the influence of the consumable and power supply type on ... · welding research supplement...
TRANSCRIPT

The influence of the consumable and power supply type on welding fume characteristics
G. Brooks,! F. Mahboubi,! I. E. French2 and V. K. TyagP
A study of the effect of power supply characteristics on the fume generation rate, composition and characteristics of thefl/me was carried out using mild steel and stainless steel wire consumables. Inductively coupled plasma elemental analysis. atomic absorption spectrometry, x-ray diffraction, particle size analysis, scanning electron microscopy and energy dispersive spectrometry were used to characterise the fumes and to gain insight into what occurs in the arc region during welding.
Significant decreases in fume formation rate were found for several combinations of power source and consumable type. Chemical analyses of the collected fume indicated that in most instances power source type did not have a major influence 011 the chemical composition . However, the results for the stainless steel suggested that the highest hexavalent chromium (CrVl) levels were achieved with more sophisticated power supplies.
Key words Welding fume, power supply, FCAW, fume generation rate, hexavalent chromium.
Introduction The high temperatures achieved in the arc/metal transfer zone during arc welding result in some vaporisation of metal and flux components which are quickly condensed into fine particles once the vapour contacts the surrounding cold gas. The evaporation rate of liquid is directly proportional to the difference between the equilibrium vapour pressure of the species being evaporated and the gas pressure above the melt, and inversely proportional to the molecular weight of the evaporating species.! There are large differences in the evaporation rates of metals commonly present in welding operations, for example, at 1873 K the limiting rate of evaporation for manganese is 5000 g-atoms.m-2h-1 compared to
lUniversity of Wall on gong -A core partner of the CRC-MWJ
2CSIRO Division of Manufacturing Technology - A core partner of the
CRC-MWJ
200 g-atoms.m-2h- l for ironl. The presence of oxygen in the surrounding gas will also cause the rapid oxidation of the metal vapour. It is well known that the evaporation of metals in oxidising conditions results in the formation of extremely [me oxide particles.!
Arcs also possess considerable dynamic energy and droplets of liquid metal and flux can be ejected from the electrode or arc zone.2 Some of the smaller ejected droplets may be entrained into the flow of gas that is either mechanic all y induced by a fan extraction system or created by thermal gradients. Emissions of metal and flux that are too large to be entrained in the gas flow provide the characteristic "spatter" associated with welding. The entrainment of molten metal and flux into the gas flow is a complex phenomenon and is a function of weld operating conditions, as well the physical properties of the liquid phases. Of course, these ejected liquid droplets will rapidly undergo oxidation and coalescence once exposed to cold gases outside the arc zone. It is also possible for solid particles, such as particles of metal or flux, to be entrained into the gas flow.
The particulate fume generated by this process can be hazardous to the welding operator and others because of the fume's fineness and chemical composition. For example, very fine fumes (less than 10 J.Lm) can collect in the human respiratory system. Similarly, high CrVI contents in stainless steel welding fumes can increase their toxic nature because of the ion's highly oxidising potential. Increased awareness of these problems has resulted in stricter regulation of the area and greater research activity directed towards both limiting the quantity of fume generated and reducing the hazardous nature of the fumes generated.
A number of studies of continuous wire arc welding processes have indicated that the mode of metal transfer and arc stability have a significant influence on fume generation rate2,3,4,lO,ll. These studies have shown that stable arc conditions and controlled metal transfer tend to decrease fume generation. The control of metal transfer has recently become more practicable with the wide-
38 AUSTRAlASIAN WELDING JOURNAL- VOLUME 42, SECOND QUARTER - 1997
spread use of programmable and pulsed welding power supplies and inverterbased supplies which can be operated in either DC or pulsed modes.
Work on the influence of pulsed currents show the most significant reductions in fume generation rate at intermediate currents and wire feed speed.5 A study by Irving showed that in the case of solid wire gas-metal-arcwelding (GMAW) of mild steel, reductions in particulate fume generation rates of between 50 and 80% could be achieved by using inverter type power sources operating in the pulse mode.5 Another study of the influence of welding parameters on fume generation during steady and pulsed current solid wire GMA W of mild steel6 has shown that pulse welding can reduce fume generation by some 50%. In this case no significant difference was found in the chemical composition of fume.
There are little published data on how different power supplies affect the particle size distribution of captured fumes or the distribution of toxic components in the fume, both vital characteristics in addressing the health and safety issues of welding fume. The need exists to gain greater understanding of the relationship between power supply, fume generation rate and fume characteristics. This paper is concerned with the influence of power source type including conventional, pulse and inverter based power sources on particulate fume from a range of continuous wire welding consumables including gas-shielded FCAW wires for joining carbonmanganese steels as well as gas shielded solid and FCA W wires for stainless steel.
Experimental Three commonly. used types of gasshielded FCA W wires, all of which were designed for joining C-Mn structural steels, were tested. These were a rutileflux wire, a basic-flux wire and a metalcored wire to AWS specification7,8
E71 T-l, E70T-5 and E70C-3 respectively. All were of 1.2 mm nominal diameter. The gas-shielded stainless steel wires assessed were a solid wire of designation ER309Si9 and a flux-cored wire of
WELDING RESEARCH SUPPLEMENT

Figure 1. Scanning electron migrograph of a solid stainless steel fume mounted in epmy resin (dark regions), showing globular particles, agglomerations offine particles (grey regions) and an angular particle.
Figure 2. SEM micrograph offine particles at a high magnification.
''.
Figure 3. SEM micrograph showing a globular particle as well asfine particles. Note the fexture of the globular particle composed offine grains with distinctive grain boundaries.
Figure 4. Typical SEM micrograph showing an angular particle.
designation E309LT-1. 10 These were also Table]. Mean fume generation rates (glhr) of different consllmables welded by of 1.2 mm diameter. various power supplies at low current (LC) and high current (HC).
In all, six welding power supply variants were chosen to represent the Power source Wire Type range of power supply types currently Rutile Basic Metal Solid Flux cored used. These power supplies were a flux flux cored s.s. s.s. conventional DC supply (transformer-
Conventional LC 9.6 7.2 21.6 3.6 9.6 rectifier), a conventional pulsed welding supply (transistor switched), a low fre- HC 21.6 19.8 21 4.8 21.6
quency (~5 kHz) invelter supply operated LF inverter DC LC 8.4 7.2 8.4 2.4 5.4 in both the DC and pulse modes and a HC 18 17.4 28.8 1.8 15 higher frequency (- 15 kHz) inverter HF inverter DC LC 9 12 23.4 2.4 6.6 supply also operated in the DC and pulse
HC 27 37.8 48.6 2.4 13.8 modes. Each welding wire/power supply com- Conventional LC 5.4 5.4 6.6 1.2 6.6
bination 'Was assessed under two sets of HC 1.8 20.4 16.2 2.4 14.4 welding conditions where one set of con- LF inverter LC 8.4 7.2 27 3.6 10.2 ditions was near the lower current end of HC 22.2 22.2 36 2.4 15 the usual operating range and one set was
HF inverter LC 3.6 4.2 5.4 3.6 3.6 near the higher current end. For each wire,
HC 17.4 17.4 38.4 2.4 7.8
WELDING RESEARCH SUPPLEMENT AUSTRAlASIAN WELDING JOURNAL - VOLUME 42. SECOND QUARTER - 1997 39

"
particular 'vire feed speeds were chosen for t~e upper and lower current ranges and these wire speeds were used for each power supply. This ensured that the weld depOsition rates for either the upper or lower current conditions were approximately constant for each wire and power supply.
Itl each instance the shielding gas composition and flow-rate used were as recolllmended by the ";"ire manufacturer. A IJ1ixture of argon (81.5%), carbon diOJdde (16%) and oxygen (2.5%) was used for wires E71 T-l, E70T-5 and E70C-3, whilst an argon/oxygen mixture (98.5%/1.5%) was used for ER309Si.I 3
An argon/carbon dioxide mixture (77%/ 23%) was used for ER309LT-1.13 A gas flow-rate of 15 lImin was used in each case. Welding was done in the flat (IF) position to make a fillet joint between two pieces of 10 mm thick bright mild steel bar. In all cases the welding speed was 240 mm/min,
A high intensity fume collector, with an effective cross-sectional area of 780 cm2, was used for both the fume generation rate measurements and the collection of fume samples for subsequent analysis. An important feature of the system is that it incorporates an electrostatically assisted collector using voltages of the order of 10 kV. This enables considerably larger fume samples to be collected prior to the onset of clogging so that more reliable fume generation rate measurements can be obtained. For fume generation rate determinations, a polyester, needle-felt, filter material was used which allowed weighing to 0.0001 g accuracy to be carried out. Collection offume samples for subsequent analysis was done on a paper sheet with electrostatic assistance.
During trials the welding torch was fixed and the work-piece moved at the desired speed. For all fume generation rate measurements a collection time of one minute was used and each measurement was repeated three times to obtain a mean value. The variability of these individual reading about the mean was generally less than +/- 10%.
standards. The CrV! ion was put in solution by firstly leaching the sample overnight with a mildly acidic solution. After settling, a clean aliquot was taken and coloured with S-dipheny1carbizide reagent to allow determination by the spectrometer. Fluorine content was determined using a specific ion electrode.
Scanning Electron Microscope (SEM) samples were obtained by mounting the collected fumes in epoxy resin using vacuum impregnation. Mounted samples were then polished and coated with a thin layer of carbon and examined by a Leica Stereoscan 440 scanning electron microscope. Since the extremely fme particles could not be clearly resolved with these samples another method of sample preparation were devised. In this method a small hole (3 mm diameter, 2 mm depth) was drilled in a standard SEM pin stub. The fume particulate was poured into the hole, compacted and levelled with the surface of the stub, Finally, it was coated with a thin layer of carbon.
X-ray diffraction was employed for identification of the phases existing in the fumes. The SEM samples mounted in resin (without carbon coating) were used for XRD examinations. A Philips x-ray diffractometer was used to perform the analysis utilizing copper filtered, cobalt Ka radiation and standard slit geometry. The scanning angle of 28 ranged from 10° to 80° and the scanning speed was 0.5°/min and the step size was 0.02°.
Results Summary of the results of the measured fume generation rates are shown in Table 1. More details of the results are presented in a previous publication. 13
Significant decreases in fume generation rate, compared to that from conventional DC power supplies, were found for several combinations of power source and consumable type. The magnitude of these reductions depended on the particular power source/wire combination. For the cored joining wires for structural steels the reductions in fume generation rates were generally in the range 20 to 50%
with the most consistent reductions occurring with the conventional-pulsed and pulsed high frequency inverter supplies. Both the solid and cored wires for stainless steel also showed considerable reductions in fume generation rate with certain power supplies. Reductions of about 60% compared to those from conventional DC power supplies were found from both· stainless steel wire types with the most consistent reductions occurring with the conventional-pulsed power supply.
. Figure 1 shows a typical SEM image of the fu~ obtained from solid wire stainless steel welded by high frequency inverter pulsed supply and mounted in epoxy resin. The morphology of the fumes are similar for all samples. Two types of particles dominated; globular particles and very fine particles. Most of the globular particles were cracked and contained (contraction) cavities. The morphology of fine particles of fume could not be resolved by SEM using mounted and polished samples, as the fine particles tended to agglomerate in the resin during the curing process. Therefore, a method for sample preparation was devised which facilitated the observation of the morphology of the fine particles of the fume as well as the outer surface of the globular particles.
When examined directly, the fine particles were equiaxed and were extremely small in size in the order of tens of nanometres, as shown in Figure 2. The globular particles were in the order of a few microns in diameter and revealed a texture composed of fine grains with distinct grain boundaries, as shown in
. Figure 3.
A few angular shaped particles were also observed in the fumes which could be due to the spalling of slag islands from the surface of the weld. These particles appeared to have a grey matrix with white islands in it, as shown in Figure 4. Solid stainless steel wire welded by the high frequency inverter pulsed supply produced fumes with the highest number of angular particles.
Only fumes collected from high current settings were used for chemical analysis and characterisation. Inductively coupled plasma (ICP) elemental analysis was used for chemical analysis of collected fumes. The total chromium value was determined on an atomic absorption spectrometer (AAS) using Cr standards with a similar matrix to the prepared samples. CrVl values were determined using an ultraviolet visible spectrophotometer (540 11m) against known
Table 2. Median particle size (mm) afwelding fumes .
Power source
Conventional DC LF inverter DC HF inverter DC
Convent. pulsed LF inverter pulsed
HF inverter pulsed
40 AUSTRAlASIAN WELDING JOURNAL- VOLUME 42, SECOND QUARTER - 1997
Rutile Basic flux flux
3 7.97 3.59 8.29 1.15 17.5 5.02 ILl 2.14 1.54 3.14 2.7
Wire Type
Metal Solid cored s.s. 5.42 6.19 6.24
6.23 3.42
8.73 4.68
7.85 10.22
3.71 4.07
Flux cored s.s.
3.63
8.09 1.85
WELDING RESEARCH SUPPLEMENT
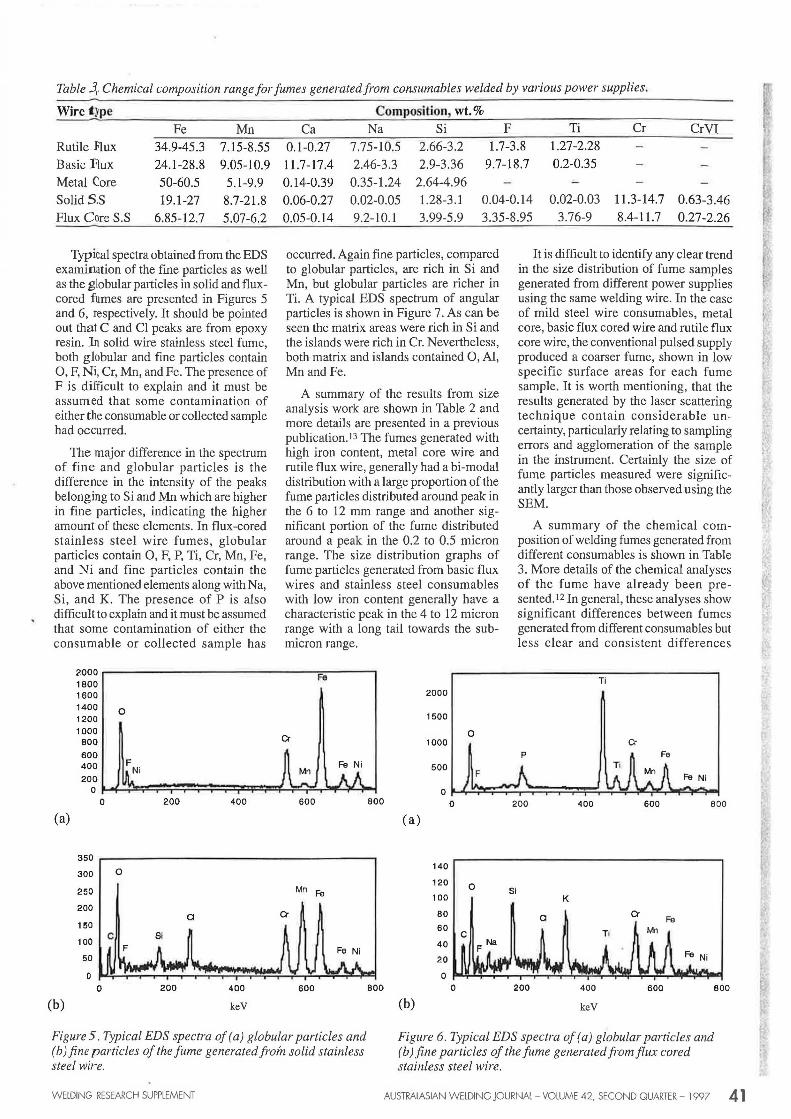
Table 3,. Chemical composition rangeforfumes generatedfrom consumables welded by various power supplies .
Wjre ~pe
Fe Mn Rutile Flux 34.9-45.3 7.15-8.55 Basic Flux 24.1-28.8 9.05-10.9 Metal Core 50-60.5 5.1-9.9 Solid s.s 19.1-27 8.7-21.8 Flux Core S.S 6.85-12.7 5.07-6.2
Typical spectra obtained from the EDS examination of the fine particles as well as the globular particles in solid and fluxcored fumes are presented in Figures 5 and 6, respectively. It should be pointed out that C and CI peaks are from epoxy resin. In solid wire stainless steel fume, both glObular and fine particles contain 0, F, Ni, Cr, Mn, and Fe. The presence of F is difficult to explain and it must be assumed that some contamination of either the consumable or collected sample had occurred.
The major difference in the spectrum of fine and globular particles is the difference in the intensity of the peaks belonging to Si and Mn which are higher in fine particles, indicating the higher amount of these elements. In flux-cored stainless steel wire fumes, globular particles contain 0, F, P, Ti, Cr, Mn, Fe, and Ni and fine particles contain the above mentioned elements along with N a, Si, and K. The presence of P is also difficult to explain and it must be assumed that some contamination of either the consumable or collected sample has
2000 1800 1600 1400 0 1200 1000
800
600 400 F
Ni 200
0 0 200 400
(a)
350
300 0
250
200 a
150
100
50
0 a 200 400
(b) keY
Compo ition, wt. %
Ca Na Si F Ti Cr CrVI
0.1-0.27 7.75-10.5 2.66-3.2 1.7-3.8 1.27-2.28
11.7-17.4 2.46-3.3 2.9-3.36 9.7-18.7 0.2-0.35
0.14-0.39 0.35-1.24 2.64-4.96
0.06-0.27 0.02-0.05 1.28-3.1 0.04-0.14 0.02-0.03 11.3-14.7 0.63-3.46
0.05-0.14 9.2-10.1 3.99-5.9 3.35-8.95 3.76-9 8.4-11.7 0.27-2.26
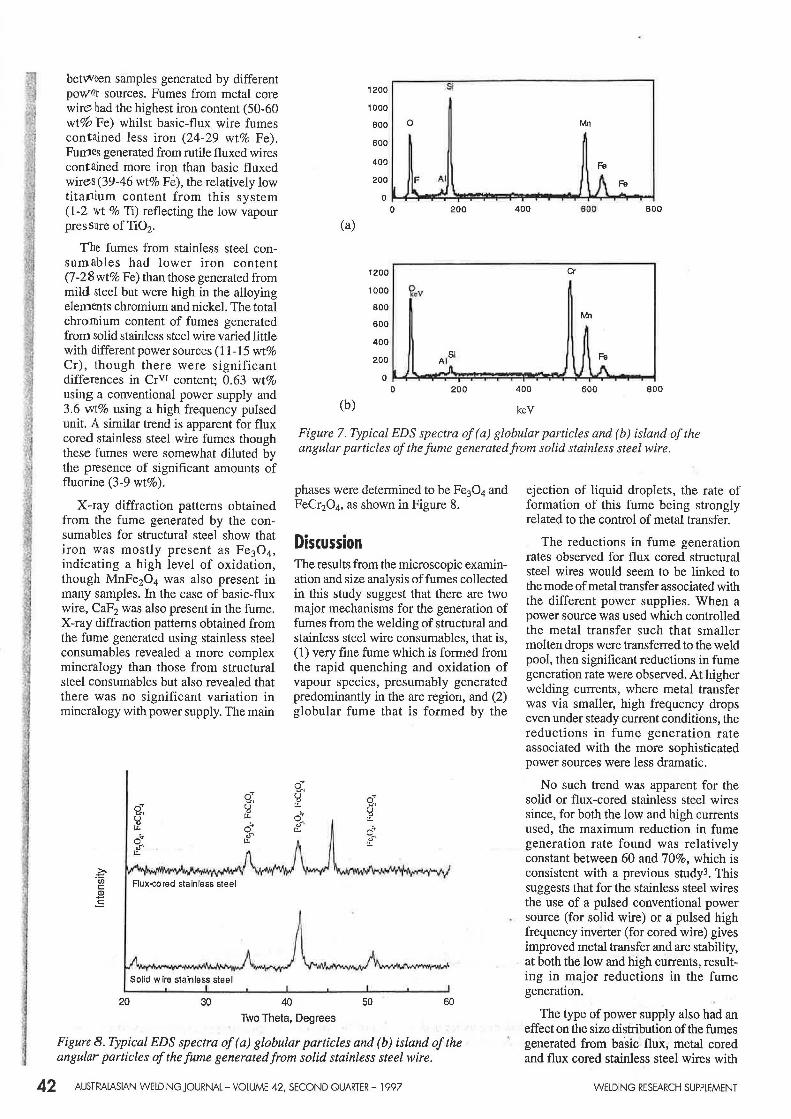
occurred. Again fine particles, compared to globular particles, are rich in Si and Mn, but globular particles are richer in Ti. A typical EDS spectrum of angular particles is shown in Figure 7. As can be seen the matrix areas were rich in Si and the islands were rich in Cr. Nevertheless, both matrix and islands contained 0, AI, Mn and Fe.
A summary of the results from size analysis work are shown in Table 2 and more details are presented in a previous publication. 13 The fumes generated with high iron content, metal core wire and rutile flux wire, generally had a bi-modal distribution with a large proportion of the fume particles distributed around peak in the 6 to 12 mm range and another significant portion of the fume distributed around a peak in the 0.2 to 0.5 micron range. The size distribution graphs of fume particles generated from basic flux wires and stainless steel consumables with low iron content generally have a characteristic peak in the 4 to 12 micron range with a long tail towards the submicron range.
HI
2000
1500
0 0- 1000
500
a 600 800 a
(a)
140
120 0 Mn Fe 100
Cr 80
60
40
20
0 600 800 0
(b)
It is difficult to identify any clear trend in the size distribution of fume samples generated from different power supplies using the same welding wire. In the case of mild steel wire consumables, metal core, basic flux cored wire and rutile flux core wire, the conventional pulsed supply produced a coarser fume, shown in low specific surface areas for each fume sample. It is worth mentioning, that the results generated by the laser scattering technique contain considerable uncertainty, particularly relating to sampling errors and agglomeration of the sample in the instrument. Certainly the size of fume particles measured were significantly larger than those observed using the SEM.
A summary of the chemical composition of welding fumes generated from different consumables is shown in Table 3. More details of the chemical analyses of the fume have already been presented. 12 In general, these analyses show significant differences between fumes generated from different consumables but less clear and consistent differences
Ti
Cr
P
HI Ni
200 400 600 800
Si K
a Cr Fe
200 400 600 800
keY
Figure 5. Typical EDS spectra of (a) globular particles and (b) fine particles of the fume generated from solid stainless steel wire.
Figure 6. Typical EDS spectra of(a) globular particles and (b) fine particles of the fume generated from flux cored stainless steel wire.
WELDING RESEARCH SUPPLEMENT AUSTRALASIAN WELDING JOURNAl- VOLUME 42, SECOND QUARTER - 1997 41
between samples generated by different pow'1r sources. Fumes from metal core wir~ had the highest iron content (50-60 wt% Fe) whilst basic-flux wire fumes contained less iron (24-29 wt% Fe). Fumes generated from rutile fluxed wires contained more iron than basic fluxed wir~s (39-46 wt% Fe), the relatively low titaJ1ium content from this system (1-2 wt % Ti) reflecting the low vapour presSure of Ti02. (a)
(b)
1200
1000
BOO
600
400
200
0 0
1200
1000
BOO
600
400
200
0 0
SI
0
F AI
"- ,.J.
200
?~v
SI Aj"
200
Mn
Fe
JJ. Fe
400 600 BOO
Mn
Fe
J "'- .h 400 600 BOO
keY
The fumes from stainless steel consum abies had lower iron content (7 -28 wt% Fe) than those generated from mild steel but were high in the alloying elements chromium and nickel. The total chromium content of fumes generated from solid stainless steel wire varied little with different power sources (11-15 wt% Cr), though there were significant differences in CrVI content; 0.63 wt% using a conventional power supply and 3.6 wt% using a high frequency pulsed unit. A similar trend is apparent for flux cored stainless steel wire fumes though these fumes were somewhat diluted by the presence of significant amounts of fluorine (3-9 wt%).
Figure 7. Typical EDS spectra of (a) globular particles and (b) island of the angular particles of the fume generated from solid stainless steel wire.
X-ray diffraction patterns obtained from the fume generated by the consumables for structural steel show that iron was mostly present as Fe304, indicating a high level of oxidation, though MnFe204 was also present in many samples. In the case of basic-flux wire, CaF2 was also present in the fume. X-ray diffraction patterns obtained from the fume generated using stainless steel cons urn abies revealed a more complex mineralogy than those from structural steel consumables but also revealed that there was no significant variation in mineralogy with power supply. The main
phases were determined to be Fe304 and FeCr204, as shown in Figure 8.
Discussion The results from the microscopic examination and size analysis offumes collected in this study suggest that there are two major mechanisms for the generation of fumes from the welding of structural and stainless steel wire consumables, that is, (1) very fine fume which is formed from the rapid quenching and oxidation of vapour species, presumably generated predominantly in the arc region, and (2) globular fume that is formed by the
o~
o"T yl o~
o· ~ AL:~ ~ if'
vu..~~~ ,,~~ Flux~ored stainless steel
Solid w ire stainless steel
20 30 40 50 60
Two Theta, Degrees
Figure 8. Typical EDS spectra of (a) globular particles and (b) island of the angular particles of the fume generatedfrom solid stainless steel wire.
42 AUSTRAlASIAN WELDING JOURNAL- VOLUME 42, SECOND QUARTER - 1997
ejection of liquid droplets, the rate of formation of this fume being strongly related to the control of metal transfer.
The reductions in fume generation rates observed for flux cored structural steel wires would seem to be linked to the mode of metal transfer associated with the different power supplies. When a power source was used which controlled the metal transfer such that smaller molten drops were transferred to the weld pool, then significant reductions in fume generation rate were observed. At higher welding currents, where metal transfer was via smaller, high frequency drops even under steady current conditions, the reductions in fume generation rate associated with the more sophisticated power sources were less dramatic.
No such trend was apparent for the solid or flux-cored stainless steel wires since, for both the low and high currents used, the maximum reduction in fume generation rate found was relatively constant between 60 and 70%, which is consistent with a previous study3. This suggests that for the stainless steel wires the use of a pulsed conventional power source (for solid wire) or a pulsed high frequency inverter (for cored wire) gives improved metal transfer and arc stability, at both the low and high currents, resulting in major reductions in the fume generation.
The type of power supply also had an effect on the size distribution of the fumes generated from basic flux, metal cored and flux cored stainless steel wires with
WELDING RESEARCH SUPPLEMENT

the hig h. frequency inverter pulsed power supply generally producing finer fumes. This pllenomenon could be linked to the mode (If metal transfer, as a very fine fume suggests that much of the fume is generated by the evaporation of metal, not from tlle ejection of liquid droplets, and as decreasing the size of metal droplets through sophisticated power supplies would l1ave the effect of exposing greater surface area of molten metal for evaporation. Of course, the generation of fume in a welding process is complex and it is difficult to directly compare different power supplies. Indeed, variables such as metal droplet temperature, droplet surface tension and convective flow patterns around the droplets will have a significant effect on fume generation and are strongly "process" (i.e. type of power supply, current, etc) dependent.
The chemical compositions of fume from the gas-shielded FCA W wires are generally consistent with the consumable type in that fumes from the metal-cored wire contain mainly Fe, Mn and Si while those from the rutile-flux wire additionally contain Na and Ti and those from the basic-flux wire additionally contain considerable Ca and F. No major changes in fume composition with power source type were noticeable with any of these wires. This general independence offume composition from power source type also appears to extend to both the solid and flux-cored stainless steel wires. A possible exception to this is the CrVI contents. These values appear to be lowest with the conventional DC power source for both solid and cored wire with the largest differences occurring when the conventional pulsed and pulsed high frequently inverter were used. This could be possibly attributed to the more stable arc generation in pulsed power supplies, which in tum may have caused more ionization of chromium in the plasma environment, leading to more CrVI generation. If this postulation is true, then it is expected that the fine fumes which are believed to be formed from evaporation and condensa-
WELDING RESEARCH SUPPLEMENT
tion of molten metal, are more exposed to the plasma, hence contain more CrY! than globular particles. Separation of these particles (fine and coarse) and chemical analysis of each fraction would aid evaluation of this proposed mechanism.
The X-ray diffraction patterns confirm that rapid oxidation of species occurs once the vapour and ejected liquid droplets leave the arc zone. The equiaxed nature of the very fine fume particles and the contraction cracks present in the globular fume, observed using the SEM, is also consistent with the notion of rapidly quenched vapour and ejected liquid making up the great majority of the fume formed. Less clear is the distribution of elements between globular and fine particles and how different power supplies effect this distribution.
Conclusions For the gas-shielded FCA W wires, fume generation rate was influenced by power source type with the most significant reductions occurring at lower welding currents and when the conventional pulsed or high frequency inverter in pulse mode were used. Chemical composition of the fume was largely independent of power source type.
For both the solid and flux-cored stainless steel wires, significant reductions in fume generation rate occurred with power supply type, over the range of welding currents. These reductions were most consistent with the conventional pulsed supply and the high frequency inverter in pulse mode. Although the overall fume composition was not greatly influenced by power source type, the CrV! levels appeared lowest with the conventional DC power supply.
Acknowledgments The authors wish to acknowledge the financial support of the Co-operative
Research Centre for Materials Welding and Joining for this research. The authors also wish to thank Professor John Norrish, Professor Druce Dunne, Dr Youlai Zhang, Mr Leigh Brunkhorst and Mr Nick Mackie for their help and advice during this project.
References 1. Guthrie, R. I. "Engineering in Process
Metallurgy", 330-334,1989, Oxford, Oxford University Press.
2. Gray, C. N., Hewitt, P. J. and Dare, P. R. Welding and Metal Fabrication, 1982,50, (8), 393-397.
3. Moreton, J. and Spiller, K. R. 'Fume emission characteristics of stainless steel MIG/MAG welding' , IIW Document VIII -1458-87.
4. Wisniewski, G. Welding International, 1991, 5, (12), 949-953.
5. Irving, R. Welding JOllmal, 1992,71, (2) 53-57.
6. Castner, H. R. Welding Journal, 1995,74, (2), 59s-68s.
7. 'Specification for carbon steel electrodes for flux cored arc welding',ANSI/AWS A5-20-79, American Welding Society, 1979.
8. 'Specification for carbon steel electrodes and rods for gas shielded arc welding', ANSI/AWS A5-l8-93, American Welding Society, 1993.
9. 'Corrosion-Resisting Chromium and Chromium-Nickel Steel Bare and Composite Metal Cored and Stranded Arc Welding Electrodes and Welding Rods', ANSl/AWS A5-9-81, American Welding Society, 1981.
10. 'Flux Cored Corrosion-Resisting Chromium and Chromium-Nickel Steel Electrodes', ANSI/AWS A5-22-80, American Welding Society, 1980
II. 'Welding consumables for build-up and wear resistance', Australian Standard AS2576, Australian Standard Association, 1982.
12. French, I.E., Tyagi, V. K. and Brooks, G. A. in Proc. of 'IIW Asian Pacific Welding Congress' , Auckland, New Zealand, 1996, Ins!. of Welding, 939-958.
13. French, I. E., Tyagi, V. K. and Brooks, G. A. 'Effect of welding power source characteristics on fume generation rate during continuous wire welding and surfacing and manual metal arc surfacing'; Open Technical Report No. MTA380, CSIRO Division of Manufacturing Technology, Adelaide, SA, Australia, 1996.
AUSTRALASIAN WELDING JOURNAL- VOLUME 42, SECOND QUARTER - 1997 43