the world s first commercial lng fuel tank made of high ... world’s first commercial lng fuel tank...
TRANSCRIPT

The world’s first commercial LNG fuel tank made of high manganese
austenitic steel
Jiwon Yu 1), Kihwan Kim 1), Do-Won Seo 1), Sung Tae Yun 1), Geon Shin 1), Hyun Kug Lee 2) 1) POSCO 2) Ilshin Marine Transport Co. Ltd.
Abstract
In this study, we introduce the world’s first commercial LNG fuel tank made of high
manganese austenitic steel. This IMO type-C fuel tank is 500 m3 in capacity and will be
installed on a LNG fuelled 50,000 DWT bulk carrier, which is the world’s largest LNG
fuelled bulk carrier up to date. This vessel is designed for Tier III ready condition and will be
delivered at the end of 2017. Both the vessel and LNG fuel tank is designed following IGF
code, KR (Korean Register) and LR (Lloyd Register) rules as well as other international
regulations. Inner shell of the tank is made of high manganese austenitic steel while outer
shell is made of carbon steel. It is known that high manganese austenitic steel is the steel with
high manganese concentrations at approximately 22 ~ 26 wt. % and has excellent physical
properties at very low temperatures similar to nickel based alloys and aluminum alloy while
the cost of the material is relatively low. Thus, it is expected that the world’s first commercial
LNG fuel tank made of high manganese austenitic steel will play a significant role to
demonstrate the competitiveness of high manganese austenitic steel as a cryogenic material.
1. Introduction
International Maritime Organization (IMO) has set 2020 as implementation date for 0.5%
global sulfur cap on October 2016 and it is expected that this decision accelerates the use of
Liquefied Natural Gas (LNG) as a marine fuel. Constructing safe and cost competitive
cryogenic fuel tank is very important to adopt LNG as a marine fuel. Since material cost
significantly influences overall price of LNG fuel tank, appropriate material should be
selected considering both safety and economic feasibility. Materials that are applicable at
cryogenic temperatures below -165 ºC are listed in Table 6.3 and Table 6.4 in the IGC Code
[1] as well as in Table 7.3 and 7.4 in the IGF Code [2]. Those materials are 9% Ni steels,
nickel-based austenitic stainless steels, and aluminum alloys.
High manganese austenitic steel for cryogenic service (hereinafter referred to as “high Mn
steel”) is a steel with manganese concentration at approximately 22 ~ 26 % and has similar or
superior physical properties at cryogenic temperatures compared to the materials listed in
IGC and IGF codes while the cost of the material is relatively low. Mechanical characteristics
of high Mn steel and its welding consumables such as tensile properties, Charpy impact
energy, CTOD, fatigue, and corrosion performance at room temperature as well as cryogenic
temperature have been evaluated [3] and certified by various classes including ABS, BV,
DNV-GL, KR and LR. In addition, mock-up tests for various types of LNG tanks including
cylindrical IMO type-C tank and Lattice tank have also been successfully completed.
Structural integrity of cryogenic tank made of high Mn steel after repeated thermal loads has
also been evaluated [4]. Welded joints are inspected by nondestructive radiographic testing
(RT) before and after the operation of tested tank and no defect had found, which means that
the cryogenic storage tank made of high Mn steel keeps its integrity after experiencing
repeated thermal cycles.
Although extensive studies have been conducted regarding the characteristics of high Mn
steel, there has been no actual track record to adopt high Mn steel for LNG fuel tank and
operate it in real application. Once LNG fuel tank made of high Mn steel is successfully
operated without any trouble, it would be the best evidence to prove the safety and
mechanical characteristics of high Mn steel. In this sense, the project to use high Mn steel as
a material of LNG fuel tank for actual application has been initiated. This project is target to
adopt first commercial LNG fuel tank made of high Mn steel on LNG fuelled bulk carrier
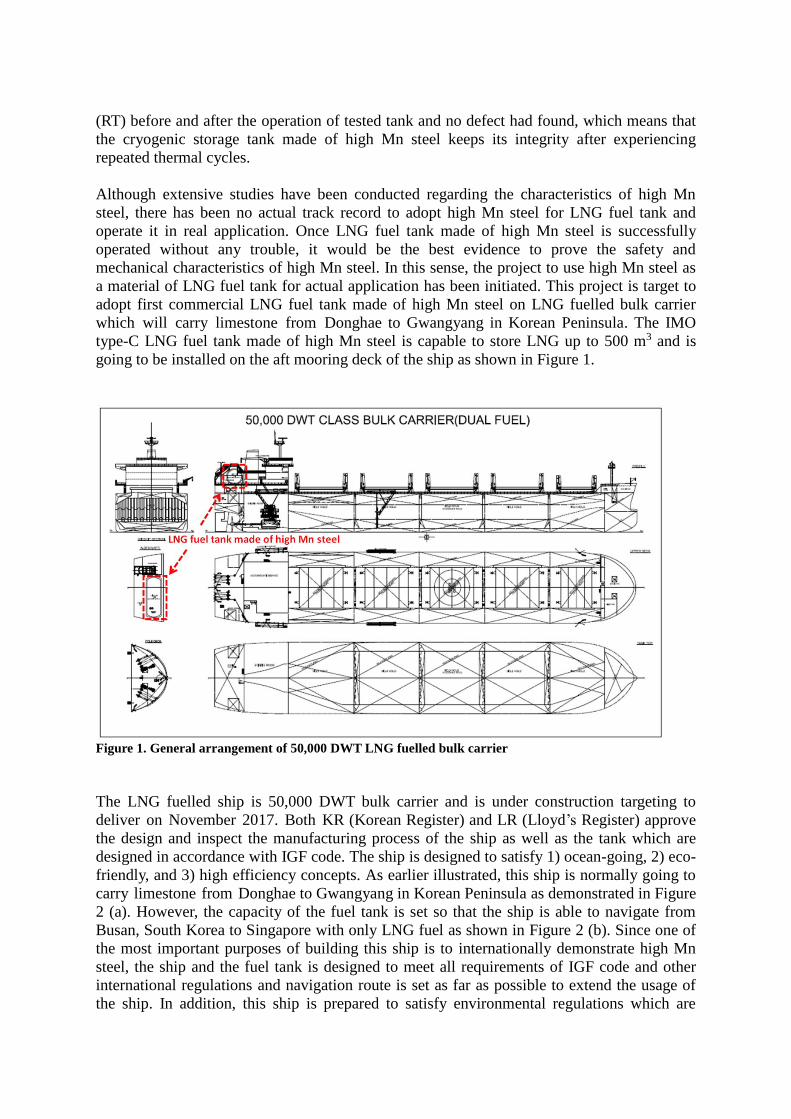
which will carry limestone from Donghae to Gwangyang in Korean Peninsula. The IMO
type-C LNG fuel tank made of high Mn steel is capable to store LNG up to 500 m3 and is
going to be installed on the aft mooring deck of the ship as shown in Figure 1.
Figure 1. General arrangement of 50,000 DWT LNG fuelled bulk carrier
The LNG fuelled ship is 50,000 DWT bulk carrier and is under construction targeting to
deliver on November 2017. Both KR (Korean Register) and LR (Lloyd’s Register) approve
the design and inspect the manufacturing process of the ship as well as the tank which are
designed in accordance with IGF code. The ship is designed to satisfy 1) ocean-going, 2) eco-
friendly, and 3) high efficiency concepts. As earlier illustrated, this ship is normally going to
carry limestone from Donghae to Gwangyang in Korean Peninsula as demonstrated in Figure
2 (a). However, the capacity of the fuel tank is set so that the ship is able to navigate from
Busan, South Korea to Singapore with only LNG fuel as shown in Figure 2 (b). Since one of
the most important purposes of building this ship is to internationally demonstrate high Mn
steel, the ship and the fuel tank is designed to meet all requirements of IGF code and other
international regulations and navigation route is set as far as possible to extend the usage of
the ship. In addition, this ship is prepared to satisfy environmental regulations which are

effective now as well as will be effective in near future. For example, EGR (Exhaust Gas
Recirculation) is read to meet Tier III for NOx regulation and BWTS (Ballast Water
Treatment System) is also ready. Furthermore, ME-GI engine will be installed to pursue high
efficiency. The amount of fuel consumption of this ship is 22 % less than that of the ship
which currently navigates the same route.
Figure 2. Navigation route of 50,000 DWT LNG fuelled bulk carrier for (a) normal condition and (b)
maximum design condition
The objective of this paper is to introduce the world’s first commercial LNG fuel tank made
of high Mn steel which will be installed on the ship briefly introduced above. High Mn steel
is used as a cryogenic material for inner tank of this IMO type-C fuel tank where LNG
directly contacts with while outer shell is made of carbon steel. Details of the tank regarding
from design to manufacturing will be introduced.
2. Design
As illustrated earlier, the LNG fuel tank is designed in accordance with the class rules for
both KR and LR as well as IGF code. The tank is horizontal multi-layered cylindrical tank
and high Mn steel is adopted as the material for inner tank. LNG would be stored inside of
inner tank and inner tank is thermally isolated with outer tank using vacuum and pearlite to
block the heat ingress from the environment as much as possible. The performance of LNG
fuel tank is evaluated by holding time which stands for the period that the vapor pressure of
the tank is kept under design pressure (7.0 bar) from operating pressure (2.0 bar). The fuel
tank introduced in this paper can hold LNG under design pressure for more than 60 days
which are much longer than the requirement of IGF code (15 days). Other specifications of
the tank are listed in Table 1 and general arrangement of the tank is demonstrated in Figure 3.

Table 1. Specifications of LNG fuel tank made of high Mn steel
Description Inner Tank Outer Tank
Design Pressure 7.0 bar Full Vacuum
Material (Shell / Head) High Mn steel / High Mn steel SA 516-70 / SA 516-70
Diameter 6,175 mm 6,935 mm
Length 17,777 mm 18,700 mm
Figure 3. General arrangement of LNG fuel tank made of high Mn steel
Numerical analysis had also been performed to assess the structural integrity of the tank
under various loading conditions. Finite element analysis (FEA) was performed using a 3-D
model to evaluate the stress of the tank under each loading condition. Finite element model of
the LNG fuel tank used in this study is shown in Figure 4 and the boundary conditions of the
tank are described in Table 2.
Table 2. Boundary conditions of the tank
Location Fixed Side Sliding Side
Bottom Plate Fixed “Y” Fixed “Y”
Bolt Area Fixed “X” and “Z” Fixed “Z”

Figure 4. Finite element model of LNG fuel tank made of high Mn steel
Ultimate design condition criteria are illustrated in 6.4.15.3.3.1 of IGF code. One of the
criteria is that equivalent stress, the summation of equivalent primary local membrane stress,
equivalent primary bending stress, and equivalent secondary stress, should not exceed three
times of allowable stress. The equivalent stress distribution of inner tank, outer tank, and
support are shown in Figure 5 ~ Figure 7 and the results are summarized in Table 3.
Figure 5. Equivalent stress distribution of inner tank and support for inner tank

Figure 6. Equivalent stress distribution of outer tank and support for outer tank
Figure 7. Equivalent stress distribution of support for the tank inner tank and support for inner tank
Table 3. Summary of the analysis result
Member Material
Maximum
Equivalent
Stress [MPa]
Allowable
Stress [MPa]
Safety
Factor
Inner Tank High Mn Steel 356 540 1.5
Outer Tank STS 304 354 414 1.2
Support SA516-70 213 414 1.9

As described in Figure 5 ~ Figure 7, the locations of maximum equivalent stress are the
region near supports. Nevertheless, all components of the tank satisfy the criteria of IGF code
as shown in Table 3. Therefore, it could be concluded that the LNG fuel tank made of high
Mn steel is safely designed.
3. Manufacturing
Table 4 describes the results of mechanical tests for mill test certificate of high Mn steel used
for manufacturing of LNG fuel tank which is introduced in this paper. As shown in this table,
the mechanical strength of the material exceeds the minimum requirement of the specification
(400 MPa, 800 MPa, 27 %, and 41 J for yield strength, tensile strength, elongation, and
impact test, respectively) and both KR (Korean Register) and LR (Lloyd’s Register) certified
the result.
Table 4. List of sizes and mechanical properties of high Mn steel used to manufacture LNG fuel tank
Thickness
(mm)
Width
(mm)
Length
(mm)
Yield Strength
(MPa)
Tensile Strength
(MPa)
Elongation
(%)
Impact Test
(J)
15 2,530 9,710 484 869 62 97
15 3,020 6,200 443 860 64 85
15 3,020 9,800 439 835 68 82
18 2,920 9,740 483 872 60 91
20 1,650 8,500 508 888 67 84
20 2,000 4,000 508 888 67 84
26 2,000 6,000 482 853 50 88
26 2,470 7,370 623 876 48 99
26 2,470 12,450 499 863 61 90
26 3,000 6,300 489 864 57 99
Procedure qualification record and welding procedure specifications are reviewed prior to
begin manufacturing of the LNG fuel tank to verify the integrity of the welding of high Mn
steel. The tests were performed for Submerged Arc Welding (SAW), flat (1G) Flux-Cored Arc
Welding (FCAW), horizontal (2G) FCAW, and vertical (3G) FCAW and the pictures for each
position and specimen are demonstrated in Figure 8 (a) ~ (d). In addition, Procedure
qualification record and welding procedure specifications for dissimilar metal welding of
high Mn steel and STS 304 is also reviewed since the pipes connected to the high Mn steel
plates are made of STS 304. Figure 9 describes the picture and the specimen of dissimilar
metal welding for fillet FCAW.

Figure 8. Procedure qualification record test of high Mn steel for various butt-weld positions (a)
Submerged Arc Welding (SAW), (b) Flat (1G) Flux-Cored Arc Welding (FCAW), (c) Horizontal (2G)
Flux-Cored Arc Welding (FCAW), and (d) Vertical (3G) Flux-Cored Arc Welding (FCAW)
Figure 9. Dissimilar metal welding of high Mn steel plate and STS 304 pipe

Table 5. Results for mechanical test of butt-weld specimens for procedure qualification record test values
are average of each specimen
Process Tensile Test (MPa) Charpy Impact Test
at -196 ºC (J) Bend Test
SAW 853 51 No open defect
FCAW 1G 801 53 No open defect
FCAW 2G 787 58 No open defect
FCAW 3G 801 42 No open defect
Figure 10. Test report for SAW certified by KR and LR
Results for mechanical test of welded specimens for procedure qualification record test are
illustrated in Table 5 and one of the test reports are demonstrated in Figure 10. As shown in
Table 5, values for tensile test and Charpy impact test exceed the minimum requirement 660
MPa and 27 J, respectively. LNG fuel tank made of high Mn steel is manufactured following
certified welding procedures which are described above.
4. Summary
High Mn steel for cryogenic service has been developed and the first commercial LNG fuel
tank made of high Mn steel is introduced. This LNG fuel tank is designed and manufactured
in accordance with the class rules for KR (Korean Register) and LR (Lloyd Register) as well
as IGF code. This tank will be operated for more than 18 years which will be a good
reference for the use of high Mn steel for cryogenic service. Expansion of the use of high Mn
steel as a safe and economic material for LNG tank is expected.

5. Acknowledgement
The authors wish to express deep appreciation to Daewoong Cryogenic Technology Co., Ltd.,
Hyundai Mipo Dockyard Co. Ltd., and Ilshin Logistics Co., Ltd. for their great cooperation to
apply the high Mn steel to LNG fuel tank.
6. References
[1] IGC Code resolution MSC.370(93)
[2] IGF Code resolution MSC.391(95)
[3] Choi, J. K., Lee, S. G., Park, Y. H., Han, I. W., & Morris Jr, J. W. (2012, January). High
manganese austenitic steel for cryogenic applications.” The Twenty-second International
Offshore and Polar Engineering Conference. International Society of Offshore and Polar
Engineers.
[4] Yu, J. et al., (2015), "Experimental Study on the Cryogenic Storage Tank made of High
Manganese Steel." The Twenty-fifth International Offshore and Polar Engineering
Conference. International Society of Offshore and Polar Engineers.