the effectiveness of polydimethylsiloxane (pdms) … izzaty_18_3_17.pdf · nurul izzaty et al: the...
TRANSCRIPT

The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
629
THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE
PREPARATION OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP)
/POLYSTYRENE (PS) WOOD COMPOSITES
(Keberkesanan Polidimetilsiloksana (PDMS) dan Heksametildisiloksana (HMDSO) Sebagai
Pengserasi Dalam Penyediaan Komposit Kayu Berasaskan Serabut Pinang dan Polipropilena
(PP)/Polistirena (PS))
Nurul Izzaty Khalid, Azizah Baharum*,Siti Sarah Ramli, Siti Norhana Mohd Nor
School of Chemical Science and Food Technology, Faculty of Science and Technology,
Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia.
*Corresponding author: [email protected]
Abstract
This research was carried out to investigate the effectiveness of polydimethylsiloxane (PDMS) and hexamethyldisiloxane
(HMDSO) as compatibilizing agent in producing wood composites of betel nut fiber/polypropylene (BNF/PP) and betel nut
fiber/polystyrene (BNF/PS). Wood composite was prepared by blending 40% of matrix polymer and 60% of treated and
untreated BNF using internal mixer Brabender Plasticoder at 170˚C with 50 rpm rotor speed for 13 minutes. The treatment was
done prior to blending the materials by immersing the BNF in PDMS and HMDSO solutions with 1%, 3% and 5% of
concentrations for 24 hours. The effects of 1% HMDSO treatment on BNF/PP composite contributed to high flexure strength and
impact strength which are 19.2 MPa and 7.9 kJ/M2 respectively while the percentage of water absorption showed the minimum
value of 6.7%. The impact strength of BNF/PS composite treated with 3% HMDSO showed maximum value that is 4.7 kJ/M2
and minimum percentage of water absorption, 6.8%. However, the flexure strength of untreated BNF/PS composite is higher
than treated BNF/PS composite with value of 4.7 MPa. The morphology of treated BNF/PP composites from SEM micrographs
showed better interface interaction between fibers and matrices. FTIR spectra showed the presence of siloxane groups such as Si-
O, Si-CH3, Si-(CH3) and Si(CH3) as a result of HMDSO and PDMS treatment. Based on the characterization analysis, HMDSO
treated composite of BNF/PP showed more effective interfacial interaction between BNF and matrices.
Keywords: polydimethylsiloxane, hexamethyldisiloxane, polypropylene, polystyrene, betel nut fiber, wood composite
Abstrak
Penyelidikan ini dijalankan untuk mengkaji keberkesanan polidimetilsiloksana (PDMS) dan heksadimetilsiloksana (HMDSO)
sebagai agen pengserasi dalam penghasilan komposit kayu berasaskan serabut pinang/polipropilena (SP/PP) dan serabut
pinang/polistirena (SP/PS). Komposit kayu disediakan dengan pengadunan 40% polimer matrik dan 60% SP terawat dan tak
terawat menggunakan mesin pengadun dalaman Brabender Plasticoder pada suhu 170˚C dengan kadar pengadunan 50 rpm
selama 13 minit. Rawatan ke atas SP dijalankan sebelum proses pengadunan dengan merendamkan SP selama 24 jam ke dalam
larutan PDMS dan HMDSO yang mempunyai peratus kepekatan berbeza iaitu 1%, 3% dan 5 %. Kesan daripada rawatan 1%
HMDSO ke atas komposit SP/PP telah menyumbang kepada peningkatan kekuatan lenturan dan hentaman dengan nilai masing-
masingnya ialah 19.2 MPa dan 7.9 kJ/M2, sementara peratus serapan air terhadap komposit ini menunjukkan nilai minimum iaitu
sebanyak 6.7%. Kekuatan hentaman bagi komposit SP/PS yang dirawat dengan 3% HMDSO menunjukkan nilai maksimum
sebanyak 4.7 kJ/M2 dan peratus serapan air yang minimum iaitu 6.8%. Walaubagaimanapun, kekuatan lenturan bagi komposit
SP/PS yang tak terawat lebih tinggi daripada komposit SP/PS yang terawat dengan bacaan kekuatan sebanyak 4.7 MPa.
Morfologi komposit SP/PP yang terawat dapat dilihat daripada mikrograf mikroskop imbasan elektron yang mana ia
menunjukkan interaksi antara muka yang lebih baik antara serabut dan matrik. Spektrum FTIR menunjukkan kehadiran
kumpulan siloksana seperti Si-O, Si-CH3, Si-(CH3) and Si(CH3) iaitu hasil daripada rawatan HMDSO dan PDMS. Berdasarkan

Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
630
kepada analisis pencirian, komposit SP/PP yang dirawat dengan HMDSO menunjukkan interaksi antaramuka yang lebih
berkesan antara SP dan matriks.
Kata kunci: polidimetilsiloksana, heksametildisiloksana, polipropilena, polistirena, serabut pinang, komposit kayu
Introduction
Synthetic wood or wood composite is composite material produced from a mixture of plastic polymer and wood
flour or wood fiber [1]. It is designed widely due to certain factors such as environmentally friendly and do not
contribute to the waste of natural resources as most wood composite can be reprocessed [2]. The physical and
mechanical properties of wood composites have been found to possess toughness and stiffness, the strength of
stretching, resistance to impact and high resistance to weather where the properties are significantly important to
determine the product’s compatibility to be used in any applications [3-5]. The main components used in the
production of wood composite are natural fiber and matrix polymer. Natural fiber is dispersed phase and can be
categorized into three types, derived from animals, plants and minerals. Most of the natural fibers used in the
production of wood composite are from the plant such as blast sugarcane, kenaf and rice husk depends on the
suitability of a particular product to be produced.
In composite processing, increasing fiber composition potentially increases the mechanical properties of wood
composites [6-7]. Natural fiber replaces fiberglass used in many applications because it showed a significant
increase of the strength and flexibility as well as reduce weight composite products. Natural fiber used for this
research is betel nut fiber (Areca) which is mostly derived from renewable and biodegradable resources [8]. It can
be classified as short fiber as the average fiber length is in the range of 4 cm [9]. It contains certain components
comprising lignin (13 - 24.6%), hemicellulose (35 - 64.8%), ash content (4.4%) and water (8-25%) [10]. It
contained a large amount of very fine capillary found in the outer layer of fiber surface known as trichomes.
Trichomes are able to improve the adhesion of the interface between fiber and matrix polymer [11]. Thermoplastic
polymers used in this study are polypropylene (PP) and Polystyrene (PS), which is classified in group of
polyolefins. PP consist of propene monomer (C3H6) covalently bound to each other. PP is a semi-crystalline
polymer that will melt when heated and when frozen it will turn into a glassy state. PS (C8H8), is an aromatic
polymer made from the aromatic monomer of styrene. The melting point of PP is at a temperature of 160-175°C,
which allows it to be processed at a temperature lower than 200°C, a temperature that is used in the processing of
wood composite [12]. Polystyrene is an amorphous polymer in nature, brittle and rigid materials with its melting
point is at ~240°C. It is a thermoplastic material that is normally existed in a solid state at room temperature, melt
when heated at temperatures above 100°C and will return solid when cooled. Najafi et al [13] states that any plastic
or recycled plastic that can be melted and processed at temperatures below the degradation temperature of wood
filler can be used for production of wood composite.
Problems often arise when comes to the processing of wood composites using natural fibers and thermoplastic
matrix due to the different nature of fiber and matrix. Different nature of these two main components leads to
incompatibility at the fiber-matrix interphase and producing non-homogenous dispersion of fiber within the matrix.
Hydrophobic nature of the matrix has potential to protect the natural fiber from moisture. Therefore the fiber should
be evenly distributed throughout the matrix or coated with the polymer matrix completely to prevent moisture
absorption of composites produced [14]. Generally, additives or compatibilizing agent will increase compatibility
between hydrophilic wood and hydrophobic plastic and allows the formation of a single phase to occur [15]. Thus,
the siloxane group of polydimethylsiloxane (PDMS) and hexadimethylsiloxane (HMDSO) is used to modify the
surface of the fiber. PDMS is used as compatibilizer between natural fibers and thermoplastic matrix to improve the
physical and mechanical properties of wood composites and promote adhesion between two incompatible materials
[16]. According to Hocker [17], the treatment was conducted using HMDSO can make a material having a smooth
surface and a very high hydrophobicity effect of water contact angle.
The aim of this study was to investigate the effectiveness of polydimethylsiloxane (PDMS) and
hexamethyldisiloxane (HMDSO) as compatibilizing agent in producing wood composites of betel nut
fiber/polypropylene (BNF/PP) and betel nut fiber/polystyrene (BNF/PS).
The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
631
Materials and Methods
Materials
The betel nut short fiber (BNF) used in this study was obtained from Faculty of Engineering and Built Environment,
Universiti Kebangsaan Malaysia (UKM). The matrices selected for this study were polypropylene (PP) and
polystyrene (PS) which was supplied by BDH Chemicals Ltd, Poole, England. The compatibilizing agent used was
polydimethylsiloxane (PDMS) with a density of 0.965 g/cm3
which was supplied by Acros Organics and
hexamethyldisiloxane (HMDSO) which was obtained from Sigma Aldrich, Steinheim, Germany. The isopropyl
alcohol used as solvent was supplied from Systerm, Shah Alam.
Preparation of Fiber
The BNF was prepared by separating the skin and its fruit. The layer of its skin was peeled to get the fiber and cut
into specific size within 0.5 – 1.0 cm. Then the fiber was dried under sunlight to remove moisture before being used.
PDMS and HMDSO Treatment
The treatment was carried out by immersing the dried fiber in PDMS and HMDSO solution with different
concentrations which were 1%, 3% and 5%, for about 24 hours at room temperature. The treated fiber were then left
in fume hood to let the solvent evaporate, rinsed several times with distilled water and finally dried in an oven at
104⁰C for 3 hours before being used.
Preparation of Wood Composite (BNF/PP and BNF/PS)
The untreated and treated BNF were blended with PP or PS using an internal mixer Brabender Plasticoder Model
PL 2000 with capacity of 60 cm3and composition ratio of fiber to matrix of 60:40. The blending was carried out at
170⁰C for about 13 minutes and mixing rate of 50 rpm. Then, the composites were compressed in mould with
hotpress machine to produce specimen with 3 mm thickness for further testing and analysis.
Fourier Transform Infra Red (FTIR) Analysis
The FTIR spectral analysis was done using Perkin Elmer Model BX machine at room temperature to determine the
functional group present in untreated and treated wood composite. The specimens with weight around 0.5 – 1 gram
were finely ground and mixed with potassium bromide (KBr) then pressed to form pellet for analysis.
Scanning Electron Microscope (SEM)
Scanning electron microscope (SEM) model LEO 1450VP were used to examine the morphology of untreated and
treated composites. Fractured specimen resulted from impact test were coated with gold in a hood Sputter model SC
500 to be analyzed. The scanning electron micrographs were then studied to define the fiber-matrix interphase
before and after treatment.
Impact Test
Unnotched Izod impact test were tested using a Digital Pendulum Machine model RR/MT (Ray Ran) with a 2.706 J
pendulum. Eight specimens were cut into 65 mm x 12 mm x 3 mm according to ASTM D 4812 and the best five
results were calculated to get an average impact value.
Flexural Test
Flexural tests were performed using universal testing machine (Instron model 5567) according to ASTM D 790.
Three point bending method with load cell 10 kN and speed of 1.3 mm/min were done on five duplicated samples,
with dimensions of 120 mm x 12 mm x 3 mm, to determine average flexural value.
Water Absorption Test
This test was conducted according to ASTM D 570 to determine the total water absorption by two duplicated
samples for each composite in 24 hours. The specimens were oven dried at 104 ˚C for 2 hours prior to testing and
then were put into desiccators to avoid moisture during cooling process. The weight of dry sample was taken before
and after immersing the samples in 200 mL of water for 24 hours. Total of water uptake were determined using the
following equation (1):

Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
632
Mt(%) = 100XW
WW
o
ot (1)
where,
Mt = Total water uptake at time t
Wt = Weight of sample at time t
Wo = Weight before immersion
Results and Discussion
Flexural Test
Flexural modulus is determined to know the stiffness of composite towards flexure. To analyze the data, each data
represented treated composites compared to the untreated composites. Figure 1 shows better flexural modulus for
BNF/PP composites treated with HMDSO where 1% HMDSO is the optimum concentration which gives a rise to
24.2% increment. Meanwhile the flexural modulus decreased around 9.9% and 30.3% for BNF/PP treated with 3%
and 5% HMDSO respectively. This result reveals that only a small portion of compatibilizer needed to trigger an
effective interphase reaction and improved the homogeneity of fiber and matrix. The concept can be applied to the
use of PDMS compatibilizer where 1% PDMS led to an increase of 16.7% in flexural modulus. Even though PDMS
contained the same functional group as HMDSO and acted as compatibilizer, the flexural modulus for BNF/PP
treated with 3% and 5% PDMS is reduced due to agglomeration and entanglement of longer PDMS chain in treated
fiber.
Figure 1. The effect of PDMS and HMDSO treatments with a series of concentration on the flexural modulus of
BNF/PP and BNF/PS wood composites
2511 2931
2076
1430
3118
2263
1751
6406
4207 3846
4198 4095
4930
3476
0
1000
2000
3000
4000
5000
6000
7000
untreated 1% PDMS 3% PDMS 5% PDMS 1%
HMDSO
3%
HMDSO
5%
HMDSO
Fle
xura
l M
od
ulu
s (M
Pa)
Composites
BNF/PP
BNF/PS

The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
633
Flexural strength of BNF/PP containing PDMS as compatibilizing agent for all concentrations is lower than
untreated composites as shown in Figure 2. However, the flexural strength of BNF/PP treated with HMDSO at all
testing concentrations depicts better reading than the untreated composites. The BNF/PP composites treated with
1% HMDSO increased the flexural strength by 18.5%. Based on the trend of flexural modulus and flexural strength
of BNF/PP composites, it can be concluded that the modulus is proportional to flexural strength for both types of
treatment. The trend shows decrement as the percentage of compatibilizer concentration increased.
As can be seen in Figure 1, the flexural modulus of untreated BNF/PS is much higher than untreated BNF/PP.
However, the BNF/PS treated with PDMS and HMDSO both has reduced the flexural modulus around 35.6%. The
trend also goes similarly with flexural strength of BNF/PS treated with PDMS and HMDSO with decrement around
41.7%. Untreated BNF has many small furry spaces which known as trichomes that stand out of fiber surface. The
increment in the flexural result of untreated BNF/PS might be due to effective interaction between trichomes and PS
matrices. After treatment, thin layer of PDMS and HMDSO that formed on surface of BNF in BNF/PS composite
might reduce the interaction between trichomes and the PS matrices (Figure 9 (e) and (f)).
In particular, this research found that flexural strength of BNF/PP composites treated with HMDSO is higher than
composites treated with PDMS while both HMDSO and PDMS treatments did not improved flexural properties of
BNF/PS composites.
Figure 2. The effect of PDMS and HMDSO treatments with a series of concentration on the flexural strength of
BNF/PP and BNF/PS wood composites
Impact Test
Figure 3 shows impact strength of composites. The impact strength of BNF/PP shows increment after treatment
with PDMS but the impact strength decreased with the increase of concentration of HMDSO. BNF/PP with 1%
HMDSO treatment has the highest impact strength with an increase at 70.3% compared to other treated composites.
The higher the impact strength leads to higher rigidity of composite. Thus it requires high kinetic energy during
16.2 14.6 14.3
10.5
19.2 18.3 17.8
46.2
23.5 22.1
28.3 26.9
37.4
23.6
0
5
10
15
20
25
30
35
40
45
50
untreated 1% PDMS 3% PDMS 5% PDMS 1%
HMDSO
3%
HMDSO
5%
HMDSO
Fle
xura
l s
tren
gth
(M
Pa)
Composites
BNF/PP
BNF/PS

Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
634
impact to initiate crack propagation until it breaks. The increase of impact strength for BNF/PP treated with
increasing concentration of PDMS is due to the addition of long chain of PDMS which absorbed impact strength
effectively. Weak interfacial interaction leads to the formation of micro spaces between fiber and matrix. When an
impact is applied on samples, micro fracture will occur and lead to crack dispersion. As a result, the impact strength
needed to fracture the sample is lower.
PS matrix in crystalline form exhibits low impact energy. As shown in Figure 3, BNF/PS treated with 3% of
HMDSO increased the impact strength by 38.2%, more than other treated and untreated BNF/PS. This improvement
could be related to flexible Si-O-Si chains from the compatibilizer. HMDSO and PDMS treatment on fiber
improved the compatibility between fiber and matrix because it allows a better load transfer from matrix to fiber
during impact due to strong bond of fiber-matrix.
Figure 3. The effect of HMDSO and PDMS treatment with a series of concentration on the impact strength of
BNF/PP and BNF/PS wood composites
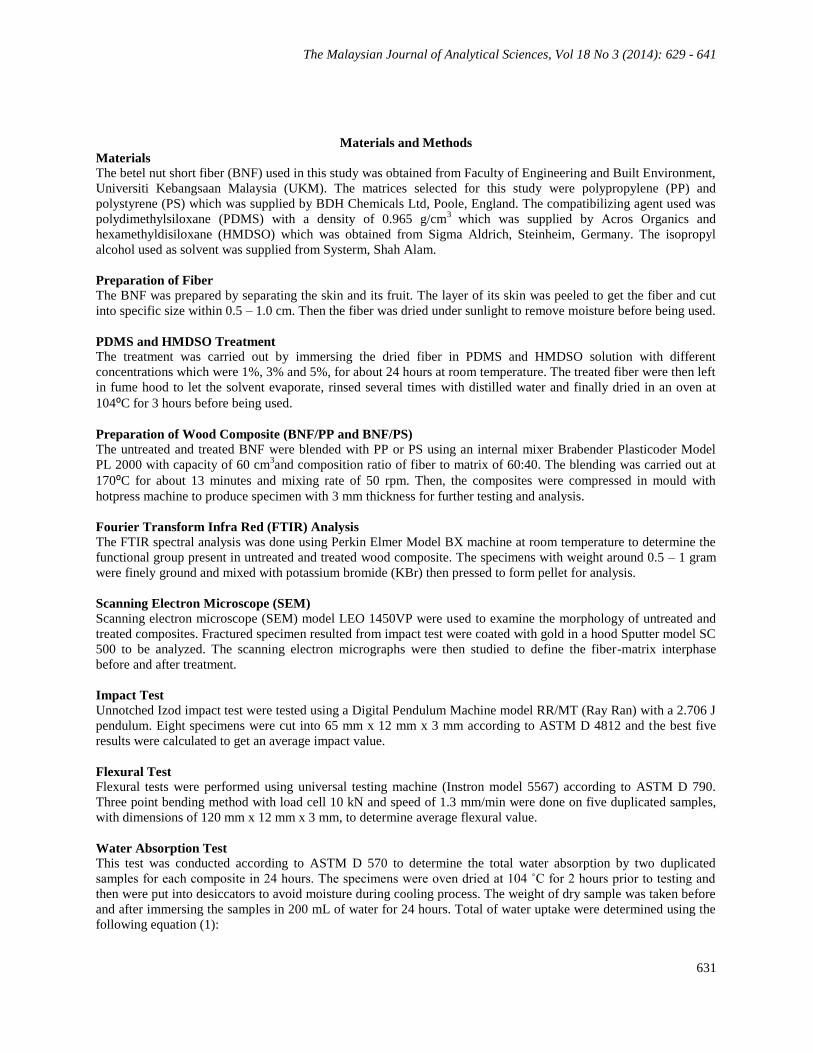
Water Absorption Test
Generally, water absorption of treated BNF/PP composite shows lower value than untreated composite as proven in
Figure 4. Main components in fiber such as hemicelluloses, cellulose and lignin are able to absorb water and
moisture from environment. Based on past research by Agnantopoulou et al [18], they found that hemicelluloses is
more hygroscopic element as it contains more hydroxyl group than lignin. The hollow cavity which known as
lumen formed from fiber cell units are also available to generate more space or passage for water to seep into the
fiber. Therefore, the treatment caused wood composite to become less hygroscopic due to the distribution and
dispersion of compatibilizer which fulfill the wood cell wall space, in turn exhibiting hydrophobic properties.
Diffusion of water and other molecules in the cell walls was also reduced because the compatibilizer has blocked
micropores in the cell walls which resulting hygroscopic properties of wood composites to decrease.
4.64
5.18 5.24
6.09
7.9
6.55
5.6
3.4
3.9
2.7
4.2 4.1
4.7
2
0
1
2
3
4
5
6
7
8
9
untreated 1% PDMS 3% PDMS 5% PDMS 1%
HMDSO
3%
HMDSO
5%
HMDSO
Imp
act
Str
ength
(kJ/
M2)
Composites
BNF/PP
BNF/PS
The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
635
However, the trend for BNF/PS composite is different with BNF/PP composite where only 3% HMDSO treatment
showed improvement on water resistivity by an increment around 11.7%. The other treated BNF/PS composite
shows higher water absorption than untreated composite probably due to poor fiber–matrix interaction in the
composite. Additives treatment has possibility to increase or to decrease the percentage of water absorption as stated
by Gnatowski [19].The treatment with 1% HMDSO on BNF/PP composite has decreased the percentage of water
absorption by 61.9% due to the formation of hydrophobic layer on the fiber surface. HMDSO posses strong water
resistivity to block water diffusion into voids of fiber. HMDSO treatment results in the smooth surface of fiber.
Figure 4. The effect of HMDSO and PDMS treatment with a series of concentration on the water absorption by
BNF/PP and BNF/PS wood composites
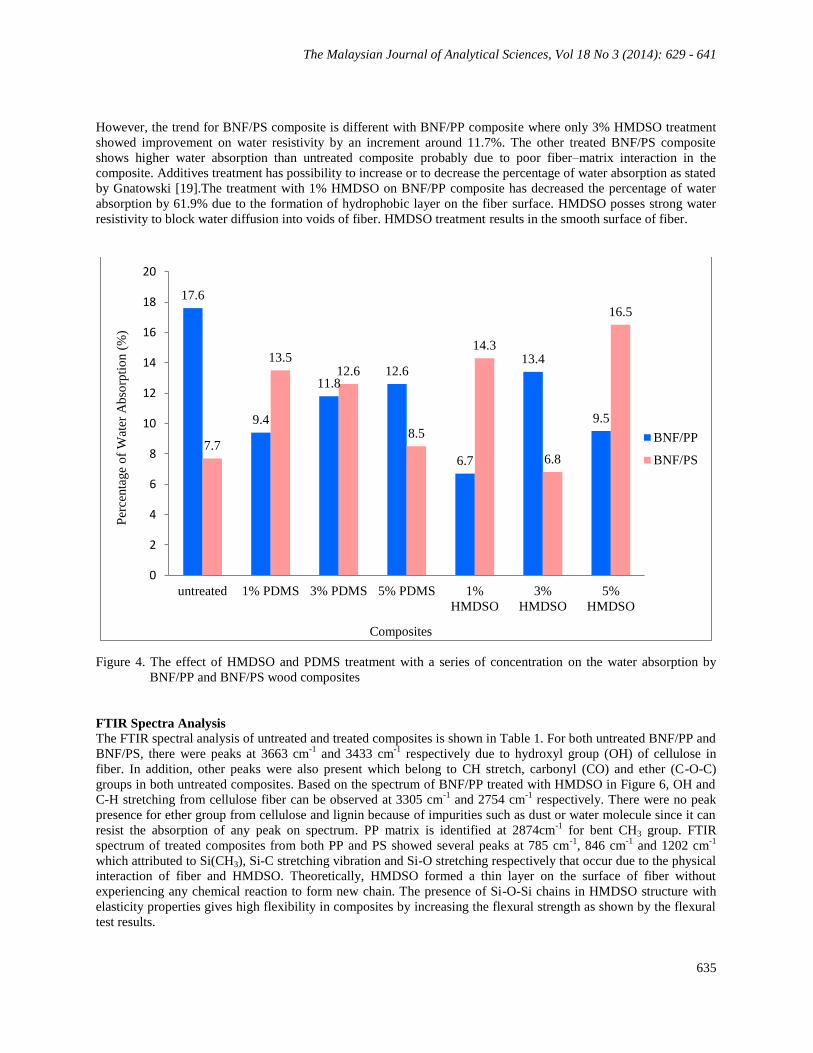
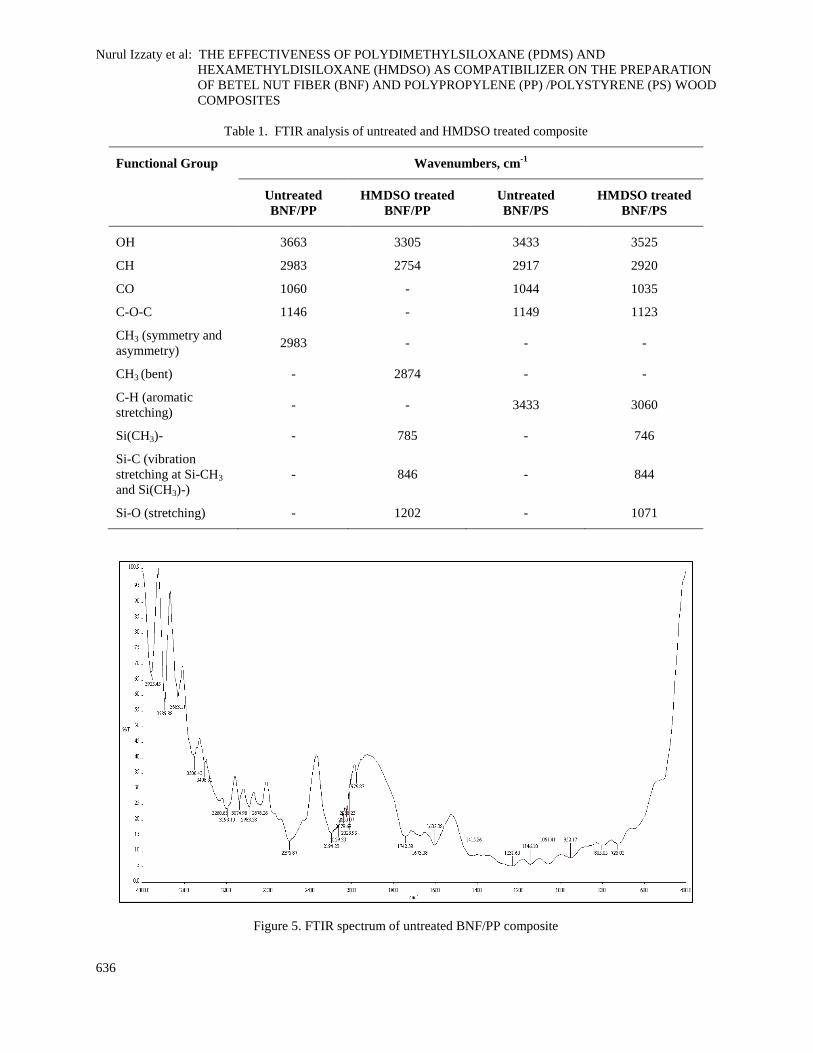
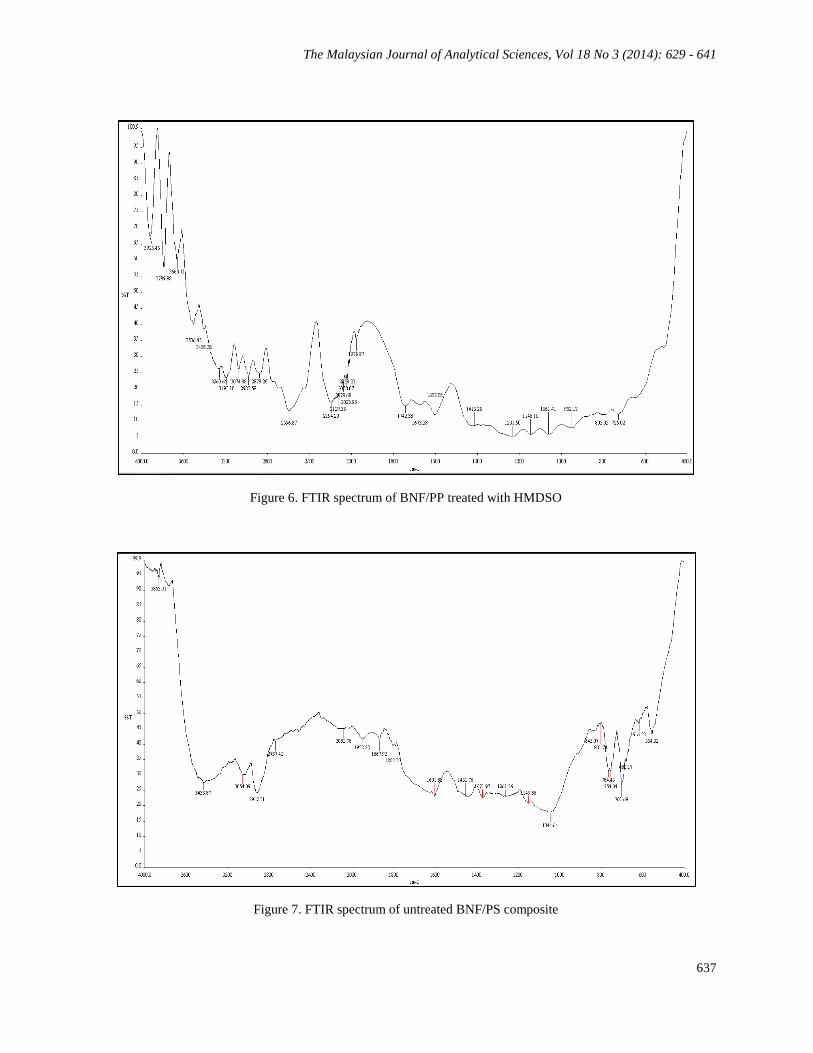
FTIR Spectra Analysis
The FTIR spectral analysis of untreated and treated composites is shown in Table 1. For both untreated BNF/PP and
BNF/PS, there were peaks at 3663 cm-1
and 3433 cm-1
respectively due to hydroxyl group (OH) of cellulose in
fiber. In addition, other peaks were also present which belong to CH stretch, carbonyl (CO) and ether (C-O-C)
groups in both untreated composites. Based on the spectrum of BNF/PP treated with HMDSO in Figure 6, OH and
C-H stretching from cellulose fiber can be observed at 3305 cm-1
and 2754 cm-1
respectively. There were no peak
presence for ether group from cellulose and lignin because of impurities such as dust or water molecule since it can
resist the absorption of any peak on spectrum. PP matrix is identified at 2874cm-1
for bent CH3 group. FTIR
spectrum of treated composites from both PP and PS showed several peaks at 785 cm-1
, 846 cm-1
and 1202 cm-1
which attributed to Si(CH3), Si-C stretching vibration and Si-O stretching respectively that occur due to the physical
interaction of fiber and HMDSO. Theoretically, HMDSO formed a thin layer on the surface of fiber without
experiencing any chemical reaction to form new chain. The presence of Si-O-Si chains in HMDSO structure with
elasticity properties gives high flexibility in composites by increasing the flexural strength as shown by the flexural
test results.
17.6
9.4
11.8 12.6
6.7
13.4
9.5
7.7
13.5 12.6
8.5
14.3
6.8
16.5
0
2
4
6
8
10
12
14
16
18
20
untreated 1% PDMS 3% PDMS 5% PDMS 1%
HMDSO
3%
HMDSO
5%
HMDSO
Per
centa
ge
of
Wat
er A
bso
rpti
on (
%)
Composites
BNF/PP
BNF/PS
Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
636
Table 1. FTIR analysis of untreated and HMDSO treated composite
Functional Group Wavenumbers, cm-1
Untreated
BNF/PP
HMDSO treated
BNF/PP
Untreated
BNF/PS
HMDSO treated
BNF/PS
OH 3663 3305 3433 3525
CH 2983 2754 2917 2920
CO 1060 - 1044 1035
C-O-C 1146 - 1149 1123
CH3 (symmetry and
asymmetry) 2983 - - -
CH3 (bent) - 2874 - -
C-H (aromatic
stretching) - - 3433 3060
Si(CH3)- - 785 - 746
Si-C (vibration
stretching at Si-CH3
and Si(CH3)-)
- 846 - 844
Si-O (stretching) - 1202 - 1071
Figure 5. FTIR spectrum of untreated BNF/PP composite
The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
637
Figure 6. FTIR spectrum of BNF/PP treated with HMDSO
Figure 7. FTIR spectrum of untreated BNF/PS composite
Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
638
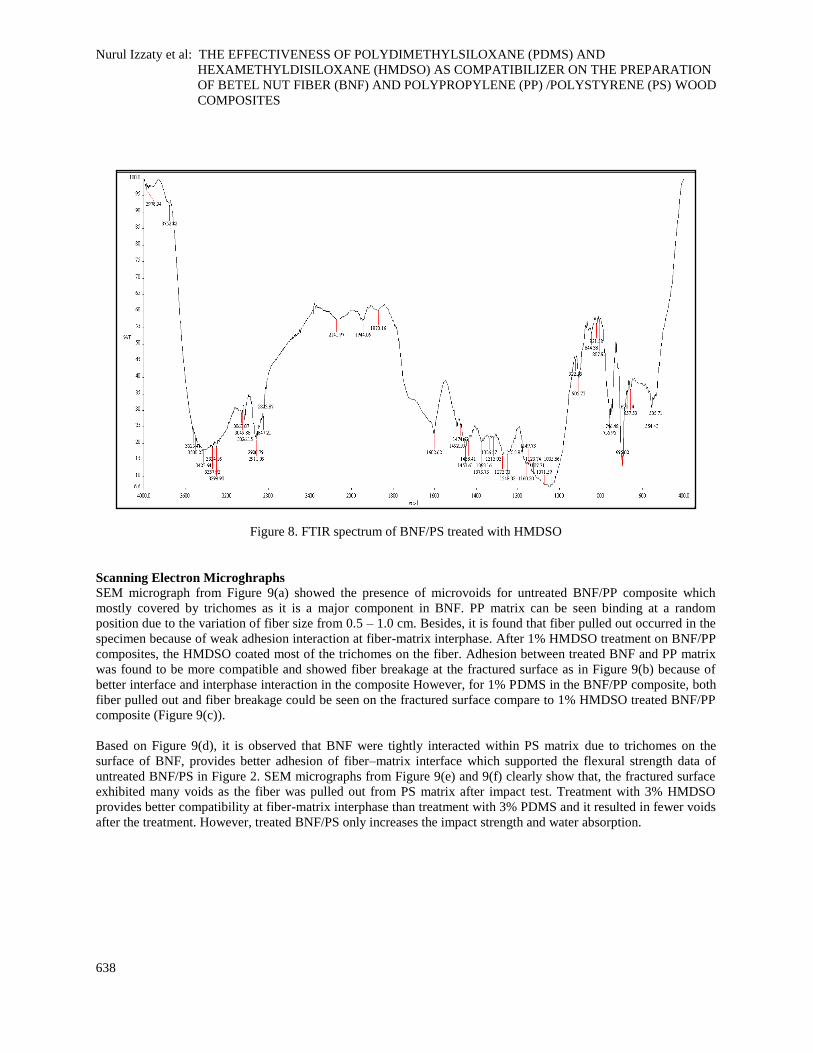
Figure 8. FTIR spectrum of BNF/PS treated with HMDSO
Scanning Electron Microghraphs
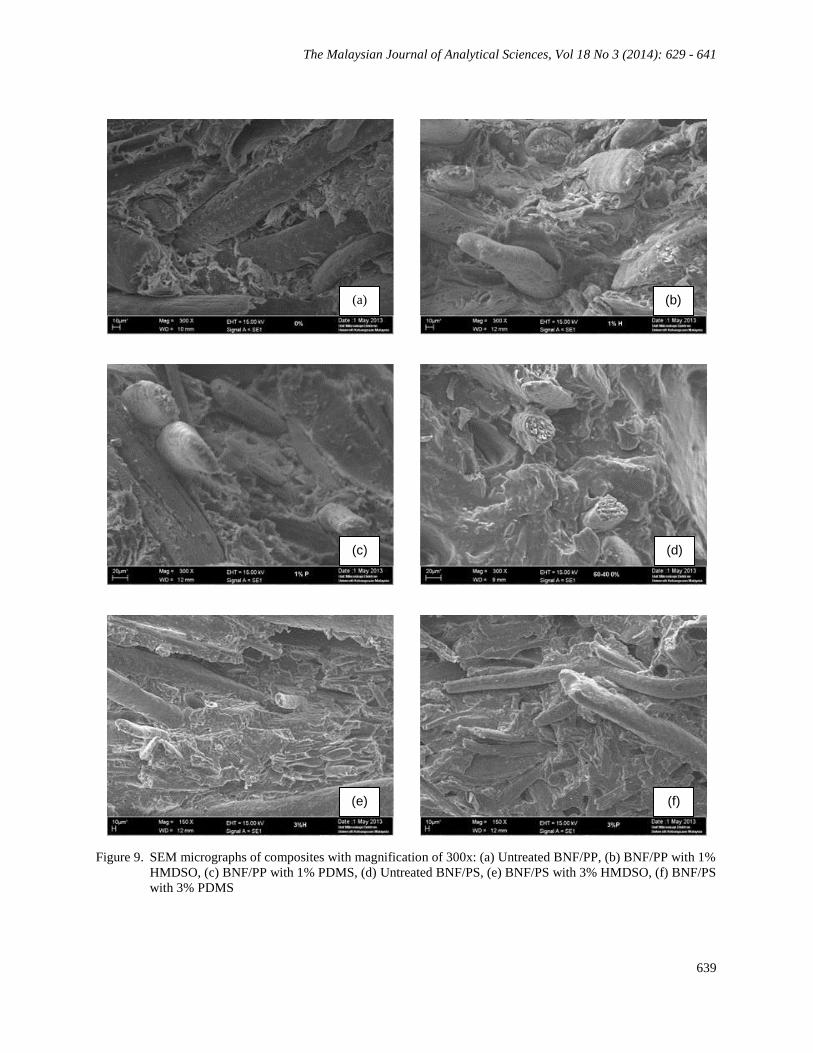
SEM micrograph from Figure 9(a) showed the presence of microvoids for untreated BNF/PP composite which
mostly covered by trichomes as it is a major component in BNF. PP matrix can be seen binding at a random
position due to the variation of fiber size from 0.5 – 1.0 cm. Besides, it is found that fiber pulled out occurred in the
specimen because of weak adhesion interaction at fiber-matrix interphase. After 1% HMDSO treatment on BNF/PP
composites, the HMDSO coated most of the trichomes on the fiber. Adhesion between treated BNF and PP matrix
was found to be more compatible and showed fiber breakage at the fractured surface as in Figure 9(b) because of
better interface and interphase interaction in the composite However, for 1% PDMS in the BNF/PP composite, both
fiber pulled out and fiber breakage could be seen on the fractured surface compare to 1% HMDSO treated BNF/PP
composite (Figure 9(c)).
Based on Figure 9(d), it is observed that BNF were tightly interacted within PS matrix due to trichomes on the
surface of BNF, provides better adhesion of fiber–matrix interface which supported the flexural strength data of
untreated BNF/PS in Figure 2. SEM micrographs from Figure 9(e) and 9(f) clearly show that, the fractured surface
exhibited many voids as the fiber was pulled out from PS matrix after impact test. Treatment with 3% HMDSO
provides better compatibility at fiber-matrix interphase than treatment with 3% PDMS and it resulted in fewer voids
after the treatment. However, treated BNF/PS only increases the impact strength and water absorption.
The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
639
Figure 9. SEM micrographs of composites with magnification of 300x: (a) Untreated BNF/PP, (b) BNF/PP with 1%
HMDSO, (c) BNF/PP with 1% PDMS, (d) Untreated BNF/PS, (e) BNF/PS with 3% HMDSO, (f) BNF/PS
with 3% PDMS
(a) (b)
(c) (d)
(e) (f)

Nurul Izzaty et al: THE EFFECTIVENESS OF POLYDIMETHYLSILOXANE (PDMS) AND
HEXAMETHYLDISILOXANE (HMDSO) AS COMPATIBILIZER ON THE PREPARATION
OF BETEL NUT FIBER (BNF) AND POLYPROPYLENE (PP) /POLYSTYRENE (PS) WOOD
COMPOSITES
640
Conclusion
The effects of the HMDSO and PDMS treatments on the BNF/PP and BNF/PS were investigated in this study.
Generally, treatment with HMDSO was better than PDMS and show that HMDSO acted better as compatibilizing
agent in BNF/PP composite. This is due to simple structure of HMDSO resulting in homogeneity between fiber and
matrices. SEM micrograph also revealed that the microvoids of BNF/PP and BNF/PS was reduced after HMDSO
treatment and it is proved by FTIR spectral analysis which indicate peaks Si(CH3), Si-C stretching vibration and Si-
O stretching that show physical interaction at fiber-matrix interphase. The results revealed 1% HMDSO as the
optimum amount to be used as compatibilizer for BNF/PP composite where the compatibility of fiber-matrix
interphase was significantly improved and contributed to the increment of flexural strength (18.5%), flexural
modulus (24.2%), impact strength (70.3%) and percentage of water absorption (61.9%). PDMS and HMDSO are
not effective as compatibilizers in BNF/PS composite and showed no significant improvement on their mechanical
properties.
Acknowledgement
The authors would like to thank the Department of Chemistry, Faculty of Science and Technology, National
University of Malaysia and lab technicians for the technical support of this project.
References
1. Matthew, F. L. & Rawlings, R. D. (1999). Composite Material: Engineering and Science. Imperial College of
Science, U.K.
2. Mcdonough, W. & Braungart, M. (2002). Cradle to Cradle: Remaking The Way We Make Things. United
States: North Point Press.
3. Sain, M. & Pervaiz, M. (2008). Wood Polymer-Composites Cambridge, England: Woodhead Publishing
Limited and CRC Press LLC.
4. Bengtsson, M. & Oksman, K. (2006). Silane Crosslinked Wood Plastic Composites: Processing and
Properties.Composites Science and Technology, 66: 2177-2186.
5. Winandy, J. E., Stark, N. M. & Clemons, C. M. (2004). Considerations in Recycling of Wood-Plastic
Composites.5th
Global Wood and Natural Fibre Composites Symposium. Kassel, Germany, April 27- 28.
6. Basiji, F., Safdari, V., Nourbakhsh, A. & Pilla, S. (2010). The Effects of Fiber Length and Fiber Loading on the
Mechanical Properties of Wood Plastic (Polypropylene) Composites.Turkish Journal of Agriculture
and Forestry, 34: 191 - 196.
7. Bouafif, H., Koubaa, A., Perre, P. & Cloutier, A. (2009). Effects of Fiber Characteristics on the Physical and
Mechanical Properties of Wood Plastic Composites.Composites Part A: Applied Science and Manufacturing,
40 (12): 1975 – 1981.
8. Choudhury, S. U., Hazarika, S. B., Barbhuiya, A. H. & Ray, B. C. (2006). Natural Fibre Reinforced Polymer
Biocomposites and Blends: Synthesis, Characterization and Applications. Department of Chemistry, Cotton
College, Guwahati, Assam, India Department of Biochemistry, Regional College of Higher Education,
Guwahati, India Jadavpur University, Kolkata, India.
9. Venkateshappa, S. C., Bennehalli, B., Kenchappa, M. G. & Ranganagowda, R. P. G. (2010). Flexural
Behaviour of Areca Fibers Composites.BioResources, 5 (3): 1846 - 1858.
10. Kumar, G. C. M. (2008). A Study of Short Areca Fiber Reinforced PF Composites. Proceedings of the World
Congress on Engineering Vol II, London U.K, 2 – 4 July 2008.
11. Nirmal, U., Jamil, N., Yousif, B. F., Rilling, D. & Brevern, P. V. (2010). The Potential of Using Treated Betel
Nut Fibers as Reinforcement for Tribo-Bio Polymeric Composites Subjected to Dry/Wet Contact Conditions.
Second International Conference on Natural Polymers, Bio-Polymers, Bio- Materials, Their Composites,
Blends, IPN’S and Gels Polyelectrolytes and Gels: Macro to Nano Scales. Organized by Kottayam, Kerala,
India, September 24-26.
12. Clemons, C. (2008). Wood Polymer Composites. Cambridge, England: Woodhead Publising Limited and CRC
Press LLC.
13. Najafi, S. K., Mehdi, T. & Elham, H. (2007). Effect of Temperature, Plastic Type and Virginity on the Water
Uptake of Sawdust/Plastic Composites.Holz RohWerkst, 65: 37 – 382.
14. Sobczak, L., Bruggemann, O. & Putz, R. F. (2012). Polyolefin Composites with Natural Fibers and Wood-
Modification of the Fiber/Filler-Matrix Interaction.Journal of Applied Science, 127 (1): 1 - 17.

The Malaysian Journal of Analytical Sciences, Vol 18 No 3 (2014): 629 - 641
641
15. Wechsler, A., Hiziroglu, S. & Ballerini, A. A. (2008). Some of the Properties of Wood Plastic
Composites.Proceedings of the 51st International Convention of Society of Wood Science and Technology, 1-
10.
16. Botros, M. (2003). Development of New Generation Coupling Agents for Wood-Plastic Composites. Intertech
Conference The Global Outlook for Natural and Wood Fiber Composites. Organized by New Orleans, LA, 3 -
5 December.
17. Hocker, H. (2002). Plasma Treatment of Textile Fibres.Pure Applied Chemistry, 74 (3): 423 - 427.
18. Agnantopoulou, E., Tserki, V., Marras, S., Philippou, J. & Panayiotou, C. (2012). Development of
Biodegradable Composites Based on Wood Waste Flour and Thermoplastic Starch.Journal of Applied Polymer
Science, 126 (1): 273 – 281.
19. Gnatowski, M. (2009). Water Absorption and Durability Composites. Ph.D., Research Director, Polymer
Engineering Company Ltd. Burnaby, BC, Canada.