the effect of processing condition towards the quality of ... · the effect of processing condition...
TRANSCRIPT
The Effect of Processing Condition towards the
Quality of Snap Fit Samples Using Taguchi
Method
Mohd Hilmi Othman Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein Onn Malaysia
Email: [email protected]
Sulaiman Hassan Department of Manufacturing and Industrial Engineering, Universiti Tun Husein Onn Malaysia
Email: [email protected]
Li Lin Division of Manufacturing Engineering, School of Mechanical & Aerospace Engineering, College of Engineering,
Nanyang Technological University Singapore
Email: [email protected]
Abstract—The objective of this research is to explore the
effects of parameter settings towards the quality of
thermoplastics snap fit samples through practical injection
moulding. The selected parameters in this experiment were
barrel temperature, holding pressure, injection velocity and
injection holding. The material selected for this project is
polypropylene. The quality of samples was gained by
measuring the value of shrinkage and warpage. The design
of experiment shall implement Taguchi Method L934
Orthogonal Array. Signal to Noise Ratio shall be calculated
to define the best combination of parameter settings for
each formulation. Analysis of Variance shall be used to
define the most influential factor that contributes towards
the quality of samples. Based on the results, the optimum
parameters to control warpage and shrinkage have been
rectified. The most influential factor, that affecting warpage
is holding pressure with 33.68% of the contribution. In the
other hand, injection holding with 44.25% of contribution,
need to be closely monitored if the manufacturer needs to
control shrinkage. The findings of this project shall be good
enough to be used as reference in producing similar product
in future.
Index Terms—
Taguchi Method, parameter setting
I. INTRODUCTION
The injection moulding is a greatly preferred in
manufacturing industry because of its capacity to
manufacture complex-form parts within very short cycle
time, and with good dimensional accuracy as well.
However, several processes parameters such as barrel
temperature, mould temperature, holding pressure,
injection velocity, injection time, and cooling time need
to be monitored due to the potential effects towards the
quality of injection moulded plastic artefacts. Thus,
choosing suitable parameters that concurrently satisfied
part qualities are imperative to produce good quality
product. In injection moulding, these parameter settings
were obtained either based on statically experimental
methods, computer aided simulations or operator's
experiences [1], [2]. The task becomes more difficult
when the product used for this process involving intricate
parts like a snap fit sample. Therefore, this project was
design to investigate the effect of injection moulding
parameter setting, towards the quality of a snap fit
product made from polypropylene.
II. LITERATURE REVIEW
Taguchi Method was developed by a Japanese
Statistician named Geneici Taguchi, whereby in this
method, the parameter design is employed to find optimal
process values that should be able to improve the quality
characteristic. The tolerance design is used for
determining and analyzing of the tolerance in optimal
setting recommended by the parameter design [3]. By
applying Taguchi method based on orthogonal arrays,
time and cost required for conducting of the experiments
can be reduced. Taguchi recommends the use of the
signal to noise (S/N) ratio for the determination of the
quality characteristics implemented in engineering design
problems. The S/N ratio characteristics with signed-target
type can be divided into three stages: the smaller is the
better, the nominal is the best, and the larger is the better.
In this study, the smaller the better quality characteristic
is chosen to solve warpage problem with shrinkage
variation through the optimal levels of process parameters.
In addition to S/N ratio, analysis of variance (ANOVA) is
employed to obtain the effect of the process parameters
on mechanical properties. In this way, optimal levels of
the process parameters can be estimated [4].
Journal of Industrial and Intelligent Information Vol. 2, No. 2, June 2014
2014 Engineering and Technology Publishing
Manuscript received September 4, 2013; revised November 27, 20
injection moulding, polypropylene, snap fit,
154doi: 10.12720/jiii.2.2.154-158

Several researches have successfully achieved good
control in reducing defects by using this method. For
instance, Ozcelik [3] had used Taguchi experimental
method to study the influence of injection parameters and
weld line on the mechanical properties of polypropylene
during plastic injection. In his research, he had found that
in general the mechanical tests were increased under
optimum conditions.
As for another example, Oktem et al. [4] have applied
the Taguchi optimization technique to reduce warpage
problem which were related to shrinkage variation that
were depended on process parameters. This project was
focused on producing good samples of thin-shell plastic
components for orthose part. The S/N and ANOVA are
used to find the optimum levels and to indicate the impact
of the process parameters on warpage and shrinkage. The
results show that warpage and shrinkage are improved by
about 2.17% and 0.7%.
Urzurumlu et al. [5] have minimized warpage and sink
index by controlling the process parameters of the plastic
parts with different rib cross-section types, and rib layout
angle by using Taguchi optimization method. Taguchi
optimization method was used by exploiting mould
analyses to find optimal levels and the effect of process
parameters on warpage and sink index.
Mehat et al. [6] have studied the mechanical properties
of product made from recycled plastic by utilizing the
Taguchi optimization method. She had discovered the
appropriate blending ratio of virgin and recycled plastic
that can enhance the mechanical performance exhibited
by the compound. The results reveal that the product
made of 25% recycled polypropylene (PP) and 75%
virgin PP exhibits a better flexural modulus compared to
the virgin form. The same products exhibits a 3.4%
decrease in flexural strength.
Taguchi Method application was chosen based on a
comprehensive review regarding the applications of
Taguchi Method in quality control and design
optimization of plastic products. This review has
provided more than enough information about past
research which relates to this design of experiment
approach. Therefore, it can be concluded that Taguchi
method is very suitable to solve the quality problem in
injection moulding of thermoplastic parts [7].
In terms of shrinkage and warpage studies, a research
has been carried out by Chang and Tsaur [8] by applying
an integrated theory and computer program for producing
a simulation of shrinkage, warpage, and sink marks of
crystalline polymer injection moulded parts. These
methods were applied to predict the shrinkage, warpage,
and sink marks of crystalline polypropylene and
amorphous ABS for the plate cavity. Both the qualitative
results for the theoretical prediction correlated
sufficiently with the experimental data [8]. Other
researchers, Prashanta et al. [9] have focuses on the effect
of multi-walled carbon nanotube addition on shrinkage
and warpage properties of polypropylene injection
moulding products before and after annealing. While
Huang and Tai [10] in Journal of Materials Processing
Technology have determined the effective factors in the
warpage problem of an injection-moulded part with a thin
shell feature.
In the other hand, a research conducted by
Kramschuster et al. [11] have investigated the effects of
processing conditions on the shrinkage and warpage
behaviour of a box-shaped, polypropylene part using
conventional and microcellular injection moulding. Two
sets of 26-1
fractional factorial design of experiments were
employed to perform the experiments and proper
statistical theory was used to analyze the data. In this
research, after the injection moulding process reached
steady state, the results show that the supercritical fluid
content and the injection speed affect the shrinkage and
warpage of microcellular injection moulded parts the
most, whereas pack/hold pressure and pack/hold time
have the most significant effect on these defects [11].
The author also has carried out several researches
about injection moulding processing conditions by
utilizing injection moulding simulation with different
type of samples, material and responses. The inputs from
these projects were used as guidance for this project. An
attempt also has been made by optimising the test sample
made from polypropylene and clay, without using any
compatibilizer [12]–[15]. Therefore, this project was
conducted as the extensive version of previous research
conducted by the author.
III. METHODOLOGY
A. The Selection of Cavity Shape, Injection Moulding
Machine and Material.
The cavity shape selected in this study was a snap fit
product, as displayed in Fig. 1. The base and the cover
should be able to snap and fit together as a product. This
sample will be used to investigate the effects of injection
moulding parameters toward the quality of this sample
through practical injection moulding. The injection
moulding machine used in this project was JSW 75
Tonne E11 Plastic Injection Moulding Machine (Fig.2),
located at Material Processing Lab, School of Mechanical
and Aerospace, Nanyang Technical University, Singapore.
The material used in this research was Polypropylene
(PP)-Homopolymer Cosmoplene Y101H.
Figure 1. Snap fit samples for injection moulding.
Base Cover
Journal of Industrial and Intelligent Information Vol. 2, No. 2, June 2014
2014 Engineering and Technology Publishing 155

Figure 2. JSW E11 75 tonne injection moulding machine.
B. Design of Experiment
Based on the Taguchi optimization method, four most
significant factors that affect part quality were selected.
Three levels of each parameter had been chosen for
analysis, as stated in Table I. Based on the value in Table
I, 'Level 1' indicate the lowest value of parameter, 'Level
2' means medium value and 'Level 3' means the highest
value of parameter selected. In this research, the (L934)
orthogonal was chosen as an orthogonal array because it
is suitable for three levels and four factors. The value for
the barrel temperature, holding pressure, injection
velocity and injection holding was obtained based on the
previous studies [15]. Table II shows the detail
orthogonal array for this experiment.
TABLE I: FACTOR AND LEVEL SELECTION
Factor Label Level 1 Level 2 Level 3
Barrel Temperature (ºC) BT 230 240 250
Holding Pressure (%) HP 10 15 20
Injection Velocity (%) IV 5 10 15
Injection Holding (s) IH 5 7 9
C. Signal to Noise (S/N) Ratio and Analysis of Variance
(ANOVA)
Signal to noise (S/N) ratio for mechanical properties
will obtained and optimum levels of the injection
parameters will determine through S/N values to achieve
maximum mechanical result. In this study, the smaller the
better quality characteristic is chosen to solve warpage
and shrinkage. The S/N values shall be calculated by
using statistical software which was Minitab 16. The
response graphs shall be generated through this software,
and the peak value for each factor shall be chosen as the
optimum setting to control the defects.
In this research, the aim of using the Analysis of
Variance (ANOVA) is to determine the significance of
process parameters on warpage and shrinkage. Based on
the calculation of S/N ratio, ANOVA value can be
obtained. The most significant parameter was determined
by calculating the percentages of pure sum. From the
analysis results, the higher percentages pure sum of factor
will contribute more affects from these factors to the
samples or product.
TABLE II: ORTHOGONAL ARRAY WITH SHRINKAGE AND WARPAGE
Trial No. BT HP IV IH W (mm) S
(%)
1 230 10 5 5 1.0683 0.0464
2 230 15 10 7 0.2467 0.0371
3 230 20 15 9 0.2933 0.0382
4 240 10 10 9 0.3083 0.0410
5 240 15 15 5 0.2783 0.0415
6 240 20 5 7 0.3367 0.0415
7 250 10 15 7 0.4583 0.0414
8 250 15 5 9 0.3583 0.0389
9 250 20 10 5 0.4200 0.0420
IV. RESULTS AND DISCUSSION
After the experiments have been carried out based on
the selected parameter setting in the orthogonal array,
values of average warpage and shrinkage was gained, as
stated in Table II. These values were measured for both
base and cover of the samples. Before the measurement
took place, a snap and fit test shall be conducted to ensure
that the samples were in good condition. The lowest
value obtained from this experiment was 0.2467 mm for
warpage and 0.0371 % for shrinkage.
Fig. 3 shows the main effect plots for S/N ratios,
specifically for warpage case. From this figure, the
optimum value of parameter setting that should be able to
reduce warpage is stated in Table III. By using this
setting, a validation test has been carried out and the
value of warpage was 0.2083 mm with 84% improvement.
250240230
10.8
9.6
8.4
7.2
6.0
201510
15105
10.8
9.6
8.4
7.2
6.0
975
BT
Me
an
of
SN
ra
tio
s
HP
IV IH
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Warpage
Figure 3. Main effect plot for SN ratio (Warpage)
TABLE III: THE OPTIMUM PARAMETER TO CONTROL WARPAGE
Factor BT HP IV IH Warpage Value
Value 240 15 10 9 0.2083
Level 2 2 2 3
Journal of Industrial and Intelligent Information Vol. 2, No. 2, June 2014
2014 Engineering and Technology Publishing 156
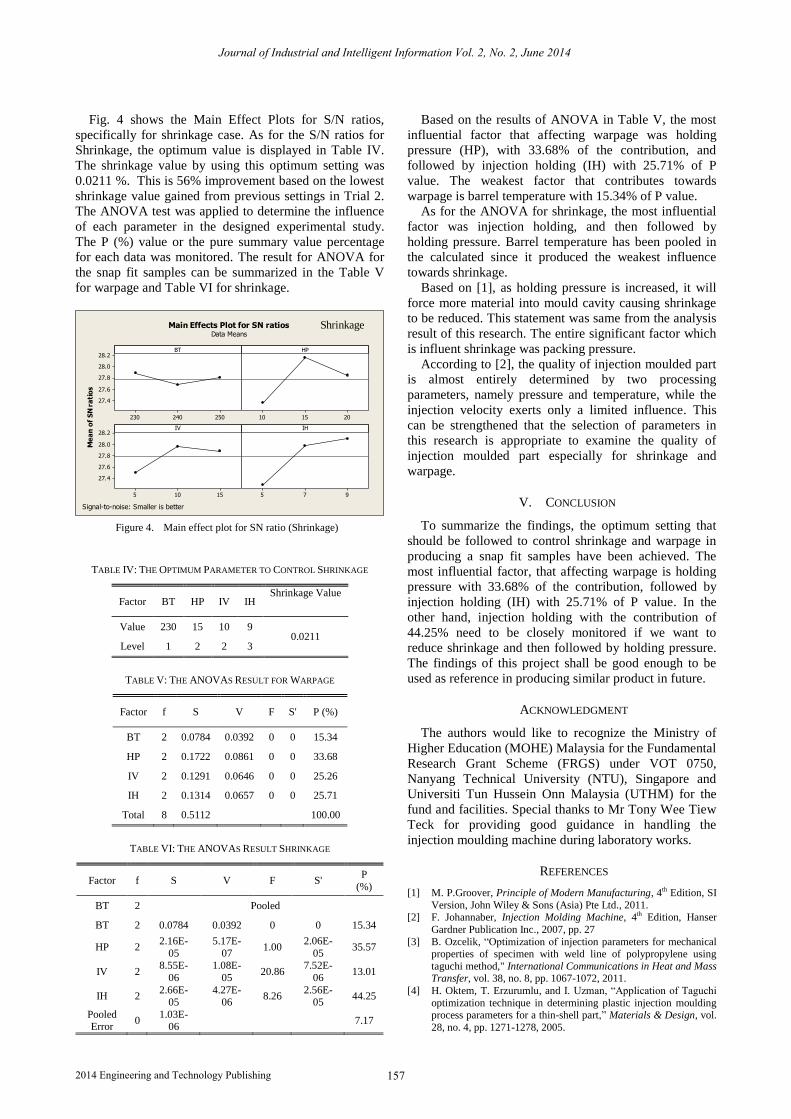
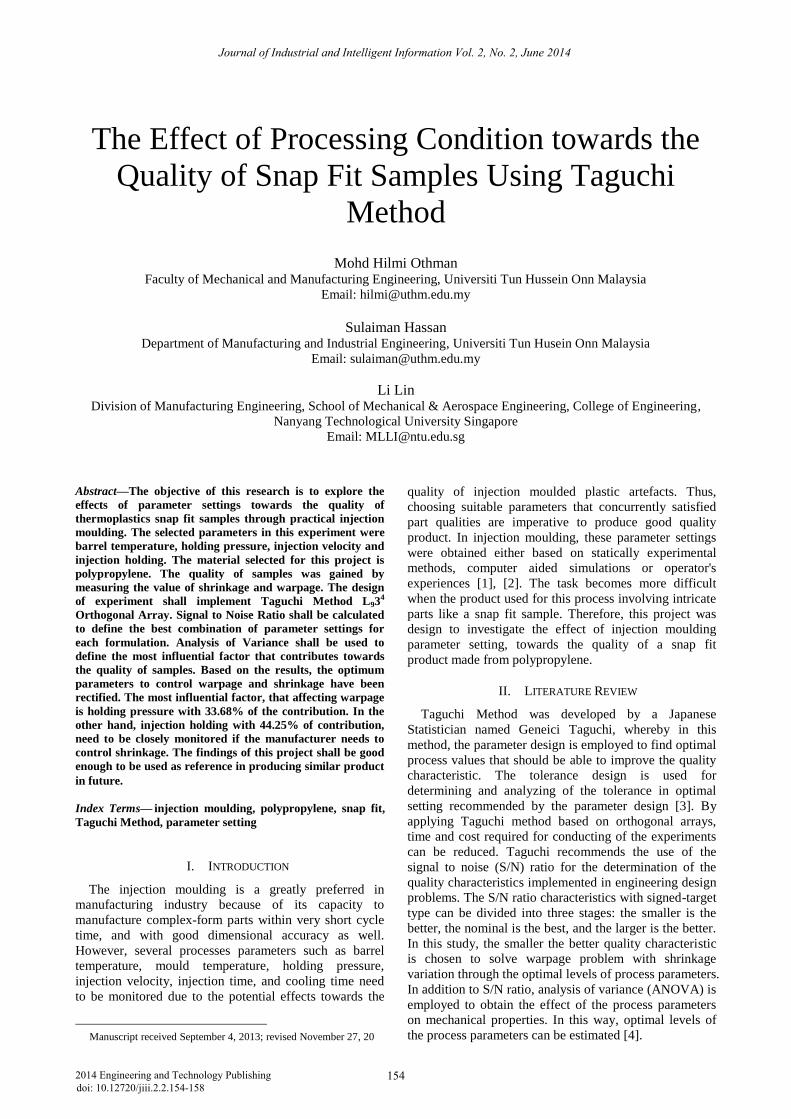
Fig. 4 shows the Main Effect Plots for S/N ratios,
specifically for shrinkage case. As for the S/N ratios for
Shrinkage, the optimum value is displayed in Table IV.
The shrinkage value by using this optimum setting was
0.0211 %. This is 56% improvement based on the lowest
shrinkage value gained from previous settings in Trial 2.
The ANOVA test was applied to determine the influence
of each parameter in the designed experimental study.
The P (%) value or the pure summary value percentage
for each data was monitored. The result for ANOVA for
the snap fit samples can be summarized in the Table V
for warpage and Table VI for shrinkage.
250240230
28.2
28.0
27.8
27.6
27.4
201510
15105
28.2
28.0
27.8
27.6
27.4
975
BT
Me
an
of
SN
ra
tio
s
HP
IV IH
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Shrinkage
Figure 4. Main effect plot for SN ratio (Shrinkage)
TABLE IV: THE OPTIMUM PARAMETER TO CONTROL SHRINKAGE
Factor BT HP IV IH Shrinkage Value
Value 230 15 10 9 0.0211
Level 1 2 2 3
TABLE V: THE ANOVAS RESULT FOR WARPAGE
Factor f S V F S' P (%)
BT 2 0.0784 0.0392 0 0 15.34
HP 2 0.1722 0.0861 0 0 33.68
IV 2 0.1291 0.0646 0 0 25.26
IH 2 0.1314 0.0657 0 0 25.71
Total 8 0.5112 100.00
TABLE VI: THE ANOVAS RESULT SHRINKAGE
Factor f S V F S' P
(%)
BT 2 Pooled
BT 2 0.0784 0.0392 0 0 15.34
HP 2 2.16E-
05
5.17E-
07 1.00
2.06E-
05 35.57
IV 2 8.55E-
06
1.08E-
05 20.86
7.52E-
06 13.01
IH 2 2.66E-
05 4.27E-
06 8.26
2.56E-05
44.25
Pooled Error
0 1.03E-
06 7.17
Based on the results of ANOVA in Table V, the most
influential factor that affecting warpage was holding
pressure (HP), with 33.68% of the contribution, and
followed by injection holding (IH) with 25.71% of P
value. The weakest factor that contributes towards
warpage is barrel temperature with 15.34% of P value.
As for the ANOVA for shrinkage, the most influential
factor was injection holding, and then followed by
holding pressure. Barrel temperature has been pooled in
the calculated since it produced the weakest influence
towards shrinkage.
Based on [1], as holding pressure is increased, it will
force more material into mould cavity causing shrinkage
to be reduced. This statement was same from the analysis
result of this research. The entire significant factor which
is influent shrinkage was packing pressure.
According to [2], the quality of injection moulded part
is almost entirely determined by two processing
parameters, namely pressure and temperature, while the
injection velocity exerts only a limited influence. This
can be strengthened that the selection of parameters in
this research is appropriate to examine the quality of
injection moulded part especially for shrinkage and
warpage.
V. CONCLUSION
To summarize the findings, the optimum setting that
should be followed to control shrinkage and warpage in
producing a snap fit samples have been achieved. The
most influential factor, that affecting warpage is holding
pressure with 33.68% of the contribution, followed by
injection holding (IH) with 25.71% of P value. In the
other hand, injection holding with the contribution of
44.25% need to be closely monitored if we want to
reduce shrinkage and then followed by holding pressure.
The findings of this project shall be good enough to be
used as reference in producing similar product in future.
ACKNOWLEDGMENT
The authors would like to recognize the Ministry of
Higher Education (MOHE) Malaysia for the Fundamental
Research Grant Scheme (FRGS) under VOT 0750,
Nanyang Technical University (NTU), Singapore and
Universiti Tun Hussein Onn Malaysia (UTHM) for the
fund and facilities. Special thanks to Mr Tony Wee Tiew
Teck for providing good guidance in handling the
injection moulding machine during laboratory works.
REFERENCES
[1] M. P.Groover, Principle of Modern Manufacturing, 4th Edition, SI
Version, John Wiley & Sons (Asia) Pte Ltd., 2011. [2] F. Johannaber, Injection Molding Machine, 4th Edition, Hanser
Gardner Publication Inc., 2007, pp. 27
[3] B. Ozcelik, “Optimization of injection parameters for mechanical properties of specimen with weld line of polypropylene using
taguchi method," International Communications in Heat and Mass Transfer, vol. 38, no. 8, pp. 1067-1072, 2011.
[4] H. Oktem, T. Erzurumlu, and I. Uzman, “Application of Taguchi
optimization technique in determining plastic injection moulding process parameters for a thin-shell part,” Materials & Design, vol.
28, no. 4, pp. 1271-1278, 2005.
Journal of Industrial and Intelligent Information Vol. 2, No. 2, June 2014
2014 Engineering and Technology Publishing 157

[8] R. Y. Chang and B. D. Tsaur, “Experimental and theoretical
studies of shrinkage, warpage, and sink marks of crystalline polymer injection molded parts,” Polymer Engineering & Science,
vol. 35, no. 15, pp. 1222-1230, 1995.
[9] K. Prashantha, J. Soulestin, M. F. Lacrampe, E. Lafranche, P.
Krawczak, G. Dupin, and M.Claes, “Taguchi analysis of shrinkage
and warpage of injection-moulded polypropylene/multiwall
carbon nanotubes nanocomposites,” Express Polym Lett, vol. 3, no. 10, pp. 630-638, 2009.
[10] M. C. Huang and C. C. Tai, “The effective factors in the warpage
problem of an injection-molded part with a thin shell feature,” Journal of Materials Processing Technology, vol. 110, no. 1, pp.
1-9, 2001.
[11] A. Kramschuster, R. Cavitt, D. Ermer, Z. Chen, and L.S Turng, “Quantitative study of shrinkage and warpage behavior for
microcellular and conventional injection molding,” Polymer
Engineering & Science, vol. 45, no. 10, pp. 1408-1418, 2005. [12] S. Hasan, M. H. Othman, and S. Rasli, “The effect of parameter
setting towards the processing of hinges test samples through cadmould 3D-F injection moulding simulation,” Applied
Mechanics and Materials, vol. 315, pp. 171-175, 2013.
[13] S. Shamsudin, S. Hasan, M. H. Othman, and M. N. Abd Rahman, “The effects of Injection moulding processing parameters and
mould gate size towards weld line strength,” Advanced Materials Research, vol. 488, pp. 801-805, 2012.
[14] M. H. Othman, S. Shamsudin, and S. Hasan, “The effects of
parameter settings on shrinkage and warpage in injection molding through cadmould 3D-F simulation and taguchi method,” Applied
Mechanics and Materials, vol. 229, pp. 2536-2540, 2012. [15] M. H. Othman, S. Hasan, W. N. A. Wan Muhammad, and Z.
Zakaria, “Optimising injection moulding parameter setting in
processing polypropylene-clay composites through taguchi method,” Applied Mechanics and Materials, vol. 271, pp. 272-276,
2013.
M. H.Othman was born at Malacca, 1978. He
obtained his first degree in B. Eng. Mechanics and Material Engineering, from Universiti
Kebangsaan Malaysia (UKM), Bangi, Malaysia
in year 2000. In year 2008, he acquire his second degree in M.Sc. Packaging Technology
from Loughborough University, United Kingdom. At present his is pursuing the third
degree which is PhD in Mechanical Engineering
at Universiti Tun Hussein Onn Malaysia (UTHM), Johor, Malaysia. He is currently working as a lecturer in Universiti Tun Hussein Onn
Malaysia (UTHM) from year 2004 until present. Before that he worked as a process engineer in Fine Pulse Sdn Bhd, Melaka, Malaysia from
year 2000 until 2004. During his service at UTHM, he had published
several journals such as:
1.
S. Shamsudin, S. Hasan, M. H. Othman, and M. N. Abd Rahman,
“The Effects of Injection Moulding Processing Parameters and Mould Gate Size towards Weld Line Strength”, Advanced
Materials Research, vol. 488, pp. 801-805, 2012.,
2.
M. H. Othman, S. Shamsudin, and S. Hasan, “The Effects of Parameter Settings on Shrinkage and Warpage in Injection
Molding through Cadmould 3D-F Simulation and Taguchi Method”, Applied Mechanics and Materials, vol. 229, pp. 2536-
2540, 2012.
3.
M.
H. Othman, S. Hasan, W. N. A. Wan Muhammad, and
Z.
Zakaria,
“Optimising Injection Moulding Parameter Setting in Processing Polypropylene-Clay Composites through Taguchi
Method”, Applied Mechanics and Materials,vol. 271, pp. 272-276, 2013.
His current research interests are about packaging technology and
automation, specifically in injection moulding of polymer
nanocomposites and hydraulics.
Mr. Mohd Hilmi is a graduate member of Board of Engineers Malaysia (BEM). He had won a gold prize at Seoul International Invention Fair in
year 2006.
Journal of Industrial and Intelligent Information Vol. 2, No. 2, June 2014
2014 Engineering and Technology Publishing
[5] T. Urzurumlu and B. Ozcelik, "Minimization of Warpage and sink index in injection-molded thermoplastics parts using taguchi
optimization method," Materials & Design, vol. 27, no. 10, pp.
853-861, 2006.[6] N. M. Mehat and S. Kamaruddin, "Optimization of mechanical
properties of recycled plastic products via optimal processing parameter using the taguchi method,” Journal of Materials
Processing Technology, vol. 211, no. 12, pp. 1989-1994, 2011.
[7] N. M. Mehat and S. Kamaruddin "Quality control and design optimisation of plastic product using Taguchi method: a
comprehensive review." International Journal of Plastics
Technology, vol. 16, no. 2, pp. 194-209, 2012.
158