the manufacturer december issue 2011
DESCRIPTION
December's issue takes a look inside The Manufacturer of the Year Awards and congratulates the winners. Jane Gray talks to Eric Le Corre, MD of Michelin UK about leaping the fence from financial services to industry. Will Stirling clarifies the structure of the Manufacturing Technology Innovation Centres.TRANSCRIPT
www.themanufacturer.com December 2011 Vol 14 Issue 12
In partnership with:
ww
w.them
anufacturer.com D
ecember 2011 Vo
l 14 Issue 12
Energy and Sustainable Manufacturing UK new build nuclear post Weightman
Leadership, people and skills Bigging-up the Big Bang Fair
Finance and professional services Changes proposed to R&D tax credits
Special Supplement AutomationAn introduction to manufacturing automation
InterviewEric Le CorreMichelin UK
Factory of the monthApex Linvar
www.themanufacturer.com December 2011 Vol 14 Issue 12


1
Cover image: The Manufacturer of the Year
Awards took place on November 9. See p14
Editor’scomment
Big picture versus real worldThe Christmas season can be a difficult period for businesses at the best of times. Performance management and business continuity can become strained at the same time as factories receiving heightened demand if they are turning out a consumer facing product. Factory managers are presented with a conundrum as they struggle to service this demand while avoiding condoning non-lean practices like the stock piling of inventory.
And that is at the best of times, which we cannot pretend manufacturing is currently experiencing.
Looking ahead into 2012 the economic outlook is uncertain. In this issue of TM both Royal Bank of Scotland (p38) and Lloyds (p40) share their predictions for the year to come, taking into account likely developments in the eurozone, consumer spending behaviours and the appetite for lending and borrowing. What comes out of these predictions is that, while there is agreement that 2012 will be flat and a difficult growth environment, there is little consensus on the likely duration and depth of the eurozone crisis or the ability of the UK to leverage export growth. This uncertainty runs the risk of creating insecurity, insularity and risk aversion – all negatives at a time when businesses need to be taking risks on product and market diversification and investment in plant and people in order to seize competitive edge.
The launch of the National Composites Centre in Bristol last month is a prime example of how government can help firms to do this. The centre is a boon to SMEs in the rapidly expanding group of sectors where composites technology can be applied for cost saving, environmental benefit and performance enhancement. The kit on site is a unique collection of state of the art robotics, autoclaves and more, all backed up with leading research expertise from the University of Bristol. This is now accessible for SMEs at a minimal cost and on a flexible basis.
The acid test for the NCC will be the number of companies they can get through the door. For all such initiatives offering help to manufacturers, the ability to communicate opportunities when leaders are focused on dealing with the urgent rather than the important in their businesses is challenging.
On a more positive note, we should not let the macro story of challenges and lack of confidence cloud the fact that many manufacturers are actually thriving at the moment.
Machine tool manufacturer Amada has just experienced a year of record sales. Irish manufacturer, TR Fastenings announced two years of rocket-powered growth and Coca Cola Enterprises has confirmed a £50m investment across its UK sites. These are just a few examples of the good news stories I hear every day at TM and which defy the macro picture.
Businesses all around the UK are recruiting and capitalising on investment in R&D, positioning themselves for an aggressively competitive 2012. I look forward to tracking it closely.
Best wishes for the Christmas season,Jane Gray, Editor
14
26
52
63

The Manufacturer in partnership with EEF, the manufacturers’ organisation. Working together to secure the future of manufacturing.
The Manufacturer is working collaboratively to drive innovation and manufacturing excellence in the UK. Our partnerships with leading industrial research centres, further education providers and trade bodies is an important part of this and TM is pleased distribute directly to the alumni and membership of the following organisations:Cranfield UniversityEEFInstitute for Manufacturing, Cambridge Univesity
EEF is dedicated to the future of manufacturing. Everything we do is designed to help modern manufacturing businesses evolve, innovate and compete in a fast-changing world. www.eef.org.uk
The team
2
Nick Hussey, Managing DirectorNick has 20 years of experience in the publishing industry spanning titles in the UK, US, Asia and Australia. In addition to his commercial enterprise experience Nick has also worked in government, spending a year as Managing Director of Manufacturing Insight, a programme aimed at changing the image of Manufacturing. He holds several non-executive directorships and is a founder member of the IET’s Manufacturing Policy Panel.
Henry Anson, Sales DirectorHenry is a shareholder in SayOne Media (SOM) and responsible for the company’s commercial activities developing new concepts and products for The Manufacturer’s readership. Henry is keen to build a bridge between the manufacturing community and sector which supports them.
Will Stirling, Editorial DirectorWill edited TM for two and a half years and now is working to expand the SOM publishing portfolio. He is responsible for the launch of new reports and special supplements for The Manufacturer and for the maintenance of editorial standards across SOM publications. Before joining SOM Will worked for Euromoney and IPC Media.
Jane Gray, EditorJane joined SOM in 2009 for the launch of the Lean Management Journal, sister publication to TM. Reporting concurrently for The Manufacturer, Jane focused on industry skills development features and lean enterprise until she became editor in June 2011.
Tim Brown, Web EditorTim joined SOM in 2009 after working as a journalist for eight years in Australia on a range of lifestyle and business magazine publications. His primary areas of interest include the automotive industry and business development.
Elizabeth House, Block 2, Part 7th Floor, 39 York Road, London, SE1 7NJ
Tel: +44 (0)207 401 6033Fax: +44 (0)207 202 7488
In order to receive your monthly copy of kindly email
[email protected], telephone 01603 671300 or write to the address below. Neither The Manufacturer or SayOne Media can accept responsibilty for omissions or errors.
Terms and ConditionsPlease note that points of view expressed in articles by contributing writers and in advertisements included in this journal do not necessarily represent those of the publishers. Whilst every effort is made to ensure the accuracy of the information contained in the journal, no legal responsibility will be accepted by the publishers for loss arising from use of information published. All rights reserved. No part of this publication may be reproduced or stored in a retrieval system or transmitted in any form or by any means without prior written consent of the publishers.
EditorialIT EditorMalcolm [email protected]
Associate EditorRoberto Priolo [email protected]
Editorial Assistant George Archer [email protected] DesignArt DirectorMartin [email protected]
DesignersAlex ColeVicky [email protected]
Sales and EventsHead of EventsJon [email protected]
Marketing ExecutiveGrace [email protected]
Project DirectorMatt [email protected]
Sales ManagerBenn [email protected]
Telemarketing ManagerAngiela [email protected]
Client Account ManagersCharlotte [email protected] [email protected] [email protected]
SubscriptionsClaire Woollard [email protected]
ISSN 1477-3201BPA audit applied for June 2009.Copyright © SayOne Media 2011.
The Manufacturer is independently audited by:

Contents
3
04 News and regular columns. A whistle stop tour of manufacturing news and events in the last month along with commentary on industrial research, legal issues and economic challenges for manufacturers.
11 The Naked Engineer Our anonymous industry commentator lets loose on manufacturing policy and practice in the UK
14 Lead Manufacturing at work and play: A review of The Manufacturer’s two flagship events in November, the Manufacturer Director’s Conference and the Manufacturer of the Year Awards
20 InterviewA propos de l’industrie manufacturière britannique: Jane Gray talks to Eric Le Corre, MD of Michelin UK about leaping the fence from financial service to industry
Pillar features
26 Energy and sustainable manufacturingWaiting for Weightman: Shelley DeBere investigates the impact of the publication of the Weightman report on nuclear supply chain activity in the UK
30 Leadership, people and skillsCometh the hour, cometh the man: Ian Godden, speaks to TM in the wake of his retirement from chairing trade organisation, ADS
31 Employee of the monthJoe Miller, projects and materials officer, Drallim Industries
38 Finance and professional servicesIn search of sustainable growth: RBS economist Enrico Longoni gives the bank’s forecast for manufacturing in 2012
43 Tax reformation: News of EEF and SMMT’s proposition to government for the reformation of R&D tax credits
52 IT in manufacturingForecast cloudy: Malcolm Wheatley reports on the coming of age of IT’s latest paradigm shift
57 IT news
33 Special featureWhat is the High Value Manufacturing Technology Innovation Centre?: Will Stirling clarifies the structure
59 Big Bang Diary: The first of a new series from EngineeringUK in the run up to one of the UK industry’s most important opportunities for school engagement and the inspiration of the next generation of manufacturing leaders
63 Mini SupplementAutomatic benefits: The British Automation and Robots Association partners with TM to exhibit the benefits UK manufacturers can reap through the application of automation technologies in their factories
ManufacturinginactionEach month TM conducts interviews and case studies with companies from the whole gamut of UK manufacturing from large multinationals to niche SMEs across sectors. This month TM visits:
80 Apex Linvar – Storage
86 Axiom – Electronics
90 Hampshire Cosmetics – Cosmetics
96 The last wordFormer TM Editor Will Stirling delivers his observations, celebration and indictments of developments in UK manufacturing.

The company has blamed debilitating green legislation in the UK for its decision to close the plant with the loss of 600 jobs. Commenting on the plant closure CBI deputy director-
general, Dr Neil Bentley, said: “This news shows why the Government must act to insulate manufacturers most at risk from the increasing cost of energy legislation.”
In a statement to The Manufacturer, Rio Tinto Alcan’s John McCabe, media relations officer at Lynemouth, pointed to three particular pieces of EU and British legislation which were influential in the company’s decision to withdraw from the UK. The legislative measures were the Large Combustion Plant Directive, the EU Emissions Trading Scheme, and Carbon Price Support.
In addition to the burdensome legislative environment however Mr McCabe did admit that the plant’s age and relative efficiency levels were also factors in its closure.
Rio Tinto Alcan has committed to schemes for helping its employees find new employment.
4
A U T O M O T I V E
The European Investment Bank invested €220m in the production of Nissan’s first electric car and the first production of European electric vehicle batteries. The funding will support the integration of new machinery and tooling for production of the 100% electric-powered Nissan LEAF, which will go into production at Sunderland in 2013. Reduction of carbon emissions linked to transport is a key objective of EIC in the effort to tackle climate change.
G O V E R N M E N T
PM David Cameron announced that £95m was to be given to SMEs by the Regional Growth Fund. The injection comes from the £950 million Regional Growth Fund that was announced on 31st October. The funding is expected to create at least 4,000 jobs and unlock around £500m of new investment. Grants will be awarded to SMEs based upon the need to support the purchase of new capital assets, as well as to create and safeguard jobs. (See p29 for a response to this announcement from industry analyst firm, Cambashi)
F A C T O R Y O P E N I N G
On November 17 Prime Minister David Cameron visited McLaren Automotive’s Woking site for the opening of its new high-tech production facility for the MP4-12C road car.
UK Prime Minister David Cameron visits McLaren to open brand-new McLaren Production Centre
Manufacturing
The McLaren Group boss, Ron Dennis also attended the opening event which aims to turn out 2000 cars in its first year, 45 units per day and production is expected to double to 4000 cars per year over the next five years. The production facility cost £50m to build and has a footprint of 32,000 square metres.
In his address to delegates at the factory opening Mr Dennis outlined
the company’s ambitions for the future and spoke of McLaren’s aim to encourage schoolchildren into manufacturing careers. “We at McLaren believe passionately in the importance of making things, of manufacturing high-tech, state-of-the-art, premium products. We very much support the Prime Minister’s desire to rebalance the UK economy,” he said.
F A C T O R Y C L O S I N G
Rio Tinto Alcan, the mining and mineral processor, has announced it intends to close down smelting operations at its site in Lynemouth, Northumberland.
The Rio Tinto Alcan site, Lynemouth, now scheduled for closure

A U T O M O T I V E
Tata Motors Group released financial results revealing a sales growth of 13.8% for Jaguar Land Rover. The figures follow successive reports of increasing sales across the automotive industry. A spokesperson for JLR said that the size of the rise can be attributed to growing demand from the BRIC economies – Brazil, Russia, India and China. Quarterly figures were also impressive, with revenues for Q2 totaling £2.9bn.
Figures from SMMT shoe that UK automotive manufacturing is bucking the national economic trend showing significant improvements against a series of performance indicators applied in 2010.According to a report released in late November year on year manufacturing turnover for UK automotive was up to £49bn as output rose by 27.8%, marking a return to pre-recession volumes.
U N E M P L O Y M E N T
Figures from the Office for National Statistics saw youth unemployment rise to 21.9%, with total unemployment increasing by 129,000 in the last quarter and rising to 2.62 million, the highest figure since 1994. Ian Brinkley, director of The Work Foundation, said: “These are dreadful figures. The overall fall in employment of nearly 200,000 in a single quarter takes us back to the worst days of the recession.”
A E R O S P A C E
Airplane manufacturer Boeing has announced record order figures. To date, 192 orders have been taken for the 777 aircraft, surpassing the previous record of 154 set in 2005. The figures have been aided by the growing demand for increased flight capacity from the Middle East. Oman Air ordered six 787-8s and Qatar Airways ordered two 777 Freighters. The company closed two record-setting deals with Emirates Airline and Lion Air during and after the Dubai Airshow.
S T E E L
Tata Steel announced today that it is to invest £2.4m in improving the competitiveness of its Port Talbot site. Among other investments the implementation of renewable energy innovations are expected to generate over 1MW of energy per year for the steelworks and reduce CO2 emissions 6000 tonnes per year. The focus of the green activity will be a heat recovery project on the Continuous Annealing Process Line (CAPL).
For all of the latest news in the manufacturing world visit www.themanufacturer.com 5
Qatar Airways signed an order for two Boeing 777-200 freighters at the Dubai Air Show
News December
14 The Financial Times is hosting the Future of Manufacturing conference in London. For information
and booking visit: www.ftconferences.com/manufacturing
15 The Westminster Energy Environment & Transport Forum will host a seminar entitled The UK Nuclear Energy
Strategy: Safety, Sustainability and New Build. Charles Hendry MP, Minister for Energy and Climate Change, will speak at the event. For information and booking visit: www.westminsterforumprojects.co.uk
January
12 Envirolink is hosting a practical training course on grid connection for Solar Photo Voltaic Projects. Envirolink has
constructed a CPD accredited training course that will build your knowledge of grid connection. All are welcome, go to: www.envirolink.co.uk/events to register and find out more details.
11-12 EEF is running a one day event in two cities to educate employers on how to manage employee
and industrial relations. On the 11th the event takes place at EEF in Cambridge, and on the 12th, at the Engineers House in Bristol. For more information visit www.eef.org.uk/events/current/Managing-and-negotiating-in-the-Modern-Manufacturing-Workplace.htm
19 The Bradford Airedale Manufacturing Alliance is hosting an event: Creating Opportunities and Supporting
Growth for Local Manufacturers in Bradford. For more information visit http://ba-ma.co.uk/events.html or telephone 01274 206 660
26 The Institution of Mechanical Engineers is holding a one day event entitled TRIZ - rapid innovative problem
solving. Attendees will be introduced to TRIZ - a proven process for solving problems, generating new ideas and developing systems more quickly, cheaply and inventively than traditional methods. Visit http://events.imeche.org/EventListMain.aspx for more information.
February
15-16 The Southern Manufacturing and Electronics Exhibition is taking place
in Farnborough. Attendees will be able to see the very latest technology, components, materials, products and services available in the South of England. For additonal information and booking details, please visit: http://mail.colnedata.co.uk/events/event.asp?CONTSUPREF=SOUTH2012
Datesforyourdiary

Manufacturing
I N D U S T R Y
UK manufacturing production rose for the first time in four months in September, led by transport equipment and metals, new figures revealed. The Office for National Statistics released new information showing that factory output increased 0.2%, slightly more than experts predicted. In the previous month, it fell 0.3%. According to the ONS, out of 13 manufacturing categories six rose, five fell and two remained the same.
EEF, the manufacturers’ organisation, was awarded Trade Body of the Year in the Public Affairs Awards 2011 run by Public Affairs News (PAN). The award was given in recognition of the trade body’s campaign lobbying government to alter the UK’s capital allowances regime to encourage investment. As a result of the campaign the Government extended the short-life asset regime from four to eight years in 2011. EEF’s director of policy, Steve Radley, accepted the award on the behalf of his organisation.
A P P R E N T I C E S H I P S
Sector skills council Semta announced the winners of this year’s Pathways to Apprenticeship Awards, part of a Welsh Government-funded programme for the pre-training of learners aged 16-24. The winners are: Gwent College, for best college, which successfully placed over 85% of its cohort into Work Based Learning Level 3 apprenticeships. Comtek, who repair and refurbish communication and IT equipment, won best business. Tascha Evans from Bridgend College won best apprentice, after being offered an apprenticeship with Tata Steel.
O I L A N D G A S
The Chancellor of the Exchequer George Osborne pledged £103m state funding to boost Scotland’s energy and marine industries. The agreement will give the Scottish Government access to roughly half of the Scottish Fossil Fuel Levy fund, worth around £200m. The £103m investment will help capitalise the £3bn Green Investment Bank, a funding scheme designed to attract private investment into environmental improvement projects.
6
Director of Policy, Steve Radley accepts the Trade Body of the Year Award on behalf of EEF
I N N O V A T I O N
The Scott Bader Innovation Centre in Northamptonshire was officially launched as part of the Global Entrepreneurship Week celebrations. Located at the chemical firm’s headquarters in Wollaston, the new innovation centre is designed to support the growth of around 20 early stage businesses. The site will be run and managed by Oxford Innovation. The aim is to provide local businesses with the office space on flexible terms in a dedicated business centre.
F A S T E N I N G S
Ireland-based fastening manufacturer TR Southern Fastenings has announced financial performance figures which display 35% growth over the past two years. The figures are remarkable against the backdrop of the Irish economy which has contracted at its sharpest rate ever over the same period. TR Southern Fasteners supplies over 5000 companies globally and branch manager Dara Horgan, says: “Our business growth is due to the service, support and loyalty that we provide our customers.
I N N O V A T I O N
The Scott Bader Innovation Centre in Northamptonshire was officially launched as part of the Global Entrepreneurship Week celebrations. Located at the chemical firm’s headquarters in Wollaston, the new innovation centre is designed to support the growth of around 20 early stage businesses. The site will be run and managed by Oxford Innovation. The aim is to provide local businesses with the office space on flexible terms in a dedicated business centre.
C O N S T R U C T I O N
Trade body Proskills has welcomed the government announcement of a new scheme to help first time buyers purchase new build properties. Prime Minister David Cameron said the scheme would “get Britain building” and Proskills says it hopes the initiative will also help boost business for UK manufacturers of construction equipment and supplies. “Our members in this sector have typically experienced around a thirty to forty per cent down turn during the recession,” said a Proskills spokesperson, “and have not been able to exploit export markets in the same way as other areas of manufacturing.”
T I C s
Business Secretary Vince Cable declared the National Composites Centre in Bristol open for business on November 24. The new centre gives small and medium sized companies access to unique facilities for the development of composite materials and manufacturing processes. The centre cost £25m to build and covers 8,500m², at the Bristol & Bath Science Park.
The NCC building at the Bristol and Bath Science Park

For all of the latest news in the manufacturing world visit www.themanufacturer.com
News A W A R D S
The Institute of Mechanical Engineers presented its sought after awards for Manufacturing Excellence 2011 (MX Awards) at a ceremony in central London on November 23.Keynote speakers for the evening included Minister for Enterprise, Mark Prisk as well as former labour MP Alastair Campbell who chaired the awards ceremony.
The overall winner for 2011 was AES Seals, the manufacturer of mechanical seals for application in the oil and gas industry among others including pharmaceuticals and power generation. The AES Seals win came as little surprise to attendees at the awards ceremony following the shortlist nomination of the company across numerous other award categories and its triumph in the Award for Customer Focus.
The other main award for the evening was scooped by Sheffield-based Loadhog, who were awarded the Best SME Award. Justifying this accolade Steven Tetlow, IMechE CEO, spoke of Loadhog’s enlightened approach to financial management and employee ownership of business goals. He admired the efforts the company had made to work closely with its supply chain.
Other category winners included medical device manufacturer Carl Zeiss, who took the Autodesk Award for Innovation in Products and Processes for its application of technology roadmapping techniques. The PriceWaterhouseCoopers Award for most improved company commended Howden Compressors and Flybrid Systems but selected RFD Beaufort – Survitec Group. Look online for a full list of the winners.
F O O D & D R I N K
Baxters, the Moray-based food manufacturing company, famous for its tinned soups, has acquired pie-maker Fray Bentos from Princes in a multimillion pound deal. Manufacturing of Fray Bentos products will transfer to the Baxters site in Fochabers over the next 12 months. The move from East Anglia is set to involve as many as 125 jobs as a result of the takeover. Audrey Baxter, chairman, of Baxters Food Group, commented: “Manufacturing of the Fray Bentos products will transfer over the next 12 months to our Fochabers production facility. A substantial capital investment programme has also been approved to enable all the plant, machinery and production lines to be housed on-site.”
7
G O V E R N M E N T
Prime Minister David Cameron spoke at the CBI Annual Conference on November 21, displaying his commitment to forging “an industrial strategy that makes sense,” and continuing to engage with the concerns of business.
The focus of the conference was on boosting UK exports as a sustainable means of economic recovery and Mr Cameron committed himself to supporting companies in expanding overseas saying: “Some criticize me for using the power of government and diplomacy to make the case for British business abroad. But I am proud to fill planes with businessmen and women and head off to visit the most the most vibrant markets on the planet.”
Mr Cameron urged businesses of all sizes to make the most of the international network of British Embassies and of the UKTI in establishing themselves overseas. The export focus of the CBI conference echoes the theme of a recent report the business lobbying organization produced in partnership with financial services group Ernst &Young entitled Winning overseas: boosting business export performance. This publication gives practical advice to businesses seeking to broaden their horizons from a domestic focus.
Business Secretary, Vince Cable spoke to manufacturers and press EEF’s London headquarter on November 23 to announce a major government review of employment legislation.
Dr Cable largely focused on proposed changes to dismissal practices confirming the government’s intent to extend the period for unfair dismissal from one year to two years. In dismissal cases Dr Cable and Employment Relations Minister Ed Davey said that the aim was to create a change in culture so that tribunal is once again considered a last report. Terry Scuoler, CEO of EEF supported
this ambition saying that tribunal claims were currently “out of control”. Over 200,000 unfair dismissal claims were made last year.
Another key suggestion for changes to employment law includes the potential reduction of the ‘protected period’ or consultation period’ following the announcement of collective redundancies from 90 days to a potential minimum of 30 days. EEF supports this action but union representative have already stated their opposition.
Following employer criticism of the Agency Worker Directive, which came into effect on October 1, Dr Cable also stated that government is considering a review of the administration around this legislation in 18 months time. Parental rights and the administration around management of the minimum wage are also subject to review and alteration.
Dr Cable took the opportunity to announce during his speech at EEF that 40% of the 159 pieces of employment law put up for review under the Red Tape Challenge are already subject to being merged, modified or scrapped.
Terry Scuoler, CEO of EEF was largely supportive of Dr Cable’s employment law intentions

ManufacturingAppointments
To notify The Manufacturer of your company’s appointments, please contact Roberto Priolo at [email protected] and 0207 401 6033
Evida Power, the designer and manufacturer of lithium-ion battery packs for electric vehicles, appointed David Roberts as executive chairman of the board. He has a wealth of automotive experience in manufacturing. Among other things, Roberts achieved the successful turnaround of Chrysler UK and its sale to the PSA Group, and the development and implementation of a complete quality assurance strategy at Aston Martin.
Solar panel specialists EOS Energy, part of the Alumet Group, appointed Darren Gardner as business development manager. In 2010, Gardner took part in the creation of the Renewable Energy Technology Alliance, which he now chairs. He also has several years of experience as sector advisor for environmental technologies at Coventry City Council.
Bombardier Transportation announced changes to its senior leadership in the UK. Sir Neville Simms, FREng was appointed non-executive chairman of Bombardier Transportation UK. Paul Roberts has been promoted to chief country representative and president of Bombardier Transportation, services UK and passenger fleet management service line. He will take on the role after Colin Walton retires in February 2012 after two decades with Bombardier.
Jurgen Maier, managing director of Siemens UK and Ireland Industry Sector, joined the board of North East-based International Innovative Technologies. The company specialises in the design, precision engineering and manufacture of a range of high output mills, classifiers and
cyclones. Maier will act as a non-executive director to help with the international market and technology development of IIT’s range of products and new technologies. With Siemens Industry Sector, he is responsible for a £600m business operation employing around 2,000 people.
The Shipbuilders and Shiprepairers Association appointed its first female vice president, Lynn Tomkins, Sector Skills Council Semta’s UK operations director. David McGinley, business development director at Babcock, is now president. Tomkins has
worked with the marine sector and SSA for over 10 years and led the development of the sector skills agreement establishing the UK Marine Sector Strategy Group. In her role, she is responsible for employer relationships at a sectoral and regional level.
Gerry Cook was appointed internal sales manager at solid carbide cutting tools manufacturer SGS Carbide Tool Company with the aim of further improving the company’s response to customer demands. The newly created position will form a crucial link between the firm’s experienced
technical sales engineers and its advanced production facilities. Cook brings a wealth of customer communication and problem-solving skills to the company. He previously worked for manufacturing and technology software company Delcam and the MoD.
Atlas Copco Compressors appointed Paul Clark as business line manager of its industrial air division in Great Britain. In his new role, he will focus on the sales and marketing of industrial air compressors, quality air accessories and nitrogen generators. Clark started his engineering
career as a qualified toolmaker, first in the UK, and then in the USA, before returning to the UK to take up a sales role for a compressed air distributor. Before joining Atlas Copco Compressors, he was managing director of air dryer and filtration specialist Hankison UK.
Delcam has expanded its training team in the UK with the addition of Paul Richards, formerly training team leader for the AlphaCAM product range at the Planit Group. The appointment comes as Delcam sees record demand for training. Richards has more than 30 years’ experience in manufacturing and engineering.
Richard Nagorny was made leader of the newly established central business unit Shared Service Center at Werum Software & Systems AG. Reporting directly to the executive board, he is responsible for finances, controlling, procurement, human resources, internal IT, and infrastructure. Nagorny held the CFO position at the pharmaceutical group AstraZeneca Germany in Wedel before joining Werum.
During its General Assembly held in Brussels on October 27, Eurometaux elected Oliver Bell as its new president. Executive vice president of Norsk Hydro ASA, chairman of the Hydro Supervisory Boards of Germany, and chairman of non-ferrous metals association WVM’s initiative ‘Metals pro Climate’, Bell joined the aluminium industry in 1989 and Hydro Aluminium in 2002.
UK Appointments
International Appointments
Jurgen MaierInternational Innovative Technologies
Lynn TomkinsThe Shipbuilders and Shiprepairers Association
Gerry Cook SGS Carbide Tool Company
Paul Clark Atlas Copco Compressors
8

IMAGINE A BETTER FUTURE� e Manufacturing Leadership Council is the fastest growing exclusive worldwide network for manufacturing leadership. � e Council includes more than 100 senior level executive members from companies worldwide, including:
Eaton • Raytheon • Lockheed Martin • L’Oréal • Colgate-Palmolive • Pepsi Bottling Group • Volvo Construction Equipment • IBM • Johnson & Johnson • Ford • Dell Panduit • GSK • DuPont • Siemens • Cisco Systems
To learn more, visit us online atwww.ManufacturingLeadershipCouncil.comOr call us at +1 888-280-6794 or +1 212-629-2164
The Future of Manufacturing Is in Your Hands. Join Us.
TheManufacturerMLC.11.11 VersionB.indd 1 11/14/11 9:45 AM

These articles are abridged. For full versions go to
Steve Radley, director of policy at EEF, considers government proposals to review employment law in the context of a difficult economic climate.
Choppywaters
10
W ith the global economy hitting some particularly choppy waters and the UK facing very slow growth at best, the government must do all it can to
promote growth. EEF has called for it to focus on four key barriers - taxation, access to finance, skills and regulation. We have now started to see movement on all these fronts but it is vital that the government’s focus is relentless.
We welcomed the recent announcements by Business Secretary, Vince Cable, to revise important areas of employment law. Today, flexibility is the lifeblood of our manufacturing sector.
While the UK remains a relatively positive environment for flexibility compared to global competitors but increasingly we are told this position is being eroded as regulation becomes more complex and intrusive.
The current coalition has heeded the warning signs and started to take action It has dropped unnecessary plans to impose fines on employers that have lost Employment Tribunals, even on technicalities. Provisions in discrimination law on dual discrimination and third party harassment have also been dropped. However, simply dropping rules and proposals that should have never got near the statute book was never going to be enough. Plans to make it easier to resolve workplace disputes are therefore particularly welcome. Greater use of conciliation before claims get to the tribunal stage will free up significant management time and benefit employees by focussing resources on the cases where workplace relationships have clearly broken down.
But the Government needs to go further to make all this change easier to manage. We will be pressing for the government to move forward with its suggestion of providing for ‘protected conversations’ which would allow employers to have informal discussions with employees on issues such as performance and retirement plans without fear of this triggering a compensation claim.
Regulation from Europe remains a pressing issue. Most urgently, there is the ongoing fight to preserve our opt-out from the Working Time Directive and resist the significant costs that the Pregnant Workers Directive would impose on our economy. Beyond this, we need to work harder to build a collation in Europe that considers more rigorously, whether new regulations are needed.
Thebigpicture Economics
Dr Robert Phaal, principal research associate at the Institute for Manufacturing’s Centre for Technology Management, explains how a
technique known as technology roadmapping can help bring commercial and technology perspectives into line.
a shared vision
E very organisation works best when everyone involved is working towards
the same goals, especially true of manufacturing where getting a new product designed, manufactured and delivered to market requires many different departments to work together effectively.
Harmony can be particularly difficult to achieve between those on the development side of things and those with a more commercial perspective. Managers working on the front line will inevitably focus on the short and medium-term and on providing customers with the latest new idea. They may be less aware of the implications for those who have to solve the technological challenges.
Meanwhile, development professionals get absorbed in new technological breakthroughs but have less understanding of how their innovations can be translated into viable commercial products.
Failure to get the two sides to work together can result in budgets being spent on research that isn’t used, or new products that miss their launch date. A widely-used technique, known as technology
roadmapping, originally developed by Motorola in the 1970s, provides an effective way to avoid this.
At its most basic, roadmapping involves creating large paper-based time charts. These should map the technology and other resources required for future products, linking these to business objectives and other milestones. The dependencies and linkages can be easily visualised – helping all those involved to come to a consensus about the best way forward.
The roadmaps are created in a workshop setting with representation from right across the company. The outputs from each workshop will be a prioritised set of innovation opportunities and strategic options for business units, combined with an understanding of the technologies needed to support these plans.
The priorities established during the roadmapping process can be compared to the existing R&D portfolio. Where existing programmes are identified that match the new priorities, these can be strengthened. Conversely if a development project appears to have no link to business needs then the company can decide to focus efforts elsewhere.
Building

Have your say at www.themanufacturer.com 11
manufacturing will bear the brunt of this, at a cost (the Daily Telegraph claims) of 95,000 manufacturing jobs and 60,000 service jobs.
The total UK carbon emissions in 2008 were 522,856 tonnes, amounting to 1.73% of the world’s output. This seems to be cause for serious concern yet in the same year, China’s emissions were 7,031,916 – 23.33% tonnes which it would appear is not alarming at
all. UK workers should be supplied with a safe and healthy work place. No
one would question that. Why though, do we accept that we can import goods from
countries where this is not the case? At Foxconn, a major China-based device
manufacturer for Apple, among others, between 300,000 and 400,000 employees eat, sleep and work on the premises. So far this year, there have been sixteen suicides and a further twenty employees were prevented from jumping to their deaths.
Admittedly the company is now boarding up windows and fitting nets to prevent further
suicides and will be increasing its basic wage by up to 50% (from £90 per month). But next time you have to do a risk assessment on using paperclips, or get sued for a paper
cut, feel proud that you are not fitting nets to catch employees driven to the end of their
tether by their work environment. However, such dire working conditions as
those Foxconn is seeking to improve are not a one off. At the Pearl River Delta, near Hong Kong, factory workers lose or break about 40,000 fingers per year and many of these workers are children.
Multinational companies support this kind of scenario year on year. Our government does nothing. It’s too busy introducing yet another round of ludicrous H&S or PC laws that have no common sense foundations, no additions to quality of life, and seem designed to make us less efficient and less competitive.
Less I give the impression of being unfair on China. Has anyone been to Italy, France or Portugal recently and seen a building site? Same rules as the UK? I think not.
T here is, just now, great deal of government rhetoric purporting to support British manufacturing. The facts though contradict the spin from Whitehall.
The statistics we are given (although of great concern), are not telling us the full story, and disguise the reality of just how badly British manufacturing has suffered at the hands of government in the past twenty years.
The Purchasing Managers Index (PMI) is released monthly, but tells only a part of our story. There was a time when the Balance Of Payments was a major topic for discussion on a monthly basis in the UK. Why do we no longer see it published, and discussed?
The answer is simply because the bare facts are too horrific. In the year to August 2011 our deficit was £35,564,000,000. We imported over £1,000 per person employed in the UK more than we exported.
In times when a manufacturing company might find it difficult to gain planning permission to expand for fear of a newt having taking residence, or not meeting ‘sustainability’ criteria, can someone explain to me how sustainable such a deficit is?
Let us be honest with ourselves - accept the facts for what they are and deal with them accordingly. The facts are that we import such huge quantities of goods because they are cheap to make. They are cheap to make because the playing field is anything but level.
Our European counterparts do not apply the European directives as we do, and our competitors in Asia live in a different world.
We all want to embrace a code of conduct for safe working practices, a clean environment, and fair treatment of employees. But we cannot though achieve these alone, and should not be shouldering all the responsibilities. Energy costs are rising at an alarming rate due in part to energy taxes. Again
11
Thenaked engineer: Monthly columns
stripping industry issues bare
The Naked Engineer is our anonymous columnist from industry. Pulling no punches, NE provides informed critique of manufacturing policy and practice on a monthly basis.
We all want to embrace a code of conduct for safe working practices, a clean environment, and fair treatment of employees. But we cannot though achieve these alone, and should not be shouldering all the responsibilities
to have clear dismissal procedures in place, and to follow these rigorously when considering whether or not to dismiss an employee. Transparency of such rigour will discourage unfounded claims.
Employment tribunal feesIt is understood, although not confirmed, that the fee for lodging an employment tribunal claim will be in the region of £250 with a further £1,000 fee that will also be payable by the claimant when the claim is listed for a hearing. These fees will be repaid if the claimant is successful. It is also thought that claimants who have no income will not have to pay the fees.
It is difficult to dispute that a fee will make potential litigants think carefully before making a claim to the tribunal. Further, the £1,000 listing fee may encourage early settlement of a claim before the matter is listed for hearing.
However, the exemption from paying fees by claimants who have no income may render the deterrent nature of the fee impotent. It is hardly beyond the bounds of credibility that someone who is making a claim of unfair dismissal will not have a job at the time that they make a claim, and so will be exempt.
It has been argued that tribunal fees will prevent vexatious litigants. The problem with this argument is that vexatious litigants by their very nature can be particularly determined to “see their former employer in court” no matter what the cost. While the potential tribunal fees may be a significant expense, often these types of litigants will find a way to pay as their sole intention is to make life as difficult as possible for their former employer.
Tribunal fees will in all likelihood reduce the number of claims being made but perhaps not to the extent government hopes.
ConclusionThe increase in the qualifying period to claim unfair dismissal and the introduction of tribunal fees is probably going to reduce the number of claims made to the Employment tribunal. It is, however, open to debate as to how significant this reduction will be.
Importantly, from an employer point of view, these changes do not deal with the expense that is incurred by the employer in terms of legal fees and loss of management and staff time when a claim is made.
ThelegallowdownChanges to unfair dismissal legislation
For more details contact: contact Andrew Browning, associate, on 023 80831205 or [email protected]
T he Chancellor, George Osborne, announced in October that in an effort to reduce the number of employment tribunal claims being made and “red tape” for
employers, the qualifying period that an employee must work for their employer before being able to claim unfair dismissal would increase from one year to two years and that there would be a requirement for the Claimant to pay a fee when making a claim to the employment tribunal. Trade unions cried foul over these changes but how beneficial will they be to manufacturers?
Unfair dismissalThe increase of the qualifying period is likely to be welcomed by a majority of manufacturers as it gives more control back to the employer. But will this reduce the number of unfair dismissal claims being made in reality, since many employees in the industry have far more than 2 year service.
In addition, the benefits of this change could be hampered by the fact that there is no qualifying period for employees making claims of discrimination. Former employees regularly make claims that their dismissal was an act of discrimination (on the grounds of race, disability, gender etc). The lack of a qualifying period for discrimination claims means that such claims can still be made. The government is unable to introduce any qualifying period for discrimination claims as these are derived from European Directives.
In fact, there has already been a drop in the number of unfair dismissal claims made to the Employment Tribunal from 57,400 in 2009/2010 to 47,900 in 2010/2011. These statistics could indicate that employers have become more careful to remain complaint with official dismissal procedures. Arguably the best way to avoid a claim of unfair dismissal is for a manufacturer
12
An employer benefit?

EMC2, EMC, and the EMC logo are registered trademarks or trademarks of EMC Corporation in the United States and other countries. All other trademarks used herein are the property of their respective owners. © Copyright 2011 EMC Corporation. All rights reserved. Published in the USA. 03/11 H8648

14
author and consultant. Drawing his keynote presentation to a close Mr Oliver commented: “We are in a mess. The country, our economy, manufacturing.”
This statement put several vocal delegates immediately on the defensive. Edward Whittle, operations director at Whitby Seafoods, questioned: “What do you mean by ‘we are in a mess’? I don’t believe that applies to most companies here.” Colin Larkin, plant manager at New Holland Agriculture, stated: “Manufacturing is not in a mess. Strategy is in a mess.”
This defence of UK manufacturing efficiency and prestige was a key moment for the opening speaker at MDC, Neil Parker, market strategist at Royal Bank of Scotland. “It was hugely encouraging for me that those who live and work in the manufacturing community rebuffed that statement,” he confided to TM after the event. “Manufacturers across the board are now showing that they are prepared to defend their industry and to go into battle with competition around the globe.”
F rom the very start of this year’s MDC an almost aggressive pride and bullishness was evident
from delegates with regards to the status of UK manufacturing.
The conference was chaired by Peter Marsh, manufacturing editor at the Financial Times, who acknowledged the role to be played by the mainstream media in communicating the triumphs as well as the tribulations of the sector. He did however, challenge the assembled delegates, who came from a wide range of manufacturing sectors including; food and beverage, heavy industry, automotive, life sciences, IT hardware and more, with the opinion that the “onus is on you, manufacturing companies, to expose yourselves,” to attract that media coverage.
The question of responsibility for the fate of manufacturing was core to the opening sessions of MDC and cause for some fraught moments. Fierce debate was provoked by John Oliver OBE, former CEO of Leyland Trucks, now turned
at work and playManufacturing
Our lead story this month will attempt to capture just a few of the key moments from the two major events held on Nov 9; The Manufacturer Directors Conference (MDC) and The Manufacturer of the Year Awards. While each event had quite a different feel and focus, the former supporting knowledge transfer and company benchmarking and the latter committing itself to celebration. Both held surprises and provoked strong reactions from members of the UK manufacturing community.
From November 8-10 The Manufacturer magazine held a total of seven events, all centring around our annual conference and awards ceremony. From factory tours, breakfast briefings and specialist workshops the three days were packed with ‘value add’ for the 900 delegates spanned across them.
The Manufacturer Directors Conference 2011
Delegate questions challenged the MDC keynote speaker panel

Despite controversy caused in the MDC panel discussion session by Mr Oliver’s closing statements his presentation was widely acknowledged to be one of the best features of MDC 2011.
Giving practical guidance on the ‘hows’ and ‘whys’ of workforce engagement Mr Oliver pulled no punches for his audience of senior manufacturing managers and company leaders. “Leadership behaviours determine the behaviours of everyone else in the system,” he said. “If our workforce displays dysfunctional behaviours, it is because we are dysfunctional. It is our fault.” Digging down into the magnitude of opportunity available through what he terms as “radical workforce engagement,” Oliver revealed some shocking statistics from the McLeod Report, Engaging for Success: enhancing performance through employee engagement, commissioned by Lord Mandelson during his time as Secretary of State for Business.
According to this study, 70% of UK workers said they have no natural affiliation to the objectives of the company they work for and 30% said they were actively antagonistic toward those objectives. For Oliver this is a call to arms against paying lip service to ‘organisational values’ and an indictment of the levels of effective communication being undertaken in most companies.
Recounting his own realisation of the power of engagement, Oliver showed delegates the results he achieved as CEO of Leyland Trucks. Among many triumphs for the struggling company following the implementation of radical engagement strategies was the reduction of its breakeven point from 11,000 trucks per annum to 5,500 trucks per annum in a 30 month period - an achievement Oliver says was undoubtedly critical to the survival of the company. Oliver was clear in stating that engagement campaigns are the direct responsibility of senior management, not “something to do with HR” as he said many organisations and leaders appear to believe.
See our January issue for an interview with Andrea Thompson, current CEO of Leyland Trucks
Focus on John Oliver, OBE
Leadstory Manufacturing at work and play
15
According to Mr Parker’s presentation, which provided insight into forecast economic conditions in 2012 this international aspect will become increasingly central to almost every manufacturer’s plan of attack (see Fig 1). Mr Parker observed a general growth in the level of UK exports throughout 2011 and confirmed that this increase is coming both from established exporters and from companies previously focused on domestic markets.
Highlighting the size of the opportunity available through international operations Parker said: “If we take China as an example there is an overall economy worth in the region of $5 trillion. Qatar is worth $52 billion a year and has earmarked $130 billion over the next five years for investment in the development of national industry and infrastructure. There is huge wealth to be tapped here.”
However, for many at MDC, troubles somewhat closer to home currently obscure the route to taking advantage of this wealth and Parker did not shy away from discussing either the turbulence of the sovereign debt crisis in mainland Europe or the availability of finance for growth to UK firms.
Parker’s outlook on the former issue was confident. “I do not expect the slowdown caused by eurozone uncertainty to persist into 2012,” he stated. “The situation has been serious but I am confident the right actions are now being taken. Some economies, such as Italy and Greece, will continue to suffer, but others now have a backstop and clear leadership on the route to recovery. Across Europe opposition parties and the populace have now seen what lies on the other side of the abyss.”
Moving on to tackle access to finance, Parker told TM: “We are keen to see more applications for borrowing. Our attitude is one of partnership. We need to understand more deeply the businesses we are lending to.” Defending the position of the oft-vilified banks however, Parker said: “We are being told to lend more at the same time as being told to build up our capital reserves and that is very difficult in a slow growth environment”
Parker’s impartial scene setting proved striking for many delegates and responses to the presentation displayed a significant change in what has been an antagonistic relationship between financial services and industry since the recession took hold. A broader appreciation of individual challenges and mutual goals was expressed and as Chris Maher, MDC delegate and general manager at Hitachi Automotive Systems Europe, commented: “We all need to remain aware of the macro issues. They affect everything and everyone.” (For more on the economic outlook for Manufacturing in 2012 see our Finance and professional services section starting p38.)
Fig 1: Slide from market strategist Neil Parker’s presentation at MDC 2011. The slide confirms an upward trend in UK exports for 2011

Leadstory Manufacturing at work and play
17
With the need to attract bright young talent into manufacturing and encourage the delivery of high quality apprenticeships in manufacturing firms at the hub of industry debate, one of the most important features of MOTY 2011 was the addition of the Young Manufacturer of the Year Award.
Judges were impressed by the high calibre of entrants to this award. Among those shortlisted, Kai Burkett of BAE Systems was already an award winning apprentice many times over having received both internal accolades from his own organisation and external recognition at the National Apprenticeship Awards.
Stealing the stage for the Young Manufacturer of the Year Award’s debut, however, was Joe Miller of Drallim Industries. With an impressive portfolio of achievements Mr Miller was finally picked by the judges due to the high level of responsibility he has already achieved within his firm. For more about Joe’s achievements and ambitions see p31 for our December Employee of the Month.
Young Manufacturer of the Year
The UK has efficient factories. In the application of lean and six sigma techniques UK Siemens factories are often outpacing factories in Germany and other countries. But we are lagging in investment.... We have a culture of sweating our assets in the UK. We take pride in ‘making do’ when what we really need to do is get rid of legacy equipment, innovate and invest in automation and technology
Juergen Maier, Head of Siemens UK Industry Sector
The Richard Noble speech was highly motivating. I also thought Masaaki Imai was enlightening and would have liked more time to ask questions like ‘if the Kaizen Institute is so effective why is it still the case that only companies connected to Toyota remain best when it comes to lean implementation?
Colin Larkin, Plant Manager, New Holland Agriculture
I thought the conference was really good this year - the standard improving on the last two I have attended. The best was the session on continuous improvement by Masaaki Imai
George Allan, Plant Manager, Innovia Films
The event was extremely useful, bringing together best practice ideas and innovations from every sector under one roof. The camaraderie between all the businesses and people present was great to see, it suggests greater effort for collaborations in the years to come and provided a platform for real celebration of UK manufacturing
Graham Patterson, Manufacturing Excellence Manager, Premier Foods
In addition to the insights and opinions already mentioned in this article MDC 2011 held many more ‘light bulb moments’ for those who attended. Here a just a few comments and observations from the day:
Delegate and speaker comments from MDC 2011
Masaaki Imai delivering his continuous improvement session

18
W ith over one hundred more guests than in 2010, The Manufacturer of the Year Awards (MOTY) 2011 was always set to be a record
breaking year for its hosts. As the evening unfolded however, the camaraderie and celebration among those present exceeded even TM’s optimistic expectations.
Many of the most successful companies at this year’s awards were those who, as well as taking the time to look internally at building staff engagement for increased productivity and developing operational excellence across all business areas, had also taken care to look externally. They showed awareness of the UK manufacturing environment, of the challenges being faced in skills and were ready to find out what help and funding is available to the manufacturing community in these straightened times.
Triumphing in two categories and placed as runners-up for the overall Manufacturer of the Year Award, New Holland Agriculture, the tractor-making subsidiary of Fiat, was undoubtedly one of the stars of this year’s awards and a company which has made the most of the help available for staff training. (See table for awards details.)
The overall winnersCosworth proved a pertinent point about the integrity and strength of SME manufacturing in the UK by scooping both the SME and overall Manufacturer of the Year Awards.
Commitment to R&D and diversification were central to Cosworth’s winning profile with the judges. Despite its relatively small size, Cosworth invested £8.1m in R&D in 2010 - up from £6.2m in 2009. The company has been lucky to have funded this investment through its own cash flow but has recently reaped ROI benefits from focussing its R&D processes. “We used to place a lot of small bets,” says chief marketing officer Rik Temmink, “but I would strongly advise other companies, particularly smaller organisations for whom a return on investment is critical, to focus on a few key projects. It can feel risky to put so many eggs into a few baskets but in the end it is far more beneficial.”
With help and guidance from Semta as to what training to provide and where to go for funding, New Holland have put 280 employees through a bespoke Business Improvement Techniques (BIT) programme. Employees now own and drive improvement work and are increasing productivity and efficiency for the company every day. Colin Larkin, plant manager, says that the BIT training has been applied to around 50 projects in the last three years, attributing around £1.2m in savings to the improved workforce understanding of value added activities, quality issues, flow of materials and the implications of inventory.
During the judging process for the Manufacturing in Action category the judging panel was particularly struck by the integrity of workforce empowerment at New Holland and the clear opportunities for progression given to those who excelled on the shop floor.
Manufacturer of the Year Awards 2011
Award Category Winning organisationManufacturer of the Year Award Cosworth
Manufacturer of the Year Award Runners-up
Muntons and New Holland Agriculture
Sustainable Manufacturer of the Year Award
Muntons
People and Skills Award Hi-Technology Group
Leadership and Strategy Award JJ Churchill
Leadership and Strategy Award Runners-up
Accolade Wines
SME of the Year Award Cosworth
Innovation and Design Award G’s Fresh beetroot
Innovation and Design Award Runners-up
Ricardo
Young Manufacturer of the Year Joe Miller (Drallim Industries)
World Class Manufacturing Award
New Holland Agriculture
IT in Manufacturing Award Fairfax Meadows
Operations and Maintenance Award
PZ Cussons
Supply Chain Excellence Award Cinch Connectors
Manufacturing in Action Award New Holland AgricultureRik Temmink (left), chief marketing officer at Cosworth Group and Peter Russell head of manufacturing UK sector coverage at RBS
The Manufacturer of the Year Awards 2011

Leadstory Manufacturing at work and play
19
Cosworth’s strategy for market diversification follows a desire to soothe the painful peaks and troughs of its traditional motorsport sector. One recent project, for which the company did receive public funding via the Technology Strategy Board, was carried out in collaboration with ClydeUnion Pumps. This project developed an early warning monitoring system for a new pump designed for nuclear applications and aligns with diversification intention in ‘clean tech’. The TSB funding for this project came to the tune of £107,000.
Cosworth’s investment in product development and market diversification is not all internally focussed however. Taking a deep interest in the fortunes of the manufacturing industry as a whole, the company has thrown itself into projects that promote manufacturing careers and drive forward the progress of manufacturing technologies.
Most prominent among these initiatives is the Bloodhound SSC project which featured prominently at both the MDC and the awards, with hit presentations from Richard Noble, OBE, project director of Bloodhound. “Bloodhound is an opportunity to give back to the manufacturing community and we share Richard Noble’s concern about the future of engineering in the UK,” says Temmink.
Of course such altruism is not without its kick-backs. “We want to be a much bigger company than we are today, and we are already having trouble recruiting the talent we need to take us forward,” Temmink states, sharing a little of the bullish ambition which contributed to the company’s triumph at TM’s awards.
For more on Cosworth and its award winning processes, policies and achievements look out for our January edition. For comments from our winners and sponsors on The Manufacturer of the Year Awards experience visit our new website: www.themanufacturer.com
I would strongly
advise other companies, particularly
smaller organisations
for whom a return on investment
is critical, to focus on a few key projects. It can feel risky
to put so many eggs into a few baskets but in the end it is far more beneficial
Rik Temmink, Chief Marketing Officer,
Cosworth
This year marked the fifth consecutive year of sponsorship from Royal Bank of Scotland at both MDC and the Manufacturer of the Year Awards. Commenting on the 2011 events, Peter Russell, head of manufacturing UK sector coverage at RBS, and one of TM’s Awards judges, says they give UK plc reason for optimism, celebration and vigilance.
As a judge at this year’s awards, it was an inspiration to see and hear first-hand the ingenuity, dedication and resourcefulness underpinning the UK’s manufacturing sector, despite gloomy outlooks.
Take the Leadership & Strategy Award. Nominees demonstrated just how crucial it is for visions and objectives to be communicated effectively. The commitment and excitement we identified among the presenting teams appeared to have come about largely through energetic, proactive workforce engagement by leadership teams. They showed that strategies which are explained and promoted effectively will be the most successfully delivered.
Likewise, the Kaizen principles shared with us by Masaaki Imai at the MDC conference reinforced what we’d witnessed on the judging panel. Conscious workforce engagement is what motivates people to think creatively and act productively.
Our manufacturing sector is both strong and much-admired. But to remain competitive while continuing to enhance product quality and service delivery, firms - just like those whose teams we had the privilege to meet and judge - must keep striving to improve. What’s more, they need to instil that sense throughout the workplace. Employees who feel well-informed also feel trusted and valued – and will want to add value in return, coming up with ideas that might otherwise never surface (at least not until those employees are hired by more astute competitors).
Those who attended the conference’s breakfast briefing, master classes and panel discussions can be in no doubt about one of the more immediate and specific challenges facing manufacturers: managing energy costs efficiently. It’s a real issue that threatens to fatally impact on our competitiveness if left unaddressed and, political and regulatory complexities notwithstanding, there isn’t yet an easy answer.
But there’s plenty to take heart from. This conference’s theme, A Decade of Opportunity, provided an apt backdrop to leadership, strategy and engagement concepts - and to monumental problem-solving. After all, those occupying our boardrooms in 10 years may well be among those whose creativity, craftsmanship and passion are today being nurtured - or under-utilised.
This year’s conference activities and awards provided us with reasons to be vigilant but also optimistic - and certainly celebratory. We congratulate winners, nominees and participants alike.

20
E ric Le Corre was born and raised in Paris. His family had a background in business with his grandfather running a successful family owned company and his uncle
running a state owned French organisation. Following the completion of his Baccalaureate M Le Corre went through Sciences Po, a broad ranging course taking in politics, constitutional law, history, economy and more. The focus of this course was to prepare student careers in the French top civil service but when M Le Corre finished he says with a decisive gesture, “I was sure of one thing. And that was that I did not want that career.”
Instead Le Corre progressed to business school and qualified for a career in Finance at École Supérieure de Commerce de Paris in 1986. His first professional appointment sent him to London working for a French company as a means of completing a then compulsory national service term. And so, twenty five years before he was to return to the UK as MD of Michelin’s national business, Le Corre had a chance to sample British business culture – though he acknowledges that Britain is a very different economy today than it was back then. “There are those that say the country is still unbalanced and we rely too much on London – the City – but when I used to leave London in the eighties the dramatic difference in the regions outside was deeply striking.”
Michelin UK’s MD, Eric Le Corre talks to Jane Gray about being a foreign leader in a British business and shares how his background in financial services prepared him for his current management role.
A propos
manufacturière britannique
de l’industrie

InterviewEric Le Corre
21
A key part of Le Corre’s first job in finance included liaising with investors and it was the skills Le Corre built in this area that finally led him to be recruited by Michelin in 1999 in investor relations.
Looking back on the choice he made to jump the fence from finance to industry Le Corre says “It had become clear to me by that stage in my career that the role of banks should be to finance the economy. I don’t believe that banks are there to make money for themselves and I am not motivated by the desire to make millions. I must trust in my work. I have never regretted my decision for one second.”
At Michelin Le Corre said he was immediately struck by the approach to investor relations, which differed from that he had seen elsewhere. “The difference came in the conception of the role that M Michelin and M Rollier, who was CFO at that time [now CEO] had. They wanted me to be credible,” he says and goes on to explain, “They wanted me to be intimate enough with the company strategy that when investors spoke to me - or to my team - they felt as though they in fact spoke with Mr Michelin and with the very top management of the company. Not every company has this approach.”
Le Corre says that the challenge in investor relations is to know how to persuade an audience and to acknowledge that, “they have a choice: if they decide to invest in one company, it may not just be because they feel it is a better choice than its competitors but may also be that they believe it is a better choice than another industry, Michelin rather than General Electric for instance.”
After six years as head of investor relations, Le Corre went on to become CFO for Michelin in North America for six years before his current UK role became available. However, the focus on justifying investment is still a central concern for him.
UK industry tyred? From a heyday of six manufacturing sites and over 10,000 employees in the UK, Michelin has now shrunk to three site and 2,800 staff. But Le Corre is adamant that there is still cause for optimism. “Competitively what is important is that the rest of the manufacturing industry here has downsized as well. This is important perspective. We are still, by far, the largest tyre manufacturer present in the UK; we turn out more than fifty per cent of the tonnage produced.”
Le Corre continues, “There can be a future for manufacturing in the UK. Our plants here - and across Western Europe have made the necessary progress in terms of productivity in the last ten years and they are competitive today. This has opened the door for the UK being considered for future investments by the Michelin Group.”
Le Corre is no daydreamer however, and says, “We must not beat about the bush.
There is no possibility that we would build a brand new greenfield factory in the UK.” Instead he makes clear the key is to focus on modernisation and market positioning.
“All things being equal, modernising a plant in the UK is still a ‘marginal investment’ when compared to the greenfield sites we are building in India and China. A tyre manufacturing greenfield site today costs close to half a billion Euros a piece,” reasons Le Corre. “The questions the group must ask and balance are; where are our markets and what is the cost environment in the UK going to be like.”
The final point is Le Corre’s main concern when it comes to reading the road ahead for his company and those who rely on its employ. “The cost of energy in the UK is one of this highest in Europe today. What is it going to look like fifteen or twenty years down the line?”
As a foreigner working in the UK Le Corre says he finds the political stance on energy pricing,
There can be a future for manufacturing in the UK. Our
plants here - and across
Western Europe have
made the necessary progress
in terms of productivity in the last ten years
and they are competitive today
A factory tour in Stoke-on-
Trent during the recent visit of
Jean Dominque Senard, CEO, Michelin to
the UK


1984: Graduated in political science from Institut d’Etudes Politiques de Paris (Sciences Po)
1986: Graduated from Ecole Supérieure de Commerce de Paris
1986-1990: Business Analyst for a London-based joint venture between Crédit Commercial de France and New York Life
1990-1991: Returned to France as Account Manager with Société Générale – Commercial real-estate lease financing division
1991-99: Held various positions including Secrétaire Général with private French bank, BIMP.
2000: Appointed head of investor relations for Michelin Group
2006: Appointed chief financial officer for Michelin North America
2010: Appointed managing director of Michelin UK
Biography Eric Le Corre
Have your say at www.themanufacturer.com
Interview Eric Le Corre
23
and other industrial issues sometimes confusing, “There is one part of the government that is serious about rebuilding manufacturing and rebalancing the economy, however, departments seem to have different agendas and they all work very much in silos. When we talk to BIS they understand us, when I talk to DECC they have another view and Treasury will have a third.”
With the recent spat between Energy Minister Chris Huhne and Chancellor Osborne over the viability of UK environmental policy barely cooled on the ages of the mainstream press, Le Corre’s comment certainly rings true. But is the situation any better elsewhere? “I sense, when I talk to my European colleagues, that the synthesis is more
consistent. I only arrived in this role as the coalition government came into power - but you would hope to see some gelling by now,” comments Le Corre.
Treading a new pathHe is quick to clarify that Michelin is committed to the decarbonising the economy. The display the company put on this year at its Challenge Bibendum event in Berlin, dedicated this time to the exhibition of low carbon technologies, not just for automotive, but for a whole range of smart mobility solutions shows that the company is throwing considerable resource behind the development of sustainable technologies and the reduction of its carbon footprint – not only through the evolution of its products, but also through campaigns to promote safe, more sustainable driving habits.
And the company is keen to do more by working with governments to collaborate on meaningful policy for decarbonisation explains Le Corre. “I would say we need to look more at the whole lifecycle. As we have discovered, we can create tyres which significantly reduce emissions in the long term.”
But when consultation takes place Le Corre is forthright in stating that it must be sincere, “If government wants to approach industry it must respect the feedback it gets. We spent a lot of time participating in CBI workshops and on the consultation over the carbon budget and energy policy. At the end of the day the Treasury submitted the budget that it wanted. It is frustrating,” he says.
This frustration aside Le Corre says that he is thoroughly enjoying his time working in the UK and that generally there is a growing willingness to support industrial growth, both from a political and a union stand point. “Having worked in France, where historically we have had a cultural difficulty with people making money in the private sector, and having worked in America, where the whole economic and social system is geared for ‘survival of the fittest’, I can keep a perspective on the difficulties in the UK. It is difficult for those who have only ever managed a business in one country to do this.”
So is Le Corre won over? Would he consider settling in the UK? “The weather!” he exclaims – by which we can interpret a resounding no.
But before M Le Corre turns homewards bound for warmer summers and, no doubt, some more refined cuisine, what is his ambition for the UK Michelin business? “When I leave I want to step away from a business full of high potential people who can grow a company and a country which will be a benchmark. For Michelin this will not only be on the industrial side but also in services for our products. I want this to be a place where people within the group aim to spend time during their career in order to learn and develop as professionals.”
If government
wants to approach industry it
must respect the feedback it gets. We spent
a lot of time participating in CBI workshops
and on the consultation
over the carbon budget and
energy policy. At the end of the day
the Treasury submitted the budget that it wanted

24
I an Godden has been chairman of the trade association ADS since its formation in 2009 from a merger of the Association of Police and Public Security Suppliers (APPSS), the Defence
Manufacturers Association (DMA) and the Society of British Aerospace Companies (SBAC).
On November 1 however, Mr Godden officially retired from this role. This article recognises the significant contributions he has made to the consolidation of a voice for the UK defence sector in a time when it has keenly felt the need for support, as well as a wide variety of other promotional work for ADS sectors in the UK.
During his wide ranging career Mr Godden has worked in industry as an engineer, management consultant and entrepreneur. These jobs have located him for in a variety of European countries and the USA. His engineering expertise are in chemical rather than mechanical areas having obtained a BSc in Chemical Engineering from Edinburgh University.
An MBA from Stanford University California also endowed Godden with strong knowledge of business concerns and he found a flare for strategic vision. A career in strategy consulting with a number of large firms eventually led Godden into government advisory circles where he was occupied for much of the 1990s, guiding international governments on their defence industrial policies. His expertise extended to the UK, US, South African, Dutch, Bahrani, Indonesian and German governments.
TM talks to Ian Godden, outgoing chairman of ADS, about his retirement, his career to date and his view of the position of ADS’ sectors in the UK today
the hour,
the man
Cometh
cometh
Ian Godden opens the
ADS Annual Conference in
2009
Ian Godden and representatives from the British
High Commission and UKTI at the opening of the
ADS India office
Ian Godden in the background
as Prime Minister, David Cameron meets apprentices at
the Farnborough International Air
Show

25
Specialfeature Manufacturing leadership
Commenting on this experience and the varying approaches of international governments to industrial policy development Godden reflects, “To work on industrial policy in the UK is the hardest. Politicians today are wrapped up in a pejorative view of industrial policy which sees it as a form of socialism. UK government simply doesn’t believe in it. In my experience only Mandelson, and perhaps Hestletine ever came close to showing an understanding.”
Mitigating this gloomy view however, Mr Godden says that, “UK industry is incredibly hard on itself – not realistic about its relative position. I am certainly not of the view that all is lost for UK industry.”
Mr Godden has always sought to maintain a strong connection with the interests and practicalities of business and, as well as his experience as a consultant and advisor to governments and large multinational companies, he has lived and breathed the hopes and fears of a small business entrepreneur through his US start-up, Glenmore Energy. “I understand what it is like to be running a small business – all the practicalities,” he says. “There is a lot of difference between a company the size of Glenmore and the BAE’s of this world. They are not touched by the roller-coaster of decisions from banks and how to finance growth. Empathising with these concerns has allowed me to communicate well with the smaller end of our UK sectors as well as the big names.”
Looking back over his career Mr Godden says leading the merger which created ADS is among his proudest achievements, “It was important for defence in particular because the representation of defence had always been very fragmented. We foresaw the recession in this sector and just as the industry was expected to make 10% reductions, so its trade organisations had a responsibility to do the same. Consolidation brought savings and more effective representation.”
Moving on to speak of the other sectors represented by ADS Godden comments, “While there has been a step backwards in defence aerospace has stepped forward in the UK and there is much to be optimistic about in our ‘Cinderella sectors’ of space and security. Continued committed support from ADS will hopefully help these industries achieve their full, and significant, potential.”
Speaking for EADS, an important player in UK defence and a key ADS member, Robin Southwell, the organisation’s CEO says, “Ian Godden has been the driving force in two areas: leading the consolidation of ADS in the aftermath of the complex merger between SBAC, DMA, BAG and APPSS whilst secondly, forcefully representing the critical aerospace and defence industry through difficult times by highlighting the importance of this sector to the UK economy.”
But is Mr Godden satisfied with the situation he is stepping
out of? Sadly the answer is a definite no. “I am leaving this job one quarter done,” says Godden. “But this is the right time for me to step away and although I am stepping out of the role, I am not stepping away from the passion of promoting industry.” He goes on to assure TM that he has plans to remain extremely active in his work with Farnborough International, the organisation behind the iconic aerospace event. “I am looking forward to a successful Farnborough next year. China and Russia will be exhibiting strongly in 2012 which will be very interesting to see.”
Godden’s continued commitment to representing the sector he has spoken for over so many years, will be a relief to many of its members. Mr Southwell comments, “I have met few people as enthusiastic and knowledgeable as Ian. With his accession to the leadership of ADS it was very much a case of Cometh the hour, cometh the man.”
There is much to be optimistic
about in our ‘Cinderella sectors’ of space and security,
continued committed
support from ADS will
hopefully help these industries
achieve their full, and
significant, potential
Filling big shoes
Ian Godden’s successor as chairman of ADS was announced in October as Rees Ward. This internal appointment at ADS brings important military expertise to the helm of the trade body thanks to Mr Ward’s naval background. Providing more industry focused experience, Mr Ward is now supported in his role by Graham Chisnall, deputy chairman of ADS.
Speaking of his appointment as chairman Ward said: “I am delighted to be taking over from Ian as head of ADS. I feel privileged to be invited to lead the organisation at a time when our members look to us for effective interaction with government and supporting them as they sustain and grow their businesses. Everyone at ADS remains committed to putting the interests of members first and I am confident that the ADS team will deliver for our Members no matter what the coming business climate may hold for us all.”
Speaking of his expectations of the work ADS will focus on in the future, the outgoing chairman emphasised the importance of building on the foundations already laid by ADS in establishing a foothold in the BRIC nations. “We need to represent the interests of ADS’ 3000 SME members in these important economies,” says Godden. “Through partnership with government and UKTI we had made a good start but we need more scale.”

In 2009, the government announced plans to build 10 new nuclear power plants, replacing the ageing sites that provide 18% of the UK’s electricity. But the Fukushima disaster in Japan had international repercussions. Despite reassuring words from government and key industry stakeholders, the situation in the UK has remained tentative. Shelley DeBere asks if the Weightman report, published in late September, will change this and bring clarity for the UK nuclear supply chain.
The UK responseSecretary of State for Energy and Climate Change, Chris Huhne, requested that Dr Mike Weightman, the UK’s chief nuclear inspector, produce a report on the safety implications of Fukushima for the UK nuclear industry. The final version of this report was published in September and was largely welcomed by industry, engineers and unions.
Remaining consistent with the messages of the interim report, released in May, the final document outlines the implications of the Japanese disaster and defines areas in the UK nuclear industry where lessons can be learned. The report, which focused on the ability of UK nuclear plants to survive similar power outages to those seen in Fukushima, found that safety practices and the capability of plant technology in the UK is at an acceptable standard for nuclear new build plans to resume.
Energy provider, Westinghouse, is one new nuclear stakeholder which is now applying renewed vigour to development plans in the UK. Adrian Bull, manager of media and stakeholder relations in Europe, Middle East and Africa at Westinghouse said: “The Government here have made clear that they see nuclear as an important part of the electricity mix for the coming decades, but equally that they want to see the plants built with no public subsidy.”
26
F ukushima was hit by an earthquake and a tsunami in March, resulting in the world’s
largest nuclear disaster since Chernobyl in 1986. A series of equipment failures, nuclear meltdowns and release of radioactive material resulted in the most complex nuclear reactor meltdown ever.
As the physical tremors of the earthquake shook Japan and brought its infrastructure to its knees, so the metaphorical tremors resulting from equipment failure shook the nuclear industry, throwing safety practices and capabilities into question. Plans to push forward with the construction of new plants in the UK were delayed by at least six months and several investors pulled out, including Scottish and Southern Energy as concerns over the safety of nuclear technology swept through industry.
post Weightman New nuclear in the UK:
The Westinghouse vision for nuclear new build. It plans to build its AP1000 plants in the UK pending approval of design concept.

27
Westinghouse has expressed a clear interest in the development of the UK nuclear industry and Aris Candris, president and CEO of Westinghouse, expressed even before the publication of the final Weightman report, that the UK supply chain for nuclear would play an important part in Westinghouse’s plans for nuclear development in Europe, particularly in eastern European countries like Hungary. Mr Candris expressed a confidence in the capabilities and skills of UK engineering to dominate supply opportunities in these promising new markets.
Key to Westinghouse’s plans in the UK will be the approval of their new reactor, the Westinghouse AP1000. Mr Bull says that interim approval of the Generic Design Assessment of this new power plant technology will be a key milestone for the company; providing a high level of confidence to potential investors that the reactor is safe to build in the UK and can be built without regulatory difficulties emerging.
While the overall impression drawn from the Weightman report express the belief that there are no fundamental safety
weaknesses in the UK’s nuclear industry, there were 38 key areas where Weightman felt that government, industry and regulators could learn lessons from the Japanese experience.
The report recommended regulations become more stringent with regards to flooding control, emergency planning and security. Speaking to TM, Claudia Mahn, Europe energy analyst at IHS Global Insight commented: “The results of the Weightman report were not surprising. The nuclear energy industry is undergoing a great deal of reform at the moment. It is a big part of the low carbon economy, as it has almost no carbon footprint, which is why the government is heavily behind its progress and why it is so important that it remains safe.”
Ms Mahn continued, “The report was important as assurance to any current or future investors. Now that the review has been concluded it allows the industry to move on from Fukushima in the knowledge that there will be no more major safety or protection regulators seen any time soon.”
New nuclear in EuropeWhile the UK attempts to drive its nuclear industry forward with full government backing, Britain’s European counter parts like Germany and Italy are turning to a green sustainable future powered by renewable energy generation methods such as wind and wave. Germany’s government bowed to immense public pressure in the aftermath of Fukushima, and earlier this year announced that it has halted all new nuclear builds. Italy also proposed an end to its civil nuclear programme.
Speaking to TM, Clive Smith, strategy director for nuclear at sector skills council, Cogent, discussed how his organisation is planning to continue working with the sector in the UK: “In line with the Weightman report,
Energy& Sustainable Manufacturing
Cogent will continue to work with industry, the Government and other skills bodies - in particular the National Skills for Nuclear, to ensure that the UK has a clear, jointly shared understanding of the key skills priorities for the nuclear sector, and how skills demand can be met.”
Across the UK, the nuclear industry employs around 60,000 people and it is estimated that new nuclear builds will create an additional 30,000 jobs by 2025, with between 10,000 and 15,000 of these in manufacturing and construction, providing a huge boost to the industry.
Commenting on the report, Hannah Grimsley, public affairs officer at The Nuclear Industry Association, said that she was pleased safety confirmation had been provided to “both existing nuclear plants and new build designs,” and hoped this would “allow the UK industry to move forward with its new build plans.
Ms Grimsley added: “It is important that UK businesses take advantage of the vast number of opportunities that will be available in the nuclear new build programme for the benefit of the regions home to nuclear sites and the UK economy as a whole.”
The report arguably marks an important point in moving on from the events in Japan – both in terms of the nuclear facilities which are currently operating and for new builds. With worldwide electricity demands set to nearly double by 2030 and the wheels firmly in motion for the UK nuclear new build programme, there is clearly an opportunity for UK manufacturers with relevant skills sets and products to capitalise on an emerging market.
A key challenge for orgnisations hoping to do this remains the time and cost of accreditation and alignment with industry standards. The Nuclear Industry Association is able to advise and assist on these obstacles.
Across the UK, the nuclear
industry employs
around 60,000 people and it is estimated
that new nuclear builds
will create an additional
30,000 jobs by 2025
New nuclear builds will create around 30,000 jobs by 2025.
Energy Secretary Chris Huhne says safety in the nuclear industry is the government’s “number one priority.”
UK manufacturers are advised to take advantage of prospects that will be available in the nuclear new build programme.
Government believes the UK is an important market for Nuclear power giving the potential for safe renewable energy in an inexhaustible supply and at a scale to meet mass demand.

M anchester was the 2011 venue for the Renewable UK annual conference
and exhibition. In the many speeches and side events it was frequently noted that Manchester was once the heart of the industrial revolution and that the large scale renewables industry could again lead Britain into a manufacturing renaissance. What wasn’t said that this time it is unlikely to be UK-owned.
It felt very little busier than the previous year but business was being done in a much more measured and confident way. The large, round three offshore wind projects are all making serious steps towards implementation and the economic ecosystem of engineering consultants, prime contractors, turbine manufacturers, and specialist
The substantial decrease in the solar FIT, but continuation of the FIT scheme in general was also actually welcomed by attendees. Overall the recent changes are seen as evidence that this government is prepared to overrule vested interests and fix the absurdly inflated subsidy schemes bequeathed by the previous government.
The small and medium wind sectors were well represented but talk here focussed on the recent bankruptcy of the Scottish company Proven and its acquisition by Kingspan, the large Irish building products company. There is progressive consolidation going on in the smallwind sector and once again the pattern is that foreign capital is more prepared to back technology than British investors.
In summary, a lot of serious business was done by a noticeably more mature industry. Quite a lot of this is likely to result in manufacturing in the UK, even if it will not actually be UK-owned. Looking into 2012 the heavy metal is going to be moved in manufacturing facilities for offshore wind. Medium wind could cause problems within the FIT scheme as, when they get through the planning system, they will be quite large projects. Marine, wave and tidal will need to yield good test results at scale in 2012 in order to get continued investment. British small scale wind will have to work hard not be swamped by the foreigners and UK solar is a lost cause as it is almost all foreign already.
Following RenweableUK, the low carbon energy exhibition and conference, TM asked one of the exhibitors for an anonymous and impartial review of the event. Here are his impressions of the state of the renewable energy industry in the UK.
Event review:RenewableUK
28
service companies is stabilising. The tone of the exhibition
was less about scrambling for a foothold in this ecosystem and more about taking the opportunity to meet with existing consortia partners and potential clients in one convenient location.
The largescale onshore wind projects are moving much more slowly than the industry wants and there is a sad acceptance that politicians are simply not prepared to take leadership positions in order to unblock the many barriers that still exist. The larger utilities are all focussing their balance sheets on the large offshore projects and this is leading to turnover of the smaller onshore wind farms.
Energy Secretary, Chris Huhne opened the second day of the conference and set out the government’s stall in a way that was welcomed by industry.
There is progressive
consolidation going on in
the smallwind sector and once again
the pattern is that foreign capital is
more prepared to back
technology than British
investors
Dr Gordon Edge, RenewableUK’s Head of Policy, gave TM his official line on the event’s achievements and highlights saying, “Our member companies are telling us that the conference was a great success, as it offered unparalleled opportunities for networking and deal-making. We were also delighted that the Secretary
of State chose our conference to make a keynote speech, in which he made clear his emphatic support for the renewables sector, our members’ survey, released at the conference, indicated that 80% of our member companies are planning to take on extra staff in the next 18 months. We’ve outlined many of the benefits that the sector has to offer in
two reports entitled The Rebirth of UK Manufacturing, which include case studies to show how this country is consolidating its position at the forefront of the renewable energy sector”.
Post event figures show that RenwableUK achieved a record turnout in 2011 with more than 6,500 visitors.
2011
The exhibition hall at
RenewableUK 2011

flawed
29
Opinion Manufacturing
A t Cambashi we are dubious about the ability of politicians and civil servants to intervene effectively to support business. We remember that Michael Heseltine
promised to intervene “before breakfast, dinner and tea” but this did not result in any practical support or resurgence of British manufacturing.
Analysis of the Regional Growth Fund’s (RGF) successful bidders shows that that to get money now a project really needs to be based north-west of a line from the Severn to the Wash. Only 13% were south-east of that line, of which half were public sector bodies.
The old Business Link regional advisory service which depended on funding from RDAs has been transformed into a website providing national level content and contacts. The new concept of Local Enterprise Partnerships will address similar areas to Business Link, but will depend on different funding sources, one of which is the RGF. In this round, about a third of successful bids are from public sector bodies that may fill this gap but whole areas of the South and East of England lose out.
We observe serious inconsistencies in government policies for manufacturing. EU rules constrain some actions but other countries provide more effective support to its manufacturers. We would expect almost all of the support to go to
SMEs. Analysis of the successful RGF bids shows nearly half of them are larger enterprises, such as Airbus, JCB, TRW and BOC.
We would expect significant support for companies that work with innovative materials and manufacturing processes such as high speed machining. We would expect sectors like medical devices, renewable energy and sustainable transport solutions to be supported. RGF funding supports some enterprises involved in renewable energy and innovative transport but hardly any medical device, materials or manufacturing process candidates. Aerospace and Automotive sectors are over-represented.
To effectively support manufacturing in the UK, government must assess the market opportunity and our unique strengths to meet that demand. They recognise that clusters, such as the Cambridge Phenomenon, are the way forward. However, it seems that only those outside the South East will be supported. There is no sector selection.
There are very few scientists and engineers in parliament. Only two out of 42 Civil Service permanent secretaries have a science or engineering degree. There are eleven members in the government’s industrial advisory board. Of these, ten have a background largely in finance rather than in marketing, engineering or science — is that why the cards are stacked against manufacturing?
Mike Evans, research director and founder of industry analyst firm, Cambashi questions the motivations and strategy behind government’s
Regional Development Fund and takes a look at how the fund’s money is being spent.
We would expect almost
all of the support to
go to SMEs. Analysis of the successful RGF
bids shows nearly half of
them are larger enterprises,
such as Airbus, JCB, TRW and
BOC
The UK Government recently announced the successful bids in the second round of the £1.4 billion English Regional Growth Fund (RGF). Enterprises made 492 applications for funding, typically from £1m to £5m, and 119 have been successful gaining a total of £950 million in aid. The claim is that this will protect or create 201,000 jobs, of which around 37,000 will be in these enterprises with the remaining 164,000 in their supply chains. The successful projects will typically trigger £5 of private investment for every £1 of public money invested.
REGIONAL DEvELOPMENT
Image aboveCambashi says SMEs are not recieving the focussed help they need from
the RGF

30
I t was October 2010 when Lord Young produced his report for government, recommending legislative and practical changes to tackle the heavy handed approach
of regulators and relieve the perceived burden of over regulation in relation to safety issues.
The message from that report? Health and safety is important and must be maintained but it is for business to determine how it does that and over regulation is taking up time that could be better spent managing risk within business. Lord Young also felt there should be a simpler approach to managing injury claims which adequately compensates an injured person without large sums of money having to be paid to solicitors. Finally Lord Young called for a campaign to change the public perception of health and safety.
A year on and there have been further developments – some springing directly out of Lord Young’s recommendations, others likely to impact on Lord Young’s vision for a common sense approach to safety.
Professor Lofstedt was engaged to review health and safety legislation in the UK, in particular to consider what regulations could be simplified or abolished and what lessons could be learned from other jurisdictions. Importantly, he was also tasked with identifying possible links between regulation and positive health and safety outcomes. His report was due this autumn but as yet there is no publication date available
The Red Tape Challenge was launched by Government as a mechanism for people and businesses to have their say about a variety of regulation areas
Some specific recommendations from Lord Young’s report included the creation of a managed database of health and safety consultants which has been introduced, allowing businesses to engage practitioners who have (to some extent) been accredited by HSE and also for simplification of risk assessment processes required for ‘low hazard’ businesses
As part of the Comprehensive Spending Review, HSE announced this autumn that it would undergo 35% cuts by 2014/2015 and made a public announcement that in seeking to achieve savings of at least 35% over the SR10 period it will share more of the cost with those businesses which create risks, while reducing burdens on low-risk businesses. Information provided to date has been that, in addition to focusing on higher risk businesses (including those businesses with poor safety records), HSE will be looking to introduce a system of charging for its services where an inspection identifies health and safety issues and advice or further input are required
A second corporate manslaughter prosecution was brought in July 2011 by the Crown Prosecution Service against another small business. The view of practitioners is that little will be learned about the true potential of the Act in prosecuting major disasters from this second case
What do these developments mean for manufacturing businesses?Generally considered as higher risk, manufacturers should not hold out hope that Lord Young’s proposals will eradicate visits from HSE, local authorities or reduce the threat of a prosecution if serious risks are identified. However, HSE is likely to focus on inspection and liaison with those businesses which are performing poorly.
The cuts within HSE will affect its ability to provide real advisory services or to run safety campaigns. In addition, where such services are provided, it seems likely that, going forward, it is businesses which may have to pick up the tab.
Anything that a business can do to create a good working relationship with HSE and to reassure it of the business’s good safety systems is likely to mean less expenditure of time and money on necessary inspections. The result should be win-win in that money and resource can be focused on improving standards rather than dealing with regulator bureaucracy.
Are we any closer to a common sense approach to health and safety asks Sally Roff, partner at international law firm DAC Beachcroft.
Health and safety regulation
Health and safety: a year in review
The cuts within HSE will affect its ability to provide
real advisory services or
to run safety campaigns
Sally Roff, partner, DAC Beachcroft
Lord Young’s H&S report
reccomended putting regulation into the hands of
businesses

Joe MillerProjects and Materials Officer, Drallim IndustriesOn November 9 Joe Miller scooped the first ever prize for Young Manufacturer of the Year at The Manufacturer of the Year Awards. TM talks to him to discover more about his day to day responsibilities and his outlook on the manufacturing industry in the UK.
TM: Explain your job role – what are your main responsibilities?JM: I organise and work on aerospace manufacturing projects for customers such as British Airways and Rolls Royce. The size of the projects I work on range from the smallest custom spanner to large fabrication projects. I am closely involved in each project I work on, from its inception through to delivery and after sales care. I oversee and manage project work, selecting suitable materials, manufacturing methods and suppliers.
TM: What personal characteristics help you to excel in your work?JM: The essential quality needed in my role is good communication skills. I co-ordinate projects where I need to liaise with internal colleagues as well as deal directly with customers and suppliers. I believe that this is one area where I have excelled during my career.
TM: How did you first come to join Drallim – Have you always wanted to work in industry?JM: My journey in engineering started as an unconfident teenager desperate for employment. I had no idea what I wanted to be and had almost no work experience. My employment search began by walking around
the local industrial estate handing out CVs to each unit. I managed to obtain a job at Drallim Industries, starting off in the sales team. I used to lend a hand on the shop floor and soon found that good knowledge of the products and how they were manufactured helped me with customers.
The company offered me the chance to work on production full-time as an apprentice while attending the ONC Manufacturing Engineering (BTEC) on day release. Before the course started I was unsure about which career path was right for me. I soon became fascinated by the vast manufacturing methods and the differing applications of materials based on their properties, manipulability and cost. I knew then that engineering was the industry for me.
TM: What is the greatest achievement of your career so far? Why was it important to you?JM: My most recent and greatest achievement has got to be winning The Manufacturer’s Young Manufacturer of the Year Award. I believe that my win shows young people that anyone can carve out a successful career in the manufacturing industry, regardless of company size or the individual’s background.
TM: The manufacturing industry currently has a skills shortfall and difficulty in attracting talented young people for the future. What do you think could be done to raise the profile of industry careers and make manufacturing more attractive to young people?JM:The main way to get young people interested in manufacturing and engineering is to promote the subject at a very early age. Subjects such as machining, processing, designing, project management, materials engineering could be incorporated into the current education system - giving young people a taste of what is involved within the manufacturing industry.
Employee of
the month
December 2011
Age: 23 Education: AS Levels and GCSEs
Qualifications and professional accreditations: ONC Manufacturing
Engineering HNC/D Manufacturing
Engineering Hobbies: Football, snooker, golf and all
competitive sports.
CV in brief: Joe Miller
Have your say at www.themanufacturer.com 31
I believe that another way to promote young people within manufacturing is to help businesses financially with the cost of employing apprentices. An apprenticeship benefits both the young person and the business and I believe these schemes are essential in giving young talent the chance to apply both knowledge and skills within a company.
TM: What is your ultimate career ambition?JM: In the long term, I hope to gain experience across all the departments I have not yet experienced at Drallim Industries - rounding off a full knowledge of the business. A successful career in engineering management is my ultimate ambition.

A group of outstanding conference venues dedicated to meetings, conferences, team building, training and corporate events.With conference centres in Warwickshire, London, Bristol and Sheffield, quality and service excellence are delivered as standard.
For more information visit our website at www.eefvenues.co.uk or call our sales team on 0845 862 33 66.
EEF VEnuEs BEttEr BusinEss sEnsE in primE locations
Bristol London SheffieldWarwickshire
ENGINEERS’HOUSE
BROADWAYHOUSE
BROOMGROVE

33
Specialfeature Technology Innovation Centres
I n recent decades the UK has struggled to convert many of its myriad inventions and engineering processes into scalable commercial gain.
There are some notable exceptions: Prof. David Payne of Southampton University has spun-out successful companies from his Optoelectronics Research Centre, especially Southampton Photonics Inc (SPI), a leading company in manufacturing optical fibre components for communications networks. Rolls-Royce and Boeing have harnessed an academic fulcrum at the Advanced Manufacturing research Centre (AMRC) in Rotherham to great effect. But, generally, the UK’s record of translating research brainpower into commercial benefit is not great.
This isn’t merely a shame but presents genuine economic risk, to the calibre of both university research in the UK and the high technology products that British industry makes. In 2009, Lord Mandelson commissioned the electronics polymath and entrepreneur Dr Hermann Hauser to research the UK’s weaknesses in commercialising good ideas, in the fields of engineering and science, and to recommend remedial action.
One of Hauser’s conclusions was that: “The UK’s approach to exploiting research is sub critical, follows no national strategy and pays insufficient attention to business requirements and the location of relevant expertise.“
is meant to help companies get through the critical stages from four to six,” says Marc Saunders, director of UK sales at Renishaw, who is chair of the Technical Fellows Board and Executive Board member at the AMRC.
HVM TIC launched The Technology Strategy Board (TSB) identified three technology areas suitable for setting up a centre, and launched the first centre, the High Value Manufacturing Technology and Innovation Centre (HVM TIC), in October. Further centres will focus on cell therapies and offshore renewable energy.
The HVM TIC comprises seven centres of excellence for advanced manufacturing research and development, located nationwide from the National Composites Centre in Bristol to the Advanced Forming Research Centre in Glasgow. The TIC unites these seven centres into what David Bott, director of innovation platforms at the TSB, is keen to emphasise is a single management structure.
Companies of any size with a high value product or technology idea with strong commercial potential, can now contact the HVM TIC to initiate the process of approval. Assistance comes in the form of access to expensive equipment, research facilities, academic experts pooled from the seven sub-centres and, where appropriate, some funding.
There are plans to create a head office and website for the HVM TIC, based at the TSB in Swindon, but at the moment initial enquiries for assistance should go via the contacts at each centre. The diagram overleaf explains the structure.
Hermann Hauser’s report, The Current and Future Role of Technology Innovation Centres in the UK, can be found at: www.bis.gov.uk/assets/biscore/innovation/docs/10-843-role-of-technology-innovation-centres-hauser-review
The UK has four out of the world’s top 10 universities and plenty of world class engineering universities. But it has a relatively poor record in translating this rarified body of knowledge into market-ready products. Enter the HvM TIC. Will Stirling reports.
What is:His report, “The Current and
Future Role of Technology Innovation Centres in the UK”, proposed that the Government create a network of innovation centres, focusing on sectors where the UK has a comparative advantage such as cell therapies and plastic electronics. These should take technologies from university labs - where they are normally taken as far as proof-of-concept or technology–demonstrator level – up to the stage where they can be taken to market by an investor.
His research compared the UK’s non-strategic approach with that of several countries, including France, Germany, Korea, Spain and Sweden. Most countries that were studied identified the need for Technology Innovation Centres (also commonly referred to as the ‘intermediate sector’) as a critical element to deliver governmental, or wider public sector, policies and strategies to promote innovation.
TICs are intended to help companies get their ideas into higher Technology Readiness Levels (TRL), a scale used by the US Department of Defence, the Ministry of Defence and NASA for product market-readiness. “If level one is the light bulb moment in the bath, and nine is seeing your product flying about in a passenger aircraft, the TIC
Technology Innovation Centre?The High value Manufacturing
The Hauser Report studied countries who identified the need for Technology Innovation Centres as a critical element to deliver governmental, or wider public sector, policies and strategies to promote innovation
Dr Hermann Hauser
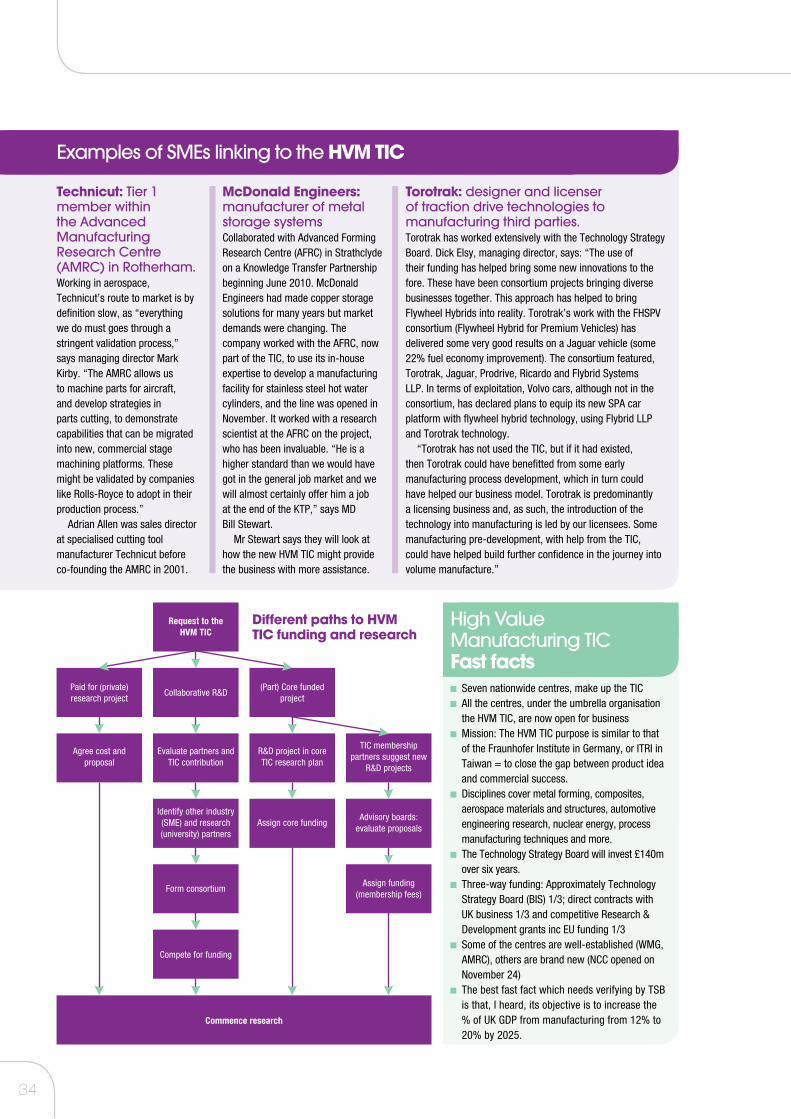
34
Technicut: Tier 1 member within the Advanced Manufacturing Research Centre (AMRC) in Rotherham. Working in aerospace, Technicut’s route to market is by definition slow, as “everything we do must goes through a stringent validation process,” says managing director Mark Kirby. “The AMRC allows us to machine parts for aircraft, and develop strategies in parts cutting, to demonstrate capabilities that can be migrated into new, commercial stage machining platforms. These might be validated by companies like Rolls-Royce to adopt in their production process.”
Adrian Allen was sales director at specialised cutting tool manufacturer Technicut before co-founding the AMRC in 2001.
Examples of SMEs linking to the HVM TIC
McDonald Engineers: manufacturer of metal storage systemsCollaborated with Advanced Forming Research Centre (AFRC) in Strathclyde on a Knowledge Transfer Partnership beginning June 2010. McDonald Engineers had made copper storage solutions for many years but market demands were changing. The company worked with the AFRC, now part of the TIC, to use its in-house expertise to develop a manufacturing facility for stainless steel hot water cylinders, and the line was opened in November. It worked with a research scientist at the AFRC on the project, who has been invaluable. “He is a higher standard than we would have got in the general job market and we will almost certainly offer him a job at the end of the KTP,” says MD Bill Stewart.
Mr Stewart says they will look at how the new HVM TIC might provide the business with more assistance.
Torotrak: designer and licenser of traction drive technologies to manufacturing third parties. Torotrak has worked extensively with the Technology Strategy Board. Dick Elsy, managing director, says: “The use of their funding has helped bring some new innovations to the fore. These have been consortium projects bringing diverse businesses together. This approach has helped to bring Flywheel Hybrids into reality. Torotrak’s work with the FHSPV consortium (Flywheel Hybrid for Premium Vehicles) has delivered some very good results on a Jaguar vehicle (some 22% fuel economy improvement). The consortium featured, Torotrak, Jaguar, Prodrive, Ricardo and Flybrid Systems LLP. In terms of exploitation, Volvo cars, although not in the consortium, has declared plans to equip its new SPA car platform with flywheel hybrid technology, using Flybrid LLP and Torotrak technology.
“Torotrak has not used the TIC, but if it had existed, then Torotrak could have benefitted from some early manufacturing process development, which in turn could have helped our business model. Torotrak is predominantly a licensing business and, as such, the introduction of the technology into manufacturing is led by our licensees. Some manufacturing pre-development, with help from the TIC, could have helped build further confidence in the journey into volume manufacture.”
Seven nationwide centres, make up the TIC All the centres, under the umbrella organisation the HVM TIC, are now open for business
Mission: The HVM TIC purpose is similar to that of the Fraunhofer Institute in Germany, or ITRI in Taiwan = to close the gap between product idea and commercial success.
Disciplines cover metal forming, composites, aerospace materials and structures, automotive engineering research, nuclear energy, process manufacturing techniques and more.
The Technology Strategy Board will invest £140m over six years.
Three-way funding: Approximately Technology Strategy Board (BIS) 1/3; direct contracts with UK business 1/3 and competitive Research & Development grants inc EU funding 1/3
Some of the centres are well-established (WMG, AMRC), others are brand new (NCC opened on November 24)
The best fast fact which needs verifying by TSB is that, I heard, its objective is to increase the % of UK GDP from manufacturing from 12% to 20% by 2025.
High value Manufacturing TIC Fast facts
Request to the HVM TIC
Paid for (private) research project
Collaborative R&D(Part) Core funded
project
Agree cost and proposal
Evaluate partners and TIC contribution
R&D project in core TIC research plan
TIC membership partners suggest new
R&D projects
Identify other industry (SME) and research (university) partners
Assign core fundingAdvisory boards:
evaluate proposals
Form consortiumAssign funding
(membership fees)
Compete for funding
Commence research
Different paths to HVM TIC funding and research

SINGLE MANAGEMENT
STRUCTURE:
Have your say at www.themanufacturer.com
Specialfeature Technology Innovation Centres
35
National Composites Centre - NCC (University of Bristol)
Location: BristolKey Competencies: Design & Manufacture of CompositesContact: Peter [email protected]
Advanced Manufacturing Research Centre - AMRC (University of Sheffield)
Location: SheffieldKey Competencies: Machining / Materials and Component Testing / Hybrid & Metallic Composites / AssemblyContact: Keith Ridgway [email protected]
Centre for Process Innovation – CPI (Wilton & Sedgefield)
Location: Wilton, SedgefieldKey Competencies: Chemical Processing / Biotechnology / Printable ElectronicsContact: Nigel [email protected]
The Technology Strategy Board
North Star House, North Star Avenue Swindon, SN2 1UE
01793 [email protected]
Advanced Forming Research Centre - AFRC (University of Strathclyde)
Location: GlasgowKey Competencies: Billet Forging / Sheet Forming / Precision Forging Contact: Bill [email protected]
Manufacturing Technology Centre – MTC (Coventry)
Location: CoventryKey Competencies: Automation & Tooling / Fabrication, Joining & Assembly / Additive & Net shape / Process Modelling Contact: Clive [email protected]
Nuclear Advanced Manufacturing Research Centre – NAMRC (University of Manchester and Sheffield)
Location: SheffieldKey Competencies: Fabrication of Civil Nuclear ComponentsContact: Stephen [email protected]
Warwick Manufacturing Group – WMG (University of Warwick)
Location: CoventryKey Competencies: Lightweight Product System, Optimisation /Energy Storage and Management / Digital Verification and ValidationContact: Dave Mullins [email protected]
Make-up of the High Value Manufacturing Technology and Innovation Centre

Union opinion
36
A s unemployment soars to record highs with young people and women particularly
hard hit, the government’s answer to employment growth is to provide employers with even greater flexibility to sack workers.
The employment law review announced by Business Secretary, Dr Vince Cable in November offered little incentive to young people to seek out those elusive jobs.
Extending the qualifying period for unfair dismissal claims will hit hardest those people just starting outin work. Who are these employers that are unable to assess a worker’s suitability within the current 12 month window?
Manufacturers around the UK are telling us that a return to the ‘hire and fire’ culture of the 1970’s is not the government
terms of workplace rights is the suggestion that 90 days is an excessive time for companies to have to consult their workers before sacking 100 or more of them by way of redundancy.
Dr Cable has called for evidence to justify this review, yet we have no doubt that the principle has already been decided - and it is just a matter of time before these proposals are implemented. What the government fails to recognise is that this is not just a period of time for consultation, it is a protected period for workers to find alternative employment. Casting them out of work more quickly will only add to the cost of benefit support while they search for new jobs.
And then there is the proposal of ‘protected conversation’ for the discussion of subjects management, according to Dr Cable currently “fear” to have. It is a system which a colleague described as the employer right to tell an employee, “fit in or f--- off”, without fear of retribution.
It is, in reality, little more than legalised bullying and a quite unnecessary tool in the armoury of reasonable employers. Our experience, as a trade union, is that employers are not slow to explain to workers who are not performing to standard that they need to improve. If it is true, why do they need protection?
This provision is an open goal for employment lawyers (and their already healthy bank balances) who will seek to challenge at every opportunity the use of such a provision. This will run counter to the overall theme of Dr Cable’s intention to keep employment relations out of the courts.
Where Unite is recognised we provide positive contributions to employment relations, without the need to resort to law. However, the high proportion of workers who do not have that protection across manufacturing have just been fed an unpleasant dose of coalition medicine which will cure absolutely nothing.
Despite trade union membership in the manufacturing workforce having declined in recent years 19.8% of those employed in the sector are still members and the views of the unions on industrial actions and government policy are still an important indicator of worker satisfaction and confidence. Here Roger Jeary, director of research at Britain’s largest trade union, Unite gives his response to proposed changes to employment law.
Dr vince’sdodgy medicine
strategy they are looking for to create the right environment for growth. Even Dr Cable drew attention to the government’s own research of small and medium enterprises (SMEs), which showed that only six per cent of responding businesses thought employment law deregulation was an important agent for growth.
The list of proposals trotted out were preceded by the statement that safeguarding workers’ rights was a founding principle of his proposals. Clearly his definition of safeguarding varies from the norm. He also acknowledged that the UK currently has, according to the OECD, one of the most effective and lightly regulated labour markets among developed economies.
So, one poses the question why lighten them further? It is, in my view, a simple matter of Conservative dogma, now embraced by the Liberal Democrat members of the Cabinet, which is voiced daily by backbenchers through questions in the House of Commons attacking trade unions and calling for deregulation of employment and trade union rights. Their allies in the right-wing media lap up their utterances with gusto.
Of the wide range of reforms, perhaps the most pernicious in
Of the wide
range of reforms, perhaps the most
pernicious in terms of workplace
rights is the suggestion that 90 days is an
excessive time for companies
to have to consult their
workers before sacking 100 or more of
them by way of redundancy
for workers
On Nov 23 Vince Cable announced a major review of amployment law in the UK. Among a range of proposals is the controversial idea of ‘protected conversation’

EEF H&S full page OCT.indd 2 18/10/2011 10:34

RBS Economist Enrico Longoni reviews the industrial economic landscape for the UK and its implications for manufacturing businesses in 2012.
T he UK economy has been through a bit of a bashing since 2008 and conditions on the
2012 horizon still look tough. The 2008-9 recession was the longest and deepest we’ve experienced since the second world war, and its cause – the financial crisis - it left credit markets bruised and much more wary of risk.
Even though growth in the third quarter of this year looked relatively healthy at 0.5%q/q, the real story behind the data is not so pretty. In fact, the distortions from extra holidays in April mean that UK economy is only 0.5% larger than it was in the summer
38
of 2010 - and no bigger than it was in 2006.
Manufacturers suffered more than other sectors in the recession. Output fell by 14.5% from peak to trough. But in spite of that, the sector turned out to be the economy’s star performer during the recovery. From the autumn of 2009 conditions began to improve and by the middle of 2010 manufacturing output was driving the UK’s recovery. It continued to do so until the first half of this year (Chart 1). A favourable exchange rate, recovery in overseas markets, and the dynamism of the export oriented segment helped the sector to outperform and supported the much needed
growthsustainableIn search of rebalancing of the UK economy.
But conditions ahead are not so rosy.
The speed of the UK’s recovery has been hampered by a number of factors. In the domestic economy the squeeze on households is holding back consumer spending while the squeeze on the public finances is shrinking the government’s support to the economy. Austerity is necessary to deal with our public debt, but it is painful and doesn’t help growth, at least in the short term. And with domestic conditions looking fragile, it’s no wonder that there is grit in the wheels of credit markets, given the effect the recession has had on banks’ capital.
On top of these domestic adjustments the global economy has hit a soft patch. Disruptions to supply from the Japanese earthquake had a part to play, but these are easing now. Of greater concern are the very slow rates of growth in the economies of our major trading partners. The US is our single biggest export market, taking about 14% of UK exports, but its economy is growing at an annual rate of only 1.3% and the outlook isn’t much better. The IMF downgraded its forecasts for 2011 and 2012 to from 2.5% and 2.7% to 1.5% and 1.8% respectively.
The bigger problem is in the Eurozone. Together these countries account for more than half of our exports. So worries that the problems in Greece and Italy could drag the whole region into a recession don’t stop at the English Channel.
Eurozone growth slowed to just 0.2% in the second quarter and even Germany, our biggest Eurozone trade partner, saw growth stall. Rising concerns about sovereign debt in the Eurozone and the implications of this for the speed of recovery led the European Commission to sharply downgrade its forecasts for economic growth next year from 1.8% to just 0.5% and warn of the risks of a new recession.
With this global economic backdrop it’s not surprising
The squeeze on households is holding back
consumer spending while
the squeeze on the public finances is
shrinking the government’s support to the
economy
Chart 1: Deep recession, strong recovery, and…Source: ONS & Group Economics

Specialfeature
39
that the prospects for the manufacturing sector are weaker than they were. This is disappointing enough for the companies operating in the sector, but the government will be concerned too. It wanted manufacturing exports to pick up the slack from falling domestic demand and for this rebalancing to bring the economy back to stronger growth.
It would be naive not to recognise manufacturers will have to face up to some difficult challenges ahead. But they have a good track record and some good cards to play despite the difficult economic environment. It’s true that the UK is not the most competitive manufacturing nation when compared to the US and Germany, but we fare much better than many other large economies – most notably France.
UK companies are also better placed for the future because of the efforts they put into restructuring when things were going well. UK manufacturers’ balance sheets are in relatively good shape now because companies used robust profits to build up cash reserves. With long-term interest rates at historical lows, there are many opportunities for larger companies to raise capital now to invest in improving productivity and efficiency in the future. This would put the UK manufacturing sector in an even stronger competitive position in years to come. Furthermore, the weaker economic outlook means that interest rates are likely to stay where they are until mid 2013, so debt servicing costs will remain very affordable for some time to come.
Even if the global economy is less buoyant than it was, UK manufacturers are well used to the vagaries of international trade. The UK is one of the most open economies in the world and is the sixth largest exporter. Manufactured goods accounted for almost half of the value of UK exports in 2010.
But it’s not just manufacturers’ contributions to the value of total exports at a particular point in time that is important; it is also the quality and type of product.
This is crucial for building and maintaining strength in difficult global conditions. The UK is very strong in producing high value-added goods at the cutting edge of technology. More than 70% of business research and development goes into the manufacturing sector. This explains the UK’s strength in sophisticated sectors like aerospace and pharmaceuticals. But the UK has also had success in more traditional manufacturing markets such as cars and food & beverages.
The 25% depreciation of sterling since 2007 has been a significant driver of competitiveness and hence the strong performance of more export-oriented manufacturing sectors. Expanding export to our traditional markets will be challenging as the economic
outlook for the US and the Eurozone is gloomy, particularly if ongoing sovereign debt problems in Europe erode the exchange rate advantage. But this should stimulate exploration of new export markets. Emerging economies such as Brazil, Russia, India and China are growing more quickly than the traditional, and more mature, markets. And they will continue to do so. There are great opportunities for manufacturers to grow their order books in these economies while the currency is still supportive.
There are tough times ahead and UK manufacturers will have to make sure to be in the right place, at the right time, with the right products to make full use of their competitive advantages. No one said it would be easy, but the resilience of the UK manufacturing sector is proven and its performance coming out of recession gives us good reason to believe that it has the skills to achieve its potential.
Manufactured
goods accounted for almost half of the value of UK exports in 2010
RBS
Chart 2: UK export of goods (£bn)Source: ONS & Group Economics
Enrico Longoni RBS Economist Email: [email protected] Tel: +44 (0)131 626 3873

40
T he UK manufacturing sector has had a difficult autumn. Despite having grown considerably
more quickly than the economy as a whole, rising more rapidly than GDP in every quarter since the trough in activity in late 2009 (see Chart A), that run came to an end in the third quarter of this year when manufacturing output grew by only 0.2% and GDP by 0.5%.
While explanations such as the Japanese earthquake and an extra bank holiday have been amply discussed, more fundamental concerns have emerged in the second half of the year. Weaker global growth prospects have resulted in a cut to our output growth forecasts for both this year and next and international developments including negative news from of the euro area have served to chill business sentiment almost everywhere.
There is no need to over-exaggerate the situation however. Overall the sector remains well positioned for growth, an ease in the pace of the manufacturing upturn was entirely predictable, particularly as a considerable part of the initial rebound was due to a turnaround in the inventory cycle. The stimulus from this inevitably faded once inventories were once again close to desired levels. The export-related nature of UK manufacturing also
ago – accounting for 10% of the UK’s economic output – it still amounts to around 55% of UK exports. To improve this further, Lloyds has joined forces with the Government body, UKTI (UK Trade and Investment), to launch a pilot which will help mentor businesses that want to export. This will focus initially on helping manufacturing businesses and is in alliance with the Manufacturing Technologies Association (MTA). So, although weaker than hoped, our export growth forecasts for next year remain positive with manufacturing output looking to do relatively well and profit margins in the sector continuing to expand.
Trevor Williams, chief economist at Lloyds Bank Corporate Markets, provides expert analysis of the economic outlook for the UK with specific focus on the manufacturing sector.
the shape of things to comeUK manufacturing:
provides some insulation to the woes and domestic constraints that limit spending growth by the UK government and households. This means that exports are the most likely source of economic growth at present.
As such the overall outlook for manufacturing remains relatively positive. The sector is still expected to grow more quickly than the economy as a whole on the basis that international developments and those in the eurozone are managed sensibly to avoid a disorderly default on debt repayments.
Indeed, despite manufacturing’s contribution to UK GDP being considerably smaller than it was 20 years
GDP Manufacturing Construction Services
Manufacturing output was outperforming until the spring

Finance Insurance and Professional Services
41
A lthough the negative sentiment emanating from the eurozone is a cause for uncertainty, and therefore a key challenge for the export-linked
manufacturing sector, UK manufacturers are themselves in good shape. Having taken action to de-leverage their balance sheets from 2008 levels, close underperforming operations and invest to improve efficiency, many are well positioned to take advantage of long-term opportunities and navigate adverse market conditions in the meantime.
The immediate and ongoing challenges facing UK manufacturing include potential market volatility in the form of fluctuating foreign exchange rates and commodity prices. Oil prices, still $30 a barrel higher than a year ago, remain keenly watched. Hedging and risk management are quite rightly priorities which we have been helping customers to traverse.
In terms of other priorities, investment in R&D and skills remain integral to the long term performance of the industry. The Government’s Make it in Great Britain campaign launched last month to champion the industry, combined with other policy work to promote careers in manufacturing, act to support the future of the industry and rebalance the economy away from the financial sector.
We know from our conversations with clients that there is a struggle to find candidates with the right skills. Indeed a shortage of skills is seen as the biggest barrier to foreign investment in the UK. The automotive industry has been proactive in tackling some of the challenges facing the manufacturing sector. It has demonstrated a firm commitment to R&D, investing £1.5bn annually and translated innovation into commercial success. It has shown great strength and resilience and been rewarded by new commitments to UK facilities from global vehicle manufacturers such as TATA.
Automotives have also benefited from targeted tax incentives and support programmes to help trigger private sector investment in ultra-low carbon technologies helping to position the UK at the forefront of new developments in the sector. As a vital part of the UK economy with over £40 billion turnover and £8.5 billion value added, automotives comprise an important part of total UK exports and acts as a useful case study
demonstrating British expertise in delivering high-value, low volume skills. (See p43 for news on how SMMT and EEF are advising government on the reform of the R&D tax credit system.)
These high value skills are also keenly sought for export. Emerging markets like China are well known to crave the expertise held in the UK’s manufacturing sector, enabling the UK to export its products, world-leading technologies and know-how. In addition to this and making sought after, high-end products, some of the UK’s most successful manufacturers have also become adept at offering slick servicing and maintenance of the goods which they supply. This has enabled them to open up new revenue streams and win new clients. Rolls Royce, for example, now earns more than half of its revenues from regularly servicing the engines it has manufactured at a state of the art facility in the UK.
That said, the continued weakness seen in surveys, notably the manufacturing PMI and the CBI industrial trends
suggest that the outlook for the sector continues to remain challenging. This raises the risk that output may fall slightly in the first quarter of 2011. Indeed, we suspect that both manufacturing production and hence GDP as a whole are likely to barely growth at all in the next six months. The potential downside scenario to this has risen in the last few months a result of the problems in Europe. That said, one bright spot for the UK economy is that manufacturing can gain greater traction in selling goods into the rest of the world.
Taken together, this means that despite the uncertainty emanating from the eurozone – and the potential contagion associated with it – the UK manufacturing industry stands in a strong relative position. The hard work the sector has invested since 2008 combined with a backdrop of government commitment to support and strengthen it, should serve to help limit fallout if for any reason there is not a clean outcome from current events.
Chris Chambers and Stuart Apperley, relationship directors within Lloyds’ Global Diversified Industrials Team, give their perspective on UK manufacturing challenges with particular regard to market volatility, investment priorities and skills availability.
Further insight
GDP Manufacturing Construction Services
Manufacturing should still lead growth

Expense
42
T he above mentioned government initiative will inevitably result in a host of fresh tax regulation
for businesses to comply with. Although this is nothing to fear, it is essential that all companies take the time to ensure they are compliant and take advantage of tax allowances that provide cost savings.
Although most people dismiss the expense claim process as a ‘pain in the neck’, when it comes to ensuring that a business is both tax compliant and cost efficient, there are few more significant areas to understand and optimise. According to a recent survey from Concur of 400 small or medium sized business owners (SMBs), almost 40% admitted they were “not confident” that their expenses records allowed them to claim for tax reductions they were entitled to.
How can effective expense management help companies stay tax compliant? Tax planning can be an onerous task but it is essential that companies are aware of relevant deadlines and that they keep on top of changes in regulation.
today for companies of all sizes and industries, these are designed to capture the appropriate data and to calculate VAT automatically. Typically, these solutions provide in-built auditing capabilities but some go further and provide full tax compliance and guarantee a clean bill of health with the HMRC.
How can expense management help organisations maximise potential cost savings? VAT recovery is a key area where most businesses can improve their cost efficiency. Many companies are writing off VAT, to which they are entitled, due to a lack of knowledge or to avoid the cost of implementing cumbersome manual systems. This is a costly option.
According to the GlobalExpense (the UK-based expense management experts, acquired by Concur earlier this year) benchmark report 2010, British businesses failed to recover £124m in VAT because expense claimants failed to provide the appropriate receipts. With the VAT rise of 20% in 2011 this figure is set to rise to £141m unless businesses improve their procedures.
Another area that has a higher cost than many might imagine, is staff entertainment. There is an annual tax-free allowance of £150 per employee and this allowance applies to annual parties that are made available to all employees. Any other occasion is treated as ‘a benefit in kind’ and is subject to income tax and NICs. For a higher rate tax payer, this virtually doubles the price of the entertaining and can be a significant hidden cost.
Automated expense systems make it possible to report on items that incur income tax or National Insurance costs for reporting on a P11D or paying over as part of a PSA. This allows companies to budget for these costs in advance and monitor performance on a regular basis. The same is true for VAT recovery.
Last year HM Revenue & Customs (HMRC) announced it was investing over £900 million to tackle non compliance in the tax system and aims to bring in approximately £7 billion per annum of additional revenue by the tax year 2014-15. David Vine, senior director, Compliance at financial service company, Concur explains the implications for small and medium sized businesses already often unsure of their compliance needs.
Tax Planning for 2012:
Management
Expenses is an area of company spend that can be complicated and difficult to manage for income tax and National Insurance Contributions (NICs). Failure to properly report taxable items can result in hefty fines from HMRC.
With manual forms or excel-based systems, there is pressure on the employees that administer the expenses process to keep up to speed with the complex tax rules, to correctly calculate any PAYE Settlement Agreement (PSA) or P11D contributions and to ensure that the VAT recovered by the business is accurate. This typically leads to the introduction of more procedures and cut off dates for claimants, frequently resulting in delayed payments to staff.
Automated expense management systems significantly mitigate this problem. Available
Britvic soft drinks recently implemented an automated
expenses management system and Jeanette
Robathan, expense team leader says that pre-
existing problems have dropped away: “Before the implementation we
had a problem with HMRC compliance. The new Concur system has allowed us to use mandatory fields in line with HMRC rules. Reporting and auditing has become easier due to automation and there is less hassle for employees.”
Finance, Insurance and Professional Services

Finance Insurance and Professional Services
43
T he two trade bodies commissioned PriceWaterhouseCoopers to undertake a study of
the current system for R&D tax credits in the UK and identify ways in which it could be reformed to make the benefits more obvious to those holding research budgets in large companies.
EEF and SMMT both expressed the hope that government would recognise the report, R&D tax reform – an economic study, in the late November Autumn Statement. If the recommendations are taken up by government, PwC predicts significant increases in jobs and investment. Unusually for such reports PwC have also calculated the projected cost to government in implementing the suggested changes. This cost is estimated at a conservative £200m, a sum which Dairmuid MacDougall, partner at PwC and author of the report, identified as “relatively speaking, a small sum.” Mr MacDougall acknowledged the pressures of the recession on cost but said he believed the suggested changes represented “value for money for government.”
The new research comes as EEF and SMMT identified that Britain’s tax relief scheme for attracting R&D has fallen behind global competitors. Even France, not traditionally considered a front runner as an industrial
Bentley Motors, GKN, Jaguar Land Rover and pharmaceutical firm Lilly UK, contributed to the report. In the wake of its release a spokesperson from Lilly said: “An above the line R&D tax credit would be a very important and positive change for our business, encouraging us to make further investments here. It would also provide a clear and logical link between R&D expenditure and the associated tax incentive, resulting in appropriate transparency of cost in investment decisions.”
In 2009-10 Lilly invested £130m into R&D within the UK, making it the seventh largest British investor in the pharmaceutical sector. Lilly’s spokesperson confirmed: “Our Surrey R&D facility remains Lilly’s largest outside the US.”
Should government implement the recommendations, the report’s authors claim the changes will create up to 7,735 jobs across industry, directly and indirectly, as well as increasing UK GDP by nearly £665m per annum. The long term effect on the economic output could be an increase in the order of £3.1bn over a period of 30-years.
EEF and SMMT were keen to emphasize the criticality of retaining R&D investment from large multinational firms and of attracting large firms which are currently investing elsewhere, if government targets for growth and rebalance are to be met.
Mr Everitt commented on his sector’s role in R&D saying, “Automotive is Europe’s largest investor in R&D and the changes proposed will encourage companies to invest even more. Many countries are keen to secure high value R&D investment and it is essential the UK business environment remains globally competitive and attractive to international investors.”
Speaking more broadly with Terry Scuoler, EEF chief executive, he clarified that the proposed reforms are not only designed to benefit automotive manufacturers. He particularly highlighted life sciences as being a strategically important development area for the UK.
EEF and SMMT have united to put forward recommendations for R&D tax credit reforms which should make investment in the UK more attractive to large multinationals and put Britain on a competitive footing as a research location.
reformationTax
research location in Europe, has recently implemented changes which have advanced its R&D status. Paul Everitt, CEO of SMMT said “Some of those involved in supporting the research for this report told us plainly that, if the situation does not change in the UK, they would consider relocating their R&D to France now that its system has been improved.”
The suggested UK reforms hinge on treating tax relief for R&D as a credit against costs of production, which many companies have said is more attractive than the existing system of treating the relief ‘below the line’, on the profits of companies. In effect this would mean the relief would work more in the manner of a grant, making it immediately palpable to R&D departments and to budget holders. According to those supporting the EEF-SMMT report, cost is the dominant factor in deciding R&D locations.
In addition to making the benefits of tax relief for R&D more obvious to key stakeholders the act of raising the benefit ‘above the line’ will also open up tax relief benefits to companies with tax losses. This group are currently excluded from claiming tax credits but account for roughly one quarter of R&D investment in the UK.
Thirty six companies, including Alstom Power UK,
Paul Everitt, Chief Executive, SMMT and Terry Scuoler, Chief Executive, EEF


Planned maintenance as an improvement toolLaying out the scope for planned maintenance system objectives Mr Tindle begins by stating, “It’s worth noting that a PM system will not deliver improvements in output, it is more sensible to consider it as an aid to help maintain stability.”
Going on to extol the virtues of static versus dynamic maintenance checks Mr Tindle adds, “Equipment doesn’t break down when it’s standing still. So why do we tend to focus on the weekend shutdown to try and carry out checks? There are a number of things that can be carried out while the machine is running, so introducing dynamic PM can really help.”
Tindle concludes, “The repair schedule is equally as important as the check schedule. Finding issues is one thing, correcting them and understanding root cause is another.”
Measure, measure, measureWithout clear measurement parameters Tindle says PM will fail to reap benefits. “A good PM system, should have a clear list of quantifiable checks” he explains. “Simply asking a technician to ‘check the belt tension’ isn’t good enough – You need to explain and clarify what the tension should be, and also what tolerances are allowed. If you can’t put a number
“If you can’t put a number on it, then how can you be sure you are doing the right things?”
Visual managementWhen seeking improvement in equipment performance many manufacturers turn to maintenance technology and monitoring systems. But Tindle is insistent that getting back to basics will reap the most reward and that maintenance fundamentals must be in place before large investments in such systems are made. “Sometimes a complex CMMS [computerised maintenance management system] creates more problems than it is designed solve,” explains Tindle. “The key aspect of a good maintenance scheduling system is that of clarity and simplicity. A simple T Card system that highlights the work plan and priority of tasks for the department or line, can often help paint the simplest of pictures for people to understand.”
Nothing speaks for the success of maintenance approaches however, like hard results. “The key focus, from a maintenance perspective, should always be on supporting production via the reduction in equipment breakdown rates. If all the activity being carried out doesn’t drive the desired results – then its time to stop, step back, and take stock,” Tindle sums up.
for failure
on it, how do you know if things are changing over time?”
As a rule of thumb Tindle says 80% of the checks should have quantifiable measurement to be recorded by staff. “While this may seem daunting at first, this can really help to align and standardise a process – thus eliminating the variation of different technicians doing the checks,” says Tindle.
Quality versus quantity in checksTindle claims it is common in some industries to see a great focus on simply having a PM system to satisfy external audit requirements. The focus then tends be on the preparation or development of a system with no real consideration given to why the checks have been assigned. “The harsh reality is that when breakdowns or faults occur, the common ‘solution’ tends to be to add it to the PM system,” says Tindle. “So, over time, the PM list grows and grows. Getting to the root cause is the key, as it can help eliminate the need to check in the first place.”
What benefit are you getting?When considering the quality and overall value of PM Tindle again returns to measurement. “Can you quantify the benefit you are getting from your PM system?” he asks.
Operationsmaintenance and repair
45For more information on how to enhance your PM system, please visit www.sora-group.co.uk
or email [email protected]. Sora can be followed on twitter @soragroup
Ian Tindle, Director, Sora
Group
The harsh reality is
that when breakdowns or faults occur, the common
‘solution’ tends to be to add it to the PM system
Approaches to planned maintenance (PM) and maintenance scheduling are spurs for healthy debate across the manufacturing
business community. Ian Tindle, director at Sora Group explains some of the key points for organisations to consider to get the best
out of their PM system.
A plan
46
LERC offers...
The Lean Enterprise Research Centre (LERC), part of Cardiff Business School, has for the past 17 years assisted manufacturers to improve
their operations, reduce waste and build in value and efficiency to their production and supply chains. Renowned for exceptional
research, a world class Master’s programme and industry focused training programmes.
Visit www.leanenterprise.org.ukor telephone 029 2064 7028.
MSc in Lean Operations – 2 years part time, modules held at student workplaces•Short public courses & bespoke in-house training•Lean Competency System (LCS) – accredit your own company’s training programme•Lean Knowledge Transfer Partnerships (KTPs)•
Lean Research & EducationWorld Leaders in
Lean Enterprise Research Centre
After spending 30 years in production
management I thought I knew something
about manufacturing. How wrong I was.
MSc in Lean Operations student
LERC - Manufacturer Advert - Sep2011 - con 1-1.indd 7 29/09/2011 11:23:31

E stablishing a culture of reliability requires all employees to take responsibility for the care
of assets and, as a result, for the maintenance department to focus solely on scheduled servicing, repair and overhaul. “Reliability has to be driven by operations, not maintenance,” says Fraser, “to expect maintenance to ‘own’ reliability is like expecting the mechanic at the garage to own the reliability of our cars.”
For companies new to this way of thinking there are significant challenges in bringing about this cultural shift. Managers are often heavily loaded and don’t have the time to drive improvement, and shop floor staff can be unwilling to try new ways of working. According to Fraser the solution is to break them down in to a series of small tasks. Reliable Manufacturing engages the whole organisation in driving change through small improvements.
This parallel top-down, bottom-up approach to improvement, involves not only senior executives, but frontline staff too. “Having high levels of staff involvement across the operation is essential for bringing about cultural change, because those closest to where the work gets done are the ones who best understand what’s not working well. It also underpins sustainability and
can be seen to have lost their sense of pride and achievement in their work, if indeed such pride was ever instilled. This makes improvement activity difficult but Reliable Manufacturing uses a simulation tool called ‘The Manufacturing Game’ to conjure back the interest and personal investment.
One benefit of The Manufacturing Game is that it helps to align people right across the organisation. It encourages the formation of cross-department and managerial-level groups capable of quickly creating and implementing improvement ideas.
There are many who champion this way of learning, including Nigel McGinn, operations manager at leading international food manufacturing group, Bakkavör. “It is a fun and memorable way to learn,” he says. “As well as the impressive financial benefits we’re seeing, the workshops have transformed key working relationships.”
Bakkavör, are keen to shout about the swift benefits their work with Reliable Manufacturing has brough about. “Nine months into the programme, the payback is already greater than the investment cost, with even more impressive results in the pipeline,” says HR Manager, Siobhan Richards.
Reliable Manufacturing’s call to action is clear: in today’s uncertain market, reliability is more important than ever. Scheduled maintenance alone is not enough and manufacturers need to implement a culture of reliability to engage their workforce, drive continuous improvement and ensure minimum downtime.
reliabilityA culture of
means less policing is required,” claims Fraser.
Chevron is an integrated energy company in the oil and gas market. The company manufactures fuels and lubricants among other products and has extensive service offerings which facilitate international trade. Chevron’s Pembroke refinery has been working with Reliable Manufacturing as part of its initiative to raise the importance of operational discipline. The aim is to ensure that operations and maintenance staff complete every task the right way, every time. “It has really encouraged ownership of the plant amongst the workforce and helped establish the importance of care and restoration of its machinery,” says Fraser.
Richard Allen, project manager at Chevron says, “the work ethic between teams has been first class and we’ve made some significant improvements already. We’ve reduced lube oil usage, and the mean time between failures of seals and bearings has improved significantly, which means we’re getting greatly improved equipment efficiency too.”
Mr Allen also believes the work with Reliable Manufacturing has had a knock on effect elsewhere in the plant. “People see others taking greater care of equipment and calling in maintenance less often, so they start to do it too. People are taking the initiative; going the extra mile. It’s transforming the culture of the workforce,” he claims.
To create a culture of reliability, Reliable Manufacturing seeks to energise and engage staff. According to Reliable Manufacturing many employees
Operationsmaintenance and repair
47
Reliability is something every manufacturer strives for. The importance of planned maintenance needs no explanation, but Andrew Fraser, MD at change management consultancy, Reliable Manufacturing, says scheduled maintenance is not enough; to make real reliability gains, the entire culture of the business has to be aligned.
Andrew Fraser, Managing
Director, Reliable Manufacturing
To create a culture of reliability, Reliable
Manufacturing seeks to
energise and engage staff

“We acted quickly to help our customer rebuild after the fire. Because we were
not only restoring a building, but a business.”
At Zurich, we establish a relationship with our customers before dealing with potential losses. Because
understanding risk management strategies and the roles of key individuals ahead of time gets businesses
back up and running later. It’s an example of how Zurich HelpPoint delivers the help businesses need when it
matters most. Watch the video to learn more. www.zurich.co.uk/expertise
Expertise and foresight to minimize business interruption.
Available for companies with a turnover of between £5 million and £300 million. Zurich Insurance plc, a public limited company incorporated in Ireland Registration No. 13460. Registered Office: Zurich House, Ballsbridge Park, Dublin 4, Ireland. UK branch registered in England and Wales Registration No. BR7985. UK Branch Head Office:
The Zurich Centre, 3000 Parkway, Whiteley, Fareham, Hampshire PO15 7JZ. Not available in the Channel Islands.
John Parvin, Claims Manager, UK Claims Major Loss Team, Zurich Insurance plc
1228_EN-UK_Factory_Manufacturer_210x297.indd 1 20.10.11 08:51

Summary of reduced maintenance achievements at Ball Packaging Europe UK:
Filtration for Lacquer Spray Machines (LSM)In the Rugby plant, filters on LSM inside spray machines had to be changed roughly every 3 shifts. Although the relative cost of each filter was small, volumes represented a considerable cost and machine downtime. After a full site audit by Brammer new filter housing were introduced. These now last around 42 shifts.
Spinner bearing supplyA new specification for spinner bearings on the four production lines at Wrexham plant has resulted in dual benefits of extended product life and increased productivity. Brammer worked with NSK to introduce a new spinner bearing (3203ZZC3) for this operation which led to bearings only being replaced once annually instead of four times annually. The replacement also ensures the bearings now run at full speed.
Tolomatic pneumatic cylindersThe previously outsourced arrangement of refurbishing tolomatic pneumatic cylinders was brought back ‘in–house’ at Deeside in 2010. Brammer provided technical and product support to the BPE engineering team which resulted in reduced annual gross spend on cylinders. The additional benefits of the approach are the increased level of traceability for the cylinders and the enhanced reliability of performance when utilised at the plant.
“C ost control is a challenge for any business,” says Ian
Roberts, UK purchasing manager at Ball Packaging Europe UK (BPE). “Fluctuating prices, particularly for commodity markets such as metals - a key raw material for us - only adds to the pressure on achieving bottom line success. We seek to counterbalance any adverse pricing policies elsewhere in the business through maximising a best cost/best value ethos.”
BPE and Brammer have worked in partnership for the
As input prices spiral upwards it would be easy for manufacturers to feel powerless to control business costs. But clever cost reduction strategies can help companies remain competitive. Jane Gray talks to Ball Packaging Europe UK, recent winner of the Brammer award for reduced maintenance, about the benefits achieved through its maintenance, repair and overhaul innovations.
Ball is on a roll
past few years but following the contract extension 12 months ago renewed focused was placed on collaboration for cost savings. Three key projects across BPE’s UK manufacturing sites in Rugby, Wrexham and Deeside are a direct reflection of this approach.
Aside from the significant direct cost savings achieved by these projects (see box) the most important benefit received for Mr Roberts was the increase in line up-time. “BPE is a 24/7 business and as such is geared to volume production” he explains. “We manufacture in excess of 3.5
Operationsmaintenance and repair
49
About Brammer
Brammer is a leading European supplier of industrial engineering products for Maintenance, Repair and Operations (MRO) supplies. The UK division has a turnover in excess of £144 million and employs more than 800 people.
In 2011 Brammer experienced considerable growth through acquisition strategies. One of Brammer’s most recent and significant acquisitions has been that of industrial products distributor Buck & Hickman for £27.6m.
Every year Brammer hosts its awards ceremony where it recognises outstanding MRO achievements among its customers. This year the winners were as follows:
Sustainable manufacturing: Coca Cola Enterprises
Reduced maintenance: Ball Packaging Europe UK
Increased production time: Cargill
Business process improvement: Diageo
There is also an award for Sustainable Relationship Management which is awarded to a Brammer supplier for innovation and performance in service delivery. This year the award went to SKF.
billion beverage cans and 7 billion can ends per year in the UK alone. Running at capacity is imperative to meet demand.”
In addition to financial and operational benefits, involvement in award ceremonies like those hosted by Brammer often reaps less quantifiable rewards. Roberts says: “the projects were owned by Procurement but the involvement of numerous teams and departments within BPE, in addition to collaboration with Brammer and other vendors, was essential.” Roberts concludes: “These projects brought a mix of business areas together to work on the common goal of business improvement.”
manufacturing - in smart, high-tech companies that constantly innovate and research and add value - can offer you a well-paid, fulfilling and challenging career for the long term.
Britain is still a high-tech workshop for the rest of the world. It still underpins the national wealth. Yet some think manufacturing is dying.
Do you think manufacturing receives a fair commentary in the press? Or is there too much focus on ‘bad news’ stories?This “it’s all the fault of the media” argument is just plain lazy. The economy isn’t weak because of Robert Peston’s accurate and perceptive reporting. The economy is weak because living standards have been falling for the last six years, people are afraid of losing their jobs and companies - many of them stuffed to the gills with cash - aren’t investing enough in developing new products or services, or hiring and training new workers.
As JFK said, we don’t set out these facts to fill ourselves with gloom; we do it to understand the scale of the challenges we face. Seismic changes are taking place - we’re restructuring our economy here at home, our European neighbours are dealing with the consequences of living beyond their means and then realising no-one wants to pay for it. These are unsettling times, and the response - by individuals and companies - has been to become more cautious in economic behaviour.
But the media should stay aware that, even in troubled times, British companies are winning new customers, securing new orders, developing new products and services and creating new jobs.
Austerity still brings opportunity, and there are successful companies out there taking advantage of it all the time.
As a journalist, what do you think makes a ‘good news’ story for the manufacturing sector, and for other business sectors?When a company does something smart - with its products, with its processes, in its research and innovation – leading to better higher sales, more profits, new jobs. When a company can contribute more tax to pay for the teachers, nurses, police officers, prison workers, soldiers and all the other brilliant and committed public workers that we all rely on.
What would be the single biggest message you could give to manufacturers for 2012?Keep getting smarter. Carry on leading the world.
What do you think are the biggest challenges now facing UK manufacturing?Every sector of the economy faces common challenges - the struggle to find affordable financing, the constant need to innovate, the importance of responding flexibly to customers’ evolving needs.
And like every sector, manufacturing faces a never-ending battle to secure the best people and develop their skills. Most manufacturers are great at this but a few companies - too many - rely on others to train and develop our talented men and women. They should pull their weight.
How do you think British manufacturing compares to its overseas competitors?We produce high-value products the rest of the world queues up to buy - Lord Digby Jones gives some great examples in his recent book [Fixing Britain].
We make the wings, flight controls and engines for Airbus planes. The British car industry may not be British-owned,
A view fromthe outside
50
but some of the world’s most productive car plants are right here in the UK, exporting strongly to customers all round the globe.
We invent and manufacture world-leading drugs and pharmaceuticals - with firms like GlaxoSmithKline making them in bulk, and countless other smaller firms at the cutting edge of biotechnology research. We are world beaters in designing and making the equipment that’s used to find new sources of oil and gas, and for extracting these resources from increasingly-difficult locations.
Fuelling the world, keeping it mobile, keeping it connected and curing its ills. These are Britain’s strengths - not a bad contribution.
It is often claimed that manufacturing has a poor image, making it difficult to attract young talent. How would you suggest the industry can change this?By shouting more about its success. By stressing its continuing economic importance and by telling young people and their teachers that
This “it’s all the fault of the media” argument is just plain lazy
Declan Curry
On March 6, EEF will hold its first National Conference. The event is due to be chaired by business journalist, Declan Curry. In this brief Q&A Mr Curry gives his view of UK manufacturing.
in association with:
SHOULD THE GOVERNMENT DO MORE TO SUPPORT THE MANUFACTURING SECTOR?
UK MANUFACTURING: COMPETITIVENESS IN THE GLObAL ECONOMy
6th March 2012, Queen Elizabeth II Conference Centre, London 10.00am – 4.45pmFollowed by the prestigious EEF Manufacturers’ Dinner, Dorchester Hotel, London
— Impressive line up of manufacturing leaders and politicians — Challenge thinking— Share best practice — Get connected
For more information or to book www.manufacturingconference.co.uk or contact Benn Walsh on 020 7401 6033 and take advantage of early bird discounts until 31 December 2011.

IT in
52
Instead, the business turned to managed services provider ICM, which operates a network of five data centres across the UK. The remit was to disentangle Radicon’s data and business processes from parent company David Brown’s SAP ERP system, and migrate them to a cloud-based solution managed by ICM.
“Data migration was a huge piece of the task - extracting and re-locating all the data that belonged to Radicon, and only the data that belonged to Radicon,” recalls ICM’s managed hosting and cloud services director Martin O’Donnell. And despite extensive help from David Brown IT personnel, the challenge was a significant one.
“At the end of the 150 days, the business had to be an entirely separate entity from an IT point of view,” he explains. “The
At last, the cloud has become respectable. But who, exactly, is using it - and for what? Which cloud-based application types are proving popular? And is cloud-based ERP a dream - or a viable aspiration? Malcolm Wheatley investigates.
S teeped in history, Yorkshire-based power transmission and industrial gearbox
manufacturer, Radicon had been part of the David Brown engineering group for over a century.
But sold for £24 million in November 2010 to India’s Elecon, the largest industrial gear manufacturing company in Asia, the business found itself needing to urgently establish its own IT systems and infrastructure. The deadline: 150 days after completion of the sale.
“We didn’t even consider an on-premise solution,” says Radicon general manager Chris Riley. “Quite apart from the £200,000 it would have cost in hardware, there simply wasn’t time to recruit the necessary skilled IT staff.”
At the end of the
150 days, the business had to be an entirely
separate entity from an IT
point of view. The priority
was speed, and failure wasn’t an option
Martin O’Donnell, Managed Hosting
and Cloud Services Director, ICM
IT inmanufacturing
53
priority was speed, and failure wasn’t an option.”
Growing credibilityThat Radicon opted for the cloud is a sign of just how far cloud-based computing has travelled along the road to respectability. In short, no longer are IT executives looked at askance for suggesting the cloud as an option. Early worries over reliability and security have proved largely groundless, while predictions of the cloud’s cost-effectiveness have largely been fulfilled.
“Cloud based systems have passed the initial hurdles and are now seen as relatively conventional,” says Julie Fraser, principal industry analyst at analyst firm Cambashi. And that’s especially so, she reports, in the case of applications that are either inherently mobile, or which can be operated from outside the corporate firewall.
“It’s applications such as CRM or supplier buyer communication and collaboration that have been where migration to the cloud has had the greatest success,” Fraser sums up.
Globally, for instance, some 3 million licenses for Salesforce.com’s market-leading cloud CRM application have been sold, including many thousands to small and medium-sized British businesses. And in the supply chain, GXS Trading Grid is the world’s largest cloud-based trading partner integration platform, managing over ten billion transactions in 2010 for some 400,000 companies.
A license for GXS Trading Grid can cost as little as £200 a year, points out GXS director of industry marketing Mark Morley, with companies needing little more than a web browser for basic integration functionality using intelligent web forms. Just one step up is the GXS Trading Grid for Excel. This enables small and medium-sized businesses to exchange documents electronically by leveraging Microsoft Excel, customised
with GXS-created spreadsheet templates that include built in data validation and business rules to increase accuracy.
“What’s attractive to businesses is the ability to exploit the cloud to get up and running very quickly, with a simple-to-use low-cost application, without involving extensive work by the IT department,” says Morley.
Logistics applications are also being taken up within the cloud for comparable reasons.
“Transport Management Systems (TMS) and Warehouse Management Systems (WMS) are seeing a huge move to the cloud. Previously these types of solutions were seen as being expensive and risky to deploy - not to mention having a payback running to 18 months or more,” says Jez Tongue, a partner in supply chain execution solution specialist @logistics Reply. On a ‘pay-as-you-go’ basis, and hosted outside the firewall, their ease of adoption and ROI have been transformed.
No wonder then, that observers such as David Carmichael, worldwide product marketing manager for business-to-business integration within IBM, see the cloud as all-conquering.
“It’s not going to happen immediately, or even over the next two years or so, but the cloud is here to stay, and will eventually become as ubiquitous as the Internet,” he predicts. “Large companies will opt for ‘private cloud’ to begin with, seeing it as safer, but small and medium-sized companies will see the advantages of full-blown cloud migration.” That said, says Cambashi’s Fraser, “the majority of the market for ERP and PLM isn’t ready to move to cloud today.” Chiefly, it seems the problem is company concerns around system responsiveness and issues around system integration. In short, while ERP in the cloud is an option, it’s an option that doesn’t have universal appeal - or at least, not yet.
What’s
attractive is the ability to exploit the
cloud to get up and running very quickly,
without involving extensive
work by the IT department
Mark Morley, Director of Industry
Marketing, GXS
Our platform has
been developed to do just that: bridge the gap between the cloud and the enterprise
Richard Helliar, Managing Director,
Cordys UK

IT in

countries worldwide - has rolled-out one of the most well-known public cloud applications of all, Google Apps for Business, to its 30,000 employees, resulting in one of the world’s largest Google Apps implementations to date. The goal is increased administrative efficiency and improved collaboration, with IT vendors such as Cordys and Ipanema helping to provide network infrastructure, workflow and integration between Google Apps and the company’s enterprise systems.
“Companies are recognising the tremendous benefits which can be achieved by adding workflow on top of Google Apps and then integrating Google Apps with on premise business software,” says Richard Helliar, Cordys UK managing director. “The Cordys platform has been developed to do just that: bridging the gap between the cloud and the enterprise.”
A stepping-stone to full ERP on the cloud? Quite possibly. But we’ll have to wait and see.
IT inmanufacturing
55
“Cloud based ERP has had some success, and we expect that success to expand over time,” says Fraser. “NetSuite, NetApps, Plex, and others who have based their business on a hosted or cloud approach have gained some traction, particularly among mid market companies not already invested heavily in an on premises platform. And announcements about cloud based offerings from traditional players will help to make the market more credible.”
Mix and matchThe roll call of traditional vendors offering cloud-based deployments continues to grow. Among mid-tier providers, for instance, Solarsoft and Epicor both provide ERP in the cloud. So too does industry giant SAP, through its Business ByDesign offering, which is aimed at smaller businesses wanting low-cost ERP and standardised best-in-class process templates.
Most recently, the latest release of QAD’s ERP suite - QAD Enterprise Applications 2011.1 Enterprise Edition - combines enhanced manufacturing-specific functionality with highly flexible deployment options, offering the combination of on-premise and cloud-based deployment within a single ERP instance.
“Our mission isn’t to move every customer onto the cloud,” says QAD chief marketing officer Gordon Fleming. “Instead, it’s to make cloud deployment a practical and attractive opportunity, where it’s appropriate.” A survey from risk consultancy firm Protiviti confirms this broad picture of cloud deployment. Most companies have yet to make the step, with no plans for adoption. Fewer than 10% of businesses actually make use of the cloud in any shape - and even then, just for one or two services.
“Businesses need to be more creative about how they think about the cloud, and the opportunities it presents,” notes Protiviti managing director Jonathan Wyatt. “At a time when companies are looking at ways to grow whilst keeping a lid on costs, cloud computing offers a way to significantly reduce overheads and to allow supply to be more directly matched to demand.”
Yet, back at Radicon, there’s little doubt that just such creative thinking was the spur to action. To begin with, says general manager Chris Riley, the company had had prior exposure to a cloud-based service in the form of CRM application Salesforce.com, which it found vastly superior to an in-house system it replaced.
“In the end, we didn’t have a lot of choice,” says Riley, looking back on what has been a very successful transition, undertaken on-time and on-budget. “Now we’ve done it, it was one of the best decisions we’ve made. We’ve avoided a lot of upfront expenditure, the server ‘uptime’ is no different from what we experiencing before - and the ongoing cost is no greater than the internal monthly charge we paid to David Brown.”
And gradually, says ICM’s O’Donnell, the word about externally-hosted applications is getting out. “It’s the fastest-growing part of our business,” he notes. “We’re seeing growth rates of 40% a year.” Of ICM’s total customer base of 2,000 or so, some 150 businesses now rely on ICM for hosting. “You tend to find that it’s either companies wanting to have just a single application hosted externally - or perhaps two - or they want to take the lot off-premise, and put it in the cloud,” he says. “There’s very little in between.”
The purist visionYet to purists, Radicon’s tie-up with ICM isn’t quite cloud computing. Or at least, it smacks of ‘private cloud’, rather than the ‘public cloud’ with which the concept is popularly associated.
Which isn’t to say that there aren’t businesses relying on the public cloud. Valeo, for instance - one of the world’s top automotive suppliers, with 120 manufacturing plants and operations in 27

NEED TO IMPROVE YOUR BOTTOM LINE?
WAREHOUSE MANAGEMENT ON DEMAND
NEED AN INDUSTRY LEADING WAREHOUSE MANAGEMENT SOLUTION WITHOUT THE PRICE TAG?SideUp ReplyTM delivers superior warehouse performance with:✓ Minimal up-front costs✓ Minimal IT investment✓ Minimal risk✓ Minimal monthly fee✓ Maximum return on investment
SideUp ReplyTM and Click ReplyTM are trademarks of @logistics Reply, a leading European WMS vendor.
For further information visitwww.sideupreply.eu or call 01628 481 553
1340 - &LogReply_Manufacturer_210x297.indd 1 21/06/2011 15:07

Opera 3, Pegasus Software’s ERP system, now has new functionality. Opera 3 release 1.30, says Pegasus, incorporates improvements in landed costs, retrospective debtors, creditor reporting, and repeat invoicing, as well as enhancements to the stocktake function.
The landed costs functionality allows users to automatically estimate, calculate and record the additional costs incurred when bringing goods into the UK, such as import duty, insurance, freight and warehousing.
“We now have almost 1000 sites using Opera 3,” notes Stuart Anderson, director of sales and marketing at Pegasus.
Process simulation is vital for successful innovation, say manufacturers surveyed as part of a report commissioned by simulation specialists Lanner.
While cost cutting and process optimisation remain the dominant forces behind investment in simulation, the report suggests, reducing risk and complexity are emerging as key drivers for its adoption in the current uncertain economic climate.
“Process simulation is known for facilitating cost cutting, with major manufacturers such as Nissan attributing EU10 million savings to the software,” says David Jones, chief executive at Lanner. “But according to this research, its role in helping manufacturers to remain ahead of global competition and achieve growth extends far beyond cost cutting alone.”
Nearly two thirds (61%) of Microsoft Dynamics professionals are unhappy with their current salary, according to a survey from JAM Recruitment.
The study, which polled NAV, CRM and AX specialists, showed that over two thirds (67%) of respondents were approached by headhunters on a daily or weekly basis, and that 72% would consider taking a contract role if it meant an increase in salary.
The survey also showed that the average salary in the sector was between £41,000 and £51,000 across all modules, with the majority of respondents citing improved wages and career progression as the
primary factors that would motivate them to leave their current positions.
JAM currently have over 2000 Microsoft Dynamics active candidates on their database, and the firm says this represents a significant increase in the numbers of those with these specialisms actively looking to find a new job.
Chris Pearson, MS Dynamics Team Leader at
JAM Recruitment, said: “There is a noticeable skills shortage in this area - especially in CRM 2011 and AX 2012, and one trend we have seen is that employers are taking on less experienced candidates to plug gaps due to the increasing wage demands of more experienced employees.”
Pegasus Software updates Opera 3
Simulation key to innovation say manufacturers
Most Microsoft Dynamics candidates ‘unhappy with salary’, says recruiter
ERP
SIMULATION
IT SALARIES
ITnews...
Have your say at www.themanufacturer.com
IT inmanufacturing
57
Chris Pearson, JAM Recruitment
ITnews...IT in manufacturing
58
Already presenting financial advantages over traditional ‘on premise’ computing, the economics of the cloud continue to bring the concept closer to true on-demand ‘utility computing’ - both for cloud, and on-premise, provision.
Hosting provider Navisite Europe, for instance, which offers hosting directly to manufacturers as well as providing the cloud infrastructure for vendors such as Epicor, believes that its pricing model now offers true ‘pay as you go’ computing.
“With Navisite, you really do pay for what you use in terms of CPU usage and storage,” says Philip Cheek,
Navisite Europe’s managing director. “Other providers charge you for a bundle of services, and then charge when usage exceeds the bundled quota.”
But on-premise solution providers are fighting back, offering the option of monthly payment schemes to companies looking for more innovative ways of financing their systems.
Microsoft Dynamics provider Azzure, for example, now offers Microsoft Dynamics NAV solutions from as little as £70 per user, per month - and on-premise, not in the cloud.
“A lot of companies imagine that ERP systems are expensive, but they’re not as costly as people think,” says Craig Such, director of IT
solutions at Azzure. Move to an operating basis, and not a capital basis, and the upfront hit to the bottom line is significantly softened, he notes.
“The cloud doesn’t suit everyone,” he sums up. “It’s a cost effective solution for some companies, but it’s not a case of ‘one size fits all’.” And where it doesn’t fit, he adds, monthly pricing offers many of the same financial benefits - but on-premise.
Cloud computing forces on-premise vendors to offer flexible pricing
CLOUD COMPUTING
QAD has announced the general availability of QAD Enterprise Applications 2011.1 Enterprise Edition, the latest release of its ERP suite, which combines enhanced manufacturing-specific functionality with better role based usage, Business Intelligence improvements, and boosts to end-user efficiency.
What’s more, the release means that QAD now offers the combination of on-premise and cloud-based deployment within a single ERP instance. Specific upgrades to functionality focus on analytics, enhanced data integration, monitoring, and reporting, with the ability to access data in an intuitive, browser based interface, or using an iPad app.
“QAD’s aim is to help manufacturers operate at peak efficiency. We believe this release will significantly assist in achieving that goal,” sums up Pam Lopker, president and founder of QAD.
QAD Enterprise Applications 2011.1 Enterprise Edition released
ERP
With the sudden global hard drive shortage looking set to continue into 2012, IT managers can limit their exposure to price hikes - and make certain their storage needs are covered - by outsourcing to the cloud, says Databarracks, a UK based hosting provider.
Storage prices have rocketed as production in Thailand, the world’s
second largest manufacturer of hard drives, ground to a virtual halt due
to the worst flooding in the country for 50 years. An estimated 14,000
factories have been damaged, with those producing hard drives being
amongst the worst hit.
As a consequence, the cost of hard drives doubled during October and
November, with some analysts are predicting they could double again.
“The repercussions of the Thai floods could last well into next year
and hard drives will not only increase in price but could also become
difficult to obtain,” says Oliver Mather, IT director at Databarracks.
Accordingly, the company has pledged to not pass on the increased
storage costs to their customers.
“We have invested heavily in our storage and cloud infrastructure in
recent months which has ensured our capacity will not be inhibited by
the tragic events in Thailand,” says Mather.
Thai Floods swell the case for the cloud
CLOUD COMPUTING
Craig Such, director of IT solutions, Azzure

59
Diary The Big Bang
I ’ve been waiting for a long time to write that public attitudes to manufacturing and engineering are
changing dramatically. It feels great to write and there is growing evidence to back it up as schools and the general public sign up in droves for next year’s Big Bang Fair in Birmingham, a heartland for much UK’s manufacturing.
Why is this important? The Big Bang UK Young Scientists & Engineers Fair is the UK’s largest single celebration of science, technology, engineering and mathematics (STEM) for young people. Aimed exclusively at young people, every aspect of the fair shows them how rewarding and interesting careers in these sectors can be. Twenty five thousand people have already signed up for 2012 and will get the opportunity to meet with apprentices and young graduates from some of Britain’s best known manufacturers.
The fair also plays host to the finals of the National Science & Engineering Competition, which this year saw several hundred young people compete for a range of prizes, culminating in the award of the UK Young Scientist and UK Young Engineer of the Year.
We know from independent evaluation that The Big Bang is engaging, educating and inspiring young people at a pivotal time
in their area. The Big Bang is a great
example of what we can achieve when the wider community joins forces. Our ambitions for the Big Bang are challenging - a fair in every city so that every child in the UK will be, or will know someone, involved with the programme. We’re looking for a sustainable model to reach more young people, teachers and parents. The Big Bang has been recognised in a succession of awards. At the most recent - the Guardian Social Enterprise Awards – I was asked what keeps me awake at night about the programme. My answer was twofold – ensuring the financial sustainability of the programme and, more immediately, wondering how we will accommodate demand to attend if the early booking trend continues at its current pace.
I believe that the Big Bang wins the hearts and changes the minds of our future scientists and engineers and that our vision is within our reach. If you share our belief that working together is the way to make a positive impact on the lives of young people - our future workforce – get in touch and find out how you can get involved with The Big Bang, either at a national level or through one of our growing number of local fairs. It can have a great impact and you’ll really enjoy it too!
The Big Bang fair is one of the biggest events on the industry skills agenda, each year attracting thousands of school children and highlighting exciting industry career routes. In the run up to the event in March 2012 TM has partnered with organisers, EngineeringUK to deliver a monthly diary piece updating readers on progress with registered attendees and associated competitions. Paul Jackson, EngineeringUK CEO delivers this first diary entry.
The Big Bang Diary
in their education, when their subject choices determine their future careers. Fifty one per cent of pupils and 63% of teachers attending the fair in 2011 believe a career in engineering to be desirable – compared to all UK numbers where the equivalent numbers are 26% of 12-16 year-olds and 47% of teachers.
In only its third year, the fair attracted 29,000 visitors to London’s ExCeL and we look set to exceed our target of 35,000 visitors at next year’s event at the NEC in Birmingham from 15–17 March. The Big Bang Fair is unique in uniting 150+ different organisations with the shared aim of inspiring the next generation of scientists and engineers. The programme represents an unparalleled partnership between government, education, industry and the wider science and engineering communities.
Much more than a one off event, the Big Bang is a year-round conversation with young people, their parents and teachers. The Big Bang Near Me events provide an opportunity for more young people to experience, close to home, the excitement and opportunities available through STEM. In 2011, local businesses and organisations joined forces to ensure that around 17,000 young people and their teachers took part in an event
In 2011 local
businesses and organisations joined forces
to ensure that around
17,000 young people and
their teachers took part in an event in their
area
Paul Jackson, CEO, EngineeringUK

Read this article to:
Understand how hardware failure and system outage are far more likely than floods and fires
Learn that most manufacturers aren’t legally or contractually obliged to have a disaster recovery plan in place
Appreciate how many manufacturers still rely on backup tapes to mitigate against the risk of data loss
60
A re British manufacturers in danger from the ‘wrong kind of
disaster’ - to paraphrase the well-known excuse once offered when an unseasonal snow fall paralysed southern England?
That’s the worrying inference drawn from a recent survey examining approaches taken to disaster recovery in a number of industries across the UK and Europe.
Just like the hapless railway managers, many manufacturers are all too aware that natural disasters happen. But with their plans based on assumptions about relatively rare interruptions to business - such as floods and fires - they are leaving
was hardware failure, with 62% of manufacturers reporting that hardware failure was the leading cause of downtime. And, as with data loss, incidents of systems downtime were typically followed by a review of procedures, although fewer manufacturers followed this up with actual expenditure.
That said, it is clear that inadequacies in IT systems backup and disaster recovery planning lie behind significant numbers of these data loss and downtime incidents. Less than half of manufacturers - 46% - are obligated by either their insurance policy or their regulatory regime to have a disaster recovery plan in place.
What’s more, almost a third of manufacturers - 28% - feel they are not spending enough on backup and recovery systems. Roughly four in ten manufacturers use backup tapes for their primary storage, incurring the costs of transporting, storing, and testing them for the purposes of disaster recovery.
“Probably one of the more surprising responses is that one in ten responding companies are physically having backup tapes taken home by someone for their ‘offsite’ copy,” says EMC’s Ferguson. “It’s an approach to backup and recovery planning that doesn’t really instil a great deal of confidence.”
Perhaps recognising this, some 85% of manufacturers
Manufacturers are worryingly unprepared for real-world disasters, finds Malcolm Wheatley.
waiting to happenAn accident
themselves vulnerable to far more likely occurrences: power outages, accidental damage to telecommunications links, and hardware failure.
“Three out of every four manufacturers aren’t confident that they could fully recover if they were hit by disaster,” sums up Kelly Ferguson, director of marketing for Europe within storage giant EMC’s backup recovery systems division.
The headline figures are certainly dramatic. Drawn from interviews with 1,750 IT decision makers in private and public sector organisations, ranging from 250 to 3,000 employees and across several industries, they paint a disturbing picture.
One in five manufacturers have suffered data loss in the last 12 months for instance, with half of those respondents citing hardware failure as the most common reason for data loss.
Over 40% of manufacturers judged those incidents of data loss serious enough to warrant subsequently changing their procedures for IT systems backup and disaster recovery, with almost exactly as many increasing their expenditure on IT systems backup and disaster recovery as a result.
Far more common - roughly doubly so - were incidents of systems downtime, typically resulting, not just in system outage, but also a loss of employee productivity. Again, the most commonly-cited cause
One in five
manufacturers have suffered
data loss in the last 12 months

Have your say at www.themanufacturer.com
Specialfeature EMC
61
say that they want to move away from the use of tape for IT systems backup and disaster recovery. Why? Speed of restoration is one factor, cited by 33% of responding manufacturers. And the time taken by tape-based back up is another - a reason cited by 37% of responding manufacturers and reflecting the burgeoning data volumes that many businesses are seeing.
It’s a picture, in short, that should clearly act as a clarion call for action.
“We want to instil a sense of urgency for companies to look proactively at disaster recovery,” says Ferguson. “A disaster of epic proportions does not have to occur for a business to suffer disastrous business consequences. In other words, prepare today for what you can’t predict or control tomorrow.”
That said, it’s still a picture from which manufacturers can draw some comfort. The report entitled; European Disaster Recovery Survey 2011: Data today gone tomorrow, how well companies are poised for IT Recovery, published in late November, makes it clear that in a number of areas, manufacturers are more prepared for disaster than companies in several other areas of commerce and government.
Among the sectors surveyed for instance, manufacturing and health care were the least likely to have lost data - roughly half as likely as higher-risk sectors such as telecommunications and media. And more than any other industry, manufacturing is more likely to not only review IT procedures for backup and recovery, but also to increase the spending on IT after a data loss.
Even so, it’s clear that overall standards in the manufacturing industry in respect of IT systems backup and disaster recovery provide ample scope for improvement.
“It’s very common to find that nobody really thinks about systems backup and disaster
recovery until a disaster actually occurs,” says Paul Marchant Smith, technical services manager at glass manufacturer Solaglas, a division of European glass and building materials giant Saint-Gobain. “Attitudes are generally reactive, rather than proactive - until actual disaster focuses the mind.”
Indeed, Mark Burridge, IT project manager at building products manufacturer ITW Construction Products, believes it is worries over the adequacy of IT systems backup and disaster recovery issues that are helping to drive companies to cloud-based enterprise applications, rather than on-premise solutions.
“Having other people responsible for delivering systems up-time is a big incentive,” he says. “There’s a feeling that the more a business can do to lower the internal systems backup and disaster recovery burden, the better.”
Yet according to an October 2011 report from analysts IDC
- entitled Generating Proven Business Value with EMC Next Generation Backup and Recovery - the returns from adopting a modern, best practice approach to IT systems backup and disaster recovery are considerable, and far outweigh the costs.
In fact, the IDC analysis showed a return on investment of 450% over three years, equivalent to an average payback period of seven months. Better still, respondents reduced their restore times from 17 to 2 hours on average, with backup windows typically cut from 11 to 3 hours. Savings on IT staff time and tape costs were also considerable.
In short, sums up EMC’s Ferguson, there is a better way to carry out IT systems backup and disaster recovery planning.
“Manufacturers can be better prepared for real-world disasters - and save money into the bargain,” she notes. “What’s not to like about that?”
Three out of every four
manufacturers aren’t confident that they could fully recover if they were hit
by disaster
Kelly Ferguson, Director of Marketing Europe, EMC backup
recovery systems division
What steps have been taken as a result of your data losses?N.B: Only asked of those whose organisation has suffered from any form of loss of digital/electronic data in the last 12 months (445/1750)
Source: IDC Manufacturing Insight Disaster and Recovery Landscape: EMEA 2011

62
consulting | software | solutionswww.theaccessgroup.com
Full ERP visibilitysolutions from AccessOur powerful ERP solution, Access Supply Chain, provides you with powerful, on-demand reporting tools.
Take control of every area in your operation and discover where you could be more efficient, increase profitability and reduce wastage.
To discuss your needs, please call 0845 345 3300 or email [email protected]
C
M
Y
CM
MY
CY
CMY
K
The Manufacturer Ad_N11MANU_AD #Page 1 27/01/2011 09:53:12
Career changingpostgraduate coursesExclusively postgraduate and ranked 3rd in the UK for the impact ofour mechanical, aeronautical and manufacturing research**, Cranfieldoffers a range of professionally accredited Masters courses designedto enhance your career prospects. Courses include:
• MSc Operations Excellence• MSc Management and Information Systems• MSc Manufacturing Consultancy• MSc Manufacturing Technology and Management• MSc Global Product Development and Management• MSc Engineering and Management of Manufacturing Systems• MDes Design, Strategy and Leadership
Visit our website for the full list of Masters courses, specialist short courses andfunded PhD and MSc by Research opportunities.
T: +44 (0) 1234 754086E: [email protected]/sas/tm Register for our next open day:
www.cranfield.ac.uk/openday

AuTomATIonA N I N T R O D U C T I O N
SU
PP
LE
ME
NT
autom
ation

Those companies installing automation systems, including robot and vision technologies, are reaping the benefits of improved productivity.
This has been achieved by increasing utilisation of both
manpower and other machines, improving quality by ensuring
consistent output and reduced waste and rework, improving
customer response by the use of flexible automation systems
able to adapt to changing customer demands and also enhancing
employee performance by the automation of hazardous, arduous
or highly repetitive jobs. This has also led to reduced costs,
improved competitiveness and greater profitability. This drives
business growth and subsequently more employment.
More forward thinking UK companies have already applied
automation solutions. There are many examples of successful
businesses that have made automation a cornerstone of
their manufacturing strategies. These range from very small
companies producing low cost items such as fridge magnets
to larger companies making high quality, electrical connectors.
Automation is in use across all sectors from construction
materials through to food but sector pioneers have not always
been noted by their peers and there remain many more
companies who should be looking to use automation in one
form or another.
Inside this report you will find information on the latest
automation technologies and examples of their use. These
examples have been provided by members of the British
Automation and Robot Association including Astech Projects,
KUKA Robotics, Yaskawa, ABB Robotics, SCM Handling,
Pacepacker Services, Staubli UK and CKF Systems. If you have
been postponing automation, or have simply never considered it,
now is the time to look. The benefits are proven, the technology
is mature and while you linger, your competition is pulling ahead.
To achieve future success you must use all the tools available.
Mike Wilson
Chairman, British Automation and Robot Association
FoREWoRDau
tomat
ionautomation
64
S U P P L E M E N T
S U P P L E M E N T

COMPETIT IVE ADVANTAGE
Since the recession of 2008/09 manufacturing companies across the globe have been significantly increasing their use of automation as a means to ensure they are competitive in world markets. Robot sales worldwide grew by 92% in 2010 to reach almost record levels. Major markets included Japan, North America and Germany as expected but the most significant growth was achieved in Korea and China. China, despite its low wages, is now installing more robots per year than any other country in Europe, including Germany.The UK is a long way behind our main competitors in the use of robots and automation. For example, robot density (number of robots per 10,000 employees) in the UK, in all sectors outside of automotive, demonstrates our poor position in comparison with our European competitors (Figure 1). Unless our manufacturing companies implement advanced manufacturing systems we will find it increasingly difficult to compete.
AuTomATIonFoREWoRDThe British Automation and Robot Association summarises the need for greater automation in UK manufacturing and explains the remit of a new Government initiative
A N I N T R O D U C T I O N
There is one benefit in our current position; the technologies, particularly robotics and vision, are now well developed and proven. Solutions for many manufacturing problems exist and are already in operation. Therefore we do not have to lead the development of automation solutions with all the associated risk and cost of being at the leading edge of adoption. We can select appropriate solutions from proven applications. Admittedly, there are still challenges applying, even proven, automation solutions. There is a lack of expertise within our businesses to create a concept and specify what is required. We also apply short payback criteria which can often kill projects.
65
SU
PP
LE
ME
NT
autom
ation

With the right justification, taking account of all the benefits and potential savings, these projects could go ahead. The savings come from many sources; increased yield, reduced waste, reduced work in progress, improved energy utilisation, reduced floor space and reduced employee turnover.
One of the most significant problems for the uptake of automation within UK manufacturing however, lies in a lack of knowledge around the subject. This is particularly evident in relation to benchmarking and being aware of competitor progress.
Characterisitx, located in Cornwall, is an excellent example of a small company benefiting from the use of automation. It produces custom moulded,
plastic novelties such as fridge magnets, badges and pen tops. The automation implemented (Figure 2) has boosted production performance by 100% enhancing the company’s position verses low cost imports and improving work for their employees. Fosters Bakery, in Barnsley, produce niche morning goods for the retail and catering sectors. They automated their oven loading to improve the efficiency of the operation and as a result increased production capacity by 80%. An energy saving of 50% was also achieved.
A key motivator for UK companies to invest in automation now is that, while the cost of automation technologies is currently decreasing, most other costs continue to rise. It should also be noted that automation equipment can provide consistent performance for many years, often well past the original payback period.
To address these challenges the British Automation and Robot Association, with the support of the UK Government, has recently launched the Automating Manufacturing Programme. This is an excellent opportunity for UK manufacturers to investigate the benefits of automation and ensure our manufacturing continues to grow and prosper.
66
SU
PP
LE
ME
NT
autom
ation
Figure 2ABB robot in use at Characteristix
Figure 1 Robot Density - number of robots per 10,000 employees in all
manufacturing excluding automotive (IFR World Robotics 2011)

SU
PP
LE
ME
NT
autom
ation
Obtain free, Government funded advice on improving your businessthrough the use of Automation & Robotics.Successful implementation of automated or robotic systems can drive productivity, reducewaste, improve precision and ultimately increase the competitiveness of companies.
l FREE Independent expert advicel FREE Manufacturing review of your production facilityl FREE Report & recommendationsAPPLY - Today at www.AutomatingManufacturing.co.ukCALL - David Harrison on 020 8773 8111E-MAIL - [email protected] website also includes details of forthcoming automation events, provides access tocase studies and contains information relating to every aspect of the programme.
AutoMan Half-Page Horiz Advert:Layout 1 14/11/2011 02:31 Page 1
AUTOMATIN G MANUFACTURIN G PROGR AMME
Following recomendationsmade in an industry study launched in September last year: the Application of Automation in UK Manufacturing, Government has awarded £600,000 to fund an Automating Manufacturing Programme, managed by BARA, which aims to encourage the uptake of automation among UK manufacturers.
The programme, which commenced on Sept 1, 2011 and runs until March 31 2013, offers independent, impartial advice to assist manufacturers in their implementation of automation solutions. The primary objective of the programme is to help UK manufacturers increase their competitive edge and gain
from the benefits that automation offers including increased productivity, reduced waste and greater profitability. Although the programme primarily looks to assist SMEs throughout all manufacturing sectors within the UK, larger companies with limited knowledge of, and expertise in, automation are also eligible. This government funded programme is a rare opportunity for UK companies to take what is a risk-free plunge into the automation arena.
Judged on their knowledge and expertise, BARA has carefully selected independent automation advisers who will offer support to the enrolled manufacturers in two stages. The first is a free strategic review of their manufacturing operation, commencing with a visit aiming to identify opportunities to improve production through automation, followed by a recommendation report which is presented at a review meeting. The second stage will provide a more detailed, subsidised intervention to develop the outcomes from the manufacturing review, which will provide the client manufacturer with the knowledge and information required to plan and successfully implement the automation solution.
It is important to note that the advisors are not there to sell any automation. They will identify the most appropriate automation solutions, which could

range from a simple, handling device to a multi-robot system. If, in fact, automation is not appropriate they will explain why they have reached that conclusion.
To complement and support the programme, BARA is organising a second series of the highly regarded Automation Business Breakfasts. These take place at automation user sites where, for those considering the introduction of similar technologies, attendees will not only be able to see first-hand the latest automation in use, but will learn of the user’s experience during their adoption of automation.
Manufacturers keen to increase their global competitiveness and improve profitability are invited to make an application to the Automating Manufacturing Programme online at www.AutomatingManufacturing.co.uk and take advantage of the expertise available. The dedicated website will also provide details of forthcoming automation events, access to case studies and contain information relating to every aspect of the Programme. If UK manufacturing is to fulfil its potential of becoming a significant force in global markets then automation needs to be at its very heart – the Automating Manufacturing Programme will go a long way to aid this.
Recently BARA has joined the PPMA Group and benefits from the strength and shared aspirations of the Processing and Packaging Machinery Association, UK Industrial Vision Association and the Polymer Machinery Manufacturers and Distributors Association. BARA is also a member of the Engineering and Machinery Alliance, a group of 12 engineering associations, representing 1,400 companies, which is increasingly influential within UK Government.BARA has always had a wide membership encompassing all parties interested and working on robotics. This ranges from industrial robots to the
latest developments in the service robot sector and includes company members as well as individuals working on robot developments within the academia. The association operates a number of specialist groups including:• IndustrialRobotSuppliers• SystemIntegrators• AdvancedRobotics• Safety• AcademicForumforRobotics.Each of these meets regularly to discuss interests and develop pre-competitive activities. BARA and the PPMA also collect industry statistics and organise events for members covering important, relevant topics.
BARA was originally formed as the British Robot Association in 1979 as robots were first introduced into manufacturing. The association is the voice of the robotics and automation industries, promotes the use of automation within UK manufacturing and also provides an opportunity for companies and individuals, interested in automation, to share knowledge and expertise.
About the British Automation and Robot Association
68
SU
PP
LE
ME
NT
autom
ation

See the difference robots can make to your production line. Cut your costs and boost your competitiveness with robots designed especially for improved precision and repeatability. In fact, our robots can provide the perfect balance to enhance productivity levels, while economically using energy. Whatever the application, ABB’s automation can really be the key to improving uptime, product quality and workplace safety, while reducing energy consumption and waste. To discover more, visit www.abb.co.uk/robotics
Efficient body building without the stress and strain.
15235 Automotive_ad_210x297.indd 1 21/11/2011 12:06
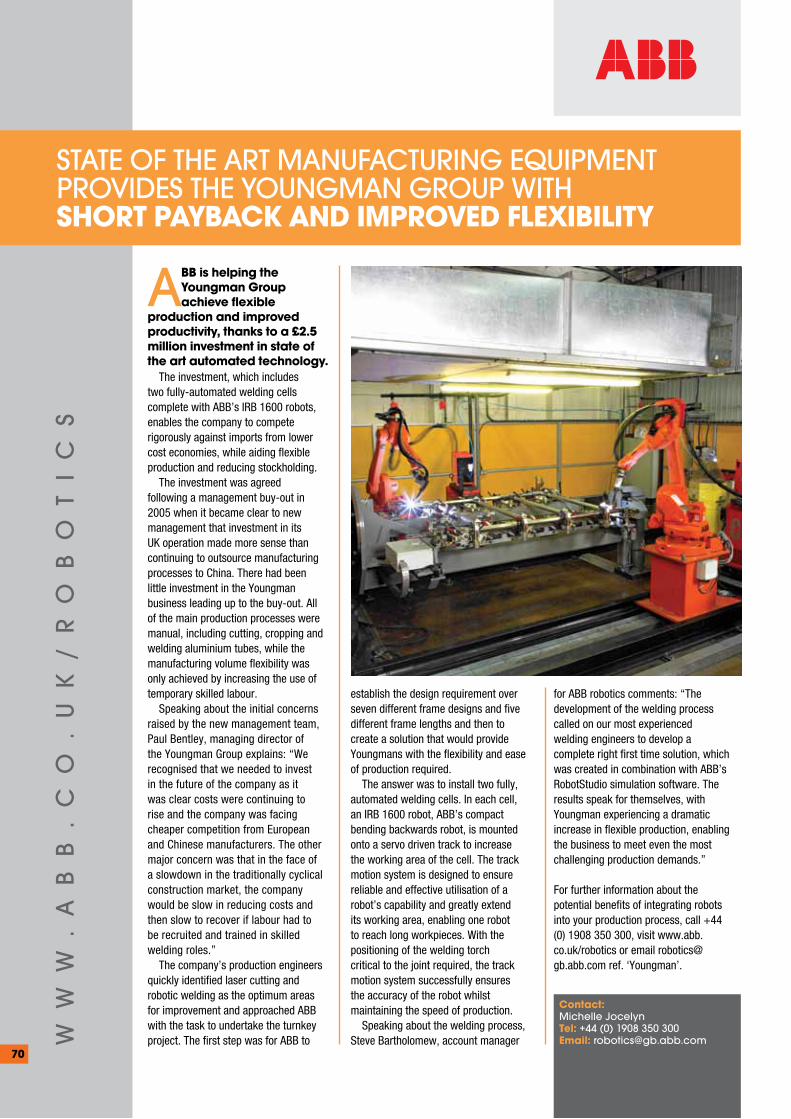
A BB is helping the Youngman Group achieve flexible
production and improved productivity, thanks to a £2.5 million investment in state of the art automated technology.
The investment, which includes two fully-automated welding cells complete with ABB’s IRB 1600 robots, enables the company to compete rigorously against imports from lower cost economies, while aiding flexible production and reducing stockholding.
The investment was agreed following a management buy-out in 2005 when it became clear to new management that investment in its UK operation made more sense than continuing to outsource manufacturing processes to China. There had been little investment in the Youngman business leading up to the buy-out. All of the main production processes were manual, including cutting, cropping and welding aluminium tubes, while the manufacturing volume flexibility was only achieved by increasing the use of temporary skilled labour.
Speaking about the initial concerns raised by the new management team, Paul Bentley, managing director of the Youngman Group explains: “We recognised that we needed to invest in the future of the company as it was clear costs were continuing to rise and the company was facing cheaper competition from European and Chinese manufacturers. The other major concern was that in the face of a slowdown in the traditionally cyclical construction market, the company would be slow in reducing costs and then slow to recover if labour had to be recruited and trained in skilled welding roles.”
The company’s production engineers quickly identified laser cutting and robotic welding as the optimum areas for improvement and approached ABB with the task to undertake the turnkey project. The first step was for ABB to
establish the design requirement over seven different frame designs and five different frame lengths and then to create a solution that would provide Youngmans with the flexibility and ease of production required.
The answer was to install two fully, automated welding cells. In each cell, an IRB 1600 robot, ABB’s compact bending backwards robot, is mounted onto a servo driven track to increase the working area of the cell. The track motion system is designed to ensure reliable and effective utilisation of a robot’s capability and greatly extend its working area, enabling one robot to reach long workpieces. With the positioning of the welding torch critical to the joint required, the track motion system successfully ensures the accuracy of the robot whilst maintaining the speed of production.
Speaking about the welding process, Steve Bartholomew, account manager
for ABB robotics comments: “The development of the welding process called on our most experienced welding engineers to develop a complete right first time solution, which was created in combination with ABB’s RobotStudio simulation software. The results speak for themselves, with Youngman experiencing a dramatic increase in flexible production, enabling the business to meet even the most challenging production demands.”
For further information about the potential benefits of integrating robots into your production process, call +44 (0) 1908 350 300, visit www.abb.co.uk/robotics or email [email protected] ref. ‘Youngman’.
Contact:Michelle JocelynTel: +44 (0) 1908 350 300 Email: [email protected]
STATE OF THE ART MANUFACTURING EQUIPMENT PROvIDES THE YOUNGMAN GROUP WITH SHORT PAYBACK AND IMPROVED FLEXIBILITY
WW
W.
AB
B.
CO
.U
K/
RO
BO
TI
CS
70
See the difference robots can make to your production line. Cut your costs and boost your competitiveness with robots designed especially for improved precision and repeatability. In fact, our robots can provide the perfect balance to enhance productivity levels, while economically using energy. Whatever the application, ABB’s automation can really be the key to improving uptime, product quality and workplace safety, while reducing energy consumption and waste. To discover more, visit www.abb.co.uk/robotics
Efficient body building without the stress and strain.
15235 Automotive_ad_210x297.indd 1 21/11/2011 12:06

71
A Pacepacker packing solution, which includes a versatile robot that can
easily switch between bag and box palletising, has taken centre stage at Preva Produce’s new highly efficient multimillion pound premium potato packing plant in Snetterton.
The recent turnkey installation designed by Pacepacker, which bags and palletises salad potatoes in 10-25kg sacks for the wholesale food market, includes a C21 sack placer which places up to 10 sacks per minute onto a filling spout, a Total Bag Control (TBC) sack closing system which supports and guides a bag throughout the closing process, and a pre-owned Blu-Robot which is capable of palletising either boxes or bags of potatoes at the new site.
The Blu-Robot has been fitted with suction cups as well as gripper arms so that it can easily switch between stacking sacks and boxes dependant on the product option selected from a pre-programmed list of recipes. “Within our budget constraints, we wanted a versatile robotic palletising system that would sit between a bagging line and a box packing line, which with little human intervention, would quickly switch between the two types of packing style dependent on current market demands,” says Preva Produce Managing Director Ian Anderson. “At half the cost of a new system, Pacepacker’s pre-owned Blu-Robot provided us with an affordable solution; we should see a return on our investment in just over three years.”
The potato grower Preva Produce, which farms 700 acres and packs 15,000 tons of salad potatoes per annum, built the new plant to address their capacity and quality needs: “We had been using a third party co-packer which packed by hand, but outsourcing our packing operation in this way was cost prohibitive, provided inconsistent pack quality due to human error and didn’t give our business the flexibility and growth options that we desired. Understanding the quality and efficiency gains that could be made by bringing the packing in-house, we chose Pacepacker for their knowledge of automation, to design and manufacture a system which would provide a premium looking pack with very
little waste. Their value for money line has made our new plant highly efficient; the new line requires few production staff and in turn has kept senior managers’ workload to a minimum,” said Ian.
Typically incorporating a high quality ABB robotic arm originating from the automotive industry and is approximately 35% of the way through its expected 100,000 operational hour lifespan, the Blu-Robot presents low production and seasonal fresh produce packers with an affordable option: “I’d defy anyone to identify that we’ve installed a pre-owned robot; it came delivered as new,” says Ian. “Pacepacker’s expertise, project management and after-sales support have exceeded our expectations; the project has given us the additional capacity that we required, credibility with customers as a company who invests in automation to achieve a superior product, and most importantly we now have total control over all aspects of production. We are delighted with the outcome,” concludes Ian.
Along with the Blu-Robot, which is supplied fully checked, tested, repainted and comes with a 12 month parts warranty together with readily available service and spares back up, Pacepacker also work with FANUC as a Strategic Partner to supply new robots for palletising and pick & place systems and was recently awarded Food Processing’s Robotics & Automation Award 2011 for their turnkey packaging and palletising installation at UK agricultural and pet food manufacturer I’Anson.
The Pacepacker brand, has a history spanning more than 30 years in the design and manufacture of automatic packing systems that include pick & place solutions, sack placers, weighing machines, bagging systems, stitchers, heat sealers and robot palletising systems for companies working in materials handling (animal feed, aggregates, potatoes, grain etc.) and the food industry. For over 15 years, Pacepacker has worked as a system integrator to supply FANUC robots as part of an integrated pick and place or robot palletising solution. The company’s wealth of sector specific knowledge has earned them ‘FANUC strategic Partner’ status and testament to Pacepacker’s philosophy to supply innovative equipment that is simple to operate, reliable, effective and provides excellent value for money.
Pacepacker Services contact:Paul Wilkinson, Business Development Manager Tel: +44 (0)1371 811544 Fax: +44 (0)1371 811621 Email: [email protected]
PACEPACKER’S MULTITASKING BLU-ROBOT TAKES CENTRE STAGE AT NEW PREVA PRODUCE PLANT
WW
W.
PA
CE
PA
CK
ER
.C
OM

Jon Boulton Managing Director of SCM Handling Ltd asks “what makes a
good robot integrator?” Answer - ‘technical ability, team work and customer satisfaction’. SCM are a leading dedicated KUKA Affiliate integrating robot systems throughout a wide range of industry sectors. Their technical sales approach is frontline with customers, ensuring they have a clear understanding of their requirements. Part of the service they offer, is a full site survey at the beginning of the project at no cost to the customer; this allows SCM to assess the application fully. Most importantly after this point they ensure that the project can physically be fulfilled. (Not always the case, on occasions expectations are not mechanically practical.) SCM have a technical team of mechanical & electrical design engineers using the latest 3D inventor drawing package which is applied on all system applications. The robot is inevitably the most proven part of any system; the skill is in the gripper detail and overall layout. Once they have specified the robot model for the required throughput, by studying pallet / process layouts, they then work on the gripper design. SCM design and manufacture these critical sectors in house from proven tested designs.Within the SCM standard product range are all the components necessary to build a fully integrated robot system including, conveyors, pallet dispensers, pick
tables, shuttle carts and grippers. SCM specialise in “integrating” all the critical elements to complete the automation required in providing robust, cost effective robotic applications. They have a great deal of expertise in palletising applications. As a KUKA integrator SCM
use the proven 2000 series robots. Building upon the 2000 range SCM can now offer the recently launched KUKA QUANTEC range, which has been specially developed to provide solutions for high speed palletisation with payloads of up to 300kg and placement accuracy to +/- 0.05mm In addition to the standard equipment range, SCM are an extremely proficient engineering company especially working on blue sky projects. The wealth of experience and knowledge within the team allows SCM to work with many major blue chip companies throughout the UK and Europe on most robotic applications.
SCM HANDLING LTD ROBOT INTEGRATOR
WW
W.
SC
MH
AN
DL
IN
G.
CO
M
72
Contact:
Tel: +44 (0)1823 431838Fax: +44 (0)1823 430806 Email: [email protected]
There is a common misconception that automation is simply
about saving labour costs but integrating automation into a manufacturing operation is as much about improving quality and repeatability as it is about reducing time and costs.
Winner of the 2009 Queens Award for Enterprise (Innovation), Cheshire-based Astech Projects is a supplier of advanced automation systems and has strong focus on overall improvement. With a specialised knowledge of the requirements surrounding regulatory compliance, the company is well known for its work in the pharmaceutical, medical devices and petro-chemical industries.
Equally, Astech Projects also has strong experience in the utilities, nuclear and household goods markets and is constantly searching for the next automation challenge where no standard automated solution exists. The company combines a proven three step implementation process with its premium service offering to ensure the longevity of their systems for many years to come.
With a wide range of automation solutions available, a typical Astech Projects’ system might include machine vision and inspection capabilities, a robot, mechanical handling elements and, if relevant, third-party ’off the shelf’ equipment. Astech Projects’ success has been based on a strong commitment to robust software design with an even
complement of hardware engineers and project management, so as to ensure a successful system implementation.
Whatever your needs, Astech can develop a bespoke automated solution for you. Recognised throughout the industry for its innovative design capability, the company can produce fully automated solutions as a part of an integrated process or for complex, previously un-automated applications.
73
Satisfy quality and efficiency needs with Astech Projects
Best technical partner we’ve ever had
Mr. M. Symington, GSK Manufacturing, UK
High quality automation that
actually works
Dr. P. Aukett, BP, UK
Contact:
Tel: +44 (0)1928 571797Fax: +44 (0)1928 571162Email: [email protected]: www.astechprojects.comW
WW
.A
ST
EC
HP
RO
JE
CT
S.
CO
M
www.kuka.co.uk [email protected]
KUKA is one of the world’s leading manufacturers of industrial robots and is present in all the major markets of Europe, America and Asia.
Its robots, linear units, controllers and software have been state-of-the-art in all branches of industry for decades - from plastics to metal, from food to foundries and from logistics to aerospace.
So, what are your ideas?
A bold move to use more robots in its production processes is helping
to boost the fortunes of a Midlands precision aluminium diecasting business.
JH Lavender’s latest investment has seen a 1600 tonne automated diecasting cell, featuring a 6-axis KUKA robot for unloading components, added to a new 620m² diecasting hall at its site in West Bromwich.
The company already uses four KUKA robots with three models deployed on its series of 750 tonne automated diecasting machines while the other is used to saw and rout a variety of parts in a separate finishing operation.
Diecasting machine maker Colosio, who commissioned and installed the new 1600t cell, chose a KUKA KR150 foundry robot as it is specifically designed for challenging work places. It is not only triple coated in heat-reflecting paint, but also has a heat-resistant inline wrist.
The robot performs a number of tasks once it has extracted the component from the diecasting machine. It lifts the part to a
checking station where a set of 6 proximity sensors verify it is in tact and then chills the component by immersing it in a tank of water. The final task involves depositing the component on to a chute where it is collected by an operator who trims off any excess aluminium in a hydraulic press.
JH Lavender’s decision to use more automation was an important part of its ambitious expansion plans, which were commenced in 2009 at a time when many firms were streamlining their operations in the wake of the recession.
Buoyed by a raft of long-term contracts from some of its major customers and the backing of its bank and regional business development agencies, JH Lavender embarked on the largest-ever single investment project in its 94-year history with the creation of the new diecasting hall. The purchase of the new 1600t cell also means it is now one of only 4 aluminium diecasters in the UK with machines in this high tonnage range.
“Automation is crucial and the use of robots means we not only achieve optimum process control, but also consistent
repeatability. KUKA robots are very robust and flexible, making them well-suited to working in a foundry environment,” commented Anthony Evans, JH Lavender’s business development manager.
In response to rising demand for its services from customers in the automotive and construction machine industries in the UK, Europe and the Americas, the company is already planning to automate a number of other diecasting machines in the near future.
“JH Lavender’s commitment to investing in automation demonstrates how businesses can transform a range of production processes and gain significant competitive advantages,” said Richard Goodwin, one of KUKA’s UK robot sales specialists.
Further information on KUKA robots and automated production solutions can be viewed online at www.kuka.co.uk or email [email protected].
Media contact:Debbie McCarthyDMPR Tel: 01886 888000 Email: [email protected]
AUTOMATION HELPS BOOST THE FORTUNES OF FOUNDRY
WW
W.
KU
KA
.C
O.
UK
74

PalletisingPalletising
Packing
Packing
Picking
Picking
From secure picking with unrivalled speeds to multiple packing and end of line palletising, MOTOMAN robots are the natural choice for performance and flexibility.
Yaskawa delivers a range of first class MOTOMAN robots and robot based solutions for various industrial applications. Our core objective is to add value to your business, so you can become more profitable. Our robots and systems represent excellent value for money and are backed up by outstanding customer service support.
www.yaskawamotoman.co.ukYaskawa UK Ltd, 2 Johnson Park, Wildmere Road, Banbury OX16 3JU, Tel: 01295 272755 Fax: 01295 267127
for performance and flexibility select MOTOMAN robots
MAKE YOUR NEXT MOVE
W hen Ardo UK decided to invest in their Charing facility, they
chose Compere Systems Ltd to provide the robotic palletising solution together with their robotics partner Yaskawa UK Ltd. The key objectives were to achieve consistent quality and efficient production together with flexibility of operation.
The system, which was fully operational in March 2010, contains four Motoman EPL80 robots, capable of handling a wide variety of cases of frozen fruit and vegetables at line rates of up to 20 cases per minute. The fast and efficient in operation provides the ideal solution to this otherwise labour intensive process.
Yaskawa’s 80 kg EPL80 robot proves ideal for this type of application, due to its ability load and palletise product onto both full size Chep and Euro pallets in extremely confined spaces with minimal footprint. Maximum speed is achieved
by picking the cases in pairs and placing them either in pairs or individually in order to build the individual layer patterns as required.
In order to achieve maximum performance from the system, the designs were optimised using Yaskawa’s MotoSim EG off-line programming an simulations software. This allowed the robot movements to be verified to ensure that reach, access and maximum speed could be achieved under all conditions. In addition practical trials were conducted at Yaskawa followed by a field trail at Ardo to proof out the high speed palletising process, thus ensuring that the system could be installed with zero risk to production.
Since their installation the robots have proven to be extremely reliable in operation and the cells have proven easy to manage. At the same time the Ardo staff have found that the robots are simple to programme and as a consequence they are able to develop new palletising programmes or modify existing ones as the situation demands.
Contact:
Tel: 01295 272755Fax: 01295 267127Email: [email protected]
WW
.YA
SK
AW
AM
OT
OM
AN
.CO
.UK
75
Ardo UK Makes Next Move with MOTOMAN Robots

At CKF, we thrive on challenges that deliver competitive advantage for our customers.From the design of a high speed system that selects, slices and despatches tomatoes with minimal wastage to installing an automated palletising solution serving multiple production lines; an accomplished engineering team with an intimate knowledge of robotics is a powerful tool.
CKF is a leading solutions provider in automation and robotic systems - www.ckf.co.uk [email protected] +44 (0)1452 424565
HAND-BUILT, BY ROBOTS
It’s not only the new Bank of England £50 note that is flying the flag for
mechanical engineers; Gloucester-based CKF Systems Ltd has taken orders totalling £5.5 million in the past six months and six new engineers now bolster its ranks. The internationally recognised provider of automated and robotic solutions has seen demand rocket from both new and existing customers.
“It was a quiet start to 2011 but more businesses are now taking the bull by the horns and introducing automation to improve production and reduce costs,” says Bryan Wheeler, Managing Director, CKF Systems. “There appears to be a growing realisation in the UK and Europe that waiting for an economic upturn is high risk, immediate action is necessary to stay competitive and profitable.”
“Whilst current world financial forecasts may not inspire confidence, investment in robotic systems is growing worldwide and
almost always presents immediate benefits, not least an early payback! Some banks now recognise this and appear more willing to lend where automation is a key part of an investment plan. It’s very clear that manufacturing businesses that are properly leveraged today can swiftly switch from surviving to thriving.”
For almost 30 years, CKF has been successfully providing its customers with a competitive edge and long term sustainability. Increasing output, reducing
operating costs and improving product quality are just some of the reasons why companies turn to CKF for growth, at home and through export. With a reputation established within food manufacture and processing, CKF has successfully transferred its skills and know-how to many other business sectors and a wide variety of applications.
“In just three years we have seen our team increase from 25 to 45 people,” continues Wheeler. “We put great emphasis upon customer service at all stages of a project and this is reflected in a high level of repeat business. Companies know that we will provide the best independent solution to the challenges they face.”
As manufacturers fight back against low output, CKF’s success salutes its engineering expertise and the importance of automated and robotic systems to its customers, new and old.
CKF Systems Limited:
Tel: +44 (0) 1452 424 565Fax: +44 (0) 1452 423 477 Email: [email protected]
ROBOTIC DEMAND SOARS AT CKF
WW
W.
CK
F.
CO
.U
K
76

Presentation plays a crucial role in the industrial production of ice cream. The brand new Robot Filler from Big
Drum Engineering utilises automation to improve output and lower costs, yet also create a delicate handmade look.
Innovative filling machineBased in Edertal, Germany, Big Drum Engineering specialises in the manufacture of equipment for the filling and packaging of ice cream. It has developed a new product called Robot Filler using the new Stäubli TX90HE robot. These units fill and package ice cream in containers that range from 3.5 to 6.0 litres and carry out the process so that the ice cream appears handmade.
The robot design focuses on the essentials with expensive equipment kept to the bare minimum in order to increase the cost-effectiveness. “Using the robot, we can control the filling process so precisely that we do not require any sensors. This reduces costs and improves reliability,” comments Peter Deren, electronics specialist at Big Drum Engineering.
The Robot FillerThe robot is fitted with a nozzle, which is connected to the freezer via a hose. The freezer supplies the TX90HE with the runny ice cream mass at a pressure of eight bar. When the container has been filled, the conveyor system moves it on to the next station. Here, a pneumatic handling device with suction pads places the lid on top. At the last station, this is pressed down with a specified degree of pressure. The finished containers then go on to be flash-frozen.
The robots are designed to cope with harsh jets of water during cleaning. The fully enclosed robot is designed to meet IP65 as standard, and through the use of the Stäubli excess pressure unit, this protection rating can be increased. The ‘wrist’ of the machine is designed to meet IP67, and this allows it to be immersed in liquids. The Robot Filler also meets FDA hygiene guidelines.
Contact:
Tel: +44 1952 671917Fax: +44 1952 608579
77
Hand made by robots
Consistently high-qualitythroughout the packaging process.Flexibility of moving varying shapes and weights, from gram to kilogram, at high speed, is a must in packaging automation. Stäubli robots are designed to fulfi l the high standards of food industry while increasing productivity and safety of your processes.
Stäubli – optimal robotics solutions from a single source.
Wrapping additional productivityaround your packaging process.
www.staubli.com/robotics
Stäubli (U.K.) Ltd, GB-TF1 7ET Telford, phone +44 (0) 1952 671917Staubli is a trademark of Stäubli International AG,registered in Switzerland and other countries. © Stäubli, 2011
W W W. S TA U B L I . C O M / R O B OT I C S

78
E ngineers Geoff Haswell and Malcolm Caley have spent seven years developing a next generation tyre pressure monitoring system (TPMS) that harvests
surplus ‘piezo’ power to provide additional data on driver performance that can help prolong tyre life and reduce fuel consumption.
Backed by strategic support and mentoring from the Manufacturing Advisory Service-West Midlands (MAS-WM), the two inventors are building on positive talks with a global tyre company and a host of telematics firms. New EU legislation dictates that every new car must have TPMS fitted by 2014.
“Initially we wanted to license the technology as the route to market,” explained Mr Haswell, who has a background in mechanical engineering and plastic injection moulding.
On further investigation of costs and capability however, Haswell says, “We felt the most cost effective option in terms of price and speed of customer response was to look at doing small batch production ourselves.”
time data on the distance travelled and the footprint of the tyre – useful for calculating wear and analysing performance.
The technology offers a way to reduce the carbon footprint of a vehicle. Using TDMS and assuming a 2% reduction in fuel use, a 100-strong vehicle truck fleet will reduce emissions by 470 tonnes of CO2 in a year. The cost of wasting this fuel could be in excess of £250,000 for such a fleet.
MAS-WM helped Piezotag independently test the device at various speeds, conditions and distances for ‘wear and tear’ and quantity of power generated.
This helped them to secure patents for Europe, China and the US. Piezotag is exploring the growing global market demand for intelligent tyres by targeting mainstream and emerging producers, car and commercial vehicle manufacturers and telematics firms.
Speaking of the implications of this commercially savvy product development Martin McKeever, MAS-WM Specialist Adviser comments, “Piezotag has gone past just being a TPMS and now boasts a proven track record that could revolutionise the way tyres work and are built. Yes, there is still work to do to demonstrate the huge benefits it will provide, but when one organisation takes the lead, the rest of the industry will follow.”
A device that has the potential to deliver the most intelligent tyre in the world is set for production in the UK after receiving interest from around the globe. This case study shows how the product concept become a reality and details some of the key benefits it will bring to the automotive industry, drivers and the path to a low carbon economy.
SME innovationsuccess
Unlike traditional battery powered TPMS, Piezotag is a piezoelectric device that is attached to the tyre and, through unique design geometry, uses power harvested from wheel rotations to collect and transmit tyre pressure and temperature data from the wheel to the driver.
It is promising to be the world’s first Tyre Data Monitoring System (TDMS) providing real
Case study: product development
The new look MAS
MAS has recently been restructured with a new central administration for a single organisation with national coverage – rather than the regionally federated structure previously in place. It is hoped the changes will help generate £1.5 billion worth of manufacturing growth and create 23,000 jobs.
Other changes to MAS include an official remit to focus on assisting small and medium sized companies. In particular MAS will help manufacturing businesses:
Drive business growth by providing strategic and technical support for SMEs as they strive to develop advanced manufacturing capabilities and create high value jobs. As with Piezotag this includes helping SMEs rationalise product development strategy and access relevant resources
Enable business improvement in the context of global supply chains Link with apprenticeship programmes with the aim of delivering a minimum of 1,250 engineering and manufacturing apprenticeships annually
The new service will be delivered by the Manufacturing Advisory Consortium (MAC) comprising Grant Thornton, Pera, WM Manufacturing Consortium and SWMAS.
It is promising to be the world’s first Tyre Data Monitoring System (TDMS) providing real time data on
the distance travelled and the footprint of the tyre – useful
for calculating wear and analysing performance

All companies featured will be entered into the MIA Award 2012
Manufacturing inactionPutting uK manufacturers under the spotlight
79
Factory of the month
Apex Linvar 80 Racking up the improvements Since the last profile on APEX 12-months ago, the Company has changed its name from LINPAC Storage Systems to the original APEX Linvar, following an acquisition from Chamonix
APEX Linvar have made significant investment in the last 3 years in new equipment and technology to improve their manufacturing processes.
2010 saw the development of a successful partnership with leading training provider develop-u and the beginning of a long-term investment in a lean manufacturing tools.
The main improvement under the Factory Dream banner has been the reorganising the production flow of galvanised products into a cell format.
Axiom 86E L E C T R O N I C S
The electronics manufacturing company was created as a result of the demise of Aiwa, before becoming Axiom in 2001.
The company has achieved accreditations and awards including ISO14001, Green Dragon level 5 environmental accreditation and AS9100, the international aerospace industry quality standard and EN13485 the medical quality standard.
There is approximately an equal split between Axiom customers requiring printed circuit boards and customers looking for electromechanical assembly or ‘full-box-build’ assemblies for direct dispatch.
In recent years, Axiom has pioneered package on package (PoP) technology, which involves the stacking of silicon semiconductors directly on top of each other.
Hampshire Cosmetics 90C O S M E T I C S
The company has recently undergone expansion in it research and development capabilities.
Of Hampshire’s 166 staff, around 130 have now achieved NVQ level 2 in Business Improvement Techniques.
To sustain the value of its training investments, Hampshire has also made sure to develop detailed skills matrices for all areas of the business with performance targets and KPIs.
Hampshire has rented out its roof space for an installation of a 277KW solar farm.

on the face of it, making storage and shelving systems doesn’t seem like the most obvious branch of manufacturing to apply lean principles to. Storage systems are designed, steel is rolled, welded and painted, and goods go out the door – how much value can you really add? Vast amounts, operations manager Michael Rudniak tells Will Stirling.
80
A PEX Linvar, Milton Keynes based storage solution design and manufacture experts, have made significant investment in the last 3 years in new equipment and technology to
improve their manufacturing processes (see TM, September 2010). This included two new rolling lines, which increased productivity on a range of core components in excess of 40%, an automatic welder that is three-times quicker than the previous process and two rapid colour change powder paint booths significantly improving the changeover process.
A business improvement system, Lean Production Operating System (LPOS), was introduced in 2008 and was the first step in a substantial culture shift within Apex. A significant element of the process was the introduction
of LPOS daily cell meetings, involving team members and management, in which employee relations, production and business issues are raised and problem solved within a team environment. “No LPOS meeting has been cancelled or rescheduled in it’s three years of operation and management are rotated to ensure representation at each cell meeting every day,” says Mr Rudniak, whose recently completed MBA featured lean management. “The implementation of LPOS was piloted within Operations and has now been replicated within
improvementsRacking up the

Factory of the monthApex Linvar
81
indirect functions at Apex, a process facilitated by our Quality Manager, Doug Smith.
Since TM’s last profile on APEX 12-months ago, the Company has changed its name from LINPAC Storage Systems to the original APEX Linvar, following an acquisition from Chamonix, a private equity firm which bought five non-core businesses from LINPAC in 2010.
In October 2011 Apex has appointed a new chief executive to lead its ambitious drive for growth. Anthony Finlayson-Green has taken up the
newly-created role at the Milton Keynes-based business. With considerable experience in senior management, Anthony was most recently managing director at Cert Octavian, whose transformation is well documented.
2010 saw the development of a successful partnership with leading training provider develop-u and the beginning of a long-term investment in a lean manufacturing tools and techniques programme. “We are now reaping the benefits of this investment in our people and have realised significant business improvements and enhanced our employee engagement” says Mr Rudniak.
Michael Rudniak (Operations Manager) explains;“As a company we identified the need to implement
sustainable organisational improvements focusing on the 3P’s…Processes, People and Projects”.


Factory of the monthApex Linvar
Paint Line ProjectIn 2010, APEX Linvar (then LINPAC Storage Systems) purchased 2 state of the art Paint Line Booths, with new technology affording the team highly efficient colour changeovers, with a change to any colour in the range performed in less than 10 minutes.
Production process improvements involving the paint process since last September include:
A powder paint saving of £150K. “We use almost 30 per cent less powder on product on these lines, with no negative effect on the paint durability,” says Mr Rudniak, who adds that Apex works very closely with its powder supplier, Liverpool-based Invar, on the new system. “On top of the saving, the main operational and commercial benefit is the rapid colour change time which has reduced from a high of six hours to less than 10 minutes.”
Energy saving, by reducing air consumption in the painting process.
Factory DreamFactory Dream is the biggest physical project tackled at APEX in the last few years. “We analysed our factory layout and prepared a new, ‘dream’ layout. It was all carried out internally,” says Mr Rudniak. The main improvement was reorganising the production flow of galvanised products into a cell format, a project run by Simon Smith, Manufacturing Engineering Manager and Peter Simmons, Production Services Supervisor. The factory had developed organically over 20-years, with machinery installed without a strategy based around product flow. “The work was carried out by our staff during weekends, with no disruption to production and the entire operations team were involved.” APEX is half way through the project, and already there is a “significant improvement,” he adds.
Have you measured the efficiency gains from the new factory layout? “We have reduced handling of galvanised material by 60 percent, we’ve reduced material handling needs by one forklift truck and handling hours equivalent to a cost of £30,000 per annum. The payback will be within 1.5 years.”
And there’s more. APEX has also recorded a reduction in; storage costs by 20%, plastic Linbin’s material handling by a massive 75% and has greatly simplified its stock management process.
Company Training PlanIn 2009/10, APEX overhauled the training and development focus within Operations and implemented a new employee development programme. The project, run by Siân Bishop, Human Resources Manager comprised of a three-year, skills-focused Employee Development Plan and a new Personal Development Review System (PDR). The PDR system, says Mr Rudniak, is one of the Company’s biggest achievements in the last 12-months. “We’ve introduced a new skills grading structure, and aligned our skills matrices to afford full transparency between competence, training requirements and pay,” he says. “Each department holds an individual skills matrix that demonstrates the skills required for each grade.”
However, the key for us was sourcing a training provider with not only a proven track record for learner engagement and achievement, but also one that shared our vision and values for operational excellence through respectful collaboration and one equally who would not shy away from ‘Challenging the Status Quo’. To say that we were finding it hard to find such a provider was an understatement until
83
From 2007 to where we are today we have undertaken a massive journey. For example, On-Time-In Full delivery performance (OTIF) in 2007 was 62
per cent. Our annualised result for last year was 98.6 per cent – a huge improvement
Michael Rudniak , Operations Manager, Apex Linvar

90% of our workforce. Straight from the off it was noticeable that the passion, positivity and enthusiasm projected by the Develop-u team was having an instant beneficial knock-on effect. The whole place had a new energy.
In summary, I would say our original objectives of achieving the ‘Factory Dream Project’ have been fully met with remarkable year-on-year financial returns. However, for me, the crowning glory is that it has turned Apex Linvar into a true learning organisation.”
Glen Broughton, Regional Manager for Develop-u comments, “It is always such a privilege to support forward thinking and employee-focused organisations such as Apex Linvar and to be part of such a positive experience is truly inspiring; However, for Apex Linvar to be recognised by The Manufacturer is truly phenomenal. We look forward to supporting Michael and all of his Apex Linvar colleagues in the future”.
To find out more about Develop-u or to arrange a site visit to explore how we could support you and your organisation please contact our team on: 01709 789 567 or www.develop-u.co.uk
improvement culture. This will generate increased levels of positive attitudes and behavioural changes across all departments. Clients who introduce such Business Improvement programmes are delighted and testify to significant financial improvements and heightened levels of appreciation towards organisational roles and responsibilities.
One recent partnership initiative was with Apex Linvar, one of this year’s The Manufacturer annual award winners, receiving commendations for both ‘People and Skills’ and ‘Operations and Maintenance’. Located in Wymbush, Milton Keynes and renowned for their customer service and quality of the storage solutions they manufacture. Apex Linvar have always considered its workforce as one of its most valuable assets. Now with the support of Develop-u, they are seeing remarkable returns on their investments.
Michael Rudniak, Operations Manager of Apex Linvar explains; “After an initial pilot programme in April 2010 involving employees from all departments and the senior management team, it was agreed we would invest in a further three phases engaging with over
Develop-u is an award-winning training and consultancy organisation
with a reputation for delivering business solutions that make tangible and sustainable differences to performance. Established in 2005 and based in South Yorkshire, Develop-u have worked with a variety of businesses across the UK in the manufacturing, process and service sectors; from large, blue chip multinationals down to SME’s and small specialist operations. Our experienced team includes National Skills Academy accredited trainers, Productivity and Competitiveness analysts and certified Coach/Assessors.
We are passionate about wanting to be an integral part of your journey and work in close collaboration in order to individualise our programmes to suit your particular needs. This ensures that all outcomes contribute to both your strategic and developmental needs.
Once the programme content has been agreed, the whole responsibility of managing such a programme is put in the safe hands of the Develop-u team. It is then delivered in a flexible and innovative way that maximises learner engagement and enables the effective transfer of learning into your workplace. Our programmes are designed and measured to deliver sustainable changes, promoting increased productivity and creativity, effective team communication whilst embedding a continuous
Published in association with:Develop-u
Tel: 01709 789 567 Fax: 01709 789 301Email: [email protected]: www.develop-u.co.uk
84
A structured approach to a creative solution

Factory of the monthApex Linvar
I was invited to visit a then sister company of APEX Linvar (formally LINPAC Storage Systems), Linpac Packaging based in West Yorkshire and was introduced to develop-u.
“Two things very close to my heart were that I needed our employees to realise their potential for continuously contributing to the long term successes and sustainable improvements which would drive our business ever forward, as demonstrated across all departments in our sister company” Says Mr Rudniak.
“We chose develop-u, a small training company because they were a little bit different from the larger training providers we had previously researched, even their business cards state, ‘develop-u, Training Re-Invented’, How very apt! What was also truly refreshing to me was the fact that develop-u wanted to be a part of the cultural and behavioural changes that we desired for our business”.
After an initial successful pilot phase involving employees from all departments including Apex’s senior management team, It was agreed to roll out a further 3 phases engaging more than 90% of the organisation’s workforce. Everyone co-operated in achieving an NVQ Diploma in Business Improvement Techniques.
Mr Rudniak recalls, ‘Straight from the off it was clearly noticeable that the passion, positivity and enthusiasm generated by the entire develop-u team was having a beneficial knock-on effect. Very quickly an air of ‘Positivity’ was evident, individuals took ownership and there were even whispers of a ‘No blame culture’ being nurtured. The whole place had a new energy.’
In summary, I would say our original objectives of the ‘Factory Dream Project’, increased productivity, employee engagement and reduced process variation have all been realised with remarkable year-on-year financial returns. However, for me, the crowning glory is that it has turned APEX Linvar into a true learning organisation, through the identification and facilitation of team learning and development.
World Class Performance and CSRIn terms of benchmarking, APEX Linvar has audited itself to find out how close to achieving “World Class Performance” it has come. The audit covers all areas which have been improved recently, summarised as:
Manufacturing efficiency measured, addressed and constantly improved
TPM: Preventative strategy successfully adopted Strong Continuous Improvement culture among majority of workforce
Big investment in people and equipment Significant cost improvement projects completed Great level of flexibility and productivity improvements
Very strong safety culture
Michael Rudniak says APEX is passionate about engaging with the local community and the education network, and wants to raise the image of manufacturing as a career path of choice. “We are working with our local university, The University of Northampton, and we are planning to host an open day for students within the local education providers,” says Rudniak.
“From 2007 to where we are today we have undertaken a massive journey. For example, On-Time-In Full delivery performance (OTIF) in 2007 was 62 per cent. Our annualised result for last year was 98.6 per cent – a huge improvement.”
As for sustainability, APEX Linvar continues to improve its robust processes and grow their reputation as a modern, people- focused successful British manufacturing organisation.
85
June July August
OTIF 98.6% 99.2% 99.3%
OEE 68 62 65
Training Hours 348 379 433
Apex Linvar – Key Performance Indicators
APEX Operational Improvement Team
Doug Smith – Quality ManagerSimon Smith – Manufacturing Engineering ManagerPedro Taboada – Warehouse & Distribution ManagerSiân Bishop – HR ManagerPaula Newland – Purchasing ManagerMatt Cook – Section ManagerMickey King – PlannerPeter Simmons – Production Services SupervisorIan Wyatt – Press Shop Team LeaderTom Neil – Paint Line Team LeaderBarry Nicholls – Welding Team LeaderMartin Heritage – Despatch Team Leader

A xiom Manufacturing Services or, Axiom, was established in South Wales during the late 1980s, and is located in the purpose built Technology Park in Newbridge. The electronics manufacturing
company was created as a result of the demise of Aiwa, before becoming Axiom in 2001, and changing its business model from an original equipment manufacturer (OEM) to a contract electronics manufacturer.
The company’s service offering appeals particularly to OEMs that realise the quality and cost benefits which can be achieved by outsourcing some or all of their electronics manufacturing. While few high-volume electronic subcontractors exist today in the UK, Axiom offers a manufacturing service for businesses with low to medium volume and high technology requirements. Through this service, Axiom has developed a proven track record manufacturing for the medical, defence, aerospace, industrial and transport markets and enables customers’ products to get to market faster, cheaper and with a promise of unsurpassed levels of quality with guaranteed security of component and product supply, while protecting customer IP.
Axiom’s core business culture is a commitment to ensure that its customers’ expectations are surpassed with what David Davies refers to as an “extreme customer focus”. This is supported by the company-wide philosophy of ‘total quality, total excellence’. Through the deployment of this
As a fast growing contract electronics manufacturer based within the uK, Axiom Manufacturing Services is supported by more than 25 years of history in manufacturing printed circuit board electronics and electromechanical assemblies. managing director David Davies explains to Tim Brown how the company’s longevity can be traced to a core focus on developing new technology, supported by a dedication to skills and environmental sustainability.
86
boundariesPushing the

model, Axiom provides solutions for clients throughout the UK and Europe, from product realisation through service and repair to end-of-life management.
This commitment to its customers has led to the attainment of required accreditations, for example, ISO14001, an industry standard awarded for sustainable credentials, the Green Dragon level 5 environmental accreditation and AS9100, the international aerospace industry quality standard and EN13485 the medical quality standard. Strategic implementation of the EFQM business excellence and ADS Supply Chain 21 business models ensure continuous improvement which are also underpinned by best practices in quality. According to Mr Davies, Axiom believes in satisfying a customer’s requirements first time, on time, every time so as to achieve the highest levels of customer satisfaction.
According to Axiom, the quality management system, working practices and leadership culture, ensures:
Total customer satisfaction Continuous improvement Emphasis on error prevention in both product and working practices
Waste elimination by empowerment of a dedicated customer focused cross functional workforce
Security of supply
Technology as a driver“Our customer base is highly varied where we go from manufacturing medical equipment through to the products for the defence industry,” says Davies. “We have a full range product portfolio but there is no one product or market that dominates its business.”
There is approximately an equal split between Axiom customers requiring printed circuit boards and customers looking for electromechanical assembly or ‘full-box-build’ assemblies for direct dispatch. The latter is what Axiom refer to as its full turnkey solution where the customer can concentrate on design, finance and generating IP while Axiom focus on the manufacturing.
Some examples of products using Axiom technology include: Infusion pumps to dispense fluid into a patient during surgery Safety doors on the edge of a subway or train station platform Detection equipment for locating utility infrastructure (particularly pipes) beneath the ground
Encrypted communication systems for the defence industry
Davies says that to compliment the company’s focus on customer service it is also completely engaged in developing its technology further. “One of the reasons we engage with the customers that we do is because we also push the technological boundaries and offer new and innovative solutions,” he says.
In recent years, Axiom has pioneered package on package (PoP) technology, which involves the stacking of silicon semiconductors directly on top of each other to facilitate smaller and lighter final units, higher-speed processing and improved reliability. PoP technology can eliminate circuitry to reduce the board space required by up to 43% and enable higher-speed processing, given that memory and processor components are positioned in much closer proximity. “In terms of the defence industry for instance,” says Davies, “this is very important as they want everything to be as light and powerful as possible.”
Another area where PoP will also take a central role is within the telehealthcare market. This is where information and communications technology make it possible to transmit
87
Axiom provides a complete range of electronics manufacturing services including:
Custom design and manufacturing
Design support
Design for manufacturing (DFM)
Prototyping
New product introduction (NPI)
Printed circuit board assembly (PCB assembly)
Sub assembly
Full product assembly
Testing
Supply chain management
Warehousing and logistics
After market services which includes repair and rework
ElectronicsAxiom Manufacturing Services

88
partner not just a supplier . All products are produced with an extremely strict ISO quality control system - every unit or component that leaves the factory is inspected and tested before being dispatched to the customer.
Our product range includes aerial windings, chokes, ferrite windings, inductors, lead assembly, PCB assembly, power supplies, switch mode, toroids and transformers.
E.M.R services include: R&D Prototyping Short production runs Medium to large production
runs with significant savings Sub-Assembly and Assembly Out-sourced repair centre - we
can support your product even after production by becoming your outsourced repair centre
The EMR group was established in the South West of England nearly 40 years ago and has seen substantial
growth and earned a reputation for high-quality products and excellent customer service. We offer a complete manufacturing solution combining our expertise and established manufacturing facilities in the UK.
The company has two different divisions, E.M.R Electronics and E.M.R Rewinds. The former is responsible for the manufacture and supply of wound components to the electronics industry while the latter offers a quick turnaround facility for the winding or rewinding of electric motors for the oil, gas and water industries.
Both have a strong commitment to excellence, over 40 years of expertise in wound components and dedicated production facilities are all part of the package, so you get a manufacturing
Simply electrifying
Published in association with:EMR ELECTRONICS
Tel: +44 (0)1934 646 942Fax: +44 (0)1934 622 698 Email: [email protected] Web: www.emrelectronics.co.uk

and receive complex medical data in various formats across long distances between patients and medical staff. The new PoP technology will not only benefit the telehealthcare market but will hopefully mean more technically advanced equipment is readily available in hospitals. As medical equipment becomes more advanced it could mean that there will be less of a need to go into hospital for minor procedures that could be done by nurses in the home or by the patient themselves.
At present, the Axiom team is working with two stacked components but, as the technology develops, the company foresees customers asking for three or four components stacked vertically. This is an area that Japanese manufacturers are already developing.
People powerWhile investment in equipment has been important in the development of technologically improved offering at Axiom, Davies says that it is really the people at the company that are its greatest asset. “Our advancement is really driven by the people within the organisation,” he comments. “Looking after our key people right throughout the manufacturing and supply chain processes is vital. What differentiates Axiom is ultimately its people and it is in the people where our IP is held.”
This focus on people has been further strengthened in recent times with a greater focus on the development of skills. Amongst the 25 new members of staff that have joined the company this year include two apprentices taking the current number to three with more to join.
Apprentices Alex Lewis, 20, from Tonypandy and Shawn Philips, 22, recently joined the team at Axiom Manufacturing Services after a rigorous selection process as the company’s first two recruits. The company’s apprenticeship programme will not only help kick start careers in the electronic manufacturing industry, it will also help cement the relationship between Axiom and local further education college, Coleg Morgannwg.
The apprentices, who are recruited and trained in conjunction with Coleg Morgannwg, will undergo a training programme lasting up to four years. This will include working in every department within the company before choosing a specialism. The two new recruits will also continue in education on a day-release basis once a week.
“We have three apprentices at the moment and have committed to more in the coming years,” says Davies. “Effectively they will become the sustainable indirect workforce where they will get a grounding in quality, software, IT, test development, purchasing and business development. I am an ex-apprentice myself and it is important to give the apprentices a good grounding the entire business and when they have strength in a particular area then they will be encouraged in that direction.”
Tackling common issues of innovation, skills, customer service and the environment head on has allowed Axiom to develop and maintain strength in a fast evolving market. Its long-term approach to many of its practices marries well with its focus on future technological developments and with its newly strengthened focus on its future workforce, UK OEMs will have an important resource on which to rely for years to come.
89
ElectronicsAxiom Manufacturing Services
As further evidence of forward thinking attitude of Axiom-MS, the company has long recognised the value and good business sense of responsible environmental practices. As David Davies explains:
“We are at the forefront of the ROHS and WEE directives when it was first issued nine years ago. Most of our large customers now insist on the satisfaction of the sustainability issue in terms of recycling and the reduction of waste and energy consumption.
“You can’t separate environmental requirements as a separate function, it needs to be built into your processes and everyday life. Historically many of the employees worked within a Japanese methodology, so elimination of waste and loss through kaizen and real time lean (RTL) activities is second nature. Therefore recycling and waste reduction is inbuilt into this company. When the ROHS and WEE directives came in, you had the whole supply chain progressing towards more sustainable practices and that change has been driven greatly by the component suppliers.
“Through our foresight we made the decisions many years ago to pursue the sustainable avenue and that is why Axiom has been awarded several awards including the E Legacy award and the green apple award which have all endorsed our sustainability programme.”

A rriving at the Hampshire Cosmetics Waterlooville plant I was woefully misled into thinking I had happened
on an episode of Ground Force as I watched 10 or so enthusiastic individuals with wheel barrows descend on a small patch of ground outside the reception and transform it into a burst of flowery colour. Alas, I am yet to meet Mr Titchmarsh and his crew.
Managing Director Peter Darke explained the possible misunderstanding. “It’s part of our arrangement with the local council,” he says. “We recycle our waste glass, plastic and cardboard, for financial gain wherever possible. With the money that
cosmetic
brings in we help to support a local council run project for unemployed 18-25 year olds with an interest in grounds maintenance. They come in twice a month to manage the gardens on the site”
It is an appropriate introduction to Hampshire Cosmetics, where the importance of innovating around environmental need for business benefit is a well ingrained culture which develops ahead of regulatory pressure. The recent installation of photovoltaic solar panels on the roof of the Waterlooville factory is a perfect demonstration of the way Hampshire Cosmetics takes cost, expected returns and the political context into account when considering eco-friendly developments.
“We looked into the possibility of solar panels ourselves a while ago,” says Mr Darke, “but at the time the cost was high and the payback was going to take something like 120 years.” It didn’t make sense. However, Hampshire has now rented out its roof space and installed a 277KW solar farm.
Far from
In the current climate it might be imagined that optimism would be pretty thin on the ground at a uK manufacturing SmE with a predominantly domestic market and working in a highly regulated sector. not so for Hampshire Cosmetics. Jane Gray visited the company to hear how dedication to ethical business and a clear development strategy is helping to carry it through troubled times.
90

CosmeticsHampshire Cosmetics
The installation has been classified as the largest zero capital venture of its kind in the UK. Hampshire benefit from the rent income and an immediately effective 20% discount on their energy bill while also boosting environmental credentials and providing green energy for the national grid.
Mr Darke is clearly pleased with the new installation but gives due credit to his environmental manager Karen Taylor, for arranging the nuts and bolts of the project. “Karen is immensely committed to help make our environmental and ethical agenda work. She recently won an award for Environmental Manager of the Year, a huge achievement coming from a company of our size,” he says. “We have recently placed responsibility for quality under her as well as we believe this fits well with the environmental and ethical elements of the business,” adds Darke, showing that traditional manufacturing concerns and new business expectations are becoming ever more aligned at Hampshire.
And alignment as well a clearly communicated strategy are an urgent requirement. Hampshire has been engaged for the last four years and more on a significant programme of change to re-invent itself as a full service provider, rather than a traditional contract filler. Part of this has included a complete rebranding for the company and a new emphasis on PR and marketing. The interactive website, previously a simple web page, was launched last year and the company has actively promoted its newly increased capabilities and service orientation through attendance at a variety of tradeshows and exhibitions. Even the activities of the council gardening crew contribute to strengthening the new company image – the colour schemes and layout they use in the grounds are designed to support the new brand.
But what does Hampshire’s new image as a ‘full service provider’ mean in terms of changes to the company’s operations and plant and why has the change been necessary?
“We felt we looked traditional,” say Darke in answer to the latter part of this question. “The cosmetics industry is significantly fashion led and our old web page and branding was not supporting our ambitions or clearly promoting our skills and capabilities.”
Another influence has, unsurprisingly been market demand. Darke says there is a great deal of activity, even in a difficult climate, with customers wanting to launch new product portfolios or fill gaps in current offerings. Identifying an opportunity to provide services around these needs has meant a lot of investment, recruitment and education.
The major areas of expansion in terms of capability have centred around research and development. New staff have been recruited for the laboratory and this year around £70,000 was spent on a new pilot cell where product innovations can be produced in prototype quantities – 50-60 kilos. There has also been investment in IT infrastructure to speed up product development. The Coptis lab management system is the first in the UK and it assists in speeding up the creation of product formulations as well as analysing product toxicology and even materials sourcing.
Beyond these technical developments Hampshire has also recruited more sales and customer support staff to build its reputation as an industry service provider. Existing staff and new recruits have received training and there are
91
We can carry out a gap analysis on a customer’s whole range and suggest new products to fill those gaps or perhaps suggest new ranges that would complement the existing range
Peter Darke, Managing Director, Hampshire Cosmetics

Call: 0845 894 4444 or contact us at: [email protected]
Anesco is an energy services company, which develops, installs, and finances projects designed to improve energy efficiency and reduce operational and maintenance costs.
The ESCO Model is based on an Energy Saving Performance Contract (ESPC), which examines current energy usage and all aspects of a building’s performance, before calculating the financial savings that could be made through the implementation of a range of key energy efficiency measures.
Funded Energy Solutions
Anesco Ltd, The Green, Easter Park, Benyon Road, Reading, Berkshire RG7 2PQ www.anesco.co.uk
17703 Anesco Manufacturer v4 A4.indd 1 25/11/2011 15:32

93
now 30 Hampshire employees with NVQs in Customer Service. The newly developed skills are applied in two major areas: gap analysis and portfolio design. Darke explains: “We can carry out a gap analysis on a customer’s whole range and suggest new products to fill those gaps or perhaps suggest new ranges that would complement the existing range. Alternatively, a customer might approach us with an idea, maybe a new skin care or hair care range, and they want it to do a variety of things or include a certain natural ingredient. We can build a story and a range of products around their concept.”
Having gained confidence and expertise in these less traditional areas of the business Hampshire has not failed to remember its core production and contract manufacturing capabilities. As the lab and design side of the business has gathered pace it has meant increasing complexity for the shop floor. “We do short runs all the time and we might have square bottles followed by a jar, followed by a very tall bottle coming through production one after the other,” says Darke. “Our labelling equipment has to be flexible enough to allow for that and the technology is getting cleverer and faster all the time. We have to keep up.” In the last 12 months several new capping machines and labellers have been purchased and the company has
a programme of ongoing investment in additional plant and equipment to further support its process improvement plans.
In addition, since Hampshire’s customer bases spans everything from major international companies to small, niche brand owners workflow on the shop floor is complex. Darke comments “We can have small batches of highly exclusive product on one side of the factory while big volume production for a major international customer is running down the other.”
It is a situation which has prompted some major restructuring in production. Describing the alterations Darke says: “Just around three or four weeks ago we did a complete factory floor turnaround. The workflow used to run north to south and now it runs east to west. We’d been wanting to do this for some time in order to make the workflow more logical. But it also supports a number of health and safety initiatives, and internal logistics issues. We can deliver components and bulk materials to the start of the line more easily now.” The reconfiguration has also brought in more cell based assembly structures to help cope with diverse short runs and the benefits from this alterations are already beginning to show in terms of line efficiencies.
What has the staff reaction been to all this change? The move to cell production has meant some significant changes to roles and responsibilities and has broken down demarcations between engineering professionals and front line staff. Shift patterns have also changed
“Staff have risen to the challenge and accepted it well,” says Darke. This acceptance might largely be put down to the careful training and development which has been invested in over the last few years. Of Hampshire’s 166 staff around 130 have now achieved NVQ level 2 in Business Improvement Techniques, helping them to handle quick changeovers and become comfortable with a range of other lean-type efficiency methods around 50 staff have
CosmeticsHampshire Cosmetics

ANESCO LAUNCHES INNOVATIVE ‘ESCO’ MODEL SAVING UK MANUFACTURER £250,000
manufacturing process. This water will be redirected and used in facilities such as toilets.
Lighting in and around premises is one of the main consumers of electricity in an industrial setting. A complete lighting upgrade, including movement sensors to ensure the system is operating at optimum efficiency, will be introduced.
Further measures being considered for a second stage upgrade include waste water heat recovery and solar thermal technology.
Other energy savingsThe new measures are the latest energy efficiency processes to be introduced by Hampshire Cosmetics. Earlier this year, Anesco installed one of the UK’s largest rooftop solar PV schemes on its 55,000sq ft rooftop. The 277kWp scheme provides the manufacturer over 20% energy savings.
The project again came at no cost, being funded by investment vehicle Anesco Asset Management who signed a deal to lease the rooftop. The investment is recouped through the Government’s Feed in Tariffs (FiTs), which makes payments for energy generated through renewable sources and fed back into the national grid.
For information about Anesco visit www.anesco.co.uk or call the team on 0845 8944444
ESCO modelAnesco has worked with Hampshire Cosmetics to examine its current energy usage, before calculating financial savings that could be made through the implementation of a range of energy efficiency measures. An Anesco ‘feasibility’ report has looked at each measure and the potential savings generated over a set time period. The agreed measures will be installed and managed by employees at Anesco.
Hampshire Cosmetics will benefit from an immediate upgrade to its facilities with no capital cost and will receive a percentage of the savings generated. Anesco is funding the installations and will recoup its investment through the remaining energy savings generated, over the period of 10 years.
The shared savings model means that any over-performance is then shared with Hampshire Cosmetics as an added incentive. For employees it will also mean a better working environment.
The measuresThe first stage of upgrades will see the installation of grey water harvesting, pipework insulation and energy efficient lighting.
Pipework insulation is to be realised and a greywater harvesting system will be used to collect waste water from the
Published in association with:ANESCO
Tel: 0845 8944444Email: [email protected] Web: www.anesco.co.uk
94
Hampshire Cosmetics Ltd is to share in a potential quarter of a million pounds in savings over
the next 10 years after becoming the first company in the UK to sign up to an innovative new service.
Launched by leading energy efficiency solutions company, Anesco, the ESCO model will provide the manufacturer with a facilities upgrade that will generate energy savings of over £25,000 a year for the next ten years. These savings will be shared between the two companies over the next 10 years to enable Anesco to recover the costs of the planned installations.
Anesco works with manufacturers, local authorities and businesses across the UK to reduce their carbon emissions and energy bills, helping offset the new CRC scheme and reducing the risk of rising energy costs.
Through its pioneering ESCO model, the firm provides companies with a comprehensive energy service, from audits through to recommendations, installations and capital funding plans.
Hampshire Cosmetics is first in line to benefit from the new service, which comes at no capital cost to the manufacturer. All funding is provided by Anesco, with the firm recouping its investment through the energy savings generated.
Anesco
Adrian Pike CEO of Anesco

also gained NVQ level 2 in Performing Manufacturing Operations. Hampshire has funded this skills development through grants from the train to gain scheme, though this pool is now running dry. “We are looking at the availability of apprenticeship funding now,” says Darke.
To sustain the value of its training investments Hampshire has also made sure to develop detailed skills matrices for all areas of the business with performance targets and KPIs. “It’s all part of the culture of moving forward,” says Darke. “People can measure their own progress, and are motivated to up-skill. The line leader can see what resource they need. Engineering has become more a more developmental, training type function and there are less communication barriers between staff from different areas.”
In addition to these overtly business related training and development packages Hampshire has also invested
in rounding off the more general skills of the workforce. There is an ongoing programme for adult literacy and numeracy which has, according to Darke, been very actively pursued with over 100 of the staff gaining qualifications in these skills. Furthermore, to back up the ambitious environmental agenda already mentioned, over 100 staff have gone through a day of environmental training. An important commitment to accreditation in an industry where customers are pushing harder every day for ethical transparency and confidence in their supply chain.
Darke speaks positively of this trend despite the regular audits, need for accreditation and compliance pressure which it has brought about. “Ultimately it is a good thing,” he says. “Our customers want a way of benchmarking and being sure that they are comparing apples with apples when looking at their suppliers – standardised accreditation models help here. We have gone through a lot of accreditation in the last four years.” On regulatory compliance Darke says: “There is more and more regulation all the time and dealing with the administrative burden is a challenge. REACH and RECAST have a particular impact on us but they do also help us to provide the transparency which customers are looking for.”
I try to draw Mr Darke out into saying something more conventionally negative about conditions for manufacturing in the UK but the best I can get is ‘challenging’. This word applies to all the usual gripes from regulation through to materials sourcing – in an industry where the availability of ingredients like jojoba oil from month to month are a key issue, you’d have thought ‘challenging’ would be a mere baseline.
But, it must be admitted, that with 30% growth over the past four years in which Darke has been MD it would seem churlish if he were complaining. It looks as though the company’s far from cosmetic commitment to its ethical standards and identified development strategy are standing it in good stead.
95
Location Waterlooville, Hampshire.
Number of employees
166
Turnover £19m
Established 1972
Moved to current site
1991
Major markets/customers
Major international retailers, UK multiples and a wide range of brand owners
Key products Skin, hair and body care together with personal and home fragrance, bathing and personal care products.
Proportion of domestic sales to exports
80 % UK and 20% export.
Hampshire Cosmetics at a glance
CosmeticsHampshire Cosmetics

Have your say at: www.themanufacturer.com9696
Has the Government missed an obvious trick with ‘Make It In Gt Britain’?
It champions – bringing schools to companies and vice versa – will be meritorious and the exhibition will consolidate this work for many thousand to see.
So what’s the problem?There is already an overwhelming amount of youth and community engagement with manufacturers and engineering nationwide. Bloodhound SSC, Richard Noble’s land speed record project, has signed up over 4,800 schools to its programme, which involves following the Bloodhound project and running engineering projects in schools. Its target is +6,000 schools by 2014, that’s more schools than the 2012 Olympics will have reached. Make It In Manufacturing, a programme run by The Manufacturing Institute in Manchester, arranges businesses to visit schools to demonstrate what they do – since 2006 it has linked 30,000 UK kids to the business realities in its 35 supporting businesses.
Then there is WorldSkills this year, the global skills showdown that seemed to have put every school in London through its doors over six-days (and was repaid with a tiny column in the Evening Standard); the annual Big Bang event run by EngineeringUK; Autodesk’s schools outreach programme. BAE Systems has a high spend national schools roadshow, Coca-Cola Enterprises puts about 6,000 schoolchildren through its factories each year, MDBA in Bolton has just won the IMechE/The ERA Foundation’s award for Best Partnership with Education for its apprenticeship and schools outreach programme.
In my experience SMEs are, pound for pound, doing even more on this piece than the big companies. Alan Pickering, managing director of tube bending machine manufacturer Unison, ran an engineering week in Scarborough in October and had about 1,000 school kids through his company. It was extremely hard work he says. The kids loved it but the education machine to approve the visits proved very challenging. Unison’s efforts are typical of so many companies, large and small: AESSEAL, Boss Design, Gripple, Leyland Trucks, McLaren, Michelin, Renishaw, Yamazaki Mazak – the list goes on.
Young people are engaging with manufacturers all the time. Make it In Gt Britain, while worthwhile, should not be just another independent activity to reach schools. A better use of resources would be to link up, nationwide, all these disparate activities to reveal how many school children have had any form of manufacturing business engagement, and then establish a reporting system that measures 1) ex post facto re-engagement and, crucially, 2) whether the visit/s have influenced the child’s career decisions. This way, a far more meaningful picture of the aggregate effect of all this activity on kids’ perceptions of manufacturing can be illustrated.
The mandate of initiatives like Make it In Gt Britain and See Inside Manufacturing should be to glue all these activities together. Without such market intelligence, we may discover that kids’ real perceptions of engineering are in fact very good, and it is merely a group of disconnected adults who are going around self-fulfilling their own prophecies that industry needs an image makeover.
T his is the Department for Business, Innovation and Skills’ latest initiative to promote manufacturing
to a wider audience. Launched in mid-November, it will appoint 30 business ‘champions’ to go forth and spread the good word that manufacturing is a UK strength and a better career option than many might give credit.
One component of this is the Make it In Great Britain Challenge, a national competition to find the most promising pre-market products or processes. An exhibition that will showcase great exemplars of British manufacturing will be held at the Science Museum during the 2011 London Olympic and Paralympic Games. The exhibition will give many companies a chance to showcase their products and processes to an audience that will include an otherwise inaccessible foreign demographic in town for the Olympics.
Leaving aside the confusing similarity between the title of this initiative and others (think of Made by Britain, a government-led event to showcase manufacturers at Alexandra Palace, and the Made in Britain campaign to develop a unified, patriotic logo), I applaud the activity – any showcase of British industry is worthwhile. On youth engagement, the Government may have missed an important opportunity. The ‘See Inside Manufacturing’ campaign roadshowed the UK in October to bring several thousand school children into automotive companies to taste car manufacturing for real. Every large UK-based automotive was involved. The work of the Make
lastwordTheTM’s Editorial Director Will Stirling delivers his observations, celebrations and indictments of developments in UK manufacturing.
There is
already an overwhelming
amount of youth and community engagement
with manufacturers
and engineering nationwide –
let’s not add to it further but link it all up


The UK’s premier manufacturing technologies event
New MethodsNew TechnologiesNew AdvancesNew Innovations
MACH is owned and organised by The Manufacturing Technologies Association
MACH is the one event to attend in 2012 to see everything NEW for manufacturing. This is yourone opportunity to see all the latest products, developments and innovations for your specificsector. Uniquely, MACH is the only manufacturing exhibition in the UK where you can seeworking machines and live demonstrations all under one roof at one venue during one week.
Access to the event could not be simpler - just visit machexhibition.com and register foryour Fast Track Entry Pack.
Be part of the ONE event for manufacturing in 2012 - visit MACH.
event for manufacturingSponsored by
MACH2012_Visitor Ads_One Event_FINAL_1:Layout 1 12/10/11 14:46 Page 1