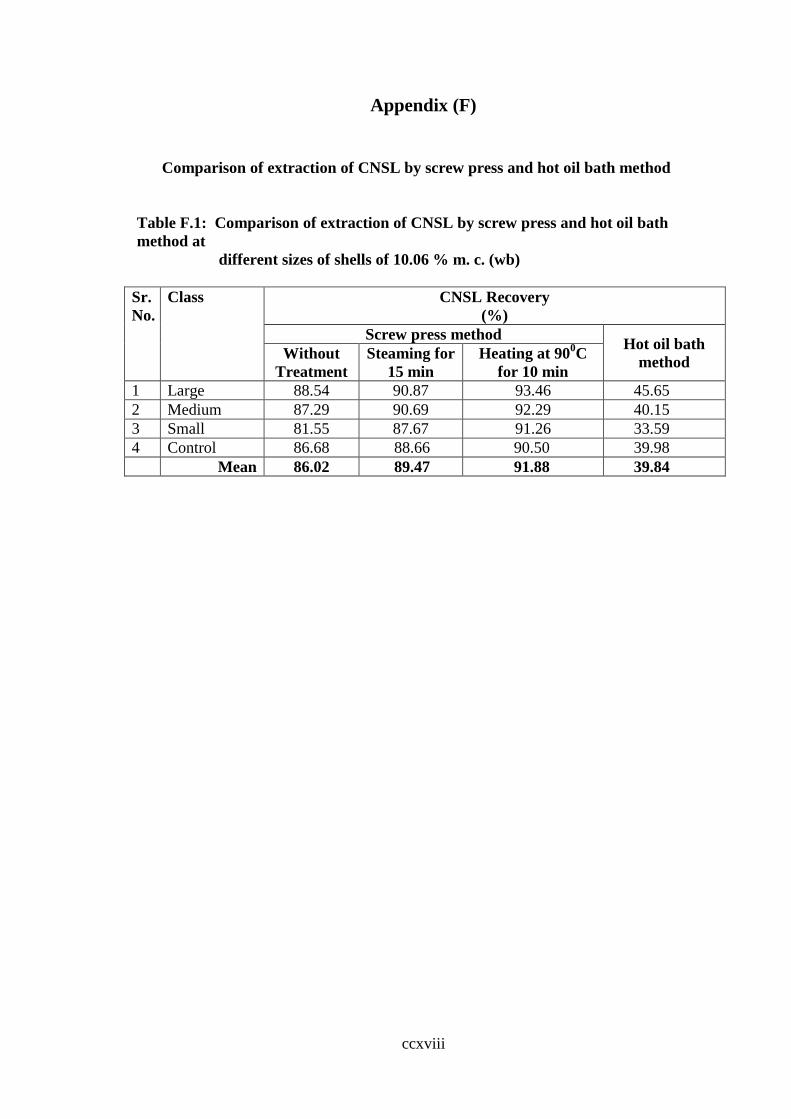
ccxviii
Appendix (F)
Comparison of extraction of CNSL by screw press and hot oil bath method
Table F.1: Comparison of extraction of CNSL by screw press and hot oil bath
method at
different sizes of shells of 10.06 % m. c. (wb)
Sr.
No.
Class CNSL Recovery
(%)
Screw press method Hot oil bath
method Without
Treatment
Steaming for
15 min
Heating at 900C
for 10 min
1 Large 88.54 90.87 93.46 45.65
2 Medium 87.29 90.69 92.29 40.15
3 Small 81.55 87.67 91.26 33.59
4 Control 86.68 88.66 90.50 39.98
Mean 86.02 89.47 91.88 39.84

ccxix
Appendix (G)
Quality of CNSL
G-1 pH of CNSL
Table G-1 pH value of CNSL extracted by screw press method and hot
oil bath method
Sr.
No.
87. pH value
CNSL extracted
by screw press
Heated CNSL
extracted by
screw press
88. CNSL
extracted by
89. Hot oil bath
method
1 3.13 4.95 6.91
2 3.12 4.94 6.90
3 3.15 4.93 6.92
4 3.14 4.95 6.91
5 3.15 4.94 6.91
6 3.16 4.93 6.92
7 3.15 4.93 6.93
8 3.14 4.93 6.90
9 3.17 4.94 6.88
10 3.15 4.93 6.89
90. Average 3.15 4.94 6.91
91. S. D. 0.01 0.01 0.02
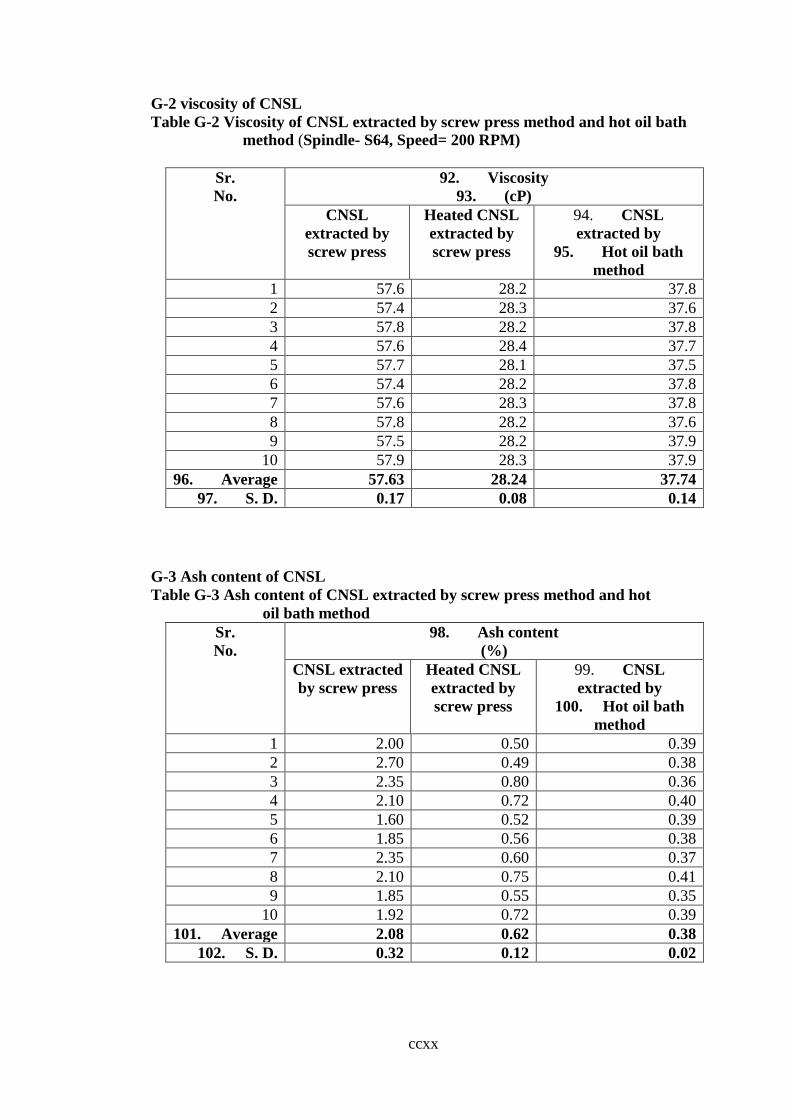
ccxx
G-2 viscosity of CNSL
Table G-2 Viscosity of CNSL extracted by screw press method and hot oil bath
method (Spindle- S64, Speed= 200 RPM)
Sr.
No.
92. Viscosity
93. (cP)
CNSL
extracted by
screw press
Heated CNSL
extracted by
screw press
94. CNSL
extracted by
95. Hot oil bath
method
1 57.6 28.2 37.8
2 57.4 28.3 37.6
3 57.8 28.2 37.8
4 57.6 28.4 37.7
5 57.7 28.1 37.5
6 57.4 28.2 37.8
7 57.6 28.3 37.8
8 57.8 28.2 37.6
9 57.5 28.2 37.9
10 57.9 28.3 37.9
96. Average 57.63 28.24 37.74
97. S. D. 0.17 0.08 0.14
G-3 Ash content of CNSL
Table G-3 Ash content of CNSL extracted by screw press method and hot
oil bath method
Sr.
No.
98. Ash content
(%)
CNSL extracted
by screw press
Heated CNSL
extracted by
screw press
99. CNSL
extracted by
100. Hot oil bath
method
1 2.00 0.50 0.39
2 2.70 0.49 0.38
3 2.35 0.80 0.36
4 2.10 0.72 0.40
5 1.60 0.52 0.39
6 1.85 0.56 0.38
7 2.35 0.60 0.37
8 2.10 0.75 0.41
9 1.85 0.55 0.35
10 1.92 0.72 0.39
101. Average 2.08 0.62 0.38
102. S. D. 0.32 0.12 0.02
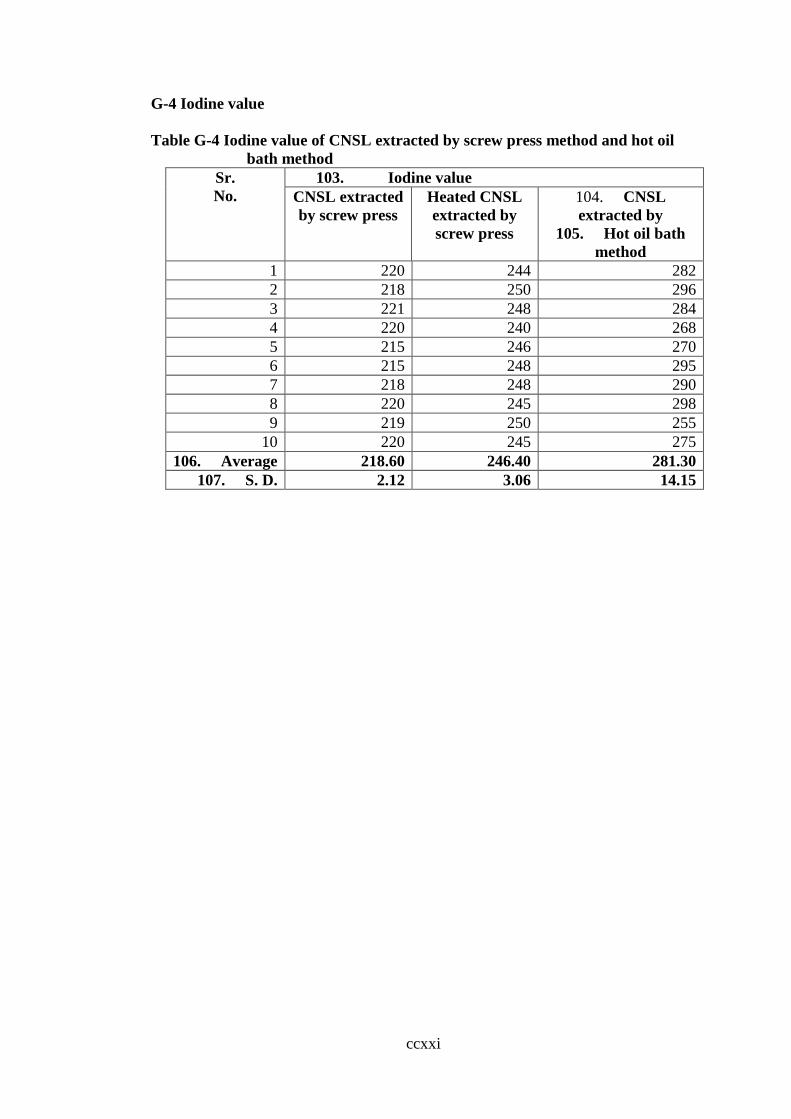
ccxxi
G-4 Iodine value
Table G-4 Iodine value of CNSL extracted by screw press method and hot oil
bath method
Sr.
No.
103. Iodine value
CNSL extracted
by screw press
Heated CNSL
extracted by
screw press
104. CNSL
extracted by
105. Hot oil bath
method
1 220 244 282
2 218 250 296
3 221 248 284
4 220 240 268
5 215 246 270
6 215 248 295
7 218 248 290
8 220 245 298
9 219 250 255
10 220 245 275
106. Average 218.60 246.40 281.30
107. S. D. 2.12 3.06 14.15
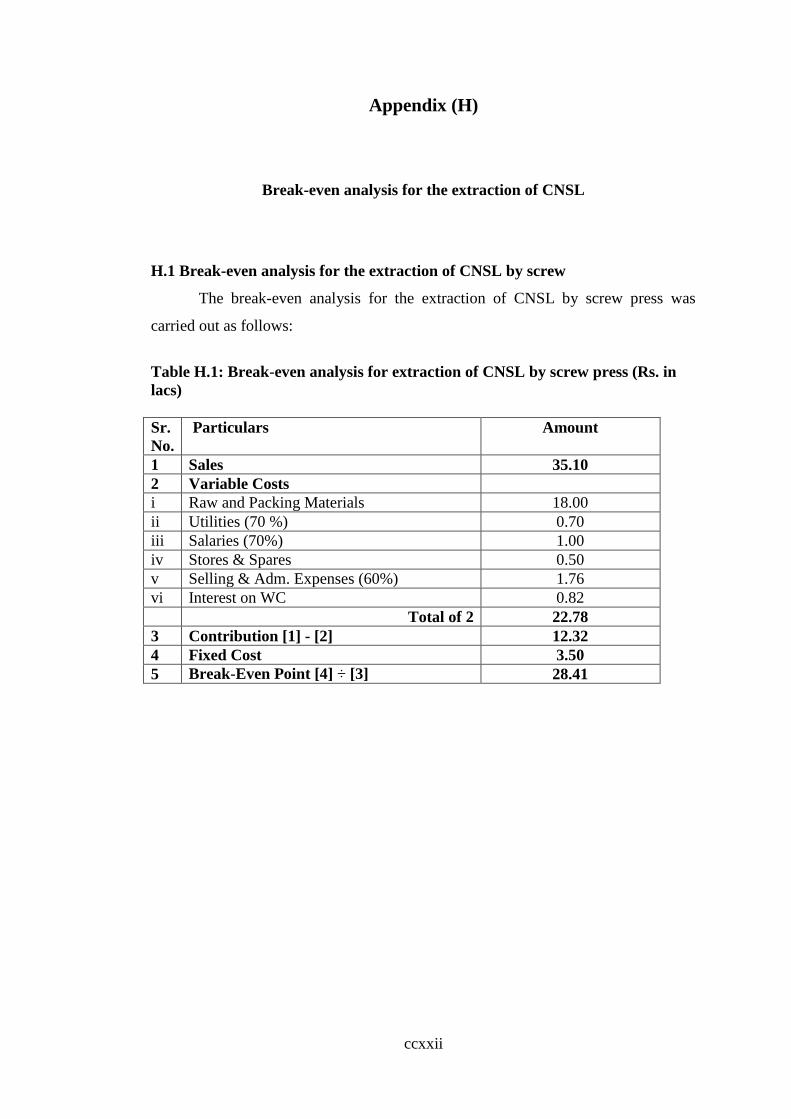
ccxxii
Appendix (H)
Break-even analysis for the extraction of CNSL
H.1 Break-even analysis for the extraction of CNSL by screw
The break-even analysis for the extraction of CNSL by screw press was
carried out as follows:
Table H.1: Break-even analysis for extraction of CNSL by screw press (Rs. in
lacs)
Sr.
No.
Particulars Amount
1 Sales 35.10
2 Variable Costs
i Raw and Packing Materials 18.00
ii Utilities (70 %) 0.70
iii Salaries (70%) 1.00
iv Stores & Spares 0.50
v Selling & Adm. Expenses (60%) 1.76
vi Interest on WC 0.82
Total of 2 22.78
3 Contribution [1] - [2] 12.32
4 Fixed Cost 3.50
5 Break-Even Point [4] ÷ [3] 28.41
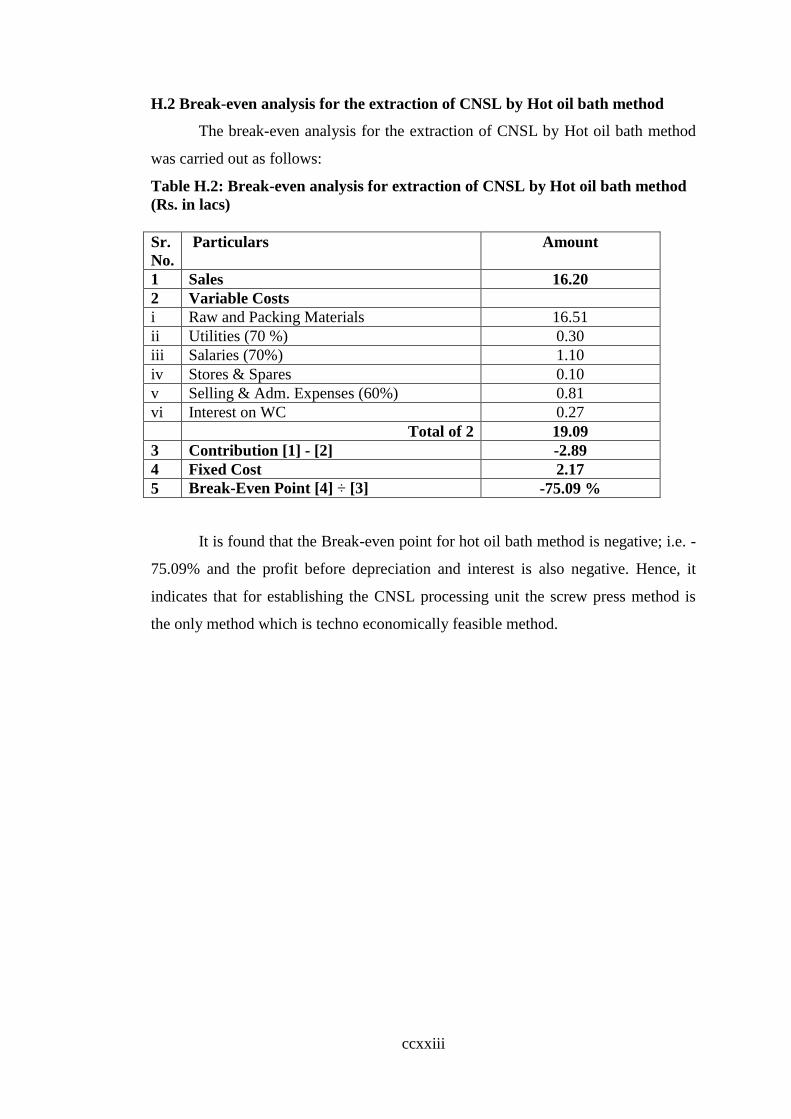
ccxxiii
H.2 Break-even analysis for the extraction of CNSL by Hot oil bath method
The break-even analysis for the extraction of CNSL by Hot oil bath method
was carried out as follows:
Table H.2: Break-even analysis for extraction of CNSL by Hot oil bath method
(Rs. in lacs)
Sr.
No.
Particulars Amount
1 Sales 16.20
2 Variable Costs
i Raw and Packing Materials 16.51
ii Utilities (70 %) 0.30
iii Salaries (70%) 1.10
iv Stores & Spares 0.10
v Selling & Adm. Expenses (60%) 0.81
vi Interest on WC 0.27
Total of 2 19.09
3 Contribution [1] - [2] -2.89
4 Fixed Cost 2.17
5 Break-Even Point [4] ÷ [3] -75.09 %
It is found that the Break-even point for hot oil bath method is negative; i.e. -
75.09% and the profit before depreciation and interest is also negative. Hence, it
indicates that for establishing the CNSL processing unit the screw press method is
the only method which is techno economically feasible method.

ccxxiv
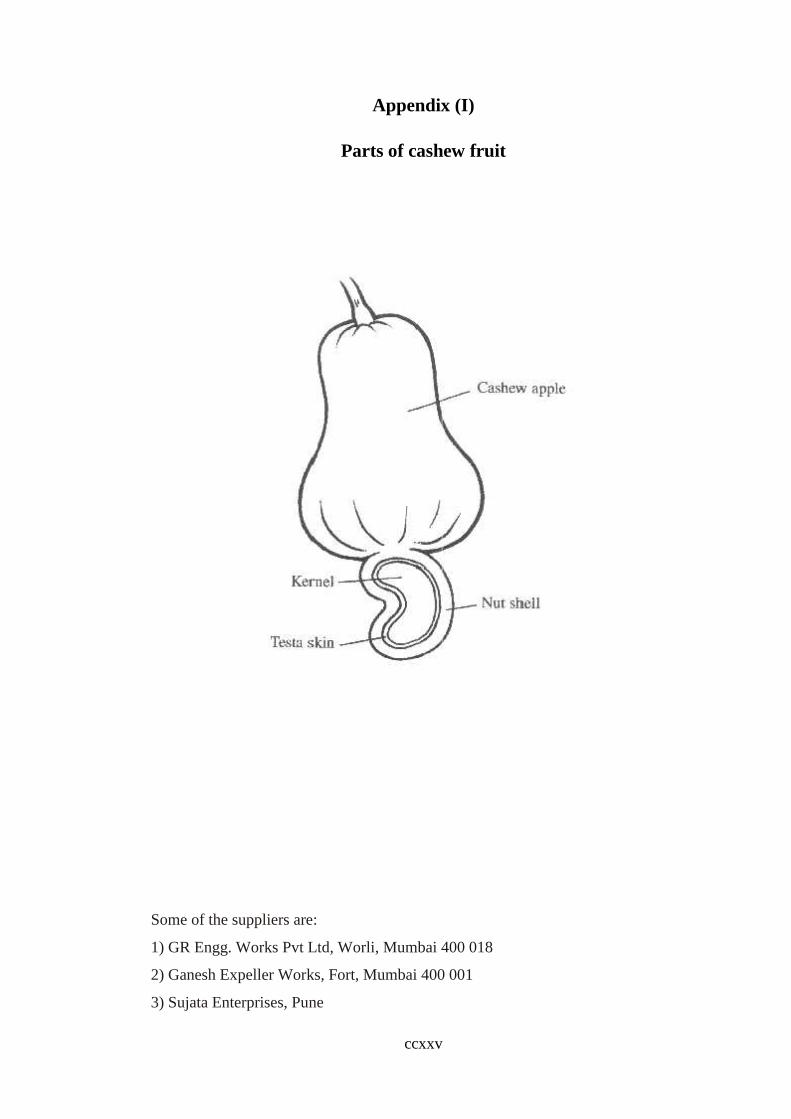
ccxxv
Appendix (I)
Parts of cashew fruit
Some of the suppliers are:
1) GR Engg. Works Pvt Ltd, Worli, Mumbai 400 018
2) Ganesh Expeller Works, Fort, Mumbai 400 001
3) Sujata Enterprises, Pune

ccxxvi