the orbitform journal · pdf filethe orbitform journal made in the usa iso 9001 : ......
TRANSCRIPT

Riveting, Forming, Welding, Projection Conveyors, Systems
1Assembly Solutions for Manufacturing Since 1984
THE ORBITFORM JOURNAL
MADE INTHE USA
ISO9001 : 2008CERTIFIED
IT ALL STARTS WITH THE CUSTOMER’S PART
ASSEMBLY EQUIPMENT SOLUTIONS FOR MANUFACTURING SINCE 1984
Orbitform designs and builds assembly equipment
solutions for manufacturing, including Riveting,
Forming, Welding, Conveyors, and Custom-Engineered
Assembly Systems. Orbitform also manufactures its
own line of standard assembly products for machine
integrators, all made in the USA since 1984. Services
include Assembly Analysis, Tooling Development, and
low-volume production runs. What sets us apart from our
competitors is our unbiased approach. With Orbitform,
you’re not restricted to a single product line or assembly
process. We can offer a wide range of solutions, to
provide you the product, process or service that’s best
meets your needs. Orbitform…solution delivered.

Riveting, Forming, Welding, Projection Conveyors, Systems
3Assembly Solutions for Manufacturing Since 1984
PERMANENT JOINT APPLICATIONS
NON-PERMANENT JOINT APPLICATIONS
This article examines basic applications and considerations for common fastening and joining techniques used in permanent part assembly. There are many reasons products should not be taken apart:• Personal Safety - the product is inherently unsafe to
repair.• Operational Safety – high product liability if the product
fails during operation.• Extreme operating forces – high shock, vibration,
Push-Pull, and Shear.• Regulatory requirements - part must be new, not
repaired, required by law.• Warranty / Product integrity - part must be new and
not repaired.• Modular assemblies – permanently assembled
components.• Security/Tamper‑proof/Vandalism – you don’t want
anybody messin’ with it.Industries familiar with these concerns include:
Automotive, Medical, Aerospace, Aviation, Electrical, Power Distribution, Safety, Military, and basically any products where lives are on the line and product liability is high, for example: Airbag Canisters, Mountain Climbing Gear, and Fire Extinguishers.
If your product doesn’t need to be taken apart, and you’re using a non-permanent fastening method such as retaining rings, threaded fasteners, posts and cotter pins, etc., you may want to consider permanent assembly for some of the following reasons:• Reduce the cost of fastening hardware: retaining rings,
threaded fasteners, nuts, washers, and cotter pins• Reducing the costs of machining operations:
machining grooves and threads, drilling and tapping holes
• Reducing the costs of assembly operations and cycle time: forming a rivet or post vs. installing a retaining ring, cotter pin, or driving a screw / nut
• Superior retention - compared to cotter pins, retaining rings, and Loctite®
• Improved aesthetics - Formed head versus bolt head, nut, screw head, cotter pin, or retaining ring.We recognize every application is different, and there is
no “one size fits all” solution for permanent part assembly. On the next page is a matrix of fasteners & fastening processes, along with a few common joint requirements and costing considerations.
NON-PERMANENT
BOLT & NUT SCREW COTTER PIN RETAINING RING STUD & NUT
PERMANENT
SOLID RIVETIMPACT FORMED
SOLID RIVETHOT UPSET FORMED
SOLID RIVETORBITAL FORMED
BOLT & NUT ORBITAL FORMED HEAD
SEMI TUBULAR RIVETIMPACT FORMED
TENONORBITAL FORMED
The Orbitform Journal 800-957-4838www.orbitform.com
4 Assembly Solutions for Manufacturing Since 1984
FASTENER /PROCESS
KEY:
ARTICULATING
COMPRESSION(CLAMP LOAD)
LOW PROFILE
SHOCK VIBRATIONRESISTANT
HOLE FILL
AESTHETICS
FASTENER COST
MACHINING COST
EQUIPMENT COST
ASSEMBLYLABOR COST
OVERALL COSTN
ON
-PER
MA
NA
NT
PERM
AN
AN
TJOINT CHARACTERISTIC COSTING
TENONORBITAL/SPIRAL
TENON HOT UPSET
SOLID RIVET IMPACT
SEMI-TUBULARRIVET IMPACTRIVET ORBITAL/SPIRAL
RIVET HOT UPSET
BOLT/NUTFORMED
BOLT/NUT
STUD/NUT
SCREW
RETAINING RING
COTTER PIN
POOR FAIR GOOD BEST
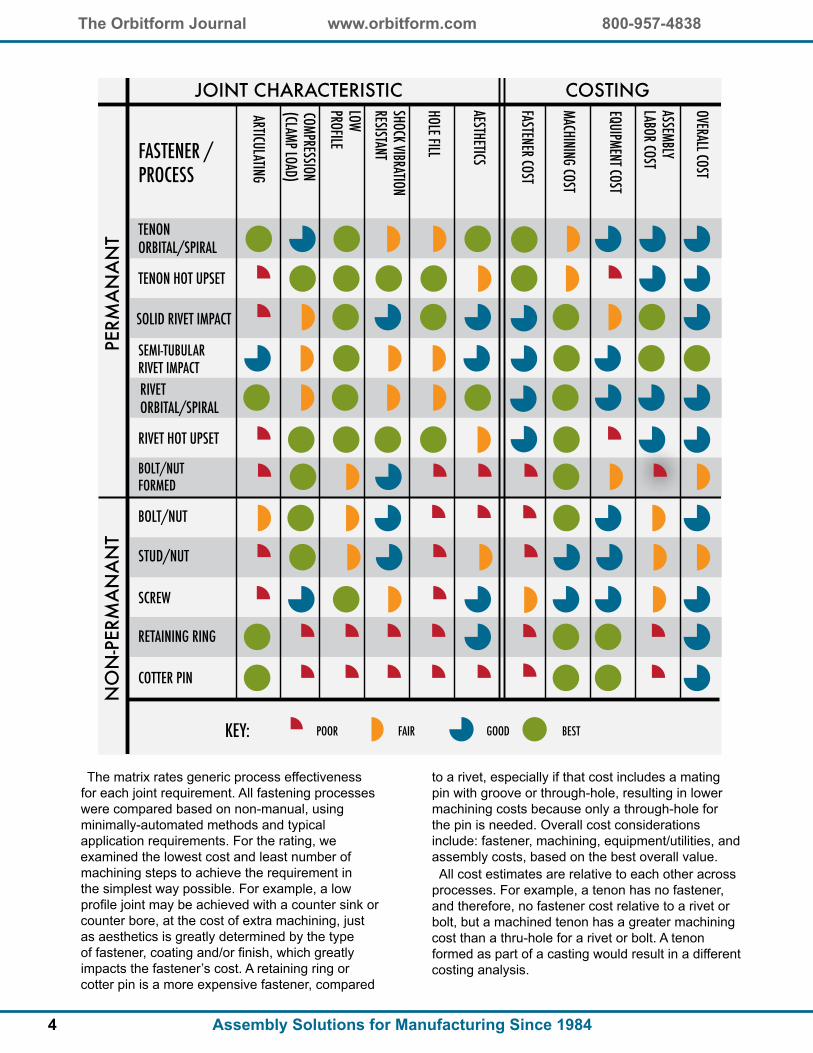
The matrix rates generic process effectiveness for each joint requirement. All fastening processes were compared based on non-manual, using minimally-automated methods and typical application requirements. For the rating, we examined the lowest cost and least number of machining steps to achieve the requirement in the simplest way possible. For example, a low profile joint may be achieved with a counter sink or counter bore, at the cost of extra machining, just as aesthetics is greatly determined by the type of fastener, coating and/or finish, which greatly impacts the fastener’s cost. A retaining ring or cotter pin is a more expensive fastener, compared
to a rivet, especially if that cost includes a mating pin with groove or through-hole, resulting in lower machining costs because only a through-hole for the pin is needed. Overall cost considerations include: fastener, machining, equipment/utilities, and assembly costs, based on the best overall value. All cost estimates are relative to each other across
processes. For example, a tenon has no fastener, and therefore, no fastener cost relative to a rivet or bolt, but a machined tenon has a greater machining cost than a thru-hole for a rivet or bolt. A tenon formed as part of a casting would result in a different costing analysis.

Riveting, Forming, Welding, Projection Conveyors, Systems
5Assembly Solutions for Manufacturing Since 1984
for long, thin, and unsupported rivets, Spiral/Radial may be the better option.
In general, Orbital has a longer reach than spiral, which can be further extended using a special 3 or 4 degree long-reach orbital head, or an orbital head extension. To form around obstructions, options include: a c-frame orbital head with an anti-rotate device, an offset orbital head, and/or a modified peen with anti‑rotate device. In addition, orbital heads can be configured to form multiple rivets simultaneously, using multi-spindle or multi-point tooling heads.
Clamp loading will vary based on forming a tenon or rivet, the type of material, tooling, and fixturing used. For example, If the part is supported (fig. 1.3), allowing a gap between the manufactured rivet head and the part,
FIG 1.2 FIG 1.3
the final joint will allow the rivet to float and will not provide any compressive loading. If the manufactured rivet head is supported (fig. 1.2), eliminating the gap between the part and the rivet, the joint will exhibit compressive loading. To improve clamp loading options include: a pressure pad to pre-clamp the part, increasing the advance rate of the Powerhead, and/or using an orbital head with a reduced attack angle to increase downward force.
Both Orbital and Spiral processes are recommended for low profile joints requiring articulation, because they form the rivet head without completely collapsing the shank. Clamp load can be adjusted to maintain some rotational torque/friction, as required in applications such as surgical scissors. Retaining rings and cotter pins allow articulation, but do not provide compressive loading characteristics, and therefore allow vibration between the fastener and the parts.
If the joint requires superior clamp loading and torque control, one fastening option is to use a bolt and nut, and then orbitally form the bolt against the face of the nut, locking the nut in place. Another option is to orbitally ring-stake the nut into the bolt’s threads to permanently lock them together. This additional operation adds to the production cost and reduces throughput. As a permanent solution, this is only recommended when extreme clamp loading and precise torque control is needed.
ORBITAL-RIVETING & FORMINGOrbital riveting and forming is a
cold forming process using a peen tool held at a fixed angle to create a sweeping line of pressure around the part, progressively forming the material with each rotation. This process (fig. 1.1) reduces the amount of forming force required by approximately 80% of a standard press. The orbital process can form mild steel solid rivets from less than 1/16” up to 1‑1/2” in diameter. The orbital forming process creates a low profile, aesthetically appealing finish, and allows for joint articulation as seen in multi-tool pliers, automotive door hinges, casters, etc.
Spiral riveting and forming, also known as Radial, is similar to the Orbital process, but the material is displaced from the center outward in a rosette or rose curve pattern; this creates less side force than the orbital process, which can cause parts to wobble during forming. This is especially true when forming small diameter rivets, and/or long rivets that are not held rigid by the part or part fixture during assembly. The Spiral process is not recommended for semi-tubular and/or hollow rivets because the peen loses contact with the part being formed.
FIGURE 1.1: ORBITAL FORMING DIAGRAM
SPIRAL FORMING DIAGRAM
FIXTURE FIXTURE
PART SUPPORTEDGAP GAP
HEAD SUPPORTED
As a rule of thumb, 90% of all Radial/Spiral riveting can be done with the Orbital process, with lower maintenance costs as compared to the Spiral/Radial process. The complexity of the Spiral tooling head’s planetary gear, thrust plate, and pressure cup significantly increases overall cost of ownership. However,

The Orbitform Journal 800-957-4838www.orbitform.com
6 Assembly Solutions for Manufacturing Since 1984
HOT UPSET FORMING & RIVETINGThe Hot Upset forming and riveting
process uses heat and pressure to form the fastener. Similar to electro-forging, the heated material becomes malleable and collapses under pressure applied by the Powerhead. With this process it is possible to form a round fastener into a square hole, creating a high-torque joint. Unlike welding, in most cases the base material does not bond with the fastener, but depending upon the material bonding may occur. In addition, this process may change the microstructure of the material being formed, altering its metallic properties. Testing the rivet or formed material is recommended.
As a rule of thumb, Hot Upset is best suited for hardened materials that cannot be formed by other methods. This unique process provides greater hole‑fill, over 98% percent, increases push-out force, and creates an overall tighter joint due to
efficient and precise than their AC counterparts, but come at a higher initial cost. Cost of ownership includes power consumption and tooling electrodes. Hot Upset systems also require a chiller to maintain optimal tooling temperature.
IMPACT RIVETING - SOLID & SEMI TUBULAR RIVETS
Impact Riveting is a cold forming assembly process using pneumatic, electro-mechanical, hydra-pneumatic, or hydraulic force to install a rivet. Joint characteristics can vary greatly depending on the rivet type, material and geometry. Some common rivet types include solid, semi-tubular, and self-piercing. The forming sequence is unique to each type of rivet. The shank on a solid rivet must swell to fill the hole before the head collapses. On a semi-tubular rivet, the hollow tenon curls over on impact, drawing the parts together with minimal shank swell.
Self‑piercing rivets (fig. 1.4), used to join sheet metal and other thin materials, pierce the upper layers of material until the bottom layer is
THE IMPACT RIVETING PROCESS
HOT UPSET JOINT DIAGRAM
FIGURE 1.4: SELF PIERCING RIVET
displaced into a pocket in the anvil, creating a button shape similar to clinching. This process eliminates the cost of machining a hole, but with the absence of a hole, some applications may require external fixturing to align the parts.
Standard Impact Riveting machines have a much quicker cycle time than standard Orbital, Spiral and Hot Upset machines, and provide higher production throughput, commonly used for high volume commodity products such as HVAC duct work, brake pads, and circuit breakers. In addition, impact machines include automatic rivet feeding systems, eliminating manual rivet handling, making the process ideal for installing multiple rivets in a single part assembly. In most cases the operator handles the part, so there is no cost for part fixturing. High capacity
molecular contraction during cooling. This process is not recommended for joints that require articulation; it may also affect surface coating aesthetics. Example applications include automotive striker-wires, ball studs, and joints with high torque and high shock or vibration requirements, such as military weaponry.
Hot Upset typically has a 3-4 second cycle time, which is generally slower than orbital or impact riveting. In addition, hot parts require special handling considerations. Direct current (DC) powered systems are more
impact machines can install solid rivets up to 5/8” inches in diameter, providing a robust, low‑profile, solution for permanent assembly. Typical perishable tooling includes: Jaws, Drivers, and Rollsets.
For high volume assembly of brittle materials like clutch assemblies, circuit boards and plastics, riveting machines can be configured with load‑deflecting components.

Riveting, Forming, Welding, Projection Conveyors, Systems
7Assembly Solutions for Manufacturing Since 1984
Orbitform designs and builds assemblyequipment solutions for manufacturing,including Riveting, Forming,Welding, Conveyors, and Custom-Engineered Assembly Systems.Orbitform manufactures its own line of standard assembly products,all made in the USA since 1984.Services include Assembly Analysis,Tooling Development, and low-volumeproduction runs
FORMING
RIVETING
SYSTEMS
CONVEYORS
PROJECTION WELDING TOOLING
SENDUS YOURSAMPLE PARTSFOR ASSEMBLYANALYSIS
Modular Assembly ComponentsCustom Engineered SystemsService Parts & ToolingAssembly Solutions Lab
1600 Executive Dr, Jackson, MI 49283www.orbitform.com
(517) 787-9447
To consolidate equipment and reduce the work area footprint, a single machine can be configured to install up to four rivets simultaneously; other options for multi-riveting include dual head and multi-head machines. Using an offset driver accessory, riveting heads can be positioned as close as 1/16” of an inch between rivet heads.
ROLLER FORMING - ASSEMBLING CYLINDRICAL PARTS
Another permanent fastening method, specifically designed for assembling large diameter parts, is Roller Forming. Roller Forming is a non-impact process using a spinning Roller-head with two or more rollers to apply a symmetrical force to the part. Roller forming is used for flaring, forming a lip, crimping, or forming a groove in cylindrical parts too large for other processes. Assembly applications include: water pumps, bearings, ball joints, air bag canisters, electrical sensors, fuses, solenoids, and parts where a groove or lip is needed, such as sealing the end of a tube.
As a general rule, 90% of all Roller Forming applications are between 3/8” and 6” inches in diameter. Wall thickness can vary from 1/32” to over 1/4” of an inch depending on the type of material. The Roller-head RPM and advance rate are controlled by a Powerhead configured with an integrated Load Cell and LVDT for process monitoring and control. For part clamping, a Thru-Spindle Pressure Pad option is available. For static Roller-heads, typical cycle times range from 3-5 seconds depending on
the application.
Articulating Roller-heads are used for navigating around part obstructions and applying horizontal pressure needed for crimping or grooving applications. Pneumatically actuated Articulating Roller-heads can deliver a horizontal force up to 5,000 lbs. @ 100 psi. Typical cycle times for an Articulating Roller-head range from 4-10 seconds depending on the application.
Roller Forming’s non-impact symmetrical loading and precision control allows this process to form a retaining lip over glass or other brittle materials. Roller Forming can also
replace multi-point crimping with a full 360 degrees of contact retention. If a torque resistant interface is required, rough or knurled mating component surfaces are needed to grip against the formed lip or groove. This process can, in some cases, replace welding to provide a strong joint with an aesthetically appealing finish, reducing production time and assembly cost. Sealing characteristics depend on the part’s design and usually requires the addition of a gasket or O-ring; customer testing is highly recommended.
If your product doesn’t need to be taken apart for shipping, maintenance or repair, permanent part assembly can be a cost effective solution to other fastening methods, in addition to increasing production throughput, and reducing fastener, machining, and overall assembly costs; you also get the many inherent benefits of permanently assembling your product.
S. Cumming & J. Price
ROLLERFORMING DIAGRAM
ROLLERFORMING A LIP

The Orbitform Journal 800-957-4838www.orbitform.com
8 Assembly Solutions for Manufacturing Since 1984
Similar to electro-forging, the heated material becomes malleable and collapses under pressure applied by the Powerhead. With this process it is possible to form a round fastener into a square hole, creating a high-torque joint.
Our customer, an automotive part manufacturer, needed to assemble a product with hardened rivets, each with a long tenon stick-out. To meet their production requirements,
we needed to form two rivets per machine cycle. We examined both orbital and spiral forming options in our applications lab, but due to the extreme hardness of the rivets, final form characteristics did not meet our customer’s specification. Also some samples showed signs of cracking, which in this application was unacceptable. We then tested our Hot Upset forming solution, which resolved the forming challenges. We offer both AC and DC Hot Upset systems. In this case, the customer chose a DC system for its power consumption savings versus the lower initial cost of an AC system.
Orbitform designed and built a custom Hot Upset system. The design included two standard Orbitform modular Powerheads, the same Powerheads used in our Orbital, Spiral, and Roller Forming products. Using standard Powerheads instead of traditional weld cylinders eliminated the need for an external air/oil tank and intensification valve. To stabilize the customer’s part during the forming process, the system was outfitted with a part clamping pressure pad. To verify a quality form, process monitoring included: LVDT’s and load cells to monitor head stroke position and force, and sensors for Powerhead advance and retract. The customer’s
safety specification included: light curtain, guarding and palm button activation.
Hot Upset typically has a 3-4 second cycle time, which is generally slower than orbital or impact riveting. In addition, hot parts require special handling considerations. Direct current (DC) powered systems are more efficient and precise than their AC counterpart, but come at a higher initial cost. Cost of ownership includes power consumption and tooling electrodes. Hot Upset systems also require a chiller to maintain optimal tooling temperature.
HOT UPSET PROCESS
HOT UPSET DUAL POWERHEADS
Check out our matrix on page 5 for an overview of joint characteristics and their costs. Hot Upset is included in the research.
Here at Orbitform, we recently developed a unique riveting process called Hot Upset. This rivet/forming solution uses force and heat to form rivets or part tenons, providing greater strength, increased hole‑fill, improved resistance to push‑pull forces, and an overall tighter joint, due to material contraction during cooling.

Riveting, Forming, Welding, Projection Conveyors, Systems
9Assembly Solutions for Manufacturing Since 1984
Permanently assembling parts using an orbital process offers many advantages including: 80% less force required than a conventional press, a low profile aesthetically appealing head‑form, low cost fasteners, a high strength joint, and the option to allow a joint to rotate.
Proper machine setup and maintenance is critical in achieving a desirable head form and consistent results. With over 25‑years of experience, Orbitform’s application engineers and service technicians have seen what can happen on the factory floor. Here are a few tune‑up tips to keep your orbital assembly equipment running smoothly, and producing quality parts.
ALIGNMENTTo assure a quality head form it is
critical that the center of the orbital head be aligned with the center of the rivet being formed. A misalignment can produce undesired results, rejected parts and possible damage to bearings and the orbital head. Alignment issues can come from: the fixture, the part, and/or the machine setup. The easiest method to check the alignment is with Orbitform’s Orbital Alignment Kit. Typically on a 1/4” diameter rivet, the center of the orbital head should be within 0.004” Total Indicator Runout from the center of the rivet.
THE PEENThe peen is the perishable tooling
that touches the rivet or part being formed. Make sure the peen-holder turns freely inside the orbital head. The peen is held in place with a magnet or set screw and should be easy to remove. Apply an anti-seize lubricant to its shank at least once a week.
Check the peen for excessive wear. Never sharpen or machine a worn peen. Changing the length of the peen changes its point of contact, which can affect the resulting head form, and possibly lead to bearing failure. Always replace worn tooling. Make sure new tooling meets the standards for hardness, polish, and coating set by the manufacture.
Check if the peen is too hot to touch after forming. Excessive heat can lead to or indicate bearing failure. A hot peen may mean it’s hitting the part too hard or dwelling on the part too long and/or not rotating properly. The flow control on the Powerhead’s exhaust may need to be adjusted to increase or decrease the Powerhead’s advance rate.
LUBRICATIONOrbitform’s Powerheads are lubed
for life and require little preventative maintenance. However, the orbital head should be inspected and greased after approximately 100 hours of forming time. Do not confuse this with 100 hours of machine operation. If a part takes 5 seconds to form, that would be one minute of forming-time for every 12 parts, one hour for 720 parts, or 72,000 parts for every 100 forming-hours. Be careful not to over grease the orbital head. Typically, a single shot from a hand pump is all that’s needed. Over greasing can create extra drag on the bearings and restrict the peen-holder from rotating freely.

The Orbitform Journal 800-957-4838www.orbitform.com
10 Assembly Solutions for Manufacturing Since 1984
AIROrbitform’s Powerheads are rated to
100 psi of air pressure. We generally size our Powerheads based on air pressure available in the plant. If the pressure on the factory floor drops, the Powerhead’s force will be diminished; this can effect cycle-time, and the overall head-form. Verify the recommended air pressure is within the machine’s specification.
Just as important as air pressure is air volume. The more air-driven equipment added to a production line the greater the overall volume of air needed to run them. Air pressure may be within limits, but the machines may be starved for air, which can affect cycle-time and forming results.
This is especially true when forming multiple rivets with quick forming cycles. Make sure the lines can deliver the required volume of air; if not an accumulation tank may be needed.
An orbital riveting or forming process can solve many challenging assembly requirements; a well-tuned machine is the key to consistent forming results and quality parts.
J. Price

Riveting, Forming, Welding, Projection Conveyors, Systems
11Assembly Solutions for Manufacturing Since 1984
We offer fixed and adjustable tool configurations to suit a wide range of applications. Consolidate equipment and reduce work area footprint with one of our adjustable center distance dual‑head riveters (Fig. 1), or increase production throughput with a multi‑head fixed‑tool riveter (Fig. 2). It’s also possible to install multiple
rivets simultaneously with a single fixed‑tool or fixed‑center (FC) riveter, configured with multiple rivet feeders, drivers, jaws, and rollsets (Fig. 3).
OPTIONS:
• Dual fixed tool, dual adjustable, multi head, and multi‑point configurations
• Pneumatic, electro-mechanical, hydra-pneumatic, and hydraulic
• Offset Driver package provides minimum distance (rivet head diameter + 1/16”)
• Safety probe, light curtain, palm buttons, and Lexan® and/or wire mesh guarding
• Custom fixturing and part clamping• Vibratory rivet feeding system
upgrade• Integrated load cell for monitoring
riveting forces
If you need to install multiple rivets, you could benefit from our multi‑head and multi‑point impact riveters. Multi‑head riveters consist of two or more riveting heads, designed to work on the same part simultaneously.
FEATURES:• Multi-head systems allows heads to
be turned on/off separately, to use a single head for rework
• Rotary Hopper rivet feeding system, mechanical or pneumatic, with track assembly
• Install solid rivets up to .63” diameter (tooling is designed to suit your specific rivet size)
• Install semi‑tubular rivets from 1/16” up (tooling is designed to suit your specific rivet size)
• Multi-point riveting from a minimum distance (rivet head dia + 1/16”) up to 4” apart
Note: Additional options and features are available. Each machine is configured and tooled to suit your specific riveting application. Please submit part and rivet samples for evaluation.
FIG 1
FIG 3
FIG 2

The Orbitform Journal 800-957-4838www.orbitform.com
12 Assembly Solutions for Manufacturing Since 1984
What they needed was a permanent cost effective solution. Orbitform’s application engineers suggested Orbitally forming tenons molded into the die cast A380 aluminum cover.
One issue was the tolerance in lining up the cast tenons on the cover with the holes on the baffle plate. The holes had to be oversized, and A380 aluminum can only form so far without cracking. Orbitform engineers suggested that a cone shape, similar to a Belleville washer, be stamped into the holes on the baffle plate to snug up to the formed tenon if tolerances were off.
Then extensive testing in Orbitform’s application lab determined the optimal tenon geometry. To form the tenon’s head, Orbitform’s engineers developed a captured conical peen, to contain the A380 aluminum during forming. In addition, die cast aluminum is abrasive, containing around 8% Silicon, causing excessive tool wear and galling. To combat this, the M2 steel peen was coated with Titanium Nitride.
Because the tenons were close to walls and on different planes, it was not possible to use a height-sensing pressure pad to monitor and control the form. Instead, the orbital riveter was set up to form to a force, creating a permanently formed head within the tolerance of the cast aluminum tenons and baffle plate. Assembly solution delivered.
An automotive parts supplier needed to permanently retain a sound deadening baffle plate on the inside of an engine cover. Screws were expensive, time consuming to install, and tended to fall out over time.
PART: BEFORE AND AFTER
BEFORE AFTER

Riveting, Forming, Welding, Projection Conveyors, Systems
13Assembly Solutions for Manufacturing Since 1984
Roller forming is used for flaring, forming a lip, crimping, or forming a groove in cylindrical parts too large for other processes. Assembly applications include: water pumps, bearings, ball joints, air bag canisters, electrical sensors, fuses, solenoids, and parts where a groove or lip is needed, such as sealing the end of a tube.
An automotive part supplier wanted to reduce the cost and weight of their water pump by converting its cast iron housing to cast aluminum.
Originally the bearing was press‑fit into the housing. The result was lighter, but thermal expansion was greater. Repeated heating and cooling caused the bearing to walk-out. The customer tried adhesives to retain the bearing, which added expense and an additional process that was messy.
Orbitform’s Applications Engineers worked with the customer to design a retaining feature that could be formed using Orbitform’s Roller Forming process to permanently retain the bearing. A custom static two-roller tooling head was developed and tested using Orbitform’s standard Powerhead. For this application our engineers determined a rotational speed of 400 rpm was optimal when combined with the downward force of the Powerhead. The customer verified the result using a push-out test, which caused the cast aluminum housing to fail without pushing the bearing past the formed retaining lip.
A custom designed fixture held the housing assembly, and a Thru-Spindle Pressure Pad held the bearing in place. Process monitoring included
bearing presence confirmation, a load cell to monitor force, and LVDT to monitor the Powerhead’s stroke position. Three interchangeable Roller-heads allowed the customer to use the same machine for three different water-pump assemblies. Safety equipment included a light curtain, guarding and Opto-Touch activation buttons.
As a general rule, 90% of Roller Forming applications are between 3/8” and 6” inches in diameter. Wall thickness can vary from 1/32” to over 1/4” of an inch depending on the type of material. The Roller-head RPM and advance rate are controlled by Orbitform’s standard Powerhead to precisely form the material. The Powerhead can also be configured with an integrated Load Cell and LVDT for process monitoring and control, along with a Thru-Spindle Pressure Pad for part clamping during the forming process. For static Roller-heads, typical cycle times range from 3-5 seconds depending on the application.
If you are struggling to permanently assemble tubular or large diameter parts, Orbitform’s Roller Forming process may be the solution. Roller Forming is a non‑impact process using a spinning Roller‑head with two or more rollers to apply a symmetrical force to the part.
ROLLER FORMED AUTOMOTIVE PART

The Orbitform Journal 800-957-4838www.orbitform.com
14 Assembly Solutions for Manufacturing Since 1984
Roller Forming’s non-impact symmetrical loading and precision control allows this process to form a retaining lip over glass and other brittle materials. This process can, in some cases, replace welding to provide a strong joint with an aesthetically appealing finish. Sealing characteristics depend on the part’s design and usually requires the addition of a gasket or O-ring; customer testing is highly recommended. Roller Forming can replace multi-point crimping with a full 360 degrees of contact retention. If a torque resistant interface is required, rough or knurled mating component surfaces are needed to grip against
the formed lip or groove.
Orbitform is the only company that offers pneumatically actuated Articulating Roller-heads for navigating around part obstructions and applying horizontal pressure needed for crimping or grooving applications.
Orbitform’s Articulating Roller-heads can deliver a horizontal force up to 5,000 lbs. @ 100 psi. To fine tune the forming process or accommodate multiple parts with different diameters, Articulating Roller-heads offer an infinitely adjustable horizontal stroke within a 3mm to 25mm range. Typical cycle times for an Articulating Roller-head range from 4-10 seconds depending on the application.
As a replacement for welding or crimping, Roller Forming can reduce production time and assembly costs, while improving consistency, strength, and aesthetic appeal. Send us your sample parts and let Orbitform’s Application Engineers see if Roller Forming is right for you.
ROLLER FORMING A GROOVE
ROLLER FORMING DIAGRAM
PROJECTION WELDING
TOOLING
POWERHEADS &ASSEMBLY COMPONENTS
IT ALL STARTS WITH THE CUSTOMER’S PART
RIVETING
FORMING
www.orbitform.com1600 Executive Dr, Jackson, MI
(517) 787-9447
CONVEYORS
Orbitform designs and builds assembly equipment, including Riveting, Forming, Welding, Conveyors, and Custom Assembly Systems. Orbitform manufactures its own line of assembly components, made in the USA since 1984. Services include Assembly Analysis, Tooling Development, and low-volume production runs.
AS S E M B LY E Q U I P M E N T S O L U T I O N S
SYSTEMS
MADE IN THE USA
Riveting, Forming, Welding, Projection Conveyors, Systems
15Assembly Solutions for Manufacturing Since 1984
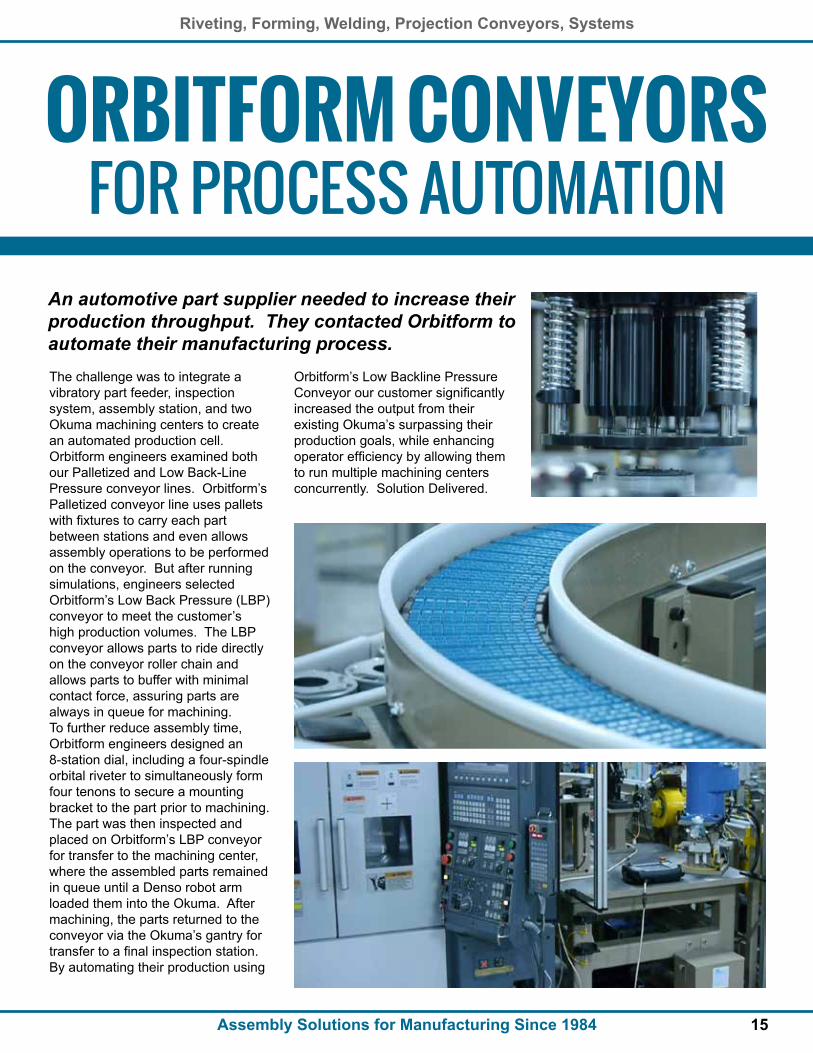
The challenge was to integrate a vibratory part feeder, inspection system, assembly station, and two Okuma machining centers to create an automated production cell.Orbitform engineers examined both our Palletized and Low Back-Line Pressure conveyor lines. Orbitform’s Palletized conveyor line uses pallets with fixtures to carry each part between stations and even allows assembly operations to be performed on the conveyor. But after running simulations, engineers selected Orbitform’s Low Back Pressure (LBP) conveyor to meet the customer’s high production volumes. The LBP conveyor allows parts to ride directly on the conveyor roller chain and allows parts to buffer with minimal contact force, assuring parts are always in queue for machining.To further reduce assembly time, Orbitform engineers designed an 8-station dial, including a four-spindle orbital riveter to simultaneously form four tenons to secure a mounting bracket to the part prior to machining. The part was then inspected and placed on Orbitform’s LBP conveyor for transfer to the machining center, where the assembled parts remained in queue until a Denso robot arm loaded them into the Okuma. After machining, the parts returned to the conveyor via the Okuma’s gantry for transfer to a final inspection station.By automating their production using
Orbitform’s Low Backline Pressure Conveyor our customer significantly increased the output from their existing Okuma’s surpassing their production goals, while enhancing operator efficiency by allowing them to run multiple machining centers concurrently. Solution Delivered.
An automotive part supplier needed to increase their production throughput. They contacted Orbitform to automate their manufacturing process.

The Orbitform Journal 800-957-4838www.orbitform.com
16 Assembly Solutions for Manufacturing Since 1984
P: (800) 957‑4838W: www.orbitform.com
1600 Executive Dr,Jackson, MI 49203
PROJECTION WELDING
TOOLING
POWERHEADS &ASSEMBLY COMPONENTS
IT ALL STARTS WITH THE CUSTOMER’S PART
RIVETING
FORMING
www.orbitform.com1600 Executive Dr, Jackson, MI
(517) 787-9447
CONVEYORS
Orbitform designs and builds assembly equipment, including Riveting, Forming, Welding, Conveyors, and Custom Assembly Systems. Orbitform manufactures its own line of assembly components, made in the USA since 1984. Services include Assembly Analysis, Tooling Development, and low-volume production runs.
AS S E M B LY E Q U I P M E N T S O L U T I O N S
SYSTEMS
MADE IN THE USA