techniques for the phase separation of hydrolysed yeast
TRANSCRIPT

Research36Filtration+Separation October 2005
Yeast (unicellular microorganisms) is animportant source of biochemical substances,and proteins are the main component ofyeast. Saccharomyces cerevisiae and Candidautilis species are produced industrially fordifferent purposes in food and feed-economical branches.
Hydrolysed yeast can be obtained by means ofenzymatic or chemical processes. However, theproduct is a two phase system: the liquid phaseis constituted mainly by soluble amino acidsand peptides, while the solid phase isintegrated by yeast cell membrane fractions.Phase separation is necessary for recoveringbiochemical substances, which can be used tomanufacture several products in thepharmaceutical and cosmetic industries.
In this study we tested three filtrationtechniques in order to find the best way ofphase separating hydrolysed yeast.
A conventional chemically preparedhydrolysed yeast (acid hydrolysis) was used forthe phase separation studies. Its characteristicsare presented in Table 1.
I. Sedimentation (decantation) study
Sedimentation by the action of gravity is themore simple operation for liquid-solidseparation. Furthermore, this techniqueinvolves cheaper equipment. Results ofsedimentation tests carried out byconventional research methods* are shown infigure 1 on page 37. Sedimentation process islow. A constant rate-settling zone during theinitial 20 hours of the process is observed.
After that, the rate of settling decreases andsteadily drops until the ultimate height isreached in about 115 hours.
It appears therefore, that sedimentation isnot a practical nor economical method forhydrolysed yeast phase separation.
II. Filtration method
Constant pressure filtration tests were carriedout in a laboratory filter containing 78.5 cm2
of filtration area.
• Operating pressure drop was achieved bysupplying compressed air to the “upper”part of the filter.
• The filter medium used was anappropriated filter cloth.
• The tests were carried out at pressure dropsof 0.5, 1, 1.5, 2 and 2.5 kg/cm2.
In figure 2 on page 37, filtrate volume is plottedagainst filtration time for the different pressuredrops. Filtration rate decreases as filtrationtime increases at constant pressure drop.
Nevertheless, as pressure drop increases, therate of filtration does not increase appreciably.Slow filtration – even at high pressure drop –could be explained by the particlecharacteristics. They agglutinate, making acompact cake that increases the cakeresistance. These particles must then producea compressible highly-resistant cake.
This fact means that choosing filtration as asuitable separation method is not the bestoption.
III. Centrifugation tests
A Centrifugation study was carried out using alaboratory centrifuge Heraeus Labofuge. The
ania García, José Villar and Mercedes González look at threefiltration and separation techniques in their search for the bestway of producing a phase separation of hydrolysed yeast...
Techniques for thephase separationof hydrolysedyeast
T
Table 1: Physical properties of hydrolysed yeast
Property Average value
Density of liquid phase 1.0718 g/ml
Density of solid phase 1.3872 g/ml
Viscosity of liquid phase 2.14 cp
Particle size (average) 1.4 µm
Solids in suspension 12.37 (w/w)
Solid mass in filtrate volume unit 0.2 g/ml
Research 37Filtration+Separation October 2005
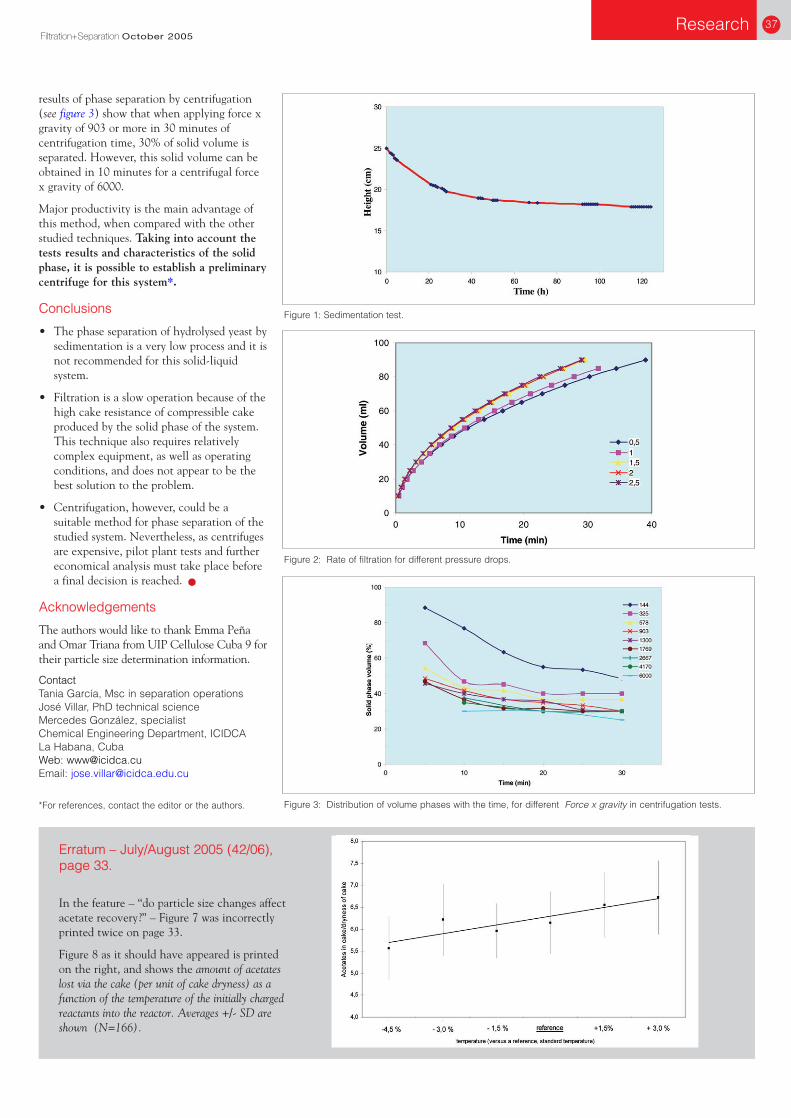
results of phase separation by centrifugation(see figure 3) show that when applying force xgravity of 903 or more in 30 minutes ofcentrifugation time, 30% of solid volume isseparated. However, this solid volume can beobtained in 10 minutes for a centrifugal forcex gravity of 6000.
Major productivity is the main advantage ofthis method, when compared with the otherstudied techniques. Taking into account thetests results and characteristics of the solidphase, it is possible to establish a preliminarycentrifuge for this system*.
Conclusions
• The phase separation of hydrolysed yeast bysedimentation is a very low process and it isnot recommended for this solid-liquidsystem.
• Filtration is a slow operation because of thehigh cake resistance of compressible cakeproduced by the solid phase of the system.This technique also requires relativelycomplex equipment, as well as operatingconditions, and does not appear to be thebest solution to the problem.
• Centrifugation, however, could be asuitable method for phase separation of thestudied system. Nevertheless, as centrifugesare expensive, pilot plant tests and furthereconomical analysis must take place beforea final decision is reached. •
Acknowledgements
The authors would like to thank Emma Peñaand Omar Triana from UIP Cellulose Cuba 9 fortheir particle size determination information.
ContactTania García, Msc in separation operationsJosé Villar, PhD technical scienceMercedes González, specialistChemical Engineering Department, ICIDCALa Habana, CubaWeb: [email protected]: [email protected]
*For references, contact the editor or the authors. Figure 3: Distribution of volume phases with the time, for different Force x gravity in centrifugation tests.
Figure 2: Rate of filtration for different pressure drops.
Figure 1: Sedimentation test.
Erratum – July/August 2005 (42/06),page 33.
In the feature – “do particle size changes affectacetate recovery?” – Figure 7 was incorrectlyprinted twice on page 33.
Figure 8 as it should have appeared is printedon the right, and shows the amount of acetateslost via the cake (per unit of cake dryness) as afunction of the temperature of the initially chargedreactants into the reactor. Averages +/- SD areshown (N=166).