the feasibility of using natural self-ground rice...
TRANSCRIPT

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
185
THE FEASIBILITY OF USING NATURAL SELF-GROUND RICE HUSK ASH IN STRUCTURAL CONCRETE
Isaia, G. C. (1), Gastaldini, A. L. G. (1), Meira, L. (2), Duart, M. (2) and Zerbino, R. (3) (1) Associate Professor of Federal University of Santa Maria, Department of Civil Engineering, RS, Brasil (2) Civil Engineer, MSc., Civil Engineering Post-Graduation Program (3) Associate Professor of Universidad de la Plata, Department of Civil Engineering, Argentina, LEMIT investigator
ABSTRACT The construction sustainability depends, in great part, of the cement substitution by mineral
additions, mainly by-products such as fly ash, slag or rice husk ash. One of the main causes of the low rice husk ash utilization in structural concrete is its unavailability in the market, under the ground ash form, probably due to technical, financial or marketing matters. So, this work aims at studying the technical viability on the use of natural self-ground rice husk ash in structural concrete by placing it together with the aggregates, inside de mixer drum. A reference mixture with type CPIIF Portland cement with 0.45, 0.55 and 0.65 water/binder ratio, two mixtures with pre-ground and natural self-ground rice husk ash with 15% and 25% cement substitution, were tested. Axial compression strength, tensile strength by diametric compression, elasticity modulus and total shrinkage tests were accomplished. The results permit to conclude that it is possible to substitute 15% of cement by natural self-ground rice husk ash directly inside the mixer drum, without significant losses to their mechanical properties or shrinkage, because of the compact microstructure, similar to the pre-ground one. Keywords: natural rice husk ash, ground rice husk ash, compression strength, tensile strength, elasticity modulus, shrinkage. 1 INTRODUCTION
In Brazil, among the pozzolans with potential for using them in structural concrete, fly ash, rice husk ash and, more recently, the sugar cane bagasse are the main by-products resulting from the energy production for industrial purposes. To improve these ashes properties from vegetal origin for using in concrete, the experience relates that there must be burnt with temperature control and be ground in order to increase its fineness and, so, improve the performance of the required properties, mainly the mechanical and durability ones.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
186
For sustainability reasons, the great part of the rice husk ash produced from rice crop, almost 700 Mt worldwide and 12 Mt Brazil’s production of paddy rice, 2008/2009 basis (INTERRICE, 2009), must be used in concrete, the greatest potential consumer of this agricultural byproduct. Nevertheless, lack of availability of RHA in the market with proper characteristics for such use, results in great quantities deposited as open-air landfill, increasing the environmental pollution of soils and ground water.
Great part of the researches on RHA in concrete points out, as main condition for structural concrete application, the chemical reactivity for the pozzolanic reactions processing, in order to enhance the concrete required properties (MEHTA, 1994; MEHTA e FOLLIARD, 1995, FENG, 2003). Some researchers are of opinion that residual RHA, produced without temperature control and presenting coarser grains, may be employed in structural concrete because it also shows sufficient characteristics to confer adequate performance for mechanical and durability properties (NIMITYONGSKUL et al, 1981; GUEDERT, 1989; ISAIA, 1995, REGO, 2004). The significant results obtained with the residual RHA may be due not only to the pozzolanic reactions but also to the dispersion and nucleation of physical effects of the zeta potential cement particles and, also, the pores obstruction (ISAIA et al., 2003, SENSALE, 2006).
Most of the rice mill plants, mainly in Brazil, do not have interest for adequate RHA processing, discharging the ashes as residue, against the environmental standards, producing surrounding pollution. In order to give a proper destination to this byproduct, an adequate procedure would be the using of residual RHA as produced after burning, that is, in natural state without grinding, directly in the mixer drum. This way would cause self-grinding together to the other granular materials inside the mixer, resulting in the grain refinement, what would reproduce, in part, the RHA pre-grinding, traditionally utilized for concrete using. With this strategy the RHA potential utilization would be increased, especially in small or medium size constructions, near the regions where the RHA is produced, where the concrete is mixed at the job site.
In this manner, this work aims at to contribute with new information about this new modality of using residual RHA in structural concrete, without previous grinding, It is shown that feasibility results from a research project coordinated by the Concrete Research Studies Group (GEPECON) of the Santa Maria Federal University, Brazil. Tests with fresh concrete were accomplished for determining the best sequence placement inside the mixer, and the mixture time in order to maximize the properties related with the mechanical strength and durability. In this text only the first part of the test program is presented related with the mechanical test: axial compression strength, tensile strength (splitting test), modulus of elasticity and total shrinkage. Mixtures with Portland cement only and with residual RHA, pre-grinding and self-grinding, were performed with the purpose to compare the performance of the latter and the feasibility of its use in structural concrete. The total research program is more extensive because it covers other subjects as microstructure and durability studies.

2nd In
2 MA2.1 Prev
Sevenatural strengthwithoutand 30%was adrepresensampled
Followere stupreviouupper vwith 30concretecylindrihumid sthe samcomparagrindingwith thetime. Aadopted
nternational
ATERIALSvious study
enteen RHAstate as de
h tests accot any proces% content oopted as cnted the med and the pr
owing, the udied, with
us tests and value was em% was verye productioical 10x20csieving of th
me lot, the ative perfog time inside axial comp
After many sd because th
l RILEM C2-
AND METy with pre/s
A samples welivered froording to Nssing and wf the cemen
comparison edium perfore-ground on
Figure
better inputh w/b=0.55
the substitmployed in y significanton was usedcm specimehe mortar pronly signifrmance on de the drumpressive strsimulations,hey produce
Conference o4 Decembe
THODS self grindinwere takenm the furn
NBR 7215 (with groundnt substituti
parameter,ormance amne in labora
1. Natural RHA
t sequenceconcrete (r
tution of cerelation to
t. An inclind. The contrens, at 28 dreviously seficant varia
the influem, by meanength tests,, the followd the best p
on Progress er 2009, São
187
ng RHA in rice mill
nace grill, w(ABNT, 19RHA in a mon, in mass, being ele
mong all othatory.
A (left) and pre-
of the mat
research cenement by Rthe first stued axis mixrol paramet
days, and theparated froable was thnce of the
ns of the pe provided d
wing sequenperformance
of Recyclino Paulo, Bra
ls of Santa without burn996) were pmetallic bals. The averaected the Iners. Figure
-ground RHA (r
terials in thntral value)
RHA in 15%udy becausexer with capter was the he residue aom concretehe natural R
materials ercentage ofdata to choo
nce materiales:
ng in the Buazil
Maria regiont control. performed, lls mill duriage compresnduber Mil1 presents
right) in lab.
he mixer an) with the s% and 25%e the comprpacity drum
axial compat #0.075 ane. Since all mRHA fineninput order
f retained mose the bettels input and
uilt Environ
on, collecteAxial comwith natura
ing an hour,ssive strengll Plant bethe natural
nd the mixtusame cemen
% contents. Aressive strenof 120 l an
pressive strnd #0.044mmaterials w
ness. This wring and th
materials, coer ordering
d mixture tim
nment
ed in the mpression
al RHA, , in 15%
gth result ecause it
RHA as
ure time nt of the A lower ngth loss d 40 l of ength of
mm after ere from way, the he inter-ombined and mix me were

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
188
For natural RHA (NRHA): (coarse aggregate + NRHA = 2’), (water + admixture = 2’), Portland cement = 2’ and sand = 9’. Total time = 15’;
For the pre-grinding RHA (GRHA): (coarse aggregate + water = 2’), Portland cement = 2’, GRHA = 2’ and sand = 2”. Total time = 10’.
2.2 Binder characteristics A Portland cement CPIIF type according to NBR 11578 (ABNT, 1991), natural NRHA
sampled at the rice mill plant and grinding GRHA in lab, according to item 2.1, were utilized. In order to study the characteristics of the NRHA, it was self-grinded in the mixer together with the other concrete components in a dry base, without cement, with the same aggregates quantities inside the drum, respecting the mixtures proportions of each mix, with 15% and 25% of cement substitution by RHA. Table 1 show the test results of the physical and chemical characteristics of the binders and Figure 2 the granulometric curves obtained by laser granulometer.
Table 1. Physical and chemical characteristics of the binders Properties Cement GRHA1 NRHA2
NRHA153 NRHA253
Physicals Specific mass, kg/dm³ BET specific area, m²/g #0.075 mm residue, % Initial setting time, min Final setting time, min
3.06 1.44 2.98 157 205
1.41
19.67 82.18
2.09
49.25 4.97
1.96
44.41 9.09
1.93
45.01 4.84
Compression strength 1 day, MPa 3 days, MPa 7 days, MPa 28 days, MPa
15.0 26.3 32.2 40.0
Granulometric analysis Mean diameter, µm Diameter < 10%, µm Diameter < 90%, µm
11.5
1.3 41.6
15.5
2.4 54.1
33.2
5.2 80.5
26.7
4.3 69.4
Chemical analysis, % Loss of ignition SiO2 Al2O3 Fe2O3 CaO MgO SO3 Na2O K2O
1.31
18.92 4.32 2.58
60.15 4.91 3.19
- -
0.25
94.84 0.39 0.54 1.32 0.40 0.01 0.11 1.45
0.51
95.04 0.00 0.44 1.25 0.45 0.01 0.09 1.40
1GRHA: ground RHA by an hour in metallic balls mill; 2NRHA: natural RHA, as sampled 3NRHA15 and NRHA25: natural RHA in 15% and 25% content, respectively, ground in the mixer drum
together with the other dry materials.
2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
189
The SiO2+Al2O3+Fe2O3>50% sum, according to Table 1, the SO3<3,0% and Na2O<1,5% contents are according to NBR 12653 requirements (ABNT, 1992) for class E pozzolanic materials. The relatively high potassium content may be one of the causes of the higher crystallization of the amorphous particles in cristobalite form, according to Figure 4.
Table 1 shows that NRHA presented specific mass 33% lower than GRHA and after the mixer grinding, a decrease of only 7%. The same occurred to the BET area whose differences were, respectively, 60% and 9%. These data reveal that the self-grinding of the natural RHA in the mixer drum caused significant grain fragmentation, albeit not reproducing the obtained values for the GRHA.
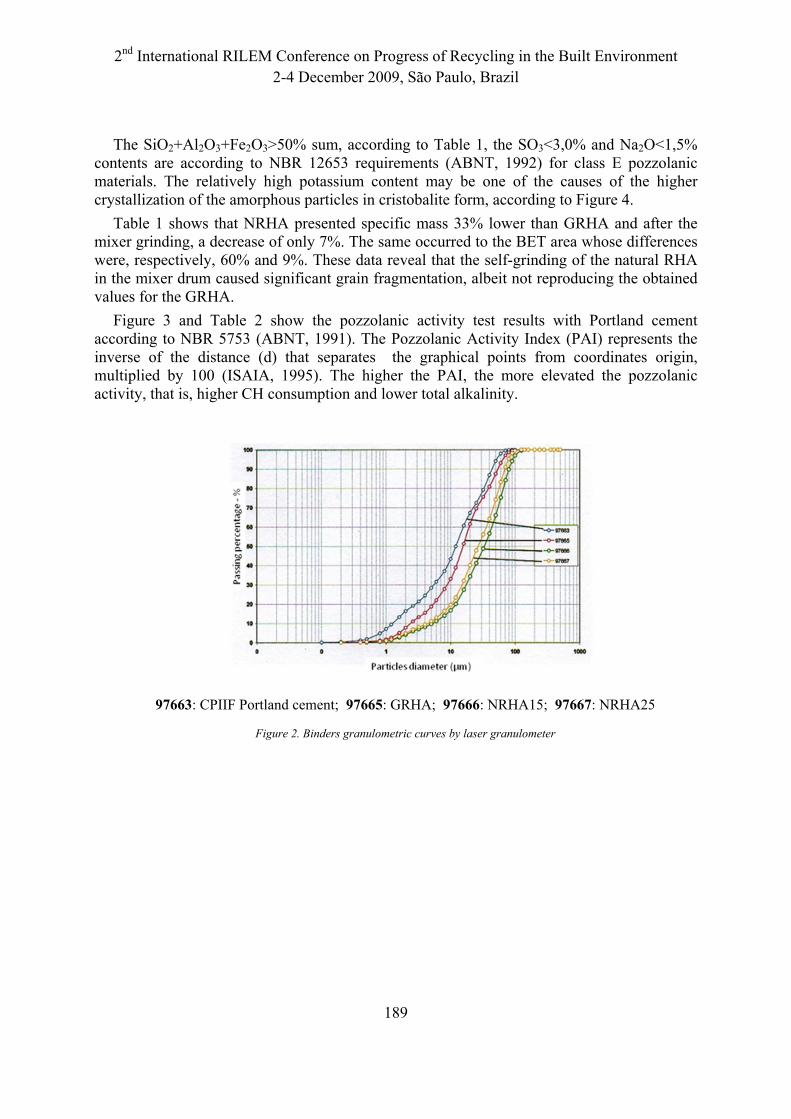
Figure 3 and Table 2 show the pozzolanic activity test results with Portland cement according to NBR 5753 (ABNT, 1991). The Pozzolanic Activity Index (PAI) represents the inverse of the distance (d) that separates the graphical points from coordinates origin, multiplied by 100 (ISAIA, 1995). The higher the PAI, the more elevated the pozzolanic activity, that is, higher CH consumption and lower total alkalinity.
97663: CPIIF Portland cement; 97665: GRHA; 97666: NRHA15; 97667: NRHA25
Figure 2. Binders granulometric curves by laser granulometer

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
190
Figure 3. Pozzolanic activity with cement (Fratini test)
Table 2. Pozzolanic Activity Index (PAI) with cement
Binders Pozzolanic activity Distance to
the origin (cm)
PAI mmol
CaO/l mmol
OH-/l CPIIF Cement 8,0 59,0 6,8 14,7 PC + NRHA15 9,0 48,0 6,0 16,7 PC + NRHA25 8,5 49,0 5,8 17,2 PC + GRHA15 6,0 43,0 5,2 19,2 PC + GRHA25 5,5 42,0 5,0 20,0
Figure 4 presents the XRD of GRHA showing several cristobalite peaks that confere a
crystalline character to the sample due to the high burnt temperature (above 600°C) and the relatively high potassium content.

2nd In
Figurmass chtemperaloss of observefineness
2.3 Phy
Two utilizablin # 4.granulomm andproporticharacte
nternational
re 5a and 5hange inferiature, endot
constitutioed at 343°Cs what facil
ysical charanatural qu
le zone of N8 mm. A metric band
d #6.3mm, aion each ineristics resu
l RILEM C2-
5b show theior to 2% unermic peaks
on water anC corresponitates the re
acteristics ouartzous sanNBR 7211 (diabasic c
d 9.5/25mmair dried. Tn order to ults of these
Conference o4 Decembe
Figu
e DTA andntil 200°C as are not obnd carbon
nding to theemoval of vo
of aggregatnds were ut(ABNT, 19oarse aggre
m and 4.75/1The two san
decrease vaggregates
on Progress er 2009, São
191
ure 4. XRD of th
d TA analysand loss of bserved unle
combustione loss of coolatile and c
tes tilized: a fi
983), from Segate from12.5mm, resds and coarvoids betwe.
of Recyclino Paulo, Bra
he GRHA
sis of NRHAadsorbed w
ess mass chan. For the onstitution wcarbonic ma
ner and coSanta Maria
m Itaara, claspectively, srse aggregateen grains.
ng in the Buazil
A and GRHwater. For th
anges due toGRHA a
water, due aterials.
arser ones, a region, ovassified as sieved and wtes were em
Table 3 s
uilt Environ
HA both prhe NRHA, fo volatile msignificant to the high
situated inen dried ann° 1 and
washed betmployed in shows the
nment
resenting from this materials,
peak is her grain
nside the nd sieved
2, with tween 19 the 50% physical

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
192
Figure 5a. DTA and TA of NRHA
Figure 5b. DTA and TA of GRHA
2.4 Admixture A carboxilate ether based superplasticizer admixture with 1.1 kg/dm³ density and 30% of
solids was employed for the obtainment of 80±20mm slump.
Table 3. Physical characteristics of aggregates
Properties Fine aggregate Coarse aggregate
Sand 1 Sand 2 Areia 1+2 C.A. 1 C.A. 2 C.A. 1+2 Specific mass, kg/dm³ 2.60 2.63 2.62 2.55 2.49 2.52 Unitary mass, kg/dm³ 1.51 1.57 1.54 1.40 1.39 1.40 Fineness modulus 2.81 1.89 2.35 5.42 6.91 6.17 Max. characteristic diam., mm 4.75 1.18 4.75 9.5 19 19
100 200 300 400 500 600 700 800 900 1000Temperature /°C
96.0
97.0
98.0
99.0
100.0
TG /%
-0.30
-0.25
-0.20
-0.15
-0.10
-0.05
DTG /(%/min)
Residual Mass: 95.67 % (998.6 °C)
Peak: 49.7 °C
Mass Change: -1.58 %
Mass Change: -2.74 %
Peak: 191.0 °C
100 200 300 400 500 600 700 800 900 1000Temperature /°C
94.0
95.0
96.0
97.0
98.0
99.0
100.0
TG /%
-0.30
-0.25
-0.20
-0.15
-0.10
-0.05
DTG /(%/min)
Residual Mass: 93.68 % (998.8 °C)Peak: 56.9 °C
Peak: 342.6 °C
Peak: 649.8 °C
Mass Change: -1.82 %
Mass Change: -2.05 %
Mass Change: -2.46 %
Peak: 175.0 °C
Peak: 500.0 °C

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
193
2.5 Concrete The mix proportions were performed for five mixtures of concrete families: reference
(REF) with 100% of CPIIF Portland cement; GRHA15 (G15) with 15% of cement substitution by ground RHA (mass base); GRHA25 (G25) with 25% of cement substitution by ground RHA; NRHA15 (N15) with 15% of cement substitution by natural RHA (mass base) and NRHA25 (N25) with 25% cement substitution by natural RHA. For each concrete family three water/binder (w/b) ratios were employed: 0.45, 0.55 and 0.65. To compensate the paste content increase in the NRHA and GRHA mixtures due to their lower specific mass, the mortar volume was maintained constant by decreasing the sand content. The dry mortar content in the mixtures, by volume, remained constant in 50%. Table 4 shows the material quantities per m³.
Table 4. Materials consumption per m³ of concrete
Mix RHA
% w/b ratio
Cement kg/m³
RHA kg/m³
Sand kg/m³ Coarse aggreg. kg/m³
Water l/m³
Admix. l/m³
REF 0.45 0.55 0.65
407 320 263
688 779 838
1,095 1,099 1,101
183 176 171
0.1 0.3 0.1
G15 15 0.45 0.55 0.65
346 272 223
61.1 47.9 39.4
664 760 822
1,095 1,099 1,101
183 176 171
1.3 1.4 1.2
G25 25 0.45 0.55 0.65
305 240 197
102 79.8 65.7
647 747 812
1,095 1,099 1,101
183 176 171
1.8 1.8 1.3
N15 15 0.45 0.55 0.65
346 272 223
61.1 47.9 39.4
627 732 799
1,095 1,099 1,101
183 176 171
2.2 2.1 2.2
N25 25 0.45 0.55 0.65
305 240 197
102 79.8 65.7
586 699 772
1,095 1,099 1,101
183 176 171
3.6 3.2 3.1
The materials placement sequence in the drum and the mixture time inside the mixer were
those cited in item 2.1. After the mixture, the following parameters were measured: slump, concrete and air temperature, concrete specific mass and air entrainment content. The concrete specimens were molded according to the specific standards following named with compaction in vibratory table. The specimens remained at air lab environment during the first 24 hours recovered with water soaked fabric, latterly conditioned in humid chamber at 23±2°C and R.H.>95%, where remained until the test ages. The average specific mass of concrete was 2.3 kg/dm³.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
194
3 RESULTS ANALYSIS AND DISCUSSION 3.1 Axial compressive strength
The 10x20cm specimens were molded according to NBR 5738 (ABNT, 2003) and were tested at 28 and 91 days according to NBR 5739 9ABNT, 2003). Figures 6 and 7 show the obtained results.
Figure 6. Axial compressive strength at 28 days
Figure 7. Axial compressive strength at 91 days
The GRHA mixtures presented the higher strengths, mainly for G15, for both ages,
showing that the ash grinding was determinant for the compressive strength increase due to the higher specific area of particles that improved the nucleation of the hydrated compounds. The NRHA mixtures presented lower strengths at 28 days than the reference ones and also when compared to the GRHA mixtures, since the NRHA showed smaller diameter grains and the pozzolanic reactions effect was not very significant at this age. The N25 mixtures presented the lowest strength due to the coarsest fineness.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
195
At 91 days the progression effects of pozzolanic reactions increased the N15 mixtures strength, in a similar level to the GRHA ones, overcoming the REF ones. From w/b=0.55 the curve inflexion of N15 was more pronounced compared to the other mixes showing that, for the lowest w/b ratio, the positive effect of the NRHA mixtures was higher and, practically, presented the same compressive strength than GRHA ones for w/b=0.45. It was observed that the age increase from 28 to 91 days was beneficial for the N15 mixes because the com-pressive strength results were equal or higher than the REF ones at 91 days and closer to G25.
Table 5 shows the increase percentage of the NRHA mixes, compared to GRHA ones. It is observed that, at 28 and 91 days, the NRHA compressive strength mixtures were lower than GRHA ones, with higher differences at 28 days, when the pozzolanic reactions of the coarser ash had still not reached significant values. At 91 days the differences decreased significantly for the N15 mixes and relatively few for N25 ones.
Table 5. Relation between axial compressive strength of NRHA, GRHA and REF mixtures
w/b Ratio 28 days
91 days Ratio 28
days 91
days Ratio 28 days
91 dias
0,45 0,55 0,65
N15/G15 13.5% 15.6% 14.5%
-4.8% 16.4% -4.6%
G15/REF3.3%7.2%
12.1%
23.3%20.2%19.4%
N15/REF 10.6% -9.6% -2.8%
17.4%0.5%
13.9%0,45 0,55 0,65
N25/G25 47.7% 42.2% 38.2%
40.1% 34.3% 36.0%
G25/REF3.1%
-0.5%-7.6%
18.4%9.7%5.9%
N25/REF -46.1% -42.5% -42.9%
29.1%28.0%47.4%
The higher fineness and reactivity of GRHA mixtures contributed for the strength increase,
in larger scale for G15 than for G25. The N15 mixes presented strength increase in relation to REF, while for N25 it decreased in similar percentage to those GRHA ones. Table 5 shows that the 15% content is more effective than 25%, especially for the NRHA mixtures. The lower fineness for the latter affected more the mixtures with higher content and w/b ratio, when compared to the REF strengths.
3.2 Discussion on equality of compressive strength level
The compression strength is one of the most important concrete properties and it is directly related with the characteristic strength (fck) of a concrete structure. So, it is important to take it as a comparison parameter, when a comparative study is desired with different cementious materials. This way, it is relevant to perform a technical viability study with NRHA and GRHA mixtures, in relation to the characteristic strength levels usually employed in concrete structure projects, according to the Brazilian standards.
Table 6 shows the w/b ratios, cement and cementious material consumptions for three compressive strengths levels of mixture proportion, at 28 days age: 25, 30 and 40 MPa, corresponding to the strength classes group I of NBR 8952 (ABNT, 1992), respectively, C15, C20 and C30, considering for the mix proportion standard deviation the B or C conditions (≈ 10MPa) of NBR 12655 (ABNT, 2006).

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
196
Data for fc28=25MPa (NBR 8953 C15 class) mixtures, reveal that fulfill the w/b≤0.65 condition (class of aggressiveness I: rural, NBR 12655), the fc28=30MPa (C20 class) mixtures (C20 class) the w/b≤0,60 condition (class of aggressiveness II: urban) and the fc28=40MPa (C30 class) mixtures condition (class of aggressiveness III: marine). The minimum consumption of the cementious materials commended by NBR 12655, for each aggressiveness class, was fulfilled.
The N25 mixtures fulfilled only the C15 class conditions, with cement consumption 63% higher than REF, hence it is not economically viable. The other mixtures present cement consumption below REF: -12% for N15, C15 class, - 9% for C20 and -6% for C30. The GRHA mixtures presented smaller cement consumption, for the same strengths, than the NRHA ones, due to the appointed reasons in item 3.1, An increasing higher than 30% was found to the compressive strengths between 28 and 91 days to the N15 mixtures, reaching 39.3 MPa in C20 class and 55.1 in C30, what would raise for C30 and C40 classes, respectively, if were mixed proportioned for this latter age.
The axial compressive strengths of Table 6 at 91 days will be taken into account in the following regression calculations, when this age be utilized for the results analysis.
Table 6. w/b ratios and cement consumption for concrete C15, C20 and C25 classes.
fc28 (fck)MPa Parameters of analysis REF G15 G25 N15 N25
25 (C15)
w/b ratio Cement consumption (C) Cementitious materials consumption CRHA/CREF
2 (cement) fc91 corresponding to fc28=25 MPa
0.63 271 271 1.00 28.9
0.651
223 262 0.83 33.1
0.61 212 282 0.78 32.2
0.61 241 282 0.88 32.1
0.42 332 443 1.63 32.7
30 (C20)
w/b ratio Cement consumption (C) Cementitious materials consumption CRHA/CREF
2 (cement) fc91 corresponding to fc28=30 MPa
0.56 313 313 1.00 33.2
0.60 247 291 0.79 36.8
0.55 239 319 0.76 37.5
0.53 284 334 0.91 39.3
40 (C30)
w/b ratio Cement consumption (C) Cementitious materials consumption CRHA/CREF
2 (cement) fc91 corresponding to fc28=35 MPa
0.46 392 392 1.00 41.8
0.48 322 379 0.82 48.6
0.47 289 385 0.74 47.4
0.42 369 434 0.94 55.1
1For this mixture the minimum value of NBR 12655 was taken for the class of agressiveness I: a/mc ≤ 0,65 2 Ratios between the cement consumption of mixtures with RHA and the reference ones.
3.3 Tensile strength by diametric compression The tensile strength by diametric compression (ft) was determined with 10x20 cm
specimens according to NBR 7222 (ABNT, 1994) at 28 and 91 days. Figures 8a and 8b show the results compared with the respective fc axial compressive strength at the same ages, by simple statistical regression, with very strong determination coefficients (r²>0.90).

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
197
The G15 mixture presented ft strengths equal or higher than REF, while the content increase to 25% augmented for fc≤40 MPa values. The N15 mixture presented smaller performance than REF, in all range of study, and N25, despite the accentuated drop of the compression strength, showed ft values higher than to the 15% content, in strength equality.
Figure 8 still shows the values proposed by the equation of NBR 6118 (ABNT, 2007):
ft = 0,3.fc2/3 (eq. 1)
It is observed that the majority of the mixtures presented values above of this standard,
exception to N15 and G25 for fc≥40MPa. The RHA increase from 15% to 25%, as much natural as ground ashes, was more beneficial for fc≤30MPa, suggesting that the physical and pozzolanic effects are more effective when the cementious matrix porosity is higher.
Figure 8 still shows the mean values of the equation proposed by Ahmad and Shah (1985): ft = 0,305 . fc0,55 (eq. 2) The tensile strengths obtained by this model are clearly smaller than NBR 6118 and, also,
to the other results of this research. These authors emphasize that the concrete tensile strength depends significantly of the aggregate type and initial curing conditions, which influence in ft is more important than in the fc behavior.
Figure 8a. Tensile strength by diametric compression x axial compression strength at 28 days

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
198
Figure 8b. Tensile strength by diametric compression x axial compression strength at 91 days
Figure 8b presents similar results at 91 days where increasing in all mixtures is observed to
ft, especially for REF, with higher values to all mixes with RHA, exception to the w/b = 0.45 of G15. By the NBR 6118 equation, the N15 mixtures still presents lower values for all w/b ratios, while the other ones are close or higher.
Table 7 shows the ft strengths for the concrete classes of item 3.2, where it is observed that N15 mixtures presents more significant drop of 21% in relation to REF at 28 days, for C15 class, while at 91 days, the value raises to the level of the other classes, at this age. The gains are higher between the 91/28 days relationship for the lower strength, due to the availability of more space for the compounds formation by chemical effect, as much as obstruction by physical effect.
Table 7. Tensile strengths by diametric compression for concrete C15, C20 and C30 classes fc28 (fck) MPa REF G15 G25 N15 N25 NBR 6118
25 (C15)
ft28, MPa ft28/fc28
ft28RHA/ft28REF ft91, MPa ft91/ft28
2.72 0.11 1.00 3.32 1.22
2.600.100.962.991.15
3.180.131.173.201.01
2.160.090.792.641.22
3.190.131.173.491.09
2.57 0.10 0.94
30 (C20)
ft28, MPa ft28/fc28
ft28RHA/ft28REF ft91, MPa ft91/ft28
3.03 0.10 1.00 3.49 1.15
3.100.101.023.251.05
3.290.111.093.531.07
2.700.090.893.071.14
2.90 0.10 0.96
40 (C30)
ft28, MPa ft28/fc28
ft28RHA/ft28REF ft91, MPa ft91/ft28
3.53 0.09 1.00 3.76 1.07
3.890.101.103.961.02
3.460.090.984.031.16
3.560.091.013.781.06
3.51 0.09 0.99
2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
199
The GRHA mixtures presented good performance against REF, in all classes, while the 15N only above the C20 and, for the N25, due to its low fc strength, could be used only in C15 class. By the NBR 6118, all GRHA mixtures show adequate results, as long as the NRHA ones only reach the standard levels at 91 days. These results show that the natural RHA, for the reason of its coarser fineness and grains with greater dimensions, weaken the paste/aggregate transition zone in lower age (28 days), influencing in high degree the tensile strength than the axial compressive one.
The ft/fc relationships showed by Table 7 remained in the 0.09 and 0.13 interval, all of them inside the 0.08 and 0.14 variation cited by Mindess et al. (2003).
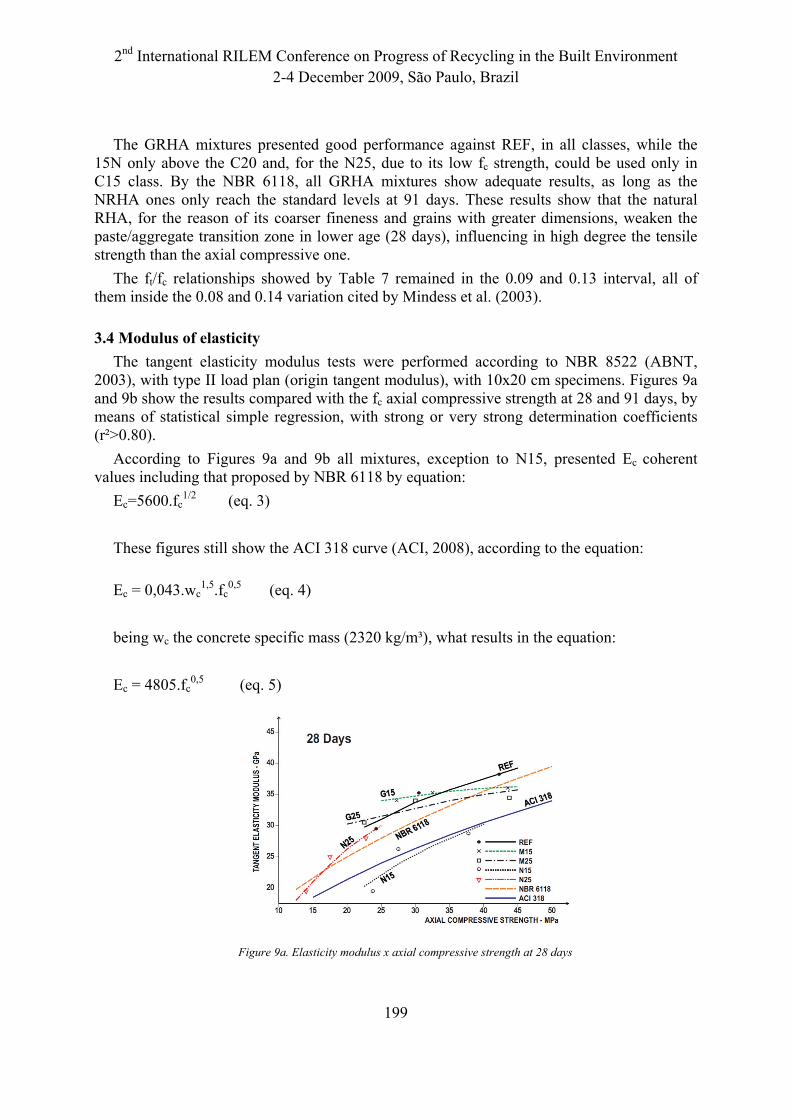
3.4 Modulus of elasticity The tangent elasticity modulus tests were performed according to NBR 8522 (ABNT,
2003), with type II load plan (origin tangent modulus), with 10x20 cm specimens. Figures 9a and 9b show the results compared with the fc axial compressive strength at 28 and 91 days, by means of statistical simple regression, with strong or very strong determination coefficients (r²>0.80).
According to Figures 9a and 9b all mixtures, exception to N15, presented Ec coherent values including that proposed by NBR 6118 by equation:
Ec=5600.fc1/2 (eq. 3)
These figures still show the ACI 318 curve (ACI, 2008), according to the equation: Ec = 0,043.wc
1,5.fc0,5 (eq. 4)
being wc the concrete specific mass (2320 kg/m³), what results in the equation: Ec = 4805.fc
0,5 (eq. 5)
Figure 9a. Elasticity modulus x axial compressive strength at 28 days
2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
200
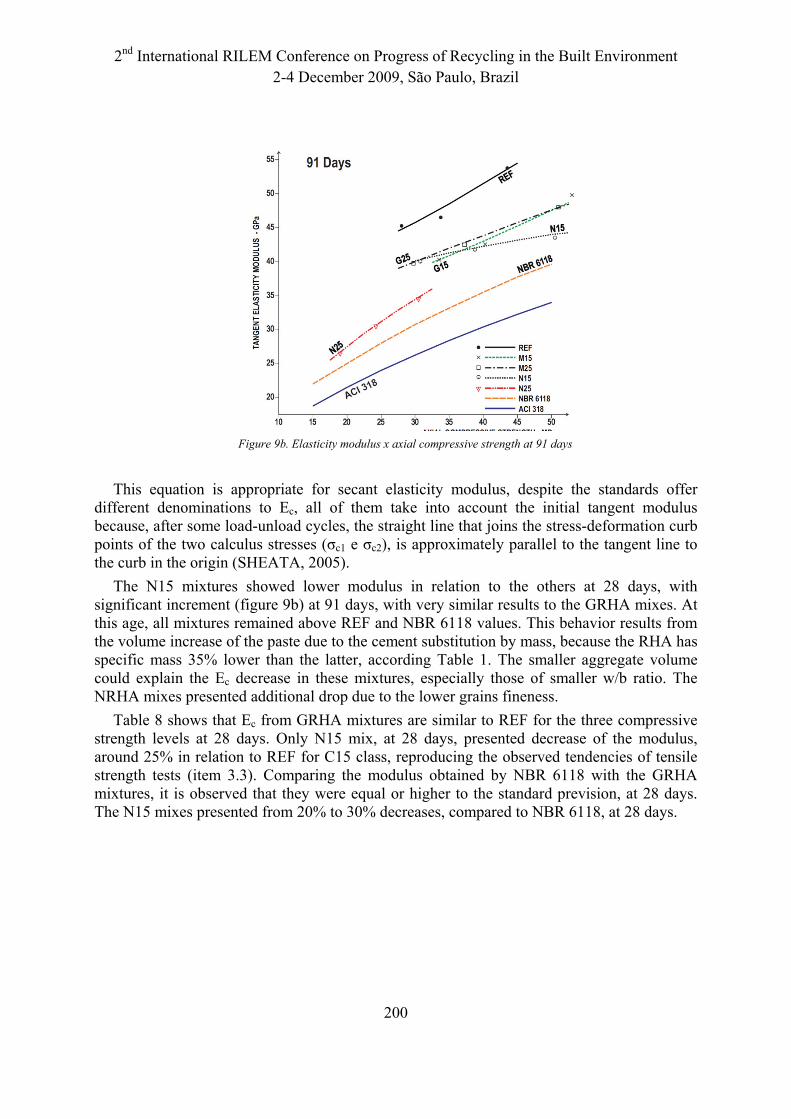
Figure 9b. Elasticity modulus x axial compressive strength at 91 days
This equation is appropriate for secant elasticity modulus, despite the standards offer
different denominations to Ec, all of them take into account the initial tangent modulus because, after some load-unload cycles, the straight line that joins the stress-deformation curb points of the two calculus stresses (σc1 e σc2), is approximately parallel to the tangent line to the curb in the origin (SHEATA, 2005).
The N15 mixtures showed lower modulus in relation to the others at 28 days, with significant increment (figure 9b) at 91 days, with very similar results to the GRHA mixes. At this age, all mixtures remained above REF and NBR 6118 values. This behavior results from the volume increase of the paste due to the cement substitution by mass, because the RHA has specific mass 35% lower than the latter, according Table 1. The smaller aggregate volume could explain the Ec decrease in these mixtures, especially those of smaller w/b ratio. The NRHA mixes presented additional drop due to the lower grains fineness.
Table 8 shows that Ec from GRHA mixtures are similar to REF for the three compressive strength levels at 28 days. Only N15 mix, at 28 days, presented decrease of the modulus, around 25% in relation to REF for C15 class, reproducing the observed tendencies of tensile strength tests (item 3.3). Comparing the modulus obtained by NBR 6118 with the GRHA mixtures, it is observed that they were equal or higher to the standard prevision, at 28 days. The N15 mixes presented from 20% to 30% decreases, compared to NBR 6118, at 28 days.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
201
Table 8. Tangent elasticity modulus for concrete C15, C20 and C30 classes
fc28 (fck) MPa
REF G15 G25 N15 N25NBR 6118
ACI 318
25 (C15)
Ec28, GPa Ec28RHA/Ec28REF
Ec91, GPA Ec91/Ec28
31.0 1.00 45.1 1.45
33.91.0939.71.17
31.71.0240.81.29
22.20.7240.61.83
29.80.9636.01.21
28.0 0.90
24.0 0.77
30 (C20)
Ec28, GPa Ec28RHA/Ec28REF
Ec91, GPA Ec91/Ec28
33.6 1.00 47.5 1.41
34.71.0341.71.20
32.90.9842.71.30
25.40.7642.01.65
30.7 0.91
26.3 0.78
40 (C30)
Ec28, GPa Ec28RHA/Ec28REF
Ec91, GPA Ec91/Ec28
37.6 1.00 52.5 1.40
35.90.9547.31.32
34.80.9346.61.34
28.10.7544.51.58
35.4 0.94
30.4 0.81
At 91 days, the N15 mixtures in C15 class had high recovering, comparing to the Ec of
GRHA mixes, at the same age and concrete classes. The N25 mixes showed similar performance in relation to the two comparison basis (REF and NBR 6118), for C15 class at 28 days.
3.5 Total shrinkage
The shrinkage tests were performed according to C490 standard (ASTM, 1996), with 10x10x28.5 prismatic specimens, and measurement at 7, 28, 91, 182 and 300 days. Figure 10 show the total shrinkage at 300 days compared to the axial compressive strength at 28 days. It was not taken the shrinkage measurements at 28 days because they were too low, being more significant to do the long-term comparison.
The total shrinkage decreased with the strength increase because, when the w/b ratio diminishes, the water content of the cementious materials is reduced also and, again, there is less available space for the contraction volume due to the capillaries stresses. The N25 mixtures presented shrinkage variation on the contrary to the other, so, there is not plausible explanation for such behavior, one could suppose that the admixture content, approximately almost the double for the N25 mixes (see table 4), could contribute for such fact.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
202
Figure 10. Total shrinkage at 300 days x axial compressive strength at 28 days
The GRHA mixtures presented shrinkage below REF. The G25 mixes revealed the highest
values, probably by the larger pores refinement caused by their high reactivity, what would induce more capillary stress. The G15 and N15 mixes presented similar volumetric variations, below 0,060% for all w/b ratios tested, which limit is considered adequate by some authors (ISAIA and GASTALDINI, 2007).
Table 9 reveal that shrinkage of the G15 and N15 mixtures were similar, with tendency to smaller values to NRHA and around 40% below the REF concretes. In G15 the shrinkage was between 20% and 5% lower than the REF for C15 and C30 classes, respectively, while for the G25 mixtures showed increase between 30% and 20% in relation to G15. The lower shrinkage values are related with the N15 mixes for the three strength classes, probably due to the higher grain dimensions of the mineral addition and the preservation of the porous structure derived from lignin and cellulose of the hull, after burning.
Table 9. Total shrinkage at 300 days for concrete C15, C20 and C30 classes
fc28 (fck) MPa REF G15 G25 N15 N25 25
(C15) �c300 , % �CAA/�ref
0.0931.00
0.0570.61
0.0740.80
0.056 0.60
0.0610.66
30 (C20)
�c300, % �CAA/�ref
0.0841.00
0.0550.65
0.0700.83
0.052 0.62
40 (C30)
�c300, % �CAA/�ref
0.0661.00
0.0520.79
0.0630.95
0.047 0.71

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
203
4 SCANNING ELECTRONIC MICROSCOPY
The pastes microstructure was analyzed by scanning electronic microscopy with a JEOL JSM 606 microscope connected to a X-ray energy dispersion spectrometer (EDS).
According to Amick (1982) apud Della (2001) the rice hulls burning produces ashes with elongated and contorted particles, corn-cob type with inner and outer epidermis (figure 11a). According Della et al. (2001) the structure is cellular and porous deriving from the lignin and cellulose removal during burning. Figures 11b and 11c show these cellular structures partially fulfilled with hydration and/or pozzolanic products. The EDS chemical analysis of Figure 15c shows that the inner epidermis constituent of this structure is oxygen (≈ 20%) and silicon (≈ 75%), coinciding with data obtained by Della et al. (2001). This micrograph illustrates the higher porosity that the cellular structures confer to the paste, since they do not unmake totally when the ash is partially grounded inside the mixer.
Figure 11. (a): Inner and outer epidermis of NRHA (DELLA et. al., 2001)(b) and (c): Remaining cellular
structures of lignin and cellulose fulfilled with hydration and pozzolanic products of NRHA mixture.
The N25 mixture in Figure 12 (above) shows region with high quantity of
NRHA with C-S-H interlaces in all RHA perimeter tending to diminish the porosity, nevertheless the NRHA content is expressive and great pores remain open with its original diameters. The C/S ratio was low, around 0.3, since this analyzed local is a rich region in NRHA silica. The Figure 12 (below) presents the nucleation effect of GRHA particles of small dimension when compared with those of NRHA since they had a grinding process with grain size reduction as well

2nd In
assm
6
RH
agmi
thNBlowrean
GR
nternational
its cellularmall C/S rati
CONCLUThe viabil
HA (GRHAThe self-g
ggregates, rixture time The attain
e obtainmenBR 8953 clwer than tached only
n unfeasibleThe tensile
RHA mixtu
l RILEM C2-
r structure wio.
Figur
USION lity study o
A) and naturgrinding oprequired orincrease; ed axial comnt of strengtlasses, respethe referen25 MPa lev mix; e strength bures present
Conference o4 Decembe
was also br
re 12. Above: N
of cement sral RHA (Ntimization dering mod
mpressive sth levels 25ectively). T
nce concretvel (C15 cl
by diametricted similar v
on Progress er 2009, São
204
roken.. It is
NRHA concrete,
substitutionRHA), showof the NRHdification o
strength of 5 MPa, 30 MThe cement te. The N2ass), with h
c compressivalues to th
of Recyclino Paulo, Bra
s noticed th
, Below: GRHA
n by 15% awed the follHA inside of materials
GRHA andMPa and 40
consumptio25 mixtureshigh cement
on and tanghose of refe
ng in the Buazil
he C-S-H fo
A concrete
and 25% olowing concthe mixer
s placemen
d N15 mixtuMPa (C15,
on of these s compresst consumpti
gent elasticirence concr
uilt Environ
ormation w
of pre-grouclusions: together w
nt, as well
ures permitt, C20 and Cmixtures w
sive strengtion, becomi
ity modulusrete, while
nment
with
und
with as
ted C30 was ths ing
s of for

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
205
N15, especially for C15 class, presented from 20% to 30% decrease, at 28 days. However, at 91 days, the natural ash recovered the same levels of the REF. This behavior is due to the smaller fineness and higher transition zone porosity;
The total shrinkage of all RHA mixtures was smaller compared to the reference concrete and the N15 mix values were the smallest ones, below the 0.06% limit, considered as normal for conventional concretes;
The micrographs of SEM confirm the higher porosity of the NRHA paste microstructure due to the maintenance of the porous cellular structure caused by the removal of the rice hull lignin and cellulose during burning.
The results of this research permit to conclude that exists viability on the utilization of 15% of natural rice husk ash, grounded inside the mixer, in cement substitution, for concrete with structural purposes, in small or medium size constructions. The 15% content performance were, in general, a little lower than the ground ash or the reference concrete, at 28 days, however, still inside of the parameters considered as adequate for conventional structures. Considering the 91 days results, the N15 mixtures presented very good performances, equal or better than GRHA or REF. The 25% content of NRHA was not technical nor economically viable for use in structural concrete.
The present study is complemented with microstructures and durability tests that will be object of other articles. ACKNOWLEDGEMENTS
The authors thank to CNPq, by means of PROSUL Program, by the financial
support for this research, as well as to CAPES, FAPERGS and CNPq for the scientific research initiation scholarships.
REFFERENCES [1] AMERICAN CONCRETE INSTITUTE. ACI 318-08: Building Code Requirements for Structural Concrete and Commentary. Farmington Hills. 2008. [2] AMERICAN SOCIETY FOR TESTING MATERIALS. ASTM C 490-96: Standard practice for use of apparatus for the determination of length change of hardened cement paste, mortar and concrete. West Conshohocken, 1996. [3] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738: Concreto - Procedimento para moldagem e cura de corpos-de-prova. Rio de Janeiro. 2003 [4] _____. NBR 5739: Concreto - Ensaio de compressão de corpos-de-prova cilíndricos. Rio de Janeiro. 2003. [5] _____. NBR 5753: Cimento Portland pozolânico - Determinação da pozolanicidade. Rio de Janeiro. 1992.

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
206
[6] _____. NBR 6118: Projeto de estruturas de concreto – Procedimento. Rio de Janeiro. 2007. [7] _____. NBR 7211: Agregados para concreto – Especificação. Rio de Janeiro. 1983. [8] _____. NBR 7215: Cimento Portland - Determinação da resistência à compressão. Rio de Janeiro. 1996. [9] _____. NBR 7222: Argamassa e concreto - Determinação da resistência à tração por compressão diametral de corpos-de-prova cilíndricos. Rio de Janeiro. 1994. [10] _____. NBR 8522: Concreto - Determinação do módulo estático de elasticidade à compressão. Rio de Janeiro. 2003. [11] _____. NBR 11578: Cimento Portland composto. Rio de Janeiro. 1991. [12] _____. NBR 12653: Materiais pozolânicos. Rio de Janeiro. 1992. [13] _____. NBR 12655: Concreto de cimento Portland - Preparo, controle e recebimento – Procedimento. Rio de Janeiro. 2006. [14] AHMAD, S. H., SHAH, S. P. Structural properties of high strength concrete and its implications for precast prestressed concrete. PCI Journal, v. 30, n. 6, p. 92-119, 1985. [15] DELLA, V. P., INGEBORG, K., HOTZA, D. Caracterização da cinza de casca de arroz para uso como matéria prima na fabricação de refratários de sílica. Química Nova, v. 24, n.6, p. 778-782, 2001. [16] FENG, Qingge et al. Efficiency of highly active rice husk ash on the High-strength concrete. In: International Congress on the Chemistry of Cement (ICCC), 11, 2003, Durban, South Africa. Proceedings. The Cement and Concrete Institute of South Africa, 2003. [17] GUEDERT, L. O. Estudo da viabilidade técnica e econômica do aproveitamento da cinza de casca de arroz como material pozolânico. Florianópolis, 1989. Dissertação de Mestrado em Engenharia Civil. Universidade Federal de Santa Catarina, 1989. [18] INTERRICE. Monthly report of the world market rice. March 2009. http://finance.groups.yahoo.com/group/InterRice/ . Access: September 2009. [19] ISAIA, G. C. Efeitos de misturas binárias e ternárias de pozolanas em concreto de elevado desempenho: um estudo de durabilidade com vistas à corrosão da armadura. São Paulo, 1995. Tese de Doutorado em Engenharia Civil. Escola Politécnica, Universidade de São Paulo, 1995. [20] ISAIA, G. C., GASTALDINI, A. L. G. MORAES, R. Physical and pozzolanic action of mineral additions on the mechanical strength of high-performance concrete. Cement and Concrete Composites, Barking, Essex, England, v. 25, n. 1, p. 65-72, 2003. [21] ISAIA, G. C.; GASTALDINI, A. L. G. Critical analysis of HPC having high

2nd International RILEM Conference on Progress of Recycling in the Built Environment 2-4 December 2009, São Paulo, Brazil
207
contents of mineral additions (Part II) - mix proportion and durability. Revista IBRACON de Materiais, v. 3, p. 39-52, 2007. [22] MEHTA, P. K.; K. J. FOLLIARD. Rice husk ash – a unique supplementary cementing material: durability aspects. II International ACI/CANMET Conference on Quality of Concrete Structures and Recent Advances in Concrete Materials Las Vegas. Proceedings. p. 531-554, 1995 . [23] METHA, P. K. Rice husk ash – A unique suplementary cementing material. In: MALHOTRA, V. M. (ed). Advances in Concrete Technology. MSL Report 94-1 (R) CANMET, 1994. [24] MINDESS, S., YOUNG, J. F., DARWIN, D. Concrete. 2nd ed. Upper Saddle River: Pearson Education, 2003. [25] NIMITYONGSKUL, p. SILVA, M., KARDUSHI, P. Current stage of research and reactivity of rice husk ash cement. In: Simpósio Internacional sobre Tecnologia del Concreto, 5º, Monterrey, 1981. Anales, 1981, 9. 186-216. [26] REGO, J.H.S. Caracterização do resíduo cinza de casca de arroz (CCA) no Brasil. In: Jornadas Sud-Americanas de Ingeniería Estructural, 2004, Mendoza-Argentina. Anais. Mendoza, Argentina: Facultad de Ingeniería, Universidad Nacional de Cuyo, 2004. 1 CD-ROM. [27] SENSALE, G. R. Strength development of concrete with rice-husk ash. Cement and Concrete Composites, v. 28, n. 2, p. 158-160. [28] SHEHATA, L. D. Deformações instantâneas do concreto. In: ISAIA, G. C. (Ed.) Concreto: Ensino, pesquisa e realizações, 1 ed. São Paulo: Instituto Brasileiro do Concreto, 2005, p. 633-654.