técnica’volumétrica’decompensacióndeerror’para’...
TRANSCRIPT

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Técnica volumétrica de compensación de error para impresoras 3D
C. Cajal(1), J. Santolaria, J. Velazquez, S. Aguado, J.A. Albajez
1) Departamento de Ingeniería de Diseño y Fabricación. Universidad de Zaragoza. [email protected]
RESUMEN
Uno de los principales inconvenientes para la utilización de impresoras 3D en la fabricación de producto final es su falta de precisión y la mala calidad dimensional. En este artículo se propone una técnica volumétrica de compensación de error basada en artefactos patrón. Esta técnica es aplicada a una impresora 3D Objet 350v. Se desarrolla el modelo cinemático de la máquina y sus funciones de error son aproximadas por polinomios de Legendre de orden 3. Como elemento de medición de referencia se utiliza una MMC Zeiss PMC 850 con cabezal de palpado VAST XT. Para materializar los puntos se utilizan alojamientos cónicos que son medidos en modo automático por el sistema de palpado autocentrante. Estas mediciones permiten, a través de un proceso iterativo de optimización, identificar los coeficientes de los polinomios de error del modelo. Tras la fabricación de diversos patrones y piezas de test, los resultados alcanzados son cercanos al 80 % de reducción de error medio en puntos.
Palabras clave: Compensación de error; Volumétrica; Protipado rápido; Impresoras 3D.
ABSTRACT
One of the main disadvantages for the use of 3D printers in final product manufacturing is its lack of precision and poor dimensional accuracy. This paper proposes volumetric error compensation technique based on pattern artifacts. This technique is applied to an Objet 350V 3D printer. It is developed the kinematic model of the machine and its error functions are approximated by Legendre polynomials of order 3. As reference measurement device a Zeiss PMC MMC 850 with VAST XT scanning head is used. To materialize the points conical sockets are used that are measured automatically by a self-‐centering probing system. These measurements allow through an iterative optimization process to identify the coefficients of the polynomials of the error model. After manufacturing various pieces of test patterns, the results achieved are close to 80% reduction in mean error points.
Keywords: Error compensation; Volumetric; Rapid prototyping; 3D printers.
1. Introducción
Las tecnologías utilizadas en las impresoras 3D están evolucionando rápidamente. Cada vez son mejores las prestaciones que estas proporcionan. Esto no es obstáculo para que sean cada vez más asequibles lo cual les permite pasar de entornos empresariales a domésticos. Sin embargo, los resultados que proporcionan no permiten su utilización en productos finales, quedando su utilización principalmente relegada a preseries y prototipos. Como ocurre en las máquinas herramienta, los errores cometidos en las dimensiones y geometrías de las piezas son habitualmente de carácter sistemático, y por lo tanto, susceptibles de ser aminorados mediante técnicas de compensación como la presentada.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
En este trabajo se presenta un método de compensación por software volumétrico. Es aplicado a un modelo concreto de impresora 3D, la impresora Objet Eden 350 V. Se trata de una impresora basada en la tecnología de fotopolimerización UV con una resolución teórica de 16 micrómetros en el eje Z y 42 micrómetros en X e Y para un volumen efectivo 340x340x200 mm .
El método consiste en materializar puntos con una densidad elevada en el volumen de trabajo para luego ser medidos con una MMC (máquina de medir por coordenadas). Estas mediciones sirven para determinar en un proceso de optimización iterativo las 18 funciones en las que se agrupan los errores [1] que comete la impresora. Concretamente se determinan los coeficientes de los polinomios con los que aproximan estos errores.
Los objetivos principales a alcanzar son:
• Diseñar un sistema de materialización de puntos sencillo y que sea muy robusto en el proceso de medición.
• Que sea un sistema barato, es decir que no requiera ni mucho material ni mucho tiempo de fabricación y medición.
• Que sea extrapolable a otras máquinas similares e incluso a otras tecnologías.
2. Modelo Cinemático y compensación de errores
El cabezal de impresión está unido a una guía lineal, esta guía permite que el cabezal se pueda desplazar a lo largo del eje de coordenadas 𝑌. A su vez, el conjunto anterior de cabezal y guía lineal está montado sobre una segunda guía que es perpendicular a la guía anterior. Esta última guía es la que proporciona el movimiento a lo largo del eje de coordenadas 𝑋 del cabezal de impresión, además de estar unida a la bancada de la máquina. Esta primera cadena cinemática formada por el cabezal y las dos guías es la encargada de que el cabezal pueda moverse en un plano 𝑋𝑌 dentro del volumen de trabajo de la impresora. La segunda cadena cinemática está formada por la bandeja de impresión y una tercera guía lineal. La bandeja de impresión está unida a la guía lineal, y esta a su vez está unida a la bancada de la máquina. La guía lineal de esta cadena cinemática permite el desplazamiento de la bandeja de impresión en la dirección normal al plano que forman las guías lineales de la primera cadena cinemática, de esta forma se logra el desplazamiento a lo largo del eje de coordenadas 𝑍.
Figura 1.Ejes de coordenadas y origen de la impresora 3D
La impresora de prototipado rápido puede ser definida como una máquina de tres ejes lineales del tipo ZFXY y por lo tanto según [2] sus errores finales pueden expresarse según las ecuaciones que se exponen a continuación:
𝑋𝑝 = 𝑥 + 𝐸𝑋𝑋 + 𝐸𝑋𝑌 − 𝐸𝑋𝑍 − 𝑦 𝐸𝐶𝑋 − 𝐸𝐶𝑍 + 𝑧 · 𝐸𝐵𝑍
𝑌! = 𝑦 + 𝐸𝑌𝑋 + 𝐸𝑌𝑌 − 𝐸𝑌𝑍 − 𝑥 · 𝐸𝐶𝑍 − 𝑧 · 𝐸𝐴𝑍
𝑍! = −𝑧 + 𝐸𝑍𝑋 + 𝐸𝑍𝑌 − 𝐸𝑍𝑍 + 𝑥 · 𝐸𝐵𝑍 + 𝑦 𝐸𝐴𝑋 − 𝐸𝐴𝑍
𝑋! 𝑟epresenta el valor real en funcion de 𝑥, valor nominal, para los tres ejes, según nomenclatura [3].
Se han realizado las simplificaciones de asimilar los errores de perpendicularidad en los errores de rectitud y establecer el origen de coordenadas en el centro del sistema de impresión.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Puesto que cada pieza a fabricar estará definida según su propio sistema de referencia local se ha de añadir al modelo una matriz de rototraslación que variará según la disposición en la que se fabrique la pieza.
⎥⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡=
××
××
EscaladoaPerspectivTraslaciónRotación
wfpR
T1131
1333 => 3 3 3 1
0 1x xR p
T ⎡ ⎤= ⎢ ⎥⎣ ⎦
En este caso la submatriz de perspectiva es cero y la submatriz de escalado es la identidad.
3. Diseño, fabricación y medición de patrones.
Normalmente se utilizan esferas para materializar, a través de su centro, un único punto en el espacio. Esto requiere el palpado discreto de un elevado número de puntos y tampoco da garantías de estar exento de error. Para ganar en velocidad y aumentar la densidad volumétrica de puntos se han utilizado alojamientos cónicos [4] en las superficies de las piezas. Utilizando un palpador de diámetro 2 mm, el palpado autocentrante consigue medir la intersección del plano con el eje del cono y así de manera altamente fiable medir un único punto.
Figura 2. Diseño de alojamiento y palpado autocentrante
El artificio patrón diseñado se muestra en la Figura 3. Se trata de una pieza que cubre un volumen de 115 x115 x 50 mm con un total de 233 alojamientos cónicos. Está formada por una base plana sobre la que se sustentan 9 pirámides escalonadas de P1 a PC, siendo solo la central completa, PC. Sin ser una distribución completamente homogénea así que se consigue que los puntos cubran la mayor parte del volumen.
Los ejes los marca la esquina superior izquierda de la Figura 3 en la base de la pieza. Siendo las X como las Z positivas y las coordenadas Y negativas siguiendo el mismo sistema de coordenadas que presenta la bandeja de la impresora.
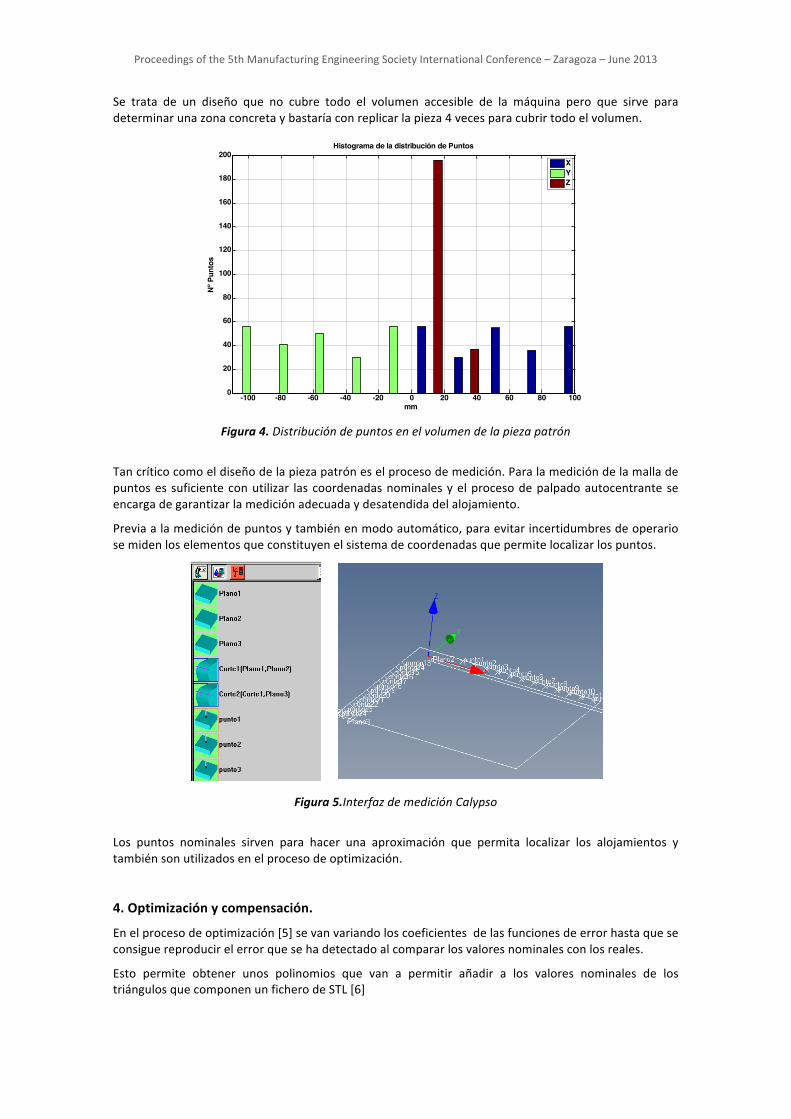
La pieza está diseñada para aumentar la densidad de puntos en Z cercanas a la bandeja que es normalmente la zona dónde se suelen colocar las piezas en la bandeja disminuyendo su densidad según aumenta la coordenada Z. Tal como se aprecia en la Figura 4 las coordenadas X e Y de los puntos están homogéneamente distribuidos, siendo las Y negativas como corresponde al sistema de coordenadas de la máquina que corresponde con la bandeja.
Figura 3. Artefacto patrón para cálculo de coeficientes polinomios de error
Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Se trata de un diseño que no cubre todo el volumen accesible de la máquina pero que sirve para determinar una zona concreta y bastaría con replicar la pieza 4 veces para cubrir todo el volumen.
Figura 4. Distribución de puntos en el volumen de la pieza patrón
Tan crítico como el diseño de la pieza patrón es el proceso de medición. Para la medición de la malla de puntos es suficiente con utilizar las coordenadas nominales y el proceso de palpado autocentrante se encarga de garantizar la medición adecuada y desatendida del alojamiento.
Previa a la medición de puntos y también en modo automático, para evitar incertidumbres de operario se miden los elementos que constituyen el sistema de coordenadas que permite localizar los puntos.
Figura 5.Interfaz de medición Calypso
Los puntos nominales sirven para hacer una aproximación que permita localizar los alojamientos y también son utilizados en el proceso de optimización.
4. Optimización y compensación.
En el proceso de optimización [5] se van variando los coeficientes de las funciones de error hasta que se consigue reproducir el error que se ha detectado al comparar los valores nominales con los reales.
Esto permite obtener unos polinomios que van a permitir añadir a los valores nominales de los triángulos que componen un fichero de STL [6]
-100 -80 -60 -40 -20 0 20 40 60 80 1000
20
40
60
80
100
120
140
160
180
200
mm
Nº P
unto
s
Histograma de la distribución de Puntos
XYZ

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
Figura 6.Vertices del fichero .STL y sus valores corregidos
En la Figura 6 se muestran los vértices y sus valores corregidos para la pieza patrón.
Tras el proceso de optimización se obtienen las funciones de error para cada uno de los 18 errores a través de los coeficientes de sus polinomios. Los polinomios utilizados son de Legendre de orden 3 que algunos autores recomiendan aproximar los errores cometidos en máquina herramienta [7]. Cada error queda expresado por sus 3 coeficientes (el coeficiente de orden cero es proporcional al de orden 2).
𝐸𝑋𝑋 𝑥 = 𝐸𝑋𝑋!" + 𝐸𝑋𝑋!"32𝑥! + 𝐸𝑋𝑋!!
12(5𝑥! − 3)
En el caso de la ecuación mostrada, a modo de ejemplo, corresponde al error de posición en el eje X siendo 𝐸𝑋𝑋!" el coeficiente de orden n de esa función de error
Los coeficientes de la Tabla 1 no tienen que corresponder unívocamente con los errores de la máquina pero sí que son los que globalmente minimizan el error cuadrático medio de los 233 puntos utilizados. Es decir, alguno de los errores puede parecer irreal pero la combinación de la acción de todos ellos representa fielmente el funcionamiento de la impresora.
El valor cuadrático medio ha sido el objetivo de la optimización porque es el que se ha considerado determina de manera más adecuada la calidad de la
Tabla 1. Coeficientes de Legendre calculados en la optimización
a3 a2 a1
EXX 1.14E-‐07 -‐3.28E-‐05 2.51E-‐03
EYX -‐2.30E-‐09 -‐1.46E-‐06 1.09E-‐04
EZX 9.50E-‐09 -‐1.54E-‐06 1.53E-‐04
EAX -‐1.37E-‐05 2.91E-‐03 1.10E-‐02
EBX -‐3.59E-‐04 -‐5.47E-‐04 -‐2.38E-‐04
ECX 2.38E-‐05 -‐4.79E-‐03 -‐6.00E-‐03
EYY 1.75E-‐07 4.64E-‐05 3.24E-‐03
EXY 6.27E-‐08 1.65E-‐05 4.97E-‐04
EZY 2.87E-‐08 5.42E-‐06 8.83E-‐05
a3 a2 a1
EAY 5.70E-‐04 -‐1.18E-‐04 -‐2.47E-‐04
EBY 4.46E-‐04 -‐7.09E-‐04 -‐3.82E-‐04
ECY 1.74E-‐03 3.89E-‐04 5.24E-‐04
EZZ -‐1.26E-‐06 6.79E-‐05 -‐7.77E-‐04
EXZ -‐8.66E-‐07 4.40E-‐05 -‐7.04E-‐04
EYZ -‐1.30E-‐07 -‐7.03E-‐07 6.32E-‐04
EAZ -‐2.54E-‐03 1.16E-‐01 6.40E-‐03
EBZ -‐8.95E-‐04 6.58E-‐02 3.26E-‐03
ECZ -‐5.58E-‐04 4.19E-‐02 4.78E-‐03

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
En la Figura 7 se muestran simultáneamente el error medido y el corregido que es calculado al final de la optimización. Como puede observarse ambos son muy similares tanto en orientación como en módulo.
Figura 7.Comparativa error real y corregido por la optimización
La discrepancia entre ambos valores es debida a fuentes de error aleatorias y representa el límite teórico al que se enfrenta el método de compensación.
En la representación tridimensional con niveles de color de la Figura 8 se puede observar como aumenta el error según los valores se van alejando del origen llegando a alcanzar para una superficie de 120x120 mm2 valores de 200 micrómetros. A la derecha de la misma figura, una vez compensada la pieza se ve que el error esperable está centrado en cero y apenas supera los 50 micrómetros en su valor máximo. El valor medio del error pasa de 120 micrómetros iniciales a 20 micrómetros.
Figura 8.Modulo del error según posición X,Y. Izquierda antes, Derecha después de la corrección
Las figuras mostradas representan los valores teóricos del proceso de compensación los cuales han de verse reflejados con los valores reales de volver a fabricar la pieza previa compensación de su fichero STL.

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
5. Análisis de resultados
Una vez fabricada la pieza compensada, puesto que sus valores nominales permanecen constantes, se ha utilizado el mismo programa de medición de la MMC para medir mediante palpado autocentrante cada uno de sus 223 puntos.
Figura 9.Comparativa error en modulo para los puntos de
Se ha aplicado al STL de la pieza Master Volumétrico el modelo de corrección resultando un nuevo fichero STL que se ha utilizado para fabricar la nueva pieza. En la Figura 9 podemos observar el valor del error en distancia respecto al nominal de cada uno de los puntos. En rojo vemos el error inicial que presentan los puntos. En verde tenemos el resultado del proceso de optimización que es en teoría el mejor valor posible.
Como podemos observar el error final tras medir la pieza corregida se ajusta a lo esperado. Siendo exactamente del mismo orden que el error residual resultante de la optimización y como era de esperar de carácter claramente aleatorio.
En la Tabla 2 se puede apreciar una comparativa de los errores medio y máximo.
Resulta muy ilustrativo observar la gran similitud de los errores de la pieza corregida y los teoricos de la pieza incial. Sobre una optimización del 81 % se ha llegado a conseguir un 78 %, lo cual se traduce que el error que presenta en media la pieza fabricada tras la corrección de su STL es de tan solo 28 micrometros lo cual es identico al error aleatorio de fabricación esperado.
Tabla 2. Reducción de error Valor
Inicial Objetivo Valor
Final Mejora (%)
Err Max 0.228 0.053 0.070 69.3 %
Err Medio 0.127 0.025 0.028 78 %
6. Conclusiones
La inclusión de alojamientos cónicos en los artefactos patrón es un método muy acertado para materializar puntos en el espacio. La densidad de puntos es mucho más elevada que con el uso de esferas. El material requerido en la fabricación (principal fuente de coste de las piezas en impresión 3D) es mucho menor. La utilización de palpado desatendido minimiza las fuentes de incertidumbre en el proceso de medición y disminuye los costes [8].
Particularizando al modelo cinemático de cada máquina de fabricación aditiva es muy sencillo implementar esta corrección volumétrica en otras máquinas. Incluso se puede mantener el diseño del artefacto patrón. De hecho, a cualquier tecnología de prototipado rápido puede aplicarse este método

Proceedings of the 5th Manufacturing Engineering Society International Conference – Zaragoza – June 2013
puesto que se ha demostrado que mientras las fuentes de error sean de carácter sistemático su acción combinada puede ser compensada. Simplemente es necesario desarrollar correctamente el modelo cinemático y obtener una densidad de puntos suficiente en el volumen de trabajo.
La impresora 3D cumple con las especificaciones del fabricante pero gracias a este método presentado mejora sus prestaciones significativamente.
7. Referencias
[1] G. Zhang, R. Veale, T. Charlton, B. Borchardt, R. Hocken, Error Compensation of Coordinate Measuring Machines, CIRP Annals -‐ Manufacturing Technology, 34, 1 (1985), pp. 445-‐448.
[2] K. Tong, E.A. Lehtihet, S. Joshi. Parametric Error Modeling and Software Error Compensation for Rapid Prototyping. Rapid Prototyping Journal, 9, 5 (2003), pp. 301-‐313.
[3] UNE 15300-‐1:2000: Máquinas-‐herramienta. Código de verificación de las máquinas-‐herramienta. Parte 1: Precisión geométrica de las máquinas funcionando en vacío o en condiciones de acabado.
[4] E. Trapet, J.J. Aguilar, H. Spaan, J.A. Yagüe, V. Zelený. Self-‐centring probe with parallel kinematics. 3rd International Conference of Euspen, Eindhoven, Holanda, 2002.
[5] S. Aguado, D. Samper, J. Santolaria, J.J. Aguilar. Identification strategy of error parameter in volumetric error compensation of machine tool based on laser tracker measurements. International Journal of Machine tool & Manufacture, 53 (2011), pp. 160-‐169.
[6] 3D Systems, Inc. 1994. SLC File Specification.
[7] K.K. Tan, S. Huang. Geometrical error compensation of machines with significant random errors. ISA Transactions, 44, 1 (2005), pp. 43–53.
[8] ASME B89.4.1:1997. Methods for Performance Evaluation of Coordinate Measuring Machines. American Society of Mechanical Engineers, New York.